Technical Limits in Circularity for Plastic Packages



Abstract
1. Introduction
2. Materials and Methods
2.1. General Prerequisites for an Optimal Circular PPW Recycling Value Chain
2.2. Description of an Optimal Circular PC-PPW Recycling Value Chain
2.2.1. Design for Recycling
2.2.2. Net Collection Rate
2.2.3. Improved Sorting Process
2.2.4. Improved Recycling Processes
2.3. Description of an Optimal Circular PI-PPW Recycling Value Chain
2.4. Application Areas of Recycled Plastics and Corresponding Material Requirements
2.5. Boundaries of the Current Study
- The presence of non-intentionally added substances (NIAS) and odour is not considered, the focus is on technical qualities;
- The presence of unavoidable adhesives or barriers, as well as printing inks, are not considered;
- Current (or imminent) state of recycling technology is assumed. For example, the fact that black plastics are not NIR-sortable will not necessarily remain the case;
- Economical aspects are not considered; legal aspects only up to the point that we set ‘no contamination’ as a condition;
3. Results
3.1. Circular Performance Indicators
3.2. Amount and Applicability of Recycled Plastics
4. Discussion
4.1. Towards a More Circular Dutch PPW Recycling Value Chain
4.2. Recycled Plastic Markets
4.3. Variations in the Structure of an Ideal Circular Recycling Value Chain
4.3.1. Creating a Separate Sorted Product for PP Flexible Film
4.3.2. The Continued Need for Mixed Plastics
4.3.3. Adding Small PET Bottles to the Deposit Refund System
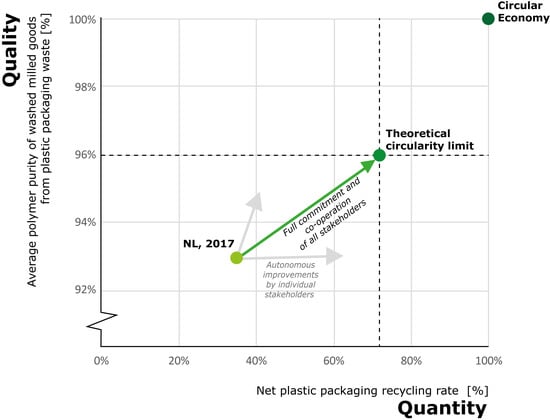
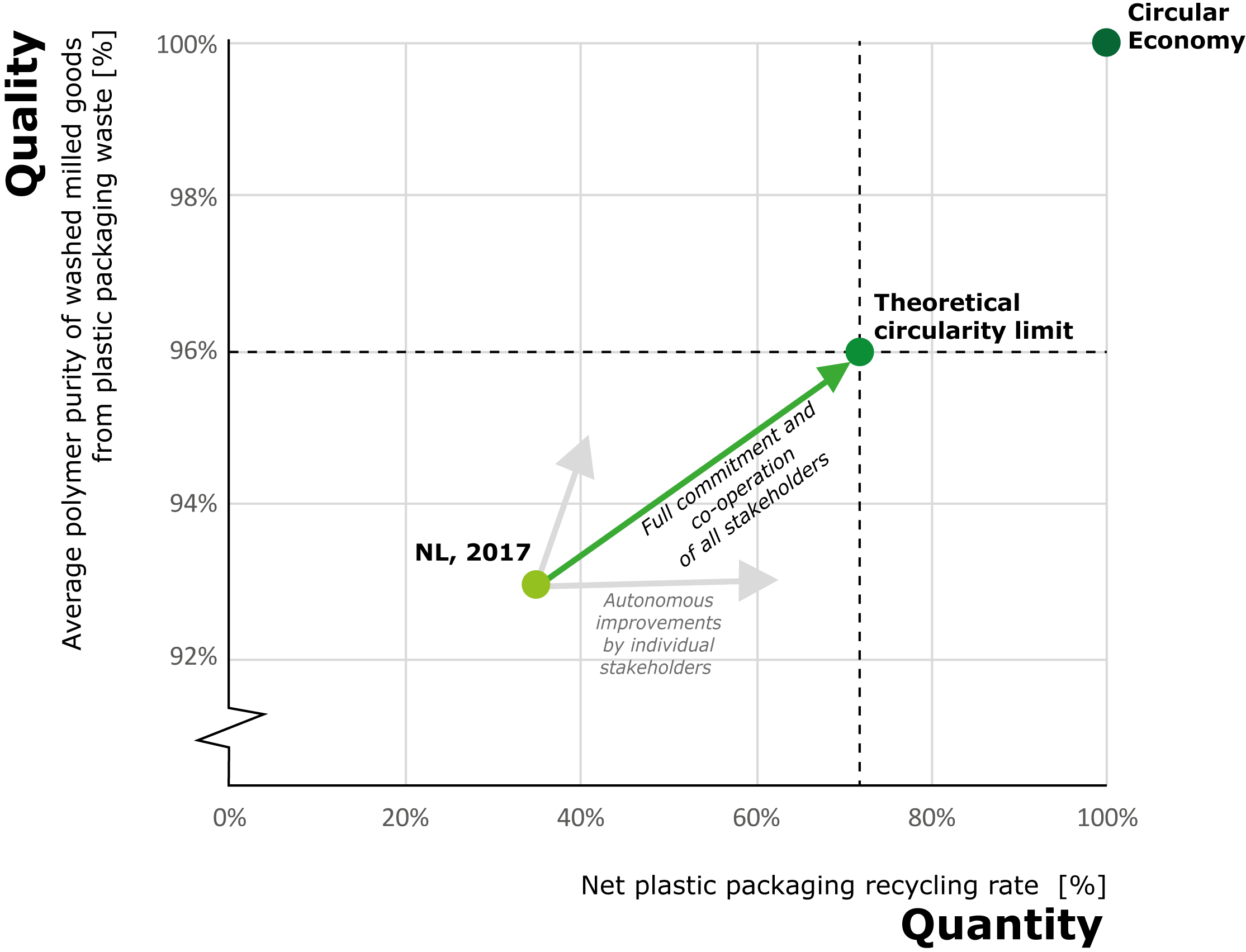
4.4. Limits to Circularity
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
Appendix A. Additional Information Research Method
Appendix A.1. Equations of Circular Performance Indicators (CPIs)
Appendix A.2. Model Updates Dutch 2017 PPW Recycling Value Chain
Appendix A.3. Design for Recycling

{kind=link}
{kind=link}
| Eliminated Packaging Type | Replacement | Explanation |
|---|---|---|
| PET bottle coloured ≤ 0.5 litre | PET bottle clear ≤ 0.5 litre | Coloured PET bottles could be replaced by transparent PET bottles. |
| PET bottle coloured > 0.5 litre | PET bottle clear > 0.5 litre | |
| PS beverage bottles | PET bottle clear ≤ 0.5 litre | Mainly small bottles, these could be replaced by transparent PET bottles. |
| PS thermoforms & rigids | PP thermoforms & rigids | Mainly yoghurt pots, creme fraiche pots, whipping cream pots, cookie trays. Based on the form of these packages it would make sense to replace these with PP. |
| PVC thermoforms & rigids | PET thermoforms & rigids | Mainly transparent blister packages. These can best be replaced with PET. |
| PET flexible packages > A4 | PE flexible packages > A4 | PET film packages are fairly uncommon, these packaging types can be replaced by PE film. |
| PET flexible packages < A4 | PE flexible packages < A4 | |
| PS flexible packages < A4 | PP flexible packages < A4 | PS film packages are fairly uncommon, these packaging types can be replaced by PP film for transparency and gloss. |
| PVC flexible packages > A4 | PE flexible packages > A4 | PVC film packages are used for their puncture resistance and transparency. They can be replaced by PE film, but the puncture resistance and transparency will be less. PVC stretch wrap is used for packaging sprouts, perforated PE film can be used for these packages as well. Moreover, these packages might be replaced by alternative packaging concepts. |
| PVC flexible packages < A4 | PE flexible packages < A4 | |
| Rigid packages made from non-NIR identifiable plastics | PET, PE, PP thermoforms & rigids in ratio of original market share | The packages are made of the same material, but are either coloured in a different colour or coloured black with a detectable black colourant. |
| Flexible packages made from non-NIR identifiable plastics > A4 | PE flexible packages > A4 | |
| Flexible packages made from non-NIR identifiable plastics < A4 | PE flexible packages < A4 | |
| Misc. plastics (PC, PLA, etc.) | 50% PE flexible packages < A4 50% PET, PE, PP thermoforms & rigids in ratio of original market share | These materials could be used in rigid and in flexible packaging. The ratio in which they are present is unknown, hence they are equally divided over both categories. |
| Laminated flexible packages and blisters | Partly replaced: 10% PE flexible packages < A4 10% PE thermoforms & rigids 10% other packages concepts, which will be collected via other collection schemes (paper, metal, etc.) and are therefore deleted from the model. 70% of the laminated flexible packages and blisters are considered to be environmentally beneficial or could not be replaced due to legislation. These are kept in the model as laminates. | Some laminated films (such as pouches) can be replaced by simple PE film. Chewing gum blisters etc. could be replaced by PE thermoforms & rigids. Some laminated can be replaced by alternative packaging concepts, e.g., beverage carton, cans, etc. such as soup pouches. Some laminates have a clear added environmental benefits: good product protection (less food waste) and lightweight packages. This should be considered in the choice to replace these packages. Therefore, not all laminates can and should be replaced, unless alternative packaging solutions are developed. Moreover, PVC drug blisters are registered as packaging material for specific drugs and changing them would require a new registration procedure. In the future even more laminated films might be replaced by mono-material films due to other packaging strategies, such as the use of anti-oxidants and shortening the shelf life of products. |
| EPS trays | PET thermoforms & rigids | Mainly meat trays. These packages are already banned in the Netherlands so are no longer common and could be replaced by PET trays. |
| EPS blocks | Deleted from the PPW stream | Likely to be replaced by pressed carton board, folding board or other new materials, and collected via dedicated systems. In case the EPS blocks cannot be replaced by other materials with the same mechanical buffering characteristics, they should be collected via a separate collection system. So deleted from the PPW stream |
| Silicone sealant cartridges (Rigid plastic tubes with silicone paste) | These packages are not replaced, but 100% collected via the municipal solid waste. | These packages are considered contaminants due to their product content. Therefore, sorting facilities will make sure that these packages are not present in the sorted products by taking them out manually. For modelling purposes, these packages are therefore collected via the municipal solid waste and not recovered. |
| Continued Packaging Type | Material Composition | Explanation |
|---|---|---|
| PET bottle clear ≤ 0.5 litre | 85% PET 2% PP 13% PE | PET body with a PE cap and a PP label. This material choice will result in mono-material by-products: the wind-sifted fraction will consist of PP and the sink-float separated fraction will consist of PE. Material ratios are based on average packaging designs. |
| PET bottle clear > 0.5 litre | 91% PET 2% PP 7% PE | |
| PE beverage bottles | 2% PP 98% PE | PE body, with a PP label and a PE cap. |
| PP beverage bottles | 85% PP 15% PE | PP body with a PP label and a PE cap. 3 |
| PET non-beverage bottles | 83% PET 2% PP 15% PE | Same as PET bottle clear > 0.5 litre, with a little heavier cap based on average packaging designs. |
| PE non-beverage bottles | 2% PP 98% PE | Same as PE beverage bottles. |
| PP non-beverage bottles | 85% PP 15% PE | Same as PP beverage bottles. |
| PET thermoforms & rigids | 100% PET | Mono-PET tray with PET based top-lid. If a sealing agent is needed, this should be water soluble in the mechanical recycling process. 4 |
| PE thermoforms & rigids | 2% PP 98% PE | PE body with only a PP label. |
| PP thermoforms & rigids | 100% PP | PP body with PP in mould label |
| Carriage bags (PE) > A4 | 100% PE film | No adhesive labels, glued on labels, etc. Only film material, with prints directly on the film. |
| Carriage bags (PE) < A4 | 100% PE film | |
| PE flexible packages > A4 | 100% PE film | |
| PE flexible packages < A4 | 100% PE film | |
| PP flexible packages > A4 | 100% PP film | |
| PP flexible packages < A4 | 100% PP film | |
| Laminated flexible packages and blisters | Not changed. | Same as in original model [3]. |
Appendix A.4. Equations to Calculate the Separately Collected Amount of Materials
Appendix A.5. Sorting Process
Appendix A.5.1. Maximal Technical Feasible Sorting Fates
| Packaging Type | Targeted Sorted Product | Sorting Fate to Targeted Sorted Product [%] |
|---|---|---|
| PET bottle clear ≤ 0.5 litre | PET bottles | 90 |
| PET bottle clear > 0.5 litre | PET bottles | 90 |
| PE beverage bottles | PE rigids | 90 |
| PP beverage bottles | PP rigids | 90 |
| PET non-beverage bottles | PET bottles | 90 |
| PE non-beverage bottles | PE rigids | 90 |
| PP non-beverage bottles | PP rigids | 90 |
| PET thermoforms & rigids | PET trays | 90 |
| PE thermoforms & rigids | PE rigids | 90 |
| PP thermoforms & rigids | PP rigids | 90 |
| Carriage bags (PE) > A4 | Film | 80 |
| Carriage bags (PE) < A4 | Film | 50 |
| PE flexible packages > A4 | Film | 80 |
| PE flexible packages < A4 | Film | 50 |
| PP flexible packages > A4 | Film | 80 |
| PP flexible packages < A4 | Film | 50 |
| Laminated flexible packages and blisters | Film | 50 |
| Packaging Type | Targeted Sorted Product | Sorting Fate to Targeted Sorted Product [%] |
|---|---|---|
| PET bottle clear ≤ 0.5 litre | PET bottles | 70 |
| PET bottle clear > 0.5 litre | PET bottles | 70 |
| PE beverage bottles | PE rigids | 70 |
| PP beverage bottles | PP rigids | 70 |
| PET non-beverage bottles | PET bottles | 70 |
| PE non-beverage bottles | PE rigids | 70 |
| PP non-beverage bottles | PP rigids | 70 |
| PET thermoforms & rigids | PET trays | 70 |
| PE thermoforms & rigids | PE rigids | 70 |
| PP thermoforms & rigids | PP rigids | 70 |
| Carriage bags (PE) > A4 | Film | 45 |
| Carriage bags (PE) < A4 | Film | 45 |
| PE flexible packages > A4 | Film | 45 |
| PE flexible packages < A4 | Film | 45 |
| PP flexible packages > A4 | Film | 45 |
| PP flexible packages < A4 | Film | 45 |
| Laminated flexible packages and blisters | Film | 45 |
Appendix A.5.2. Sorting Fates of the Additional Film Sorting Process
| Packaging Type | Sorting Fate to PE Film [%] | Sorting Fate to PP Film [%] | Sorting Fate to Mix [%] |
|---|---|---|---|
| PET bottle clear ≤ 0.5 litre | 2 | 2 | 96 |
| PET bottle clear > 0.5 litre | 2 | 2 | 96 |
| PE beverage bottles | 90 | 2 | 8 |
| PP beverage bottles | 2 | 90 | 8 |
| PET non-beverage bottles | 2 | 2 | 96 |
| PE non-beverage bottles | 90 | 2 | 8 |
| PP non-beverage bottles | 2 | 90 | 8 |
| PET thermoforms & rigids | 2 | 2 | 96 |
| PE thermoforms & rigids | 90 | 2 | 8 |
| PP thermoforms & rigids | 2 | 90 | 8 |
| Carriage bags (PE) > A4 | 90 | 2 | 8 |
| Carriage bags (PE) < A4 | 90 | 2 | 8 |
| PE flexible packages > A4 | 90 | 2 | 8 |
| PE flexible packages < A4 | 90 | 2 | 8 |
| PP flexible packages > A4 | 2 | 90 | 8 |
| PP flexible packages < A4 | 2 | 90 | 8 |
| Laminated flexible packages and blisters | 25 | 25 | 75 |
| PET non-packages | 2 | 2 | 96 |
| PE rigid non-packages | 90 | 2 | 8 |
| PE film non-packages | 90 | 2 | 8 |
| PP non-packages | 2 | 90 | 8 |
| PVC non-packages | 2 | 2 | 96 |
| PS non-packages | 2 | 2 | 96 |
| non-NIR identifiable non-packages | 2 | 2 | 96 |
| Beverage cartons | 2 | 2 | 96 |
| Metals | 2 | 2 | 96 |
| Organics & undefined | 2 | 2 | 96 |
| Textiles | 2 | 2 | 96 |
| Paper & cardboard | 2 | 2 | 96 |
| Glass | 2 | 2 | 96 |
- Scenario 1. Three sorted products are produced: PE film, PP film and Mix.
- Scenario 2. Two sorted products are produced: PE film and Mix (which included the PP flexible packages).
Appendix A.6. Deposit Refund on Small PET Bottles
Appendix A.7. Other PI-PPW
Appendix A.8. Rationale of the Classification
Appendix A.8.1. The Different Polymer Processing Options
Appendix A.8.2. Polymer Degradation and Mitigating Measures
Appendix A.8.3. Contamination Levels
Appendix B. Additional Results
Appendix B.1. Amount and Polymer Purity of Recycled Plastic from an Optimal PPW Recycling Value Chain
| Type of PPW | Amount of WMG [Gg] | Amount of Packaging Material in WMG [Gg] | Polymeric Purity of WMG-Target Material(s) [%] | Black & Other Plastics and Laminates Included. [%] | Quality Classification |
|---|---|---|---|---|---|
| PC PET bottles | 12.5 | 12.4 | 98.8 | 0.1 | F-NC |
| PC PE rigid | 13.1 | 12.8 | 92.6 | 0.3 | NF-SC |
| PC PP rigid | 14.9 | 12.9 | 92.0 | 2.0 | NF-SC |
| PC PE film | 23.9 | 18.3 | 82.0 | 5.6 | NF-SC |
| PC Mix (PO mix) | 38.9 | 33.9 | 87.7 | 9.6 | NF-SC |
| PC PET trays | NA | NA | NA | ||
| PC PET bottles by-product (PO mix) | 1.6 | 1.6 | 91.7 | 0.7 | NF-SC |
| PC film by-product (scenario 2) (PO mix) | NA | NA | NA | ||
| PI PET bottles deposit-refund (DR) | 19.2 | 19.2 | 99.9 | F-NC | |
| PI PET bottles DR by-product (PO mix) | 1.9 | 1.9 | 90.7 | NF-SC | |
| PI B2B | 79.9 | 79.9 | 99 | NF-LC | |
| Other PI | NA | NA | NA |
| Type of PPW | Amount of WMG [Gg] | Amount of Packaging Material in WMG [Gg] | Polymeric Purity of WMG-Target Material(s) [%] | Black & Other Plastics and Laminates Included. [%] | Quality Classification |
|---|---|---|---|---|---|
| PC PET bottles | 23.3 | 23.3 | 99.7 | 0.03 | F-NC |
| PC PE rigid | 26.4 | 26.1 | 98.1 | 0.2 | NF-LC |
| PC PP rigid | 49.3 | 47.5 | 97.7 | 0.3 | NF-LC |
| PC PE film | 49.9 | 45.7 | 98.7 | 1.0 | NF-LC |
| PC Mix (PO mix) | 32.1 | 27.8 | 93.4 | 5.5 | NF-SC |
| PC PET trays | 51.4 | 51.3 | 99.8 | 0.1 | F-NC |
| PC PET bottles by-product (PO mix) | 2.8 | 2.8 | 92.3 | 0.3 | NF-SC |
| PC film by-product (scenario 2) (PO mix) | 16.0 | 15.4 | 90.9 | 9.1 | NF-SC |
| PI PET bottles deposit-refund (DR) | 19.2 | 19.2 | 99.9 | F-NC | |
| PI PET bottles DR by-product (PO mix) | 1.9 | 1.9 | 90.7 | NF-SC | |
| PI B2B | 79.9 | 79.9 | 99 * | NF-LC | |
| Other PI | 25.5 | 25.5 | 97 * | NF-LC |
| Type of PPW | PET [%] | PP [%] | PE [%] | PS [%] | PVC [%] | Paper [%] | Metal [%] | Glass [%] | Other Polymers, incl. Black [%] | Undefined, Residue, Textiles, etc. [%] | Applicability Classification [F-NC, NF-LC, NF-SC, NF-HC] |
|---|---|---|---|---|---|---|---|---|---|---|---|
| PC PET bottles | 99.7 | 0.05 | 0.1 | 0.05 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.1 | F-NC |
| PC PE rigid | 0.0 | 1.7 | 98.1 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.2 | 0.0 | NF-LC |
| PC PP rigid | 0.0 | 97.7 | 2.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.3 | 0.0 | NF-LC |
| PC PE film | 0.0 | 0.3 | 98.7 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 1.0 | 0.0 | NF-LC |
| PC Mix (PO mix) | 0.2 | 27.3 | 66.1 | 0.5 | 0.3 | 0.0 | 0.0 | 0.0 | 5.6 | 0.0 | NF-SC |
| PC PET trays | 99.8 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.1 | 0.0 | 0.1 | 0.0 | F-NC |
| PC PET bottles by-product (PO mix) | 7.4 | 13.5 | 78.7 | 0.1 | 0.0 | 0.0 | 0.0 | 0.0 | 0.3 | 0.0 | NF-SC |
| PC film by-product (scenario 2) (PO mix) | 0.0 | 56.7 | 34.2 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 9.1 | 0.0 | NF-SC |
| PI PET bottles deposit-refund (DR) | 99.9 | 0.0 | 0.1 | 0.0 | F-NC | ||||||
| PI PET bottles DR by-product (PO mix) | 9.3 | 23.3 | 67.4 | 0.0 | NF-SC |
Appendix B.2. Autonomous Improvements in the Recycling Value Chain
| CPIs | 2017 | Maximised Packaging Collection Rate | All Packages Designed for Recycling |
|---|---|---|---|
| PC-PPW net packaging recycling rate | 26% | 45% | 33% |
| PI-PPW net packaging recycling rate | 63% | 63% | 63% |
| Total PPW net packaging recycling rate | 38% | 51% | 42% |
| PC-PPW average polymer purity | 91% | 91% | 95% |
| PI-PPW average polymer purity | 97% | 97% | 97% |
| Average polymer purity of all WMG from PPW | 93% | 93% | 95% |
Appendix B.3. Value Chain Variations
| Amount of WMG [Gg] | Amount of Packaging Material in WMG [Gg] | Polymeric Purity of WMG-Target Material(s) [%] | Black & Other Plastics and Laminates Included. [%] | |
|---|---|---|---|---|
| Scenario 1 | ||||
| PE film | 49.9 | 45.7 | 98.7 | 1 |
| PP film | 9.9 | 9.7 | 84.1 | 5 |
| Mix (PO mix) | 6.1 | 5.7 | 84.0 | 16 |
| Scenario 2 | ||||
| PE film | 49.9 | 45.7 | 98.7 | 1 |
| Mix (PO mix) | 16.0 | 15.4 | 90.9 | 9 |
| Type of PPW | Polymeric Purity of WMG-Target Material(s) [%] | Black & Other Plastics and Laminates Included. [%] |
|---|---|---|
| PC-PPW Mix (PO mix) | 93.4 | 5.5 |
| PC-PPW Mix + By-product from film sorting (PO mix) (scenario 1) | 91.9 | 7.2 |
| PC-PPW Mix + By-product from film sorting (PO mix) (scenario 2) | 92.6 | 6.7 |
| Sorted Product (1st Sorting Process) | Sorting Division, 2017 [%] | Sorting Division, Optimal PPW Recycling Value Chain [%] |
|---|---|---|
| PET bottles | 5 | 7 |
| PET trays | 7 | 12 |
| PE rigid | 5 | 6 |
| PP rigid | 7 | 12 |
| Film | 10 | 17 |
| Mix | 26 | 12 |
| Beverage Cartons | 8 | 9 |
| Ferro metals | 6 | 7 |
| Non-ferro metals | 1 | 1 |
| Sorting residue | 22 | 14 |
| Lost moisture and dirt | 3 | 3 |
Appendix B.4. Sensitivity Analysis
| CPIs | Net Collection Rate = 60% | Net Collection Rate = 70% (Limit) | Net Collection Rate = 80% | Net Collection Rate = 90% |
|---|---|---|---|---|
| PC-PPW net packaging recycling rate | 61% | 69% | 77% | 86% |
| PI-PPW net packaging recycling rate | 79% * | 78% | 78% | 78% |
| Total PPW net packaging recycling rate | 66% | 72% | 78% | 83% |
| CPIs | Limit | Improved Wind Sifting | Higher Sorting Fates for Recovery from MSW | Improved Wind Sifting + Higher Sorting Fates for Recovery from MSW |
|---|---|---|---|---|
| PC-PPW net packaging recycling rate | 69% | 71% | 70% | 72% |
| PI-PPW net packaging recycling rate | 78% | 79% * | 79% * | 79% * |
| Total PPW net packaging recycling rate | 72% | 73% | 73% | 74% |
References
- European Commission. A European Strategy for Plastics in a Circular Economy; European Commission: Brussels, Belgium, 2018. [Google Scholar]
- Van Eygen, E.; Laner, D.; Fellner, J. Circular economy of plastic packaging: Current practice and perspectives in Austria. Waste Manag. 2018, 73, 55–64. [Google Scholar] [CrossRef] [PubMed]
- Brouwer, M.; Picuno, C.; Thoden van Velzen, E.U.; Kuchta, K.; De Meester, S.; Ragaert, K. The impact of collection portfolio expansion on key performance indicators of the Dutch recycling system for Post-Consumer Plastic Packaging Waste, a comparison between 2014 and 2017. Waste Manag. 2019, 100, 112–121. [Google Scholar] [CrossRef]
- Hahladakis, J.N.; Purnell, P.; Iacovidou, E.; Velis, C.A.; Atseyinku, M. Post-consumer plastic packaging waste in England: Assessing the yield of multiple collection-recycling schemes. Waste Manag. 2018, 75, 149–159. [Google Scholar] [CrossRef] [PubMed]
- Kawecki, D.; Scheeder, P.R.W.; Nowack, B. Probabilistic Material Flow Analysis of Seven Commodity Plastics in Europe. Environ. Sci. Technol. 2019, 52, 9874–9888. [Google Scholar] [CrossRef] [PubMed]
- Eriksen, M.K.; Astrup, T.F. Characterisation of source-separated, rigid plastic waste and evaluation of recycling initiatives: Effects of product design and source-separation system. Waste Manag. 2019, 87, 161–172. [Google Scholar] [CrossRef]
- Jang, Y.-C.; Lee, G.; Kwon, Y.; Lim, J.-H.; Jeong, J.-H. Recycling and management practices of plastic packaging waste towards a circular economy in South Korea. Resour. Conserv. Recycl. 2020, 158, 104798. [Google Scholar] [CrossRef]
- De Tandt, E.; Demuytere, C.; Van Asbroeck, E.; Moerman, H.; Mys, N.; Vyncke, G.; Delva, L.; Vermeulen, A.; Ragaert, P.; De Meester, S.; et al. A recycler’s perspective on the implications of REACH and Food Contact materials (FCM) regulation for the mechanical recycling of FCM plastics. Waste Manag. 2020, 119, 315–329. [Google Scholar] [CrossRef] [PubMed]
- Karayannidis, G.P.; Kokkalas, D.E.; Bikiaris, D.N. Solid-state polycondensation of poly(ethylene terephthalate) recycled from postconsumer soft-drink bottles. J. Appl. Polym. Sci. 1993, 50, 2135–2142. [Google Scholar] [CrossRef]
- Welle, F. Twenty years of PET bottle to bottle recycling—An overview. Resour. Conserv. Recycl. 2011, 55, 865–875. [Google Scholar] [CrossRef]
- EFSA Panel on Food Contact Materials; Flavourings and Processing Aids. Scientific Opinion on the safety assessment of the processes ‘Biffa Polymers’ and ‘CLRrHDPE’ used to recycle high-density polyethylene bottles for use as food contact material. EFSA J. 2015, 13, 4016. [Google Scholar] [CrossRef]
- Coulier, L.; Orbons, H.G.M.; Rijk, R. Analytical protocol to study the food safety of (multiple-) recycled high density polyethylene and polypropylene crates: Influence of recycling on the migration and formation of degradation products. Polym. Degrad. Stab. 2007, 92, 2016–2025. [Google Scholar] [CrossRef]
- Silano, V.; Bolognesi, C.; Castle, L.; Chipman, K.; Cravedi, J.P.; Engel, K.H.; Fowler, P.; Franz, R.; Grob, K.; Gürtler, R.; et al. Scientific Opinion on the safety assessment of the process ‘Morssinkhof Plastics’, used to recycle high-density polyethylene and polypropylene crates for use as food contact materials. EFSA J. 2018, 16, 5117. [Google Scholar] [CrossRef]
- Ragaert, K.; Hubo, S.; Delva, L.; Veelaert, L.; Du Bois, E. Upcycling of contaminated post-industrial polypropylene waste: A design from recycling case study. Polym. Eng. Sci. 2017, 58, 528–534. [Google Scholar] [CrossRef]
- Polymer Comply Europe. The Usage of Recycled Plastic Materials by Plastic Converters in Europe, 2nd ed.; Polymer Comply Europe: Brussels, Belgium, 2019; 36p. [Google Scholar]
- Eriksen, M.K.; Christiansen, J.D.; Daugaard, A.E.; Astrup, T.F. Closing the loop for PET, PE and PP waste from households: Influence of material properties and product design for plastic recycling. Waste Manag. 2019, 96, 75–85. [Google Scholar] [CrossRef] [PubMed]
- Thoden van Velzen, E.U.; Brouwer, M.T.; Feil, A. Collection behaviour of lightweight packaging waste by individual households and implications for the analysis of collection schemes. Waste Manag. 2019, 89, 284–293. [Google Scholar] [CrossRef] [PubMed]
- Hahladakis, J.N.; Iacovidou, E. Closing the loop on plastic packaging materials: What is quality and how does it affect their circularity? Sci. Total Environ. 2018, 630, 1394–1400. [Google Scholar] [CrossRef] [PubMed]
- Thoden van Velzen, E.U.; Brouwer, M.T.; Picuno, C. Verbeteropties Voor de Recycling van Kunststofverpakkingen: Industriële Beleidsopties Voor Verbetering van de Kwaliteit en Kwantiteit van het Gewassen Maalgoed uit de Recyclingketen Voor Huishoudelijke Kunststofverpakkingen; Wageningen Food & Biobased Research: Wageningen, The Netherlands, 2018. [Google Scholar] [CrossRef]
- Saidani, M.; Yannou, B.; Leroy, Y.; Cluzel, F.; Kendall, A. A taxonomy of circular economy indicators. J. Clean. Prod. 2019, 207, 542–559. [Google Scholar] [CrossRef]
- Kravchenko, M.; McAloone, T.C.; Pigosso, D.C.A. To what extent do circular economy indicators capture sustainability? Proc. CIRP 2020, 90, 31–36. [Google Scholar] [CrossRef]
- Harris, S.; Martin, M.; Diener, D. Circularity for circularity’s sake? Scoping review of assessment methods for the environmental performance in the circular economy. Sustain. Prod. Consum. 2020, 26, 172–186. [Google Scholar] [CrossRef]
- Haupt, M.; Vadenbo, C.; Hellweg, S. Do we have the right performance indicators for the circular economy? J. Ind. Ecol. 2016, 21, 615–623. [Google Scholar] [CrossRef]
- Huysman, S.; De Schaepmeester, J.; Ragaert, K.; Dewulf, J.; De Meester, S. Performance Indicators for a Circular Economy: A Case Study on Post-industrial Plastic Waste. Resour. Conserv. Recycl. 2017, 120, 46–54. [Google Scholar] [CrossRef]
- Wohner, B.; Pauer, E.; Heinrich, V.; Tacker, M. Packaging-Related Food Losses and Waste: An Overview of Drivers and Issues. Sustainability 2019, 11, 264. [Google Scholar] [CrossRef]
- Campbell, A.S. A Forensic Approach to Life Cycle Assessment: Addressing the Challenges of Product Economic Inventory Data Collection for LCA Input, in Support of Product Comparative Environmental Claims. Ph.D. Thesis, University of Twente, Drienerlolaan, Enschede, 27 November 2019. [Google Scholar] [CrossRef]
- Roosen, M.; Mys, N.; Kusenberg, M.; Billen, P.; Dumoulin, A.; Dewulf, J.; Van Geem, K.M.; Ragaert, K.; De Meester, S. Detailed Analysis of the Composition of Selected Plastic Packaging Waste Products and Its Implications for Mechanical and Thermochemical Recycling. Environ. Sci. Technol. 2020, 54, 13282–13293. [Google Scholar] [CrossRef] [PubMed]
- Thoden van Velzen, E.U.; Brouwer, M.T.; Molenveld, K. Technical Quality of rPET That Can Be Obtained from Dutch PET Bottles That Have Been Collected, Sorted and Mechanically Recycled in Different Manners; Wageningen Food & Biobased Research: Wageningen, The Netherlands, 2016; 147p, Available online: https://edepot.wur.nl/392306 (accessed on 30 November 2020).
- Thoden van Velzen, E.U. Recyclingopties Voor PET Schalen; Wageningen Food & Biobased Research: Wageningen, The Netherlands, 2017; p. 19. [Google Scholar] [CrossRef]
- Thoden van Velzen, E.U.; Smeding, I.W.; Molenveld, K. Verkenning Maximaal Haalbare Kwaliteiten Gerecyclede PET Uit Schalen: Praktische Studie Naar de Maximaal Haalbare Kwaliteit van Mechanisch Gerecyclede PET Uit Schalen; Wageningen Food & Biobased Research: Wageningen, The Netherlands, 2020; p. 37. [Google Scholar] [CrossRef]
- European Parliament and council of the European Union Commission. Packaging and Packaging Waste Directive 2018/852. 2018. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=celex:32018L0852 (accessed on 30 November 2020).
- Dreolin, N.; Aznar, M.; Moret, S.; Nerin, C. Development and validation of a LC–MS/MS method for the analysis of bisphenol a in polyethylene terephthalate. Food Chem. 2019, 274, 246–253. [Google Scholar] [CrossRef] [PubMed]
- Alvarado Chacon, F.; Brouwer, M.T.; Thoden van Velzen, E.U. Effect of recycled content and rPET quality on the properties of PET bottles, part I: Optical and mechanical properties. Packag. Technol. Sci. 2020, 33, 345–394. [Google Scholar] [CrossRef]
- Thoden van Velzen, E.U.; Brouwer, M.T.; Stärker, C.; Welle, F. Effect of recycled content and rPET quality on the properties of PET bottles, part II: Migration. Packag. Technol. Sci. 2020, 33, 359–371. [Google Scholar] [CrossRef]
- Brouwer, M.T.; Alvarado Chacon, F.; Thoden van Velzen, E.U. Effect of recycled content and rPET quality on the properties of PET bottles, part III: Modelling of repetitive recycling. Packag. Technol. Sci. 2020, 33, 373–383. [Google Scholar] [CrossRef]
- White, A.; Lockyer, S. Removing plastic packaging from fresh produce—What’s the impact? Nutr. Bull. 2020, 45, 35–50. [Google Scholar] [CrossRef]
- Geyer, R.; Kuczenski, B.; Zink, T.; Henderson, A. Common misconceptions about recycling. J. Ind. Ecol. 2015, 20, 1010–1017. [Google Scholar] [CrossRef]
- Haupt, M.; Hellweg, S. Measuring the environmental sustainability of a circular economy. Environ. Sust. Ind. 2019, 1–2, 100005. [Google Scholar] [CrossRef]
- Ahmad, S.R. A New Technology for Automatic Identification and Sorting of Plastics for Recycling. Environ. Technol. 2004, 25, 1143–1149. [Google Scholar] [CrossRef] [PubMed]
- Woidasky, J.; Sanders, I.; Schau, A.; Moesslein, J.; Wendler, P.; Wacker, D.; Gao, G.; Kirchenbauer, D.; Kumar, V.; Busko, D.; et al. Inorganic fluorescent marker materials for identification of post-consumer plastic packaging. Resour. Conserv. Recycl. 2020, 161, 104976. [Google Scholar] [CrossRef]
- Ellen MacArthur Foundation. Holygrail: Tagging Packaging for Accurate Sorting and High-Quality Recycling. 2019. Available online: https://www.newplasticseconomy.org/assets/doc/Holy-Grail.pdf (accessed on 30 November 2020).
- Serranti, S.; Luciani, V.; Bonifazi, G.; Hu, B.; Rem, P.C. An innovative recycling process to obtain pure polyethylene and polypropylene from household waste. Waste Manag. 2015, 35, 12–20. [Google Scholar] [CrossRef] [PubMed]
- Van Engelshoven, Y.; Wen, P.; Bakker, M.; Balkenende, R.; Rem, P. An Innovative Route to Circular Rigid Plastics. Sustainability 2020, 11, 6284. [Google Scholar] [CrossRef]
- Gruber, F.; Grählert, W.; Wollmann, P.; Kaskel, S. Classification of Black Plastics Waste Using Fluorescence Imaging and Machine Learning. Recycling 2019, 4, 40. [Google Scholar] [CrossRef]
- Ragaert, K.; Delva, L.; van Geem, K. Mechanical and chemical recycling of solid plastic waste. Waste Manag. 2017, 69, 24–58. [Google Scholar] [CrossRef]
- Solis, M.; Silveira, S. Technologies for chemical recycling of household plastics—A technical review and TRL assessment. Waste Manag. 2020, 105, 128–138. [Google Scholar] [CrossRef]
- Rozenstein, O.; Puckrin, E.; Adamowski, J. Development of a new approach based on midwave infrared spectroscopy for post-consumer black plastic waste sorting in the recycling industry. Waste Manag. 2017, 68, 38–44. [Google Scholar] [CrossRef]
- Afvalfonds. Monitoring Verpakkingen, Resultaten Inzameling en Recycling 2018; Afvalfonds: Leidschendam, The Netherlands, 2019; p. 53. Available online: https://afvalfondsverpakkingen.nl/a/i/Monitoring-Verpakkingen-Resultaten-inzameling-en-recycling-2018.pdf (accessed on 30 November 2020).
- Brouwer, M.T.; Smeding, I.W.; Thoden van Velzen, E.U. Verkenning Effect Verschuiven Meetpunt Recycling Kunststofverpakkingen; Wageningen Food & Biobased Research: Wageningen, The Netherlands, 2019; p. 30. [Google Scholar] [CrossRef]
- Alvarado Chacon, F.; Brouwer, M.T.; Thoden van Velzen, E.U.; Smeding, I.W. A First Assessment of the Impact of Impurities in PP and PE Recycled Plastics; Wageningen Food & Biobased Research: Wageningen, The Netherlands, 2020; p. 95. [Google Scholar] [CrossRef]
- Brouwer, M.T.; Picuno, C.; Thoden van Velzen, E.U. The Impact of Collection Portfolio Expansion on Key Performance Indicators of the Dutch Recycling System for Post-Consumer Plastic Packaging Waste, a Comparison between 2014 and 2017. Mendeley Data, v1. 2019. Available online: https://doi.org/10.17632/djj6fmbjzs.1#file-098bca0e-677a-400e-a908-79f5d477e02a (accessed on 30 November 2020).
- Kaiser, K.; Schmid, M.; Schlummer, M. Recycling of polymer based multilayer packaging: A review. Recycling 2018, 3, 1. [Google Scholar] [CrossRef]
- Ghijsels, A.; Ente, J.J.S.M.; Raadsen, J. Melt Strength Behavior of PE and its Relation to Bubble Stability in Film Blowing. Int. Polym. Process. 1990, 5, 284–286. [Google Scholar] [CrossRef]
- Ghijsels, A.; De Clippeleir, J. Melt Strength Behaviour of Polypropylenes. Int. Polym. Process. 1994, 9, 252–257. [Google Scholar] [CrossRef]
- Hinsken, H.; Moss, S.; Pauquet, J.-R.; Zweifel, H. Degradation of polyolefins during melt processing. Polym. Degrad. Stab. 1991, 34, 279–293. [Google Scholar] [CrossRef]
- Pivnenko, K.; Jakobsen, L.G.; Eriksen, M.K.; Damgaard, A.; Astrup, T.F. Challenges in plastics recycling. In Proceedings of the Sardinia 2015: Fifteenth International Waste Management and Landfill Symposium, Cagliari, Italy, 5–9 October 2015; 7p. Available online: https://orbit.dtu.dk/en/publications/challenges-in-plastics-recycling (accessed on 30 November 2020).
- Goodship, V. Introduction to Plastic Recycling, 2nd ed.; Rapra Technology Limited: Shrewsbury, UK, 2007; p. 110. ISBN 978-1-84735-078-7. [Google Scholar]
- Ragaert, K.; Vyncke, G.; Hubo, S.; Veelaert, L.; Huysveld, S.; Dewulf, J.; Du Bois, E. Design from Recycling: A complex mixed plastic waste case study. Resour. Conserv. Recycl. 2019, 155, 104646. [Google Scholar] [CrossRef]
- Markarian, J. Choosing a melt filtration system. Plast. Addit. Compd. 2008, 10, 32–35. [Google Scholar] [CrossRef]
- Ajji, A.; Utracki, L.A. Interphase and compatibilisation of polymer blends. Polym. Eng. Sci. 1996, 36, 1574–1585. [Google Scholar] [CrossRef]
- European Commission. Implementing Decision EU 2019/665. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=celex:32019D0665 (accessed on 30 November 2020).
- Uitvoerings en Monitoringsprotocol. Available online: https://www.umpverpakkingen.nl/ (accessed on 13 May 2020).

| Application Type | EoL Fate | Product Types | Typical Acceptable Degradation | Typical Acceptable Contamination |
|---|---|---|---|---|
| Food no contamination (F-NC) | Circular Closed-loop | Bottle-to-bottle (PET, HDPE) Bottle-to-tray (PET) Clear Film-to-film (LDPE) | Very limited PET bottle: IV > 0.76 HDPE bottle: MFI < 3 PET tray: IV > 0.70 LDPE film: 1 < MFI < 6 HDPE film: MFI < 0.4 | Very limited Other polymers: In PET < 50 ppm In PO: Other PO < 1% Non-PO < 50 ppm Non polymers < 50 ppm Specific for film: only clear Melt filtration < 50 µm |
| Non-food Low contamination (NF-LC) | Circular Semi-closed-loop | Bottle-to-bottle (HDPE, PP) Bottle-to-fibre (PET) Non-clear Film-to-film (LDPE, HDPE)—e.g., garbage bags, agricultural film Thin-walled injection moulding products (PP, PE) Pipe (PP) | Limited for PET fibre: IV > 0.62 LDPE, PP film: MFI < 0.4 HDPE, PP bottle: MFI < 3 PP pipe: MFI ≈ 2 Significant for PE, PP injection moulding (MFI can be > 3, up to 30) | Limited PET fibre and LDPE,PP film as F-NC Injection moulding and bottle (PO): Other polymers: Other PO < 5% Non-PO < 1% Non-polymers < 50 ppm Specific for film: all colours Melt filtration < 200 µm |
| Non-food Significant contamination (NF-SC) | Circular Open-loop | Extrusion of bulky products like decking, panels and street furniture (MPO) | Significant MPO: 2 < MFI < 7 | Significant Other polymers (PET, others) < 10–20% (depending on processing conditions) Non polymers < 5% (depending on size) Melt filtration < 800 µm |
| Non-recycling High contamination (NR-HC) | Linear | High-caloric combustibles (cement industry) Incineration with energy recovery | Unlimited | Quasi-unlimited Non-polymer contaminations will affect efficiency of incineration |
| Circular Performance Indicators | 2017 | Circularity Potential |
|---|---|---|
| PC-PPW net packaging recycling rate | 26 | 69 |
| PI-PPW net packaging recycling rate | 63 | 78 |
| Total PPW net packaging recycling rate | 38 | 72 |
| PC-PPW average polymer purity | 91 | 96 |
| PI-PPW average polymer purity | 97 | 97 |
| Average polymer purity of all washed milled goods from PPW | 93 | 96 |
| Type of PPW | Amount of WMG [Gg] | Polymeric Purity of WMG [%] | Applicability Classification [F-NC, NF-LC, NF-SC, NF-HC] |
|---|---|---|---|
| PC PET bottles | 23 | 99.7 | F-NC |
| PC PE rigid | 26 | 98.1 | NF-LC |
| PC PP rigid | 49 | 97.7 | NF-LC |
| PC PE film | 50 | 98.7 | NF-LC |
| PC Mix (PO mix) | 32 | 93.4 | NF-SC |
| PC PET trays | 51 | 99.8 | F-NC |
| PC PET bottles by-product (PO mix) | 3 | 92.3 | NF-SC |
| PC film by-product (scenario 2) (PO mix) | 16 | 90.9 | NF-SC |
| PI PET bottles deposit-refund (DR) | 19 | 99.9 | F-NC |
| PI PET bottles DR by-product (PO mix) | 2 | 90.7 | NF-SC |
| PI-PPW B2B | 80 | 99 * | NF-LC |
| Other PI (B2B, offices, public space, etc.) | 25 | 97 * | NF-SC |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Brouwer, M.T.; Thoden van Velzen, E.U.; Ragaert, K.; ten Klooster, R. Technical Limits in Circularity for Plastic Packages. Sustainability 2020, 12, 10021. https://doi.org/10.3390/su122310021
Brouwer MT, Thoden van Velzen EU, Ragaert K, ten Klooster R. Technical Limits in Circularity for Plastic Packages. Sustainability. 2020; 12(23):10021. https://doi.org/10.3390/su122310021
Chicago/Turabian StyleBrouwer, Marieke T., Eggo U. Thoden van Velzen, Kim Ragaert, and Roland ten Klooster. 2020. "Technical Limits in Circularity for Plastic Packages" Sustainability 12, no. 23: 10021. https://doi.org/10.3390/su122310021
APA StyleBrouwer, M. T., Thoden van Velzen, E. U., Ragaert, K., & ten Klooster, R. (2020). Technical Limits in Circularity for Plastic Packages. Sustainability, 12(23), 10021. https://doi.org/10.3390/su122310021