Product Segmentation and Sustainability in Customized Assembly with Respect to the Basic Elements of Industry 4.0


 ,
, 

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
- Implementation of unique information technology;
- Reliable modeling, monitoring, and simulation of manufacturing processes;
- Reliable detection of abnormalities;
- The sustainability of production;
- Fast reconfiguration depending on the external environment.
- Slowing down of the throughput of an assembly line;
- Increased rate of works in progress (WIP) [3];
- Poor problem planning and use of assembly capabilities;
- Decrease in labor productivity.
2. Literature Survey
3. Problem Definition
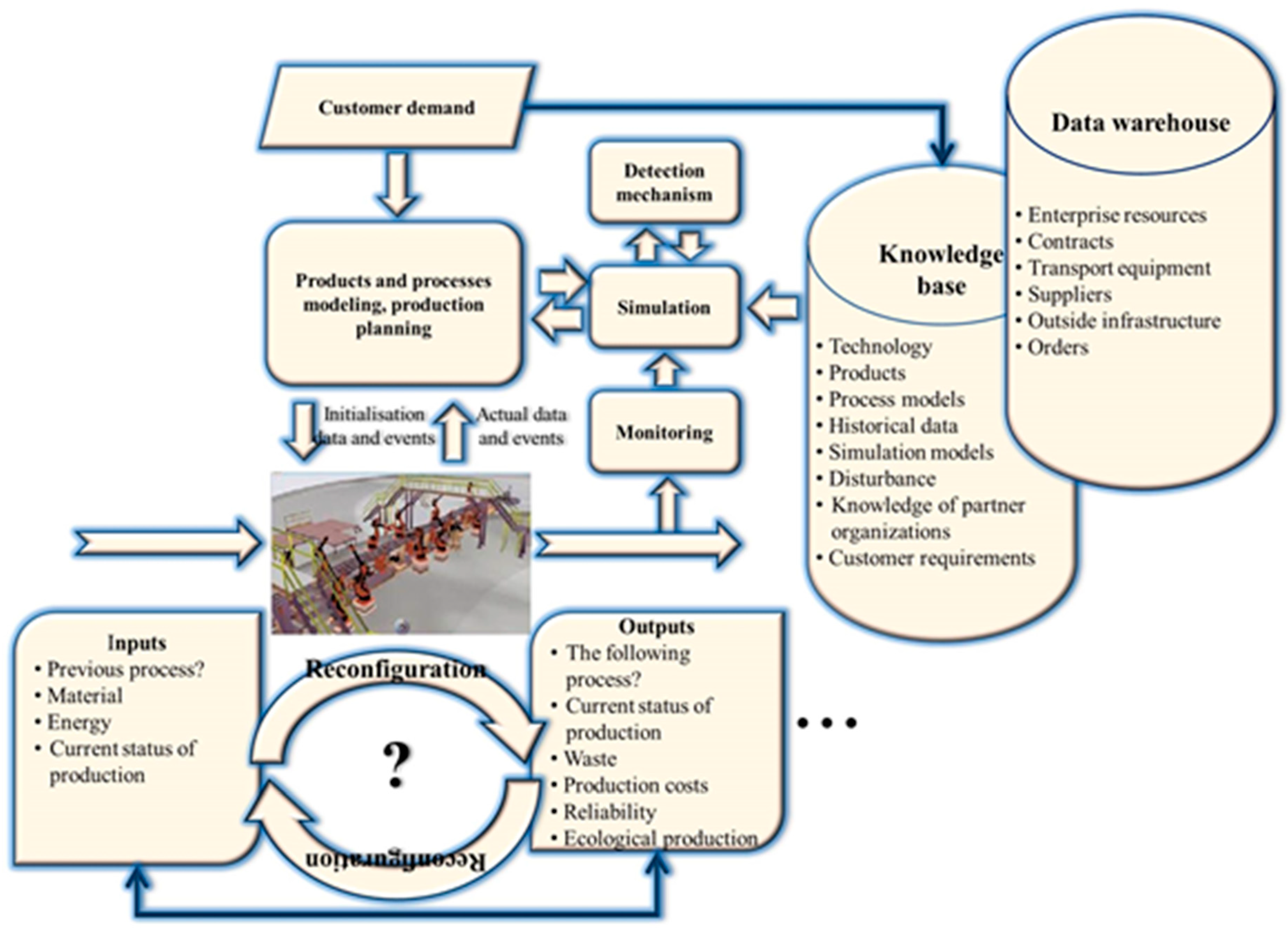
- ensure the transfer of data and information and then start to allocate the resources to activities can be performed;
- initiate the activities;
- coordinate the cooperation of production equipment during the execution of the activities;
- gather data and monitor the processes being executed;
- perform analytical procedures,
- evaluate actions and remedial activities;
- release the resources when the activity is completed;
- respond to problems and cooperate with the master system.
4. Design Method
- product segmentation - assembly and control workstation (a),
- virtual and augmented reality (b),
- interactive 3D design - cave (c),
- designing production and assembly systems (d),
- augmented reality mobile information system (e),
- collaborative robot (f).
- Design the assembly line without queuing spots(reducing the line versatility factor = reducing operating costs).
- Reduction of work in progress and thereby accelerate process flow (removal of the moving bottleneck).
- Reduce the production lead time (the increase of the value-added of the product compared to the time spent on the assembly line).
- Increase in labor productivity (eliminate the waiting for the previous process to finish).
- Improve the planning process (clear rules for identifying product families for assembly lines).
- a - the number of common features in two objects,
- b - the number of features of object 1 that are not present in the object 2,
- c - the number of features of object 2 that are not present in the object 1,
- d - number of characters that are not present in the object 1 nor in the object 2.
- Build the matrix: Products - Technology (types – assembly operations).
- Calculation of similarities (e.g., Jaccard coefficient) for each pair of products (for SLCA, CLCA and ALCA algorithms) or by an algorithm of a binary arrangement of components in the matrix (the ROC).
- Adjustment similarity matrix according to the principles of the method chosen.
- The gradual grouping of products into clusters (family or segments).
- Graphical representation - dendogram or final matrix.
- Analysis of the inputs (P, Q, R, S, T, segmentation of products, etc.).
- Proposed structure assembly (manual, mechanical, etc.).
- Draft the term structure (sequence of operations, performance standard installation).
- Proposal of the spatial structure (layout distribution).
- Target requirements.
- Project implementation and deployment.
5. Case Study
5.1. The Research Used Existing Models Of Products Segmentation and Their Impact on Performance Indicators such as LT, WIP, Direct Labor Efficiency
- The market requires large product diversification from manufacturers, short delivery dates and low prices. This is a clear demand for processes in terms of the need for low costs (high productivity), effective flows of information and material, or increased innovation.
- The typical tasks of workshop planning in the custom assembly are: scheduling products and workers, determining optimal assembly lines and production capacities.
- The assembly characteristics may include low repeatability of products, a high variety of products (product variants) and different working time (assembly time consumption, number of assembly operations and their different duration).
- Products with a longer assembly time slow the previous assembly operation and the queues are formed. On the other hand, products that do not go through a particular operation may pass through the assembly line more quickly but are inhibited by products that must undergo more complex operations.
- Difficult assembly process: the balancing of the assembly lines, assigning the staff on the individual operations and assembly lines and maintenance of the specified amount of the finished production may lead to a decrease in the labor productivity.
- In an MTO strategy, the customer is ready to wait for the specified time before the order goes through the production processes, resulting in a product configured to meet customer’s expectations. The price of the product is mostly influenced by the market, and manufacturers have to design their processes in a productive way so that they are based on the competitive production rate of the business. The shortening of the interim periods and the fulfilment of the promises regarding delivery times is crucial for these types of businesses.
- Companies operating under ETOmanufacturing strategy focus on the storage of common materials, the orders placed are accepted by the development and engineering department based on specific requirements while maintaining efficient production. Therefore, customer’s orders must go through the production process efficiently and directly without time-lag (wastes).
- imbalance in production capacities (free or too saturated capacity),
- frequent and sudden shifting of workers between assembly posts (high flexibility reduces labor productivity),
- increasing WIP due to blocked capacities blocking or waiting for further follow-up operations.
- frequent logistcs conflicts, problems with production capacities and production deadlines (in planning, it is important to accurately and timely arrange arrival of materials and release the production capacity at the same time);
- increased need for the number of workers at the workplace (in the case of difficult, time-consuming orders, the consumption of workers is higher, assuming the same continuous production time, in the case of less demanding orders the need for workers is low).
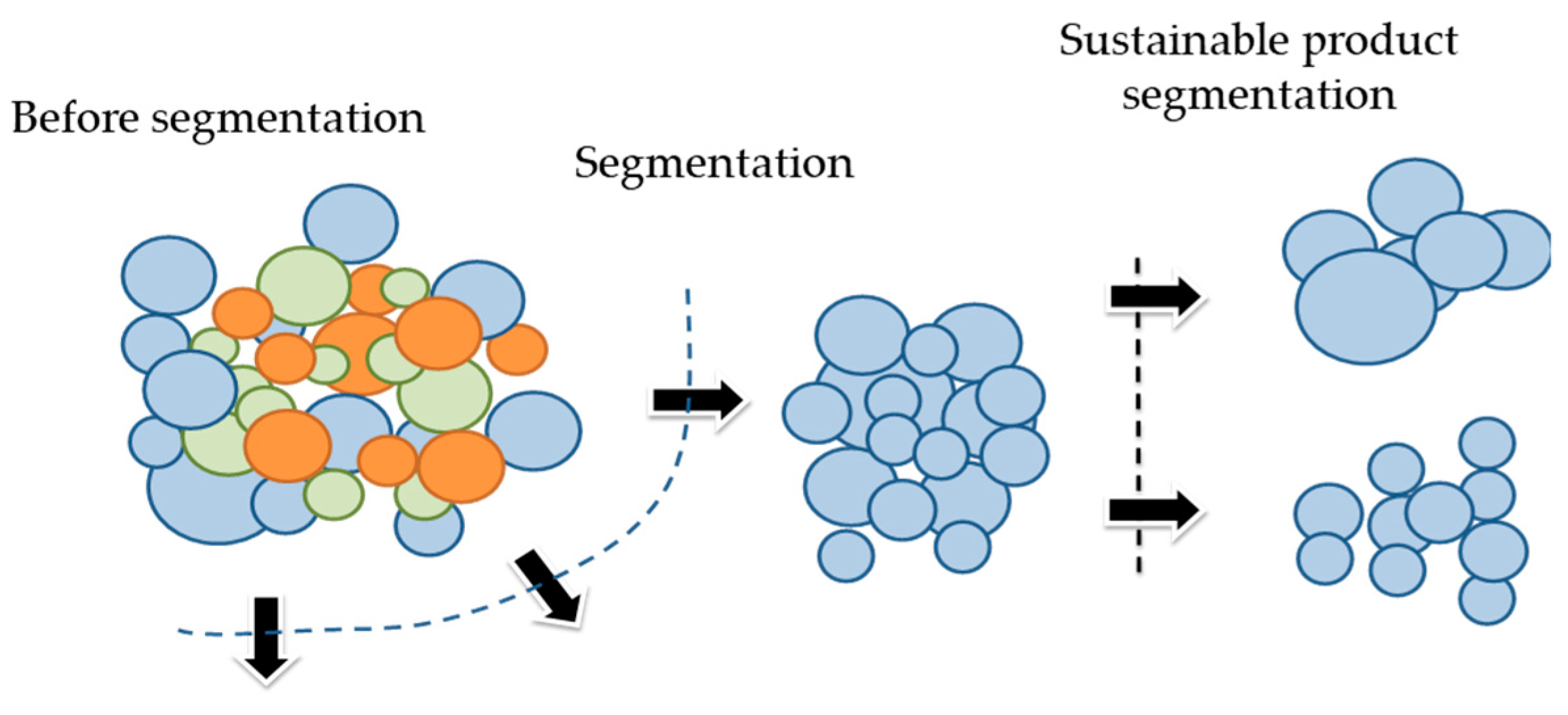
5.2. The Evaluation of Existing Approaches Used for Product Segmentation in Customized Assembly
- This segment contains 10 products (A, C, D, F, H, I, J, K, L and N).
- It associates 7 assembly operations (1, 2, 4, 6, 7, 9 and 11).
- By assembling the assembly line or the production cell that contain those assembly operations, an assembly line for these product types will be established.
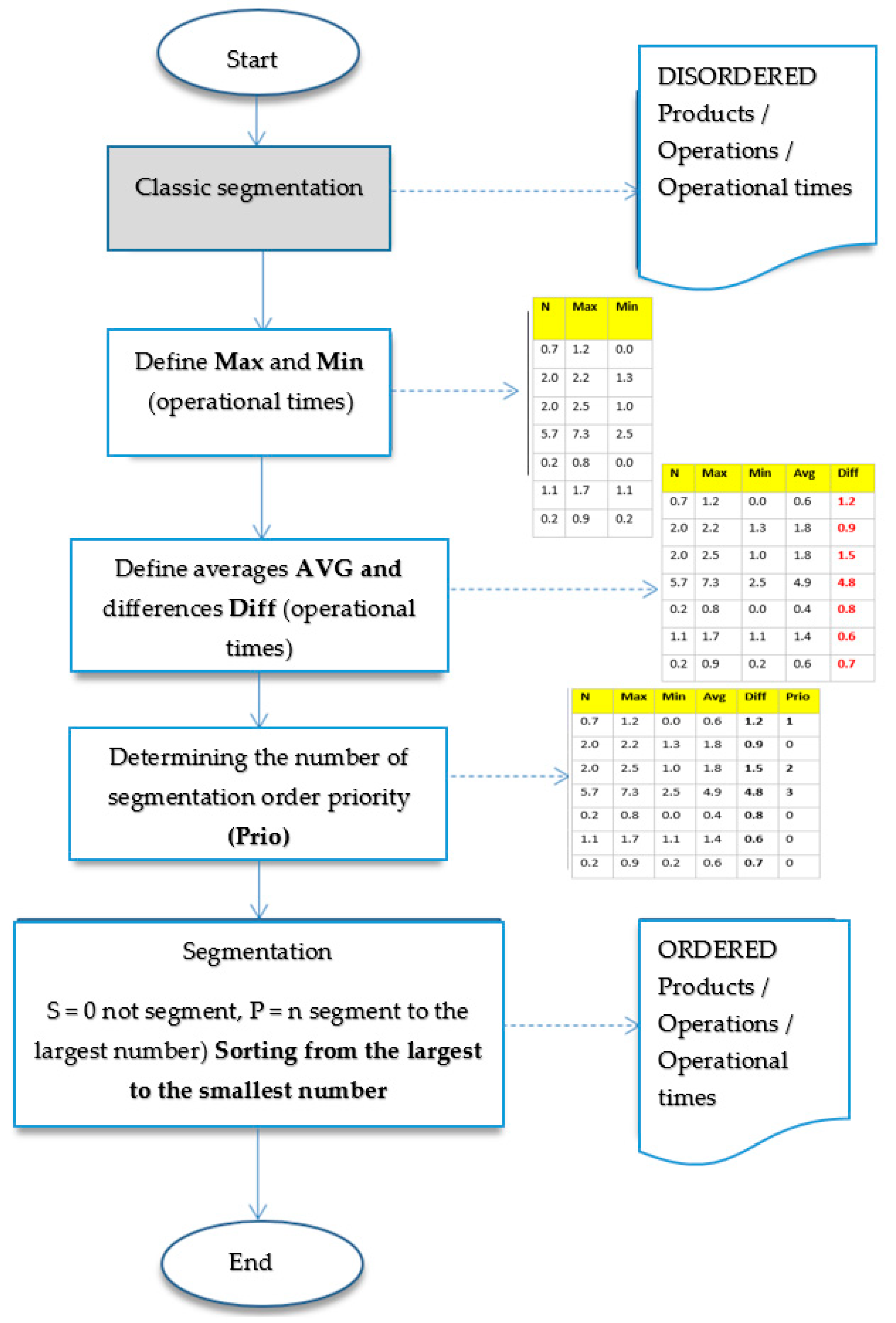
5.3. The Theoretical Design of New Innovative Approach to Products Segmentation for Creating the Intelligent Adaptive System
- Operating time. It is different when the operation time takes 10 h and the difference in operations is 1 h (10%) and when the operation takes 1 h and the difference in operations is 0.6 h (representing 60%).
- Differences between Max and Min. How significant they are (such as high AVG).
- How high is the difference value (Diff). The higher the value (the difference between Max and Min) the higher is the step number.
- Types of production or assembly lines. Which differences in operating times can be processed without lowering the productivity or significantly increasing the WIP.
- Max, Min – Maximum or minimum value of the duration of operation.
- Sum – Sum of time of assembly operation.
- Avg – Average between the max and min.
- Diff – Difference between the max and min.
- Prio – Priority.
- The table can be divided according to the assembly operation no. 6 (segmentation step 3) because it has the greatest differences in the length of the operating times.
- In segment no. 1 there are products: K, F, A, N. (approximately similar operating times)
- In segment no. 2 there are products: I, D, J, H, L, C. (approximately similar operating times)
- the design of product identification methods for the purpose of determining the assembly line segment and planning for assembly,
- the design of assembly process characteristics in which the innovative approach of products segmentation is applied,
- the proposal for draft decision criteria for the analyst and administrator of the knowledge base of the maintenance system.
5.4. Validation of the Theoretical Design in the Company
6. Discussion and Conclusion
- thanks to the extended segmentation, products can be distributed in MTOs to families of products with a common value - approximately same operating times. This will increase assembly speed in already medium to large companies without the need for big investments into the development or the need to adapt the assembly process products,
- there is no need to use complex planning methods that only partially eliminate the effects of external factors in MTO assemblies such as missing material, insufficient capacity of previous processes, product variants, or size of assembly batches,
- it is possible to adapt the number of segments created to a number of assemblies (existing or designed) lines.
- start with the assembly of any product at any time the material is available (simple planning rules - typical for order production), improve the planning process = focusing on the due date (typical for MTO and ETO environment),
- utilize assembly lines without queues (all products in the segment have almost the same operational time of assembly operations),
- reducing Work in Progress (acceleration of the flow without waiting),
- shortening of assembly time (lead time),
- increasing labor efficiency.
- Software integration of the new segmentation approach - this area includes the research topics on the digital business. Using a new segmentation approach in SW designing such as Tecnomatix (Siemens PLM Software), VisTable - interactive design, or Delmia software modules (Dassault Systems) working with virtual reality.
- Possibilities of assembly optimization from segmentation point of view - new technological processes and efficient devices can reduce the optimization of assembly: the aim of this research section is to optimize installation in terms of utilization of production capacities, product planning and structure.
- The follow-up to the new segmentation approach and simulation of the assembly process - the possibility of writing follow-up bachelor and diploma theses and professional studies.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Avarez, R.; Calvo, R.; Peña, M.M.; Domingo, R. Redesigning an assembly line through lean manufacturing tools. Int. J. Adv. Manuf. Technol. 2009, 43, 949. [Google Scholar] [CrossRef]
- Faber, M.; Bützler, J.; Schlick, C.M. Human-robot cooperation in future production systems: Analysis of requirements for designing an ergonomic work system. Procedia Manuf. 2015, 3, 510–517. [Google Scholar] [CrossRef]
- Haluska, M.; Gregor, M. Concept of the system for design and optimization of configurations in new generation of manufacturing systems. Int. J. Manag. Soc. Sci. Res. Rev. 2016, 1, 181–184. [Google Scholar]
- Oztemel, E.; Gursev, S. Literature review of Industry 4.0 and related technologies. J. Intell. Manuf. 2018, 29, 1–56. [Google Scholar] [CrossRef]
- Scheer, S. Industry 4.0: Wie Sehen Produktionsprozesse im Jahr 2020; E-book; AWS-Institute for Digitized Products and Processes: Saarbrucken, Germany, 2013. [Google Scholar]
- Scheuermann, C.; Verclas, S.; Bruegge, B. Agile factory—An example of an industry 4.0 manufacturing process, cyber-physical systems. In Proceedings of the IEEE 3rd International Conference on Networks, and Applications (CPSNA), Hong Kong, China, 19–21 August 2015; pp. 43–47. [Google Scholar]
- Abdi, M.R.; Labib, A.W. Grouping and selecting products: The design key of reconfigurable manufacturing systems (RMSs). Int. J. Prod. Res. 2004, 42, 521–546. [Google Scholar] [CrossRef]
- McAuley, J. Machine grouping for efficient production. Prod. Eng. 1972, 51, 53–57. [Google Scholar] [CrossRef]
- Galan, R.; Racero, J.; Eguia, I.; Garcia, J.M. A systematic approach for product families formation in Reconfigurable Manufacturing Systems. Robot. Comput. Integr. Manuf. 2007, 23, 489–502. [Google Scholar] [CrossRef]
- Seifoddini, H.; Wolfe, P.M. Application of the similarity coefficient method in group technology. IIE Trans. 1986, 18, 271–277. [Google Scholar] [CrossRef]
- Goyal, K.K.; Jain, P.; Jain, M. A comprehensive approach to operation sequence similarity based part family formation in the reconfigurable manufacturing system. Int. J. Prod. Res. 2013, 51, 1762–1776. [Google Scholar] [CrossRef]
- Rakesh, K.; Jain, P.; Mehta, N. A framework for simultaneous recognition of part families and operation groups for driving a reconfigurable manufacturing system. Adv. Prod. Eng. Manag. J. 2010, 5, 45–58. [Google Scholar]
- Lee, J.; Kao, H.-A.; Yang, S. Service innovation and smart analytics for industry 4.0 and big data environment. Procedia CIRP 2014, 16, 3–8. [Google Scholar] [CrossRef]
- Neslušan, M.; Mičieta, B.; Mičietová, A.; Čilliková, M.; Mrkvica, I. Detection of tool breakage during hard turning through acoustic emission at low removal rates. Measurement 2015, 70, 1–13. [Google Scholar] [CrossRef]
- Leitao, P.; Marik, V.; Vrba, P. Past, Present, and Future of Industrial Agent Applications. IEEE Trans. Ind. Inform. 2013, 9, 2360–2372. [Google Scholar] [CrossRef]
- Gašo, M.; Krajčovič, M.; Dulina, Ľ.; Grznár, P.; Vaculík, J. Methodology of Creating and Sustainable Applying of Stereoscopic Recording in the Industrial Engineering Sector. Sustainability 2019, 11, 2194. [Google Scholar] [CrossRef]
- Jain, A.; Jain, P.K.; Chan, F.T.S.; Singh, S. A review on manufacturing flexibility. Int. J. Prod. Res. 2013, 51, 5946–5970. [Google Scholar] [CrossRef]
- Micieta, B.; Edl, M.; Krajcovic, M.; Dulina, L.; Bubenik, P.; Durica, L.; Binasova, V. Delegate MASs for coordination and control of one-directional AGV systems: A proof-of-concept. Int. J. Adv. Manuf. Technol. 2018, 94, 415–431. [Google Scholar] [CrossRef]
- Salvendy, G. Handbook of Industrial Engineering; John Wiley & Sons, Inc.: Toronto, ON, Canada, 2001. [Google Scholar] [CrossRef]
- Tseng, M.M.; Hu, S.J. Mass customization. In CIRP Encyclopedia of Production Engngineering; Springer: Berlin, Germany, 2014; pp. 836–843. [Google Scholar]
- Voss, C.; Blackmon, K. Differences in manufacturing strategy decisions between Japanese and Western manufacturing plants: The role of strategic time orientation. J. Oper. Manag. 1998, 16, 147–158. [Google Scholar] [CrossRef]
- Geyer, A. The challenge of sustainable manufacturing—Four scenarios 2015–2020. Innov. Organ. Manag. 2014, 6, 331–343. [Google Scholar]
- Moon, I.; Logendran, R.; Lee, J. Integrated assembly line balancing with resource restrictions. Int. J. Prod. Res. 2009, 47, 5525–5541. [Google Scholar] [CrossRef]
- Micieta, B.; Markovic, J.; Binasova, V. Advances in sustainable energy efficient manufacturing system. MM Sci. J. 2016. [Google Scholar] [CrossRef]
- Lerher, T.; Edl, M.; Rosi, B. Energy efficiency model for the mini-load automated storage and retrieval systems. Int. J. Adv. Manuf. Technol. 2014, 70, 97–115. [Google Scholar] [CrossRef]
- Micieta, B.; Lieskovsky, R.; Binasova, V. Design of product segmentation in assembly line. MM Sci. J. 2016, 1297–1303. [Google Scholar] [CrossRef]
- Hui, C.; Yuan, L.; Kai-fu, Z. Efficient method of assembly sequence planning based on GAAA and optimizing by assembly path feedback for complex product. Int. J. Adv. Manuf. Technol. 2009, 42, 1205. [Google Scholar] [CrossRef][Green Version]
- Womack, J.P.; Jones, D.T. Lean Thinking: Banish Waste and Create Wealth in Your Corporation; Simon & Schuster UK Ltd.: London, UK, 2003. [Google Scholar]
- Krajčovič, M.; Hančinský, V.; Dulina, Ľ.; Grznár, P.; Gašo, M.; Vaculík, J. Parameter Setting for a Genetic Algorithm Layout Planner as a Toll of Sustainable Manufacturing. Sustainability 2019, 11, 2083. [Google Scholar] [CrossRef]
- Levinson, W.A. Henry Ford’s Lean Vision: Enduring Principles from the First Ford Motor Plant; Productivity Press: New York, NY, USA, 2002. [Google Scholar]
- Grznár, P.; Gregor, M.; Mozol, Š.; Krajčovič, M.; Dulina, Ľ.; Gašo, M.; Major, M. A System to Determine the Optimal Work-in-Progress Inventory Stored in Interoperation Manufacturing Buffers. Sustainability 2019, 11, 3949. [Google Scholar] [CrossRef]
- El Maraghy, H. Changing and Evolving Products and Systems—Models and Enablers, Changeable and Reconfigurable Manufacturing; Springer: London, UK, 2009; pp. 25–45. [Google Scholar]
- Li, S.; Wang, H.; Hu, S.J. Assembly system configuration design for a product family. In Proceedings of the 41st North American Manufacturing Research Conference 2013 (NAMRC 2013), Madison, WI, USA, 10–14 June 2013. [Google Scholar]
- CEC—Commission of the European Communities. A Sustainable Europe for a Better World: A European Union Strategy for Sustainable Development; Communication from the Commission: Brussels, Belgium, 2001; p. 264. [Google Scholar]
- Vavrík, V.; Gregor, M.; Grznár, P. Computer simulation as a tool for the optimization of logistics using automated guided vehicles. Procedia Eng. 2017, 192, 923–928. [Google Scholar] [CrossRef]
- Gregor, M.; Herčko, J.; Grznár, P. The factory of the future production system research. In Proceedings of the 2015 21st International Conference on Automation and Computing (ICAC), Glasgow, UK, 11–12 September 2015; pp. 1–6. [Google Scholar]
- Sásik, R.; Haluška, M.; Madaj, R.; Gregor, M.; Grznár, P. Development of the assembly set for the logistic transport solution. In The Latest Methods of Construction Design; Springer: Cham, Switzerland, 2016; pp. 81–86. [Google Scholar]
- Seemann, P. Upcoming global method of team coaching in increasing employee motivation. In Proceedings of the 16th International Scientific Conference on Globalization and Its Socio-Economic Consequences, Rajecke Teplice, Slovakia, 5–6 October 2016. [Google Scholar]
- Emerson. Emerson Network Power. Nove Mesto nad Vahom. Available online: https://www.emerson.com/sk-sk (accessed on 6 October 2019).













© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Micieta, B.; Binasova, V.; Lieskovsky, R.; Krajcovic, M.; Dulina, L. Product Segmentation and Sustainability in Customized Assembly with Respect to the Basic Elements of Industry 4.0. Sustainability 2019, 11, 6057. https://doi.org/10.3390/su11216057
Micieta B, Binasova V, Lieskovsky R, Krajcovic M, Dulina L. Product Segmentation and Sustainability in Customized Assembly with Respect to the Basic Elements of Industry 4.0. Sustainability. 2019; 11(21):6057. https://doi.org/10.3390/su11216057
Chicago/Turabian StyleMicieta, Branislav, Vladimira Binasova, Radovan Lieskovsky, Martin Krajcovic, and Luboslav Dulina. 2019. "Product Segmentation and Sustainability in Customized Assembly with Respect to the Basic Elements of Industry 4.0" Sustainability 11, no. 21: 6057. https://doi.org/10.3390/su11216057
APA StyleMicieta, B., Binasova, V., Lieskovsky, R., Krajcovic, M., & Dulina, L. (2019). Product Segmentation and Sustainability in Customized Assembly with Respect to the Basic Elements of Industry 4.0. Sustainability, 11(21), 6057. https://doi.org/10.3390/su11216057