Impact of Bio-Based Plastics on Current Recycling of Plastics



Abstract
1. Introduction
2. Materials and Methods
3. Results
3.1. Current Recycling Processes
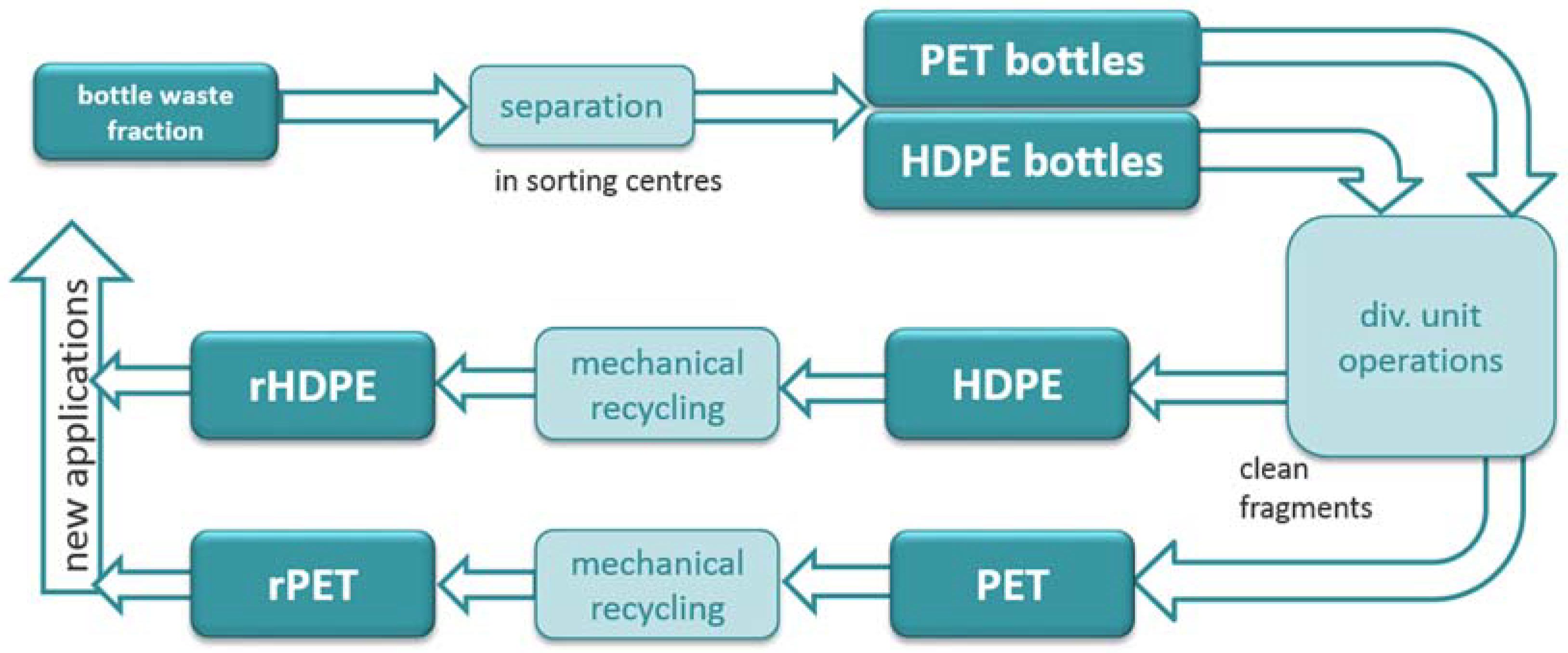
3.1.1. Polyethylene Terephthalate (PET) and High-Density Polyethylene (HDPE) Bottles
3.1.2. Mixed Plastic Waste
- Objects made from different polymer types can have very similar appearances.
- A same polymer type can be used in very different ways given the application, e.g., with different additives, crystallization degrees, intrinsic viscosities etc. Compared to bottles, there is much less uniformity per plastic type among the encountered applications.
- The occurrence of all kinds of add-ons like labels, inks, impurities, combinations etc.
- Different behavior in sorting unit operations depending on the final application; consider, for instance, the different aerodynamics of foils vs. yoghurt containers vs. clamshells that become apparent in wind shifting.
- Different objects may clump in the case of bale packing that is too dense.
3.1.3. Impact of Polyvinyl Chloride (PVC) on Recycled PET (rPET)
3.2. Impact of Polylactic Acid (PLA) on Plastics Recycling
3.2.1. Occurrence of PLA in Plastic Waste
3.2.2. Impact of PLA in Current Recycling of Bottles
- The difference in melting temperatures between PLA and PET is ca. 100 °C (see Table 1). This means that at the temperatures applied in mechanical PET recycling, implying PET is in a molten state, PLA contamination is at temperatures much above its melting point for a prolonged time. In such conditions degradations start to occur, in a similar way as explained above for PVC. PLA degradation leads to a yellowing of the resulting product. Also, in the pretreatment of the feed to the mechanical recycling of PET, issues can occur during drying of the flakes, as the lower softening point of PLA causes the PLA fragments to become sticky, resulting in an agglomeration of flakes and fouling of the drying installation [17].
- Also, upon further processing of contaminated rPET pellets, the pellets with PLA contamination could stick to surrounding PET pellets, resulting in the formation of clusters, hampering further operations [15].
- Adjustment of NIR sorting equipment for decreasing the number of sorting mistakes leading to positive selection of PLA bottles or PET bottles with PLA add-ons. This may, however, also lead to a larger stream of rejected bottles, decreasing the rPET yield and the eventual financial return of the recycling process [6].
- Installation of additional NIR sorting equipment into the fragment stream going to flotation: this would lead to a further decrease of 90% of the amount of PLA contamination and would also allow removal of all kinds of add-ons, as these are in that stage of the process also occurring as fragments.
- Other options are explicit labeling of PLA bottles, either for the purpose of communication at the consumer level (sorting message), or for instance using chemical markers, allowing smooth detection in automatic sorting [29].
3.2.3. Impact of PLA in Current Recycling of Mixed Plastic Waste
3.3. Impact of Polyhydroxy Alkanoate (PHA) on Plastics Recycling
3.3.1. Occurrence of PHA in Plastic Waste
3.3.2. Impact of PHA on Current Plastic Recycling
3.4. Impact of Polyethylene Furanoate (PEF) on Plastic Recycling
3.4.1. Occurrence of PEF in Plastic Waste
3.4.2. Expected Impact of PEF on Current Recycling of Bottles
3.4.3. Expected Impact of PEF in Current Recycling of Mixed Plastic Waste
4. Discussion and Conclusions
- Which incompatibilities may occur? From which amounts do they become noticeable?
- How strong are the current recycling processes that have been developed?
- By which amounts is the development of dedicated collection and recycling rewarding?
Author Contributions
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
| Data | Value | Unit | Reference |
|---|---|---|---|
| World plastics production 2015 | 322 | Mton | [33] |
| Yearly growth of world plastics production | 8 | Mton/y | [33] |
| World plastics production 2021 | 370 | Mton | based on previous |
| World PET production 2015 | 27.8 | Mton | [33] |
| World PET production 2021 | 32.2 | Mton | based on previous |
| Share of PET in world plastics production | 9 | % | calculated 2015 data |
| Share of PET production in Europe | 17 | % | [33] |
| Share of PET used for bottles | 71 | % | [33] |
| Share of PET used for non-bottle packaging | 10 | % | [11] |
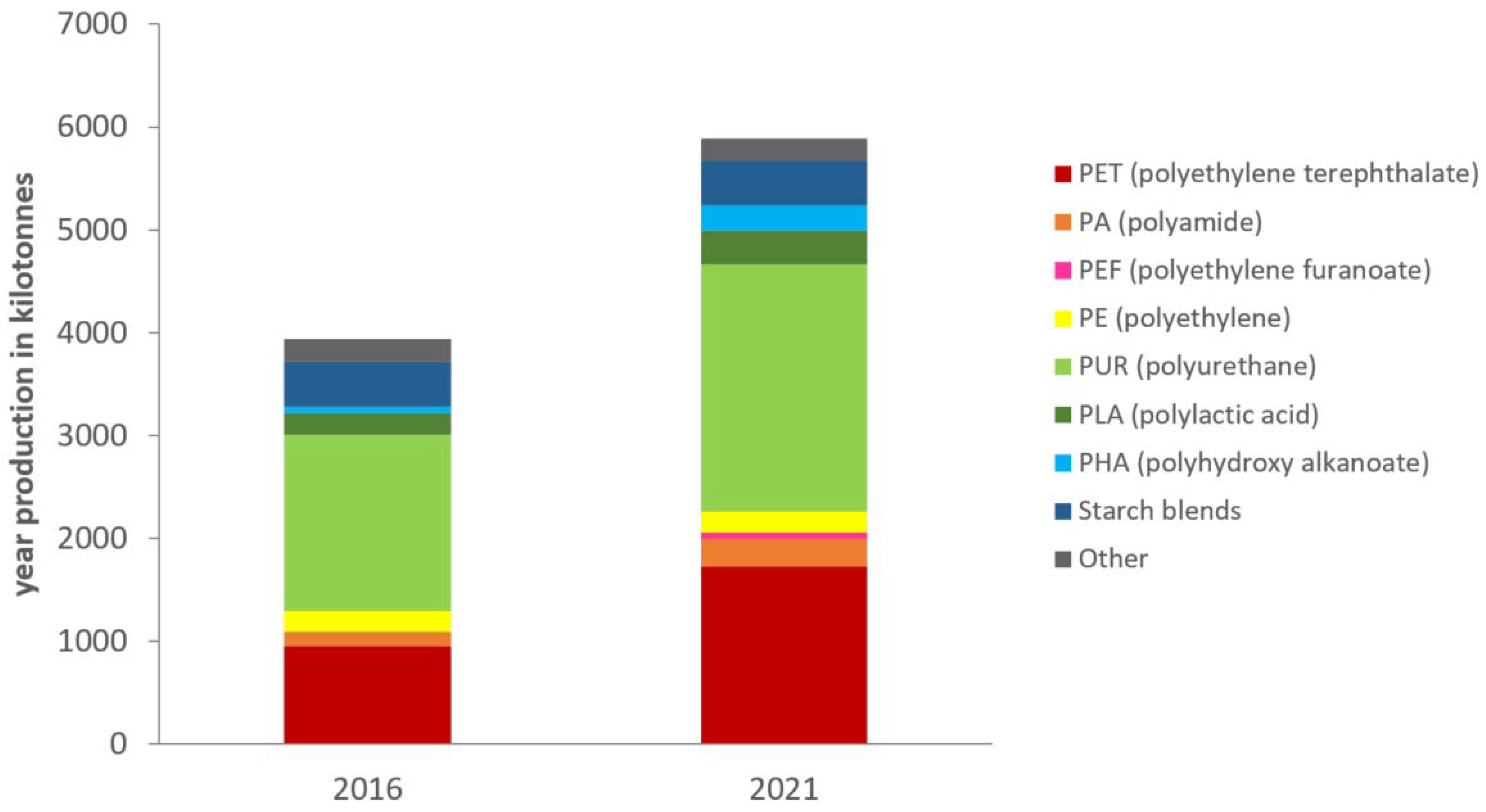
| World production of bioplastics 2016 | 4.16 | Mton | [2] |
| World PLA production 2016 | 5.1 | % | [2] |
| World production of bioplastics 2021 | 6.11 | Mton | [2] |
| World PLA production 2021 | 5.3 | % | [2] |
| European bioplastics production 2016 | 27.1 | % | [2] |
| European bioplastics production 2021 | 26 | % | [2] |
| Share of PLA used for bottles and other packaging | 60 | % | [22] |
| Share of PLA used for bottles | 5–35 | % | own estimation |
| World PHA production 2016 | 1.6 | % | [2] |
| World PHA production 2021 | 4.1 | % | [2] |
| World PEF production 2016 | 0 | % | [2] |
| World PEF production 2021 | 1.1 | % | [2] |
References
- Van den Oever, M.; Molenveld, K.; van der Zee, M.; Bos, H. Bio-Based and Biodegradable Plastics—Facts and Figures; Report no. 1722; Wageningen Food & Biobased Research: Wageningen, The Netherlands, 2017; Available online: http://edepot.wur.nl/408350 (accessed on 6 April 2018).
- Nova-Institute. European Bioplastics. 2016. Available online: http://www.european-bioplastics.org/market/ (accessed on 31 August 2017).
- Lauwers, B. Avantium Werkt aan de Drankverpakking van de toekomst—Dit is Bijzonder Disruptief. Trends, 9 February 2017. [Google Scholar]
- Giljum, S.; Bruckner, M.; Gözet, B.; de Schutter, L. Land under Pressure: Global Impacts of the EU Bioeconomy; Friends of the Earth Europe: Brussels, Belgium, 2016; Available online: https://www.foeeurope.org/sites/default/files/resource_use/2016/land-under-pressure-report-global-impacts-eu-bioeconomy.pdf (accessed on 6 April 2018).
- European Commision. A European Strategy for Plastics in a Circular Economy. Available online: http://ec.europa.eu/environment/circular-economy/pdf/plastics-strategy.pdf (accessed on 6 April 2018).
- Bioplastics. OVAM, Projectgroep Bioplastics. 2015. Available online: http://www.ovam.be/sites/default/files/atoms/files/Rapport%20Bioplastics.pdf (accessed on 6 April 2018).
- ASG Environmental Science Research & Development Institute. Available online: http://www.petbottlewashingline.com (accessed on 6 April 2018).
- EPBP Website. Design Guidelines. Available online: http://www.epbp.org/design-guidelines (accessed on 6 April 2018).
- Greene, K.L.; Tonjes, D.J. Degradable plastics and their potential for affecting solid waste systems. WIT Trans. Ecol. Environ. 2014, 180. [Google Scholar] [CrossRef]
- Kirchherr, J.; Reike, D.; Hekkert, M. Conceptualizing the circular economy: An analysis of 114 definitions. Resour. Conserv. Recycl. 2017, 127, 221–232. [Google Scholar] [CrossRef]
- NAPCOR. Report on Postconsumer PET Container Recycling Activity. 2017. Available online: https://www.plasticsrecycling.org/images/pdf/resources/reports/NAPCOR-APR_2016RateReport_INAL.pdf (accessed on 6 April 2018).
- Schedler, M.; Eagles, K. Moving Forward on PET Thermoform Recycling; Resource Recycling Inc.: Portland, OR, USA, 2011; pp. 26–28. [Google Scholar]
- Petcore. The Recycling of Thermoforms: An Important Challenge for the PET Value Chain. 2016. Available online: https://petcore-europe.prezly.com/the-recycling-of-thermoforms-an-important-challenge-for-the-pet-value-chain (accessed on 6 April 2018).
- Het ECO-OH! Recycling Proces. ECO-OH! 2017. Available online: https://www.eco-oh.com/nl/eco-oh-groep (accessed on 6 April 2018).
- Dvorak, R.; Kosior, E.; Fletcher, J. WRAP Final Report—Improving Food Grade rPET Quality for Use in UK Packaging. 2013. Available online: http://www.wrap.org.uk/sites/files/wrap/rPET%20Quality%20Report.pdf (accessed on 6 April 2018).
- Hurd, D. Best Practices and Industry Standards in PET Plastic Recycling; Washington State Department of Community, Trade and Economic Development: Washington, DC, USA, 2000. Available online: http://www.seas.columbia.edu/earth/RRC/documents/best_practise_pet_recycling.pdf (accessed on 6 April 2018).
- Eco Entreprises Québec. Fact Sheet Impact of Packaging on Curbside Recycling Collection and Recycling System: PLA Bottle. 2012. Available online: http://www.eeq.ca/wp-content/uploads/PLA-bottles.pdf (accessed on 6 April 2018).
- NatureWorks. Using NIR Sorting to Recycle PLA Bottles. 2009. Available online: https://www.natureworksllc.com/~/media/The_Ingeo_Journey/EndofLife_Options/mech_recycling/20090708_NatureWorks_UsingNIRSortingtoRecyclePLABottles_pdf.pdf (accessed on 6 April 2018).
- European Bioplastics: Fact Sheet Mechanical Recycling. 2015. Available online: http://docs.european-bioplastics.org/publications/bp/EUBP_BP_Mechanical_recycling.pdf (accessed on 6 April 2018).
- COTREP. Fiche Technique 35. 2007. Available online: http://www.cotrep.fr/fileadmin/contribution/mediatheque/avis-generaux/francais/corps-de-l-emballage-et-additifs/Cotrep_AG35_bouteille_PLA.pdf (accessed on 6 April 2018).
- Gertman, R.; Shireman, B.; Pfahl, D.; Disa, A. The Bioplastics Sorting Project—Final Grant Report of Technical Findings; California’s Department of Resources Recycling and Recovery: St. Sacramento, CA, USA, 2013. Available online: http://www.calrecycle.ca.gov/publications/Documents/1464/20131464.pdf (accessed on 6 April 2018).
- Detzel, A.; Kauertz, B.; Derreza-Greeven, C. Study of the Environmental Impacts of Packagings Made of Biodegradable Plastics; Report no. 001643/E; Umwelt Bundesambt: Dessau-Roßlau, Germany, 2013; Available online: http://www.uba.de/uba-info-medien/4446.html (accessed on 6 April 2018).
- STW Foodgate. Recyclage van PET- en PLA-flessen na NIR-Sortering. 2009. Available online: http://www.pack4food.be/files/documents/nieuwsbrieven/Recyclage%20van%20PET-%20en%20PLA-flessen%20na%20NIR-sortering.pdf (accessed on 6 April 2018).
- Petcore. Petcore Position Statement. Polylactic Acid (PLA). Petcore Evaluation of Polylactic acid (PLA). 2008. Available online: http://www.emballagedigest.fr/blog.php?2008/02/22/6818-petcore-evaluation-of-polylactic-acid-pla (accessed on 6 April 2018).
- Thoden van Velzen, E.U.; Brouwer, M.T.; Molenveld, K. Technical Quality of rPET; Report no. 1661; Food & Biobased Research: Wageningen, The Netherlands, 2016; Available online: http://library.wur.nl/WebQuery/wurpubs/fulltext/392306 (accessed on 6 April 2018).
- McLauchlin, A.R.; Ghita, O.R. Studies on the thermal and mechanical behavior of PLA-PET blends. J. Appl. Polym. Sci. 2016, 133. [Google Scholar] [CrossRef]
- Hollstein, F.; Wohllebe, M.; Sixto, A.; Manjon, D. Identification of bio-plastics by NIR-SWIR-Hyperspectral-Imaging. In Proceedings of the 2nd Optical Characterization of Materials, Karlsruhe, Germany, 18–19 March 2015; Beyerer, J., León, F.P., Längle, T., Eds.; KIT Scientific Publishing: Karlsruhe, Germany, 2015. [Google Scholar]
- Bedekovic, G.; Salopek, B.; Sobota, I. Electrostatic separation of PET/PVC mixture. Tech. Gaz. 2011, 18, 261–266. [Google Scholar]
- Kosior, E.; Mitchell, J.; Davies, K.; Kay, M.; Ahmad, R.; Billiet, E.; Silver, J. Plastic packaging recycling using intelligent separation technologies for materials (PRISM). In Proceedings of the ANTEC Conference, Anaheim, CA, USA, 8–10 May 2017; pp. 500–506. [Google Scholar]
- Bugnicourt, E.; Cinelli, P.; Lazzeri, A.; Alvarez, V. Polyhydroxyalkanoate (PHA): Review of synthesis, characteristics, processing and potential applications in packaging. eXPRESS Polym. Lett. 2014, 8, 791–808. [Google Scholar] [CrossRef]
- European Pet Bottle Platform. European PET Bottle Platform Technical Opinion—Synvina—Poly(ethylene 2,5-furandicarboxylate) Resin. 2017. Available online: http://www.epbp.org/download/319/interim-approval-synvinas-polyethylene-25-furandicarboxylate-or-pef (accessed on 6 April 2018).
- De Jong, E.; Dam, M.A.; Sipos, L.; Gruter, G.-J.M. Furandicarboxylic Acid (FDCA), A Versatile Building Block for a Very Interesting Class of Polyesters. In Biobased Monomers, Polymers, and Materials; ACS Symposium Series; Smith, P.B., Gross, R.A., Eds.; American Chemical Society: Washington, DC, USA, 2012. [Google Scholar] [CrossRef]
- Website Plastics Insight. Available online: https://www.plasticsinsight.com/global-pet-resin-production-capacity/ (accessed on 6 April 2018).


| Plastic Type | ρ (kg/m3) | Tm (°C) |
|---|---|---|
| Polyethylene terephthalate (PET) | 1350–1390 | 255 |
| High-density polyethylene (HDPE) | 930–970 | 125 |
| Polyvinyl chloride (PVC) | 1100–1450 | 210 |
| Polylactic acid (PLA) | 1200–1450 | 155–165 |
| Poly-3-hydroxybutyrate (PHB) | 1300 | 180 |
| Polyethylene furanoate (PEF) | 1400–1550 | 225 |
| Separation Efficiency (%) | Reference |
|---|---|
| 86–95 | [8] |
| 96 | [18] |
| 97 | [19] |
| 90–98 | [20] |
| 99.6 | [21] |
| Application | PET (Mton) | PLA (kton) | PLA/PET Ratio (%) | |||
|---|---|---|---|---|---|---|
| 2015 | 2021 | 2016 | 2021 | 2015/2016 | 2021 | |
| Bottles | 3.3 | 3.9 | 2.9–20 | 4.2–30 | 0.09–0.6 | 0.1–0.8 |
| Other packaging | 0.47 | 0.55 | 14–32 | 21–46 | 3–7 | 4–8 |
| Concentration | Impact | Test Details | Ref. | |
|---|---|---|---|---|
| % | ppm | |||
| 0.05 | 453 | “No visual deviations in terms of colour and transparency” | Foil of 1.3 mm thickness obtained by extrusion tests with 70:30 ratio of rPET:PET | [23] |
| 0.05 | 453 | “Not any significant difference in colour and haze” | Plaque let-down study with plaques between 0.063 and 3 mm | [18] |
| <0.1 | <1000 | “Makes any rPET resin unsuitable” | “For most applications”—no further details obtained after request | [24] |
| 0.1 | 1000 | significant opacification of recycled PET | Plaque test | [17,20] |
| 0.1 | 1000 | PET recyclate unusable for many end-products | n.a. | [27] |
| 0.3 | 3000 | “Lowers the onset of crystallization and retards recondensation” | Injection molding | [25] |
| >0.3 | >3000 | PLA causes yellowing of PET | Plaque test | [17] |
| 2 | 20,000 | Besides lower quality resin, also agglomeration and sticking to dryer walls | n.a. | [17] |
| 5 | 50,000 | Besides lower quality resin, also agglomeration and sticking to dryer walls | n.a. | [17] |
| Application | PET (Mton) | PEF (kton) | PEF/PET Ratio (%) | |||
|---|---|---|---|---|---|---|
| 2015 | 2021 | 2016 | 2021 | 2016 | 2021 | |
| Bottles | 3.3 | 3.9 | 0 | 0.067 | 0 | 0.45 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alaerts, L.; Augustinus, M.; Van Acker, K. Impact of Bio-Based Plastics on Current Recycling of Plastics. Sustainability 2018, 10, 1487. https://doi.org/10.3390/su10051487
Alaerts L, Augustinus M, Van Acker K. Impact of Bio-Based Plastics on Current Recycling of Plastics. Sustainability. 2018; 10(5):1487. https://doi.org/10.3390/su10051487
Chicago/Turabian StyleAlaerts, Luc, Michael Augustinus, and Karel Van Acker. 2018. "Impact of Bio-Based Plastics on Current Recycling of Plastics" Sustainability 10, no. 5: 1487. https://doi.org/10.3390/su10051487
APA StyleAlaerts, L., Augustinus, M., & Van Acker, K. (2018). Impact of Bio-Based Plastics on Current Recycling of Plastics. Sustainability, 10(5), 1487. https://doi.org/10.3390/su10051487