Catalyst-Free Biodiesel Production Methods: A Comparative Technical and Environmental Evaluation



Abstract
:1. Introduction
2. Materials and Methods
2.1. Analysis Tools
2.1.1. Calculation of Physical and Thermodynamic Properties
2.1.2. Kinetic Modelling of Subcritical Lipid Hydrolysis and Supercritical Fatty Acid Esterification
2.1.3. Potential Environmental Impact Assessment
3. Results
4. Discussion
5. Conclusions
Supplementary Files
Supplementary File 1Acknowledgments
Author Contributions
Conflicts of Interest
References
- Okoro, O.; Sun, Z.; Birch, J. Meat processing dissolved air flotation sludge as a potential biodiesel feedstock in New Zealand: A predictive analysis of the biodiesel product properties. J. Clean. Prod. 2017, 168, 1436–1447. [Google Scholar] [CrossRef]
- Saka, S.; Kusduiana, D.; Minami, E. Non-catalytic biodiesel fuel production with supercritical methanol technologies. J. Sci. Ind. Res. 2006, 65, 420–425. [Google Scholar]
- Glisic, S.; Skala, D. The problems in design and detailed analyses of energy consumption for biodiesel synthesis at supercritical conditions. J. Supercrit. Fluids 2009, 49, 293–301. [Google Scholar] [CrossRef]
- Mondala, A.; Liang, K.; Toghiani, H.; Hernandez, R.; French, T. Biodiesel production by in situ transesterification of municipal primary and secondary sludges. Bioresour. Technol. 2009, 100, 1203–1210. [Google Scholar] [CrossRef] [PubMed]
- Okoro, O.; Sun, Z.; Birch, J. Enhanced fatty acid generation from meat processing dissolved air flotation sludge. In Proceedings of the 25th European Biomass Conference and Exhibition, Stockholm, Sweden, 12–15 June 2017. [Google Scholar]
- Jin, T.; Wang, B.; Zeng, J.; Yang, C.; Wang, Y.; Fang, T. Esterification of free fatty acids with supercritical methanol for biodiesel production and related kinetic study. RSC Adv. 2015, 5, 52072–52078. [Google Scholar] [CrossRef]
- Sawangkeaw, R.; Bunyakiat, K.; Ngamprasertsith, S. Effect of co-solvents on production of biodiesel via transesterification in supercritical methanol. Green Chem. 2007, 9, 679–685. [Google Scholar] [CrossRef]
- Abdulagatov, I.; Polikhronidi, N.; Abdurashidova, A.; Kiselev, S.B.; Ely, J.F. Thermodynamic Properties of Methanol in the Critical and Supercritical Regions. Int. J. Thermophys. 2005, 26, 1327–1368. [Google Scholar] [CrossRef]
- Lu, J.; Boughner, E.; Liotta, C.; Eckert, C. Nearcritical and supercritical ethanol as a benign solvent: Polarity and hydrogen-bonding. Fluid Phase Equilib. 2002, 198, 37–49. [Google Scholar] [CrossRef]
- Hoffmann, M.; Conradi, M. Are There Hydrogen Bonds in Supercritical Methanol and Ethanol? J. Phys. Chem. B 1998, 102, 263–271. [Google Scholar] [CrossRef]
- Patil, P.; Gude, V.; Mannarswamy, A.; Deng, S.; Cooke, P.; Munson-McGee, S.; Rhodes, I.; Lammers, P.; Nirmalakhandan, N. Optimization of direct conversion of wet algae to biodiesel under supercritical methanol conditions. Bioresour. Technol. 2011, 102, 118–122. [Google Scholar] [CrossRef] [PubMed]
- Demirbas, A. Studies on cottonseed oil biodiesel prepared in non-catalytic SCF conditions. Bioresour. Technol. 2008, 99, 1125–1130. [Google Scholar] [CrossRef] [PubMed]
- He, H.; Wang, T.; Zhu, S. Continuous production of biodiesel fuel from vegetable oil using supercritical methanol process. Fuel 2007, 86, 442–447. [Google Scholar] [CrossRef]
- Tan, K.; Lee, K.; Mohamed, A. Optimization of supercritical dimethyl carbonate (SCDMC) technology for the production of biodiesel and value-added glycerol carbonate. Fuel 2010, 89, 3833–3839. [Google Scholar] [CrossRef]
- Shin, H.; Lim, S.; Bae, S.; Oh, C. Thermal decomposition and stability of fatty acid methyl esters in supercritical methanol. J. Anal. Appl. Pyrolysis 2011, 92, 332–338. [Google Scholar] [CrossRef]
- Silva, C.D.; Vladimir, O. Biodiesel production through non-catalytic supercritical transesterification: Current state and perspectives. Braz. J. Chem. Eng. 2014, 31, 271–285. [Google Scholar] [CrossRef]
- Kusdiana, D.; Saka, S. Two-Step Preparation for Catalyst-Free Biodiesel Fuel Production Hydrolysis and Methyl Esterification. Appl. Biochem. Biotechnol. 2004, 115, 781–790. [Google Scholar] [CrossRef]
- Gutierrez Ortiz, F.J.; de Santa-Ana, P.; Segovia-Hernande, J.G.; Hernandez, S. Techno-economic assessment of an energy self-sufficient process to produce biodiesel under supercritical conditions. J. Supercrit. Fluids 2017, 129, 349–358. [Google Scholar] [CrossRef]
- Gomez-Castro, F.I.; Rico-Ramirez, V.; Segovia-Hernandez, J.G.; Hernandez-Castro, S.; El-Halwagi, M.M. Simulation study on biodiesel production by reactive distillation with methanol at high pressure and temperature: Impact on costs and pollutant emissions. Comput. Chem. Eng. 2013, 52, 204–215. [Google Scholar] [CrossRef]
- Martín, A.; Mato, F. Hint: An educational software for heat exchanger network design with the pinch method. Educ. Chem. Eng. 2008, 3, 6–14. [Google Scholar] [CrossRef]
- Sadhukhan, J.; Ng, K.; Martinez-Hernandez, E. Heat integration and utility system design. In Biorefineries and Chemical Processes: Design, Integration and Sustainability Analysis, 1st ed.; Wiley: Chichester, UK, 2014; pp. 63–91. [Google Scholar]
- Linnhoff, B.; Flower, J. Synthesis of heat exchanger networks: I. Systematic generation of energy optimal networks. AIChe J. 1978, 24, 633–642. [Google Scholar] [CrossRef]
- Sinnot, R.; Towler, G. Chemical Engineering Design, 5th ed.; Elsevier: Burlington, VT, USA, 2009. [Google Scholar]
- Gomez-Castro, F.I.; Rico-Ramirez, V.; Segovia-Hernandez, J.G.; Hernandez, S. Feasibility study of a thermally coupled reactive distillation process for biodiesel production. Chem. Eng. Process. Process Intensif. 2010, 49, 262–269. [Google Scholar] [CrossRef]
- Minami, E.; Saka, S. Kinetics of hydrolysis and methyl esterification for biodiesel production in two-step supercritical methanol process. Fuel 2006, 85, 2479–2483. [Google Scholar] [CrossRef]
- He, H.; Sun, S.; Wang, T.; Zhu, S. Transesterification kinetics of soybean oil for production of biodiesel in supercritical methanol. J. Am. Oil Chem. Soc. 2007, 84, 399–404. [Google Scholar] [CrossRef]
- Freedman, B.; Bagby, M. Heats of combustion of fatty esters and triglycerides. J. Am. Oil Chem. Soc. 1989, 66, 1601–1605. [Google Scholar] [CrossRef]
- Lapuerta, M.; Rodríguez-Fernández, J.; Armas, O. Correlation for the estimation of the density of fatty acid esters fuels and its implications. A proposed Biodiesel Cetane Index. Chem. Phys. Lipids 2010, 163, 720–727. [Google Scholar] [CrossRef] [PubMed]
- Knothe, G. “Designer” Biodiesel: Optimizing Fatty Ester Composition to Improve Fuel Properties. Energy Fuels 2008, 22, 1358–1364. [Google Scholar] [CrossRef]
- Teeter, H.; List, G. Methods of Preparation of Fatty Acids and Their Derivatives: Laboratory Exercises: AOCS Lipdi Library. Available online: http://lipidlibrary.aocs.org/OilsFats/content.cfm?ItemNumber=41539 (accessed on 17 October 2017).
- European Standard (EN). EN 14214: Automotive Fuels-Fatty Acid Methyl Esters (FAME) for Diesel Engines—Requirement Methods; European Committee for Standardization (CEN): Brussels, Belgium, 2009. [Google Scholar]
- American Society for Testing and Materials (ASTM). D6751-08a Standard Specification for Biodiesel (B100) Fuel Blend Stock (B100) for Middle Distillate Fuels. ASTM Annual Book of Standards; American Society for Testing and Materials International: West Conshohocken, PA, USA, 2008. [Google Scholar]
- Tang, Z.; Du, Z.; Min, E.; Gao, L.; Jiang, T.; Han, B. Phase equilibria of methanol-triolein system at elevated temperature and pressure. Fluid Phase Equilib. 2006, 239, 8–11. [Google Scholar] [CrossRef]
- Apostolakou, A.; Kookos, I.; Marazioti, C.; Angelopoulos, K. Techno-economic analysis of a biodiesel production process from vegetable oils. Fuel Process. Technol. 2009, 90, 1023–1031. [Google Scholar] [CrossRef]
- Perry, E.S.; Weber, W.H.; Daubert, B.F. Vapor Pressure of Phlegmatic Liquids I. Simple and Mixed Triglycerides. J. Am. Chem. Soc. 1949, 71, 3720–3726. [Google Scholar] [CrossRef]
- Kocsisová, T.; Juhasz, J.; Cvengros, J. Hydrolysis of fatty acid esters in subcritical water. Eur. J. Lipid Sci. Technol. 2006, 108, 652–658. [Google Scholar] [CrossRef]
- Sturzenegger, A.; Sturm, H. Hydrolysis of fats at high temperatures. Ind. Eng. Chem. 1951, 43, 510–515. [Google Scholar] [CrossRef]
- Braun, M.; Altan, H.; Beck, S. Using regression analysis to predict the future energy consumption of a supermarket in the UK. Appl. Energy 2014, 130, 305–313. [Google Scholar] [CrossRef]
- Quesada-Medina, J.; Olivares-Carrillo, P. Evidence of thermal decomposition of fatty acid methyl esters during the synthesis of biodiesel with supercritical methanol. J. Supercrit. Fluids 2011, 56, 56–63. [Google Scholar] [CrossRef]
- Young, D.; Scharp, R.; Cabezas, H. The waste reduction (WAR) algorithm: Environmental impacts, energy consumption, and engineering economics. Waste Manag. 2000, 20, 605–615. [Google Scholar] [CrossRef]
- Rincón, L.; Jaramillo, J.; Cardona, C. Comparison of feedstocks and technologies for biodiesel production: An environmental and techno-economic evaluation. Renew. Energy 2014, 69, 479–487. [Google Scholar] [CrossRef]
- Moncada, J.; Tamayo, J.; Cardona, C. Integrating first, second, and third generation biorefineries: Incorporating microalgae into the sugarcane biorefinery. Chem. Eng. Sci. 2014, 118, 126–140. [Google Scholar] [CrossRef]
- Pistikopoulos, E.N.; Stefanis, S.K.; Livingston, A.G.A. Methodology for Minimum Environmental Impact Analysis. AICHe Symp. Ser. 1995, 35, 4128. [Google Scholar]
- Shonnard, D.R.; Hiew, D.S. Comparative Environmental assessments of VOC Recovery and recycle design alaternatives for gaseous waste streams. Environ. Sci. Technol. 2000, 34, 5222–5228. [Google Scholar] [CrossRef]
- Young, D.; Cabezas, H. Designing sustainable processes with simulation: The waste reduction (WAR) algorithm. Comput. Chem. Eng. 1999, 23, 1477–1491. [Google Scholar] [CrossRef]
- Cabezas, H.; Bare, J.; Mallick, S. Pollution prevention with chemical process simulators: The generalized waste reduction (WAR) algorithm—Full version. Comput. Chem. Eng. 1999, 23, 623–634. [Google Scholar] [CrossRef]
- Heijungs, R.H.G.; Lankreijer, R.; de Hayes, H.U.; Wegenersleeswijk, A. Environmental Life Cycle Assessment of Products Guide. Leiden: Centre of Environmental Science; CML: Leiden, The Netherlands, 1992. [Google Scholar]
- Gangadharan, P.; Kanchi, K.; Lou, H. Evaluation of the economic and environmental impact of combining dry reforming. Chem. Eng. Res. Des. 2012. [Google Scholar] [CrossRef]
- Kay, K.; Yasir, S. Biodiesel Production from Low Quality Crude Jatropha Oil Using Heterogeneous Catalyst. APCBEE Procedia 2012, 3, 23–27. [Google Scholar] [CrossRef]
- Machado, G.; de Souza, T.; Aranda, D.; Pessoa, F.; Castier, M.; Cabral, V.; Cardozo-Filho, L. Computer simulation of biodiesel production by hydro-esterification. Chem. Eng. Process. Process Intensif. 2016, 103, 37–45. [Google Scholar] [CrossRef]
- Yang, F.; Hanna, M.; Sun, R. Value-added uses for crude glycerol—A byproduct of biodiesel production. Biotechnol. Biofuels 2012. [Google Scholar] [CrossRef] [PubMed]
- Environmental Protection Agency. Photochemical Smog—What It Means for Us; EPA Information; Environmental Protection Agency: South Austrialia, Australia, 2004.
- Vallero, D. Fundamentals of Air Pollution, 5th ed.; Elsevier: Boston, MA, USA, 2014. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fuel Property of Methyl Oleate | Value | EN 14214 e | ASTM D6751 f |
|---|---|---|---|
| Higher heating value (kJ/kg) | 39.91 a | >35 | NS |
| Density (kg/m3 at 15 °C) | 877.46 b | 860 ≤ ρ ≤ 900 | NS |
| Kinematic viscosity (mm2/s at 40 °C) | 4.51 c | 3.5 ≤ υ ≤ 5.0 | 1.9 ≤ υ ≤ 6.0 |
| Cetane number | 59.3 c | ≥51 | ≥47 |
| Iodine index | 84.4 d | ≤120 | NS |
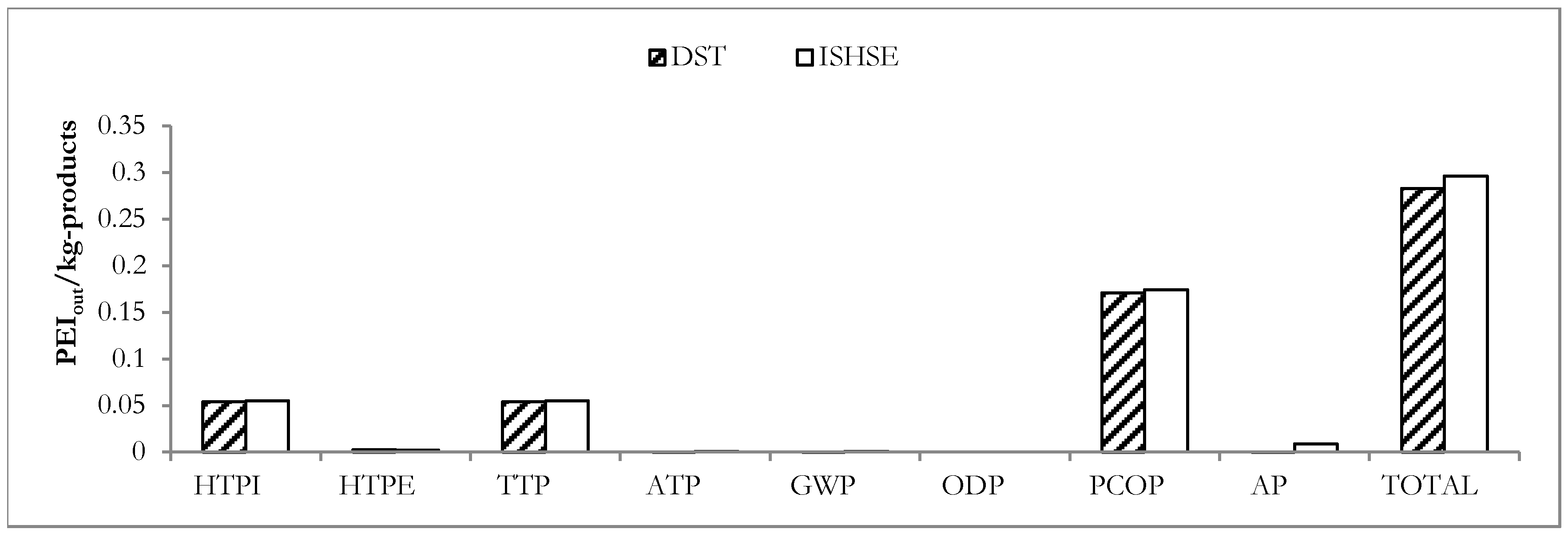
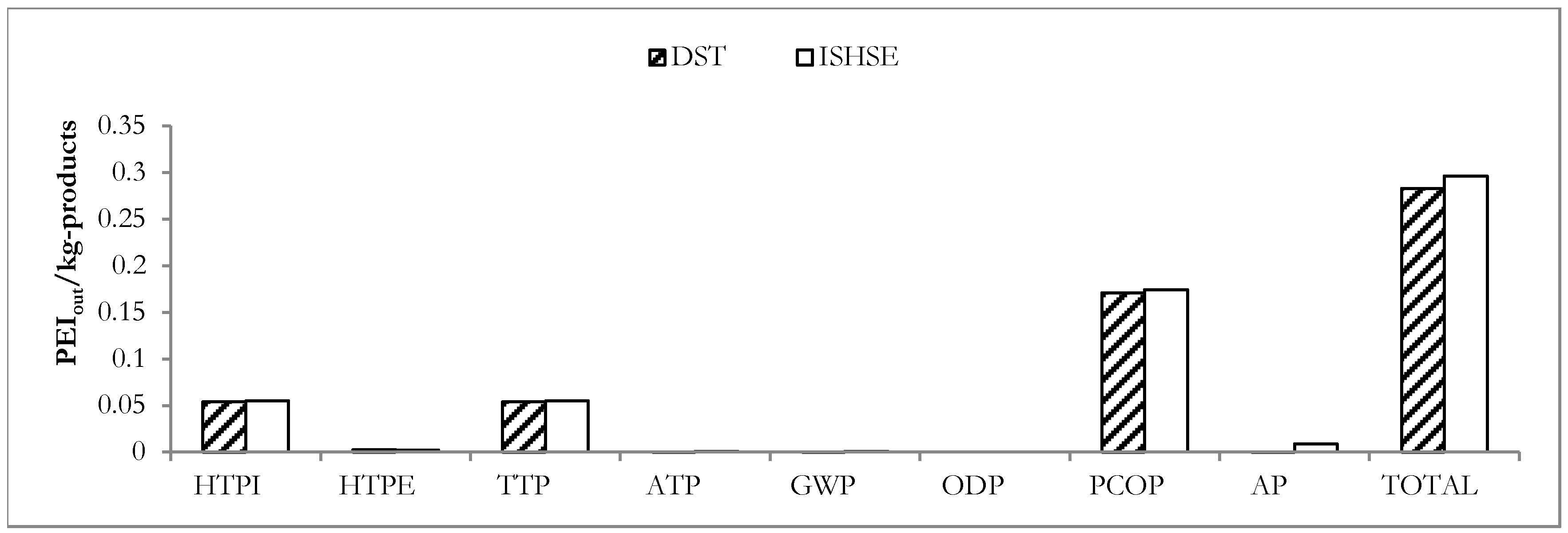
| General Impact Category | Impact Category | Measure of Impact Category |
|---|---|---|
| Human toxicity | Ingestion (HTPI) | LD50 |
| Inhalation/dermal (HTPE) | OSHA PEL | |
| Ecological toxicity | Aquatic toxicity (ATP) | Fathead Minnow LC50 |
| Terrestrial toxicity (TTP) | LD50 | |
| Global atmospheric impacts | Global warming potential (GWP) | GWP |
| Ozone depletion potential (ODP) | ODP | |
| Regional atmospheric impacts | Acidification Potential (AP) | AP |
| Photochemical oxidation potential (PCOP) | PCOP |
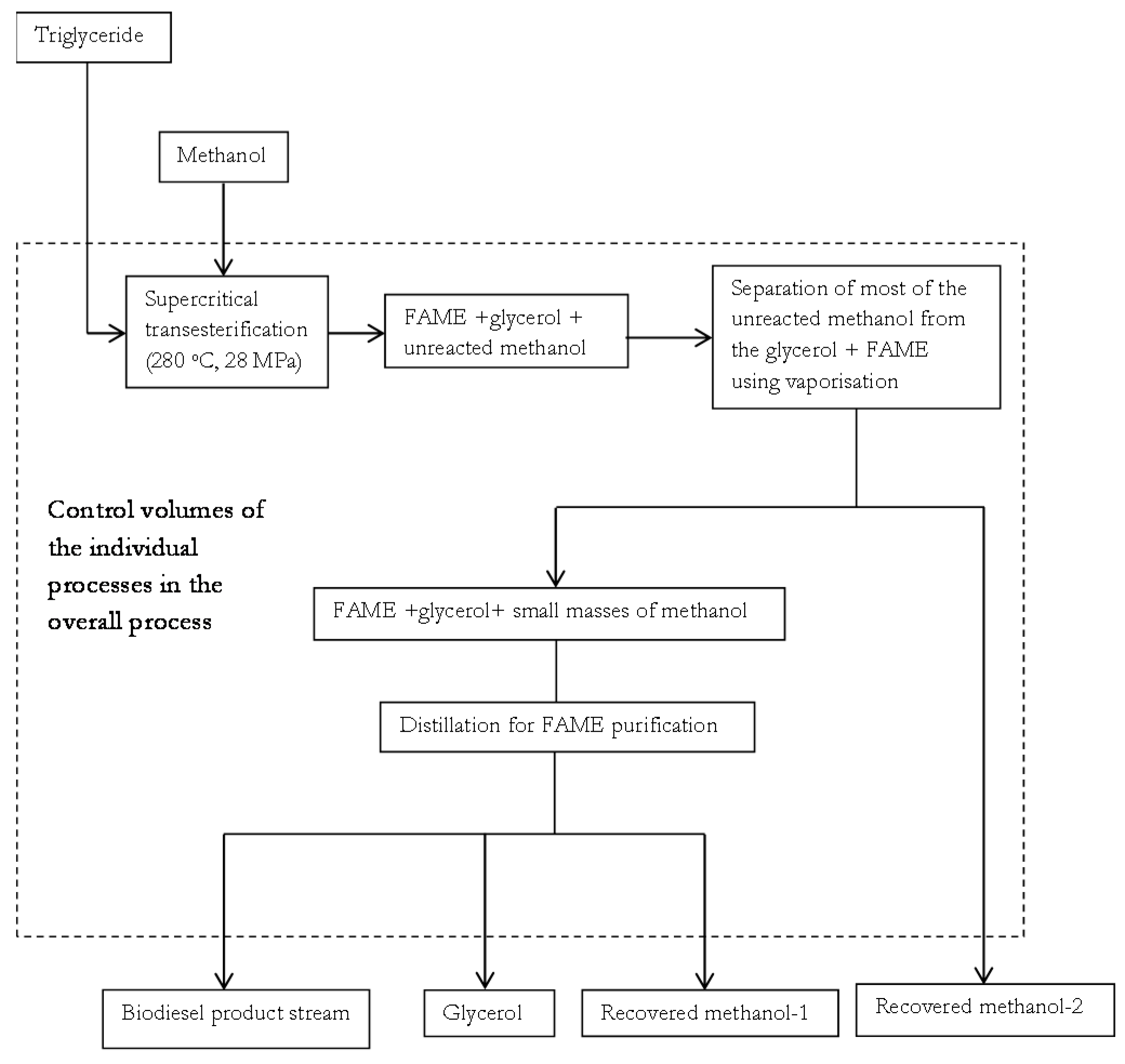
| Stream Name | 1 | 2 | 5 | 9 | BIODIESL | GLYCEROL | ME-RCV-2 | METH-RCV | METHANOL | TAG |
|---|---|---|---|---|---|---|---|---|---|---|
| Temperature (°C) | 25 | 280 | 280 | 72 | 25 | 25 | 25 | 25 | 25 | 25 |
| Pressure (MPa) | 0.1013 | 28 | 28 | 0.1013 | 0.1013 | 0.1013 | 0.1013 | 0.1013 | 0.1013 | 0.1013 |
| Mass fraction | ||||||||||
| Methanol | 0.603 | 0.572 | 0.560 | 0.401 | Trace | 0.221 | 1 | 1 | 1 | 0 |
| Triglyceride | 0.397 | 0.109 | 0.002 | Trace | 0.006 | Trace | Trace | Trace | 0 | 1 |
| FAME | 0 | 0.289 | 0.396 | 0.139 | 0.994 | 0.181 | Trace | Trace | 0 | 0 |
| Glycerol | 0 | 0.03 | 0.041 | 0.460 | Trace | 0.598 | Trace | Trace | 0 | 0 |
| Mass Flows (kg/h) | 2198.9 | 2198.9 | 2198.9 | 194.8 | 849.9 | 149.9 | 44.9 | 1154.2 | 1326.2 | 872.7 |
| Stream Name | 1 | 2 | 5 | 7 | 9 | AQ-PHSE | BIODIESL | FA | METH-F | METH-RCV | TAG | WATER | WATER-RC |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Temperature (°C) | 25 | 270 | 270 | 25 | 250 | 27 | 25 | 27 | 25 | 25 | 25 | 25 | 25 |
| Pressure (MPa) | 0.1013 | 7 | 7 | 0.1013 | 8.1 | 0.1013 | 0.1013 | 0.1013 | 0.1013 | 0.1013 | 0.1013 | 0.1013 | 0.1013 |
| Mass Fractions | |||||||||||||
| Oleic acid | 0 | 0.336 | 0.455 | 0.305 | 0.074 | Trace | 0.013 | 0.995 | 0 | Trace | 0 | 0 | 0.002 |
| Methanol | 0 | 0 | 0 | 0.693 | 0.667 | 0 | 0.012 | 0 | 1 | 0.979 | 0 | 0 | Trace |
| Triglyceride | 0.477 | 0.126 | 0.002 | 0.002 | 0.002 | Trace | 0.004 | 0.005 | 0 | Trace | 1 | 0 | 0.026 |
| Water | 0.523 | 0.501 | 0.494 | 0 | 0.015 | 0.909 | 0.001 | 0 | 0 | 0.021 | 0 | 0 | 0.595 |
| FAME | 0 | 0 | 0 | 0 | 0.243 | 0 | 0.97 | 0 | 0 | Trace | 0 | 1 | 0.378 |
| Glycerol | 0 | 0 | 0 | 0 | 0 | 0.091 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| Mass Flows | 1768.7 | 1768.7 | 1768.7 | 2634.9 | 2634.9 | 960.7 | 849.9 | 808.1 | 1826.9 | 1764.9 | 844.2 | 924.5 | 20.1 |
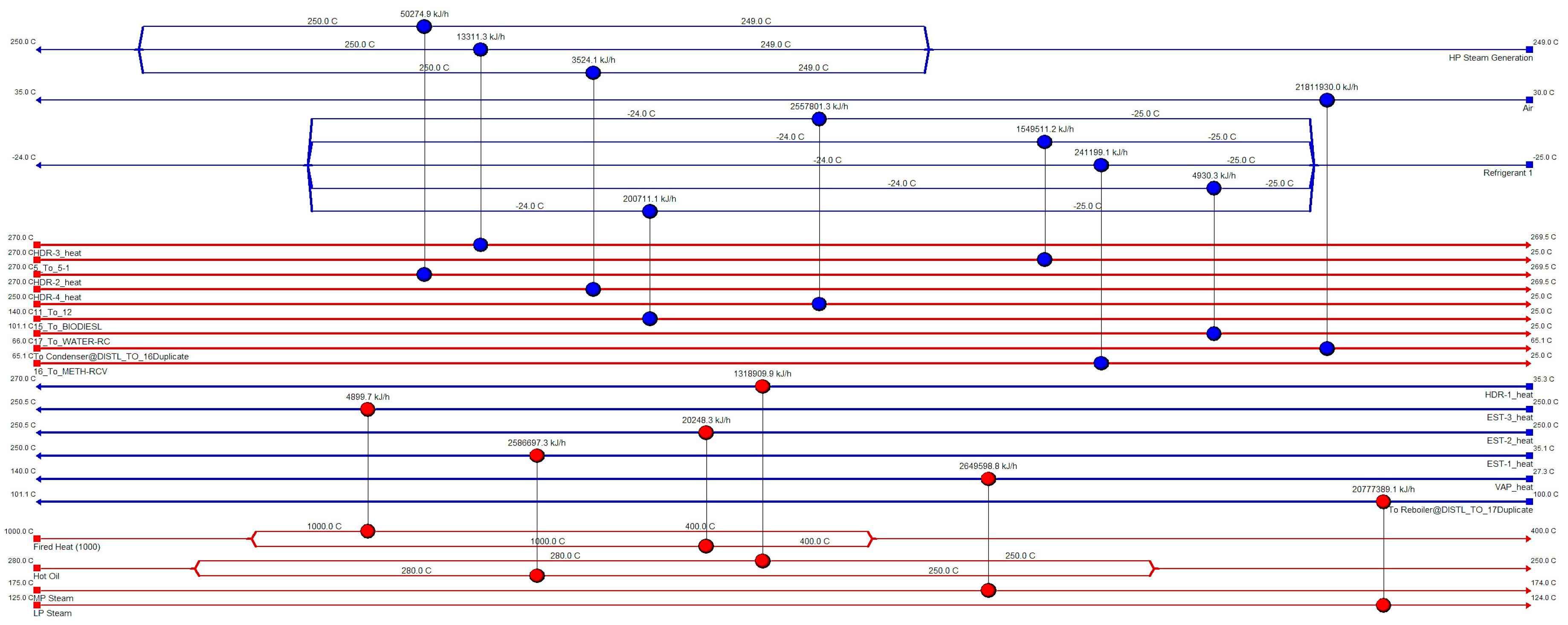
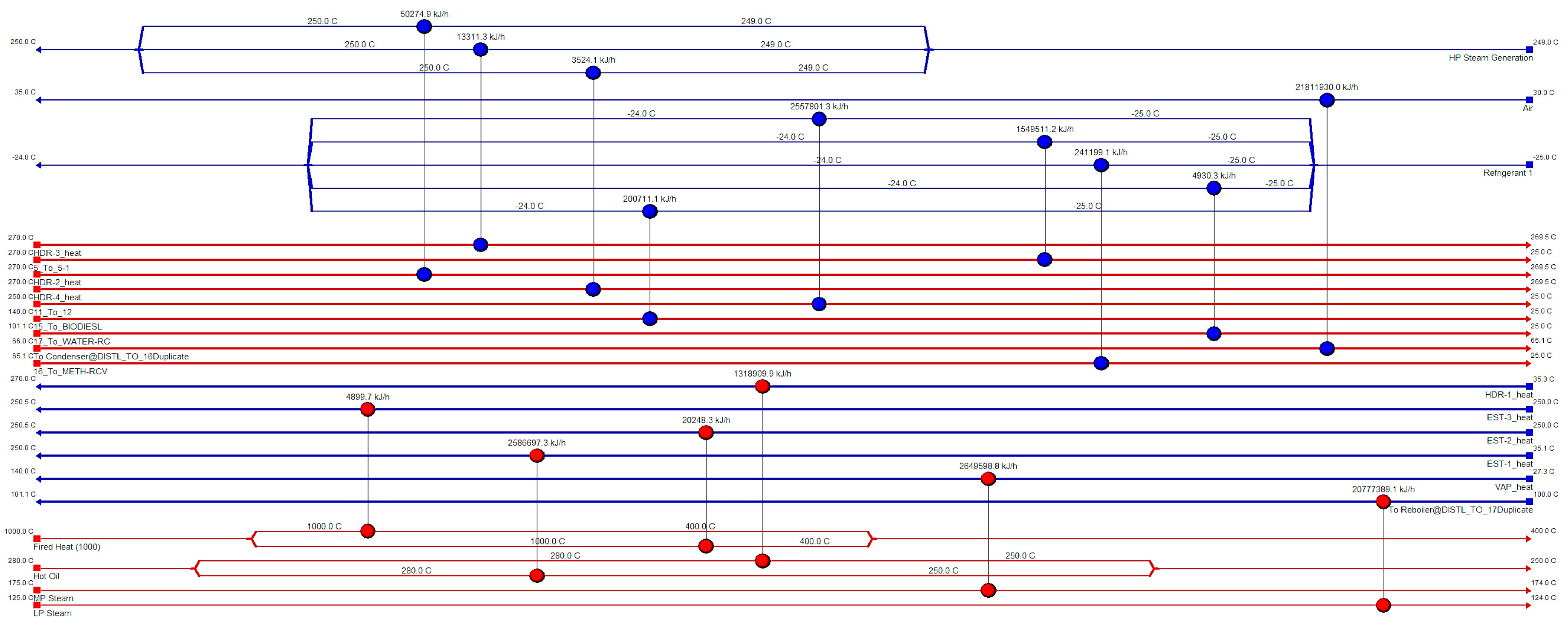
| Stream Description | Temperature (°C) | Duty (kW) | |
|---|---|---|---|
| Inlet | Outlet | - | |
| Hot streams | |||
| 5_To_5-1 | 270 | 25 | 430.42 |
| 11_To_12 | 250 | 25 | 710.50 |
| 15_To_BIODIESL | 140 | 25 | 55.75 |
| 16_To_METH-RCV | 65.1 | 25 | 67.00 |
| HDR-2_heat | 270 | 269.5 | 13.97 |
| HDR-3_heat | 270 | 269.5 | 3.70 |
| HDR-4_heat | 270 | 269.5 | 0.98 |
| To Condenser at DISTL_To_16 | 66 | 65.1 | 6058.96 |
| 17_To_WATER-RC | 101.1 | 25 | 1.37 |
| Cold streams | |||
| EST-1_heat | 35.1 | 250 | 718.5 |
| EST-2_heat | 250 | 250.5 | 5.62 |
| EST-3_heat | 250 | 250.5 | 1.36 |
| VAP_heat | 27.3 | 140 | 736.00 |
| HDR-1_heat | 35.3 | 270 | 366.40 |
| To Reboiler at DISTL_To_17 | 100 | 101.1 | 5771.50 |
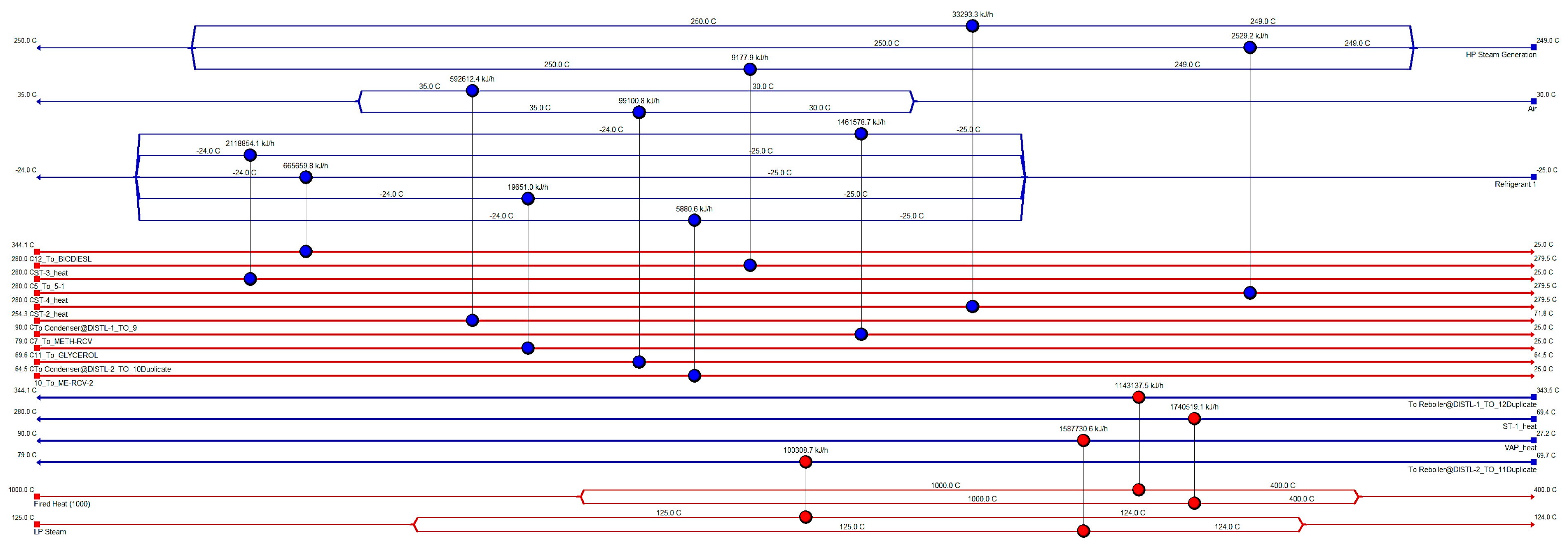
| Stream Description | Temperature (°C) | Duty (kW) | |
|---|---|---|---|
| Inlet | Outlet | - | |
| Hot streams | |||
| 5_To_5-1 | 280 | 25 | 588.57 |
| 7_To_METH-RCV | 90 | 25 | 406.0 |
| 10_To_ME-RCV-2 | 64.5 | 25 | 1.63 |
| 11_To_GLYCEROL | 79 | 25 | 5.46 |
| 12_To_BIODIESL | 344.1 | 25 | 184.90 |
| ST-2_heat | 280 | 279.5 | 9.25 |
| ST-3_heat | 280 | 279.5 | 2.55 |
| ST-4_heat | 280 | 279.5 | 0.70 |
| To Condenser at DISTL-1_To_9 | 254.3 | 71.8 | 164.60 |
| To Condenser at DISTL-2_To_10 | 69.6 | 64.5 | 27.50 |
| Cold streams | |||
| ST-1_heat | 69.4 | 280 | 483.50 |
| VAP_heat | 27.2 | 90 | 441.03 |
| To Reboiler at DISTL-1_To_12 | 343.5 | 344.1 | 317.54 |
| To Reboiler at DISTL-2_To_11 | 69.7 | 79.0 | 27.90 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Okoro, O.V.; Sun, Z.; Birch, J. Catalyst-Free Biodiesel Production Methods: A Comparative Technical and Environmental Evaluation. Sustainability 2018, 10, 127. https://doi.org/10.3390/su10010127
Okoro OV, Sun Z, Birch J. Catalyst-Free Biodiesel Production Methods: A Comparative Technical and Environmental Evaluation. Sustainability. 2018; 10(1):127. https://doi.org/10.3390/su10010127
Chicago/Turabian StyleOkoro, Oseweuba Valentine, Zhifa Sun, and John Birch. 2018. "Catalyst-Free Biodiesel Production Methods: A Comparative Technical and Environmental Evaluation" Sustainability 10, no. 1: 127. https://doi.org/10.3390/su10010127
APA StyleOkoro, O. V., Sun, Z., & Birch, J. (2018). Catalyst-Free Biodiesel Production Methods: A Comparative Technical and Environmental Evaluation. Sustainability, 10(1), 127. https://doi.org/10.3390/su10010127