
Mechanical Properties of Silica Fume Modified High-Volume Fly Ash Rubberized Self-Compacting Concrete

 ,
,  ,
,  ,
, 
 ,
,
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Mixing, Casting, and Test Procedure
3. Results and Discussion
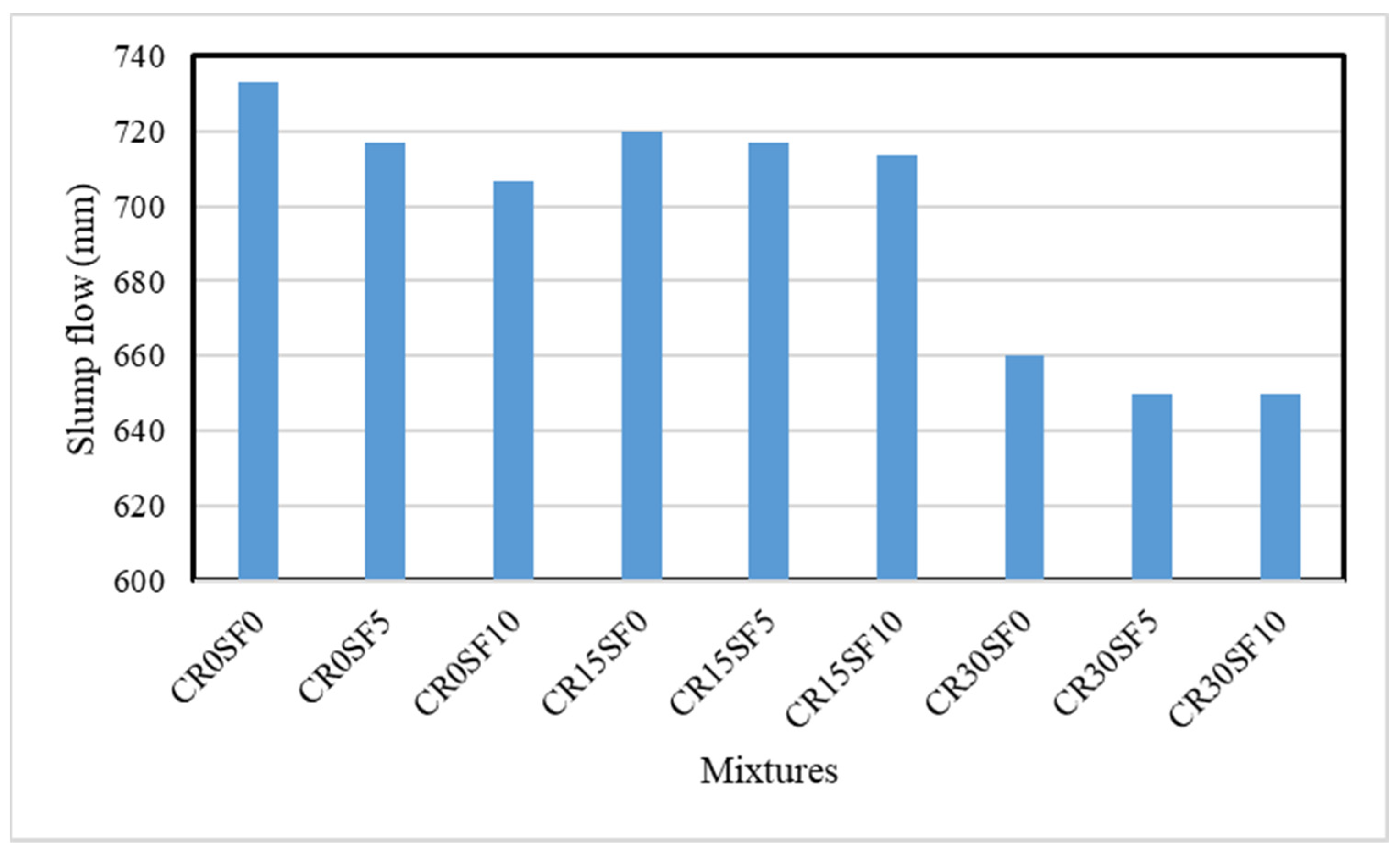
3.1. Fresh Properties
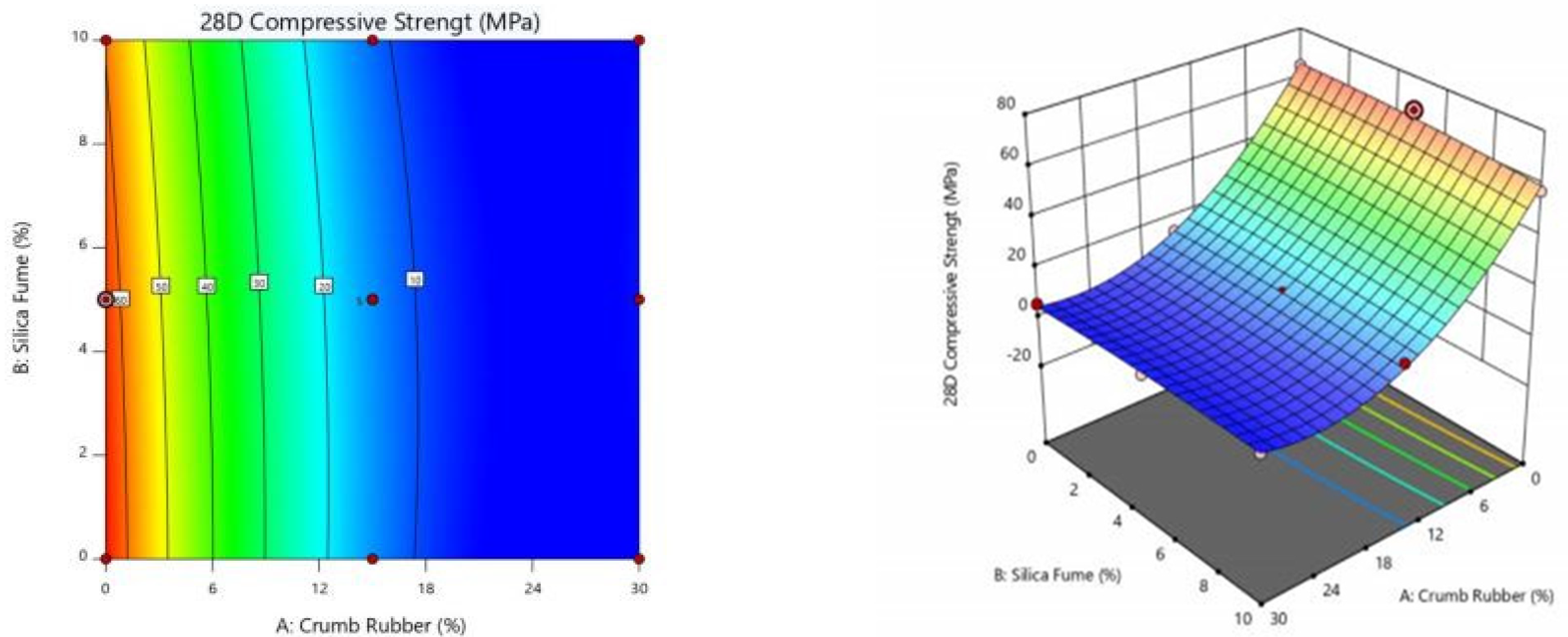
3.2. Compressive Strength
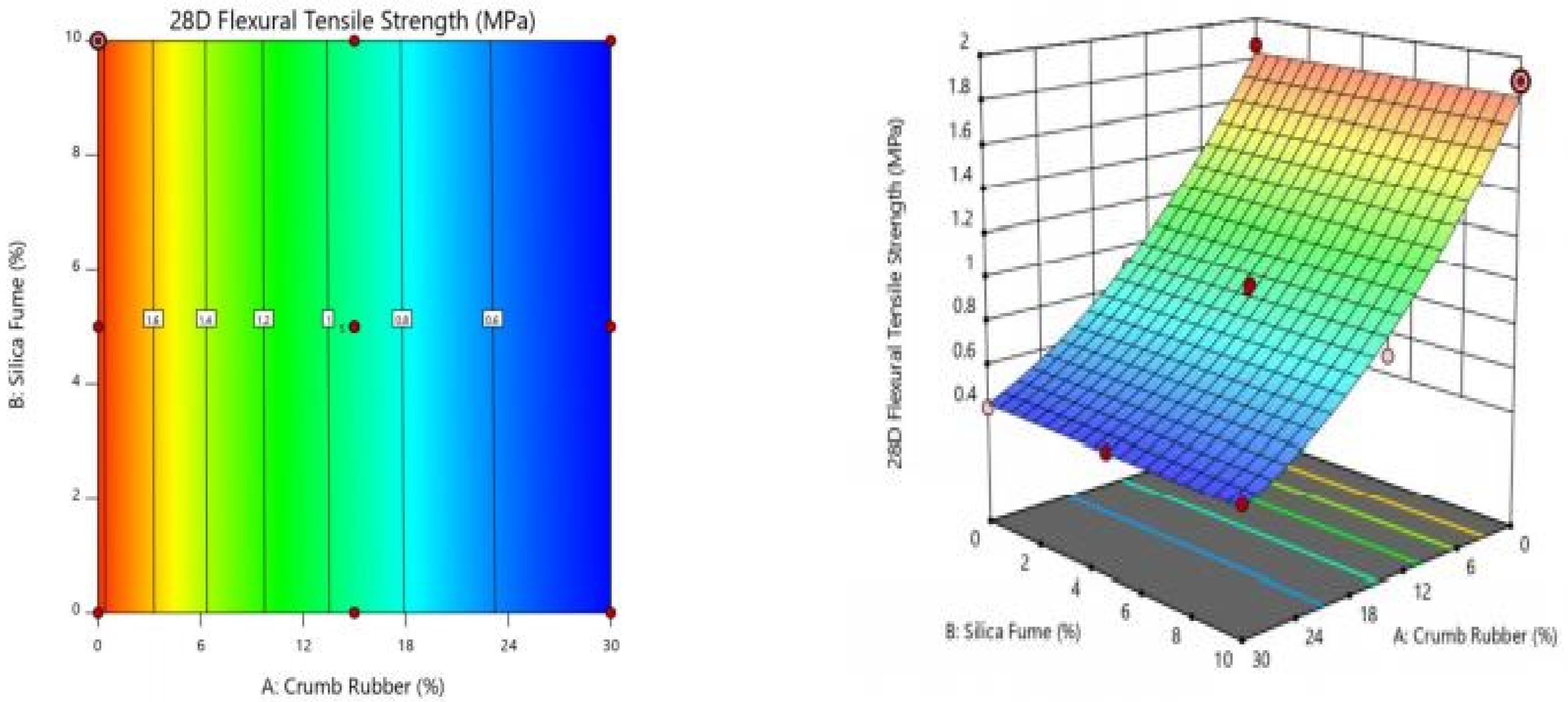
3.3. Flexural Strength
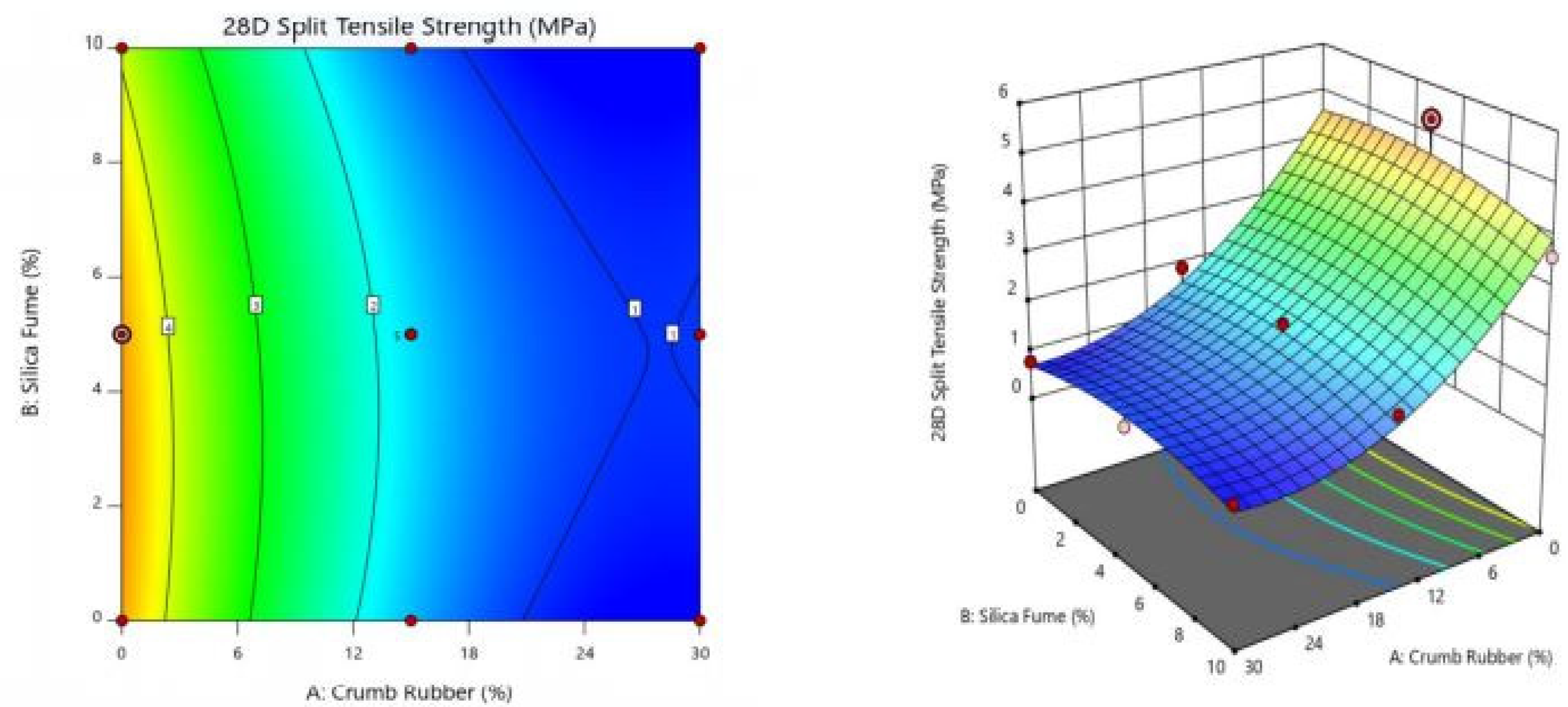
3.4. Splitting Tensile Strength
4. Anova Analysis
Optimization and Experimental Validation
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kamal, M.M.; Safan Mohamed, A.; Etman Zeinab, A.; Kasem Bsma, M. Mechanical properties of self-compacted fiber concrete mixes. HBRC J. 2014, 10, 25–34. [Google Scholar] [CrossRef]
- Ramkumar, K.B.; Rajkumar, P.K.; Ahmmad, S.N.; Jegan, M. A Review on Performance of Self-Compacting Concrete–Use of Mineral Admixtures and Steel Fibres with Artificial Neural Network Application. Constr. Build. Mater. 2020, 261, 120215. [Google Scholar] [CrossRef]
- Petit, J.Y.; Wirquin, E.; Duthoit, B. Influence of temperature on yield value of highly flowable micromortars made with sulfonate-based superplasticizers. Cem. Concr. Res. 2005, 35, 256–266. [Google Scholar] [CrossRef]
- Musarrat, M.A.; Ullah, S.; Khan, S.H.; Ullah, K. Effect of bentonite on fresh and hardened property of self compacting concrete. Sarhad Univ. Int. J. Basic Appl. Sci. 2017, 4, 54–61. [Google Scholar]
- Lussy, C.L.; Sugiarto, H. Pengaruh Penggunaan Polypropylene Fibre Terhadap Karakteristik Self Compacting Concrete. J. Dimens. Pratama Tek. Sipil 2020, 9, 49–55. [Google Scholar]
- Mansour, S.M. Behavior of self-compacting concrete incorporating calcined pyrophyllite as supplementary cementitious material. J. Build. Mater. Struct. 2020, 7, 119–129. [Google Scholar]
- Kumar, K.R.; Shyamala, G.; Awoyera, P.O.; Vedhasakthi, K.; Olalusi, O.B. Cleaner production of self-compacting concrete with selected industrial rejects-an overview. Silicon 2020, 1–12. [Google Scholar] [CrossRef]
- de Matos, P.R.; Oliveira, J.C.; Medina, T.M.; Magalhães, D.C.; Gleize, P.J.; Schankoski, R.A.; Pilar, R. Use of air-cooled blast furnace slag as supplementary cementitious material for self-compacting concrete production. Constr. Build. Mater. 2020, 262, 120102. [Google Scholar] [CrossRef]
- Mohammed, B.S.; Yen, L.Y.; Haruna, S.; Huat, M.L.S.; Abdulkadir, I.; Al-Fakih, A.; Liew, M.S.; Zawawi, N.A.W.A. Effect of Elevated Temperature on the Compressive Strength and Durability Properties of Crumb Rubber Engineered Cementitious Composite. Materials 2020, 13, 3516. [Google Scholar] [CrossRef] [PubMed]
- Valizadeh, A.; Hamidi, F.; Aslani, F.; Shaikh, F.U.A. The effect of specimen geometry on the compressive and tensile strengths of self-compacting rubberised concrete containing waste rubber granules. Structures 2020, 27, 1646–1659. [Google Scholar] [CrossRef]
- Shaaban, I.G.; Rizzuto, J.P.; El-Nemr, A.; Bohan, L.; Ahmed, H.; Tindyebwa, H. Mechanical properties and air permeability of concrete containing waste tyres extracts. J. Mater. Civ. Eng. 2021, 33, 04020472. [Google Scholar] [CrossRef]
- Sofi, A. Effect of waste tyre rubber on mechanical and durability properties of concrete—A review. Ain Shams Eng. J. 2018, 9, 2691–2700. [Google Scholar] [CrossRef]
- Ismail, M.K.; Hassan, A.A.A. Use of Steel Fibers to Optimize Self-Consolidating Concrete Mixtures Containing Crumb Rubber. ACI Mater. J. 2017, 114, 581–594. [Google Scholar] [CrossRef]
- Zhu, H.; Duan, F.; Shao, J.-W.; Shi, W.; Lin, Z. Material and durability study of a 10-year-old crumb rubber concrete bridge deck in Tianjin, China. Mag. Concr. Res. 2021, 73, 499–511. [Google Scholar] [CrossRef]
- Strukar, K.; Šipoš, T.K.; Miličević, I.; Bušić, R. Potential use of rubber as aggregate in structural reinforced concrete element–A review. Eng. Struct. 2019, 188, 452–468. [Google Scholar] [CrossRef]
- Alaloul, W.S.; Musarat, M.A.; A Tayeh, B.; Sivalingam, S.; Bin Rosli, M.F.; Haruna, S.; Khan, M.I. Mechanical and deformation properties of rubberized engineered cementitious composite (ECC). Case Stud. Constr. Mater. 2020, 13, e00385. [Google Scholar] [CrossRef]
- Mohammed, B.S.; Hossain, K.M.A.; Swee, J.T.E.; Wong, G.; Abdullahi, M. Properties of crumb rubber hollow concrete block. J. Clean. Prod. 2012, 23, 57–67. [Google Scholar] [CrossRef]
- Mohammed, B.S.; Adamu, M. Mechanical performance of roller compacted concrete pavement containing crumb rubber and nano silica. Constr. Build. Mater. 2018, 159, 234–251. [Google Scholar] [CrossRef]
- Tjaronge, M.W.; Musarat, M.A.; Law, K.; Alaloul, W.S.; Ayub, S. Effect of Graphene Oxide on Mechanical Properties of Rubberized Concrete: A Review. In Proceedings of the Lecture Notes in Civil Engineering, Kuching, Malaysia, 13–15 June 2021; Springer Science and Business Media LLC: Singapore, 2021; pp. 484–492. [Google Scholar]
- Alaloul, W.S.; Musarat, M.A.; Hui, C.J. Impact of Elevated Temperature on Rubberized Concrete: A Review. In Proceedings of the Lecture Notes in Civil Engineering, Kuching, Malaysia, 13–15 June 2021; Springer Science and Business Media LLC: Singapore, 2021; pp. 421–427. [Google Scholar]
- Amat, R.C.; Ismail, K.N.; Ahmad, K.R.; Ibrahim, N.M. Effects of Metakoalin on Municipal Solid Waste Incineration (MSWI) Bottom Ash-Cement Composite. Mater. Sci. Forum 2020, 1010, 653–658. [Google Scholar] [CrossRef]
- Kumar, M.; Sinha, A.K.; Kujur, J. Mechanical and durability studies on high-volume fly-ash concrete. Struct. Concr. 2021, 22, E1036–E1049. [Google Scholar] [CrossRef]
- Niwas, R.; Mathur, D.; Agarwal, S. A Study to Use of Waste Material in Bituminous Concrete (BC); IJTIMES: Mumbai, India, 2019. [Google Scholar]
- Sandanayake, M.; Gunasekara, C.; Law, D.; Zhang, G.; Setunge, S.; Wanijuru, D. Sustainable criterion selection framework for green building materials–An optimisation based study of fly-ash Geopolymer concrete. Sustain. Mater. Technol. 2020, 25, e00178. [Google Scholar] [CrossRef]
- Ibrahim, O.M.O.; Tayeh, B.A. Combined effect of lightweight fine aggregate and micro rubber ash on the properties of cement mortar. Adv. Concr. Constr. 2020, 10, 537–546. [Google Scholar]
- Çakır, Ö. Experimental analysis of properties of recycled coarse aggregate (RCA) concrete with mineral additives. Constr. Build. Mater. 2014, 68, 17–25. [Google Scholar] [CrossRef]
- Nili, M.; Afroughsabet, V. Combined effect of silica fume and steel fibers on the impact resistance and mechanical properties of concrete. Int. J. Impact Eng. 2010, 37, 879–886. [Google Scholar] [CrossRef]
- Siddique, R. Utilization of silica fume in concrete: Review of hardened properties. Resour. Conserv. Recycl. 2011, 55, 923–932. [Google Scholar] [CrossRef]
- Xie, J.; Fang, C.; Lu, Z.; Li, Z.; Li, L. Effects of the addition of silica fume and rubber particles on the compressive behaviour of recycled aggregate concrete with steel fibres. J. Clean. Prod. 2018, 197, 656–667. [Google Scholar] [CrossRef]
- Onuaguluchi, O.; Panesar, D.K. Hardened properties of concrete mixtures containing pre-coated crumb rubber and silica fume. J. Clean. Prod. 2014, 82, 125–131. [Google Scholar] [CrossRef]
- Güneyisi, E.; Gesoğlu, M.; Özturan, T. Properties of rubberized concretes containing silica fume. Cem. Concr. Res. 2004, 34, 2309–2317. [Google Scholar] [CrossRef]
- Mohammed, B.S.; Khed, V.C.; Nuruddin, M.F. Rubbercrete mixture optimization using response surface methodology. J. Clean. Prod. 2018, 171, 1605–1621. [Google Scholar] [CrossRef]
- C293/C293M-16, A. Standard Test Method for Flexural Strength of Concrete (Using Simple Beam with Center-Point Loading); ASTM International: West Conshohocken, PA, USA, 2016. [Google Scholar]
- European Federation for Specialist Construction Chemicals and Concrete Systems. Guidelines for Self-Compacting Concrete, English ed.; European Federation for Specialist Construction Chemicals and Concrete Systems: Norfolk, UK, February 2002. [Google Scholar]
- Topçu, I.B.; Bilir, T. Experimental investigation of some fresh and hardened properties of rubberized self-compacting concrete. Mater. Des. 2009, 30, 3056–3065. [Google Scholar] [CrossRef]
- Wang, X.; Subramaniam, K.V. Ultrasonic monitoring of capillary porosity and elastic properties in hydrating cement paste. Cem. Concr. Compos. 2011, 33, 389–401. [Google Scholar] [CrossRef]
- Mohammed, B.S.; Xian, L.W.; Haruna, S.; Liew, M.S.; Abdulkadir, I.; Zawawi, N.A.W.A. Deformation Properties of Rubberized Engineered Cementitious Composites Using Response Surface Methodology. Iran. J. Sci. Technol. Trans. Civ. Eng. 2020, 1–12. [Google Scholar] [CrossRef]
- Mohammed, B.S.; Haruna, S.; Wahab, M.M.B.A.; Liew, M. Optimization and characterization of cast in-situ alkali-activated pastes by response surface methodology. Constr. Build. Mater. 2019, 225, 776–787. [Google Scholar] [CrossRef]
- Ganesan, N.; Raj, J.B.; Shashikala, A. Flexural fatigue behavior of self compacting rubberized concrete. Constr. Build. Mater. 2013, 44, 7–14. [Google Scholar] [CrossRef]
- Khed, V.C.; Mohammed, B.S.; Nuruddin, M.F. Effects of different crumb rubber sizes on the flowability and compressive strength of hybrid fibre reinforced ECC. In IOP Conference Series: Earth and Environmental Science; IOP Publishing: Bristol, UK, 2018. [Google Scholar]
- Haruna, S.; Mohammed, B.S.; Wahab, M.M.A.; Al-Fakih, A. Compressive strength and workability of High Calcium One-Part alkali activated mortars using response surface methodology. In IOP Conference Series: Earth and Environmental Science 2nd International Conference on Civil and Environmental Engineering; IOP Science: Langkawi, Malaysia, 2020. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Oxide (%) | OPC | Fly Ash |
|---|---|---|
| SiO2 | 20.76 | 37.8 |
| Al2O3 | 5.54 | 15.4 |
| Fe2O3 | 3.35 | 16.5 |
| MnO | - | 0.33 |
| CaO | 61.4 | 17.9 |
| MgO | 2.48 | 2.75 |
| Na2O | 0.19 | 0.26 |
| K2O | 0.78 | 2.85 |
| TiO2 | - | 1.07 |
| SO3 | - | 0.7 |
| Loss on ignition | 2.2 | 1.25 |
| Mix | CR (%) | SF (%) | CR, (kg) | F.A, (kg) | C.A (kg) | Fly Ash, (kg) | Water, (kg) | OPC, (kg) | SP (kg) |
|---|---|---|---|---|---|---|---|---|---|
| CR15SF0 | 15 | 0 | 2.42 | 13 | 15.582 | 5.929 | 3.234 | 4.851 | 0 |
| CR15SF5 | 15 | 5 | 2.42 | 13.70 | 15.582 | 5.929 | 3.234 | 4.609 | 0.24 |
| CR15SF5 | 15 | 5 | 2.42 | 13.70 | 15.582 | 5.929 | 3.234 | 4.609 | 0.24 |
| CR0SF5 | 0 | 5 | 0 | 16.11 | 15.582 | 5.929 | 3.234 | 583 | 0.24 |
| CR15SF10 | 15 | 10 | 2.42 | 13.70 | 15.582 | 5.929 | 3.234 | 4.366 | 0.49 |
| CR15SF5 | 15 | 5 | 2.42 | 13.70 | 15.582 | 5.929 | 3.234 | 4.609 | 0.24 |
| CR15SF5 | 15 | 5 | 2.42 | 13.70 | 15.582 | 5.929 | 3.234 | 4.609 | 0.24 |
| CR30SF10 | 30 | 10 | 4.83 | 11.28 | 15.582 | 5.929 | 3.234 | 4.366 | 0.49 |
| CR15SF5 | 15 | 5 | 2.42 | 13.70 | 15.582 | 5.929 | 3.234 | 4.609 | 0.24 |
| CR30SF5 | 30 | 5 | 4.83 | 11.28 | 15.582 | 5.929 | 3.234 | 4.609 | 0.24 |
| CR0SF0 | 0 | 0 | 0 | 16.11 | 15.582 | 5.929 | 3.234 | 4.851 | 0 |
| CR30SF0 | 30 | 0 | 4.83 | 11.28 | 15.582 | 5.929 | 3.234 | 4.851 | 0 |
| CR0SF10 | 0 | 10 | 0 | 16.11 | 15.582 | 5.929 | 3.234 | 4.366 | 0.49 |
| Models | Source | Sum of Squares | df | Mean Square | F-Value | p-Value | Significance |
|---|---|---|---|---|---|---|---|
| Compressive Strength | Model | 6332.81 | 5 | 1266.56 | 385.92 | <0.0001 | Significant |
| A-CR | 4954.78 | 1 | 4954.78 | 1509.73 | <0.0001 | Significant | |
| B-SF | 10.19 | 1 | 10.19 | 3.11 | 0.1214 | insignificant | |
| AB | 13.14 | 1 | 13.14 | 4.00 | 0.0855 | insignificant | |
| A2 | 1204.05 | 1 | 1204.05 | 366.87 | <0.0001 | Significant | |
| B2 | 3.50 | 1 | 3.50 | 1.07 | 0.3362 | insignificant | |
| Lack of Fit | 22.54 | 3 | 7.51 | 68.60 | 0.0007 | Significant | |
| Flexural Strength | Model | 3.13 | 5 | 0.63 | 139.54 | <0.0001 | Significant |
| A-CR | 3.00 | 1 | 3.00 | 670.05 | <0.0001 | Significant | |
| B-SF | 1.215 × 10–4 | 1 | 1.215 × 10–4 | 0.027 | 0.8739 | insignificant | |
| AB | 2.500 × 10–5 | 1 | 2.500 × 10–5 | 5.578 × 10–3 | 0.9426 | insignificant | |
| A2 | 0.11 | 1 | 0.11 | 23.75 | 0.0018 | Significant | |
| B2 | 7.725 × 10–6 | 1 | 7.725 × 10–6 | 1.723 × 10–3 | 0.9680 | insignificant | |
| Lack of Fit | 0.028 | 3 | 9.184 × 10–3 | 9.61 | 0.0267 | significant | |
| Splitting Tensile Strength | Model | 21.78 | 4 | 5.45 | 44.70 | <0.0001 | Significant |
| A-CR | 19.13 | 1 | 19.13 | 157.03 | <0.0001 | Significant | |
| B-SF | 0.17 | 1 | 0.17 | 1.43 | 0.2664 | insignificant | |
| A2 | 2.46 | 1 | 2.46 | 20.18 | 0.0020 | significant | |
| B2 | 0.52 | 1 | 0.52 | 4.28 | 0.0724 | insignificant | |
| Lack of Fit | 0.96 | 4 | 0.24 | 51.25 | 0.0011 | significant |
| Model Terms | Compressive Strength | Flexural Strength | Splitting Tensile Strength |
|---|---|---|---|
| Std. Dev. | 1.81 | 0.067 | 0.35 |
| Mean | 23.21 | 1.02 | 2.16 |
| C.V. % | 7.80 | 6.59 | 16.17 |
| R2 | 0.9964 | 0.9901 | 0.9572 |
| Adj. R2 | 0.9938 | 0.9830 | 0.9358 |
| Pred. R2 | 0.9673 | 0.9251 | 0.8250 |
| Adeq. precision | 49.643 | 31.308 | 19.291 |
| No. of Run | CR (%) | SF (%) | Compressive Strength (MPa) | Flexural Strength (MPa) | Splitting Tensile Strength (MPa) | Desirability |
|---|---|---|---|---|---|---|
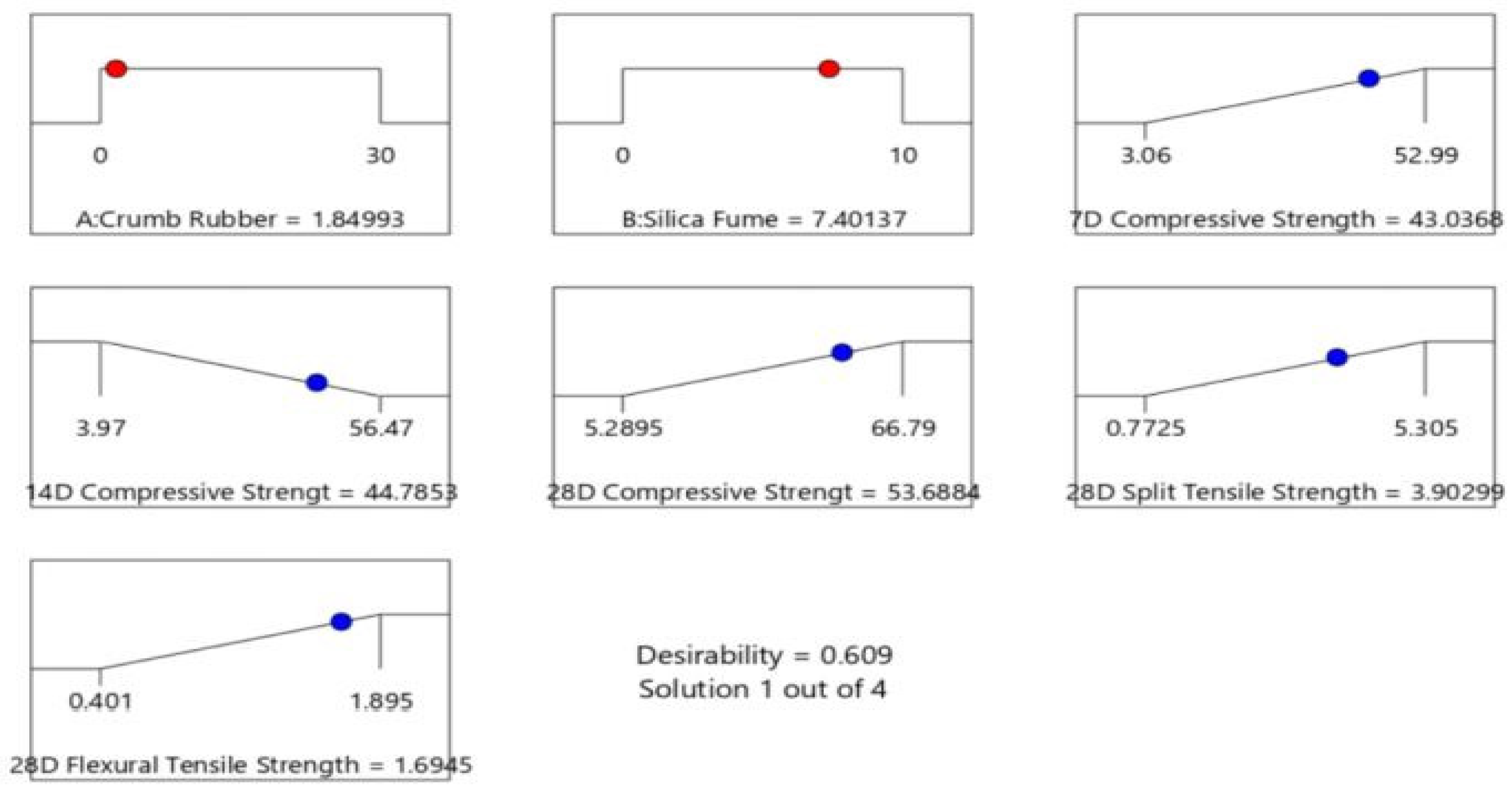
| 1 | 1.850 | 7.401 | 53.688 | 1.695 | 3.903 | 0.609 |
| 2 | 1.847 | 7.419 | 53.686 | 1.695 | 3.901 | 0.609 |
| 3 | 1.854 | 7.362 | 53.701 | 1.694 | 3.907 | 0.609 |
| 4 | 29.895 | 5.223 | 6.170 | 0.415 | 1.015 | 0.046 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alaloul, W.S.; Musarat, M.A.; Haruna, S.; Law, K.; Tayeh, B.A.; Rafiq, W.; Ayub, S. Mechanical Properties of Silica Fume Modified High-Volume Fly Ash Rubberized Self-Compacting Concrete. Sustainability 2021, 13, 5571. https://doi.org/10.3390/su13105571
Alaloul WS, Musarat MA, Haruna S, Law K, Tayeh BA, Rafiq W, Ayub S. Mechanical Properties of Silica Fume Modified High-Volume Fly Ash Rubberized Self-Compacting Concrete. Sustainability. 2021; 13(10):5571. https://doi.org/10.3390/su13105571
Chicago/Turabian StyleAlaloul, Wesam Salah, Muhammad Ali Musarat, Sani Haruna, Kevin Law, Bassam A. Tayeh, Waqas Rafiq, and Saba Ayub. 2021. "Mechanical Properties of Silica Fume Modified High-Volume Fly Ash Rubberized Self-Compacting Concrete" Sustainability 13, no. 10: 5571. https://doi.org/10.3390/su13105571
APA StyleAlaloul, W. S., Musarat, M. A., Haruna, S., Law, K., Tayeh, B. A., Rafiq, W., & Ayub, S. (2021). Mechanical Properties of Silica Fume Modified High-Volume Fly Ash Rubberized Self-Compacting Concrete. Sustainability, 13(10), 5571. https://doi.org/10.3390/su13105571