1. Introduction
Photovoltaic (PV) solar panels have become amongst the world’s largest distributed renewable energy sources worldwide [
1]. This attributes to several facts, including the clean nature of this source of energy, simple configuration which supports modularity, availability in low cost due to mass production, and advanced technologies developed in the manufacturing process, easy installation, and minimal maintenance. Such features have made PV technology a safe investment environmentally, not only for governments, but also for the private sectors [
2].
The PV panels are made from different layers, starting from an anti-reflected coated glass layer, encapsulation material, solar cells matrix, another encapsulant layer, and a back-sheet. Unfortunately, this structure does not provide adequate protection to the solar cells encapsulated inside. i.e., cells are under high risk of developing microcracks (µcracks) during any stage of the project life cycle, starting from production, transportation, installation, to the maintenance stage [
3,
4].
Evaluating the effects of µcracks on the performance of PV panels is considered to be one of the vital processes to maintain projects’ efficiency and profit. Accordingly, this evaluation process should follow precise guidelines assessed by performing root cause analysis, while estimating the possible effects of µcracks in the long run. This will help the operators in replacing the panels without a significant loss to the project, as well as to the environment, due to recycling challenges after the end of panels’ lifetime [
5].
It is obvious that PV systems examine different weather conditions; as a result, efficiencies variate from site to another, and even from what is provided from the manufacturers. For instance, the accumulation of very small dust particles can reduce light transmission up to 11%, where the outdoor particles can be within the range of 1–50 microns. Other weather conditions like rain and snow can have greater effects on the PV panels’ performance [
6].
It is recommended to have a regular cleaning profile, to avoid energy loss from the soiling effect, for example every month or every two weeks (which is even better). That is due to the fact that the annual energy loss can reach 5.02% in modules with power range of 80 W, and 1.37% in 310 modules [
7].
Recently, because of the planned massive development in both the industrial and commercial sectors, energy demand in Jordan is expected to increase by at least 50% over the next 20 years. This anticipated growth makes the energy sector a significant contributor to the overall Jordan economy. Jordan have tailored new policies subjected to facilitate investment in renewable energy and motivate investments to achieve resilient and sustainable future power grid [
8].
Based on studies made by the Jordan Ministry of Energy and Mineral Resources, the overall installed capacity from renewable energy in Jordan is 1130 MW in 2018. This amount constitutes 11% of the total generation capacity. Renewable energy projects currently under construction expected to operate at the end of 2021 will have a total capacity of 1200 MW. This increases the renewable energy share to a total capacity of 2400 MW, which constitutes 20% of the total generation capacity, compared to only 1% in 2014 [
9].
1.1. Photovoltaic Types
Photovoltaics are being adopted as a significant renewable energy source globally. The hefty burden in PV projects is the capital cost, while the systems are expected to operate reliably with minimal operational costs for more than 25 years. PV solar modules consist mainly of solar cells and other supporting components encapsulated to each other. There are many types of PV solar cells used to assemble PV modules, which include mono-crystalline (MONO-SI), poly or multi-crystalline (P-Si), amorphous silicon (A-Si), and concentrated PV cell (CVP) [
10].
Solar cells classification depends on the semiconductor material that is used in the manufacturing process. All those types share the same principle of converting sun light to electricity, and the main difference is the efficiency of the conversion process. Basically, solar cells can be single or multiple layers or configurations, where different absorption abilities are applied. Furthermore, there are different technological generations; the first generation is crystalline silicon based, mono and poly crystalline silicon, while the second and third generations are thin film and different thin film technologies [
11].
The thickness of solar cells (poly or mono) varies from one supplier to another, and the cell efficiency varies from 26.7% for mono-crystalline to 22.3% for multi-crystalline silicon wafer-based technology. The highest efficiency recorded for thin-film technology is about 23.4% for copper indium gallium selenide (CIGS), and 21.0% for cadmium telluride (CdTe) solar cells. Material usage for silicon cells reduced significantly during the last 13 years, from around 16 g/Wp to about 4 g/Wp. This reduction is due to the increase in efficiency rates, using thinner wafers and wires, as well as larger ingots [
12].
In general, crystallin silicon is the most spread used type in PV industry, due to the deep knowledge developed around it. Modules efficiency is within the range of 12–16%, exceptions depend on several factors [
13].
1.2. Micro-Cracks
Some types of microcracks may grow according to their shape and location in the PV module. This growth might happen due to transportation, improper installation, handling, vibration, excessive load, environmental stresses, improper cleaning, and during the operation and maintenance stage. It is necessary to find the impact of each µcrack shape on the performance of the PV module, to optimize the power generation from the PV project and reduce the cost of operation and maintenance later.
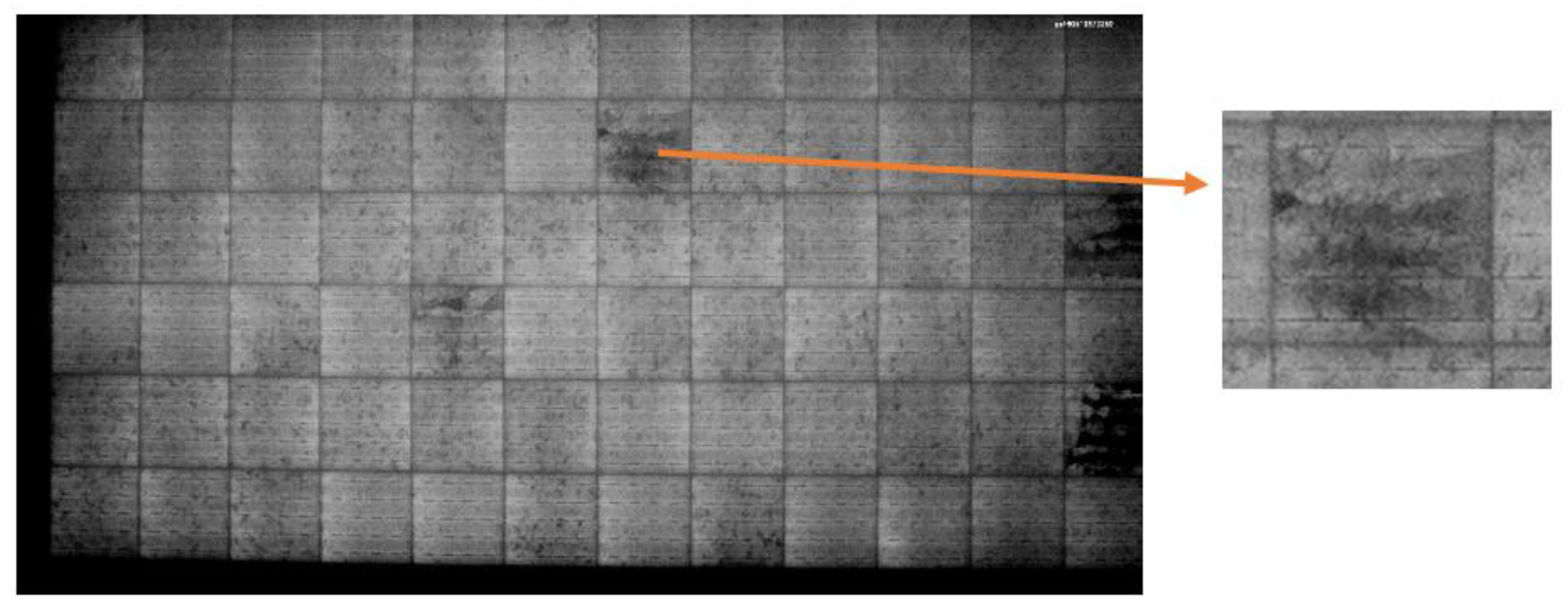
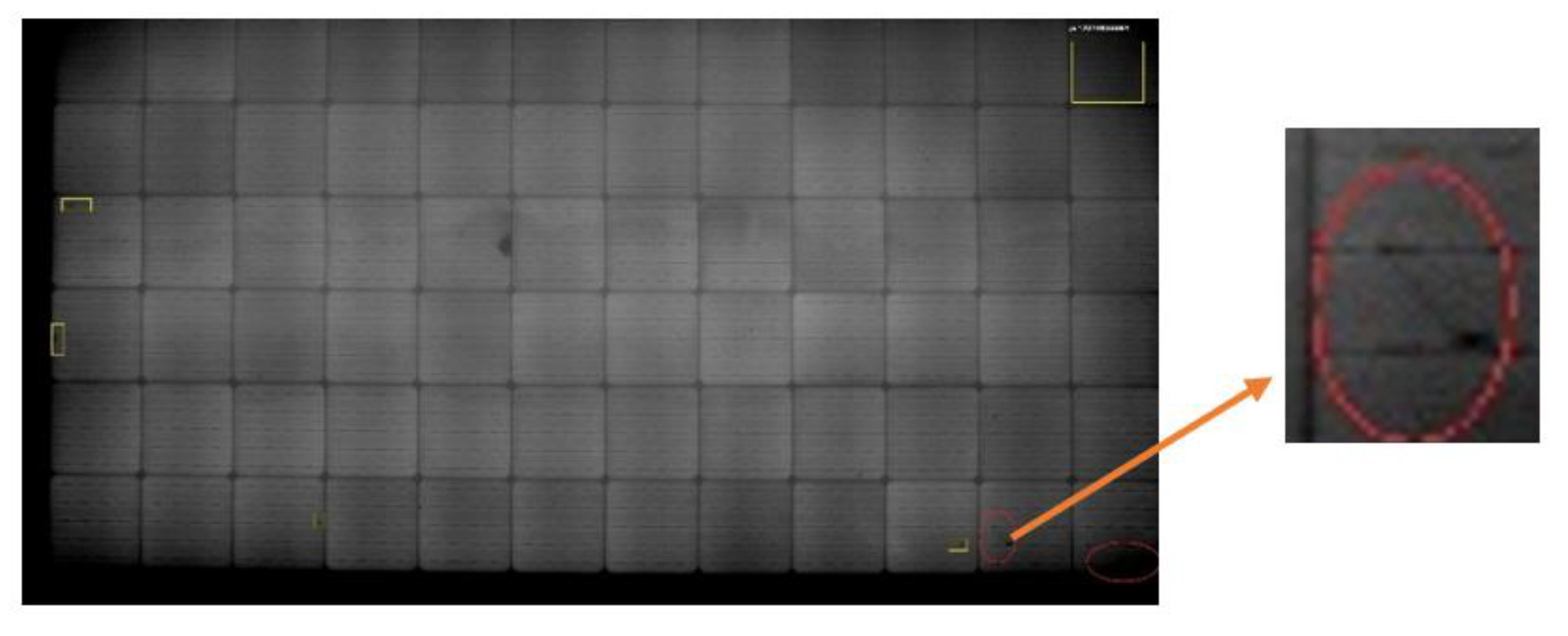
Cracks are described as a veritable problem that developed with PV panels throughout their lifetime. New panels can have µcrack but their influence is neglected; the problem appears when panels expose several conditions like weather conditions, tracking, cleaning, etc. The impact of those cracks depends on their orientation and the shape which is created by the cause type; see
Figure 1 [
14].
Figure 1 shows an example of µcracks that is classified as major, since the damage reaches 20% of the module. Moreover, µcracks can affect the power drop up to 3.2%, this percentage affects the overall produced power from economical and energy yield for large projects, taking into consideration that PV projects are long life projects [
15].
Interestingly, µcracks’ orientation plays an important role in power degradation, for instance, vertical µcracks are crucial, as well as dendritic ones and multiple orientations. Around 6% of modules can have cracks after transportation. Accordingly, it is a vital issue to evaluate the types and severity of µcracks, ahead of approving and installing solar modules into PV systems [
16].
Furthermore, µcracks play a fundamental role in preventing moisture from evaporating out of PV modules. Soldered cut lines are weaker than narrow cracks in preventing moisture from evaporating out of the modules. This clarifies why there are no snail trails which exist at the edges of the cells; there could be a chance for them to appear if the humidity is high enough inside ethylene-vinyl acetate (EVA) and Ag grid lines. Moreover, µcracks can be vertical, horizontal, dendritic, dark cells, impact µcracks, snail trails, and potential induced degradation (PID) dark cells on edges [
17].
Timothy J. Peshek et al. [
18] discussed solar cells cracking as one of four other factors that cause the degradation process; the concentration was on the cells scale. Furthermore, transportation induced impacts like vibration and sudden acceleration, after being manufactured were discussed. The simulation model developed shows that the maximum power output (P
max) can be reduced by up to 2.5% after transportation. Every cell can be affected, but since some parts in the cell are not connected, the registered power reduction is very minor. However, if the mechanical loading experienced a harmonic manner, power loss can reach up to 8%. In addition, other environmental factors like wind and snow showed the same results.
1.3. Litrature Review
A literature review carried out revealed that several studies discussed the analysis of µcracks, and the effect of environmental factors on µcracks developments. Furthermore, some µcracks detection methods were investigated.
1.3.1. Analysis of µcracks
Papargyri, Lamprini et al. [
19], discussed the origins and factors that affect the cell cracks. It has been shown that µcracks classifications, based on their characteristics, have been used to determine both the electrical and mechanical degradation of PV modules. Additionally, we analyzed PV modules’ cracks on the level of wafer, cell, and PV module, following experimental and numerical studies. It is concluded that the influence of cracks does not always necessarily lead to severe performance degradation; as a result, the impact of cracks on PV modules’ electrical characteristics is controversial.
M. Kontges et al. [
20] showed that the influence of µcrack became crucial on PV panels after artificial aging, while the instant effect of µcrack on the module output power is small. Authors discussed the necessity to quantify the risk of power loss in PV modules that have faulty cells in their lifetime. This process enables manufacturers to reject faulty modules with high risk to fail, and keep modules that have uncritical µcrack influence.
In [
21], authors demonstrated a statistical analysis approach, which uses the T-test and F-test for identifying whether the crack has significant impact on the total amount of power generated by the PV modules. Electroluminescence (EL) measurements were performed for scanning possible faults in the examined modules. Virtual instrumentation (VI) LabVIEW software was applied to simulate the theoretical I-V and P-V curves. The approach classified only 60% of cracks that significantly impacted the total amount of power generated by PV modules.
A research study presented by Dhimish, Mahmoud et al. [
22], where the impact of photovoltaic (PV) µcrack was evaluated, through analyzing 4000 polycrystalline silicon solar cells. Electron microscopy is used to facilitate cracks detection through the acquisition of both the Everhart–Thornley detector and the back scatted electron diffraction image. It was achieved that the size of µcrack is approximately from 50 µm to a maximum of 4 mm. Moreover, µcrack have been categorized into two main categories including the ones that existed in the solar cell rear contact. The main observations are that the output power loss ranged between 0.9% and 42.8% due to µcracks, an increase of power loss by 1.7% resulted from cracks in solar cell fingers (due to reducing finger width), and a radical correlation between PV hot spots and the presence of µcrack where the minimum increase in the cell temperature is found at 7.6 °C.
The crack separation width is a critical factor in power loss. For instance, if the crack width is 2 µm or less, then there is no impact on the grid-line resistance. On the other hand, if the crack width becomes 7 µm or more, the finger becomes completely separated. Cracking in PV modules occurs when emulating (in laboratory) loading sequences for different transportation scenarios, accordingly, different power loss percentages appear. Power loss can reach up to 8% when transportation or wind gusts are simulated at the resonance frequency of the modules. Furthermore, when cycling vibrational loading was applied with an additional environmental stressor, such as thermal cycling, approximately 1.5–2.5% power loss was observed [
18].
In [
23], authors discussed PV modules with cracks, and indicated that those modules suffer from a lower stability of the power output under artificial ageing. This is slightly because cracked cell areas can be disconnected (electrically) from the active cell area. A total of 667 cracked cells in 27 PV modules with 60 cells each were used in this study. Cracks that are parallel to the busbars constitute around 50% of the crack orientations in the experiments. This crack orientation has a significant probability of having a potentially separated cell area crack of 16 to 24%, and can be of high criticality. Additionally, 12 of these PV modules were subjected to 200 cycles of a humidity-freeze test; a significant part of 29% of the cracked cells showed an increased resistance across the cracks and 7% showed isolated cell areas.
1.3.2. The Effect of Environmental Factors on µcracks Development
Environmental factors affect the overall performance of PV solar panels during operation, as discussed by Manju Santhakumari et al. [
24] It is obvious that energy yield from the PV plant depends on the solar flux, quality of the related power-conditioning equipment incorporated in the system, panel specifications, location, and on the environmental parameters. Authors provided a comprehensive review of the effect of environmental factors on the various components of photovoltaic systems. It emphasized the environmental factors such as dust, ambient temperature, wind velocity, humidity, snowfall, hailstorms and sandstorms, which deteriorates the energy efficiency of solar plants and the various failure modes of the panels caused by these factors. Several recommendations were provided from authors to get a better improvement on PV panels’ performance like power conditioning setups, and preparing a database for the climate conditions.
Weather conditions are considered as important reasons for the electrical power yield degradation or variation compared to the standard conditions. An increasing concern regarding environmental conditions’ influence on PV panels is discussed through the literature, this fact is related to the large investment in solar PV panels. On the other hand, different solar panels’ technologies react differently against weather conditions and that appears on the degradation levels. In addition, the performance factor can be proportional to the initial cost of the power plant, and can be not. Furthermore, the selection of a PV panel can reduce the cost by up to 55% for a normal PV plant over 20 years of operation [
25].
Furthermore, µcrack in polycrystalline Silicon is a serious concern for the durability of photovoltaic (PV) modules, due to the resulting electrical power-loss. As Paggi, Marco et al. (2013) [
26] discussed in their study, a thermo-mechanical cohesive zone model was proposed, to predict the evolution of µcrack under the action of mechanical and thermal loads.
1.3.3. µcrack Detection Methods
Deitsch, Sergiu et al. [
27] discussed the automatic classification of defective photovoltaic module cells in electroluminescence images. EL imaging is described as a useful method for PV modules inspection. Since EL images have a high spatial resolution, it is possible to detect the finest defects on PV modules surface. On the other hand, and since the manual operation, EL analysis is described as expensive, time consuming, and requires a high level of knowledge of many different types of defects. Authors discussed two approaches for automatic detection of such defects in a single image of a PV cell, which makes the continuous, highly accurate monitoring of PV cells feasible.
Solar cells are known as the key part of the PV system, therefore, the quality inspection of solar cells guarantees the conversion efficiency and an acceptable lifetime of PV modules. However, the automatic process of cracks detecting in EL images is considered a challenging task, as presented by Chen, Haiyong et al. [
28]
Shuying Yang, et al. [
29], defined PV modules’ failures on fields as any visual (and cosmetic), mechanical, electrical (safety) insulation, and performance related defects/degradation. Based on the time of failure creation, failures can be classified as infant failures, midlife failures, and wear-out failures. Moreover, a summary of all possible failures is presented in the study, to provide guidelines for installers.
A method for detecting µcracks in solar cells using two dimensional matched filters was developed by Spataru, Sergiu et al. [
16] This method is derived from the EL intensity profile of typical µcracks. It showed a great potential for quantifying µcracks failure after manufacturing or module transportation, for determining modules quality criterion for cell cracking in PV modules.
Notably, µcracks detection of solar cells surface via combining short-term and long-term deep features is a new method proposed by Xiaoliang Qian et al. [
30] Authors discussed that the short term deep features and the long term deep features are learned from the input image itself through stacked denoising auto encoder (SDAE), and a large number of natural scene images that people often see through convolutional neural networks (CNNs), respectively. Evaluations describe that the performance of combining short and long terms deep features is better than doing any of them separately; moreover, the performance of the proposed method is better than superficial learning-based methods, and finally, the presented method can efficiently detect different kinds of µcracks.
Mahmoud Dhimish et al. [
31] presented a new technique for µcracks inspection in solar cells, by capturing the image of solar cells using the EL method, and then, use the proposed technique that consists of three stages to identify the µcracks size, location and its orientation. The developed technique has been validated using a full-scale PV module, and compared with up to date available PV µcrack detection methods.
A proposed method for quantifying the percentage of partially and totally disconnected solar cell cracks was performed, by analyzing EL images of the PV module that have been taken under high- and low-current forward bias. The method is based on analyzing module’s EL intensity distribution applied at modules and cell level. The proposed concept is applied on crystalline silicon PV module that experienced several conditions, like mechanical loading and humidity-freeze cycling, resulting in increasing cracks levels, as presented by Sergiu Spataru et al. [
32]
In this study, discussion and analysis of the most common and frequent shapes of µcracks that developed in PV power plants in different locations were performed. The aim is to find and quantify the effect on power loss and to determine the degree of severity on PV panels output. In this research, a detailed analysis that expands the knowledge of µcracks-induced effects is presented.
The investigation is applied on four shapes, and orientations of µcracks detected by high accuracy electroluminescence tester are measured by flasher afterwards, to determine the power after being cracked.
2. Materials and Methods
Modules are tested by analyzing the EL image to determine the µcracks, then the I -V curve is measured by AAA (the classification used to determine the accuracy of flasher machine, so when it is classified as AAA, then the accuracy of testing results is high) rated flasher machine, to find the drop in power performance, if any. The EL tester used is equipped with NIR Nikon Camera, with an HD lens that has a total resolution of ≥16.2 megapixels per camera; X3 cameras are available inside and image pixel 405 µm/pixel, with a testing cycle time of the 30 s/panel and an exposure time around 2–4 s. This tester is suitable for both monocrystalline silicon and polycrystalline silicon module technology.
The test procedure starts on this EL tester by loading the sample into a loading conveyor, then the module moves to the inside of EL tester equipment, and positioned in a way that the cameras detects all cells depending on the number of cells assembled in a panel, then, the test is done, as the camera moved and the image appears on screen, then the image is detected by an operator to find any µcracks or any other issue. Then the image is saved with its serial number of the module, to be further checked and investigated. After testing and saving the image, the module ejected to the offloading conveyor which is handled by operators and stacked on a pallet, then the same process repeated for all other samples.
The EL images and the electrical data refer to the solar panels categorized in two categories. The first category refers to solar panels that were selected randomly from the last stage of the production line (before installation on site), which were 27 samples, and the other category for the already installed projects on-site in 5 different places, which were 44 samples, 17 samples of which are presented and discussed in this manuscript. Additionally, the second one starts after installation and operation for a couple of months, where some problems appeared in power drop.
Different projects were analyzed in several locations, and in different timing, as historical data were used for some projects to cover wider range of PV technologies (3BB, 4BB and 5BB), see
Table 1. All samples are collected from projects in Jordan, where weather conditions do not vary considerably between the locations of sampling, due to the fact that all these locations are located on the same longitude and latitude.
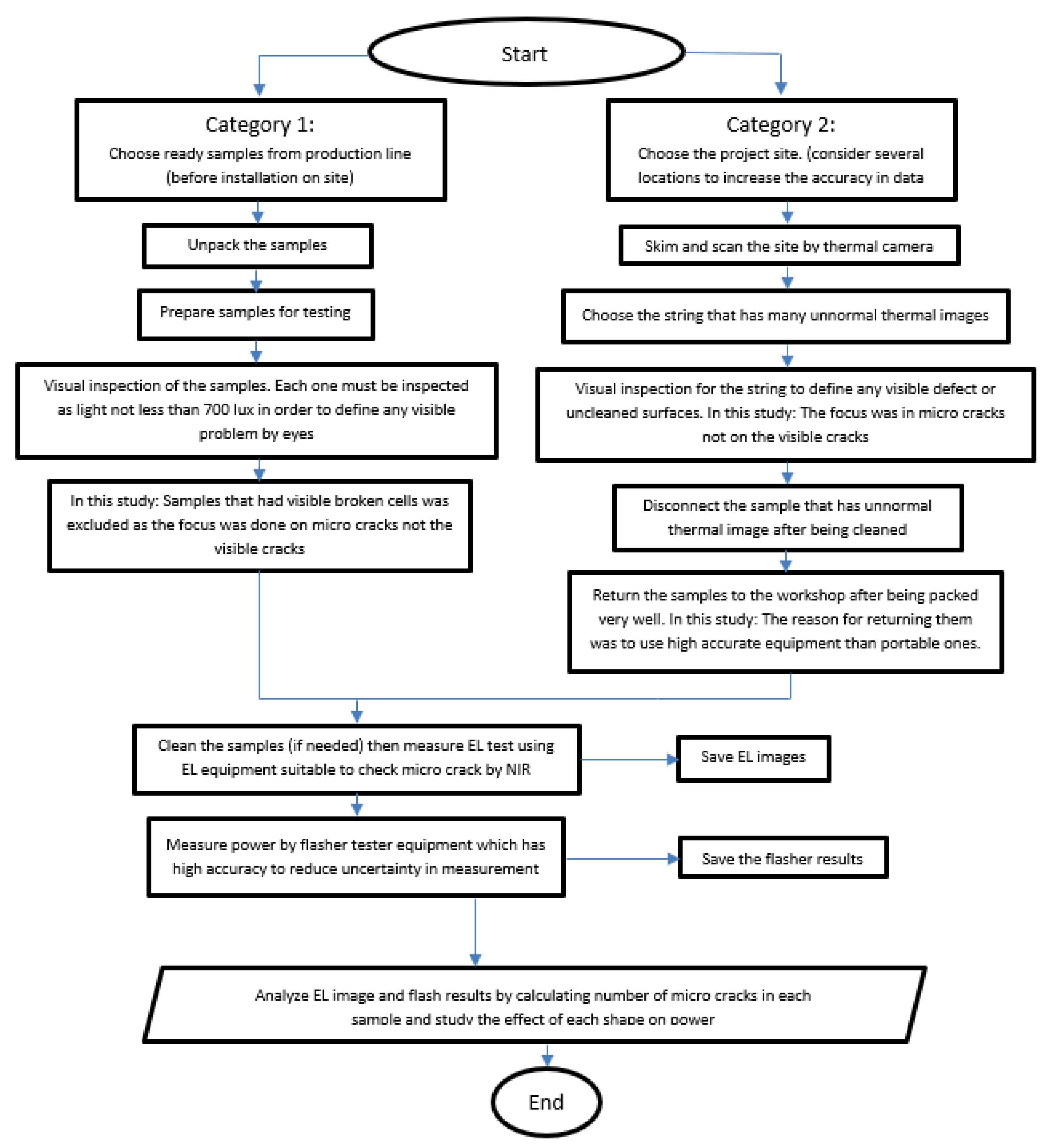
The work methodology was categorized into two categories, as shown in
Figure 2. Category 1 started by choosing ready samples from the factory (27 samples), then moving them from warehouse into workshop for testing purposes, by unpacking, preparing for testing, doing visual inspection to avoid any visible cracks found in any sample, and excluding them in order to focus only on µcracks that cannot be detected by naked eyes. Then, cleaning them by wiping the dust if any. The testing was done using an EL tester; a flash testing is carried out to measure the electrical parameters.
Category 2 was done by visiting different projects at different sites in Jordan. A thermal camera is utilized to scan through the installation, to identify the string that had abnormal thermal image, from which 44 samples were collected and returned (after being packed very well in wooden box), from different projects to the workshop for testing, following the same procedure presented for category 1.
The module is loaded into the EL machine that provides a darkness environment inside. Inspection of the photovoltaic module is performed by electroluminescence testing. One image of the whole module is taken step by step and cell by cell and the entire module is displayed as a matrix of individual cells. The assembled image of the entire module is stored, and can be used for documentation or display at a module any time.
For electroluminescence inspection, a constant DC current is applied to the module. This current can be set by software to a value between 1 and 12 A DC, according to the cells efficiency. The voltage limit may be set to a value between 1 and 60 V DC, and in the study the current was 8–9 A DC and the voltage was 45–55 V DC depending on the technology.
Panels are loaded into the inspection system with the sunny side down. The inside conveyors are part of the system; the alignment of panels and closing the gates is performed automatically, when feed in position tolerance of ±5 mm to the sides is observed. The in-line system is designed to safely process framed panels and contacting to the junction box is performed automatically, by a contacting device that connects cables of the junction box with connecting devices; then the test is done.
The flasher machine was used to test the power and other electrical specification at standard test conditions, where it is capable of producing an effective irradiance of 1000 W/m
2. The machine is rated as class AAA, and is equipped with Endeas software. The international standard IEC60904-09 is enforced concerning light spectrum, irradiance, non-uniformity, and short-term instability (STI), as shown in
Table 2 [
33]. The Xenon technology spectrum is continuous, from 300 nm up to 1200 nm, and the total cycle time used for testing in this study was 30 s. The measurements followed the IEC 61215-2 norms [
31], where the panel is loaded into class AAA flasher and a reference PV device is used as a reference panel of the same size with the same cell technology, to match spectral responsivity as per the IEC60904-2 norms. Then, the current-voltage characteristics of the panel are measured in accordance with the IEC60904-1 standard, at a specific set of irradiance and temperature conditions [
34].
Temperature of the panel is maintained at 25 ± 2 °C, then loading into loading conveyor, which moves automatically inside the chamber of the machine that is supplied with air conditioner to keep temperature inside at 25 ± 2 °C; the operator stands on the control unit press start button, the flash tube inside the chamber radiates 1000 W/m2, then I-V is issued and saved for further investigation then the panel ejected into offloading conveyor and testing continues the same for the subsequent samples.
The flasher machine before being used was calibrated by primary calibration module, which has same size of the samples and same cell technology; in order to match spectral responsivity, the non-uniformity was also measured by dividing the designated test area into 64 equally sized (by area) test positions, and the maximum uniformity detector size shall be the minimum of the designated test area divided by 64. The area covered by the detector measurements should be 100% of the designated test area and the measurement positions, distributed uniformly over the designated test area.
By the irradiance device, which is the sensor that is positioned in the test area, the irradiance determined in each test position is then calculated by the below equation.
The non-uniformity recorded 0.92% over the test area 200 × 100 cm2. Temporal instability of irradiance measured at short and long term instability by irradiance vs. time of a flash pulse and long term instability by change of irradiance during entire IV curve measurement. The measured value was 0.95%. The above results indicate that the flasher falls into AAA rate, which provides high accuracy IV curve measurements.
4. Conclusions and Summary
This manuscript presented and discussed a procedural methodology to test, evaluate and verify the impact of micro cracks on the performance of PV modules prior to installation phase, as well as testing operating samples from the field. Test results of both sampling methods revealed important performance parameters quantification and identification, in relation to the existence of micro cracks of different shapes and sizes. The direct impact of micro cracks on the power production capacity of PV modules is vital element in this study. Data were collected from different projects in Jordan, to describe the effect of each µcracks shape on power loss, aiming to give decision makers an indication to decide whether to replace the faulty panels or not, depending on their own conditions and projects sizes. It is found that the µcracks have impacted power loss differently and recorded power reduction of percentages of 0.82–3.21% for poly-crystalline technology. Variation in power degradation depends on the module situation; whether it is stocked in facility or operated on-site. In mono-crystalline technology’s case, the power losses varied between 0.55% and 0.9%, except that some samples from both technologies have other effects other than micro cracks, which affected power severely.
The samples tested before installation on-site recorded a power drop from 0.2–1.3% for poly-crystalline technology. While samples form installed modules on sites (3BB solar cells), we recorded a power drop of 0.82–3.21%. For the case of poly crystalline samples (5BB) that have a PID effect, the power drop was 0.8–2.1%.
Power drop in experimented mono crystalline modules was 2–9% for samples that have (4BB) mono PERC solar cells exposed to improper cleaning and extensive ML, whereas mono PERC (5BB) dropped from 0.2–0.9%.
This study points out the need for further studies to precisely figure out the relation between the number of the busbars that exist in the solar cell, shape, location and final performance of µcracks.
EL imaging helps to identify the dark areas and the PID effect besides µcracks. Therefore, the EL tester, a type of camera, and an experienced technician or engineer are necessary to perform the testing.
It is found that the snail trail that had appeared visually in some samples examined in this study did grow in the path of µcracks only. Therefore, the snail trail is a visual appearance that comes with µcrack. The point here is that, with all samples, the snail trail has no ability to grow nor increase with the time, as long as the source of µcracks is not there.

 ,
, 














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}