Sustainable Scheduling of an Automatic Pallet Changer System by Multi-Objective Evolutionary Algorithm with First Piece Inspection

Abstract
1. Introduction
- (1)
- A multi-phase scheduling of machining center with APC considering the risk combination of the first piece inspection (RCFPI) is presented. The mathematical model of the problem is established, and an APCEA method is proposed to solve this type of scheduling problem.
- (2)
- By referring to the idea of tabu search, a genetic operation that can effectively avoid non-robust gene is studied. Additionally, a biased roulette method is proposed, which can effectively increase the mutation probability of the RCFPI. The APCEA defines the RCFPI in advance through domain knowledge of APC scheduling and screens the non-robust gene in the genetic operation, thus improving the solution quality under the same number of fitness evaluations (NFE).
- (3)
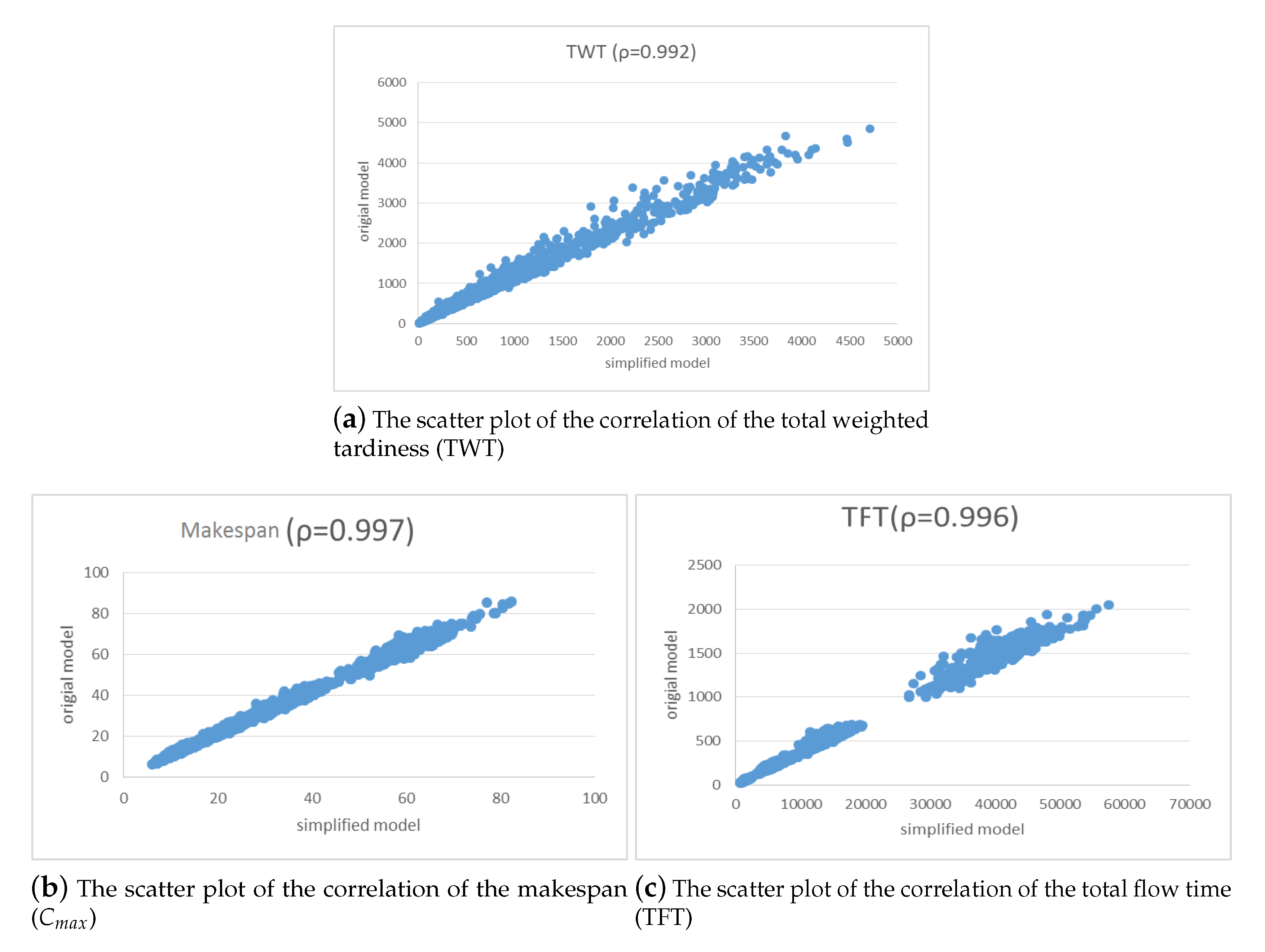
- Two kinds of APC scheduling model are proposed: the original simulation model and the simplified model. The experimental results show that the two models have a very high correlation, so the simplified model is in the evolutionary process to obtain the Pareto solution set. After the evolution has been completed, the original simulation model is used to evaluate the individual in the final Pareto set to make a good balance between the solving speed and the solution quality.The simplified model can be used as a surrogate model for evolutionary algorithm.
- (4)
- The proposed algorithm makes full use of the automatic pallet changer to reduce the downtime of the spindle of the machining center, reduce the energy consumption (EC) caused by idle and frequent off-on, maintain the stable running of the equipment and prolong the service life of the equipment, thus realizing a sustainable scheduling of APC system.
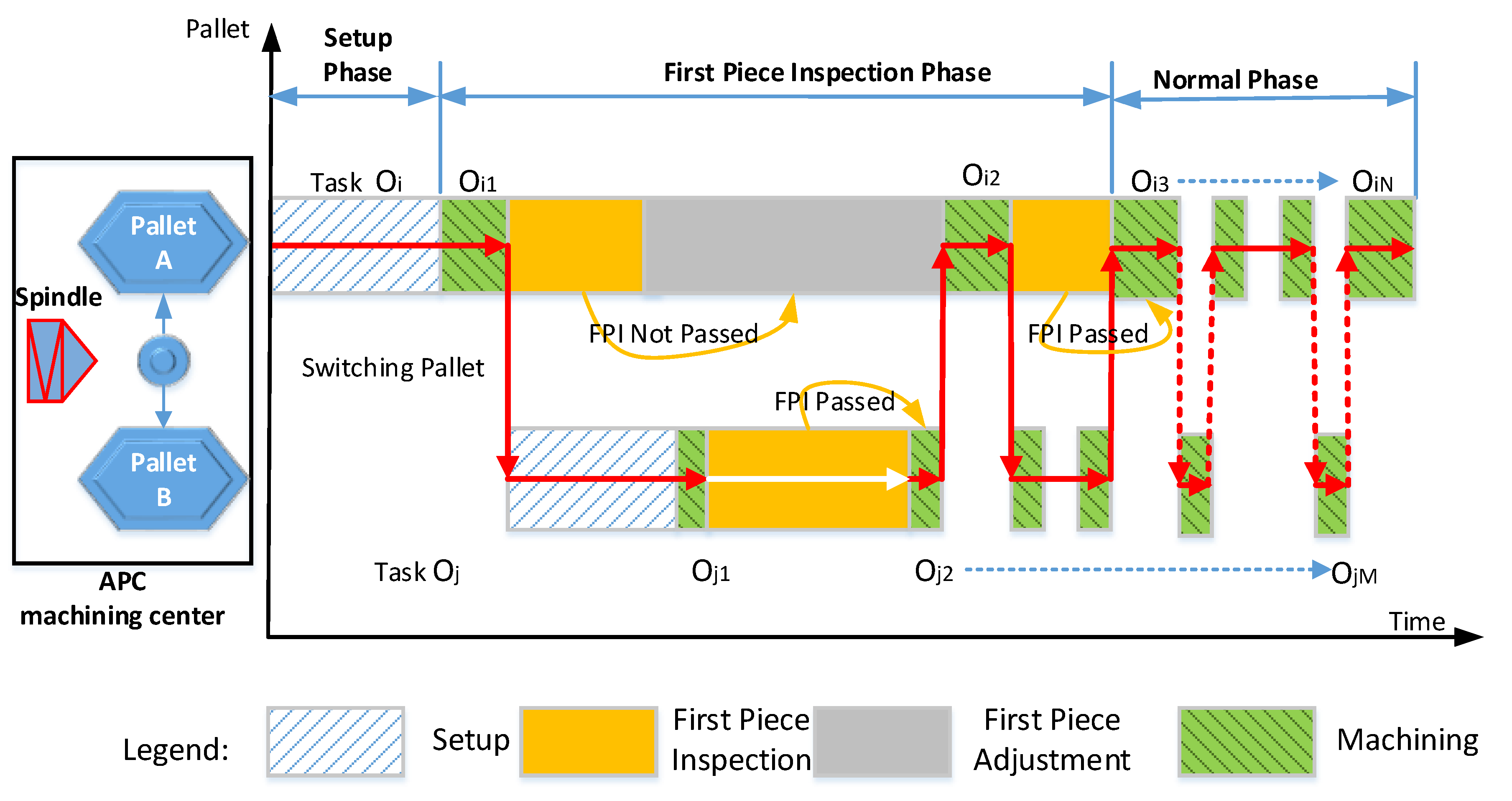
2. Problem Model
- (1)
- A machine spindle can only process one workpiece on one pallet at a time.
- (2)
- A task requires at least one first piece inspection, which is no longer required after passing it.
- (3)
- To reduce the cost of fixture adjustments, all pieces of a task should be assigned to only one pallet.
- (4)
- When the FPI is unpassed, no spindle assistance is required for adjustment.
- (5)
- The adjustment times are independent of each other and follow a uniform distribution.
- (6)
- This study does not consider the impact of random inspection and rework during the process.
- MIN
- S.t.
3. Algorithm Design
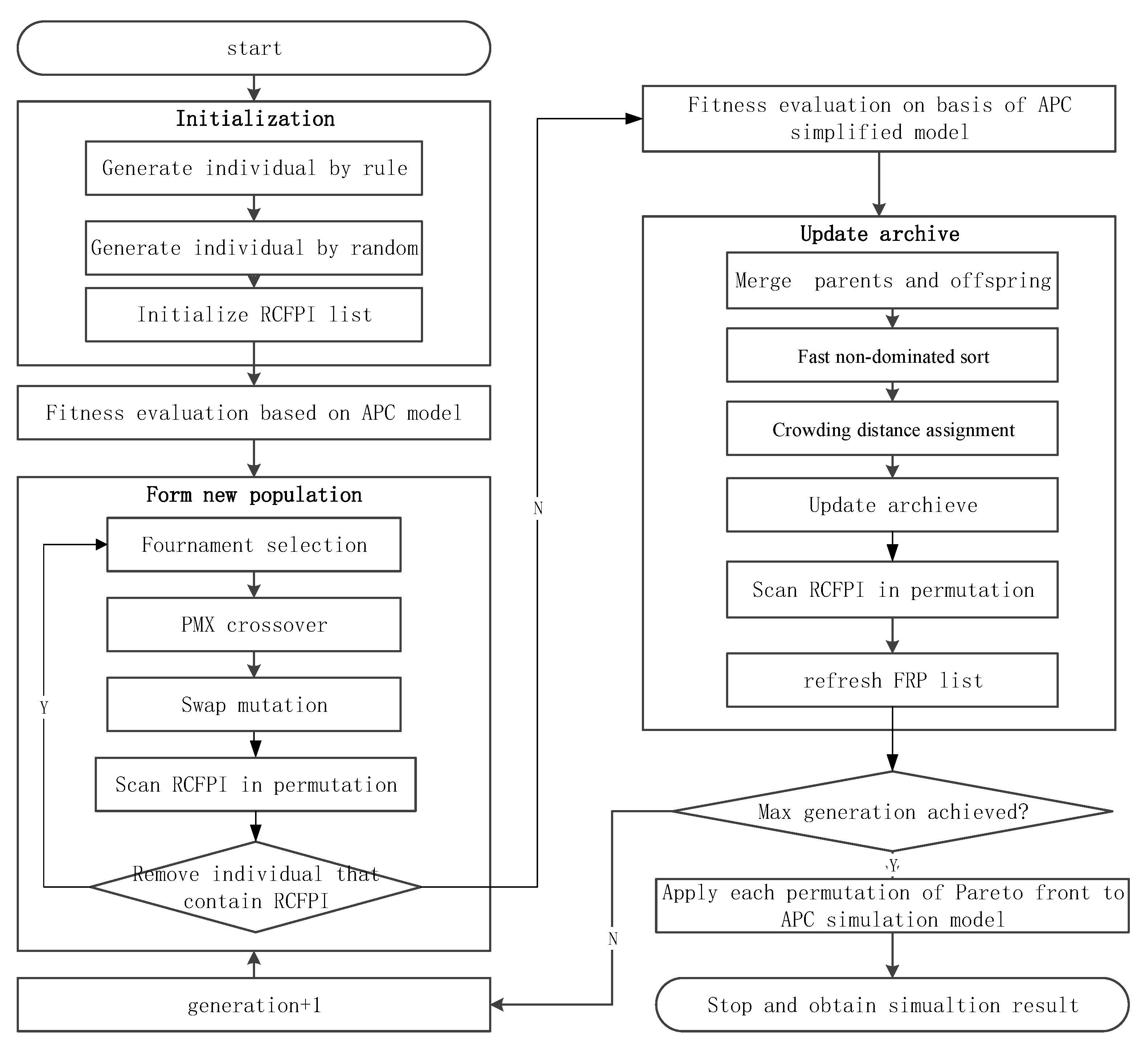
3.1. The Overall Design of the Proposed Algorithm
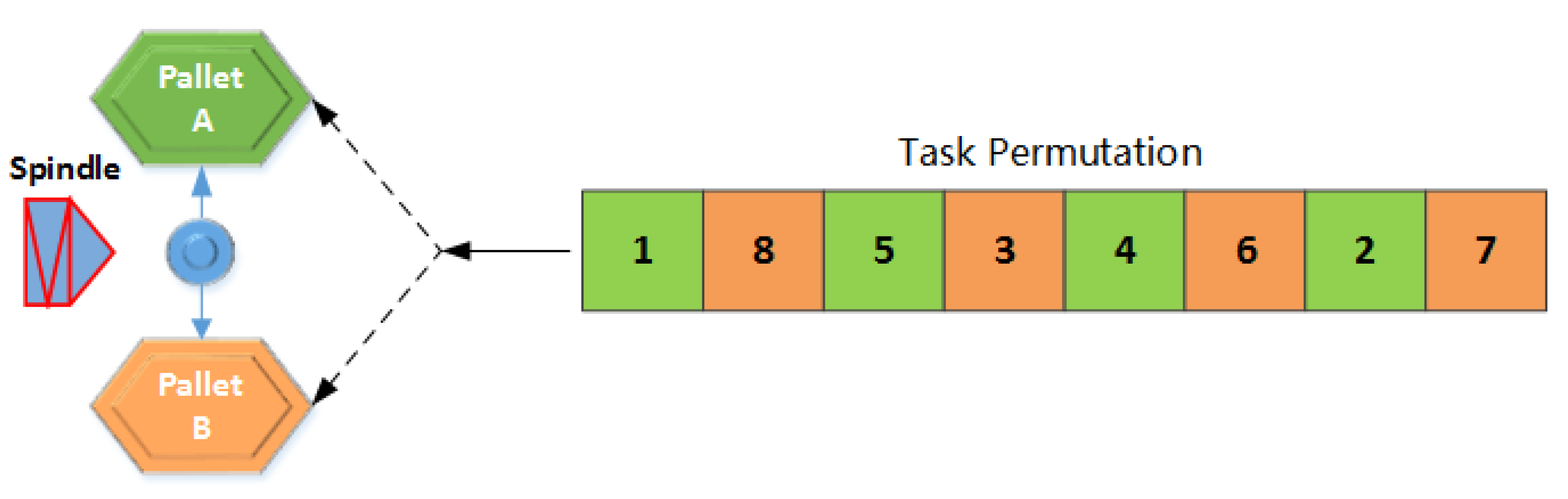
3.2. Encoding and Decoding
3.3. Initialization
3.4. Fitness Evaluation
3.4.1. The APC Simulation Evaluation Model
- (1)
- The remain task set O is initialized, and the task priority is set according to the gene coding sequence.
- (2)
- If there are no assigned task on all pallets, each task in O is assigned to pallets according to the priority order.
- (3)
- The tasks that have arrived in the pallet are selected at time t. If all tasks have arrived at pallets, the task which has the highest priority is selected.
- (4)
- If a task is in the SETUP phase, the current time is set to and then the task phase is set to FPI.
- (5)
- If a task is in the FPI phase, the inspection result is carried out by the pass rate of the first piece inspection. If a task passes the first piece inspection, the task is set to the NORMAL phase, and the ready time of the task is . Otherwise, the adjustment time fa of the unqualified task is randomly generated according to uniform distribution. The ready time of the task is .
- (6)
- If a task is in the NORMAL phase, the number of completed tasks is increase by 1. If the task is completed, task will be removed from the remain task set O. If O is empty, each scheduling target value needs to be calculated, and then the schedule process is exited; otherwise, the schedule process returns to 2.
- (7)
- repeat step 2–6 K times, then get the average of TWT, and TFT.
| Algorithm 1 The simulation process of APC scheduling |
| Input: Task List, Number of simulation runs K Output: , , 1: for do 2: initialize remain tasks collection O 3: let initial simulation clock t be 0 4: while do 5: if all pallets is free then 6: add tasks onto pallets order by list index 7: end if 8: select the first task on pallets ordered by release time and list index 9: 10: if the phase of is “SETUP” then 11: 12: set task to “FPI” phase 13: else if the phase of is “FPI” then 14: generate FPI result randomly 15: if FPI result is passed then 16: set task to “NORMAL” phase 17: set task ready at 18: else 19: the adjustment time of the first workpiece fa by random 20: set task ready at +fa 21: end if 22: else if the phase of is “NORMAL” then 23: 24: if is complete then 25: remove task from 26: end if 27: end if 28: end while 29: end for 30: return |
3.4.2. The Simplified APC Evaluation Model
- (1)
- Time of setup, . It contains the setup time and processing time of the first workpiece .
- (2)
- Time of first piece inspection, E(). The expectation time of the first piece inspection E() can be evaluated by Equation (19).
- (3)
- Time of first piece adjustment, E(). The single adjustment time of the unqualified first workpiece in this research follows the uniform distribution , so the average single adjust time value can be estimated as . The expectation time of the first piece adjustment E() can be evaluated by Equation (20).
- (4)
- Time of remaining pieces processing, . It can be evaluated by Equation (21).
| Algorithm 2 The simplified APC scheduling algorithm |
| Input: Task List Output: , , 1: initialize remain tasks collection O 2: initialize all tasks phase be “SETUP” 3: let initial simulation clock t be 0 4: while do 5: add task to pallet p order by list index 6: select first task on pallets ordered by release time and list index 7: 8: if the phase of is “SETUP” then 9: 10: set task to “NORMAL” phase 11: set task ready at 12: else if the phase of is “NORMAL” then 13: 14: if is complete then 15: remove task from 16: end if 17: end if 18: end while 19: return |
- (1)
- The remain task set O is initialized, and the task priority is set according to the gene coding sequence.
- (2)
- If there are no assigned task on all pallets, each task in O is assigned to pallets according to the priority order.
- (3)
- The tasks that have arrived in the pallet are selected at time t. If all tasks have arrived at pallets, the task which has the highest priority is selected.
- (4)
- If a task is in the SETUP phase, the current time of the task is set to . If at least one workpiece has passed the first piece inspection, the next phase of the task is set to NORMAL, and the expected arrival time of the next workpieces is
- (5)
- If a task is in the NORMAL phase, the number of completed tasks is increase by 1. If the task is completed, task will be removed from the remain task set O. If O is empty, each scheduling target value needs to be calculated, and then the schedule process is exited; otherwise, the schedule process returns to 2.
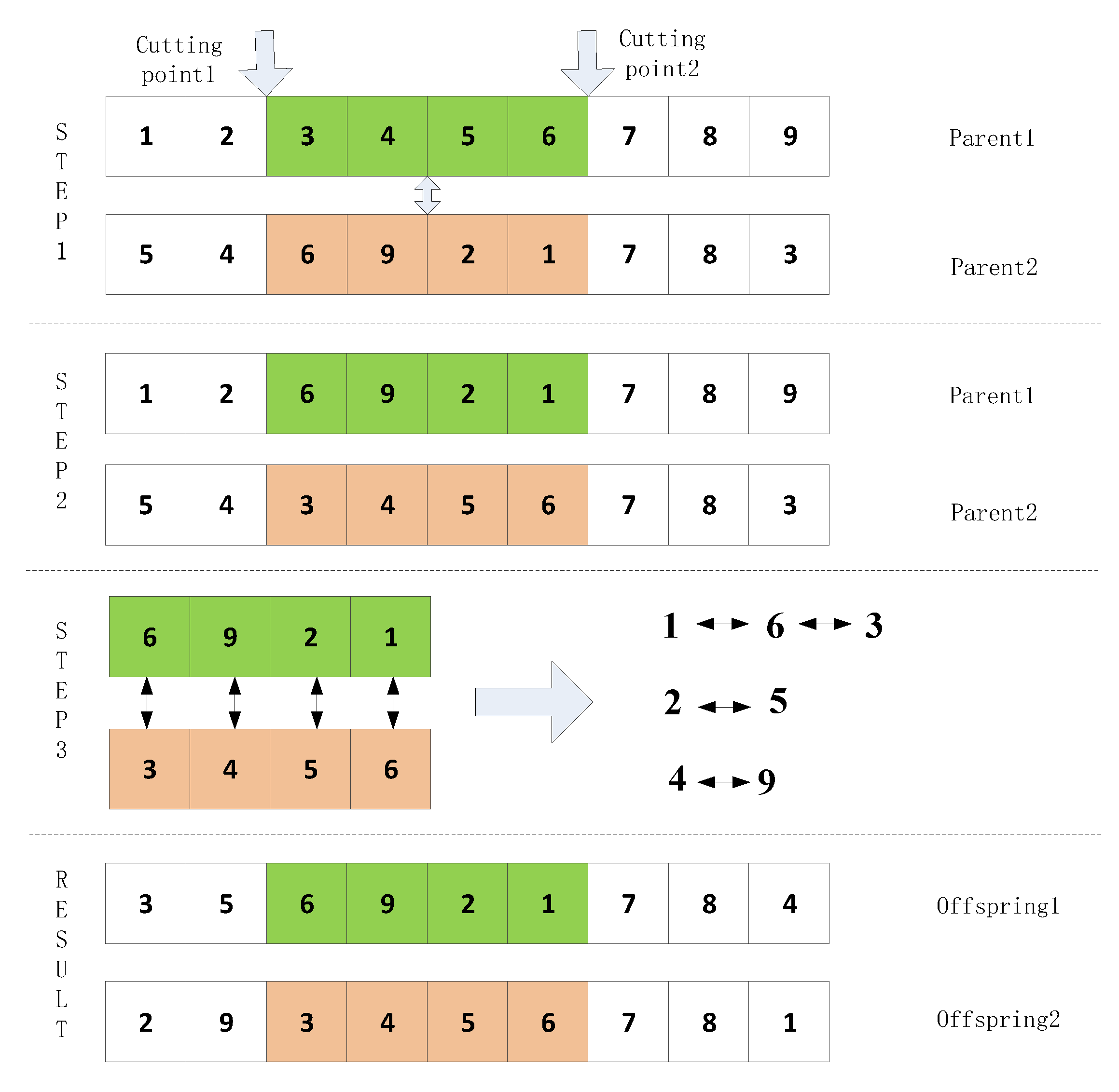
3.5. Crossover
- (1)
- Several genes at the same position in a pair of parent chromosomes are selected randomly.
- (2)
- The locations of these two gene sets are exchanged.
- (3)
- A mapping relationship on the basis of the two genes groups needs to be exchanged, and conflict detection is executed.
- (4)
- Finally, all conflicting genes are mapped to ensure that there is no conflict between the new pair of offspring genes.
3.6. Mutation
- (1)
- Select two adjacent tasks as a combination and calculate their RDFPI. Use the RDFPI as the selected probability of each position.
- (2)
- Calculate the cumulative probability of each position and store it in array Q.
- (3)
- A uniformly distributed pseudo-random number R is generated in the interval [0,1]: if R < Q [1], then the first node is at position 1. otherwise, the first node is at position k, so that Q [k−1] < R < Q [k].
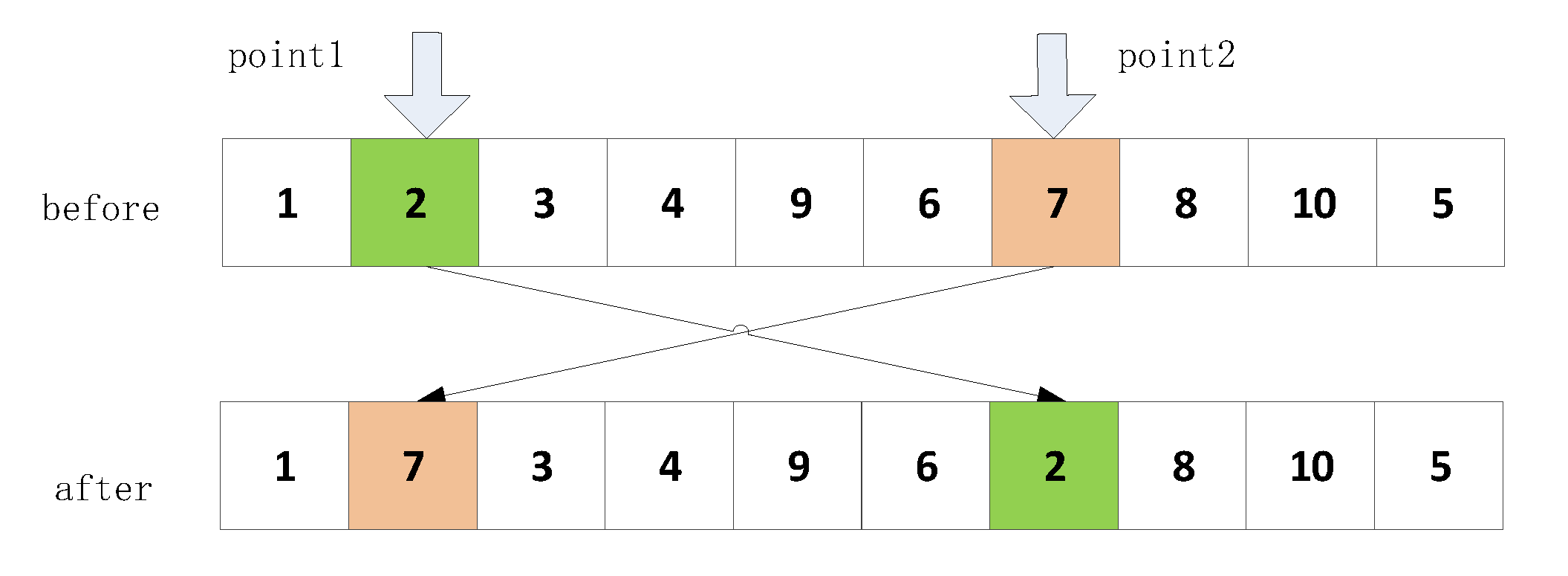
- (4)
- Randomly select another node as the second node.
- (5)
- Swap the values of the first node and the second node.
3.7. Update Archive
3.8. The Terminating Condition
- (1)
- The fitness of the best individual in the population has not improved for 20 consecutive generation populations.
- (2)
- The total number of evaluations reaches 10,000 times.
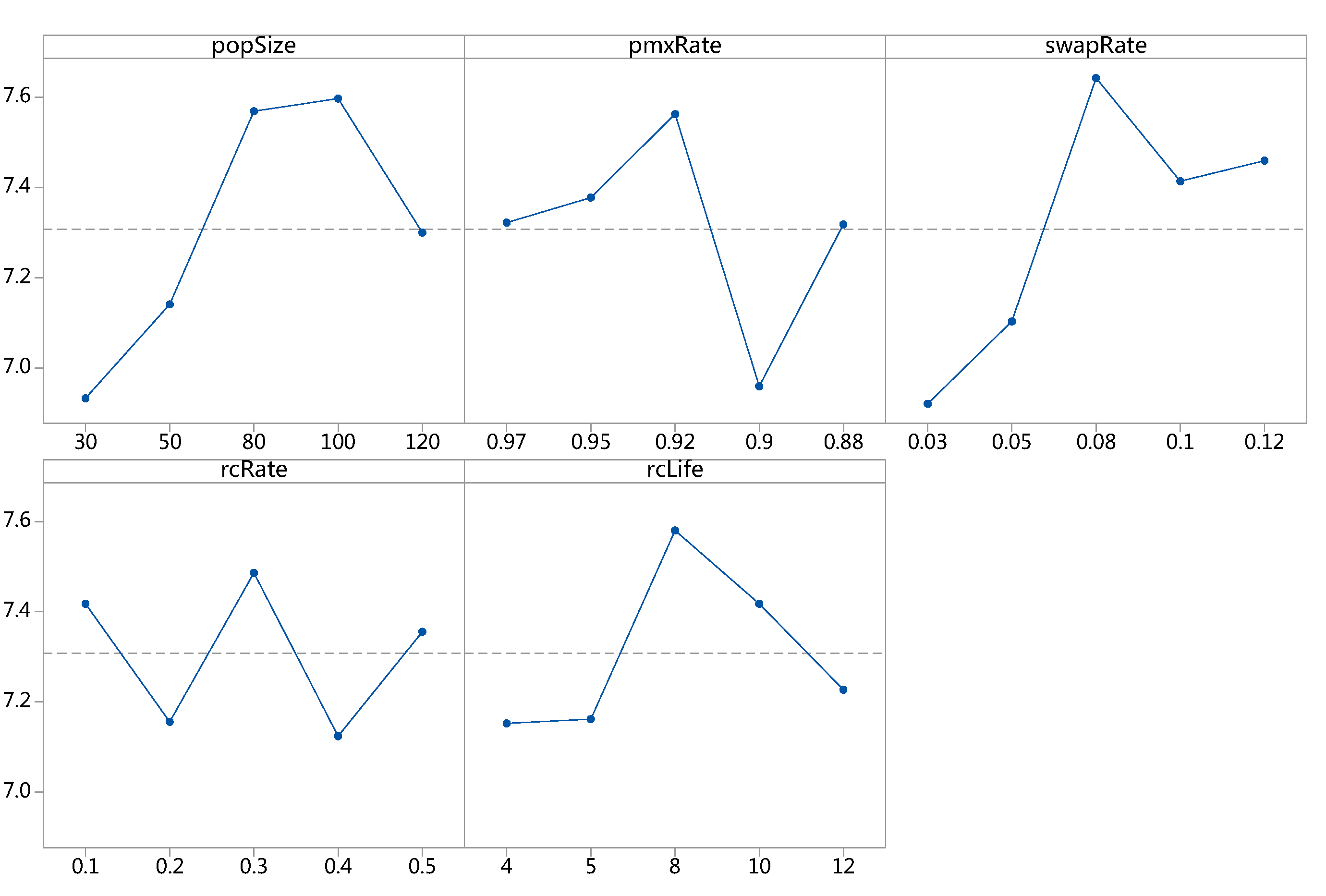
3.9. The Parameter Setting of APCEA
4. The Experiment Results
4.1. Design of Experiments
- (1)
- The number of tasks is n.
- (2)
- The due date tightness factor is . In this study, is estimated according to Equation (23)
- (3)
- The due date range factor is .
4.2. Comparison of APC Original and Simplified Models
4.3. MOEAs for Comparison
4.4. Performance Metrics
4.4.1. Hypervolume Ratio
4.4.2. Inverted Generational Distance
4.4.3. Spacing
4.5. Comparison Results Analysis
5. A Case Study
6. Conclusions
- (1)
- The APCEA defines the non-robust gene based on the RCFPI, and screens the non-robust gene in the genetic operation, thus improving the solution quality under the same computation times.
- (2)
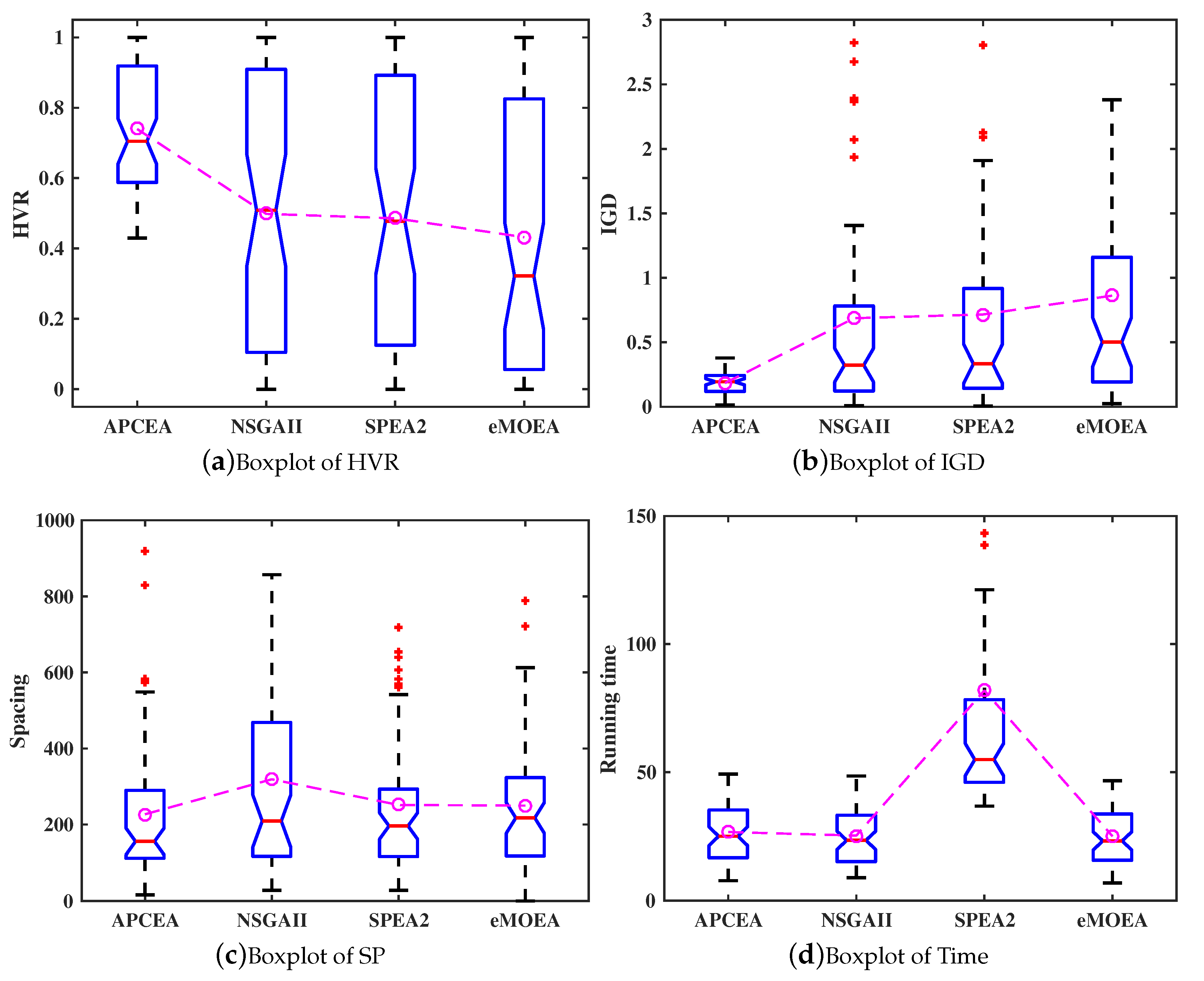
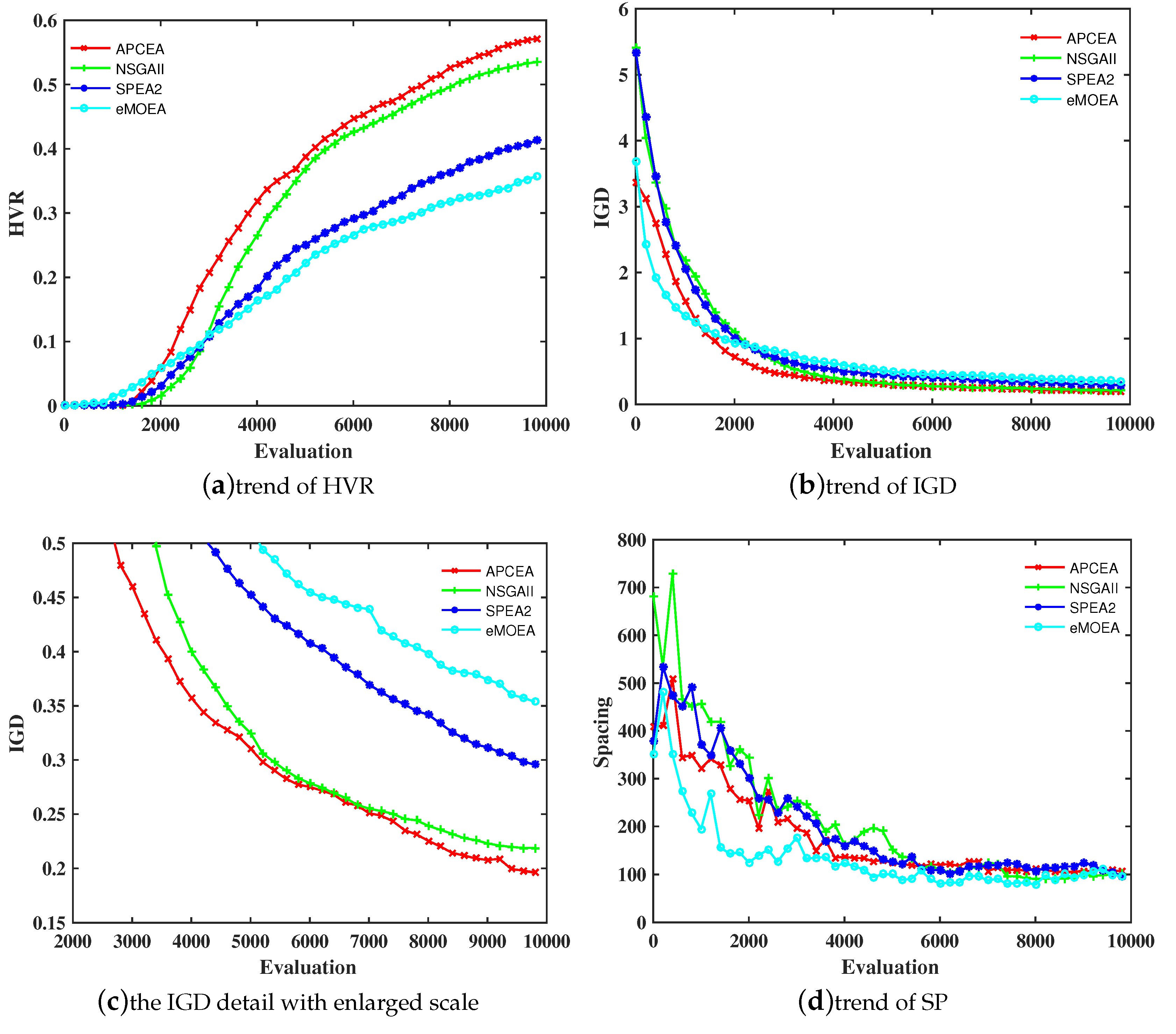
- The comparison results show that the proposed APCEA performs better than the other MOEAs (NSGA-II, SPEA2, -MOEA) under the same NFE. It is clear that the proposed APCEA method shows the fastest convergence speed and obtains the best performance in terms of HVR, IGD, and spacing indictors among the four algorithms.
- (3)
- Using the simplified model in the evolution process can greatly reduce the computational expense, because the simplified model has a high correlation with the original simulation model. After the evolution has been completed, the original model was used to evaluate the individuals in the final Pareto set to make a good balance between the solving speed and the solution quality. The proposed APCEA method was successfully integrated into the intelligent terminal of the MES, and the application value of the proposed method was demonstrated by a practical example.
Author Contributions
Funding
Conflicts of Interest
Abbreviation
| g | the index of pieces in a task |
| the index of scheduling tasks | |
| the index of pallets | |
| m | the number of pallets for APC machining center |
| n | the number of scheduling tasks |
| the pass rate of the first piece inspection of the jth task | |
| the gth first piece inspection result of task | |
| the jth task | |
| the quantity of the jth task | |
| the weighted tardiness of the jth task | |
| the total processing time of the jth task | |
| the completion time of the jth task | |
| the completion time of the gth piece of task | |
| the due date of the jth task | |
| the first piece inspection time of the jth task | |
| the gth first piece adjustment time of task | |
| the single piece processing time of the jth task | |
| the release time of the jth task | |
| the setup time of the jth task |
References
- Giret, A.; Trentesaux, D.; Prabhu, V. Sustainability in manufacturing operations scheduling: A state of the art review. J. Manuf. Syst. 2015, 37, 126–140. [Google Scholar] [CrossRef]
- Kleindorfer, P.R.; Singhal, K.; Wassenhove, L.N.V. Sustainable Operations Management. J. Prod. Oper. Manag. 2005, 14, 482–492. [Google Scholar] [CrossRef]
- Mouzon, G.; Yildirim, M.B.; Twomey, J. Operational methods for minimization of energy consumption of manufacturing equipment. Int. J. Prod. Res. 2007, 45, 4247–4271. [Google Scholar] [CrossRef]
- Lee, H.C.; Ha, C. Sustainable Integrated Process Planning and Scheduling Optimization Using a Genetic Algorithm with an Integrated Chromosome Representation. Sustainability 2019, 11, 502. [Google Scholar] [CrossRef]
- Zhang, R. Sustainable scheduling of cloth production processes by multi-objective genetic algorithm with Tabu-enhanced local search. Sustainability 2017, 9, 1754. [Google Scholar] [CrossRef]
- Vieira, G.E.; Herrmann, J.W.; Lin, E. Rescheduling manufacturing systems: A framework of strategies, policies, and methods. J. Sched. 2003, 6, 39–62. [Google Scholar] [CrossRef]
- Ouelhadj, D.; Petrovic, S. A survey of dynamic scheduling in manufacturing systems. J. Sched. 2009, 14, 417. [Google Scholar] [CrossRef]
- Alcaide, D.; Rodriguez-Gonzalez, A.; Sicilia, J. A heuristic approach to minimize expected makespan in open shops subject to stochastic processing times and failures. Int. J. Flex. Manuf. Syst. 2005, 17, 201–226. [Google Scholar] [CrossRef]
- Alcaide, D.; Rodriguez-Gonzalez, A.; Sicilia, J. An approach to solve the minimum expected makespan flow-shop problem subject to breakdowns. Eur. J. Oper. Res. 2002, 140, 384–398. [Google Scholar] [CrossRef]
- Goren, S.; Sabuncuoglu, I. Robustness and stability measures for scheduling: Single-machine environment. IIE Trans. 2008, 40, 66–83. [Google Scholar] [CrossRef]
- Siedlak, D.J.; Pinon, O.J.; Robertson, B.E.; Mavris, D.N. Robust simulation-based scheduling methodology to reduce the impact of manual installation tasks on low-volume aerospace production flows. J. Manuf. Syst. 2018, 46, 193–207. [Google Scholar] [CrossRef]
- Sortrakul, N.; Nachtmann, H.L.; Cassady, C.R. Genetic algorithms for integrated preventive maintenance planning and production scheduling for a single machine. Comput. Ind. 2005, 56, 161–168. [Google Scholar] [CrossRef]
- Zhang, J.; Yang, J.; Zhou, Y. Robust scheduling for multi-objective flexible job-shop problems with flexible workdays. Eng. Optim. 2016, 48, 1973–1989. [Google Scholar] [CrossRef]
- Jin, Y.; Jiang, Z.; Hou, W. Multi-objective integrated optimization research on preventive maintenance planning and production scheduling for a single machine. Int. J. Adv. Manuf. Technol. 2008, 39, 954–964. [Google Scholar]
- Coello, C.A.C.; Lamont, G.B.; Van Veldhuizen, D.A. Evolutionary Algorithms for Solving Multi-Objective Problems, 2nd ed.; Springer: New York, NY, USA, 2007; pp. 131–276. [Google Scholar]
- Zhou, Y.; Yang, J.; Zheng, L. Hyper-heuristic coevolution of machine assignment and job sequencing rules for multi-objective dynamic flexible job shop scheduling. IEEE Access 2019, 7, 68–88. [Google Scholar] [CrossRef]
- Liao, Q. Study of SVM-based Intelligent Dispatcher for Parallel Machines Scheduling with Sequence-dependent Setup Times. In Proceedings of the 2018 6th IEEE International Conference on Mechanical, Automotive and Materials Engineering (CMAME), Hong Kong, China, 10–12 August 2018; pp. 46–50. [Google Scholar]
- Gen, M.; Lin, L. Multiobjective evolutionary algorithm for manufacturing scheduling problems: State-of-the-art survey. J. Intell. Manuf. 2014, 25, 849–866. [Google Scholar] [CrossRef]
- Lin, L.; Gen, M. Hybrid evolutionary optimisation with learning for production scheduling: State-of-the-art survey on algorithms and applications. Int. J. Prod. Res. 2014, 25, 849–866. [Google Scholar] [CrossRef]
- Fang, P.; Jiang, Y.; Zhong, R.Y. Real-time monitoring of workshop status based on internet of things. In Proceedings of the 2018 48th IEEE International Conference on Computers and Industrial Engineering (CIE 48), Auckland, New Zealand, 2–5 December 2018. [Google Scholar]
- Godinho Filho, M.; Barco, C.F.; Neto, R.F.T. Using Genetic Algorithms to solve scheduling problems on flexible manufacturing systems (FMS): A literature survey, classification and analysis. Flex. Serv. Manuf. J. 2014, 26, 408–431. [Google Scholar] [CrossRef]
- Diabat, A.; Al-Araidah, O.; Alsyouf, I.; Duh, C. A heuristic approach to scheduling jobs in machining centres equipped with automated pallet changers. Int. J. Adv. Oper. Manag. 2011, 3, 326–336. [Google Scholar] [CrossRef]
- Zhou, Y.; Yang, J.J.; Zheng, L.Y. Multi-agent based hyper-heuristics for multi-objective flexible job shop scheduling: A case study in an aero-engine blade manufacturing plant. IEEE Access 2019, 7, 21147–21176. [Google Scholar] [CrossRef]
- Pinedo, M.L. Scheduling: Theory, Algorithms, and Systems, 5th ed.; Springer: New York, NY, USA, 2016; pp. 13–25. [Google Scholar]
- Graham, R.L.; Lawler, E.L.; Lenstra, J.K.; Rinnooy Kan, A.H.G. Optimization and approximation in deterministic sequencing and scheduling: A survey. Ann. Oper. Res. 1979, 5, 287–326. [Google Scholar]
- Deb, K.; Amrit, P.; Sameer, A.; Meyarivan, T.A.M.T. A fast and elitist multiobjective genetic algorithm: NSGA-II. IEEE Trans. Evol. Comput. 2002, 6, 182–197. [Google Scholar] [CrossRef]
- Panwalkar, S.S.; Iskander, W. A survey of scheduling rules. Oper. Res. 1977, 25, 45–61. [Google Scholar] [CrossRef]
- Lee, Y.H.; Bhaskaran, K.; Pinedo, M. A heuristic to minimize the total weighted tardiness with sequence-dependent setups. IIE Trans. 1997, 29, 45–52. [Google Scholar] [CrossRef]
- Hadka, D.; Reed, P. Diagnostic assessment of search controls and failure modes in many-objective evolutionary optimization. Evol. Comput. 2012, 20, 423–452. [Google Scholar] [CrossRef]
- Zitzler, E.; Laumanns, M.; Thiele, L. SPEA2: Improving the Strength Pareto Evolutionary Algorithm for Multi-Objective Optimization; ETH: Zurich, Switzerland, 2001. [Google Scholar]
- Deb, K.; Mohan, M.; Mishra, S. A Fast Multi-Objective Evolutionary Algorithm for Finding Well-Spread Pareto-Optimal Solutions; KanGAL Report 2003002; KanGAL: Kanpur, India, 2003. [Google Scholar]
- Van Veldhuizen, D.A.; Lamont, G.B. Multi-objective evolutionary algorithm test suites. In Proceedings of the 1999 ACM Symposium on Applied Computing, San Antonio, TX, USA, 28 February–2 March 1999; pp. 351–357. [Google Scholar]
- Coello, C.A.C.; Cortés, N.C. Solving multi-objective optimization problems using an artificial immune system. Genet. Program. Evol. Mach. 2005, 6, 163–190. [Google Scholar] [CrossRef]
- Schott, J.R. Fault Tolerant Design Using Single and Multicriteria Genetic Algorithm Optimization. Master’s Thesis, Massachusetts Institute of Technology, Cambridge, MA, USA, 1995. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| SN | Rule Name | Rule Description |
|---|---|---|
| 1 | EDD | Earliest due date |
| 2 | FIFO | First Input First Output |
| 3 | SPT | Shortest processing time |
| 4 | LPT | Longest processing time |
| 5 | CR | Critical ratio |
| 6 | ATC | Apparent tardiness cost |
| Parameter | Factor Level | |||||
|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | ||
| 1 | popSize | 30 | 50 | 80 | 100 | 120 |
| 2 | pmxRate | 0.97 | 0.95 | 0.92 | 0.9 | 0.88 |
| 3 | swapRate | 0.03 | 0.05 | 0.08 | 0.1 | 0.12 |
| 4 | rcRate | 0.1 | 0.2 | 0.3 | 0.4 | 0.5 |
| 5 | rcLife | 4 | 5 | 8 | 10 | 12 |
| Task Count | Simplified Model | Original Model | ||
|---|---|---|---|---|
| 1 Thread | 10 Threads | 20 Threads | ||
| Time (s) | Time (s) | Time (s) | Time (s) | |
| 10 | 0.83 | 33.48 | 16.98 | 17.74 |
| 20 | 0.74 | 64.58 | 35.44 | 35.80 |
| 30 | 1.05 | 94.23 | 49.95 | 48.52 |
| 50 | 1.85 | 158.26 | 81.02 | 83.19 |
| Instance | APCEA | NSGA-II | SPEA2 | -MOEA | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| n × × R | HVR | IGD | SP | TIME | HVR | IGD | SP | TIME | HVR | IGD | SP | TIME | HVR | IGD | SP | TIME |
| 10 × 0.2 × 0.2 | 0.99 | 0.08 | 90.67 | 15.97 | 1.00 | 0.04 | 75.69 | 13.77 | 1.00 | 0.07 | 71.21 | 183.53 | 1.00 | 0.07 | 77.37 | 12.33 |
| 10 × 0.2 × 0.4 | 1.00 | 0.32 | 310.73 | 13.77 | 0.99 | 0.24 | 308.97 | 13.23 | 0.98 | 0.33 | 117.30 | 324.00 | 0.99 | 0.34 | 48.18 | 13.67 |
| 10 × 0.2 × 0.6 | 1.00 | 0.12 | 304.47 | 13.80 | 1.00 | 0.10 | 298.32 | 12.97 | 1.00 | 0.07 | 292.17 | 404.27 | 1.00 | 0.24 | 335.23 | 12.07 |
| 10 × 0.2 × 0.8 | 0.98 | 0.02 | 95.23 | 10.48 | 0.94 | 0.08 | 106.39 | 9.92 | 0.96 | 0.06 | 88.25 | 54.98 | 0.85 | 0.14 | 122.77 | 6.88 |
| 10 × 0.4 × 0.2 | 1.00 | 0.27 | 16.17 | 10.22 | 1.00 | 0.10 | 56.60 | 8.93 | 1.00 | 0.17 | 40.43 | 186.27 | 1.00 | 0.33 | 0.00 | 9.72 |
| 10 × 0.4 × 0.4 | 1.00 | 0.04 | 112.89 | 13.97 | 1.00 | 0.03 | 118.47 | 13.30 | 1.00 | 0.02 | 115.91 | 190.87 | 0.99 | 0.10 | 113.13 | 12.40 |
| 10 × 0.4 × 0.6 | 0.99 | 0.02 | 111.47 | 14.43 | 0.97 | 0.05 | 136.42 | 12.37 | 0.97 | 0.05 | 117.51 | 121.23 | 0.94 | 0.10 | 119.49 | 11.73 |
| 10 × 0.4 × 0.8 | 1.00 | 0.01 | 115.64 | 10.10 | 1.00 | 0.01 | 122.08 | 9.47 | 1.00 | 0.01 | 125.45 | 61.65 | 1.00 | 0.02 | 150.02 | 9.37 |
| 10 × 0.6 × 0.2 | 1.00 | 0.02 | 143.74 | 13.53 | 0.98 | 0.06 | 115.55 | 13.23 | 0.98 | 0.02 | 129.71 | 182.00 | 0.99 | 0.06 | 117.05 | 15.00 |
| 10 × 0.6 × 0.4 | 0.97 | 0.10 | 101.82 | 9.63 | 0.96 | 0.09 | 99.75 | 9.60 | 0.98 | 0.03 | 101.87 | 61.00 | 0.97 | 0.10 | 79.40 | 8.98 |
| 10 × 0.6 × 0.6 | 1.00 | 0.04 | 37.79 | 22.80 | 1.00 | 0.02 | 40.31 | 14.50 | 1.00 | 0.03 | 38.40 | 201.03 | 0.99 | 0.04 | 37.77 | 13.93 |
| 10 × 0.6 × 0.8 | 0.98 | 0.04 | 101.02 | 15.30 | 0.94 | 0.05 | 91.35 | 13.90 | 1.00 | 0.01 | 89.66 | 143.30 | 0.99 | 0.04 | 106.52 | 12.53 |
| 10 × 0.8 × 0.2 | 1.00 | 0.02 | 30.91 | 16.00 | 0.98 | 0.03 | 27.74 | 12.47 | 0.99 | 0.01 | 27.99 | 222.37 | 0.96 | 0.05 | 27.16 | 11.90 |
| 10 × 0.8 × 0.4 | 1.00 | 0.16 | 36.29 | 14.17 | 1.00 | 0.11 | 30.53 | 12.57 | 1.00 | 0.16 | 31.85 | 182.97 | 1.00 | 0.18 | 28.15 | 11.90 |
| 10 × 0.8 × 0.6 | 1.00 | 0.06 | 240.14 | 14.30 | 0.99 | 0.07 | 202.57 | 13.07 | 1.00 | 0.06 | 186.08 | 138.70 | 0.99 | 0.09 | 229.20 | 11.57 |
| 10 × 0.8 × 0.8 | 0.99 | 0.04 | 239.88 | 7.80 | 0.95 | 0.05 | 205.73 | 9.02 | 0.99 | 0.02 | 202.69 | 47.55 | 0.96 | 0.08 | 208.37 | 8.33 |
| 20 × 0.2 × 0.2 | 0.85 | 0.20 | 106.86 | 23.80 | 0.82 | 0.20 | 101.73 | 22.33 | 0.83 | 0.22 | 104.43 | 88.60 | 0.72 | 0.25 | 104.62 | 22.27 |
| 20 × 0.2 × 0.4 | 0.83 | 0.13 | 98.68 | 16.65 | 0.80 | 0.13 | 85.00 | 15.97 | 0.81 | 0.14 | 81.51 | 37.63 | 0.68 | 0.18 | 102.78 | 17.23 |
| 20 × 0.2 × 0.6 | 0.81 | 0.11 | 190.78 | 18.30 | 0.64 | 0.20 | 122.86 | 16.58 | 0.61 | 0.18 | 168.10 | 38.98 | 0.47 | 0.29 | 125.11 | 16.53 |
| 20 × 0.2 × 0.8 | 0.77 | 0.14 | 65.62 | 18.17 | 0.71 | 0.14 | 115.51 | 17.43 | 0.58 | 0.22 | 76.73 | 38.50 | 0.65 | 0.20 | 104.23 | 17.65 |
| 20 × 0.4 × 0.2 | 0.86 | 0.12 | 213.43 | 24.50 | 0.88 | 0.10 | 249.43 | 17.07 | 0.81 | 0.13 | 189.78 | 42.63 | 0.80 | 0.18 | 248.84 | 16.83 |
| 20 × 0.4 × 0.4 | 0.79 | 0.15 | 86.90 | 18.33 | 0.74 | 0.19 | 153.88 | 17.50 | 0.78 | 0.22 | 115.06 | 85.53 | 0.67 | 0.28 | 175.19 | 16.73 |
| 20 × 0.4 × 0.6 | 0.86 | 0.13 | 100.60 | 19.37 | 0.83 | 0.15 | 86.31 | 19.55 | 0.79 | 0.15 | 94.34 | 39.33 | 0.75 | 0.18 | 86.38 | 18.97 |
| 20 × 0.4 × 0.8 | 0.86 | 0.08 | 97.27 | 19.80 | 0.67 | 0.15 | 113.44 | 18.20 | 0.73 | 0.12 | 138.26 | 36.78 | 0.40 | 0.35 | 108.17 | 18.28 |
| 20 × 0.6 × 0.2 | 0.67 | 0.26 | 129.21 | 18.10 | 0.43 | 0.51 | 160.06 | 17.03 | 0.57 | 0.43 | 274.91 | 89.40 | 0.41 | 0.54 | 457.06 | 16.57 |
| 20 × 0.6 × 0.4 | 0.75 | 0.14 | 176.43 | 19.50 | 0.71 | 0.16 | 158.41 | 18.40 | 0.53 | 0.23 | 165.85 | 49.68 | 0.44 | 0.29 | 139.45 | 18.12 |
| 20 × 0.6 × 0.6 | 0.73 | 0.15 | 123.15 | 18.72 | 0.72 | 0.16 | 182.72 | 19.12 | 0.65 | 0.19 | 145.59 | 36.98 | 0.61 | 0.21 | 172.83 | 18.67 |
| 20 × 0.6 × 0.8 | 0.62 | 0.25 | 140.32 | 18.97 | 0.72 | 0.18 | 117.83 | 18.35 | 0.72 | 0.18 | 104.83 | 40.45 | 0.56 | 0.29 | 121.41 | 19.22 |
| 20 × 0.8 × 0.2 | 0.81 | 0.13 | 132.92 | 18.30 | 0.53 | 0.25 | 106.56 | 17.37 | 0.37 | 0.38 | 72.87 | 71.10 | 0.26 | 0.53 | 105.50 | 16.73 |
| 20 × 0.8 × 0.4 | 0.69 | 0.19 | 79.93 | 18.43 | 0.52 | 0.38 | 116.88 | 17.20 | 0.47 | 0.36 | 160.83 | 86.80 | 0.56 | 0.33 | 164.41 | 16.93 |
| 20 × 0.8 × 0.6 | 0.80 | 0.12 | 164.26 | 19.03 | 0.66 | 0.25 | 316.33 | 17.97 | 0.61 | 0.25 | 168.30 | 48.42 | 0.48 | 0.36 | 497.40 | 19.33 |
| 20 × 0.8 × 0.8 | 0.76 | 0.16 | 147.78 | 16.87 | 0.63 | 0.22 | 308.01 | 18.02 | 0.62 | 0.23 | 188.74 | 49.23 | 0.58 | 0.26 | 206.65 | 18.88 |
| 30 × 0.2 × 0.2 | 0.56 | 0.32 | 297.71 | 27.40 | 0.02 | 1.00 | 260.96 | 25.83 | 0.15 | 0.96 | 255.41 | 51.80 | 0.07 | 1.21 | 254.90 | 25.40 |
| 30 × 0.2 × 0.4 | 0.73 | 0.19 | 155.86 | 27.37 | 0.37 | 0.36 | 161.40 | 26.73 | 0.38 | 0.37 | 291.13 | 48.83 | 0.19 | 0.63 | 211.54 | 25.67 |
| 30 × 0.2 × 0.6 | 0.71 | 0.24 | 119.26 | 27.60 | 0.25 | 0.57 | 170.14 | 26.57 | 0.49 | 0.33 | 147.92 | 54.00 | 0.16 | 0.69 | 139.23 | 25.57 |
| 30 × 0.2 × 0.8 | 0.69 | 0.18 | 161.70 | 28.73 | 0.50 | 0.31 | 233.73 | 26.83 | 0.50 | 0.33 | 206.17 | 44.60 | 0.39 | 0.40 | 261.87 | 25.80 |
| 30 × 0.4 × 0.2 | 0.70 | 0.37 | 199.40 | 28.73 | 0.30 | 0.76 | 294.72 | 27.90 | 0.14 | 1.01 | 213.98 | 49.45 | 0.07 | 1.03 | 261.51 | 27.58 |
| 30 × 0.4 × 0.4 | 0.72 | 0.20 | 155.53 | 27.20 | 0.26 | 0.45 | 167.13 | 26.07 | 0.17 | 0.66 | 149.73 | 51.63 | 0.09 | 0.83 | 248.95 | 25.73 |
| 30 × 0.4 × 0.6 | 0.63 | 0.19 | 155.07 | 27.40 | 0.06 | 0.80 | 212.61 | 27.10 | 0.17 | 0.73 | 261.19 | 49.03 | 0.11 | 1.07 | 273.48 | 25.83 |
| 30 × 0.4 × 0.8 | 0.67 | 0.20 | 225.83 | 27.03 | 0.54 | 0.27 | 313.46 | 27.32 | 0.46 | 0.33 | 271.84 | 42.40 | 0.23 | 0.54 | 195.16 | 28.55 |
| 30 × 0.6 × 0.2 | 0.61 | 0.22 | 147.79 | 27.33 | 0.07 | 0.77 | 215.36 | 26.97 | 0.08 | 0.92 | 283.20 | 51.20 | 0.04 | 1.13 | 247.75 | 26.00 |
| 30 × 0.6 × 0.4 | 0.60 | 0.21 | 261.77 | 27.30 | 0.22 | 0.54 | 238.37 | 25.60 | 0.12 | 0.83 | 228.96 | 41.67 | 0.12 | 0.95 | 311.52 | 24.12 |
| 30 × 0.6 × 0.6 | 0.53 | 0.23 | 212.72 | 26.47 | 0.31 | 0.41 | 282.58 | 25.45 | 0.19 | 0.60 | 164.71 | 43.73 | 0.25 | 0.50 | 173.36 | 25.90 |
| 30 × 0.6 × 0.8 | 0.64 | 0.17 | 230.41 | 26.75 | 0.27 | 0.53 | 189.01 | 25.55 | 0.16 | 0.76 | 246.77 | 42.33 | 0.13 | 0.73 | 223.36 | 25.73 |
| 30 × 0.8 × 0.2 | 0.62 | 0.21 | 149.37 | 27.18 | 0.04 | 0.90 | 139.59 | 25.87 | 0.02 | 0.92 | 207.34 | 39.53 | 0.01 | 1.40 | 201.11 | 26.47 |
| 30 × 0.8 × 0.4 | 0.57 | 0.23 | 229.58 | 26.32 | 0.22 | 0.71 | 378.51 | 24.48 | 0.13 | 0.69 | 294.08 | 39.98 | 0.09 | 0.84 | 231.57 | 24.60 |
| 30 × 0.8 × 0.6 | 0.51 | 0.27 | 151.82 | 25.55 | 0.39 | 0.34 | 366.71 | 24.72 | 0.26 | 0.47 | 241.64 | 40.18 | 0.24 | 0.50 | 226.55 | 25.08 |
| 30 × 0.8 × 0.8 | 0.69 | 0.22 | 115.18 | 27.47 | 0.42 | 0.34 | 463.75 | 25.90 | 0.45 | 0.33 | 274.09 | 54.87 | 0.22 | 0.75 | 256.63 | 26.30 |
| 50 × 0.2 × 0.2 | 0.50 | 0.33 | 128.28 | 47.20 | 0.00 | 7.71 | 547.48 | 45.37 | 0.00 | 7.03 | 261.16 | 58.87 | 0.00 | 7.76 | 248.07 | 45.33 |
| 50 × 0.2 × 0.4 | 0.54 | 0.23 | 247.72 | 47.47 | 0.00 | 2.68 | 472.83 | 45.80 | 0.00 | 3.02 | 332.91 | 58.77 | 0.00 | 3.58 | 291.75 | 46.10 |
| 50 × 0.2 × 0.6 | 0.55 | 0.29 | 829.24 | 47.80 | 0.18 | 0.97 | 527.12 | 45.93 | 0.15 | 0.80 | 718.59 | 59.23 | 0.04 | 1.54 | 721.49 | 46.43 |
| 50 × 0.2 × 0.8 | 0.66 | 0.17 | 418.29 | 49.27 | 0.00 | 2.82 | 481.60 | 46.53 | 0.00 | 3.03 | 537.02 | 56.87 | 0.00 | 3.33 | 599.68 | 45.67 |
| 50 × 0.4 × 0.2 | 0.55 | 0.36 | 430.11 | 43.50 | 0.01 | 1.94 | 757.61 | 41.92 | 0.00 | 2.80 | 445.42 | 49.20 | 0.00 | 2.28 | 411.22 | 42.28 |
| 50 × 0.4 × 0.4 | 0.61 | 0.21 | 364.87 | 47.60 | 0.00 | 1.25 | 554.78 | 45.50 | 0.04 | 1.38 | 569.72 | 59.73 | 0.04 | 1.55 | 254.76 | 45.93 |
| 50 × 0.4 × 0.6 | 0.50 | 0.30 | 475.32 | 47.80 | 0.17 | 0.56 | 1081.15 | 45.83 | 0.25 | 0.48 | 519.66 | 58.27 | 0.19 | 0.64 | 407.47 | 46.40 |
| 50 × 0.4 × 0.8 | 0.64 | 0.21 | 573.80 | 45.65 | 0.02 | 1.07 | 1157.12 | 40.65 | 0.01 | 1.21 | 560.80 | 49.58 | 0.04 | 1.41 | 788.65 | 44.48 |
| 50 × 0.6 × 0.2 | 0.56 | 0.28 | 281.91 | 41.75 | 0.00 | 2.39 | 544.03 | 38.53 | 0.00 | 2.09 | 383.73 | 51.22 | 0.00 | 2.38 | 371.27 | 38.85 |
| 50 × 0.6 × 0.4 | 0.53 | 0.23 | 377.52 | 41.88 | 0.00 | 2.07 | 656.00 | 42.28 | 0.00 | 2.12 | 582.72 | 49.57 | 0.00 | 2.27 | 448.20 | 40.32 |
| 50 × 0.6 × 0.6 | 0.56 | 0.22 | 548.75 | 47.90 | 0.02 | 1.40 | 610.16 | 45.80 | 0.06 | 1.43 | 525.89 | 59.03 | 0.00 | 1.68 | 360.61 | 46.67 |
| 50 × 0.6 × 0.8 | 0.68 | 0.21 | 582.83 | 47.67 | 0.31 | 0.50 | 1163.51 | 45.73 | 0.31 | 0.54 | 653.87 | 60.00 | 0.24 | 0.55 | 428.07 | 46.17 |
| 50 × 0.8 × 0.2 | 0.58 | 0.27 | 384.76 | 47.57 | 0.01 | 0.97 | 801.55 | 46.00 | 0.04 | 0.91 | 606.72 | 61.07 | 0.00 | 1.23 | 598.38 | 45.90 |
| 50 × 0.8 × 0.4 | 0.46 | 0.35 | 435.23 | 47.47 | 0.14 | 0.64 | 857.02 | 45.93 | 0.02 | 1.03 | 639.67 | 59.47 | 0.03 | 1.19 | 514.84 | 45.87 |
| 50 × 0.8 × 0.6 | 0.43 | 0.34 | 419.73 | 47.73 | 0.00 | 2.37 | 850.12 | 48.17 | 0.00 | 1.91 | 450.08 | 59.20 | 0.00 | 2.15 | 486.53 | 45.43 |
| 50 × 0.8 × 0.8 | 0.43 | 0.38 | 918.85 | 48.23 | 0.07 | 1.06 | 732.63 | 48.50 | 0.03 | 1.04 | 541.56 | 60.37 | 0.00 | 1.69 | 612.48 | 44.23 |
| count | 54 | 48 | 28 | 5 | 7 | 7 | 9 | 9 | 15 | 3 | 0 | 14 | ||||
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liao, Q.; Yang, J.; Zhou, Y. Sustainable Scheduling of an Automatic Pallet Changer System by Multi-Objective Evolutionary Algorithm with First Piece Inspection. Sustainability 2019, 11, 1498. https://doi.org/10.3390/su11051498
Liao Q, Yang J, Zhou Y. Sustainable Scheduling of an Automatic Pallet Changer System by Multi-Objective Evolutionary Algorithm with First Piece Inspection. Sustainability. 2019; 11(5):1498. https://doi.org/10.3390/su11051498
Chicago/Turabian StyleLiao, Qingmiao, Jianjun Yang, and Yong Zhou. 2019. "Sustainable Scheduling of an Automatic Pallet Changer System by Multi-Objective Evolutionary Algorithm with First Piece Inspection" Sustainability 11, no. 5: 1498. https://doi.org/10.3390/su11051498
APA StyleLiao, Q., Yang, J., & Zhou, Y. (2019). Sustainable Scheduling of an Automatic Pallet Changer System by Multi-Objective Evolutionary Algorithm with First Piece Inspection. Sustainability, 11(5), 1498. https://doi.org/10.3390/su11051498