EAF Slag Aggregate in Roller-Compacted Concrete Pavement: Effects of Delay in Compaction

Abstract
:1. Introduction
2. Testing Program
2.1. Materials
2.1.1. Cement
2.1.2. Aggregates
2.2. Testing Approaches and Sample Preparation
2.2.1. The Water Absorption of EAF Slag Aggregate
2.2.2. Mixing Proportion of RCCP
2.2.3. Mechanical Properties of RCCP
3. Results and Discussion
3.1. The Relationship between Water Absorption of EAF Slag Aggregate and Immersion Time
3.2. Mixing Proportion of RCCP
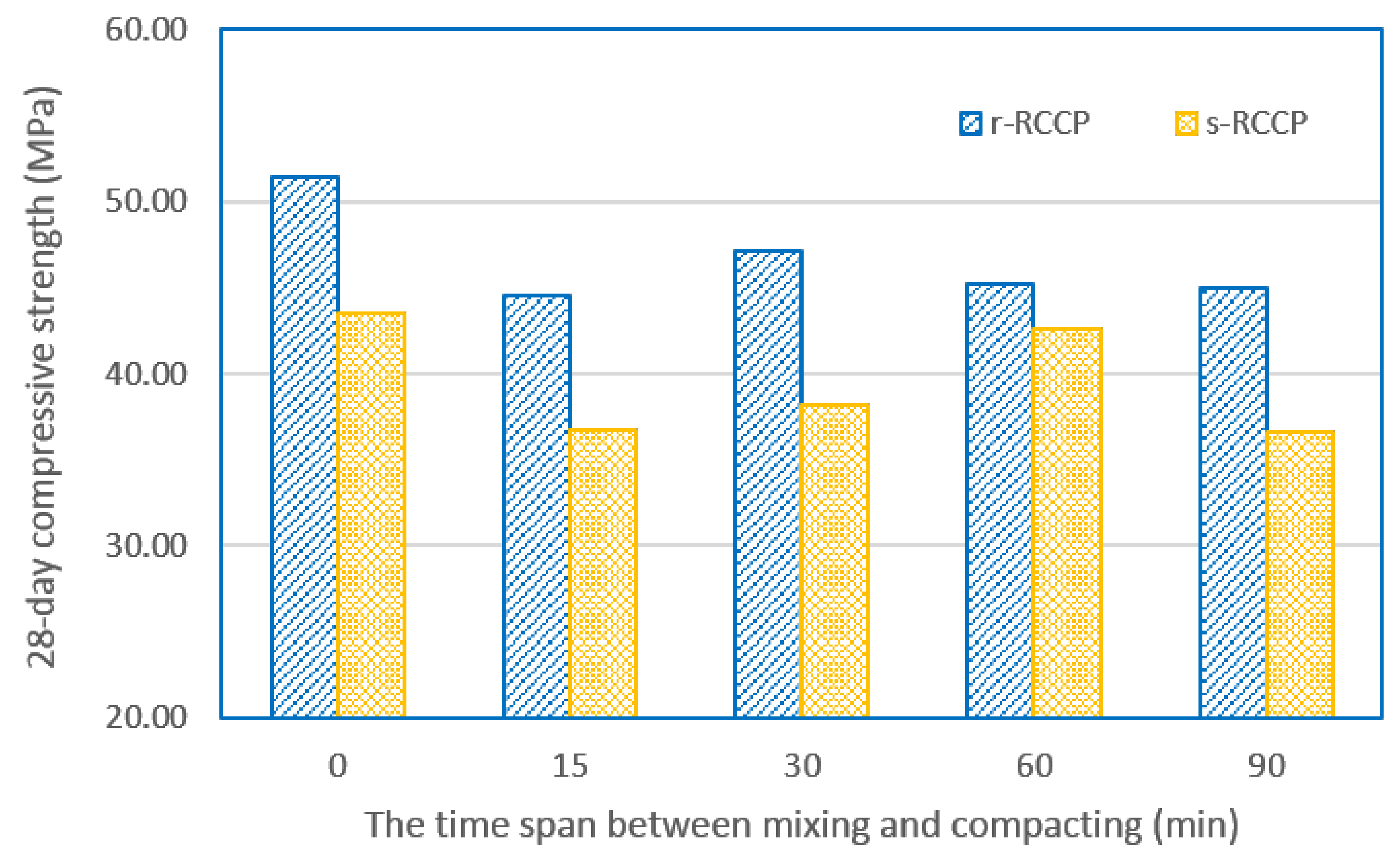
3.3. Compressive Strength of RCCP
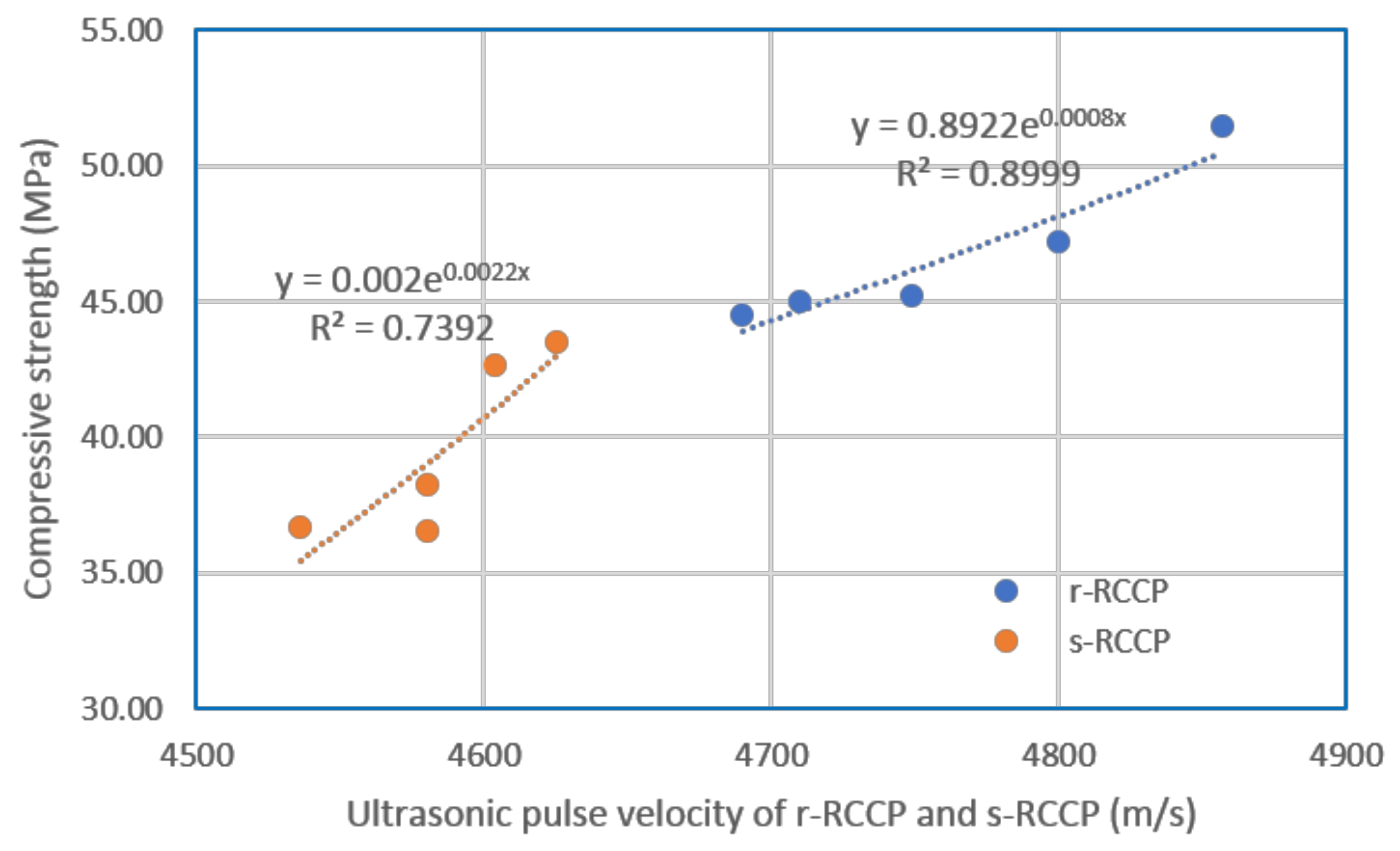
3.4. Ultrasonic Pulse Velocity (UPV) of RCCP
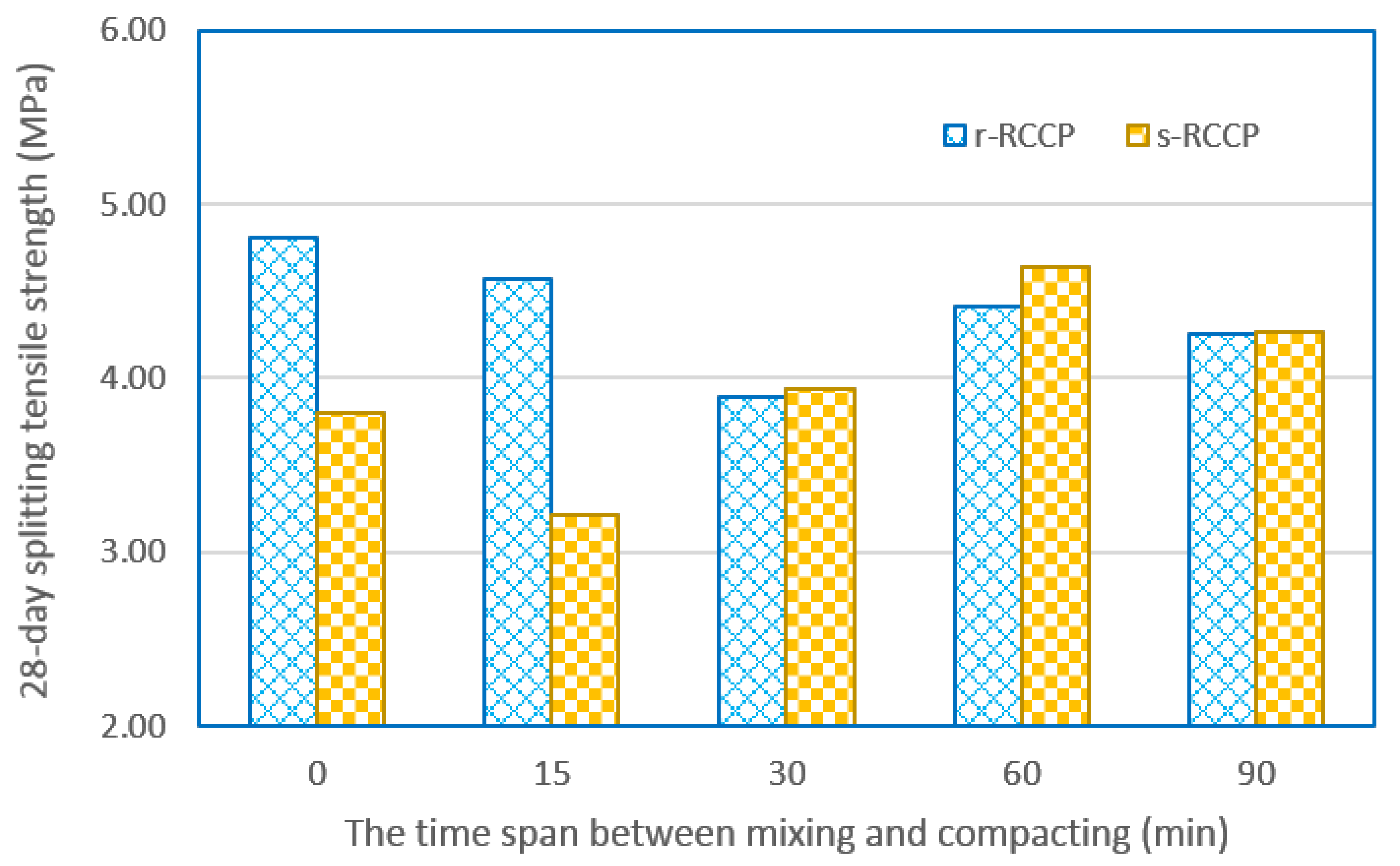
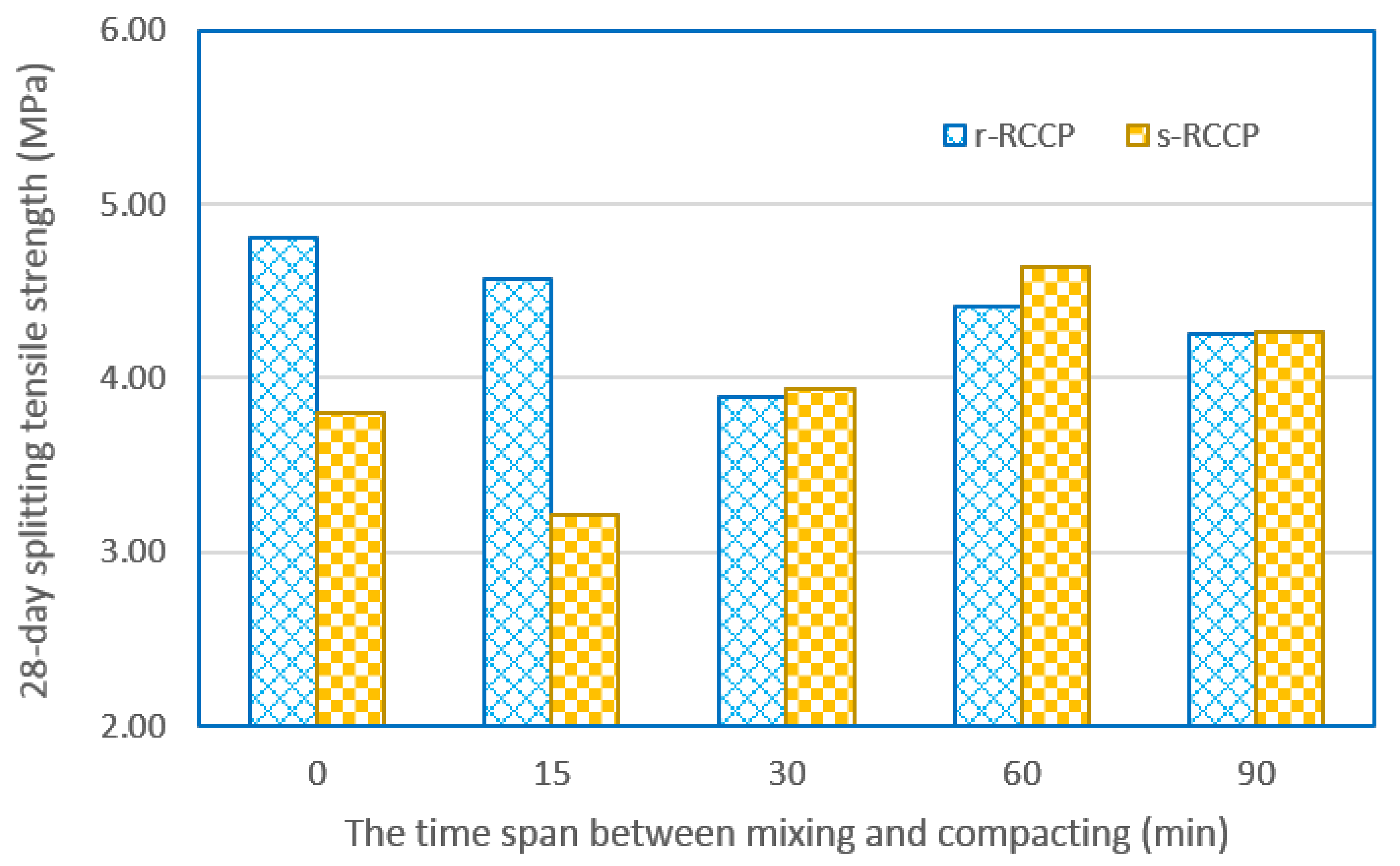
3.5. Splitting Tensile Strength of RCCP
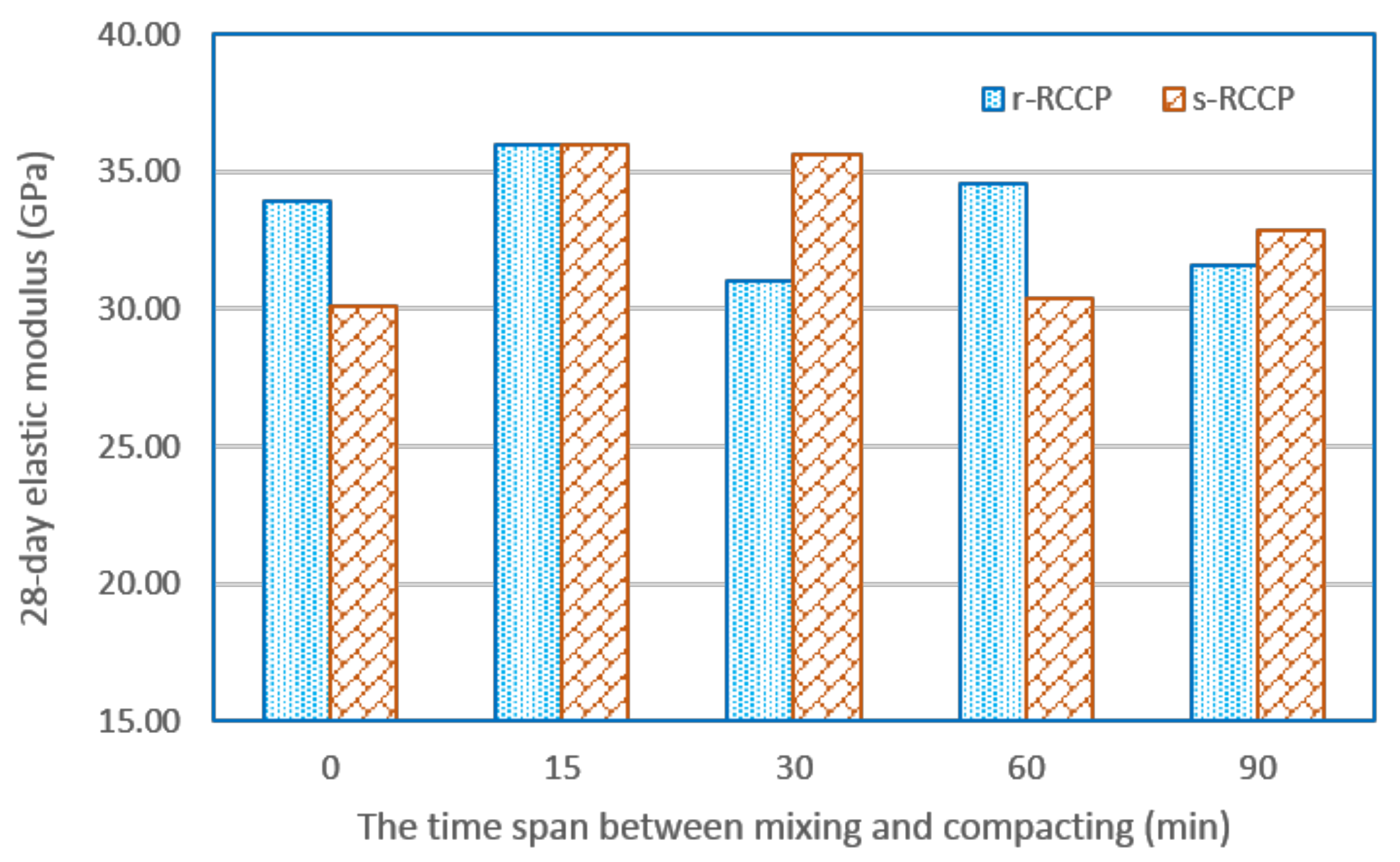
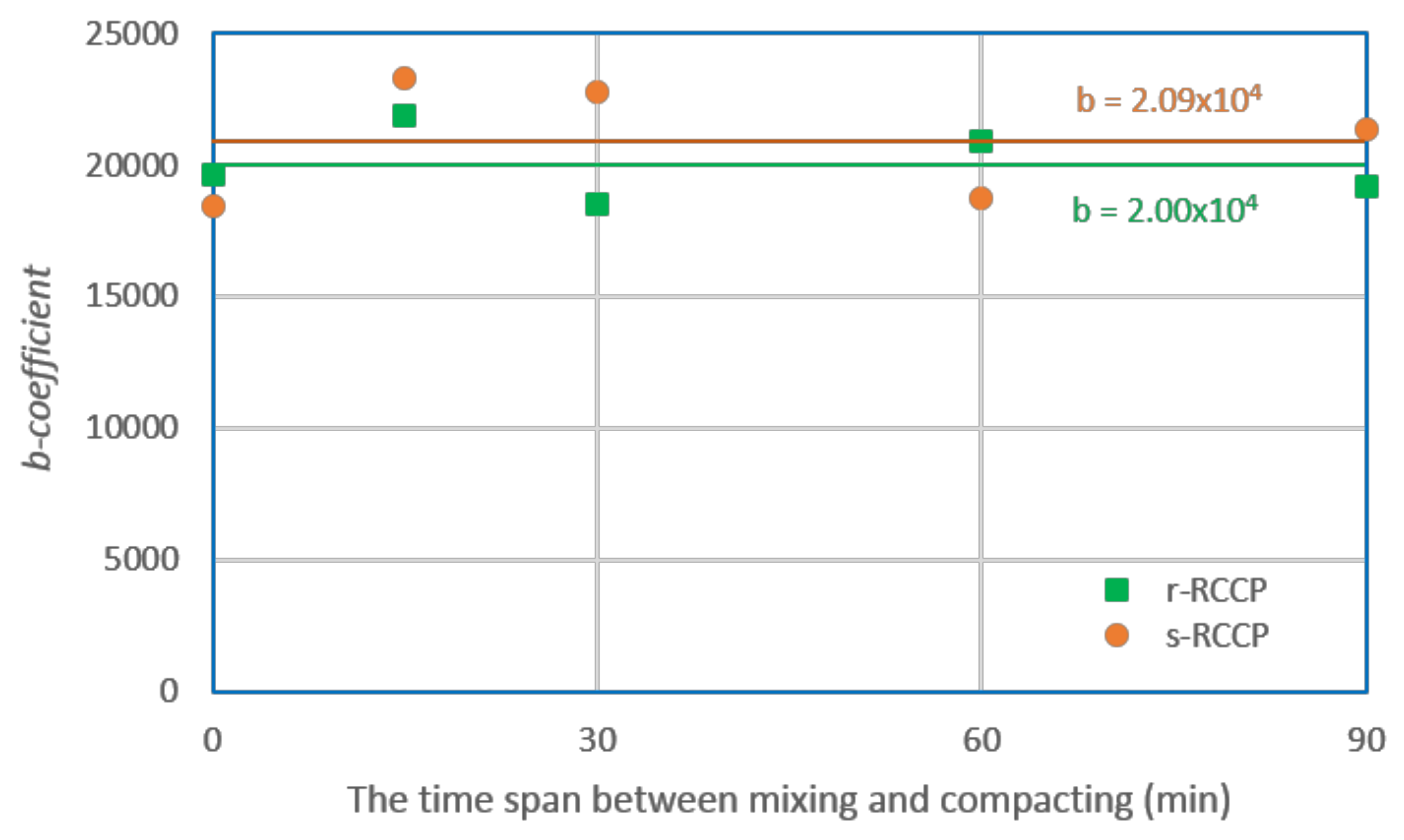
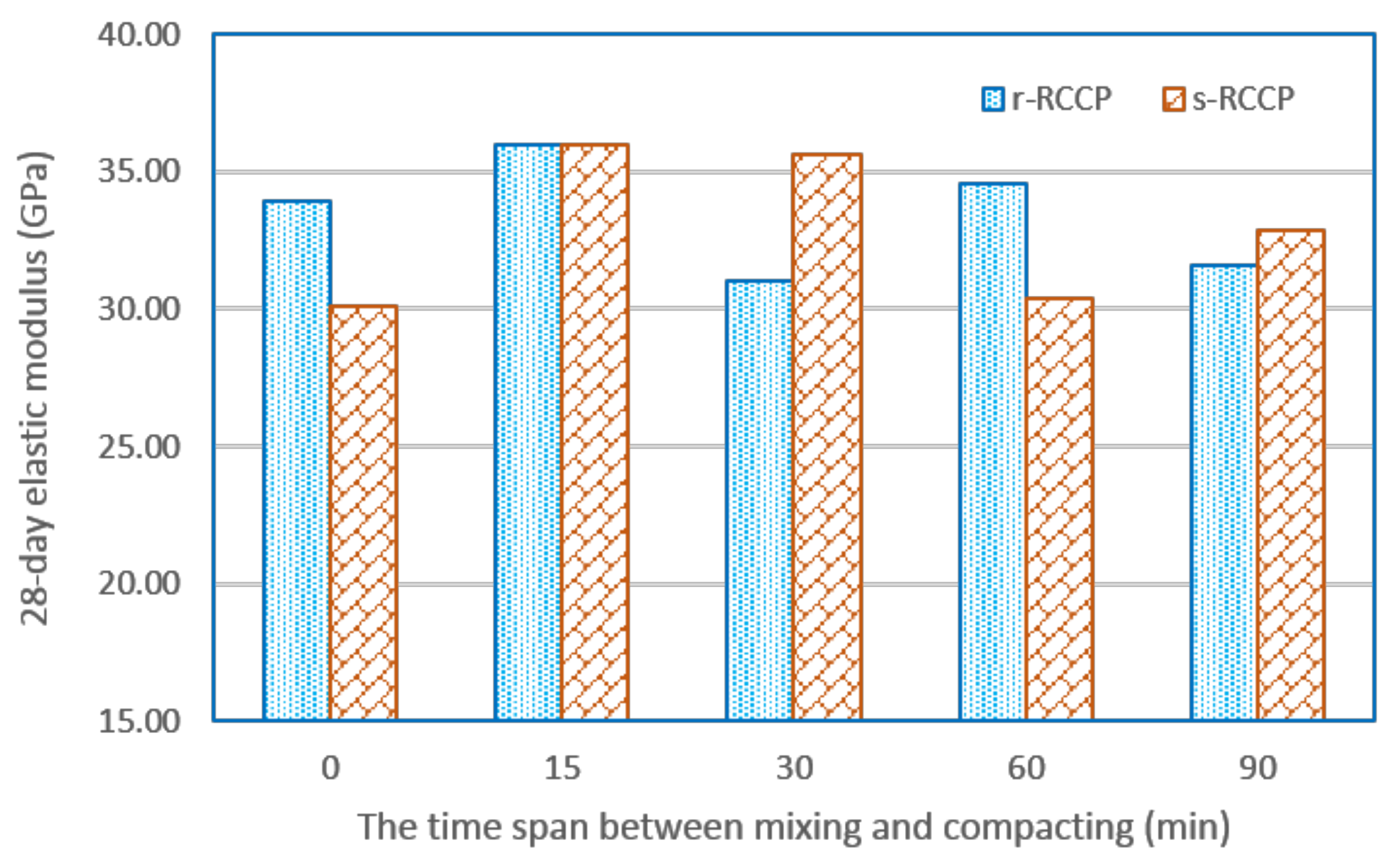
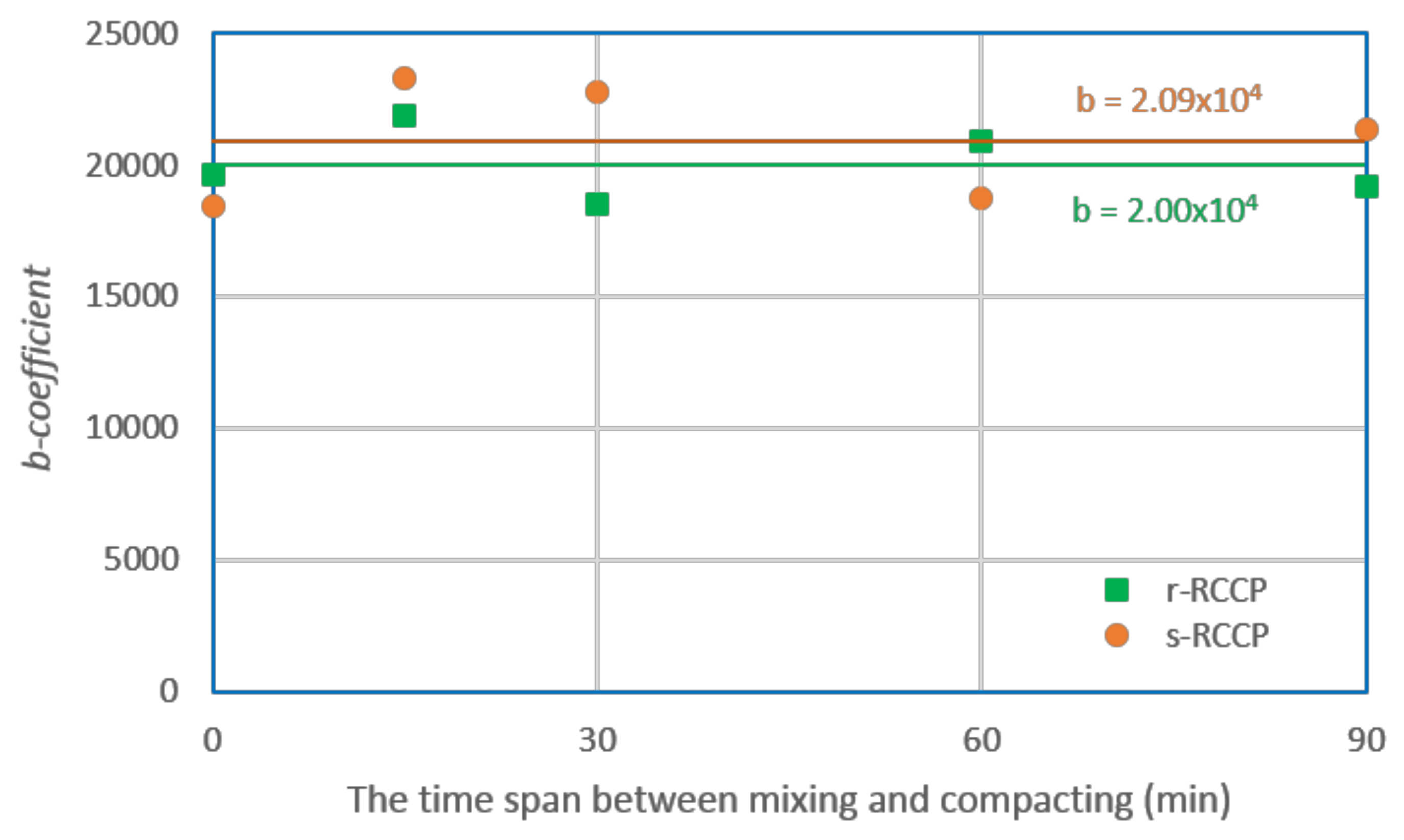
3.6. Elastic Modulus of RCCP
4. Conclusions
- (1)
- The water absorption ratio of the EAF slag aggregate obtained over 80% of the total water absorption after 10 min of immersion in water.
- (2)
- The new mixing method has mitigated a negative effect of the high water absorption feature of the EAF slag on the water of s-RCCP.
- (3)
- The optimum water content of the s-RCCP mixture is higher than that of the r-RCCP mixture because of the higher water absorption of the EAF slag aggregate. Moreover, the optimum water content and maximum dry density of s-RCCP experiences almost no effect from the delay in compaction. The water content of the s-RCCP mixture mixed by the new method may maintain its workability for 90 min.
- (4)
- There was an improvement of s-RCCP compressive strength when the mixture was mixed by the new method. In addition, the compressive strength reached the highest value with compaction immediately after mixing. Increasing the delay in compaction led to a decline in the compressive strength of s-RCCP. However, 90 min of delay in compaction also produced s-RCCP fulfilling the strength requirement for pavements.
- (5)
- The rough texture of the EAF slag aggregate caused the improvement of s-RCCP splitting tensile strength. Besides, the occurrence of the highest splitting tensile strength value of s-RCCP when delay in compaction was 60 min may be a result of the filling of the pores with ettringite.
- (6)
- With UPV values > 4500 m/s, both the r-RCCP and s-RCCP specimens compacted at various times reached uniformity and “excellent” quality.
- (7)
- The elastic modulus of r-RCCP and s-RCCP at 28 days of age was hardly affected by the delay in compaction. The range of values (30–36 GPa) is similar to that of conventional paving concrete. Furthermore, the elastic modulus of r-RCCP and s-RCCP can be predicted by the compressive strength of samples at 28 days of age.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Worldsteel Association. World Steel in Figures 2016. In Worldsteel Association; Worldsteel Association: Brussels, Belgium, 2016; pp. 3–30. [Google Scholar]
- Manso, J.M.; Polanco, J.A.; Losañez, M.; González, J.J. Durability of concrete made with EAF slag as aggregate. Cem. Concr. Compos. 2006, 28, 528–534. [Google Scholar] [CrossRef]
- Adegoloye, G.; Beaucour, A.L.; Ortola, S.; Noumowé, A. Concretes made of EAF slag and AOD slag aggregates from stainless steel process: Mechanical properties and durability. Constr. Build. Mater. 2015, 76, 313–321. [Google Scholar] [CrossRef]
- Sekaran, A.; Palaniswamy, M.; Balaraju, S. A Study on Suitability of EAF Oxidizing Slag in Concrete: An Eco-Friendly and Sustainable Replacement for Natural Coarse Aggregate. Sci. World J. 2015, 2015. [Google Scholar] [CrossRef] [PubMed]
- Faleschini, F.; Fernández-Ruíz, M.A.; Zanini, M.A.; Brunelli, K.; Pellegrino, C.; Hernández-Montes, E. High performance concrete with electric arc furnace slag as aggregate: Mechanical and durability properties. Constr. Build. Mater. 2015, 101, 113–121. [Google Scholar] [CrossRef]
- Lam, M.N.T.; Jaritngam, S.; Le, D.H. Roller-compacted concrete pavement made of Electric Arc Furnace slag aggregate: Mix design and mechanical properties. Constr. Build. Mater. 2017, 154. [Google Scholar] [CrossRef]
- ACI Committe 325. ACI 325.10R-95 Report on Roller-Compacted Concrete Pavements; Federal Highway Administration: Washington, DC, USA, 2001; pp. 1–32. reapproved.
- Karimpour, A. Effect of time span between mixing and compacting on roller compacted concrete (RCC) containing ground granulated blast furnace slag (GGBFS). Constr. Build. Mater. 2010, 24, 2079–2083. [Google Scholar] [CrossRef]
- Dasmeh, A.; Fakher, A.; Shekarchi, M.; Gharavy, M. The influence of compaction time on the mechanical properties of RCC. Int. J. Hydropower Dams 2000, 7, 60–63. [Google Scholar]
- ASTM. C150-07 Standard Specification for Portland Cement; ASTM International: West Conshohocken, PA, USA, 2009. [Google Scholar]
- ASTM. C127-07 Standard Test Method for Density, Relative Density (Specific Gravity) and Absorption of Coarse Aggregate; ASTM International: West Conshohocken, PA, USA, 2012. [Google Scholar]
- ASTM. C128-07a Standard Test Method for Density , Relative Density (Specific Gravity), and Absorption of Fine Aggregate. In Annual Book of ASTM (American Society of Testing Material) Standards, 04.02; ASTM International: West Conshohocken, PA, USA, 2012. [Google Scholar]
- ASTM. C131-06 Standard Test Method for Resistance to Degradation of Small-Size Coarse Aggregate by Abrasion and Impact in the Los Angeles Machine. In Annual Book of ASTM Standards, 4; ASTM International: West Conshohocken, PA, USA, 2000. [Google Scholar]
- ASTM. C33/C33M-08 Standard Specification for Concrete Aggregates; American Society for Testing and Materials: Philadelphia, PA, USA, 2003. [Google Scholar]
- Le, D.H.; Sheen, Y.N.; Bui, Q.B. An assessment on volume stabilization of mortar with stainless steel slag sand. Constr. Build. Mater. 2017, 155, 200–208. [Google Scholar] [CrossRef]
- ASTM. D4792-06 Standard Test Method for Potential Expansion of Aggregates from Hydration Reactions; ASTM International: West Conshohocken, PA, USA, 2006. [Google Scholar]
- ASTM. D1557-12 Standard Test Methods for Laboratory Compaction Characteristics of Soil Using Modified Effort (56,000 ft-lbf/ft3 (2,700 kN-m/m3)). In Annual Book of ASTM Standards, 4; ASTM International: West Conshohocken, PA, USA, 2000. [Google Scholar]
- ASTM. C1435/C1435M-08 Standard Practice for Molding Roller-Compacted Concrete in Cylinder Molds Using a Vibrating Hammer. In Annual Book of ASTM Standards, 4; ASTM International: West Conshohocken, PA, USA, 1999. [Google Scholar]
- ASTM. C597-02 Standard Test Method for Pulse Velocity through Concrete. In American Society for Testing and Materials; 100 Barr Harbor Drive: West Conshohocken, PA, USA, 2002. [Google Scholar]
- ASTM. C39/C39M-14 Standard Test Method for Compressive Strength of Cylindrical Concrete Specimens; ASTM International: West Conshohocken, PA, USA, 1997. [Google Scholar]
- ASTM. C496/C496M Standard Test Method for Splitting Tensile Strength of Cylindrical Concrete Specimens. In Annual Book of ASTM Standards 04.02; American Society for Testing and Materials Philadelphia: West Conshohocken, PA, USA, 1984. [Google Scholar]
- ASTM. C469-02 Standard Test Method for Static Modulus of Elasticity and Poisson’s Ratio of Concrete in Compression. In Annual Book of ASTM (American Society of Testing Material) Standards, 04.02; ASTM International: West Conshohocken, PA, USA, 2002. [Google Scholar]
- Rao, S.K.; Sravana, P.; Rao, T.C. Investigating the effect of M-sand on abrasion resistance of Fly Ash Roller Compacted Concrete (FRCC). Constr. Build. Mater. 2016, 118, 352–363. [Google Scholar] [CrossRef]
- Modarres, A.; Hosseini, Z. Mechanical properties of roller compacted concrete containing rice husk ash with original and recycled asphalt pavement material. Mater. Des. 2014, 64, 227–236. [Google Scholar] [CrossRef]
- Courard, L.; Michel, F.; Delhez, P. Use of concrete road recycled aggregates for Roller Compacted Concrete. Constr. Build. Mater. 2010, 24, 390–395. [Google Scholar] [CrossRef]
- Mehta, P.K.; Monterio, P.J.M. Concrete-Microstucture, Properties and Materials, 3rd ed.; McGraw-Hill Companies, Inc.: New York, NY, USA, 2006. [Google Scholar]
- Mardani-Aghabaglou, A.; Ramyar, K. Mechanical properties of high-volume fly ash roller compacted concrete designed by maximum density method. Constr. Build. Mater. 2013, 38, 356–364. [Google Scholar] [CrossRef]
- Hesami, S.; Modarres, A.; Soltaninejad, M.; Madani, H. Mechanical properties of roller compacted concrete pavement containing coal waste and limestone powder as partial replacements of cement. Constr. Build. Mater. 2016, 111, 625–636. [Google Scholar] [CrossRef]
- American Concrete Pavement Association. Roller-Compacted Concrete Pavements as Exposed Wearing Surface; American Concrete Pavement Association: Washington, DC, USA, 2014. [Google Scholar]
- Tayabji, S.D.; Okamoto, P.A. Engineering properties of Roller-compacted concrete. Transp. Res. Rec. 1987, 1136, 33–45. [Google Scholar]
- Whitehurst, E.A. Soniscope tests concrete structures. Int. Concr. Abstr. Portal. 1951, 47, 433–444. [Google Scholar]
- Abu-Eishah, S.I.; El-Dieb, A.S.; Bedir, M.S. Performance of concrete mixtures made with electric arc furnace (EAF) steel slag aggregate produced in the Arabian Gulf region. Constr. Build. Mater. 2012, 34, 249–256. [Google Scholar] [CrossRef]
- Rao, S.K.; Sravana, P.; Rao, T.C. Experimental studies in Ultrasonic Pulse Velocity of roller compacted concrete pavement containing fly ash and M-sand. Int. J. Pavement Res. Technol. 2016, 9, 289–301. [Google Scholar] [CrossRef]
- Settari, C.; Debieb, F.; Kadri, E.H.; Boukendakdji, O. Assessing the effects of recycled asphalt pavement materials on the performance of roller compacted concrete. Constr. Build. Mater. 2015, 101, 617–621. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition (%) | OPC, Type I |
|---|---|
| Silica (SiO2) Alumina (Al2O3) Ferric oxide (Fe2O3) Calcium oxide (CaO) Magnesium oxide (MgO) Sodium oxide (Na2O) Potassium oxide (K2O) Sulphuric anhydride (SO3) Loss on ignition (LOI) | 20.7 4.5 3.3 63.0 1.8 0.10 0.74 2.3 2.8 |
| Physical Characteristics | |
| Fineness (Blaine) (m2/kg) Specific gravity Initial setting time (min) Final setting time (min) Particle composition Retaining on 45 µm sieve (%) | 347 3.14 110 170 NA |
| Compressive Strength (N/mm2) | |
| 1 day 3 days 7 days 28 days | 14.6 26.2 33.0 43.0 |
| Sieve Size | Passing Mass (%) | ||
|---|---|---|---|
| The Lower Limit | The Upper Limit | The Designed Gradation | |
| 19 mm | 95 | 100 | 100 |
| 12.5 mm | 70 | 95 | 83 |
| 9.5 mm | 60 | 85 | 73 |
| 4.75 mm (No. 4) | 40 | 60 | 54 |
| 2.36 mm (No. 8) | 30 | 50 | 41 |
| 1.18 mm (No. 16) | 20 | 40 | 30 |
| 600 µm (No. 30) | 15 | 30 | 22 |
| 300 µm (No. 50) | 10 | 25 | 15 |
| 150 µm (No. 100) | 2 | 16 | 10 |
| <75 µm (No. 200) | 0 | 8 | 7 |
| Properties | Crushed Stone | EAF Slag | |
|---|---|---|---|
| Fine Aggregate (0–4.75 mm) | Coarse Aggregate (4.75–19 mm) | Coarse Aggregate (4.75–19 mm) | |
| Apparent specific gravity | 2.71 | 2.72 | 3.40 |
| Density (OD) (kg/m3) | 2609 | 2680 | 3085 |
| Density (SSD) (kg/m3) | 2644 | 2691 | 3176 |
| Bulk density (kg/m3) | 1493 | 1466 | 1686 |
| Water absorption (%) | 1.36 | 0.44 | 2.93 |
| Los Angeles abrasion value (%) | NA | 13.98 | 19.37 |
| Mixture | Cement (kg/m3) | Coarse Aggregate (kg/m3) | Fine Aggregate (kg/m3) | |
|---|---|---|---|---|
| EAF Slag | Crushed Stone | Crushed Stone | ||
| r-RCCP | 274 | 0 | 842 | 1163 |
| s-RCCP | 282 | 867 | 0 | 1197 |
| No. | Testing Items | Sample Dimension (mm) | Quantity of Sample | ASTM Standard |
|---|---|---|---|---|
| 1 | Optimum moisture content | 6-in (152.4 mm) diameter mold | 50 | ASTM D1557 |
| 2 | Compressive strength | 150 × 300, cylinder | 30 | ASTM C39 |
| 3 | Ultrasonic pulse velocity | 150 × 300, cylinder | - | ASTM C597 |
| 4 | Splitting tensile strength | 150 × 300, cylinder | 30 | ASTM C496 |
| 5 | Modulus of elasticity | 150 × 300, cylinder | 30 | ASTM C469 |
| Immersion Time | % of Total Water Absorption |
|---|---|
| 5 min | 77.66 |
| 10 min | 81.16 |
| 15 min | 83.06 |
| 30 min | 86.86 |
| 60 min | 88.94 |
| 90 min | 91.10 |
| 2 h | 93.46 |
| 4 h | 94.25 |
| 8 h | 96.03 |
| 24 h | 100.00 |
| Mixture | Delay Time (min) | Dry Density (γ) = Moisture Content Relationship (W) | R2 |
|---|---|---|---|
| r-RCCP | 0 | 0.94 | |
| 15 | 0.92 | ||
| 30 | 0.96 | ||
| 60 | 0.95 | ||
| 90 | 0.97 | ||
| s-RCCP | 0 | 0.99 | |
| 15 | 0.99 | ||
| 30 | 0.96 | ||
| 60 | 0.93 | ||
| 90 | 0.96 |
| Mixture | Delay Time (min) | Optimum Moisture (%) | Total Water (L/m3) | Maximum Dry Density (kg/m3) |
|---|---|---|---|---|
| r-RCCP | 0 | 6.93 | 158 | 2284 |
| 15 | 7.03 | 160 | 2275 | |
| 30 | 7.11 | 162 | 2295 | |
| 60 | 7.24 | 165 | 2276 | |
| 90 | 8.04 | 183 | 2281 | |
| s-RCCP | 0 | 7.99 | 187 | 2379 |
| 15 | 8.03 | 188 | 2398 | |
| 30 | 8.06 | 189 | 2373 | |
| 60 | 8.08 | 190 | 2371 | |
| 90 | 8.14 | 191 | 2382 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lam, M.N.-T.; Jaritngam, S.; Le, D.-H. EAF Slag Aggregate in Roller-Compacted Concrete Pavement: Effects of Delay in Compaction. Sustainability 2018, 10, 1122. https://doi.org/10.3390/su10041122
Lam MN-T, Jaritngam S, Le D-H. EAF Slag Aggregate in Roller-Compacted Concrete Pavement: Effects of Delay in Compaction. Sustainability. 2018; 10(4):1122. https://doi.org/10.3390/su10041122
Chicago/Turabian StyleLam, My Ngoc-Tra, Saravut Jaritngam, and Duc-Hien Le. 2018. "EAF Slag Aggregate in Roller-Compacted Concrete Pavement: Effects of Delay in Compaction" Sustainability 10, no. 4: 1122. https://doi.org/10.3390/su10041122
APA StyleLam, M. N.-T., Jaritngam, S., & Le, D.-H. (2018). EAF Slag Aggregate in Roller-Compacted Concrete Pavement: Effects of Delay in Compaction. Sustainability, 10(4), 1122. https://doi.org/10.3390/su10041122