Design and Thermal Analysis of an Air Source Heat Pump Dryer for Food Drying

Abstract
1. Introduction
2. Design of the Heat Pump Dryer
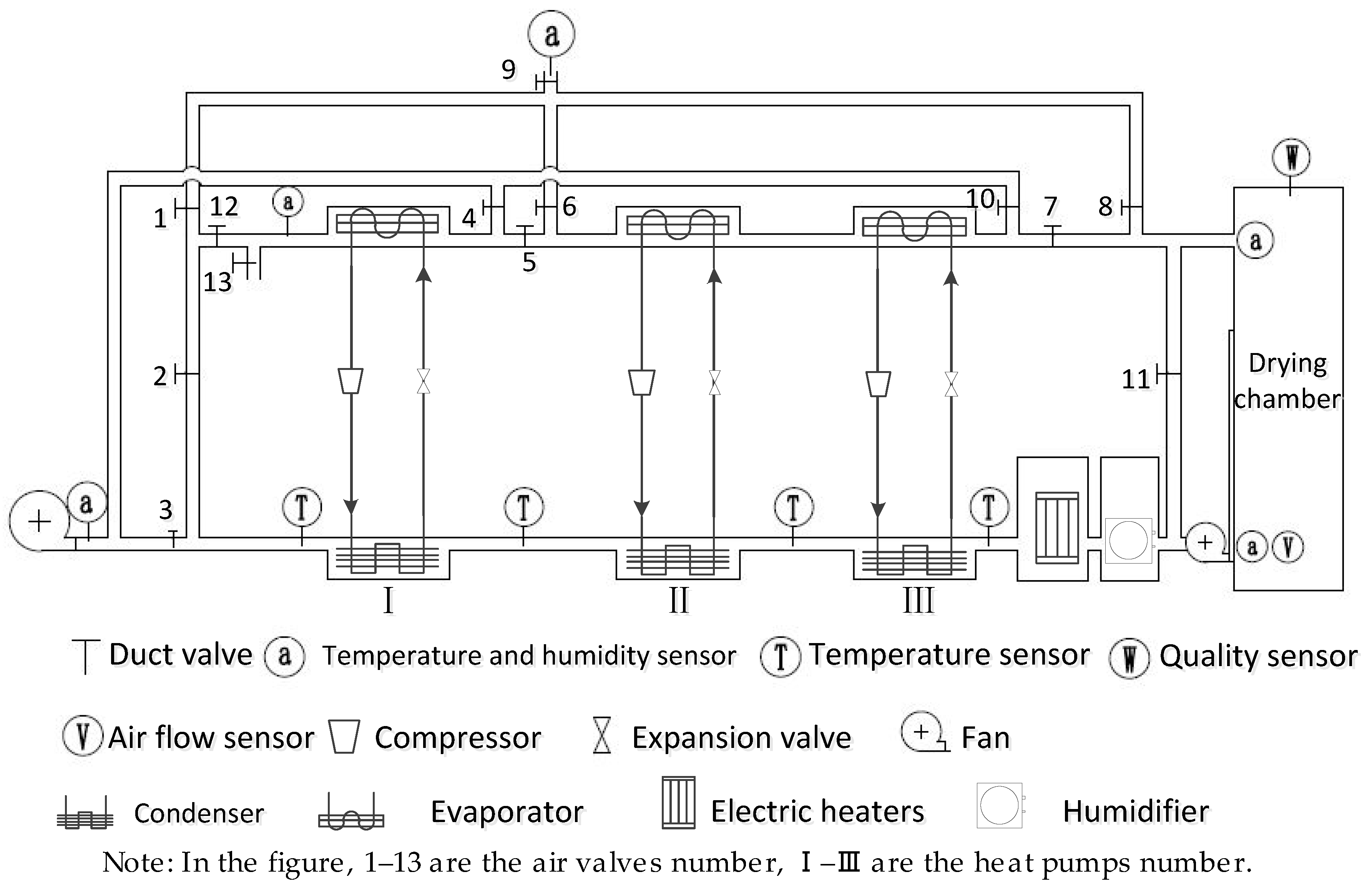
2.1. Heat Pump System
2.2. Air Duct Layout
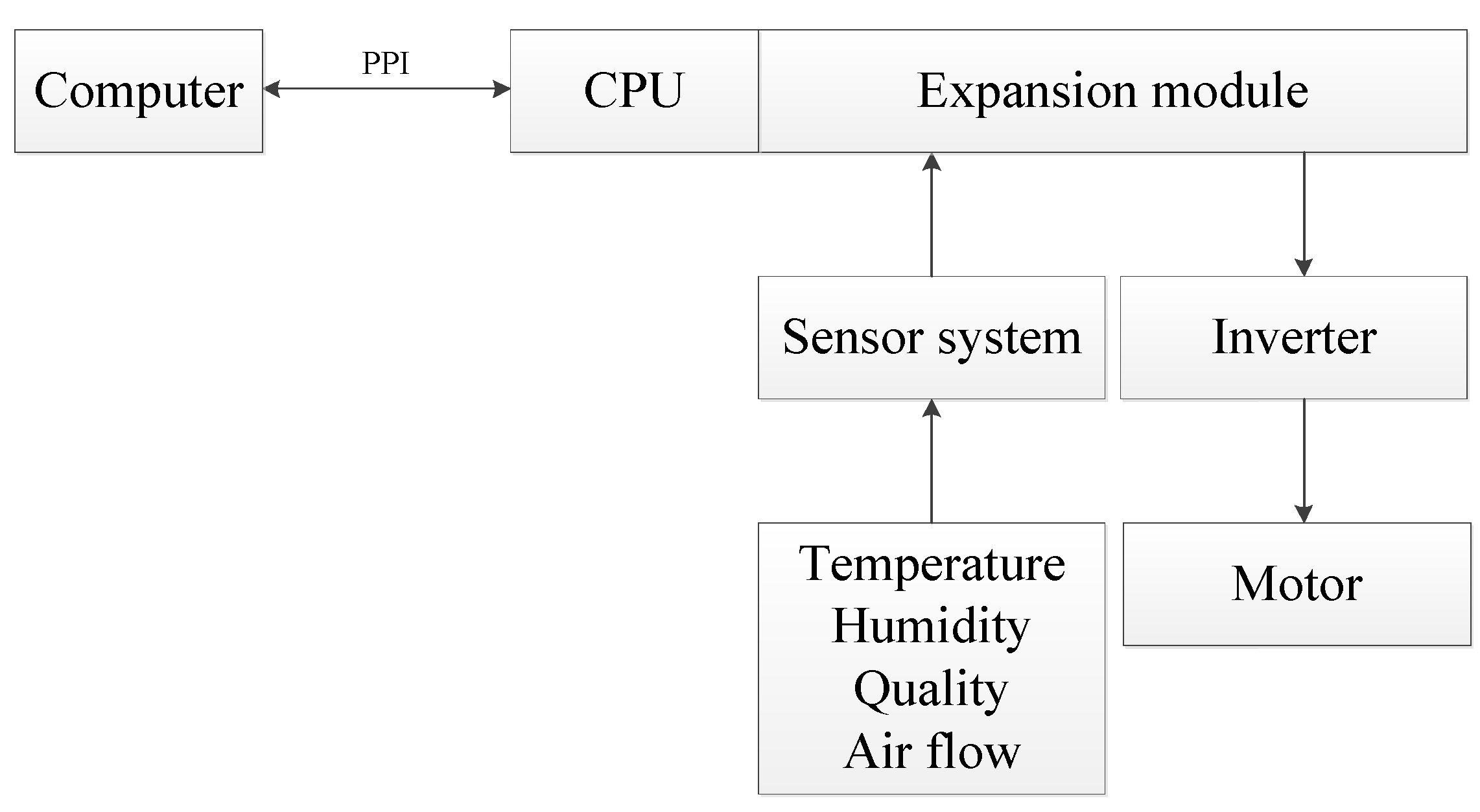
2.3. Data Acquisition and Control System
3. Experiment
3.1. Experimental Materials
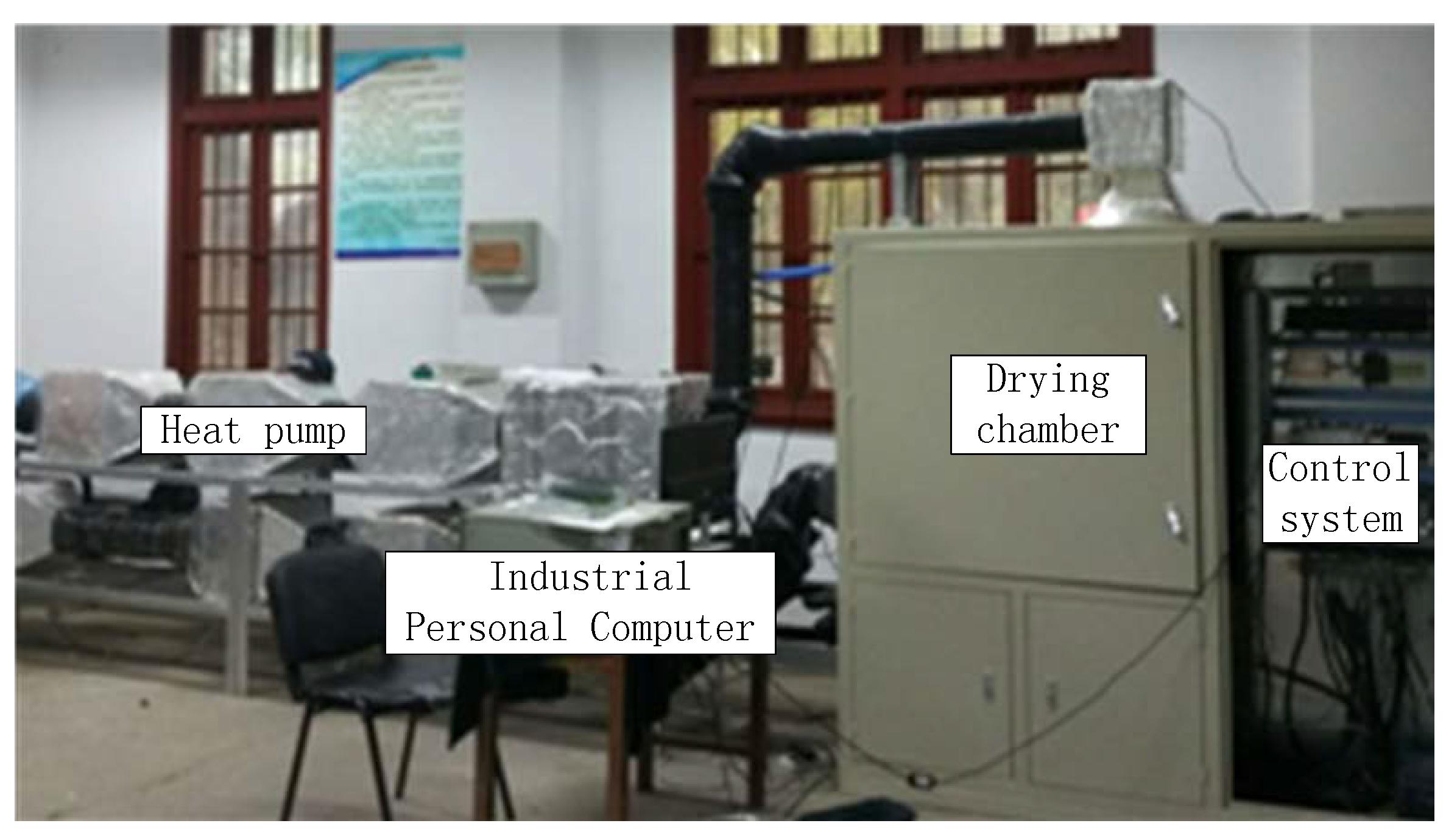
3.2. Experimental Setup
3.3. Experimental Ambient Conditions
3.4. Experimental Cases
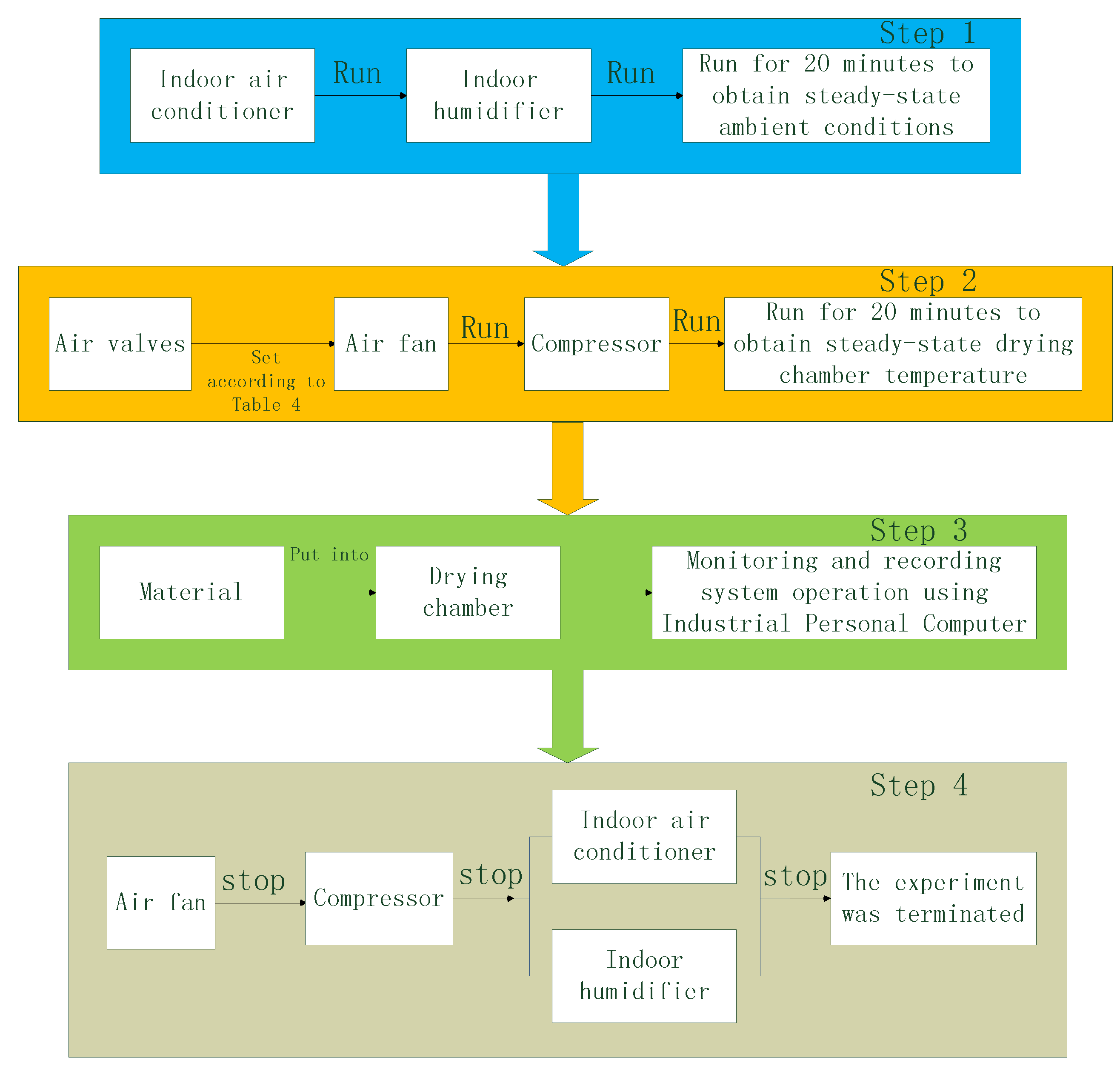
3.5. Experimental Procedures
3.6. Evaluation Parameters
4. Results and Discussions
4.1. Experimental Results
4.2. Theory
| Symbol | Name | Units |
| SMER | Specific moisture extraction rate | kg/(kW∙h) |
| MER | Moisture extraction rate | kg/h |
| COP | Coefficient of performance | - |
| cp | Specific heat at constant pressure | kJ/(kg∙K) |
| T | Temperature | K |
| RH | Relative humidity | - |
| d | Absolute humidity | kg water vapor/kg dry air |
| DR | Drying rate | g/(g∙h) |
| rs | Evaporative latent heat of water | kJ/kg |
| h | Enthalpy | kJ/kg |
| m | Mass flow rate | kg/s |
| QL | Cooling capacity of heat pump | kW |
| QH | Heating capacity of heat pump | kW |
| TM | Torque of the compressor | N∙m |
| n | Rotation rate of the compressor | r/min |
| W | Power consumption | kW |
| x | Fresh air entering rate | - |
| Subscript | Name | |
| dr | drying chamber | |
| evap | evaporator | |
| cond | condenser | |
| ref | refrigerant | |
| air | circulated air | |
| in | inlet | |
| out | outlet | |
| comp | compressor | |
| HPD | heat pump dryer | |
| eh | electric heater |
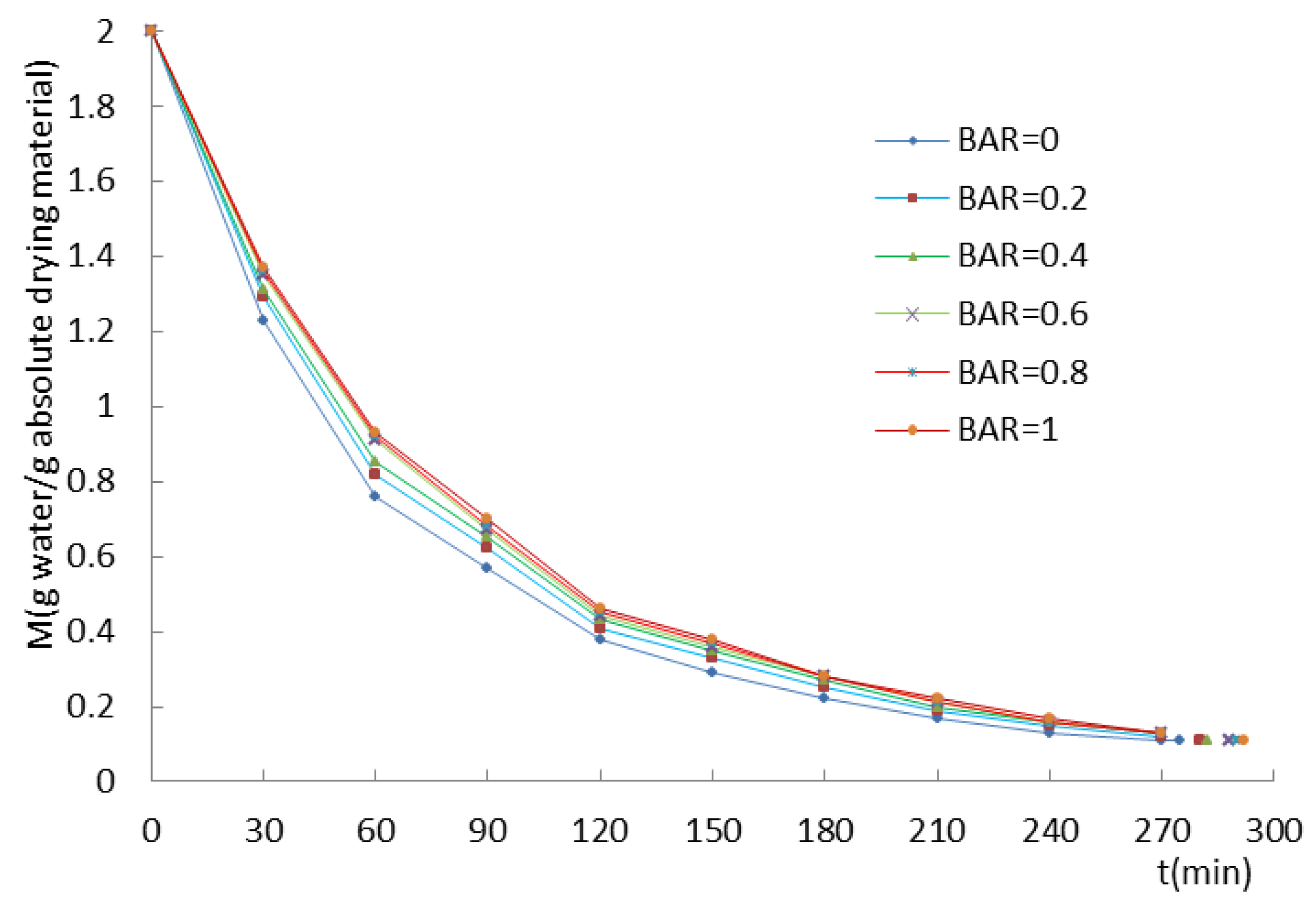
4.3. Discussion and Analysis of the Closed Type HPD
4.4. Discussion and Analysis of Open Type and Semi-Open Type HPD
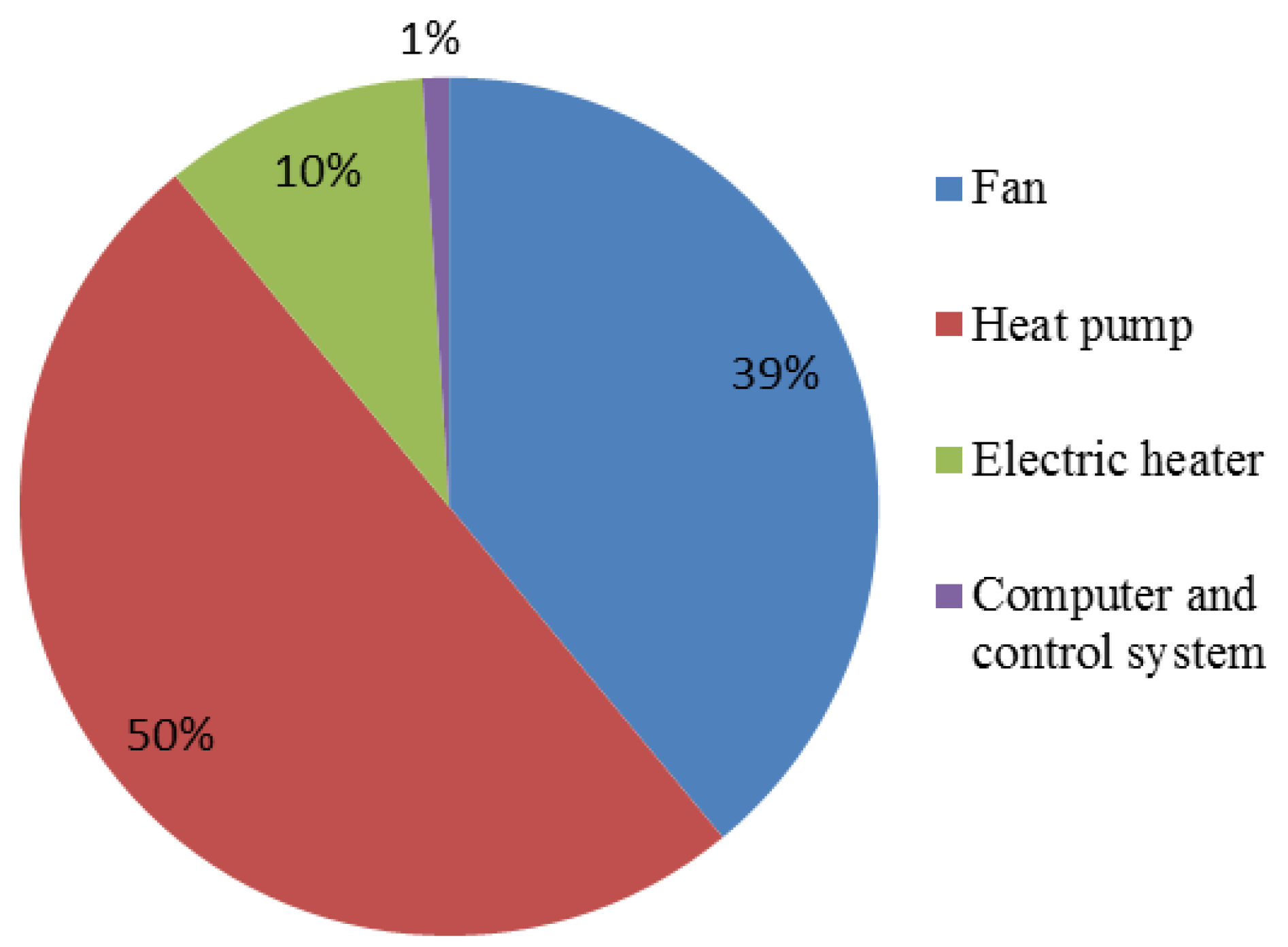
4.5. Discussion on Energy Consumption and Economic Considerations
5. Conclusions
- The open type HPD is more affected by the environmental temperature and humidity conditions. In summer, the high temperature and humidity of the ambient air makes the MER smaller and makes SMER larger. However, in winter, the low temperature and low humidity of the ambient air makes MER larger and makes SMER smaller.
- The semi-open type HPD is affected by the combined effect of ambient temperature and humidity conditions and the proportion of fresh air in the environment. Under different conditions of ambient temperature and humidity, changing the ratio of the indraft fresh air by adjusting the duct valves can significantly improve the performance of the system.
- The closed type HPD is less affected by ambient temperature and humidity conditions and is greatly affected by the bypass air rate. When the BAR is 0.4, the HPD’s SMER is maximal. As the BAR increases, MER decreases.
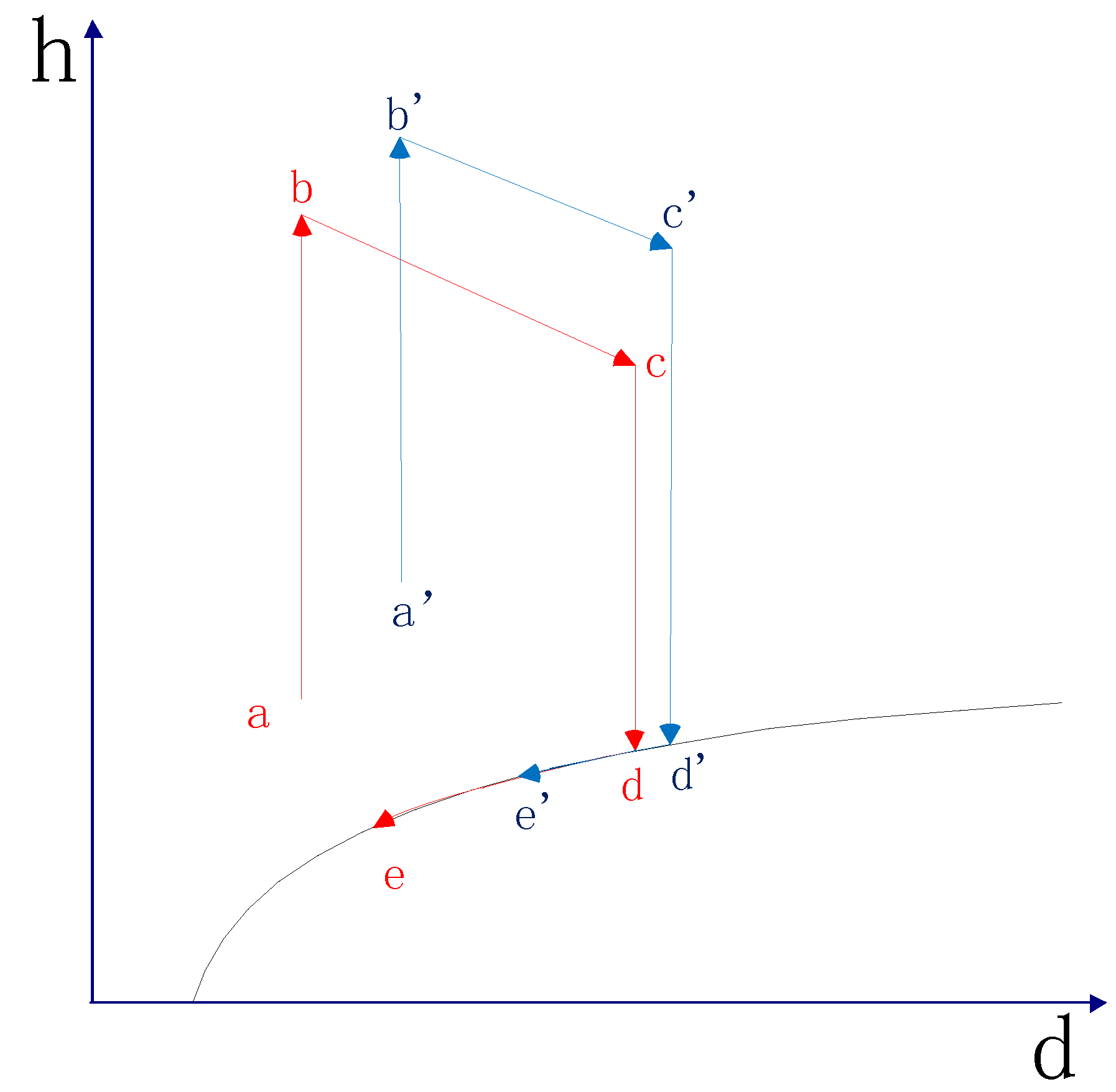
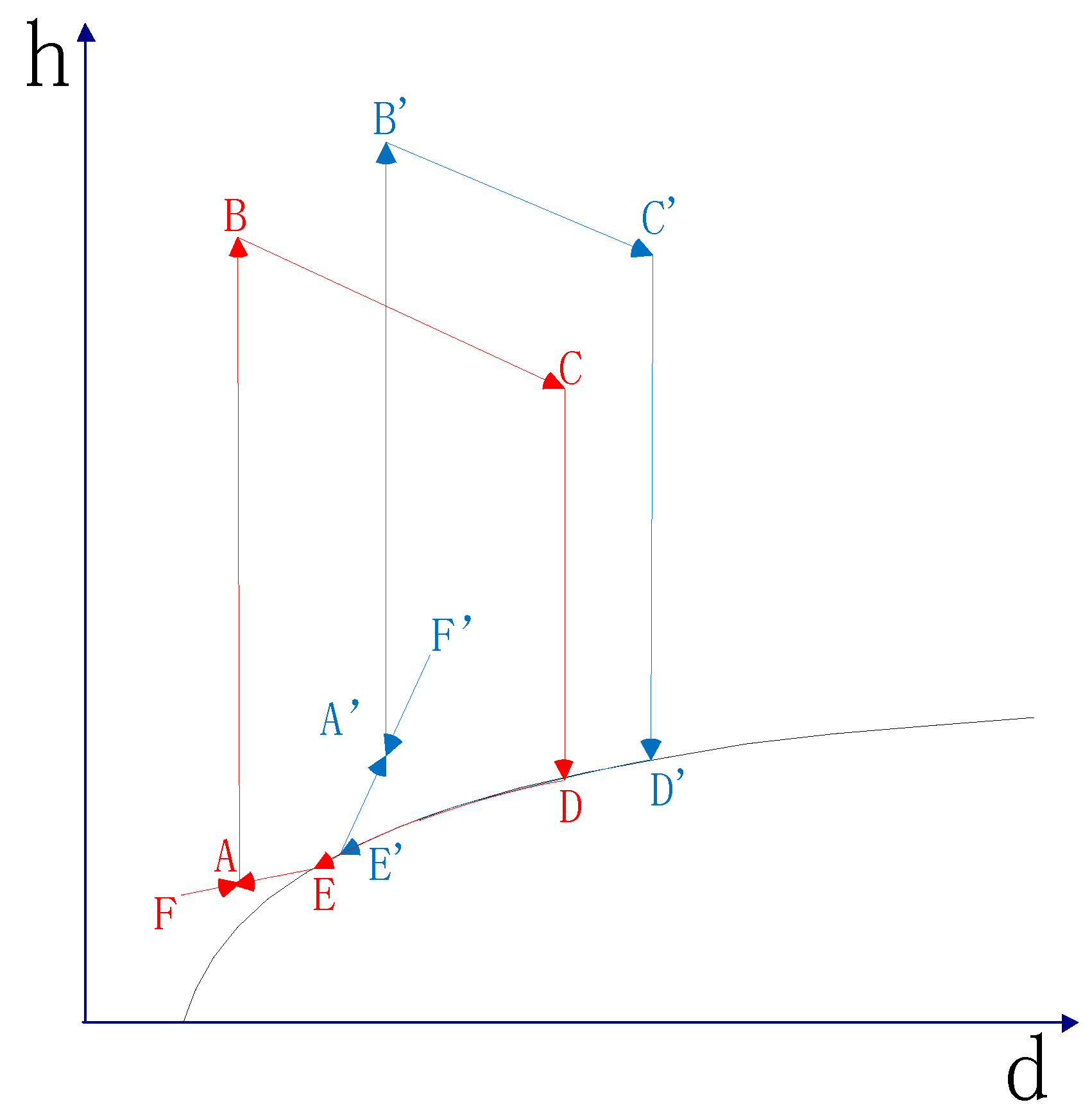
- Through a thermodynamic analysis of the HPD, it is very easy to find that low humidity inlet air in the condenser can improve drying rate. A high enthalpy of the condenser inlet air can reduce energy consumption, and low humidity and high enthalpy of the condenser inlet air can be obtained by adjusting the HPD hot air circulation method in different ambient temperature and humidity conditions.
Author Contributions
Funding
Conflicts of Interest
References
- Minea, V. Drying Heat Pumps—Part I: System Integration. Int. J. Refrig. 2013, 36, 643–658. [Google Scholar] [CrossRef]
- Minea, V. Drying Heat Pumps—Part II: Agro-food, Biological and Wood Products. Int. J. Refrig. 2013, 36, 659–673. [Google Scholar] [CrossRef]
- Song, M.J.; Deng, S.M.; Mao, N.; Ye, X.M. An Experimental Study on Defrosting Performance for an Air Source Heat Pump Unit with a Horizontally Installed Multi-Circuit Outdoor Coil. Appl. Energy 2016, 165, 371–382. [Google Scholar] [CrossRef]
- Song, M.J.; Liu, S.C.; Deng, S.M.; Sun, Z.L.; Yan, H.X. Experimental Investigation on Reverse Cycle Defrosting Performance Improvement for an ASHP Unit by Evenly Adjusting the Refrigerant Distribution in Its Outdoor Coil. Appl. Therm. Eng. 2016, 114, 611–620. [Google Scholar] [CrossRef]
- Chen, D. Heat Pump Technical Manual; Chemical Industry Press: Beijing, China, 2012. (In Chinese) [Google Scholar]
- Yang, Z.; Zhu, Z.-S.; Zhao, F. Simultaneous Control of Drying Temperature and Superheat for A Closed-Loop Heat Pump Dryer. Appl. Therm. Eng. 2016, 93, 571–579. [Google Scholar] [CrossRef]
- Phoungchandang, S.; Nongsang, S.; Sanchai, P. The Development of Ginger Drying Using Tray Drying, Heat Pump-Dehumidified Drying, and Mixed-mode Solar Drying. Dry. Technol. 2009, 27, 1123–1131. [Google Scholar] [CrossRef]
- Lutfy, O.F.; Selamat, H.; Noor, S.B.M. Intelligent Modeling and Control of a Conveyor-Belt Grain Dryer Using A Simplified Type-2 Neuro-Fuzzy Controller. Dry. Technol. 2015, 33, 1210–1222. [Google Scholar] [CrossRef]
- Pal, U.S.; Khan, M.K. Calculation Steps for the Design of Different Components of Heat Pump Dryers under Constant Drying Rate Condition. Dry. Technol. 2008, 26, 864–872. [Google Scholar] [CrossRef]
- Shen, J.B.; Guo, T.; Tian, Y.F.; Xing, Z.W. Design and Experimental Study of an Air Source Heat Pump for Drying with Dual Modes of Single Stage and Cascade Cycle. Appl. Therm. Eng. 2018, 129, 280–289. [Google Scholar] [CrossRef]
- Lee, K.H.; Kim, O.J.; Kim, J. Performance Simulation of a Two-Cycle Heat Pump Dryer for High-Temperature Drying. Dry. Technol. 2010, 28, 683–689. [Google Scholar] [CrossRef]
- Chapchaimoh, K.; Poomsa-ad, N.; Wiset, L.; Morris, J. Thermal Characteristics of Heat Pump Dryer for Ginger Drying. Appl. Therm. Eng. 2016, 95, 491–498. [Google Scholar] [CrossRef]
- Liu, S.C.; Li, X.G.; Song, M.J.; Li, H.L.; Sun, Z.L. Experimental Investigation on Drying Performance of an Existed Enclosed Fixed Frequency Air Source Heat Pump Drying System. Appl. Therm. Eng. 2018, 130, 735–744. [Google Scholar] [CrossRef]
- Taseri, L.; Aktas, M.; Sevik, S.; Gulcu, M.; Seckin, G.U.; Aktekeli, B. Determination of Drying Kinetics and Quality Parameters of Grape Pomace Dried with a Heat Pump Dryer. Food Chem. 2018, 260, 152–159. [Google Scholar] [CrossRef] [PubMed]
- Ganjehsarabi, H.; Dincer, I.; Gungor, A. Exergoeconomic Analysis of a Heat Pump Tumbler Dryer. Dry. Technol. 2014, 32, 352–360. [Google Scholar] [CrossRef]
- Mortezapour, H.; Ghobadian, B.; Minaei, S.; Khoshtaghaza, M.H. Saffron Drying with a Heat Pump–Assisted Hybrid Photovoltaic–Thermal Solar Dryer. Dry. Technol. 2012, 30, 560–566. [Google Scholar] [CrossRef]
- Wei, X.Q.; Li, N.P.; Peng, J.Q.; Cheng, J.L.; Su, L.; Hu, J.H. Analysis of the Effect of the CaCl2 Mass Fraction on the Efficiency of a Heat Pump Integrated Heat-Source Tower Using an Artificial Neural Network Model. Sustainability 2016, 8, 410. [Google Scholar] [CrossRef]
- Jiang, M.; Wu, J.; Wang, R.; Xu, Y. Research on the control laws of the electronic expansion valve for an air source heat pump water heater. Build. Environ. 2011, 46, 1954–1961. [Google Scholar] [CrossRef]
- Ju, H.Y.; Zhao, S.H.; Mujumdar, A.S.; Fang, X.F.; Gao, Z.J.; Zheng, Z.A.; Xiao, H.W. Energy efficient improvements in hot air drying by controlling relative humidity based on Weibull and Bi-Di models. Food Bioprod. Process. 2018, 111, 20–29. [Google Scholar] [CrossRef]
- Yan, D. Characteristics of Garlic Dried by Heat Pump. Master’s Thesis, South China Agricultural University, Guangzhou, China, 2016. (In Chinese). [Google Scholar]
- Ju, H.Y.; El-Mashad, H.M.; Fang, X.M.; Pan, Z.L.; Xiao, H.W.; Liu, Y.H.; Gao, Z.J. Drying Characteristics and Modeling of Yam Slices under Different Relative Humidity Conditions. Dry. Technol. 2016, 34, 296–306. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Equipment | Power | Number |
|---|---|---|
| Main fan | 0.8 kw | 1 |
| Auxiliary fan | 0.3 kw | 1 |
| Compressors | 0.6 kw | 3 |
| Electric heater | 1 kw | 1 |
| Equipment | Manufacturer | Type | Number |
|---|---|---|---|
| Programmable Logic Controller (PLC) | Siemens | S7-200 (CPU224XP) | 1 |
| PLC Extension Module | Siemens | EM231 (Thermal resistance type) | 1 |
| PLC Extension Module | Siemens | EM231 (AI4) | 2 |
| PLC Extension Module | Siemens | EM232 (AO4) | 1 |
| PLC Extension Module | Siemens | EM235 (AI4, AO1) | 1 |
| Inverter | Siemens | MM440 | 4 |
| Industrial Computer | Yanhua | Ipc610l | 1 |
| Temperature and Humidity Sensor | Beijing Jiuchunjian | JCJ200W | 5 |
| Temperature Sensor | Shenzhen RBD | PT100 | 4 |
| Air flow Sensor | E+E | EE65 | 1 |
| Solid State Relay | Omron | G3N | 1 |
| Mass Sensor | Tecsis | EX301B | 1 |
| Signal Amplifier | Interface | SGA/A | 1 |
| Type | Heat Pump 1 | Heat Pump 2 | Heat Pump 3 |
|---|---|---|---|
| Evaporating temperature | 0 °C | 0 °C | 0 °C |
| Evaporating pressure | 500 kPa | 498 kPa | 293 kPa |
| Condensing temperature | 55 °C | 55 °C | 55 °C |
| Condensing pressure | 2200 kPa | 2181 kPa | 1491 kPa |
| Number | The Style of the Hot Air Cycle | Regulation |
|---|---|---|
| Case 1 | Open type | Open air valves 1, 3, 5, 7, 9, and 12 |
| Case 2 | Semi-open type 1 | Open air valves 1, 3 (60%), 5, 7, 9 (60%), and 12 |
| Case 3 | Semi-open type 2 | Open air valves 1,3 (20%), 5, 7, 9 (20%), and 12 |
| Case 4 | Closed type BAR = 0 | Open air valves 2, 5, 7, and 12 |
| Case 5 | Closed type BAR = 0.2 | Open air valves 1 (20%), 2, 5, 7, 8 (20%), and 12 |
| Case 6 | Closed type BAR = 0.4 | Open air valves 1 (40%), 2, 5, 7, 8 (40%), and 12 |
| Case 7 | Closed type BAR = 0.6 | Open air valves 1 (60%), 2, 5, 7, 8 (60%), and 12 |
| Case 8 | Closed type BAR = 0.8 | Open air valves 1 (80%), 2, 5, 7, 8 (80%), and 12 |
| Case 9 | Closed type BAR = 1 | Open air valves 1, 2, 5, 7, 8, and 12 |
| Number | Ambient Condition 1 (T = 2.4 °C, RH = 76%) | Ambient Condition 2 (T = 15.4 °C, RH = 76%) | Ambient Condition 3 (T = 27.8 °C, RH = 81%) | |||
|---|---|---|---|---|---|---|
| MER | SMER | MER | SMER | MER | SMER | |
| Case 1 | 2.215 ± 0.003 d | 1.028 ± 0.002 f | 2.093 ± 0.001 f | 1.031 ± 0.003 e | 1.927 ± 0.001 h | 1.037 ± 0.003 e |
| Case 2 | 2.200 ± 0.001 d | 1.120 ± 0.002 b | 2.065 ± 0.003 c | 1.118 ± 0.003 bc | 2.067 ± 0.003 f | 1.122 ± 0.002 bc |
| Case 3 | 2.087 ± 0.002 b | 1.109 ± 0.002 c | 2.113 ± 0.003 d | 1.108 ± 0.002 cd | 2.113 ± 0.002 d | 1.115 ± 0.002 c |
| Case 4 | 2.152 ± 0.001 c | 1.093 ± 0.002 e | 2.190 ± 0.001 a | 1.101 ± 0.001 d | 2.189 ± 0.002 a | 1.095 ± 0.004 d |
| Case 5 | 2.139 ± 0.001 c | 1.102 ± 0.001 d | 2.146 ± 0.001 b | 1.103 ± 0.003 d | 2.144 ± 0.002 b | 1.109 ± 0.001 c |
| Case 6 | 2.121 ± 0.002 c | 1.130 ± 0.002 a | 2.128 ± 0.002 e | 1.134 ± 0.004 a | 2.128 ± 0.002 c | 1.136 ± 0.001 a |
| Case 7 | 2.083 ± 0.001 ab | 1.121 ± 0.002 b | 2.082 ± 0.003 g | 1.122 ± 0.002 b | 2.083 ± 0.003 e | 1.125 ± 0.002 b |
| Case 8 | 2.067 ±0.003 ab | 1.109 ± 0.002 c | 2.072 ± 0.001 h | 1.113 ± 0.003 c | 2.073 ± 0.003 f | 1.113 ± 0.004 c |
| Case 9 | 2.058 ± 0.002 a | 1.107 ± 0.002 cd | 2.050 ± 0.002 i | 1.107 ± 0.002 cd | 2.053 ± 0.002 g | 1.111 ± 0.004 c |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, H.; Yousaf, K.; Chen, K.; Fan, R.; Liu, J.; Soomro, S.A. Design and Thermal Analysis of an Air Source Heat Pump Dryer for Food Drying. Sustainability 2018, 10, 3216. https://doi.org/10.3390/su10093216
Liu H, Yousaf K, Chen K, Fan R, Liu J, Soomro SA. Design and Thermal Analysis of an Air Source Heat Pump Dryer for Food Drying. Sustainability. 2018; 10(9):3216. https://doi.org/10.3390/su10093216
Chicago/Turabian StyleLiu, Haolu, Khurram Yousaf, Kunjie Chen, Rui Fan, Jiaxin Liu, and Shakeel Ahmed Soomro. 2018. "Design and Thermal Analysis of an Air Source Heat Pump Dryer for Food Drying" Sustainability 10, no. 9: 3216. https://doi.org/10.3390/su10093216
APA StyleLiu, H., Yousaf, K., Chen, K., Fan, R., Liu, J., & Soomro, S. A. (2018). Design and Thermal Analysis of an Air Source Heat Pump Dryer for Food Drying. Sustainability, 10(9), 3216. https://doi.org/10.3390/su10093216