Mechanical Properties and Durability of Polypropylene and Steel Fiber-Reinforced Recycled Aggregates Concrete (FRRAC): A Review




Abstract
1. Introduction
2. Fabrication of FRRAC
2.1. Probable Source Materials
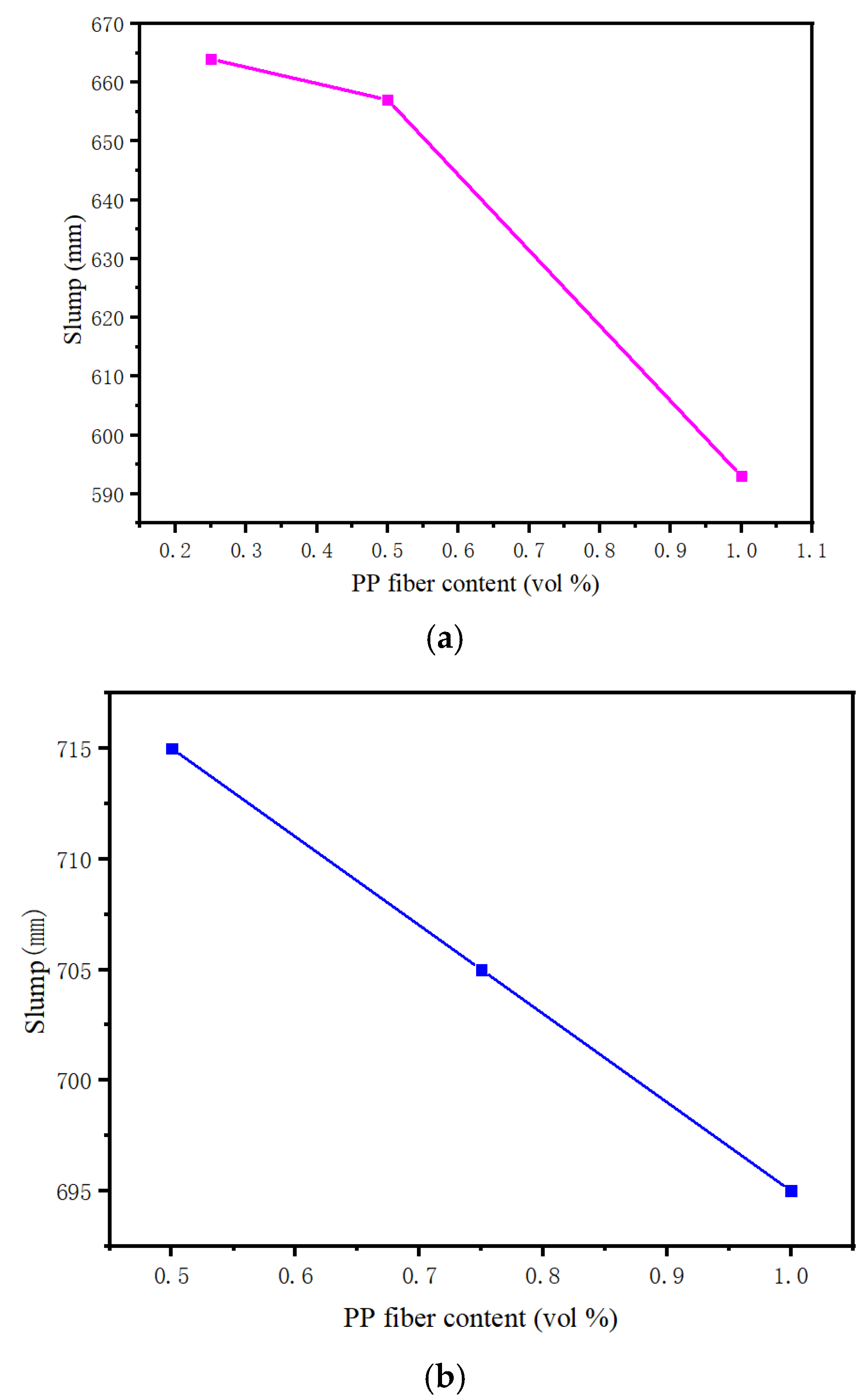
2.2. Consistence of Fresh RAC
3. Mechanical Properties of FRRAC
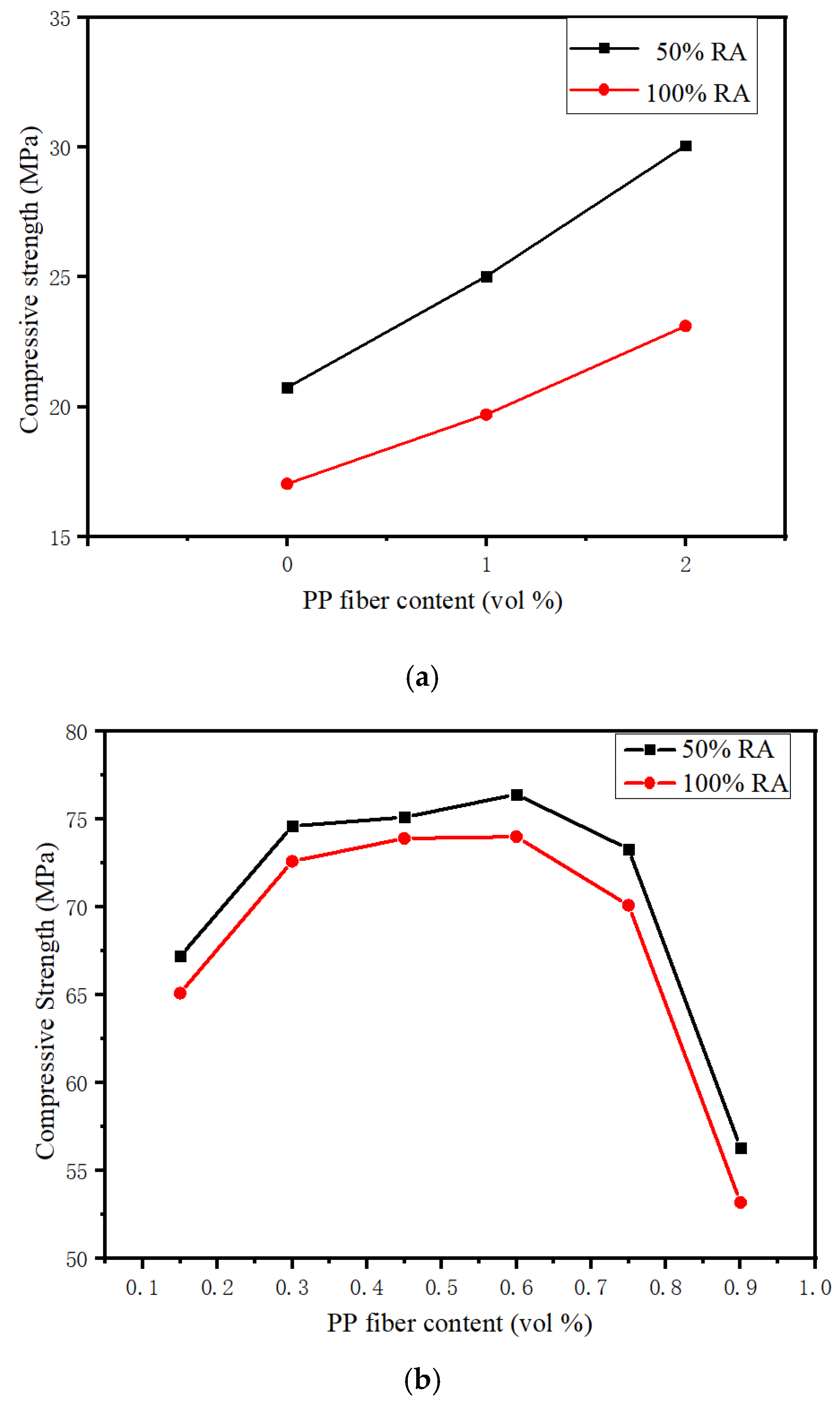
3.1. Compressive Strength
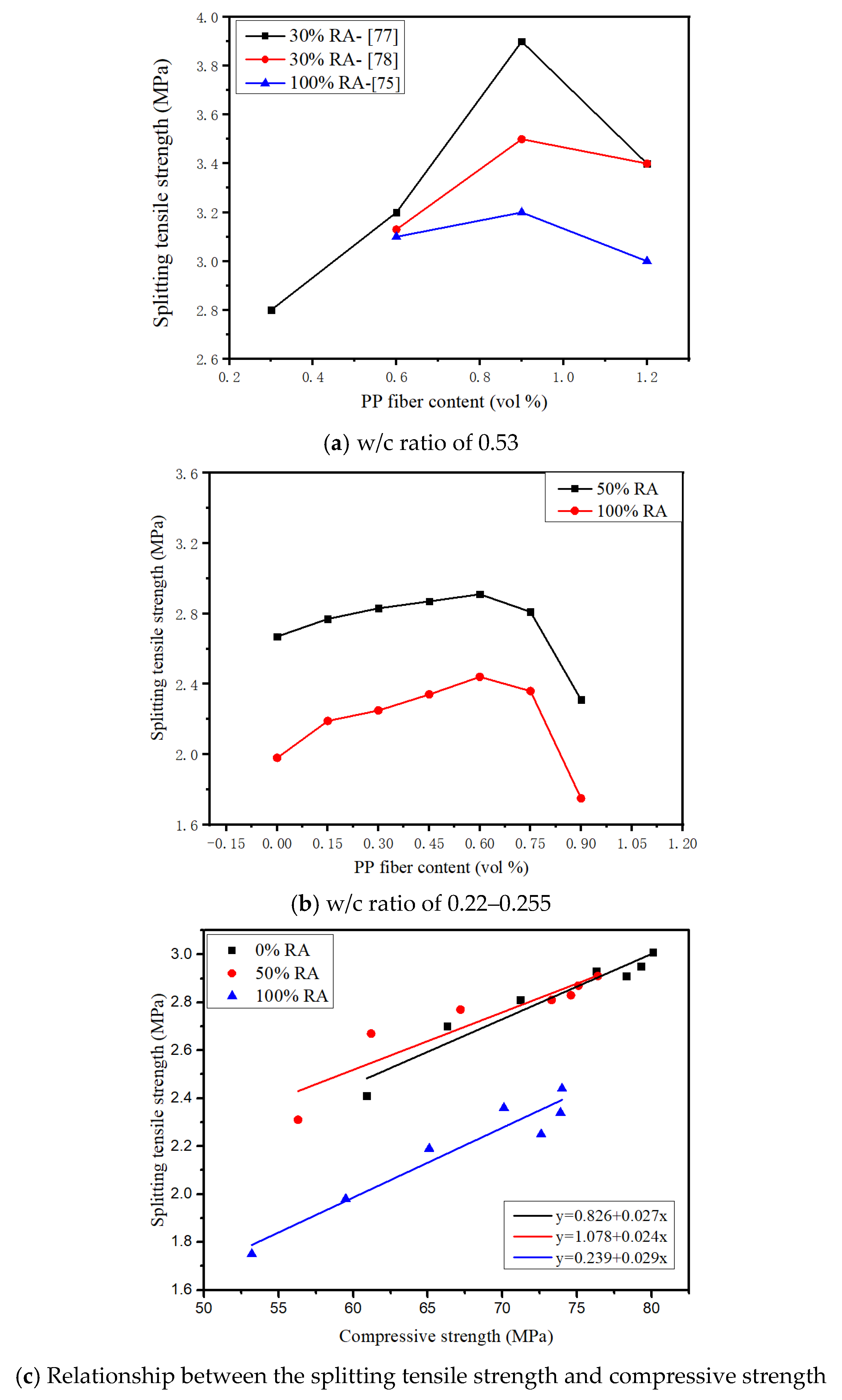
3.2. Tensile Strength
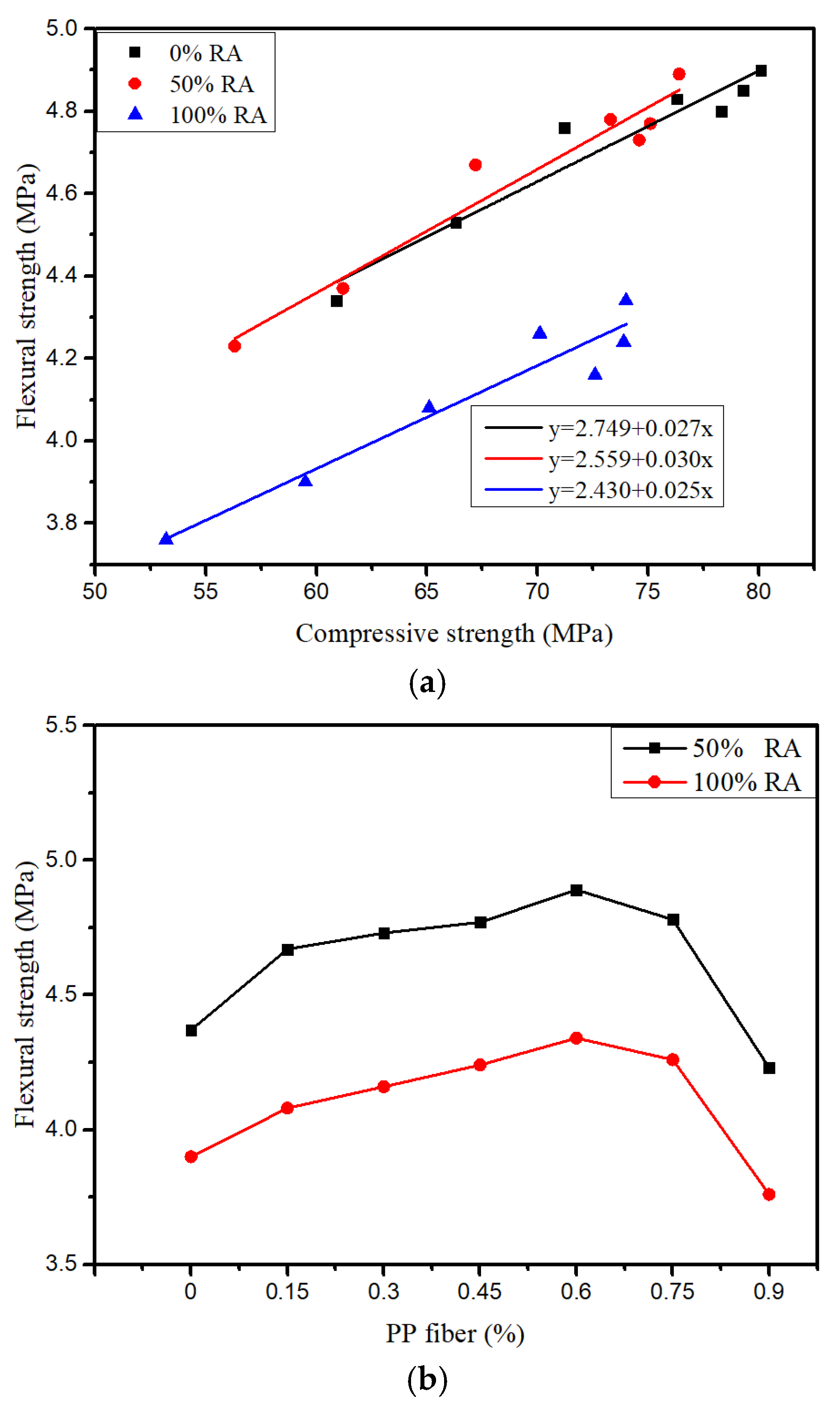
3.3. Flexural Strength
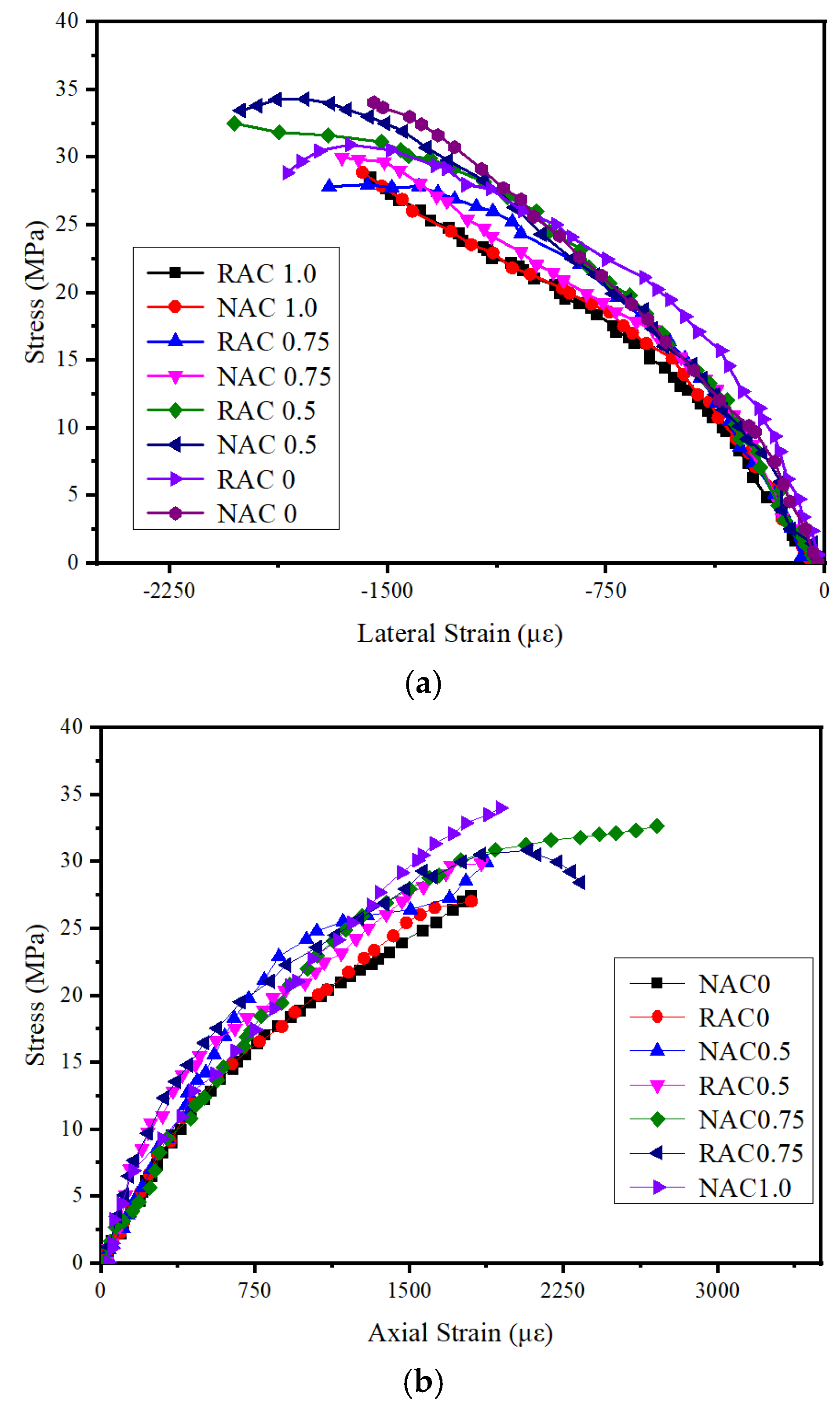
3.4. Stress–Strain Relationship
3.5. Elastic Modulus
4. Durability of FRRAC
4.1. Chloride ion Permeability
4.2. Carbonation Resistance
4.3. Freezing–Thawing Resistance
4.4. Shrinkage Performance
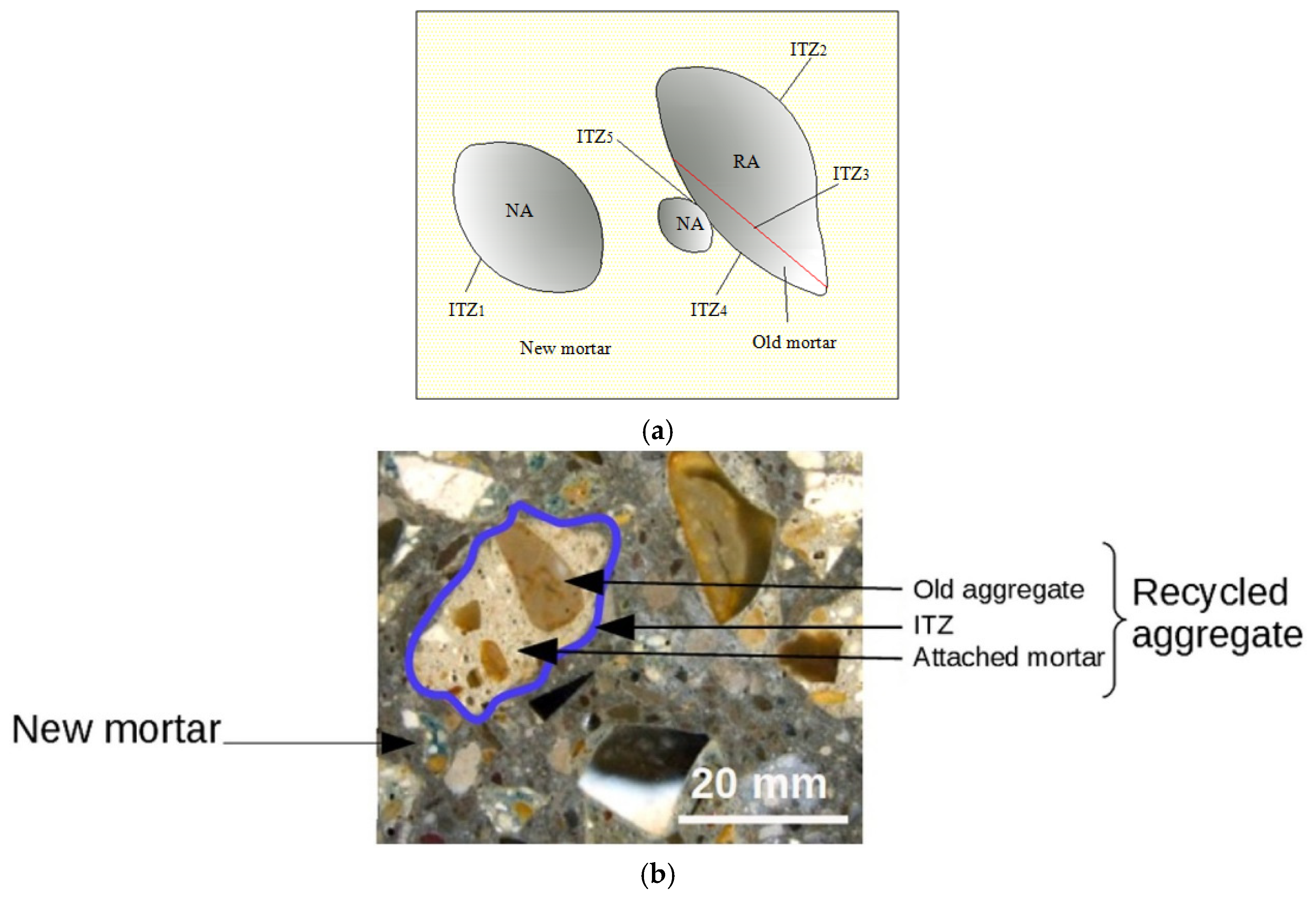
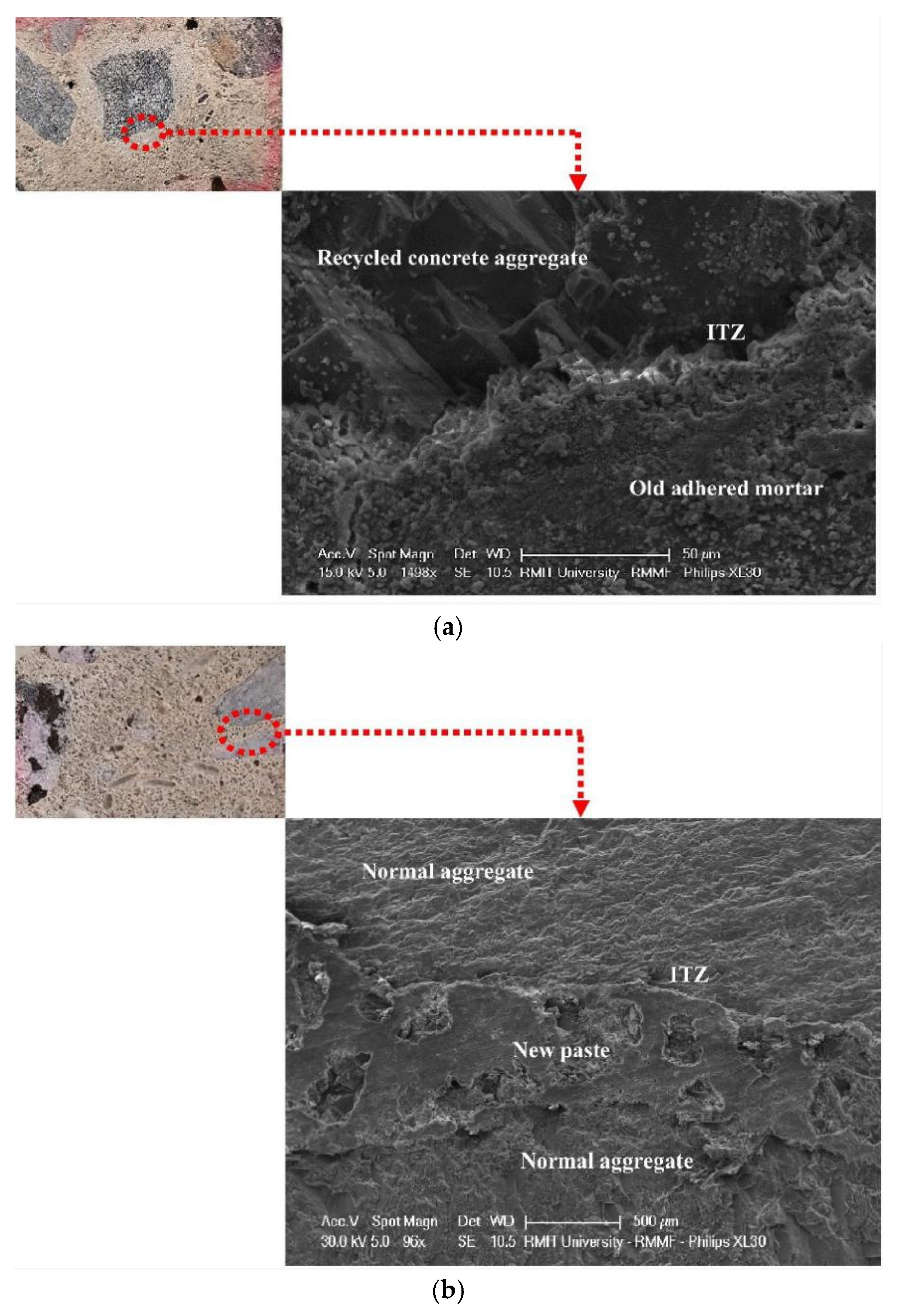
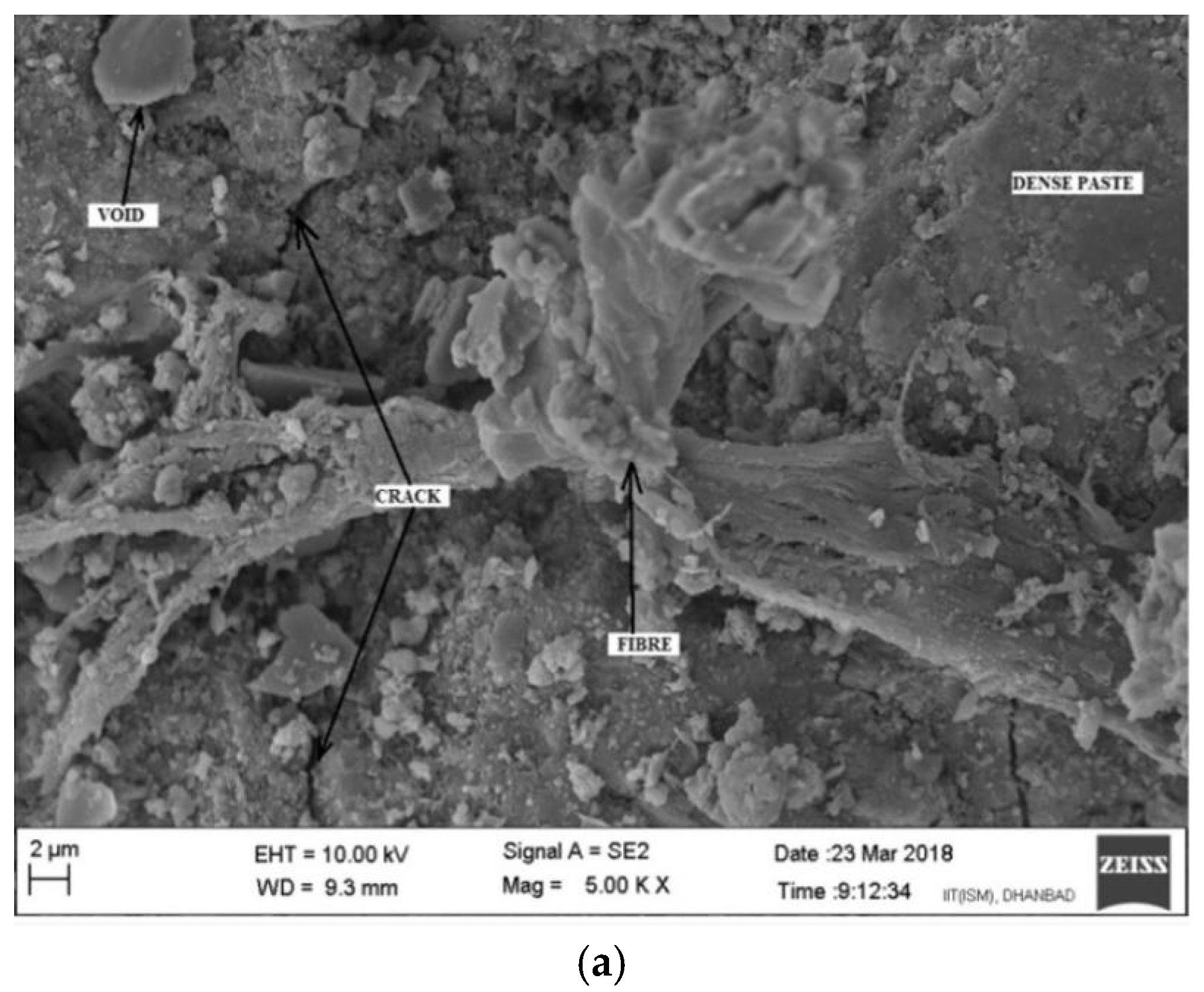
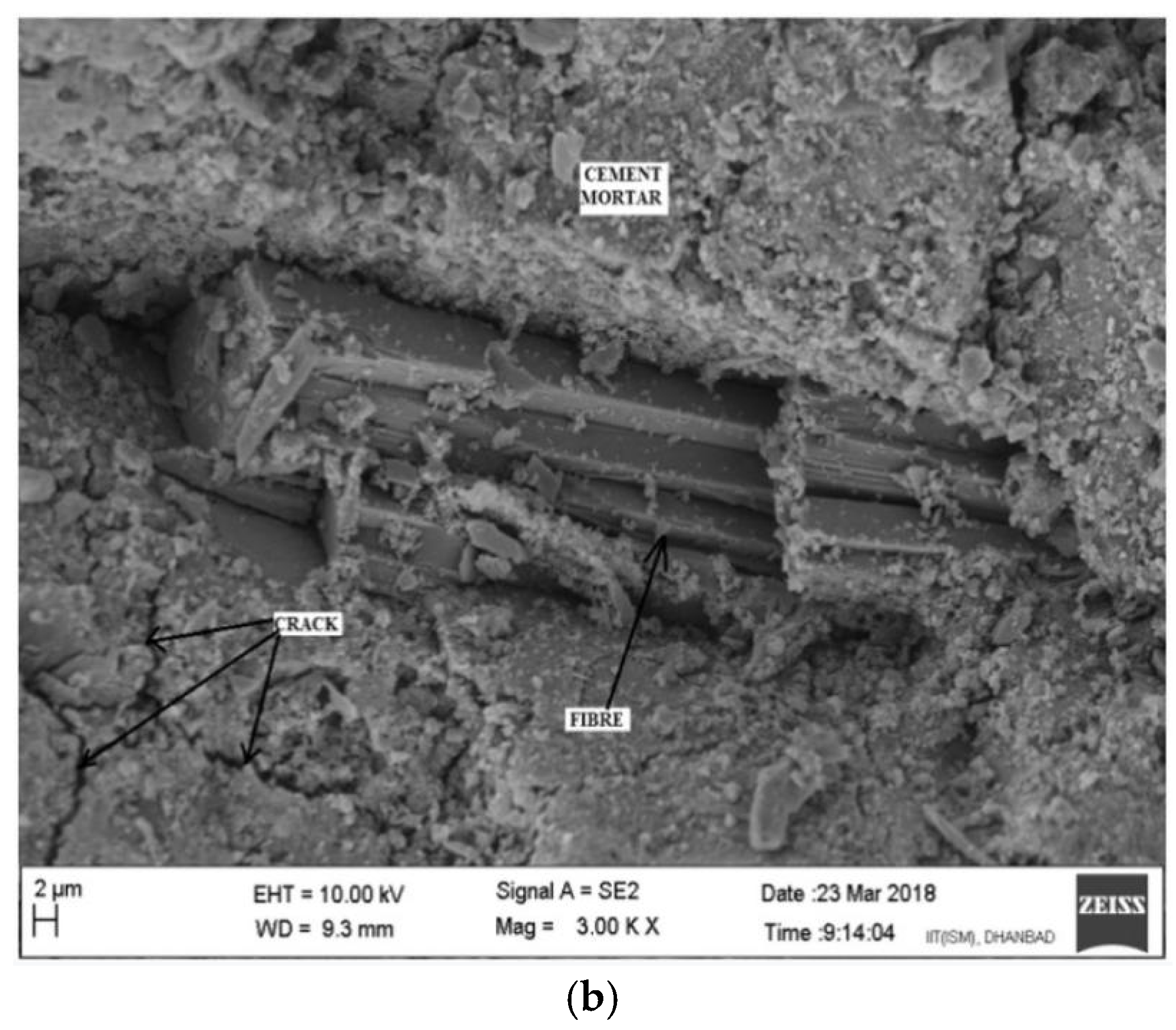
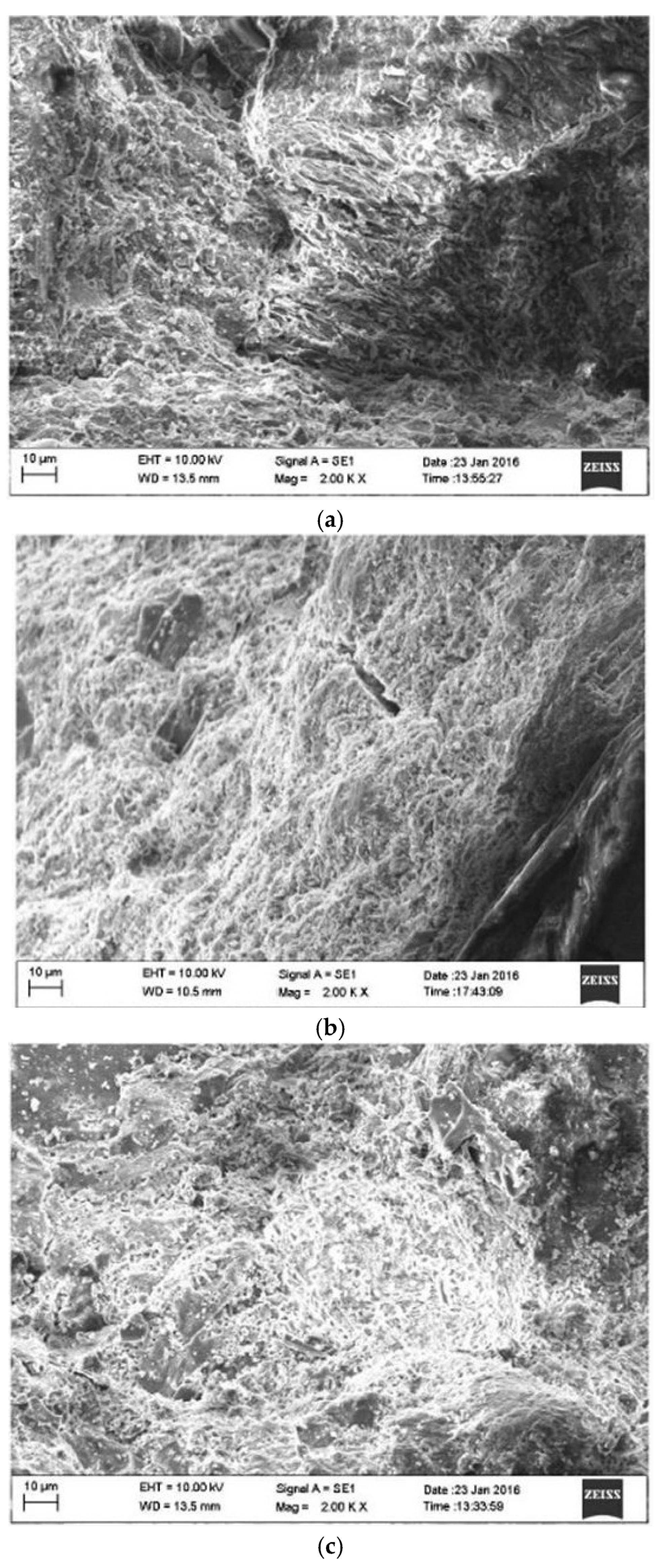
5. Microstructure of FRRAC
6. Conclusions
- (1)
- The pozzolanic and filling effects of FA, GGBS, RHA, and silica fume can enhance the matrix compactness, improving the mechanical properties and durability of the matrix.
- (2)
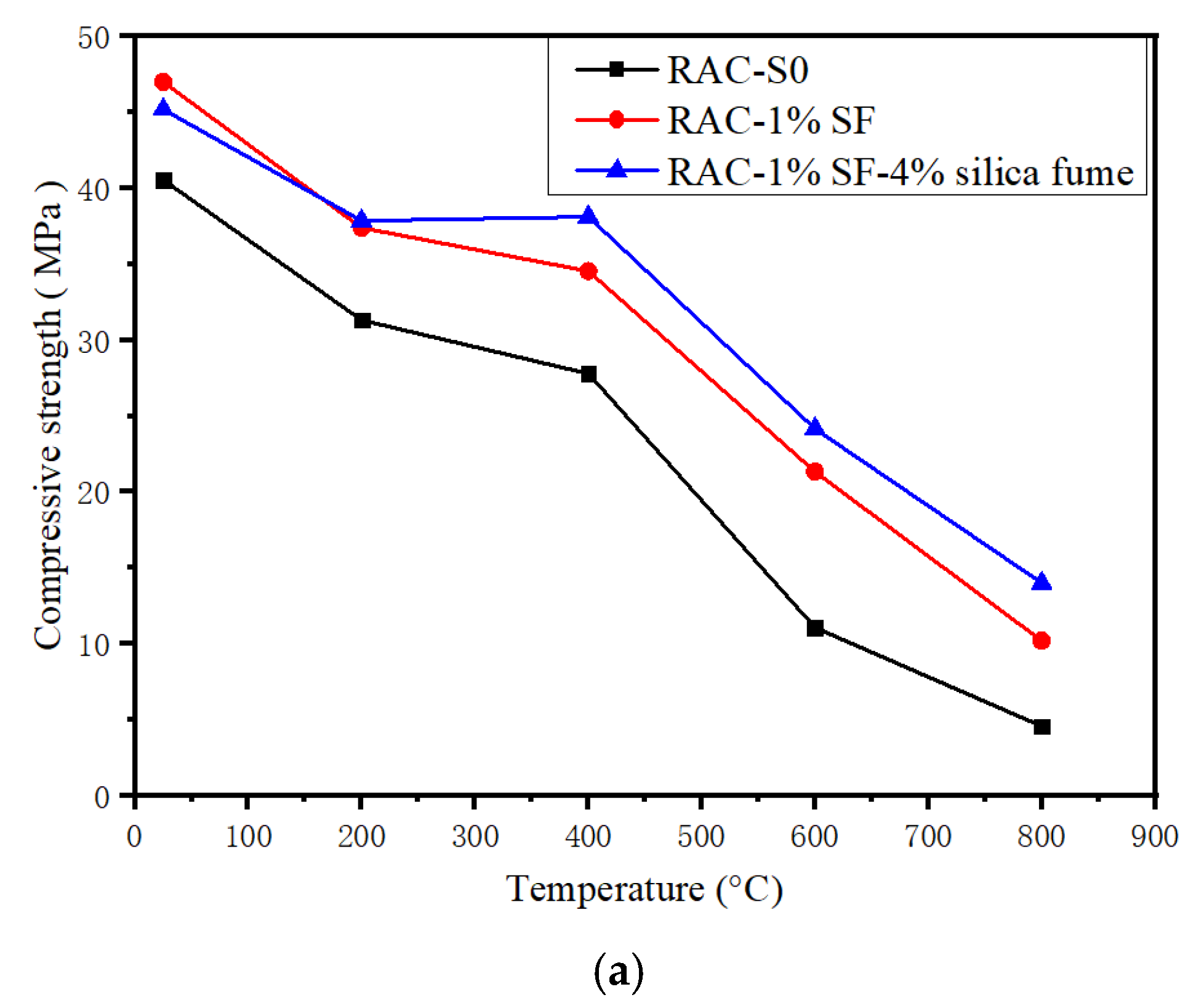
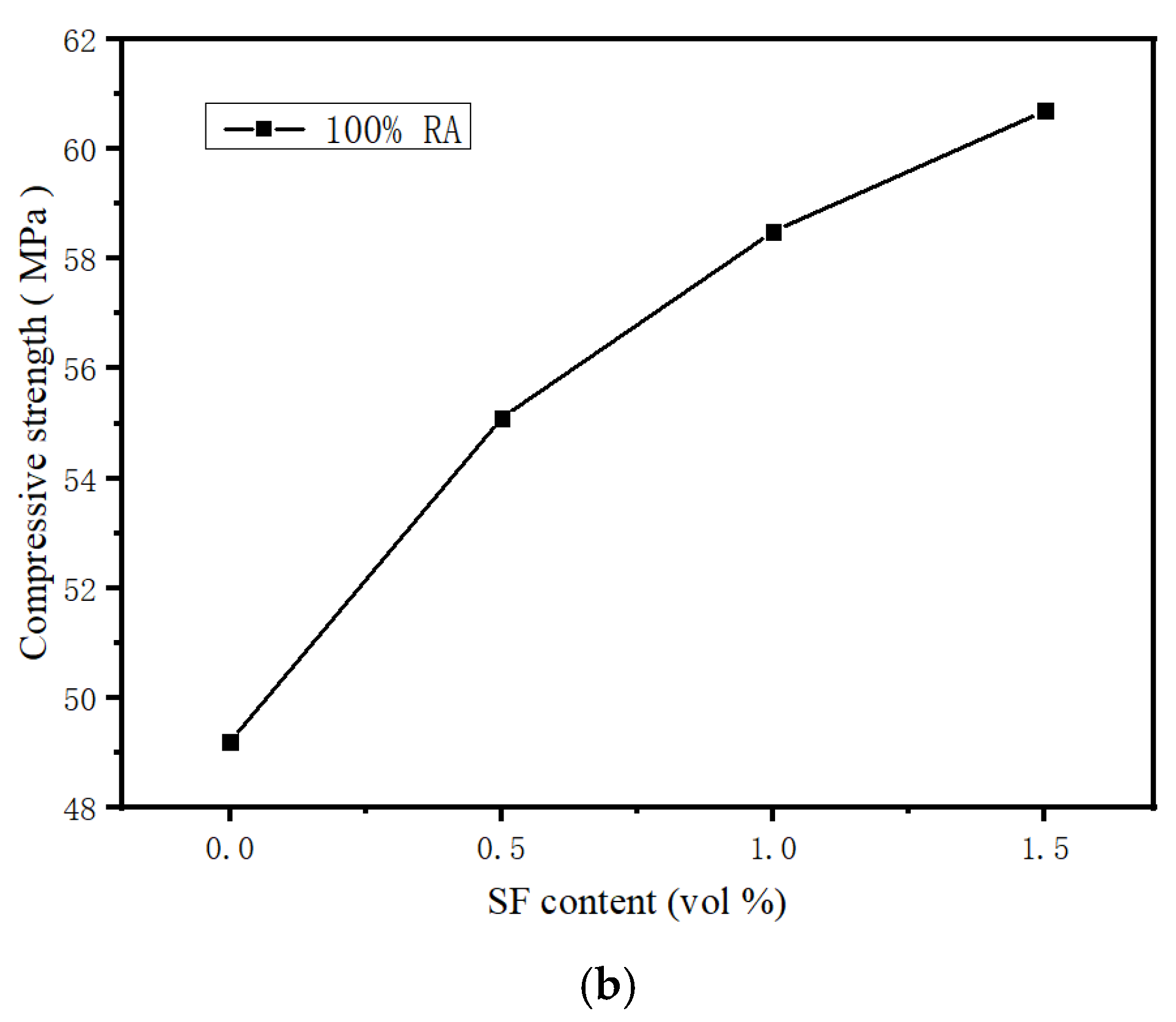
- RA is characterized by porosity and high water absorption; thus, the properties of RAC are poor. The addition of PP fibers and SFs to RAC can reduce the consistence of the matrix. The addition of SFs increased the compressive strength of RAC by 5.85–19%. However, in some studies, adding SFs reduced the compressive strength of the matrix, possibly owing to the shape and property of the SFs. Appropriate addition of SF and PP fibers can improve the RAC mechanical properties, but the excessive addition of fibers can degrade the mechanical properties of the matrix.
- (3)
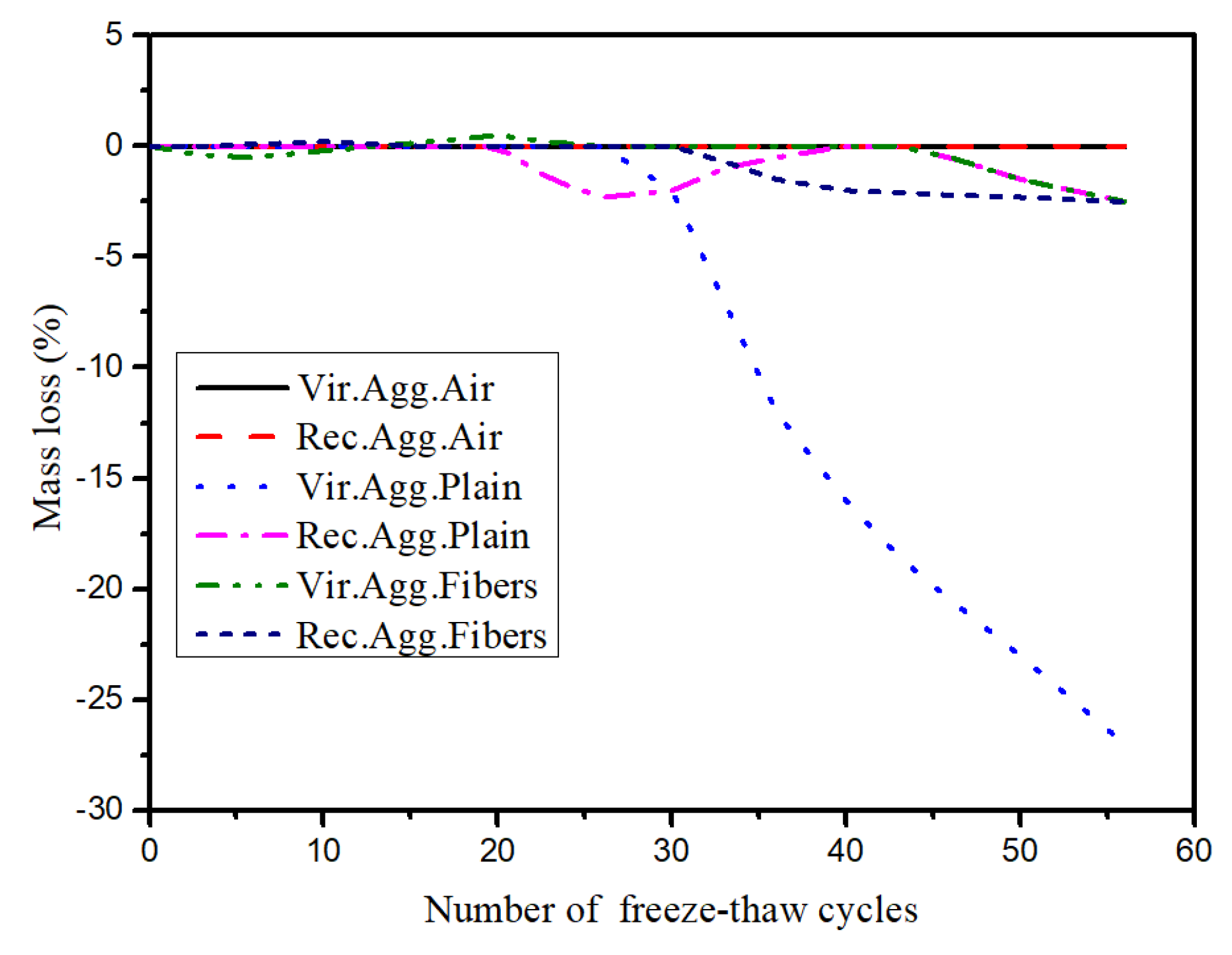
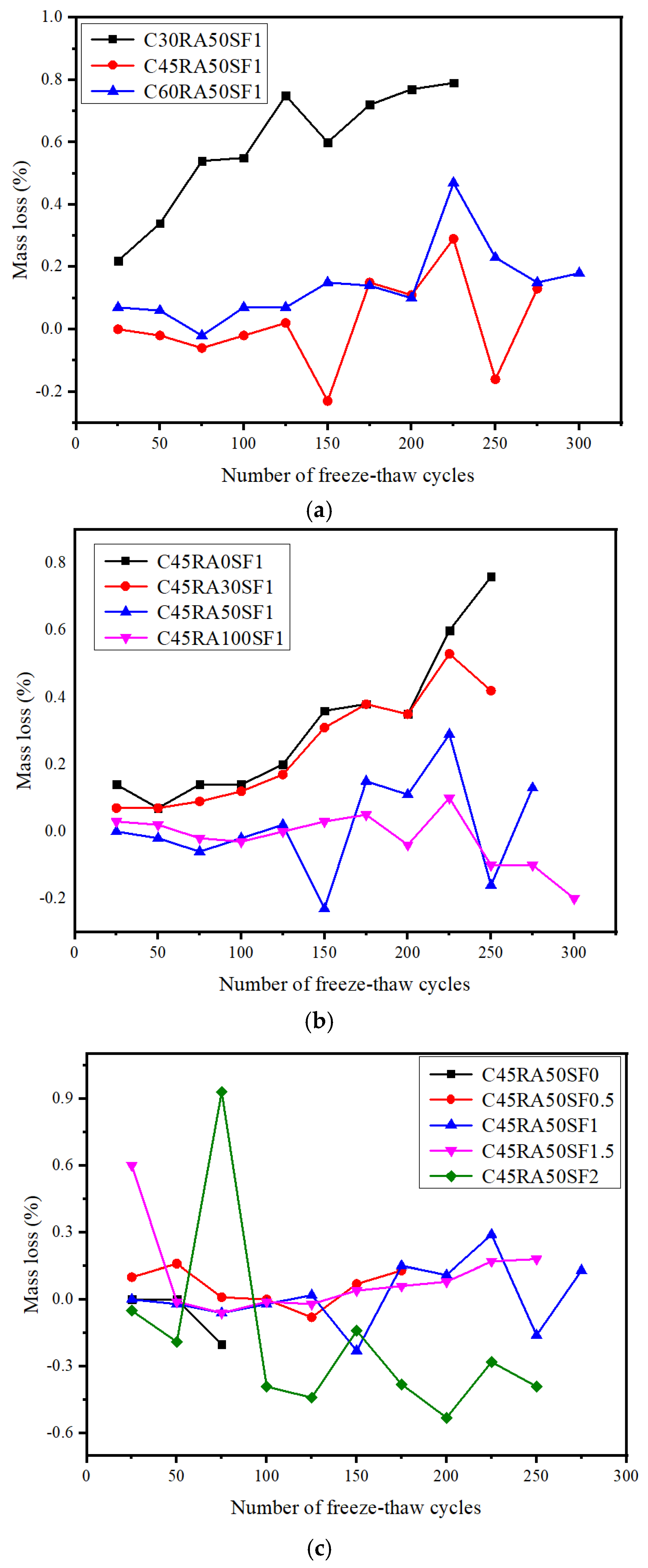
- The addition of RA can improve the performance of the matrix with regard to chloride-ion corrosion, and mass loss rate in freeze–thaw cycling. Appropriate addition of SFs and PP fibers reduces the RAC chloride-ions corrosion performance. Adding 5% air to RAC can yield the same durability as the NAC. After 300 freeze–thaw cycles, the mass loss of a matrix with 1% SF and 50% RA was only 0.2%. The matrix shrinkage can be reduced by adding SF and PP fibers.
- (4)
- There are many pores and cracks in the ITZs of the RA matrix; thus, the RAC strength is lower than the NAC strength. Adding appropriate amounts of PP fibers and SFs can improve the ITZ compactness and delay the crack propagation, improving the mechanical properties and durability of the composite. The density of the matrix in the ITZs determines the mechanical properties of the matrix.
Author Contributions
Funding
Conflicts of Interest
References
- Tsai, C.Y.; Chang, A.S. Framework for developing construction sustainability items: The example of highway design. J. Clean. Prod. 2012, 20, 127–136. [Google Scholar] [CrossRef]
- Khtar, A.A.; Sarmah, A.K. Construction and demolition waste generation and properties of recycled aggregate concrete: A global perspective. J. Clean. Prod. 2018, 186, 262–281. [Google Scholar] [CrossRef]
- Wang, J.Y.; Li, Z.D.; Tam, V.W.Y. Critical factors in effective construction waste minimization at the design stage: A Shenzhen case study, China. Resour. Conserv. Recycl. 2014, 82, 1–7. [Google Scholar] [CrossRef]
- Ahmed, W.; Lim, C.W. Production of sustainable and structural fiber reinforced recycled aggregate concrete with improved fracture properties: A review. J. Clean. Prod. 2021, 279, 123832. [Google Scholar] [CrossRef]
- Jiménez, J.R.; Ayuso, J.; Galvín, A.P.; López, M.; Agrela, F. Use of mixed recycled aggregates with a low embodied energy from non-selected CDW in unpaved rural roads. Constr. Build. Mater. 2012, 34, 34–43. [Google Scholar] [CrossRef]
- Silva, R.V.; Brito, J.D.; Dhir, R.K. Properties and composition of recycled aggregates from construction and demolition waste suitable for concrete production. Constr. Build. Mater. 2014, 65, 201–217. [Google Scholar] [CrossRef]
- Senaratne, S.; Gerace, D.; Mirza, O.; Tam, V.W.Y.; Kang, W.-H. The costs and benefits of combining recycled aggregate with steel fibers as a sustainable, structural material. J. Clean. Prod. 2016, 112, 2318–2327. [Google Scholar] [CrossRef]
- Sim, J.; Park, C. Compressive strength and resistance to chloride ion penetration and carbonation of recycled aggregate concrete with varying amount of fly ash and fine recycled aggregate. Waste Manag. 2011, 31, 2352–2360. [Google Scholar] [CrossRef]
- Martínez, I.; Etxeberria, M.; Pavón, D.E.N. Influence of demolition waste fine particles on the properties of recycled aggregate masonry mortar. Int. J. Civ. Eng. 2018, 16, 1213–1226. [Google Scholar] [CrossRef]
- Yang, Y.F.; Han, L.H. Experimental behaviour of recycled aggregate concrete filled steel tubular columns. J. Constr. Steel. Res. 2006, 62, 1310–1324. [Google Scholar] [CrossRef]
- Limbachiya, M.; Meddah, M.S.; Ouchagour, Y. Use of recycled concrete aggregate in fly-ash concrete. Constr. Build. Mater. 2012, 27, 439–449. [Google Scholar] [CrossRef]
- Xiao, J.; Li, W.; Fan, Y.; Huang, X. An overview of study on recycled aggregate concrete in China (1996–2011). Constr. Build. Mater. 2012, 31, 364–383. [Google Scholar] [CrossRef]
- Thomas, C.D.L.; Setién, J.; Polanco, J.; Alaejos, P.; De Juan, M.S. Durability of recycled aggregate concrete. Constr. Build. Mater. 2013, 40, 1054–1065. [Google Scholar] [CrossRef]
- Evangelista, L.; Brito, J.D. Mechanical behavior of concrete made with fine recycled concrete aggregates. Cem. Concr. Compos. 2007, 29, 397–401. [Google Scholar] [CrossRef]
- Huda, S.B.; Alam, M.S. Mechanical and freeze-thaw durability properties of recycled aggregate concrete made with recycled coarse aggregate. J. Civ. Eng. Mang. 2015, 27, 04015003. [Google Scholar] [CrossRef]
- Wagih, A.M.; El-Karmoty, H.Z.; Ebid, M.; Okba, S.H. Recycled construction and demolition concrete waste as aggregate for structural concrete. HBRC. J. 2013, 9, 193–200. [Google Scholar] [CrossRef]
- Ajdukiewicz, A.; Kliszczewicz, A. Influence of recycled aggregates on mechanical properties of hs/hpc. Cem. Concr. Compos. 2002, 24, 269–279. [Google Scholar] [CrossRef]
- Rao, A.; Jha, K.N.; Misra, S. Use of aggregates from recycled construction and demolition waste in concrete. Resour. Conserv. Rec. 2007, 50, 71–81. [Google Scholar] [CrossRef]
- Xiao, J.; Li, J.; Zhang, C. Mechanical properties of recycled aggregate concrete under uniaxial loading. Cem. Concr. Res. 2005, 35, 1187–1194. [Google Scholar] [CrossRef]
- González-Fonteboa, B.; Martínez-Abella, F.; Diego, C.L.; Sindy, S.-P. Stress-strain relationship in axial compression for concrete using recycled saturated coarse aggregate. Constr. Build. Mater. 2011, 25, 2335–2342. [Google Scholar]
- Gowda, G.G.; Rao, B.S.; Naik, S.M. Behaviour of recycled aggregate concrete on exposed to elevated temperature. Int. J. Civ. Eng. 2017, 4, 5–13. [Google Scholar] [CrossRef]
- Gales, J.; Parker, T.; Cree, D.; Green, M. Fire Performance of Sustainable Recycled Concrete Aggregates: Mechanical Properties at Elevated Temperatures and Current Research Needs; Springer: New York, NY, USA, 2016; pp. 817–845. [Google Scholar]
- Shi, C.; Li, Y.; Zhang, J.; Li, W.; Chong, L.; Xie, Z. Performance enhancement of recycled concrete aggregate—A review. J. Clean. Prod. 2016, 112, 466–472. [Google Scholar] [CrossRef]
- Thomas, J.; Thaickavil, N.N.; Wilson, P.M. Strength and durability of concrete containing recycled concrete aggregates. J. Build. Eng. 2018, 19, 349–365. [Google Scholar] [CrossRef]
- Prokopski, G.; Halbiniak, J. Interfacial transition zone in cementitious materials. Cem. Concr. Res. 2000, 30, 579–583. [Google Scholar] [CrossRef]
- Poon, C.S.; Shui, Z.H.; Lam, L. Effect of microstructure of ITZ on compressive strength of concrete prepared with recycled aggregates. Constr. Build. Mater. 2004, 18, 461–468. [Google Scholar] [CrossRef]
- Zaetang, Y.; Sata, V.; Wongsa, A.; Chindaprasirt, P. Properties of pervious concrete containing recycled concrete block aggregate and recycled concrete aggregate. Constr. Build. Mater. 2016, 11, 15–21. [Google Scholar] [CrossRef]
- Carneiro, J.A.; Lima, P.R.L.; Leite, M.B.; Filho, R.D.T. Compressive stress-strain behavior of steel fiber reinforced-recycled aggregate concrete. Cem. Concr. Compos. 2014, 46, 65–72. [Google Scholar] [CrossRef]
- Tabsh, S.W.; Abdelfatah, A.S. Influence of recycled concrete aggregates on strength properties of concrete. Constr. Build. Mater. 2009, 23, 163–167. [Google Scholar] [CrossRef]
- Papatzani, S.; Paine, K. Construction, demolition and excavation waste management in EU / Greece and its potential use in concrete. Fresenius Environ. Bull. 2017, 26, 5572–5580. [Google Scholar]
- Behera, M.; Bhattacharyya, S.; Minocha, A.; Deoliya, R.; Maiti, S.N. Recycled aggregate from C&D waste & its use in concrete—A breakthrough towards sustainability in construction sector: A review. Constr. Build. Mater. 2014, 68, 501–516. [Google Scholar]
- Qin, Y.; Zhang, X.; Chai, J.; Xu, Z.; Li, S. Experimental study of compressive behavior of polypropylene-fiber-reinforced and polypropylene-fiber-fabric-reinforced concrete. Constr. Build. Mater. 2019, 194, 216–225. [Google Scholar] [CrossRef]
- Qin, Y.; Zhang, X.W.; Chai, J.R. Damage performance and compressive behavior of early-age green concrete with recycled nylon fiber fabric under an axial load. Constr. Build. Mater. 2019, 209, 105–114. [Google Scholar] [CrossRef]
- Wang, L.; Guo, F.; Yang, H.; Wang, Y.; Tang, S. Comparison of fly ash, PVA fiber, MgO and shrinkage-reducing admixture on the frost resistance of face slab concrete via pore structural and fractal analysis. Fractals 2020. [Google Scholar] [CrossRef]
- Radonjanin, V.; Malešev, M.; Marinković, S.; Al Malty, A.E.S. Green recycled aggregate concrete. Constr. Build. Mater. 2013, 47, 1503–1511. [Google Scholar] [CrossRef]
- Fonteboa, B.G.; Abella, F.M. Concretes with aggregates from demolition waste and silica fume materials and mechanical properties. Build. Environ. 2008, 3, 3357–3363. [Google Scholar]
- Kou, S.C.; Poon, C.S. Long-term mechanical and durability properties of recycled aggregate concrete prepared with the incorporation of fly ash. Cem. Concr. Compos. 2013, 37, 12–19. [Google Scholar] [CrossRef]
- Rattanachu, P.; Toolkasikorn, P.; Tangchirapat, W. Performance of recycled aggregate concrete with rice husk ash as cement binder. Constr. Build. Mater. 2020, 108, 103533. [Google Scholar] [CrossRef]
- Majhi, R.K.; Nayak, A.N. Production of sustainable concrete utilising high-volume blast furnace slag and recycled aggregate with lime activator. J. Clean. Prod. 2020, 255, 120188. [Google Scholar] [CrossRef]
- Nuaklong, P.; Sata, V.; Chindaprasirt, P. Properties of metakaolin-high calcium fly ash geopolymer concretecontaining recycled aggregate from crushed concrete specimens. Constr. Build. Mater. 2018, 167, 365–373. [Google Scholar] [CrossRef]
- Koushkbaghi, M.; Kazemi, M.J.; Mosavietal, H. Acid resistance and durability properties of steel fiber-reinforced concrete incorporating rice husk ash and recycled aggregate. Constr. Build. Mater. 2019, 202, 266–275. [Google Scholar] [CrossRef]
- Ali, B.; Qureshi, L.A.; Shah, S.H.A.; Rehman, S.U.; Hussain, I.; Iqbal, M. A step towards durable, ductile and sustainable concrete: Simultaneous incorporation of recycled aggregates, glass fiber and fly ash. Constr. Build. Mater. 2020, 251, 118980. [Google Scholar] [CrossRef]
- Kim, K.; Shin, M.; Cha, S. Combined effects of recycled aggregate and fly ash towards concrete sustainability. Constr. Build. Mater. 2013, 48, 499–507. [Google Scholar] [CrossRef]
- Padhi, R.S.; Patra, R.K.; Mukharjee, B.B.; Dey, T. Influence of incorporation of rice husk ash and coarse recycled concrete aggregates on properties of concrete. Constr. Build. Mater. 2018, 10, 289–297. [Google Scholar] [CrossRef]
- Tangchirapat, W.; Buranasing, R.; Jaturapitakkul, C. Influence of rice husk-bark ash on mechanical properties of concrete containing high amount of recycled aggregates. Constr. Build. Mater. 2008, 22, 1812–1819. [Google Scholar] [CrossRef]
- Alnahhal, M.F.; Alengaram, U.J.; Jumaat, M.Z.; AbuTaha, F.; Alqedra, M.A.; Nayaka, R.R. Assessment on engineering properties and CO2 emissions of recycled aggregate concrete incorporating waste products as supplements to Portland cement. J. Clean. Prod. 2018, 203, 822–835. [Google Scholar] [CrossRef]
- Corinaldesi, V.; Moriconi, G. Influence of mineral additions on the performance of 100% recycled aggregate concrete. Constr. Build. Mater. 2009, 23, 2869–2876. [Google Scholar] [CrossRef]
- Koua, S.C.; Poon, C.S.; Agrelab, F. Comparisons of natural and recycled aggregate concretes prepared with the addition of different mineral admixtures. Cem. Concr. Compos. 2011, 33, 788–795. [Google Scholar] [CrossRef]
- Çakır, Ö.; Sofyanlı, Ö.Ö. Influence of silica fume on mechanical and physical properties of recycled aggregate concrete. HBRC J. 2015, 11, 157–166. [Google Scholar] [CrossRef]
- Pedro, D.; de Brito, J.; Evangelista, L. Mechanical characterization of high performance concrete prepared with recycled aggregates and silica fume from precast industry. J. Clean. Prod. 2017, 164, 939–949. [Google Scholar] [CrossRef]
- Majhi, R.K.; Nayak, A.N.; Mukharjee, B.B. Development of sustainable concrete using recycled coarse aggregate and ground granulated blast furnace slag. Constr. Build. Mater. 2018, 159, 417–430. [Google Scholar] [CrossRef]
- Majhi, R.K.; Nayak, A.N. Bond, durability and microstructural characteristics of ground granulated blast furnace slag based recycled aggregate concrete. Constr. Build. Mater. 2019, 212, 578–595. [Google Scholar] [CrossRef]
- Muduli, R.; Mukharjee, B.B. Effect of incorporation of metakaolin and recycled coarse aggregate on properties of concrete. J. Clean. Prod. 2019, 209, 398–414. [Google Scholar] [CrossRef]
- Xie, J.; Zhang, H.; Duan, L.; Yang, Y.; Yan, J.; Shan, D.; Liu, X.; Pang, J.; Chen, Y.; Li, X.; et al. Effect of nano metakaolin on compressive strength of recycled concrete. Constr. Build. Mater. 2020, 256, 119393. [Google Scholar] [CrossRef]
- Juan, M.S.; Gutiérrez, P.A. Study on the influence of attached mortar content on the properties of recycled concrete aggregate. Constr. Build. Mater. 2009, 23, 872–877. [Google Scholar] [CrossRef]
- Sun, C.; Chen, Q.; Xiao, J.; Liu, W. Utilization of waste concrete recycling materials in self-compacting concrete. Res. Cons. Rec. 2020, 161, 104930. [Google Scholar] [CrossRef]
- Grdic, Z.J.; Toplicic-Curcic, G.A.; Despotovic, I.M.; Ristic, N.S. Properties of self-compacting concrete prepared with coarse recycled concrete aggregate. Constr. Build. Mater. 2010, 24, 1129–1133. [Google Scholar] [CrossRef]
- Matar, P.; Assaad, J.J. Concurrent effects of recycled aggregates and polypropylene fibers on workability and key strength properties of self-consolidating concrete. Constr. Build. Mater. 2017, 199, 492–500. [Google Scholar] [CrossRef]
- Akça, K.R.; Çakır, O.; Ipek, M. Properties of polypropylene fiber reinforced concrete using recycled aggregates. Constr. Build. Mater. 2015, 98, 620–630. [Google Scholar] [CrossRef]
- Yazıcı, S.; Inan, G.; Tabak, V. Effect of aspect ratio and volume fraction of steel fiber on the mechanical properties of SFRC. Constr. Build. Mater. 2007, 21, 1250–1253. [Google Scholar] [CrossRef]
- Gao, D.Y.; Zhang, L. Flexural performance and evaluation method of steel fiber reinforced recycled coarse aggregate concrete. Constr. Build. Mater. 2018, 159, 126–136. [Google Scholar] [CrossRef]
- Mohseni, E.; Saadati, R.; Kordbacheh, N.; Parpinchi, Z.S.; Tang, W. Engineering and microstructural assessment of fiber-reinforced self-compacting concrete containing recycled coarse aggregate. J. Clean. Prod. 2017, 168, 605–613. [Google Scholar] [CrossRef]
- Gao, D.; Zhang, L.; Zhao, J.; You, P. Durability of steel fiber-reinforced recycled coarse aggregate concrete. Constr. Build. Mater. 2020, 232, 117119. [Google Scholar] [CrossRef]
- Kachouh, N.; Hassan, H.E.; Maaddawy, T.E. Effect of steel fibers on the performance of concrete made with recycled concrete aggregates and dune sand. Constr. Build. Mater. 2019, 213, 348–359. [Google Scholar] [CrossRef]
- Hanumesh, B.M.; Harish, B.A.; Ramana, N.V. Influence of polypropylene fibers on recycled aggregate concrete. Mater. Today. 2018, 5, 1147–1155. [Google Scholar]
- Hossain, F.Z.; Shahjalal, M.; Islam, K.; Tiznobaik, M.; Alam, M.S. Mechanical properties of recycled aggregate concrete containing crumb rubber and polypropylene fiber. Constr. Build. Mater. 2019, 225, 983–996. [Google Scholar] [CrossRef]
- Choi, W.C.; Yun, H.D. Compressive behavior of reinforced concrete columns with recycled aggregate under uniaxial loading. Eng. Struct. 2012, 41, 285–293. [Google Scholar] [CrossRef]
- Ahmed, T.W.; Mali, A.A.; Zidan, R.S. Properties of high strength polypropylene fiber concrete containing recycled aggregate. Constr. Build. Mater. 2020, 241, 118010. [Google Scholar] [CrossRef]
- Afroughsabet, V.; Biolzi, L.; Ozbakkaloglu, T. Influence of double hooked-end steel fibers and slag on mechanical and durability properties of high performance recycled aggregate concrete. Compos. Struct. 2017, 181, 273–284. [Google Scholar] [CrossRef]
- Xie, J.; Zhang, Z.; Lu, Z.; Sun, M. Coupling effects of silica fume and steel-fiber on the compressive behaviour of recycled aggregate concrete after exposure to elevated temperature. Constr. Build. Mater. 2018, 184, 752–764. [Google Scholar] [CrossRef]
- Wang, L.; Jin, M.; Guo, F.; Wang, Y.; Tang, S. Pore structural and fractal analysis of the influence of fly ash and silica fume on the mechanical property and abrasion resistance of concrete. Fractals 2020. [Google Scholar] [CrossRef]
- Wang, L.; Luo, R.; Zhang, W.; Jin, M.; Tang, S. Effects of fineness and content of phosphorus slag on cement hydration, permeability, pore structure and fractal dimension of concrete. Fractals 2020. [Google Scholar] [CrossRef]
- Saad, M.; Abo-El-Enein, S.A.; Hanna, G.B.; Kotkata, M.F. Effect of temperature on physical and mechanical properties of concrete containing silica fume. Cem. Concr. Compos. 1996, 26, 669–675. [Google Scholar] [CrossRef]
- Ahmadia, M.; Farzin, S.; Hassanib, A.; Motamedia, M. Mechanical properties of the concrete containing recycled fiber and aggregates. Constr. Build. Mater. 2017, 144, 392–398. [Google Scholar] [CrossRef]
- He, W.; Kong, X.; Fu, Y.; Zhou, C.; Zheng, Z. Experimental investigation on the mechanical properties and microstructure of hybrid fiber reinforced recycled aggregate concrete. Constr. Build. Mater. 2020, 261, 12048. [Google Scholar] [CrossRef]
- Yao, W.; Li, J.; Wu, K. Mechanical properties of hybrid fiber-reinforced concrete at low fiber volume fraction. Cem. Concr. Compos. 2003, 33, 27–30. [Google Scholar] [CrossRef]
- Xu, F.; Wang, S.; Li, T.; Liu, B.; Li, B.; Zhou, Y. Mechanical properties and pore structure of recycled aggregate concrete made with iron ore tailings and polypropylene fibers. J. Build. Eng. 2021, 33, 101572. [Google Scholar] [CrossRef]
- Zhang, S.P.; He, P.L.; Niu, L.L. Mechanical properties and permeability of fiber-reinforced concrete with recycled aggregate made from waste clay brick. J. Clean. Prod. 2020, 268, 121690. [Google Scholar] [CrossRef]
- Das, C.S.; Dey, T.; Dandapat, R.; Mukharjee, B.B.; Kumar, J. Performance evaluation of polypropylene fiber reinforced recycled aggregate concrete. Constr. Build. Mater. 2018, 189, 649–659. [Google Scholar] [CrossRef]
- Berredjem, L.; Arabi, N.; Molez, L. Mechanical and durability properties of concrete based on recycled coarse and fine aggregates produced from demolished concrete. Constr. Build. Mater. 2020, 246, 118421. [Google Scholar] [CrossRef]
- Poon, C.S.; Shui, Z.H.; Lam, L. Compressive behavior of fiber reinforced high-performance concrete subjected to elevated temperatures. Cem. Concr. Res. 2004, 34, 2215–2222. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, H.; Geng, Y.; Wang, Q.; Zhang, S. Prediction of the elastic modulus and the splitting tensile strength of concrete incorporating both fine and coarse recycled aggregate. Constr. Build. Mater. 2019, 215, 332–346. [Google Scholar] [CrossRef]
- Deb, P.S.; Nat, P.H.; Sarker, P.K. The effects of ground granulated blast-furnace slag blending with fly ash and activator content on the workability and strength properties of geopolymer concrete cured at ambient temperature. Mater. Design. 2014, 62, 32–39. [Google Scholar] [CrossRef]
- Çakır, Ö. Experiment alanalysis of properties of recycled coarse aggregate (RCA) concrete with mineral additives. Constr. Build. Mater. 2014, 68, 17–25. [Google Scholar] [CrossRef]
- Duan, Z.H.; Poon, C.S. Properties of recycled aggregate concrete made with recycled aggregates with different amounts of old adhered mortars. Mater. Design. 2014, 58, 19–29. [Google Scholar] [CrossRef]
- Ismail, S.; Kwan, W.H.; Ramli, M. Mechanical strength and durability properties of concrete containing treated recycled concrete aggregates under different curing conditions. Constr. Build. Mater. 2017, 155, 296–306. [Google Scholar] [CrossRef]
- Nepomuceno, M.C.S.; Isidoro, R.A.S.; Catarino, J.P.G. Mechanical performance evaluation of concrete made with recycled ceramic coarse aggregates from industrial brick waste. Constr. Build. Mater. 2018, 165, 284–294. [Google Scholar] [CrossRef]
- Yoo, D.; Yoon, Y.; Banthia, N. Flexural response of steel-fiber-reinforced concrete beams: Effects of strength, fiber content, and strain-rate. Cem. Concr. Compos. 2015, 64, 84–92. [Google Scholar] [CrossRef]
- Yoo, D.; Banthia, N.; Kang, S.; Yoon, Y. Effect of fiber orientation on the rate dependent flexural behavior of ultra-high-performance fiber-reinforced concrete. Compos. Struct. 2016, 157, 62–70. [Google Scholar] [CrossRef]
- Abdallah, S.; Rees, D.W.A.; Ghaffar, S.H.; Fan, M. Understanding the effects of hooked-end steel fibre geometry on the uniaxial tensile behaviour of self-compacting concrete. Constr. Build. Mater. 2018, 178, 484–494. [Google Scholar] [CrossRef]
- Kayali, O.; Haque, M.N.; Zhu, B. Some characteristics of high strength fiber reinforced lightweight aggregate concrete. Cem. Concr. Compos. 2003, 25, 207–213. [Google Scholar] [CrossRef]
- Hughes, B.P.; Fattuhi, N.I. Stress-strain curves for fiber reinforced concrete in compression. Cem. Concr. Res. 1977, 7, 173–184. [Google Scholar] [CrossRef]
- Cachim, P.B.; Figueiras, J.; Pereira, P.A. Fatigue behavior of fiber-reinforced in compression. Cem. Concr. Compos. 2002, 24, 211–217. [Google Scholar] [CrossRef]
- Ramesh, K.; Seshu, D.R.; Prabhakar, M. Constitutive behaviour of confined fiber reinforced concrete under axial compression. Cem. Concr. Compos. 2003, 25, 343–350. [Google Scholar] [CrossRef]
- GB50081-2002. Standard for Test Method of Mechanical Properties on Ordinary Concrete; National Standard of the People’s Republic of China: Beijing, China, 2003.
- Xie, J.H.; Guo, Y.C.; Liu, L.S.; Xie, Z.H. Compressive and flexural behaviors of a new steel-fiber-reinforced recycled aggregate concrete with crumb rubber. Constr. Build. Mater. 2015, 79, 263–272. [Google Scholar] [CrossRef]
- Sato, R.; Maruyama, I.; Sogabe, T.; Sogo, M. Flexural behavior of reinforced recycled concrete beams. J. Adv. Concr. Technol. 2007, 5, 43–61. [Google Scholar] [CrossRef]
- Wong, H.; Zobel, M.; Buenfeld, N.; Zimmerman, R. Influence of the interfacial transition zone and microcracking on the diffusivity, permeability and sorptivity of cement-based materials after drying. Mag. Concr. Res. 2009, 61, 571–589. [Google Scholar] [CrossRef]
- Guo, Y.C.; Zhang, J.H.; Chen, G.M.; Xie, Z.H. Compressive behavior of concrete structures incorporating recycled concrete aggregates, rubber crumb and reinforced with steel fiber, subjected to elevated temperatures. J. Clean. Prod. 2014, 72, 193–203. [Google Scholar] [CrossRef]
- Reddy, D.V.; Pawade, P.Y. Combine effect of silica fume and steel fiber on mechanical properties on standard grade of concrete and their interrelations. Int. J. Adv. Manuf. Tech. 2012, 94, 361–366. [Google Scholar]
- Chen, G.M.; He, Y.H.; Yang, H.; Chen, J.F.; Guo, Y. Compressive behavior of steel fiber reinforced recycled aggregate concrete after exposure to elevated temperatures. Constr. Build. Mater. 2014, 71, 1–15. [Google Scholar] [CrossRef]
- Mansour, H.B.; Dhouibi, L.; Idrissi, H. Effect of phosphate-based inhibitor on prestressingtendons corrosion in simulated concrete pore solution contaminated by chlorideions. Constr. Build. Mater. 2018, 171, 250–260. [Google Scholar] [CrossRef]
- Jung, M.S.; Kim, K.B.; Lee, S.A.; Ann, K.Y. Risk of chloride-induced corrosion of steel in SF concrete exposed to a chloride-bearing environment. Constr. Build. Mater. 2018, 166, 413–422. [Google Scholar] [CrossRef]
- Zhu, P.; Hao, Y.; Liu, H.; Wei, D.; Liu, S.; Gu, L. Durability evaluation of three generations of 100% repeatedly recycled coarse aggregate concrete. Constr. Build. Mater. 2019, 210, 442–450. [Google Scholar] [CrossRef]
- Vieira, T.; Alves, A.; De Brito, J.; Correia, J.; Silva, R. Durability-related performance of concrete containing fine recycled aggregates from crushed bricks and sanitary ware. Mater. Des. 2016, 90, 767–776. [Google Scholar] [CrossRef]
- Medina, C.; De Rojas, M.I.S.; Thomas, C.; Polanco, J.A.; Frias, M.F. Durability of recycled concrete made with recycled ceramic sanitary ware aggregate. Inter-indicator relationships. Constr. Build. Mater. 2016, 105, 480–486. [Google Scholar] [CrossRef]
- Medina, C.; Rojas, M.F.; De Rojas, M.S.; Thomas, C.; Polanco, J.A.; De Rojas, M. Gas permeability in concrete containing recycled ceramic sanitary ware aggregate. Constr. Build. Mater. 2012, 37, 597–605. [Google Scholar] [CrossRef]
- Zhan, B.J.; Poon, C.S.; Shi, C.J. CO2 curing for improving the properties of concrete blocks containing recycled aggregates. Cem. Concr. Compos. 2013, 42, 1–8. [Google Scholar] [CrossRef]
- Pan, H.; Yang, Z.; Xu, F. Study on concrete structure’s durability considering the interaction of multi-factors. Constr. Build. Mater. 2016, 118, 256–261. [Google Scholar] [CrossRef]
- Wang, C.; Xiao, J.; Zhang, G.; Li, L. Interfacial properties of modeled recycled aggregate concrete modified by carbonation. Constr. Build. Mater. 2016, 105, 307–320. [Google Scholar] [CrossRef]
- Mehta, P.K.; Monteiro, P.J.P. Concrete Microstructure, Properties and Material; Mc Graw Hill: New York, NY, USA, 2006. [Google Scholar]
- Tuyan, M.; Aghabaglou, A.M.; Ramyar, K. Freeze-thaw resistance, mechanical and transport properties of self-consolidating concrete incorporating coarse recycled concrete aggregate. Mater. Design. 2014, 53, 983–991. [Google Scholar] [CrossRef]
- Richardson, A.; Coventry, K.; Bacon, J. Freeze/thaw durability of concrete with recycled demolition aggregate compared to virgin aggregate concrete. J. Clean. Prod. 2011, 19, 272–277. [Google Scholar] [CrossRef]
- Šeps, K.; Fládr, J.; Broukalová, I. Resistance of recycled aggregate concrete to freeze-thaw and deicing salts. Procedia Eng. 2016, 151, 329–336. [Google Scholar] [CrossRef]
- Kou, S.; Poon, C. Effect of the quality of parent concrete on the properties of high performance recycled aggregate concrete. Constr. Build. Mater. 2015, 77, 501–508. [Google Scholar] [CrossRef]
- Domingo-Cabo, A.; Lázaro, C.; López-Gayarre, F.; Serrano-López, M.; Serna, P.; Castaño-Tabares, J. Creep and shrinkage of recycled aggregate concrete. Constr. Build. Mater. 2009, 23, 2545–2553. [Google Scholar] [CrossRef]
- Corominas, A.G.; Etxeberria, M. Effects of using recycled concrete aggregates on the shrinkage of high performance concrete. Constr. Build. Mater. 2016, 115, 32–41. [Google Scholar] [CrossRef]
- MesbahU, H.A.; Bodin, F.B. Efficiency of polypropylene and metallic fibers on control of shrinkage and cracking of recycled aggregate mortars. Constr. Build. Mater. 1999, 13, 439–447. [Google Scholar] [CrossRef]
- Kaïkea, A.; Achoura, D.; Duplan, F.; Rizzuti, L. Effect of mineral admixtures and steel fiber volume contents on the behavior of high performance fiber reinforced concrete. Mater. Design. 2014, 63, 493–499. [Google Scholar] [CrossRef]
- Bywalski, C.; Kaminski, M.; Maszczak, M. Influence of steel fibers addition on mechanical and selected rheological properties of steel fiber high-strength reinforced concrete. Arch. Civ. Mech. Eng. 2015, 15, 742–750. [Google Scholar] [CrossRef]
- Kazmi, S.M.S.; Munir, M.J.; Wu, Y.-F.; Patnaikuni, I. Effect of macro-synthetic fibers on the fracture energy and mechanical behavior of recycled aggregate concrete. Constr. Build. Mater. 2018, 189, 857–868. [Google Scholar] [CrossRef]
- Gao, D.Y.; Zhang, L.J.; Nokken, M. Compressive behavior of steel fiber reinforced recycled coarse aggregate concrete designed with equivalent cubic compressive strength. Constr. Build. Mater. 2017, 141, 235–244. [Google Scholar] [CrossRef]



























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ref. | Item | Chemical Composition (Mass%) | Specific Gravity (g/cm3) | Specific Surface Area (cm2/g) | |||||
|---|---|---|---|---|---|---|---|---|---|
| SiO2 | Al2O3 | Fe2O3 | CaO | MgO | SO2 | ||||
| Kou and Poon et al. [37] | Cement | 21.0 | 5.9 | 3.4 | 64.7 | 0.9 | 2.6 | 3.15 | 3520 |
| FA | 56.79 | 28.21 | 5.31 | <3 | 5.21 | 0.68 | 2.31 | 3960 | |
| Rattanachu et al. [38] | RHA | 93.5 | 0.2 | 0.4 | 0.9 | 0.4 | 0.2 | - | - |
| Majhi et al. [39] | GGBFS | 38 | 17 | 3 | 29 | 29 | - | 2.82 | - |
| Nuaklong et al. [40] | Silica fume | 85–95 | 0.5–1.7 | 0.4–2 | - | 0.1–0.9 | - | 2.21 | 14,000 |
| Ref. | RA | FA (%) | w/b (Water to Binder) | Compressive Strength (MPa) | Splitting Tensile Strength (MPa) |
|---|---|---|---|---|---|
| Kou and Poon et al. [37] | 100% RCA | 0 | 0.55 | 52.2 | 4.41 |
| 100% RCA | 25 | 0.55 | 59.1 | 4.49 | |
| 100% RCA | 35 | 0.55 | 56.3 | 3.91 | |
| 100% RCA | 55 | 0.55 | 49.4 | 3.41 | |
| Ali et al. [42] | 100% RCA | 0 | 0.5 | 32.60 | 2.29 |
| 100% RCA | 20 | 0.5 | 31.31 | 2.49 | |
| Kim et al. [43] | 100% RCA | 0 | 0.35 | 33 | 2.6 |
| 100% RCA | 30 | 0.35 | 29 | 2.8 |
| Ref. | RA | RHA (%) | w/b | Compressive Strength (MPa) | Splitting Tensile Strength (MPa) |
|---|---|---|---|---|---|
| Padhi et al. [44] | 100% RCA | 0 | 0.45 | 32.47 | 2.2 |
| 100% RCA | 10 | 0.45 | 30.39 | 2.12 | |
| 100% RCA | 20 | 0.45 | 24.39 | 1.86 | |
| Rattanachu et al. [38] | 100% RA | 0 | 0.45 | 38.4 | - |
| 100% RA | 20 | 0.45 | 38.3 | - | |
| 100% RA | 35 | 0.45 | 34.4 | - | |
| 100% RA | 50 | 0.45 | 27.0 | - | |
| Tangchirpat et al. [45] | 100% RA | 0 | 0.48 | 36.02 | - |
| 100% RA | 20 | 0.48 | 38.5 | - | |
| 100% RA | 35 | 0.48 | 37.2 | - | |
| 100% RA | 50 | 0.48 | 33.9 | - | |
| Alnahhal et al. [46] | 100% RCA | 0 | 0.55 | 35.8 | - |
| 100% RCA | 10 | 0.55 | 38.9 | - | |
| 100% RCA | 20 | 0.55 | 37.0 | - | |
| 100% RCA | 30 | 0.55 | 33.3 | - |
| Ref. | RA | Silica Fume (%) | w/b | Compressive Strength (MPa) | Splitting Tensile Strength (MPa) |
|---|---|---|---|---|---|
| Corinaldesi et al. [47] | 100% RCA | 0 | 0.4 | 28.41 | - |
| 100% RCA | 15 | 0.4 | 42.62 | - | |
| Koua et al. [48] | 100% RCA | 0 | 0.5 | 48.96 | 3.14 |
| 100% RCA | 10 | 0.5 | 54.53 | 3.84 | |
| Çakır et al. [49] | 100% RCA | 0 | 0.5 | 48.6 | 3.4 |
| 100% RCA | 5 | 0.5 | 46.4 | 3.4 | |
| 100% RCA | 10 | 0.5 | 48.6 | 3.5 | |
| Pedro et al. [50] | 100% RA | 0 | 0.29 | 90.1 | 3.6 |
| 100% RA | 5 | 0.29 | 93.7 | 3.83 | |
| 100% RA | 10 | 0.29 | 97.3 | 3.87 |
| Ref. | RA | GGBS (%) | w/b | Compressive Strength (MPa) | Splitting Tensile Strength (MPa) |
|---|---|---|---|---|---|
| Majhi et al. [51] | 100% RCA | 0 | 0.5 | 30.59 | 2.80 |
| 100% RCA | 20 | 0.5 | 28.16 | 2.65 | |
| 100% RCA | 40 | 0.5 | 26.62 | 2.55 | |
| 100% RCA | 60 | 0.5 | 24.04 | 2.35 | |
| Majhi et al. [39] | 100% RCA | 0 | 0.57 | 24.00 | 3.08 |
| 100% RCA | 60 | 0.57 | 18.42 | 2.7 | |
| Majhi et al. [52] | 100% RCA | 0 | 0.58 | 39.04 | - |
| 100% RCA | 40 | 0.58 | 37.61 | - | |
| 100% RCA | 60 | 0.58 | 32.12 | - |
| Ref. | RC | MK | w/b | Compressive Strength (MPa) | Splitting Tensile Strength (MPa) |
|---|---|---|---|---|---|
| Muduli et al. [53] | 100% RCA | 0 | 0.43 | 32.75 | 2.64 |
| 100% RCA | 5 | 0.43 | 33.79 | 2.78 | |
| 100% RCA | 10 | 0.43 | 36.27 | 2.91 | |
| 100% RCA | 15 | 0.43 | 38.09 | 3.08 | |
| 100% RCA | 20 | 0.43 | 35.36 | 2.9 | |
| Xie et al. [54] | 100% RCA | 0 | 0.55 | 36.1 | - |
| 100% RCA | 3 | 0.55 | 42.9 | - | |
| 100% RCA | 5 | 0.55 | 44.8 | - | |
| 100% RCA | 7 | 0.55 | 45.9 | - | |
| Nuaklong et al. [40] | 100% RCA | 0 | - | 35.2 | 2.9 |
| 100% RCA | 10 | - | 45 | 4.1 | |
| 100% RCA | 20 | - | 50.6 | 4.4 | |
| 100% RCA | 30 | - | 58.6 | 5.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, P.; Yang, Y.; Wang, J.; Hu, S.; Jiao, M.; Ling, Y. Mechanical Properties and Durability of Polypropylene and Steel Fiber-Reinforced Recycled Aggregates Concrete (FRRAC): A Review. Sustainability 2020, 12, 9509. https://doi.org/10.3390/su12229509
Zhang P, Yang Y, Wang J, Hu S, Jiao M, Ling Y. Mechanical Properties and Durability of Polypropylene and Steel Fiber-Reinforced Recycled Aggregates Concrete (FRRAC): A Review. Sustainability. 2020; 12(22):9509. https://doi.org/10.3390/su12229509
Chicago/Turabian StyleZhang, Peng, Yonghui Yang, Juan Wang, Shaowei Hu, Meiju Jiao, and Yifeng Ling. 2020. "Mechanical Properties and Durability of Polypropylene and Steel Fiber-Reinforced Recycled Aggregates Concrete (FRRAC): A Review" Sustainability 12, no. 22: 9509. https://doi.org/10.3390/su12229509
APA StyleZhang, P., Yang, Y., Wang, J., Hu, S., Jiao, M., & Ling, Y. (2020). Mechanical Properties and Durability of Polypropylene and Steel Fiber-Reinforced Recycled Aggregates Concrete (FRRAC): A Review. Sustainability, 12(22), 9509. https://doi.org/10.3390/su12229509