
Optimization of Granulation Process for Binder-Free Biochar-Based Fertilizer from Digestate and Its Slow-Release Performance

Abstract
:1. Introduction
2. Materials and Methods
2.1. Biochar-Based Fertilizer Preparation
2.2. Determination of Pellet Properties
2.3. Single-Factor Experiment
2.4. Synthesis Process Optimization
2.5. Characterization
2.6. Slow Release of N, P, and K
3. Results
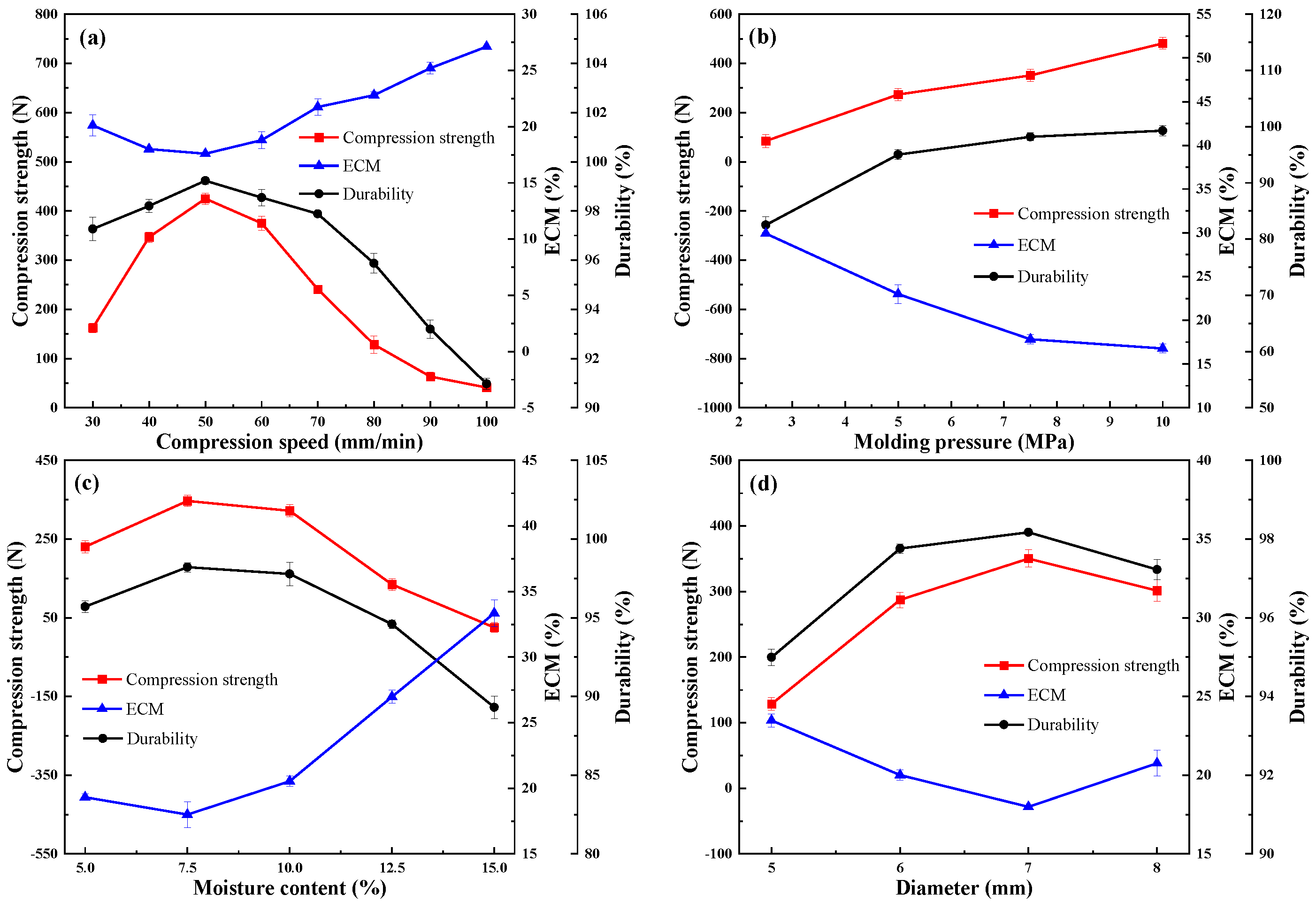
3.1. Single-Factor Impact Analysis
3.1.1. Effect of Compression Speed
3.1.2. Effect of Molding Pressure
3.1.3. Effect of Moisture Content
3.1.4. Effect of Diameter
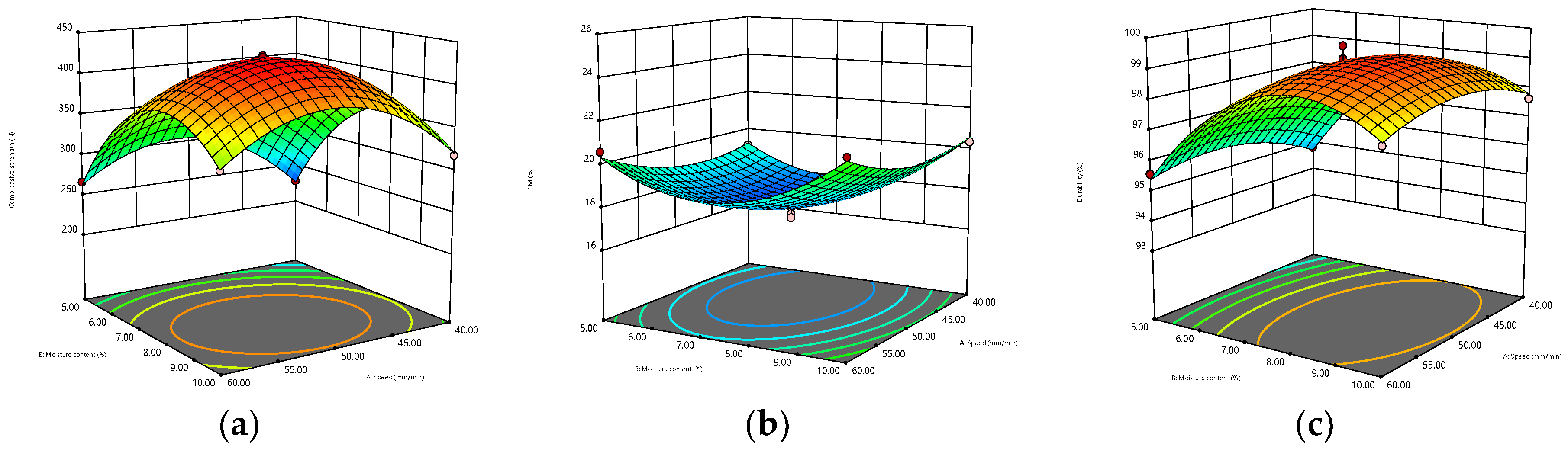
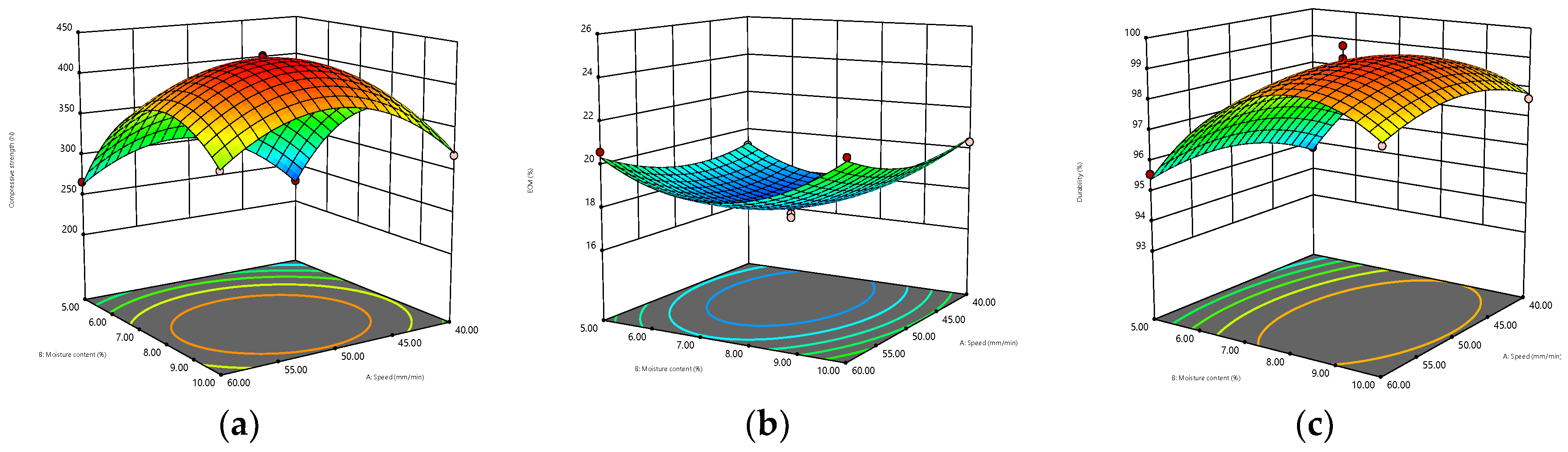
3.2. Comprehensive Optimization Analysis
3.2.1. Fitting of Process Model and Statistical Analysis
3.2.2. Pareto Analysis
3.2.3. Optimal Synthesis Parameters
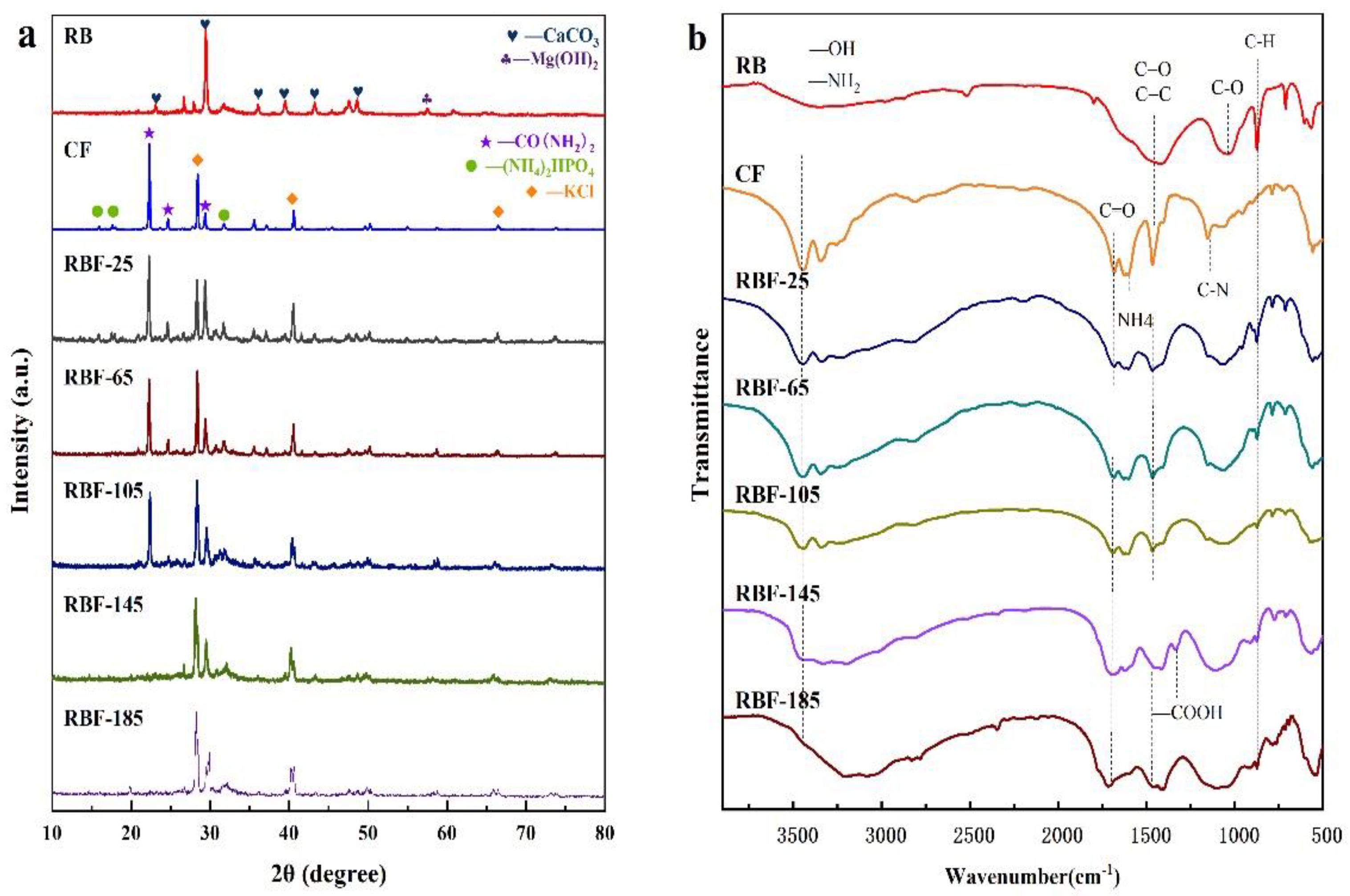
3.3. XRD Analysis
3.4. FTIR Analysis
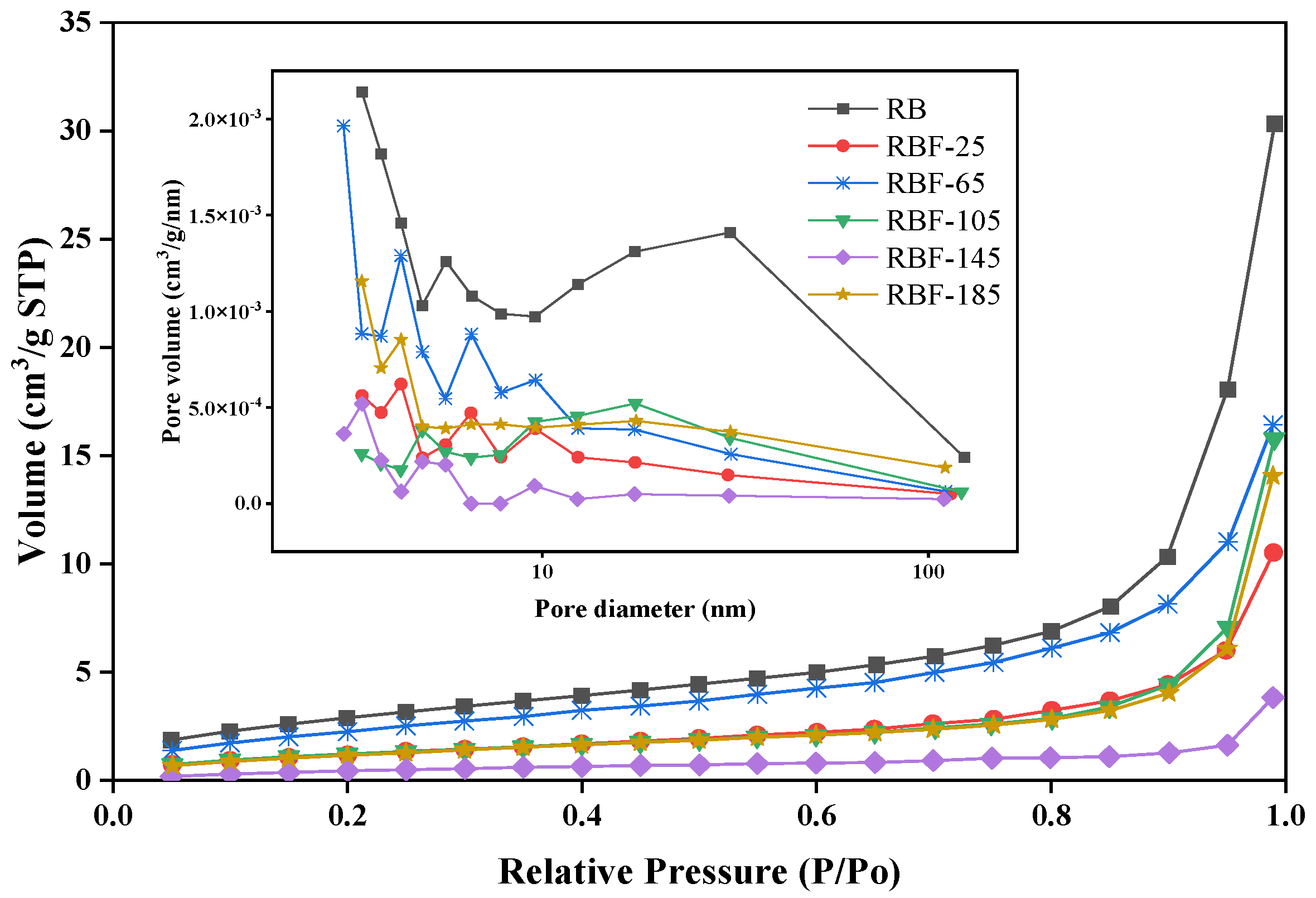
3.5. BET Surface Area and Porosity
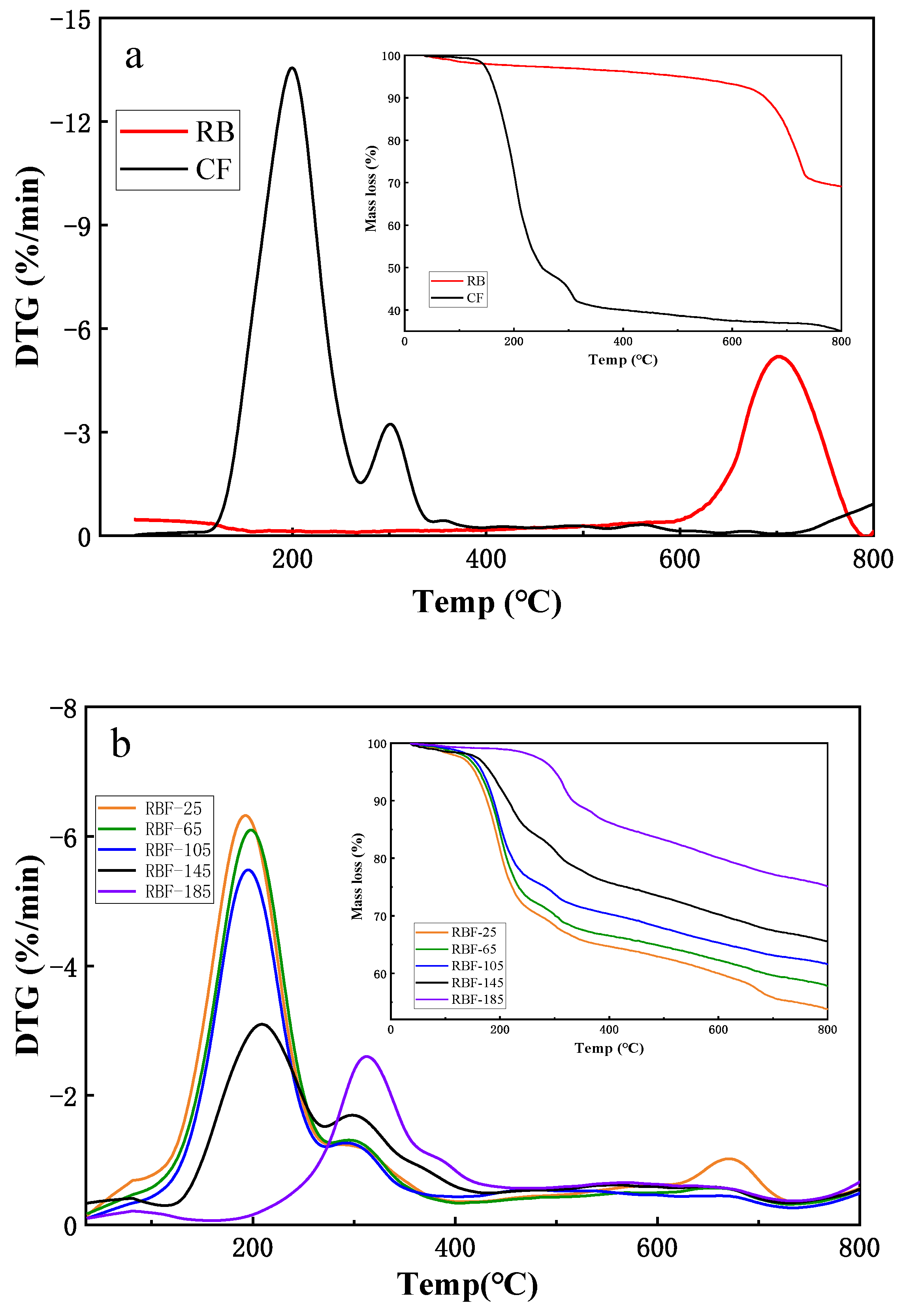
3.6. Thermal Characteristics
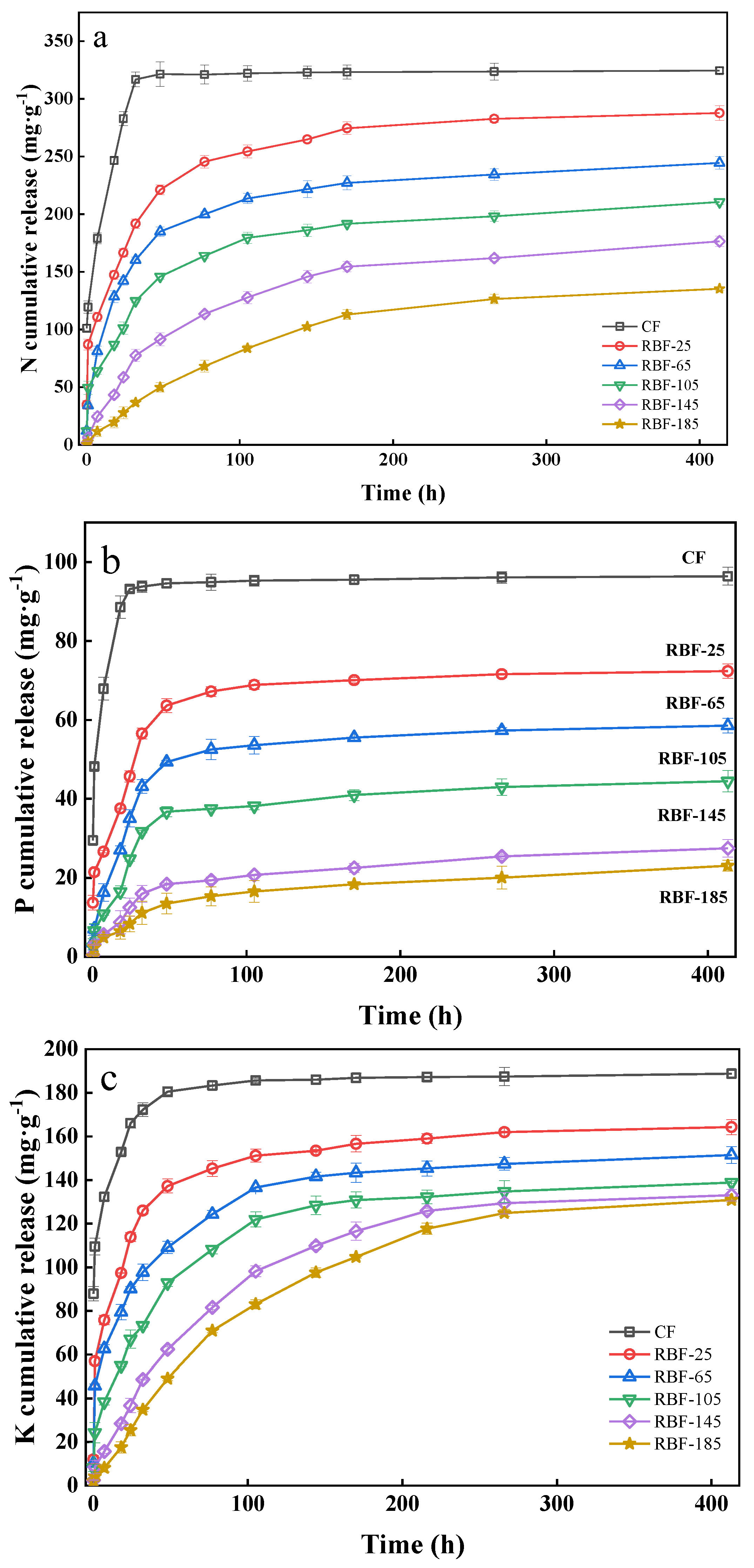
3.7. N, P, and K Release
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bellemare, M.F.; Cakir, M.; Peterson, H.H.; Novak, L.; Rudi, J. On the Measurement of Food Waste. Am. J. Agric. Econ. 2017, 99, 1148–1158. [Google Scholar] [CrossRef]
- Stefaniuk, M.; Oleszczuk, P. Characterization of biochars produced from residues from biogas production. J. Anal. Appl. Pyrolysis 2015, 115, 157–165. [Google Scholar] [CrossRef]
- Chambers, B.J.; Taylor, M. The use of digestate as a substitute for manufactured fertilizer. In Bioenergy Production by Anaerobic Digestion: Using Agricultural Biomass and Organic Wastes; Taylor and Francis: London, UK, 2013; Volume 9780203137697, pp. 359–374. [Google Scholar] [CrossRef]
- Zhu, J.; Zheng, Y.; Xu, F.; Li, Y. Solid-state anaerobic co-digestion of hay and soybean processing waste for biogas production. Bioresour. Technol. 2014, 154, 240–247. [Google Scholar] [CrossRef]
- Svensson, K.; Odlare, M.; Pell, M. The fertilizing effect of compost and biogas residues from source separated household waste. J. Agric. Sci. 2004, 142, 461–467. [Google Scholar] [CrossRef]
- Johansen, A.; Nielsen, H.B.; Hansen, C.M.; Andreasen, C.; Carlsgart, J.; Hauggard-Nielsen, H.; Roepstorff, A. Survival of weed seeds and animal parasites as affected by anaerobic digestion at meso- and thermophilic conditions. Waste Manag. 2013, 33, 807–812. [Google Scholar] [CrossRef] [PubMed]
- Xiang, A.; Qi, R.; Wang, M.; Zhang, K.; Jiang, E.; Ren, Y.; Hu, Z. Study on the infiltration mechanism of molten urea and biochar for a novel fertilizer preparation. Ind. Crop. Prod. 2020, 153. [Google Scholar] [CrossRef]
- Lehmann, J.; Joseph, S. Biochar for Environmental Management: Science, Technology and Implementation; Routledge: London, UK, 2015. [Google Scholar] [CrossRef]
- El-Naggar, A.; El-Naggar, A.H.; Shaheen, S.M.; Sarkar, B.; Chang, S.X.; Tsang, D.C.W.; Rinklebe, J.; Ok, Y.S. Biochar composition-dependent impacts on soil nutrient release, carbon mineralization, and potential environmental risk: A review. J. Environ. Manag. 2019, 241, 458–467. [Google Scholar] [CrossRef]
- Manoli, K.; Morrison, L.M.; Sumarah, M.W.; Nakhla, G.; Ray, A.K.; Sharma, V.K. Pharmaceuticals and pesticides in secondary effluent wastewater: Identification and enhanced removal by acid-activated ferrate(VI). Water Res. 2019, 148, 272–280. [Google Scholar] [CrossRef] [PubMed]
- Steiner, C.; Garcia, M.; Zech, W. Effects of charcoal as slow release nutrient carrier on NPK dynamics and soil microbial population: Pot experiments with ferralsol substrate. In Amazonian Dark Earths: Wim Sombroek’s Vision; Springer: Dordrecht, The Netherlands, 2009; pp. 325–338. [Google Scholar] [CrossRef]
- Khan, M.A.; Kim, K.-W.; Mingzhi, W.; Lim, B.-K.; Lee, W.-H.; Lee, J.-Y. Nutrient-impregnated charcoal: An environmentally friendly slow-release fertilizer. Environment 2008, 28, 231–235. [Google Scholar] [CrossRef]
- Kim, P.; Hensley, D.; Labbe, N. Nutrient release from switchgrass-derived biochar pellets embedded with fertilizers. Geoderma 2014, 232, 341–351. [Google Scholar] [CrossRef]
- Major, J.; Lehmann, J.; Rondon, M.; Goodale, C. Fate of soil-applied black carbon: Downward migration, leaching and soil respiration. Glob. Chang. Biol. 2010, 16, 1366–1379. [Google Scholar] [CrossRef]
- Husk, B.; Major, J. Commercial Scale Agricultural Biochar Field Trial in Québec, Canada over Two Years: Effects of Biochar on Soil Fertility, Biology and Crop Productivity and Quality; Dynamotive Energy Systems: Suite, QC, Canada, 2010. [Google Scholar]
- Kambo, H.S.; Dutta, A. Strength, storage, and combustion characteristics of densified lignocellulosic biomass produced via torrefaction and hydrothermal carbonization. Appl. Energy 2014, 135, 182–191. [Google Scholar] [CrossRef]
- Shi, W.; Ju, Y.; Bian, R.; Li, L.; Joseph, S.; Mitchell, D.R.G.; Munroe, P.; Taherymoosavi, S.; Pan, G. Biochar bound urea boosts plant growth and reduces nitrogen leaching. Sci. Total Environ. 2020, 701, 134424. [Google Scholar] [CrossRef] [PubMed]
- Mostafa, M.E.; Hu, S.; Wang, Y.; Su, S.; Hu, X.; Elsayed, S.A.; Xiang, J. The significance of pelletization operating conditions: An analysis of physical and mechanical characteristics as well as energy consumption of biomass pellets. Renew. Sustain. Energy Rev. 2019, 105, 332–348. [Google Scholar] [CrossRef]
- Gil, M.V.; Oulego, P.; Casal, M.D.; Pevida, C.; Pis, J.J.; Rubiera, F. Mechanical durability and combustion characteristics of pellets from biomass blends. Bioresour Technol. 2010, 101, 8859–8867. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- ASAE S358.2—Moisture Measurement—Forages. 2006. Available online: https://www.researchgate.net/publication/313730122_ASAE_S3582_-_moisture_measurement_-_forages (accessed on 9 July 2021).
- Gil, M.V.; Casal, D.; Pevida, C.; Pis, J.J.; Rubiera, F. Thermal behaviour and kinetics of coal/biomass blends during co-combustion. Bioresour Technol. 2010, 101, 5601–5608. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Maurya, D.; Khaleghian, S.; Sriramdas, R.; Kumar, P.; Kishore, R.A.; Kang, M.G.; Kumar, V.; Song, H.C.; Lee, S.Y.; Yan, Y.; et al. 3D printed graphene-based self-powered strain sensors for smart tires in autonomous vehicles. Nat. Commun. 2020, 11, 5392. [Google Scholar] [CrossRef]
- European Committee for Standardization (CEN). Solid Biofuels. In Determination of Mechanical Durability of Pellets and Briquettes. Part 1: Pellets. EN 15210-1: 2010; CEN Brussels: London, UK, 2010. [Google Scholar]
- Samuelsson, R.; Larsson, S.H.; Thyrel, M.; Lestander, T.A. Moisture content and storage time influence the binding mechanisms in biofuel wood pellets. Appl. Energy 2012, 99, 109–115. [Google Scholar] [CrossRef]
- Huang, Y.; Finell, M.; Larsson, S.; Wang, X.H.; Zhang, J.L.; Wei, R.; Liu, L. Biofuel pellets made at low moisture content—Influence of water in the binding mechanism of densified biomass. Biomass. Bioenergy 2017, 98, 8–14. [Google Scholar] [CrossRef]
- Agar, D.A.; Rudolfsson, M.; Kalen, G.; Campargue, M.; Perez, D.D.; Larsson, S.H. A systematic study of ring-die pellet production from forest and agricultural biomass. Fuel Process. Technol. 2018, 180, 47–55. [Google Scholar] [CrossRef]
- Du, K.; Su, R.; Tao, M.; Yang, C.Z.; Momeni, A.; Wang, S.F. Specimen shape and cross-section effects on the mechanical properties of rocks under uniaxial compressive stress. Bull. Eng. Geol. Environ. 2019, 78, 6061–6074. [Google Scholar] [CrossRef]
- Fan, T.; Hu, J.; Fu, L.; Zhang, L. Optimization of enzymolysis-ultrasonic assisted extraction of polysaccharides from Momordica charabtia L. by response surface methodology. Carbohydr. Polym. 2015, 115, 701–706. [Google Scholar] [CrossRef]
- Iftikhar, M.; Asghar, A.; Ramzan, N.; Sajjadi, B.; Chen, W.Y. Biomass densification: Effect of cow dung on the physicochemical properties of wheat straw and rice husk based biomass pellets. Biomass Bioenergy 2019, 122, 1–16. [Google Scholar] [CrossRef]
- Jentzer, J.B.; Alignan, M.; Vaca-Garcia, C.; Rigal, L.; Vilarem, G. Response surface methodology to optimise Accelerated Solvent Extraction of steviol glycosides from Stevia rebaudiana Bertoni leaves. Food Chem. 2015, 166, 561–567. [Google Scholar] [CrossRef] [Green Version]
- Ahmadzadeh, S.; Asadipour, A.; Pournamdari, M.; Behnam, B.; Rahimi, H.R.; Dolatabadi, M. Removal of ciprofloxacin from hospital wastewater using electrocoagulation technique by aluminum electrode: Optimization and modelling through response surface methodology. Process. Saf. Environ. 2017, 109, 538–547. [Google Scholar] [CrossRef]
- El-Qanni, A.; Nassar, N.N.; Vitale, G.; Hassan, A. Maghemite nanosorbcats for methylene blue adsorption and subsequent catalytic thermo-oxidative decomposition: Computational modeling and thermodynamics studies. J. Colloid Interface Sci. 2016, 461, 396–408. [Google Scholar] [CrossRef] [PubMed]
- Li, R.H.; Wang, J.J.; Zhou, B.Y.; Zhang, Z.Q.; Liu, S.; Lei, S.; Xiao, R. Simultaneous capture removal of phosphate, ammonium and organic substances by MgO impregnated biochar and its potential use in swine wastewater treatment. J. Clean. Prod. 2017, 147, 96–107. [Google Scholar] [CrossRef] [Green Version]
- Fourest, E.; Volesky, B. Contribution of Sulfonate Groups and Alginate to Heavy Metal Biosorption by the Dry Biomass ofSargassum fluitans. Environ. Sci. Technol. 1996, 30, 277–282. [Google Scholar] [CrossRef]
- Ravikovitch, P.I.; Vishnyakov, A.; Neimark, A.V.; Ribeiro Carrott, M.M.; Russo, P.A.; Carrott, P.J. Characterization of micro-mesoporous materials from nitrogen and toluene adsorption: Experiment and modeling. Langmuir 2006, 22, 513–516. [Google Scholar] [CrossRef] [PubMed]
- Zhang, L.; Chen, K.; He, L.; Peng, L. Reinforcement of the bio-gas conversion from pyrolysis of wheat straw by hot caustic pre-extraction. Biotechnol. Biofuels 2018, 11. [Google Scholar] [CrossRef]
- Lundström, A.; Andersson, B.; Olsson, L. Urea thermolysis studied under flow reactor conditions using DSC and FT-IR. Chem. Eng. J. 2009, 150, 544–550. [Google Scholar] [CrossRef]
- Chen, J.P.; Isa, K. Thermal Decomposition of Urea and Urea Derivatives by Simultaneous TG/(DTA)/MS. J. Mass Spectrom. Soc. Jpn. 1998, 46, 299–303. [Google Scholar] [CrossRef]
- Wang, D.; Dong, N.; Hui, S.; Niu, Y. Analysis of urea pyrolysis in 132.5–190 °C. Fuel 2019, 242, 62–67. [Google Scholar] [CrossRef]
- An, X.; Wu, Z.; Yu, J.; Ge, L.; Li, T.; Liu, X.; Yu, B. High-Efficiency Reclaiming Phosphate from an Aqueous Solution by Bentonite Modified Biochars: A Slow Release Fertilizer with a Precise Rate Regulation. ACS Sustain. Chem. Eng. 2020, 8, 6090–6099. [Google Scholar] [CrossRef]
- Luo, W.; Qian, L.; Liu, W.; Zhang, X.; Wang, Q.; Jiang, H.; Cheng, B.; Ma, H.; Wu, Z. A potential Mg-enriched biochar fertilizer: Excellent slow-release performance and release mechanism of nutrients. Sci. Total Environ. 2021, 768, 144454. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factor | Name | Levels | ||
|---|---|---|---|---|
| −1 | 0 | 1 | ||
| A | Compressive speed (mm/min) | 40 | 50 | 60 |
| B | Moisture content (%) | 5 | 7.5 | 10 |
| C | Diameter (mm) | 6 | 7 | 8 |
| Parameter | Mean | R2 | Adjusted R2 | Predicted R2 | Sd. Dev. | CV (%) | Adeq. Precision |
|---|---|---|---|---|---|---|---|
| Compressive strength (N) | 316.41 | 0.9990 | 0.9978 | 0.9892 | 3.89 | 1.23 | 72.4015 |
| ECM (%) | 20.41 | 0.9829 | 0.9609 | 0.8890 | 0.4387 | 2.15 | 19.6562 |
| Durability (%) | 97.28 | 0.9836 | 0.9625 | 0.8537 | 0.3270 | 0.3362 | 20.2997 |
| Source | Sum of Squares | df | Mean Square | F-Value | p-Value | Remarks |
|---|---|---|---|---|---|---|
| Compressive strength (N) | ||||||
| Model | 108000 | 9 | 11996.22 | 790.80 | <0.0001 | significant |
| Lack of fit | 69.13 | 3 | 23.04 | 2.49 | 0.1998 | not significant |
| ECM (%) | ||||||
| Model | 77.44 | 9 | 8.60 | 44.70 | <0.0001 | significant |
| Lack of fit | 0.4601 | 3 | 0.1534 | 0.6914 | 0.6033 | not significant |
| Durability (%) | ||||||
| Model | 44.93 | 9 | 4.99 | 46.68 | <0.0001 | significant |
| Lack of fit | 0.3817 | 3 | 0.1272 | 1.39 | 0.3683 | not significant |
| Operating Parameter | Responses | ||||
|---|---|---|---|---|---|
| Compression Speed | Moisture Content | Diameter | Compressive Strength | ECM | Durability |
| mm/min | % | Mm | N | % | % |
| Optimized conditions | |||||
| 49.54 | 7.84 | 7 | 427.77 | 17.70 | 99.24 |
| Mean of experimental results | |||||
| - | - | - | 425.89 | 17.92 | 99.13 |
| Relative error | |||||
| - | - | - | 0.43% | 1.24% | 0.11% |
| Sample | Phase 1 | Phase 2 | ||||||
|---|---|---|---|---|---|---|---|---|
| Kinetics Parameter | Inorganic Compound | Kinetics Parameter | Inorganic Compound | |||||
| N | P | K | N | P | K | |||
| CF | k (h−1) | 0.0790 | 0.0614 | 0.0920 | k (h−1) | 0.0094 | 0.0042 | 0.007 |
| R2 | 0.9810 | 0.9789 | 0.9326 | R2 | 0.9956 | 0.9179 | 0.9648 | |
| RBF-25 | k (h−1) | 0.0703 | 0.0549 | 0.0659 | k (h−1) | 0.0154 | 0.0076 | 0.0102 |
| R2 | 0.9655 | 0.9739 | 0.9611 | R2 | 0.9827 | 0.9699 | 0.9834 | |
| RBF-65 | k (h−1) | 0.0692 | 0.0471 | 0.0601 | k (h−1) | 0.0058 | 0.0100 | 0.0105 |
| R2 | 0.9959 | 0.9498 | 0.9683 | R2 | 0.9659 | 0.9846 | 0.9619 | |
| RBF-105 | k (h−1) | 0.0584 | 0.0325 | 0.0435 | k (h−1) | 0.0091 | 0.0089 | 0.0081 |
| R2 | 0.9371 | 0.9761 | 0.9845 | R2 | 0.9660 | 0.9765 | 0.9875 | |
| RBF-145 | k (h−1) | 0.0422 | 0.0315 | 0.0414 | k (h−1) | 0.0088 | 0.0120 | 0.0024 |
| R2 | 0.9322 | 0.9860 | 0.9495 | R2 | 0.9819 | 0.9033 | 0.9019 | |
| RBF-185 | k (h−1) | 0.0382 | 0.0233 | 0.0342 | k (h−1) | 0.0012 | 0.0016 | 0.0026 |
| R2 | 0.9583 | 0.9296 | 0.9393 | R2 | 0.9983 | 0.9386 | 0.9918 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yu, Z.; Zhao, J.; Hua, Y.; Li, X.; Chen, Q.; Shen, G. Optimization of Granulation Process for Binder-Free Biochar-Based Fertilizer from Digestate and Its Slow-Release Performance. Sustainability 2021, 13, 8573. https://doi.org/10.3390/su13158573
Yu Z, Zhao J, Hua Y, Li X, Chen Q, Shen G. Optimization of Granulation Process for Binder-Free Biochar-Based Fertilizer from Digestate and Its Slow-Release Performance. Sustainability. 2021; 13(15):8573. https://doi.org/10.3390/su13158573
Chicago/Turabian StyleYu, Zhou, Jie Zhao, Yinfeng Hua, Xiaoying Li, Qincheng Chen, and Guoqing Shen. 2021. "Optimization of Granulation Process for Binder-Free Biochar-Based Fertilizer from Digestate and Its Slow-Release Performance" Sustainability 13, no. 15: 8573. https://doi.org/10.3390/su13158573
APA StyleYu, Z., Zhao, J., Hua, Y., Li, X., Chen, Q., & Shen, G. (2021). Optimization of Granulation Process for Binder-Free Biochar-Based Fertilizer from Digestate and Its Slow-Release Performance. Sustainability, 13(15), 8573. https://doi.org/10.3390/su13158573