1. Introduction
Printed electronics is a technology that emerges very fast and enables printing of functional materials onto different printing materials to produce several electronic devices, such as sensors, displays, RFID tags, and different electrodes which are used for various types of applications [
1]. Screen-printed electrodes (SPEs) are useful tools for monitoring environmental parameters [
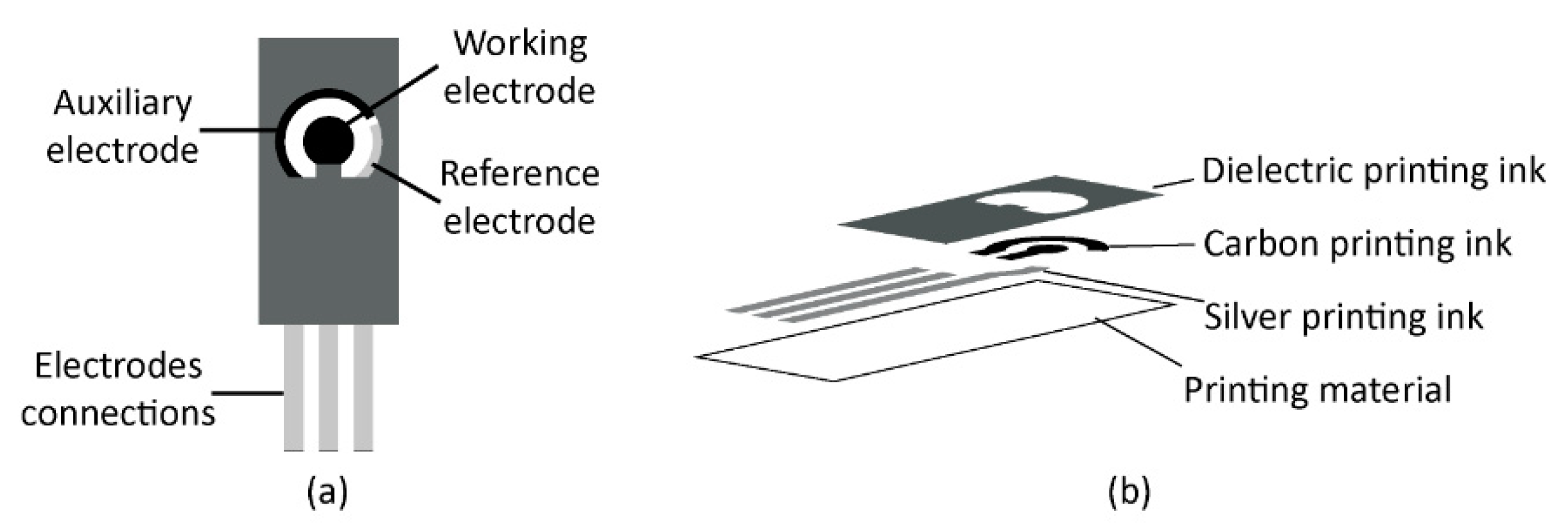
2]. They are printed with three different printing inks in three layers (
Figure 1b) and are used in various applications in wastewater evaluation, biochemistry, medicine, etc. [
3].
For the aforementioned purposes, mainly the modified [
4,
5,
6] or non-modified commercially available SPEs printed on ceramics are used (DropSens, Metrohm Autolab, Gamry, etc.). An alternative to using commercially available SPEs is to screen print the SPEs on different, lighter, and biodegradable printing materials that are low-cost, such as paper. By using paper as the printing material, sustainable SPEs or other printed electronics can be made [
7,
8,
9,
10,
11,
12]. From the environmental sustainability point of view, printing on recyclable and biodegradable materials presents the must for all future developments. Not only the development of more green printing material should be taken into account, but the analysis of recyclability of printed electronics on paper products is also important for the evaluation of the lifecycle impact of the developed product. In the case of disposable printed electronics (such as SPEs), the lifecycle and end of service have to be taken into account primarily due to the nature of the used inks. For example, if these paper products end up in a waste stream with other paper-based products intended for recycling, additional consideration should be taken into account, i.e., the recycling/reuse strategies. Keskinen [
13] discusses the end-life options for printed electronics, and there have been already done some researches about the recyclability of printed electronics on paper, such as RFID tags [
14] and paper-based printed electronics [
15,
16]. They are all using different commercially available paper substrates mainly made from classical wood processing or recycling production processes. Recently, invasive alien plant species have been found to be a potential fibre source for paper-based materials, as many European cities are facing the invasion of alien plant species. Fibres which can be locally harvested and extracted from those plants can be used for the production of special paper substrates [
17] and also can be used as a printing material for printed electronics. That way, we are moving towards a more circular economy, as there is a smaller environmental burden on the wood raw materials, and also the benefit of protecting local biosphere and plant species as an additional positive effect.
To our knowledge, there are just a few researches that evaluate the printing on invasive plant-based paper [
18,
19,
20], and none of them deal with the deinking of SPEs printed on invasive plant-based paper. Deinking is the process for removing printing inks from fibres in order to improve optical characteristics of paper made out of deinked pulp [
21]. The deinking process is performed in two phases, first being sample preparation and defibration with the addition of deinking chemicals such as sodium hydroxide, sodium silicate, hydrogen peroxide, and hydrophobic surfactant or collector, which is usually composed of long-chain fatty acid soaps. At this stage, fibres swell, and ink particles are detached from the surface due to the addition of a dispersant. In the second step, deinking takes place in the flotation cell where hydrophobic collector attaches air bubbles to ink particles, after which bubbles rise and are finally collected as foam on the surface [
22]. For a flotation deinking process to be successful, the printing ink has to be hydrophobic and need to be in a certain particle size range to be appropriate for the flotation process. The rigidity and geometry of ink particles as well as the interaction between the ink and the printing material are also important [
21]. The adhesion of the screen printing ink onto paper surfaces is mainly with absorption and penetration entanglement of ink components onto the paper structure. Due to the high ink film thickness, other properties like surface energy is less of importance for the cracking the adhesion between the ink and paper surface layer.
The purpose of the conducted research is to analyze the possibility of recycling/deinking of the printed SPEs directly (1) on the paper made out of invasive plant Japanese knotweed fibres, and for the comparison, (2) on the commercially available cardboard. The influence of used printing materials and silver conductive printing inks on deinking values was analyzed. The screen-printed SPEs were deinked according to modified INGEDE 11 method, and from the deinked pulp, handsheets were produced and analyzed. To fully evaluate the differences due to the used printing materials, several tests were conducted. The surface and optical properties were analyzed for ISO brightness. Printing ink particle residues were tested by image processing techniques, and also morphological analysis was made by scanning electron microscopy. Surface adhesion of the inks to the surface was also tested. The remaining silver content in the sheets was tested by means of measuring electrical resistance/resistivity of deinked paper samples, and chemical analysis of the silver content of handsheets and their corresponding water extracts was determined. This was important to map out the potential health threats due to the use of silver as a heavy metal component which can be released in the water-based mixing procedure of industry-based recycling and deinking in the waste paper streams.
2. Materials and Methods
2.1. Printing
For the experiment, SPEs with 4 mm working electrode (
Figure 1a) were designed and printed onto two different printing materials: (1) JK—paper made out of Japanese knotweed fibres (230 g/m
2, Pulp and Paper Institute, Slovenia) and for the comparison, (2) ETB—commercially available Excellent Top Brown cardboard (250 g/m
2, MM Karton, Austria). The substrates were chosen due to their previous good properties regarding printability of such kind of printed structures. For the JK paper, 38% of alkaline delignified Japanese knotweed fibres, 31% of eucalyptus, and 31% of spruce virgin fibres were used. For the ETB cardboard, 95% of virgin hardwood fibres and 5% of surface coating were used, where the coating consisted from calcium carbonate mineral pigments, SB latex as binder, and other viscosity and shear thinning additives. The JK sample was not coated with surface coating but was sized where also calcium carbonate, AKD (Alkyl ketene dimer) as internal sizing agent and starch was used as binder. Printing in three layers (
Figure 1b) was performed using semi-automatic screen printing machine GTO EVO 570 (GTO, Casalgrande RE, Italy) with the printing and curing conditions presented in
Table 1.
2.2. Printing Ink Adhesion
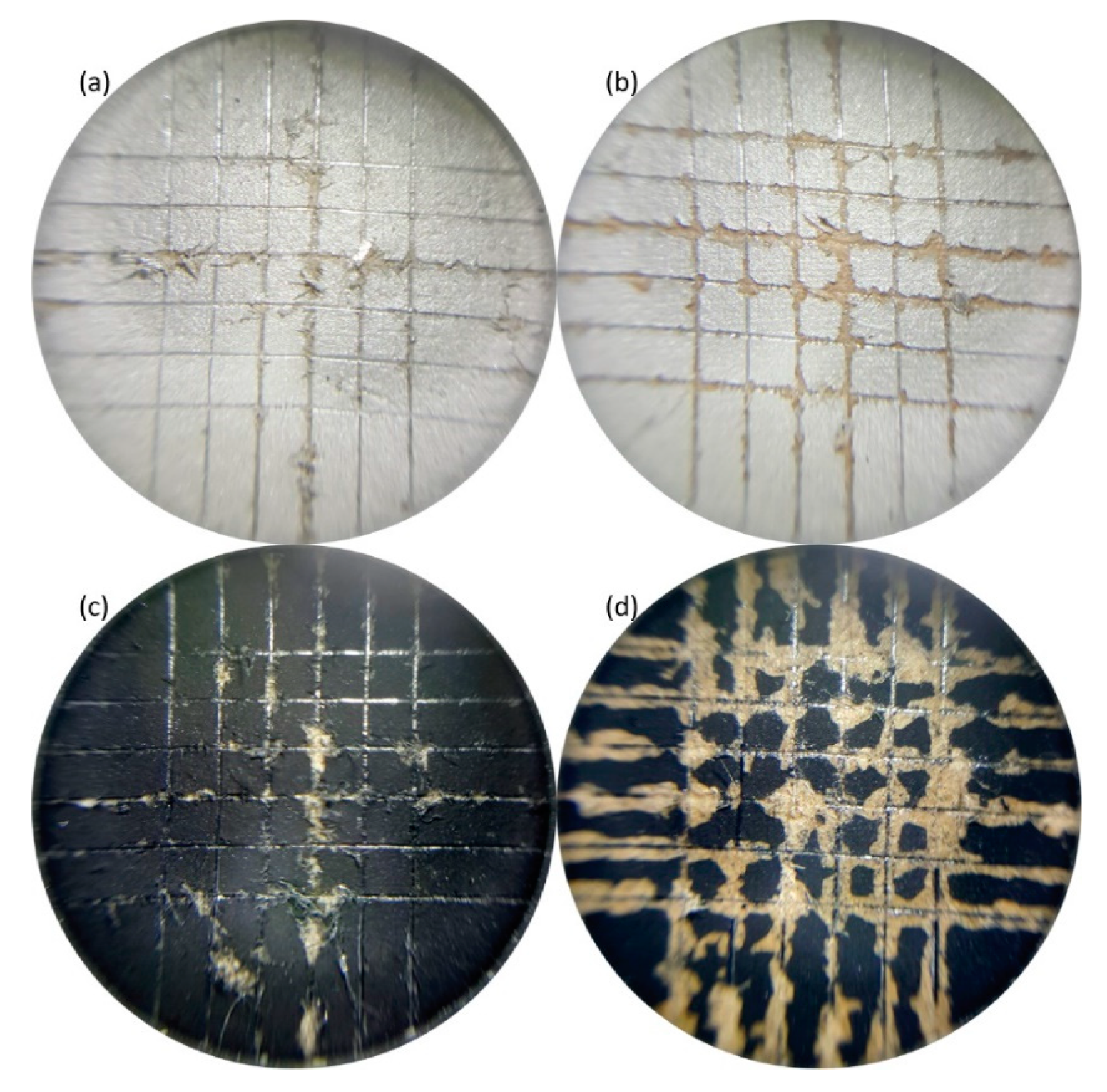
For the determination of printing ink-printing material adhesion, a cross-cut test was performed on silver and carbon printing ink printed on both printing materials according to ISO 2409:2013 standard. For the test, the Byko-cut universal (BYK-Gardner GmbH, Germany) instrument was used. After cross-cutting the surface, the ISO classes were determined according to the grid area magnification.
2.3. Deinking
The evaluation of deinking efficiency was performed using the modified INGEDE Method 11.
2.3.1. Sample Preparation
Both samples were aged for 72 h at 60 °C. Samples were then cut to small pieces from which 5% tap water suspension was prepared. The latter was mixed with deinking chemicals, e.g., 0.6% NaOH, 1.8% Na2SiO3, 0.7% of H2O2, and 3% of the collector, which is used in industrial deinking. All values were calculated on the dry weight of the sample.
2.3.2. Pulping
The suspension was defibrated at 45 °C for 20 min in a laboratory defibrator after which it was kept for 60 min at the same temperature. The pH value was 9.9. A portion of 100 g was taken out, diluted, and filtered through a paper filter of low density. The residue on the filter was used for the determination of concentration, ISO brightness, and afterwards for ash content at 525 °C according to TAPPI T211.
2.3.3. Flotation
The remaining sample was diluted to a concentration of 0.42% and transferred to the flotation cell with the constant flow of air bubbles, which lasted for 12 min at the temperature of 45 °C. The generated foam on the surface was removed, dried, and weighed. The deinked suspension was filtered through a paper filter for the determination of concentration, ISO brightness, and ash after which total yield and fibres yield were calculated.
2.3.4. Handsheets
Handsheets were prepared from undeinked pulp (UP) and deinked pulp (DP) according to ISO 5269-2:2004 using Rapid-Köthen sheet former. They were used for the determination of electrical resistance/resistivity and image analysis as well as for the determination of silver (Ag) content in deinked paper and in the corresponding water extract.
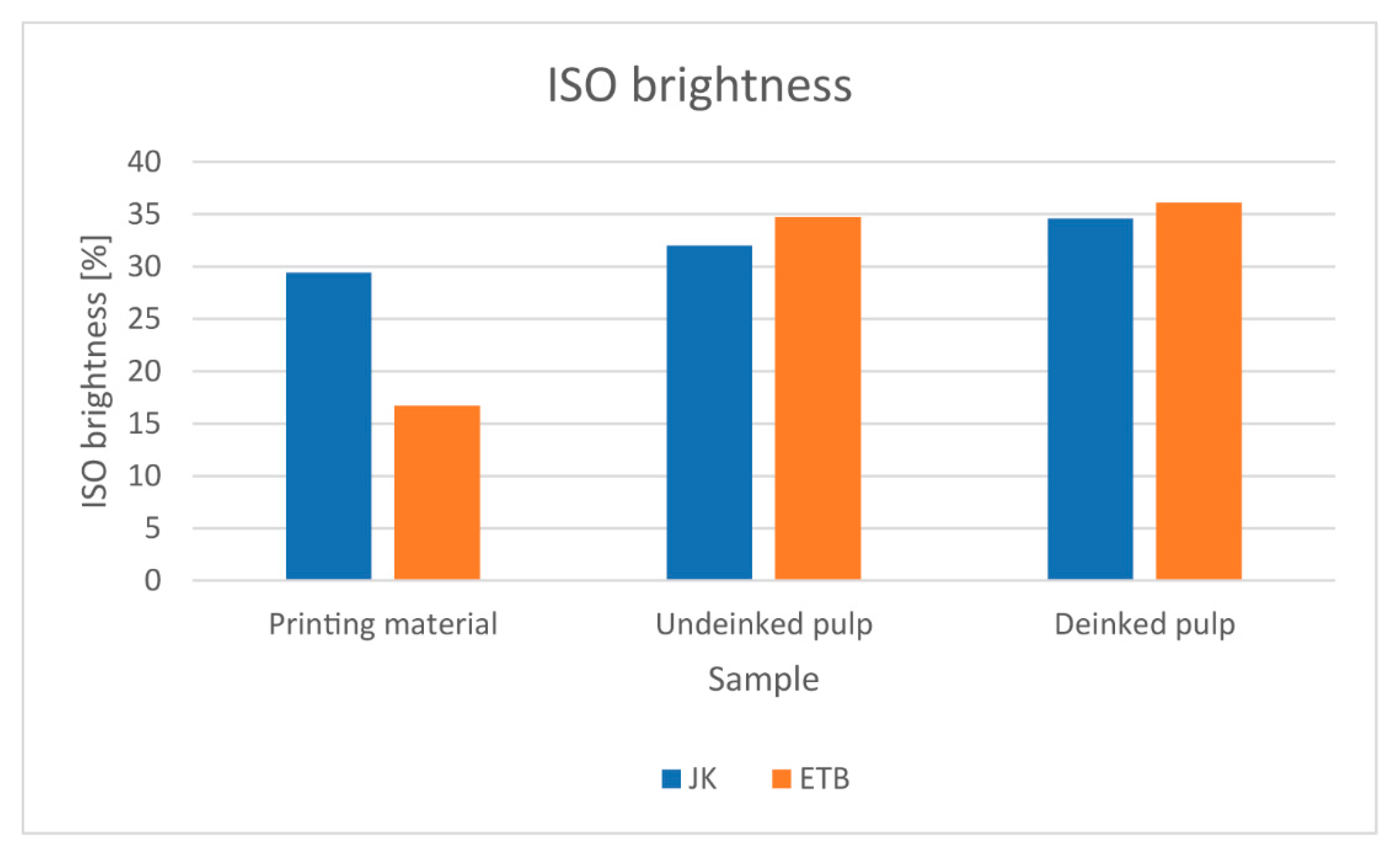
2.4. ISO Brightness
ISO brightness was determined on the original printing materials as well as on undeinked pulp (UP) and on deinked pulp (DP) according to ISO 2470-1:2016 standard using Elrepho 450 x (Datacolor, Lawrenceville, New Jersey, USA) spectrophotometer, which used spherical measurement geometry, D65 illuminant, and measurement patch size of 6 mm.
2.5. Electrical Resistance/Resistivity
The electrical surface and volume resistance/resistivity were measured on both printing materials after the deinking process. The measurement was performed on Agilent 4339B High-Resistance Meter by using the 16008B Resistivity Cell, which is used to measure insulation materials. The volume resistivity is measured across the material (MUT) by the unguarded and guarded electrodes, while on the other hand, the surface resistance is measured along the surface of the MUT. For the measurement, the 50 mm electrode with the potential of 500 V was used and charging time of 60 s and 10 kg of applied pressure. As the humidity and temperature can influence the measurements, the testing was done under controlled climatic conditions.
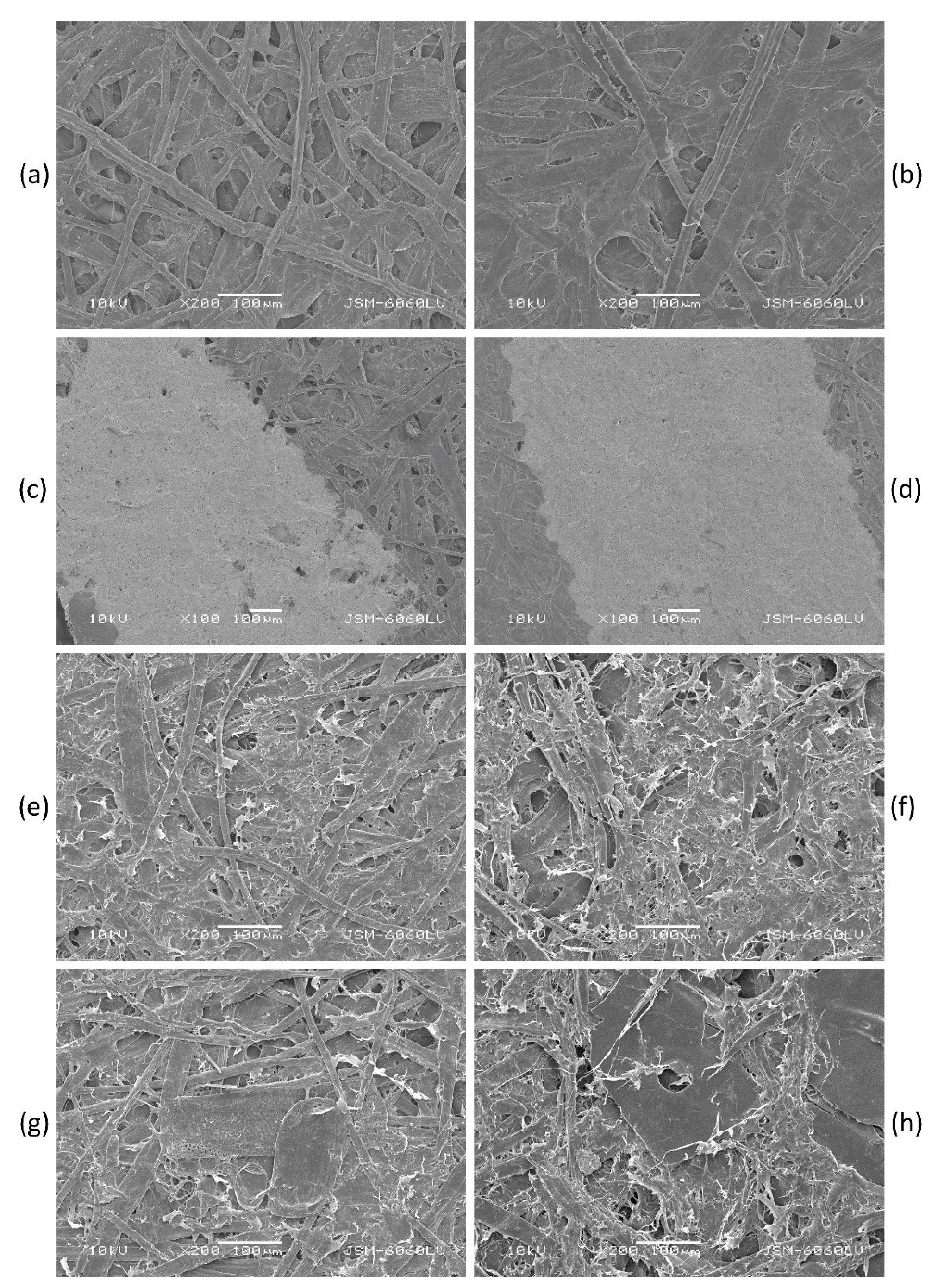
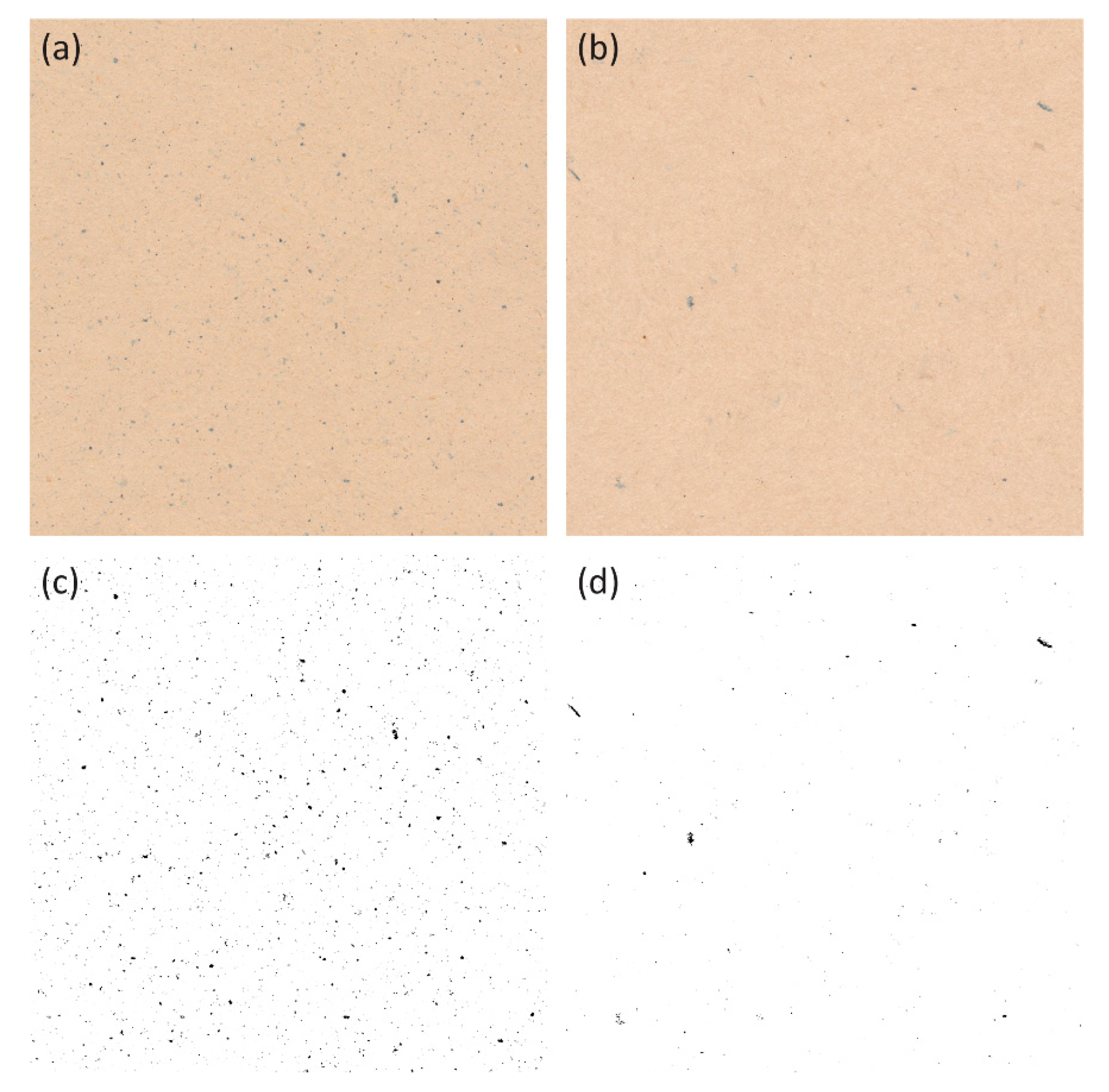
2.6. Image Analysis
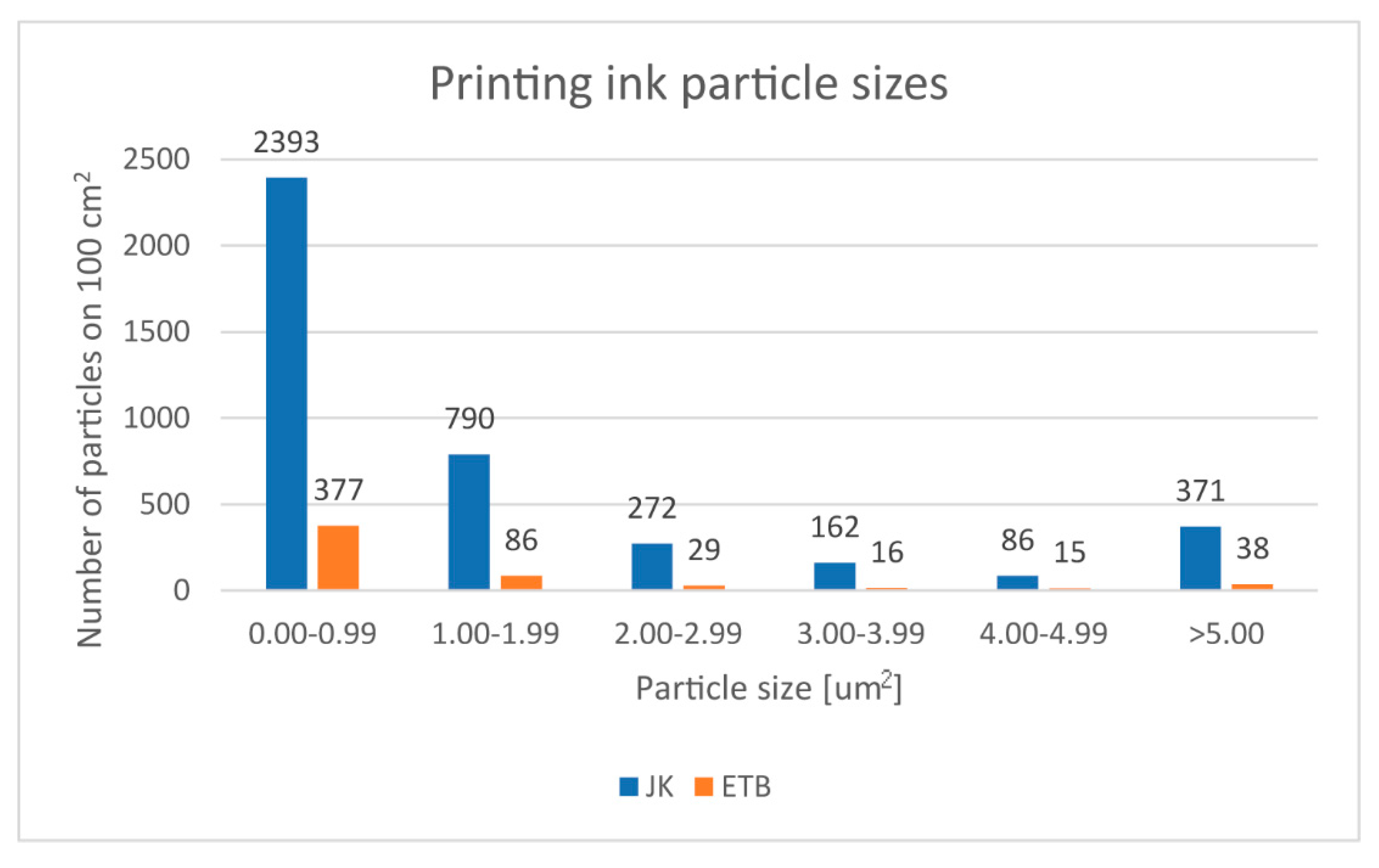
To evaluate the surface properties and morphology of both deinked papers scanning electron microscopy was performed using a JSM-6060 LV (Jeol, Japan). The surfaces of both deinked papers were captured with a scanner (600 ppi) and the number of printing ink particles presented on the surface was analyzed using image analysis (ImageJ software ver 1.51k, Public domain). The threshold of the grayscale image was set to values between 170 and 255, and binary images were analyzed. The printing ink particles were divided into six groups (0.00–0.99 μm2, 1.00–1.99 μm2, 2.00–2.99 μm2, 3.00–3.99 μm2, 4.00–4.99 μm2, and >5.00 μm2) and counted on the area of 100 cm2.
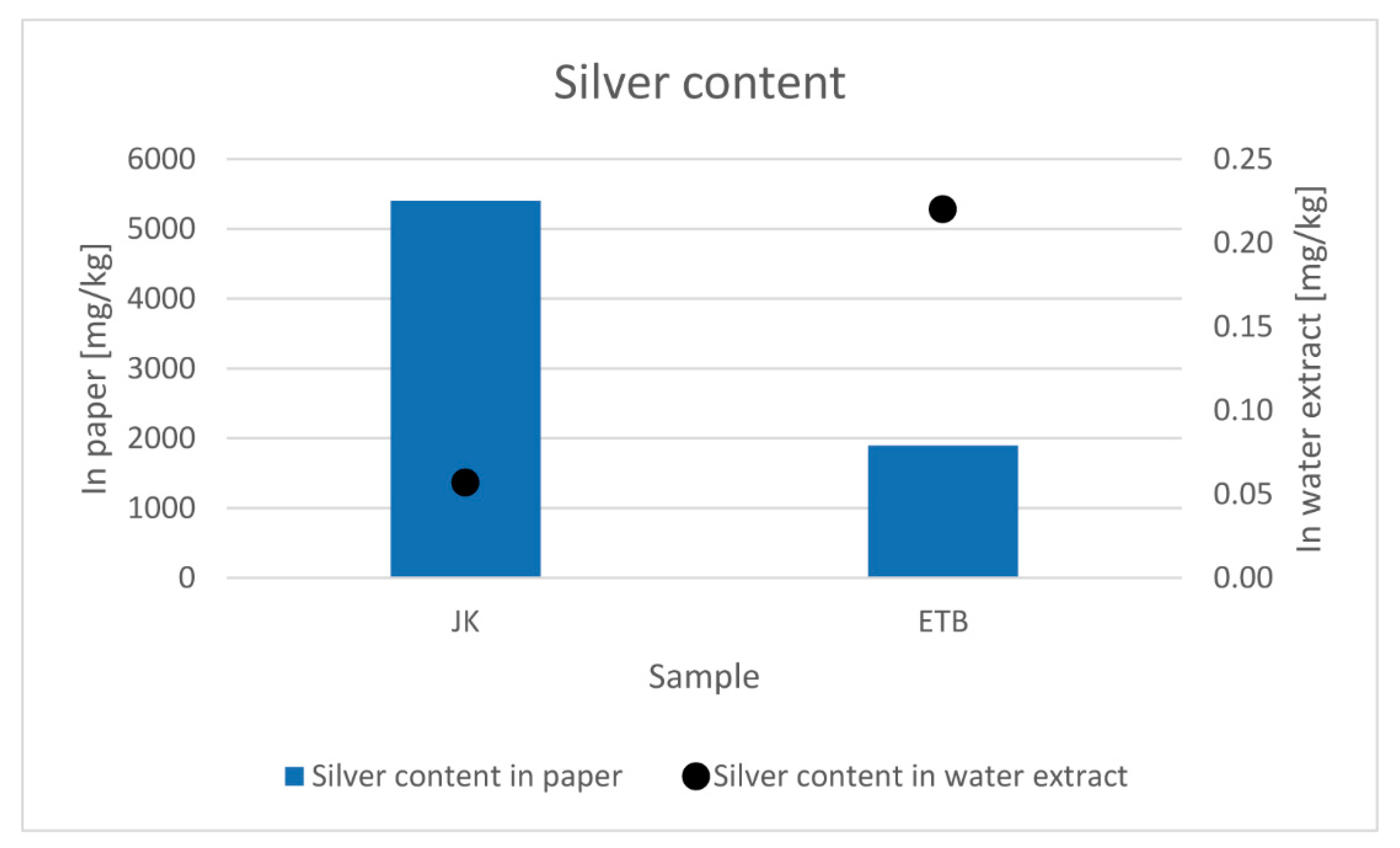
2.7. Silver Content
The silver content was determined in deinked fibre sheet and in the corresponding water extract, which was prepared according to SIST EN 645. 10 g of paper was cut to small pieces, mixed with 200 mL of deionized water, and left 24 h at room temperature with occasional shaking. The sample was filtered off and the filtrate (extract) was acidified with H2SO4 to pH < 2. The digestion of paper took place in the Milestone Ultrawave ECR digestor. 0.1 g of sample was weighed into a Teflon cell, to which a digestion mixture consisting of 5 mL HNO3, 1 mL H2O2 and 0.1 mL HF was added. The content was heated for 1 h at 200 °C after which it was cooled down to room temperature, quantitatively transferred to 25 mL volumetric flask and diluted with deionized water to the mark. The measurement of Ag concentration was conducted according to ISO 17294-2 on Agilent ICP MS 7700x instrument equipped with MassHunter Workstation software. Digested samples and water extracts were analyzed for total Ag content for which calibration curves were produced by plotting the signal as a function of concentration in the range between 0.5 and 50 ng/mL from stock standard Ag solution. Silver signal was monitored at 107Ag. Instrument settings were adjusted according to the producers’ instructions.
4. Conclusions
The presented research has shown that paper containing printed electronics can be deinked. However, the efficiency depends on the nature of the substrate as well as printing ink. In addition, possible accumulation of silver particles (heavy metal) in water circuits during deinking has to be seriously considered in order to prevent negative environmental impacts of the process, as not all paper products are equally appropriate for recycling. Blayo et al. [
15] conclude that the presence of fillers on the paper surface and in paper bulk affects the extraction of Ag from the fibrous matrix. There are few factors that can cause that, including the poor detachment of the ink from the paper coating, the difficulty to drag the particles in the hyper washing filtrate, or the complexity to separate fillers from silver by centrifugation. While in our case both samples were deinked by the same procedure and printed with the same printing ink, it is expected that the main reason for the differences in the deinking process observed is dependent on ink-printing material adhesion. As screen printing was used with hot air drying, the governing mechanism was by solvent evaporation and penetration. Due to the differences in porosity and surface roughness, the solvents (propylene/glycol ethers) penetrated and wetted the JK sample surface more. This deeper and more thorough laying of the printing ink resin on the fiber structure enhances the intertangling of the resin polymer and coating/fiber structure, and this improves the adhesion. From the results presented, it is clearly seen that the deinking process was more efficient with SPE printed on ETB printing material. In that case, the achieved ISO brightness was higher than with JK sample, much more ink particles were removed during the deinking process, and the content of silver present in deinked paper is lower than in JK sample, which can be the result of poor adhesion to the printing material. Contrary to silver content in paper, the silver content in water extract is much higher with ETB sample than with JK sample, which could be explained with lower adhesion between printing ink and board surface in the case of ETB sample than in the case of JK sample, which does not have any surface treatment (but has internal sizing with similar pigment structure to achieve comparable printability parameters with coated samples). Due to differences in pore diameter and open volume, this consequently results in that the printing ink bonds with entanglements directly to the fibres.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}