
Process Development for the Continuous Manufacturing of Carbamazepine-Nicotinamide Co-Crystals Utilizing Hot-Melt Extrusion Technology


Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
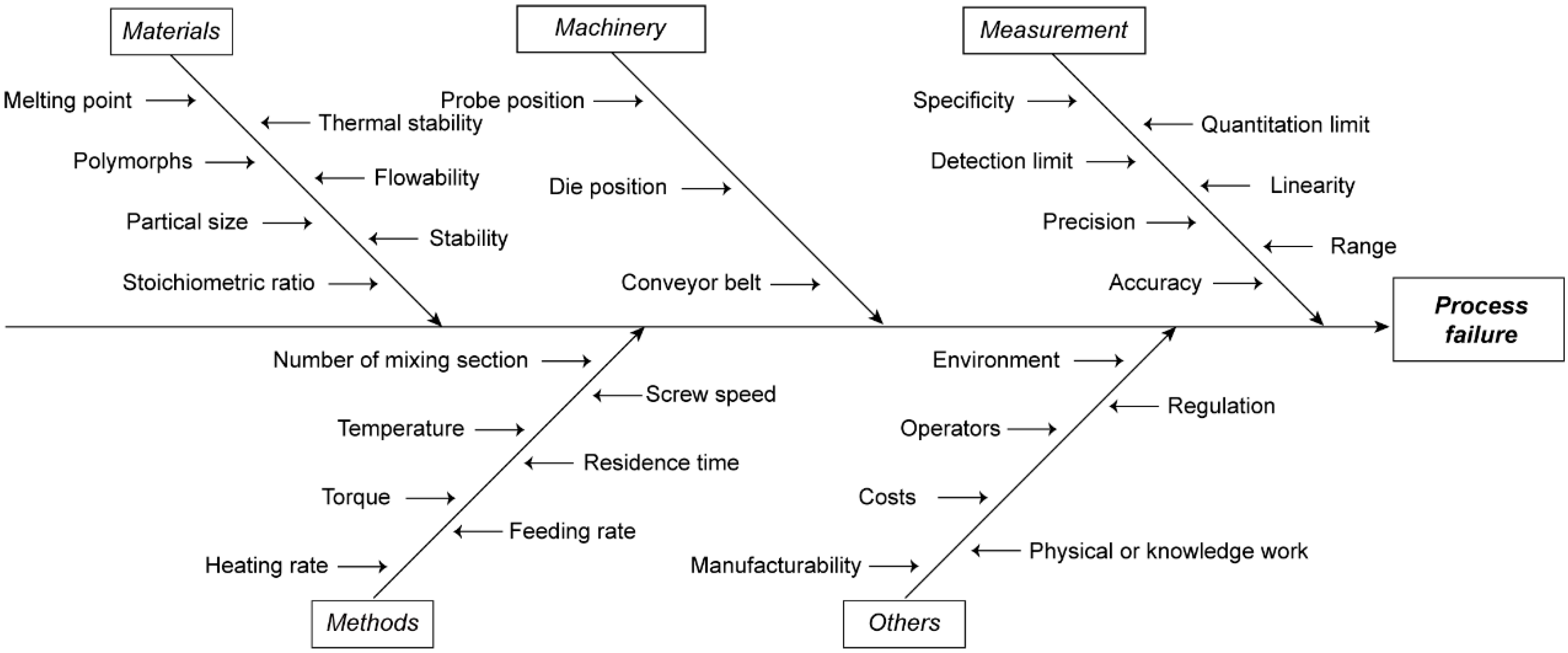
2.2. Risk Assessment Study
2.2.1. Ishikawa Diagram
2.2.2. Process Development
Preparation of CBZ and NIC CC
Screw Configuration
Screening of Critical Impact Factors
Design of Experiments (DoE)
2.2.3. Continuous HME Process Set-Up
2.2.4. PAT Tools Implementation
Specificity
Linearity and Range
Precision and Accuracy
The Yield of the CC
2.2.5. Off-Line Characterization
Thermogravimetric Analysis (TGA)
Differential Scanning Calorimetry (DSC)
Powder X-Ray Diffraction (PXRD)
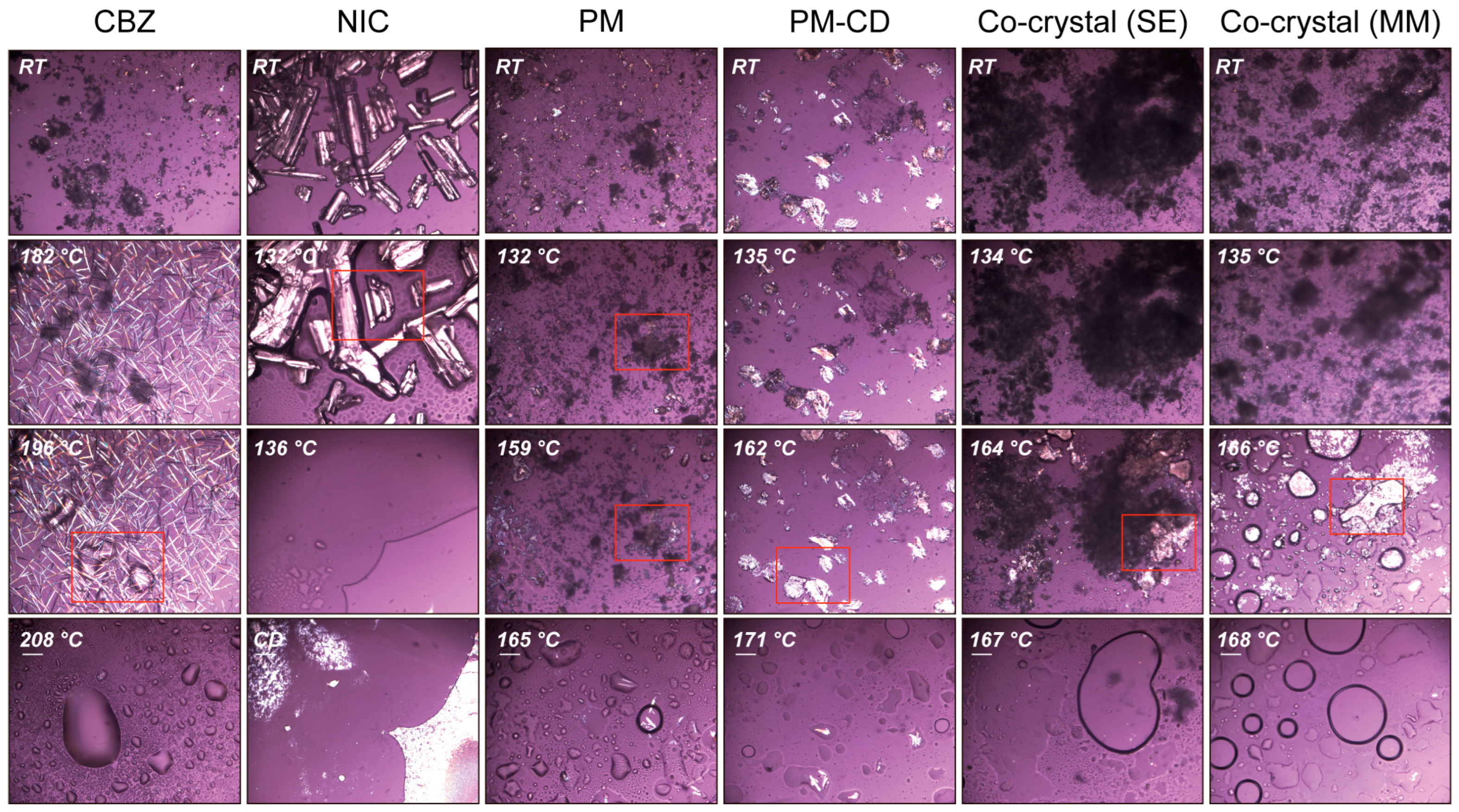
Hot-Stage Polarized Light Microscopy (PLM)
Fourier Transform Infrared Spectroscopy (FTIR)
Detection of Particle Size
Scanning Electron Microscope (SEM)
3. Result and Discussion
3.1. Critical Materials Attributes
3.1.1. Thermal Stability of Initial Materials
3.1.2. Polymorphs of Initial Materials
3.1.3. Different Polymorphs of NIC- and CBZ CC and Stoichiometric Ratio
3.2. Critical Process Parameters
3.2.1. Single Factor Investigation of Batch Crystallization Process
Temperature
Screw Configurations
Screw Speed and Residence Time
3.2.2. Design of Experiment (DoE) Studies
The Formation of CC
Particle Size and Distribution
3.2.3. Reproducibility
3.3. PAT Implementation
3.3.1. Instrument Set-Ups
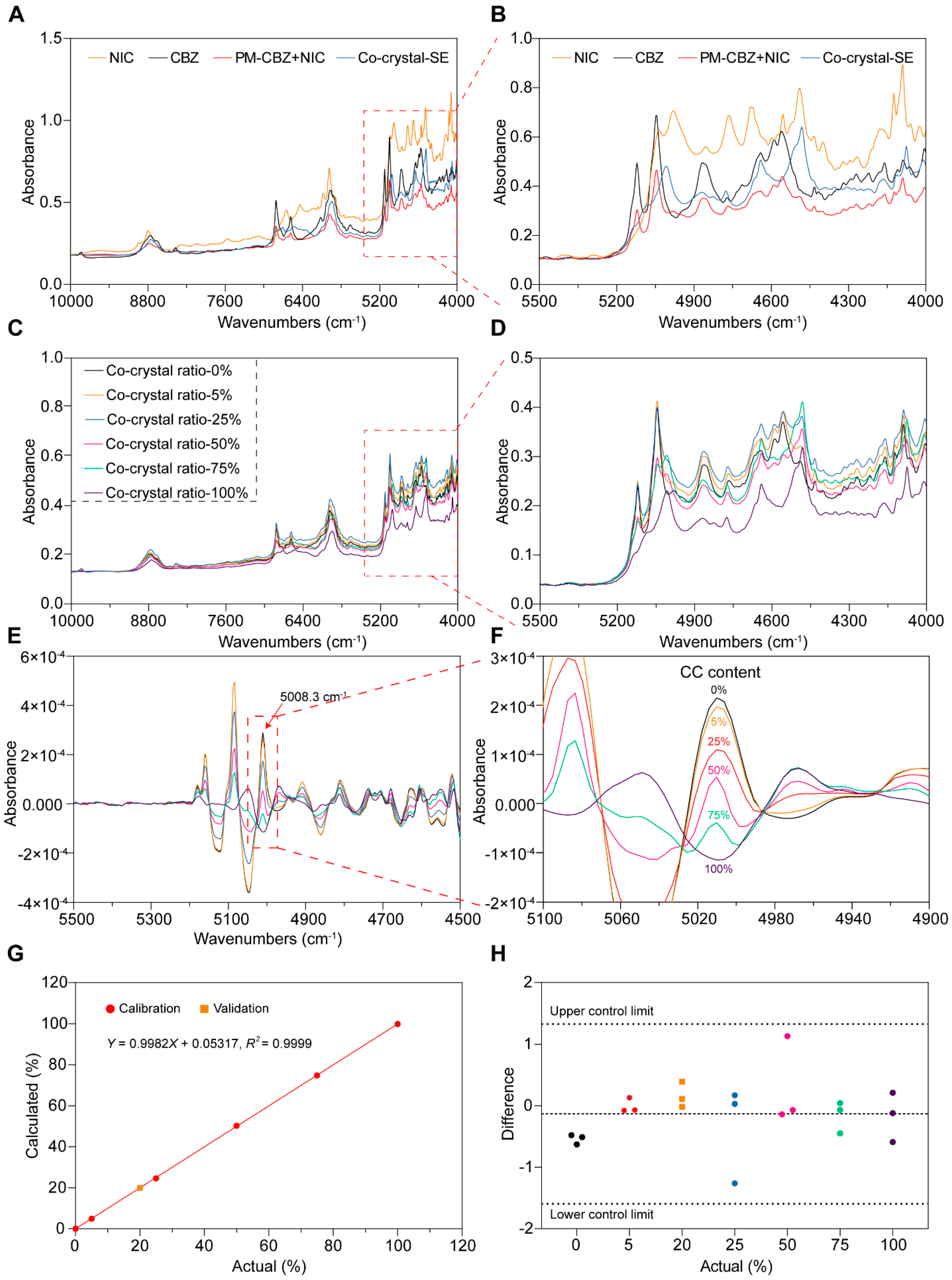
3.3.2. Specificity
3.3.3. Linearity and Range
3.3.4. Precision and Accuracy
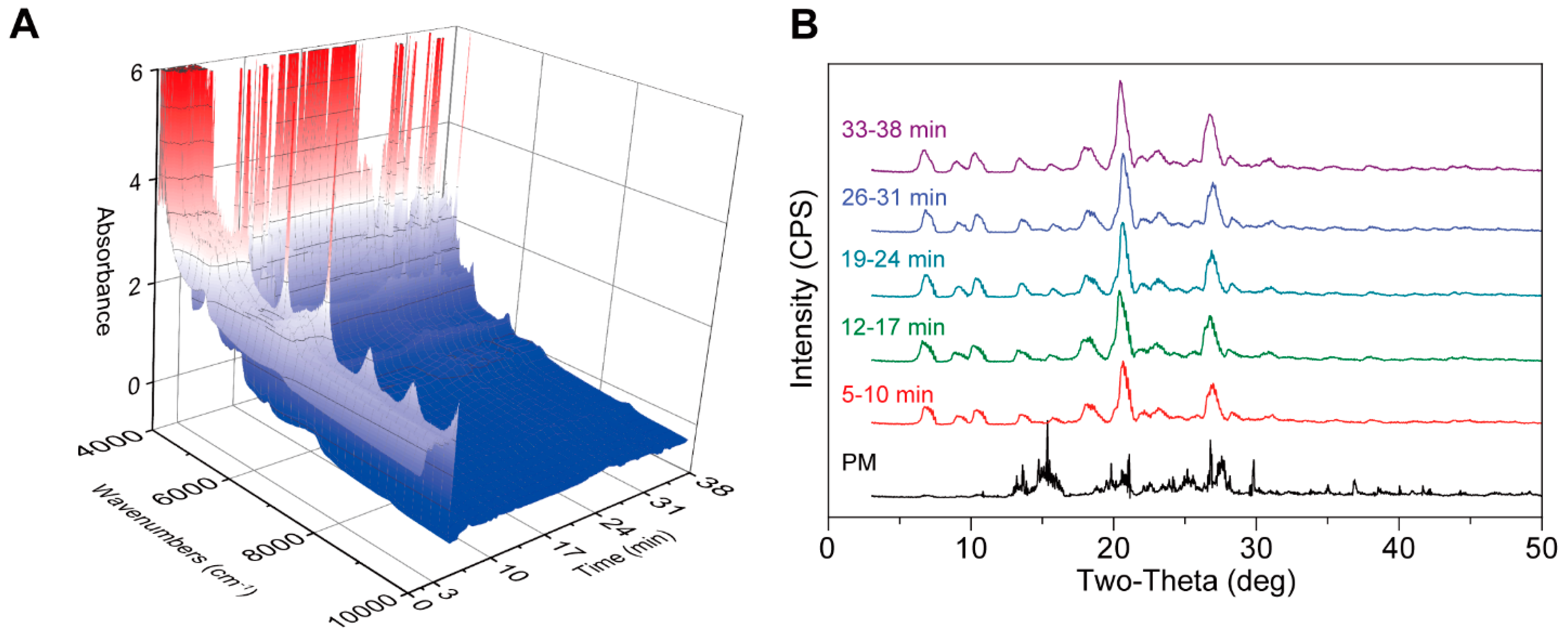
3.3.5. Monitoring CBZ-NIC CC Formation Using PAT
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviation
References
- Park, H.; Otte, A.; Park, K. Evolution of drug delivery systems: From 1950 to 2020 and beyond. J. Control. Release 2022, 342, 53–65. [Google Scholar] [CrossRef] [PubMed]
- Schittny, A.; Huwyler, J.; Puchkov, M. Mechanisms of increased bioavailability through amorphous solid dispersions: A review. Drug Deliv. 2020, 27, 110–127. [Google Scholar] [CrossRef] [PubMed]
- Pandi, P.; Bulusu, R.; Kommineni, N.; Khan, W.; Singh, M. Amorphous solid dispersions: An update for preparation, characterization, mechanism on bioavailability, stability, regulatory considerations and marketed products. Int. J. Pharm. 2020, 586, 119560. [Google Scholar] [CrossRef]
- Davis, M.; Walker, G. Recent strategies in spray drying for the enhanced bioavailability of poorly water-soluble drugs. J. Control. Release 2018, 269, 110–127. [Google Scholar] [CrossRef] [PubMed]
- Fong, S.Y.K.; Ibisogly, A.; Bauer-Brandl, A. Solubility enhancement of BCS Class II drug by solid phospholipid dispersions: Spray drying versus freeze-drying. Int. J. Pharm. 2015, 496, 382–391. [Google Scholar] [CrossRef]
- Andrews, G.P.; Qian, K.; Jacobs, E.; Jones, D.S.; Tian, Y. High drug loading nanosized amorphous solid dispersion (NASD) with enhanced in vitro solubility and permeability: Benchmarking conventional ASD. Int. J. Pharm. 2023, 632, 122551. [Google Scholar] [CrossRef]
- Tripathi, D.; BH, M.P.; Sahoo, J.; Kumari, J. Navigating the Solution to Drug Formulation Problems at Research and Development Stages by Amorphous Solid Dispersion Technology. Recent Adv. Drug Deliv. Formul. 2024, 18, 79–99. [Google Scholar] [CrossRef]
- Hwang, D.; Ramsey, J.D.; Kabanov, A.V. Polymeric micelles for the delivery of poorly soluble drugs: From nanoformulation to clinical approval. Adv. Drug Deliv. Rev. 2020, 156, 80–118. [Google Scholar] [CrossRef]
- Kumari, P.; Ghosh, B.; Biswas, S. Nanocarriers for cancer-targeted drug delivery. J. Drug Target. 2016, 24, 179–191. [Google Scholar] [CrossRef]
- Daraee, H.; Etemadi, A.; Kouhi, M.; Alimirzalu, S.; Akbarzadeh, A. Application of liposomes in medicine and drug delivery. Artif. Cells Nanomed. Biotechnol. 2016, 44, 381–391. [Google Scholar] [CrossRef]
- Habib, M.J.; Akogyeram, C.O.; Ngofa, E.N.; Biswas, M.; Betageri, G.V. Solubilization of Multilamellar Liposomes in the Presence of Non-ionized Drug. Membr. Biochem. 1993, 10, 145–154. [Google Scholar] [CrossRef] [PubMed]
- Mužík, J.; Lizoňová, D.; Zadražil, A.; Štěpánek, F. Drug amorphisation by fluid bed hot-melt impregnation of mesoporous silica carriers. Chem. Eng. J. 2020, 392, 123754. [Google Scholar] [CrossRef]
- Guimarães, D.; Cavaco-Paulo, A.; Nogueira, E. Design of liposomes as drug delivery system for therapeutic applications. Int. J. Pharm. 2021, 601, 120571. [Google Scholar] [CrossRef]
- Najahi-Missaoui, W.; Arnold, R.D.; Cummings, B.S. Safe Nanoparticles: Are We There Yet? Int. J. Mol. Sci. 2020, 22, 385. [Google Scholar] [CrossRef]
- Hotze, E.M.; Phenrat, T.; Lowry, G.V. Nanoparticle Aggregation: Challenges to Understanding Transport and Reactivity in the Environment. J. Environ. Qual. 2010, 39, 1909–1924. [Google Scholar] [CrossRef]
- Malik, J.; Khatkar, A.; Nanda, A. A Comprehensive Insight on Pharmaceutical Co-crystals for Improvement of Aqueous Solubility. Curr. Drug Targets 2023, 24, 157–170. [Google Scholar] [CrossRef] [PubMed]
- Berry, D.J.; Steed, J.W. Pharmaceutical cocrystals, salts and multicomponent systems; intermolecular interactions and property based design. Adv. Drug Deliv. Rev. 2017, 117, 3–24. [Google Scholar] [CrossRef]
- Guo, M.; Sun, X.; Chen, J.; Cai, T. Pharmaceutical cocrystals: A review of preparations, physicochemical properties and applications. Acta Pharm. Sin. B 2021, 11, 2537–2564. [Google Scholar] [CrossRef]
- Huang, Y.; Zhang, B.; Gao, Y.; Zhang, J.; Shi, L. Baicalein–Nicotinamide Cocrystal with Enhanced Solubility, Dissolution, and Oral Bioavailability. J. Pharm. Sci. 2014, 103, 2330–2337. [Google Scholar] [CrossRef]
- Bashimam, M.; El-Zein, H. Pharmaceutical cocrystal of antibiotic drugs: A comprehensive review. Heliyon 2022, 8, e11872. [Google Scholar] [CrossRef]
- Zhai, L.; Zhang, Z.; Guo, L.; Dong, H.; Yu, J.; Zhang, G. Gefitinib-resveratrol Cocrystal with Optimized Performance in Dissolution and Stability. J. Pharm. Sci. 2022, 111, 3224–3231. [Google Scholar] [CrossRef] [PubMed]
- Huang, Y.; Li, J.-M.; Lai, Z.-H.; Wu, J.; Lu, T.-B.; Chen, J.-M. Phenazopyridine-phthalimide nano-cocrystal: Release rate and oral bioavailability enhancement. Eur. J. Pharm. Sci. 2017, 109, 581–586. [Google Scholar] [CrossRef]
- Panzade, P.S.; Shendarkar, G.R. Pharmaceutical Cocrystal: An Antique and Multifaceted Approach. Curr. Drug Deliv. 2017, 14, 1097–1105. [Google Scholar] [CrossRef]
- Hao, H.; Zhang, Y.; Hu, X.; Guo, W.; Yang, C.; Wang, J. Cocrystallization of 5-fluorouracil with gallic acid: A novel 5-fluorouracil cocrystal displaying synergistic anti-tumor activity both in oral and intraperitoneal injection administration. Eur. J. Pharm. Biopharm. 2023, 187, 12–23. [Google Scholar] [CrossRef] [PubMed]
- Hilfiker, R.; von Raumer, M. (Eds.) Polymorphism in the Pharmaceutical Industry; Wiley: Hoboken, NJ, USA, 2018. [Google Scholar] [CrossRef]
- Bernstein, J. Polymorphism of pharmaceuticals. In Polymorphism in Molecular Crystals; Oxford University Press: New York, NY, USA, 2020; pp. 342–375. [Google Scholar] [CrossRef]
- Brog, J.-P.; Chanez, C.-L.; Crochet, A.; Fromm, K.M. Polymorphism, what it is and how to identify it: A systematic review. RSC Adv. 2013, 3, 16905. [Google Scholar] [CrossRef]
- Cruz-Cabeza, A.J.; Reutzel-Edens, S.M.; Bernstein, J. Facts and fictions about polymorphism. Chem. Soc. Rev. 2015, 44, 8619–8635. [Google Scholar] [CrossRef]
- Zeng, Y.; Szymanski, N.J.; He, T.; Jun, K.; Gallington, L.C.; Huo, H.; Bartel, C.J.; Ouyang, B.; Ceder, G. Selective formation of metastable polymorphs in solid-state synthesis. Sci. Adv. 2024, 10, eadj5431. [Google Scholar] [CrossRef]
- Medina, C.; Daurio, D.; Nagapudi, K.; Alvarez-Nunez, F. Manufacture of pharmaceutical co-crystals using twin screw extrusion: A solvent-less and scalable process. J. Pharm. Sci. 2010, 99, 1693–1696. [Google Scholar] [CrossRef]
- Kara, A.; Kumar, D.; Healy, A.M.; Lalatsa, A.; Serrano, D.R. Continuous Manufacturing of Cocrystals Using 3D-Printed Microfluidic Chips Coupled with Spray Coating. Pharmaceuticals 2023, 16, 1064. [Google Scholar] [CrossRef]
- Sarabu, S.; Bandari, S.; Kallakunta, V.R.; Tiwari, R.; Patil, H.; Repka, M.A. An update on the contribution of hot-melt extrusion technology to novel drug delivery in the twenty-first century: Part II. Expert. Opin. Drug Deliv. 2019, 16, 567–582. [Google Scholar] [CrossRef]
- Zheng, Y.; Pokorski, J.K. Hot melt extrusion: An emerging manufacturing method for slow and sustained protein delivery. WIREs Nanomed. Nanobiotechnol. 2021, 13, e1712. [Google Scholar] [CrossRef] [PubMed]
- Tiwari, R.V.; Patil, H.; Repka, M.A. Contribution of hot-melt extrusion technology to advance drug delivery in the 21st century. Expert. Opin. Drug Deliv. 2016, 13, 451–464. [Google Scholar] [CrossRef]
- Singh, R.; Ierapetritou, M.; Ramachandran, R. An engineering study on the enhanced control and operation of continuous manufacturing of pharmaceutical tablets via roller compaction. Int. J. Pharm. 2012, 438, 307–326. [Google Scholar] [CrossRef]
- Daurio, D.; Medina, C.; Saw, R.; Nagapudi, K.; Alvarez-Núñez, F. Application of Twin Screw Extrusion in the Manufacture of Cocrystals, Part I: Four Case Studies. Pharmaceutics 2011, 3, 582–600. [Google Scholar] [CrossRef] [PubMed]
- Ueda, H.; Kadota, K.; Imono, M.; Ito, T.; Kunita, A.; Tozuka, Y. Co-amorphous Formation Induced by Combination of Tranilast and Diphenhydramine Hydrochloride. J. Pharm. Sci. 2017, 106, 123–128. [Google Scholar] [CrossRef]
- Narala, S.; Nyavanandi, D.; Alzahrani, A.; Bandari, S.; Zhang, F.; Repka, M.A. Creation of Hydrochlorothiazide Pharmaceutical Cocrystals Via Hot-Melt Extrusion for Enhanced Solubility and Permeability. AAPS PharmSciTech 2022, 23, 56. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Y.; Jin, T.; Ryu, G.; Gao, Y. Effects of screw configuration on chemical properties and ginsenosides content of extruded ginseng. Food Sci. Nutr. 2021, 9, 251–260. [Google Scholar] [CrossRef]
- Portier, C.; Pandelaere, K.; Delaet, U.; Vigh, T.; Kumar, A.; Di Pretoro, G.; De Beer, T.; Vervaet, C.; Vanhoorne, V. Continuous twin screw granulation: Influence of process and formulation variables on granule quality attributes of model formulations. Int. J. Pharm. 2020, 576, 118981. [Google Scholar] [CrossRef]
- Van de Steene, S.; Van Renterghem, J.; Vanhoorne, V.; Vervaet, C.; Kumar, A.; De Beer, T. Identification of continuous twin-screw melt granulation mechanisms for different screw configurations, process settings and formulation. Int. J. Pharm. 2023, 630, 122322. [Google Scholar] [CrossRef]
- Islam, M.T.; Scoutaris, N.; Maniruzzaman, M.; Moradiya, H.G.; Halsey, S.A.; Bradley, M.S.A.; Chowdhry, B.Z.; Snowden, M.J.; Douroumis, D. Implementation of transmission NIR as a PAT tool for monitoring drug transformation during HME processing. Eur. J. Pharm. Biopharm. 2015, 96, 106–116. [Google Scholar] [CrossRef]
- Schlindwein, W.; Bezerra, M.; Almeida, J.; Berghaus, A.; Owen, M.; Muirhead, G. In-Line UV-Vis Spectroscopy as a Fast-Working Process Analytical Technology (PAT) during Early Phase Product Development Using Hot Melt Extrusion (HME). Pharmaceutics 2018, 10, 166. [Google Scholar] [CrossRef]
- Sacher, S.; Celikovic, S.; Rehrl, J.; Poms, J.; Kirchengast, M.; Kruisz, J.; Sipek, M.; Salar-Behzadi, S.; Berger, H.; Stark, G.; et al. Towards a novel continuous HME-Tableting line: Process development and control concept. Eur. J. Pharm. Sci. 2020, 142, 105097. [Google Scholar] [CrossRef] [PubMed]
- Andrews, G.P.; Jones, D.S.; Senta-Loys, Z.; Almajaan, A.; Li, S.; Chevallier, O.; Elliot, C.; Healy, A.M.; Kelleher, J.F.; Madi, A.M.; et al. The development of an inline Raman spectroscopic analysis method as a quality control tool for hot melt extruded ramipril fixed-dose combination products. Int. J. Pharm. 2019, 566, 476–487. [Google Scholar] [CrossRef] [PubMed]
- Konkol, J.A.; Singh, R.; Muzzio, F.J.; Tsilomelekis, G. On the synthesis of diphenhydramine: Steady state kinetics, solvation effects, and in-situ Raman and benchtop NMR as PAT. Chem. Eng. J. 2024, 493, 152159. [Google Scholar] [CrossRef]
- Espinell, J.R.H.; López-Mejías, V.; Stelzer, T. Revealing Polymorphic Phase Transformations in Polymer-Based Hot Melt Extrusion Processes. Cryst. Growth Des. 2018, 18, 1995–2002. [Google Scholar] [CrossRef]
- Moradiya, H.; Islam, M.T.; Woollam, G.R.; Slipper, I.J.; Halsey, S.; Snowden, M.J.; Douroumis, D. Continuous Cocrystallization for Dissolution Rate Optimization of a Poorly Water-Soluble Drug. Cryst. Growth Des. 2014, 14, 189–198. [Google Scholar] [CrossRef]
- Moradiya, H.G.; Islam, M.T.; Halsey, S.; Maniruzzaman, M.; Chowdhry, B.Z.; Snowden, M.J.; Douroumis, D. Continuous cocrystallisation of carbamazepine and trans-cinnamic acid via melt extrusion processing. CrystEngComm 2014, 16, 3573–3583. [Google Scholar] [CrossRef]
- Munir, N.; Nugent, M.; Whitaker, D.; McAfee, M. Machine Learning for Process Monitoring and Control of Hot-Melt Extrusion: Current State of the Art and Future Directions. Pharmaceutics 2021, 13, 1432. [Google Scholar] [CrossRef]
- Zhu, S.; Song, Z.; Shi, S.; Wang, M.; Jin, G. Fusion of Near-Infrared and Raman Spectroscopy for In-Line Measurement of Component Content of Molten Polymer Blends. Sensors 2019, 19, 3463. [Google Scholar] [CrossRef]
- Verstraeten, M.; Van Hauwermeiren, D.; Hellings, M.; Hermans, E.; Geens, J.; Vervaet, C.; Nopens, I.; De Beer, T. Model-based NIR spectroscopy implementation for in-line assay monitoring during a pharmaceutical suspension manufacturing process. Int. J. Pharm. 2018, 546, 247–254. [Google Scholar] [CrossRef]
- Shirazian, S.; Kuhs, M.; Darwish, S.; Croker, D.; Walker, G.M. Artificial neural network modelling of continuous wet granulation using a twin-screw extruder. Int. J. Pharm. 2017, 521, 102–109. [Google Scholar] [CrossRef] [PubMed]
- Filho, A.S.; Martins, J.L.R.; Costa, R.F.; Pedrino, G.R.; Duarte, V.S.; Silva, O.N.; Napolitano, H.B.; Fajemiroye, J.O. Polymorphism and Pharmacological Assessment of Carbamazepine. Int. J. Mol. Sci. 2024, 25, 9835. [Google Scholar] [CrossRef] [PubMed]
- Czernicki, W.; Baranska, M. Carbamazepine polymorphs: Theoretical and experimental vibrational spectroscopy studies. Vib. Spectrosc. 2013, 65, 12–23. [Google Scholar] [CrossRef]
- Park, B.; Yoon, W.; Yun, J.; Ban, E.; Yun, H.; Kim, A. Emodin-nicotinamide (1:2) cocrystal identified by thermal screening to improve emodin solubility. Int. J. Pharm. 2019, 557, 26–35. [Google Scholar] [CrossRef]
- Ross, S.A.; Hurt, A.P.; Antonijevic, M.; Bouropoulos, N.; Ward, A.; Basford, P.; McAllister, M.; Douroumis, D. Continuous Manufacture and Scale-Up of Theophylline-Nicotinamide Cocrystals. Pharmaceutics 2021, 13, 419. [Google Scholar] [CrossRef] [PubMed]
- Karimi-Jafari, M.; Ziaee, A.; O’Reilly, E.; Croker, D.; Walker, G. Formation of Ciprofloxacin–Isonicotinic Acid Cocrystal Using Mechanochemical Synthesis Routes—An Investigation into Critical Process Parameters. Pharmaceutics 2022, 14, 634. [Google Scholar] [CrossRef]
- Butreddy, A.; Bandari, S.; Repka, M.A. Quality-by-design in hot melt extrusion based amorphous solid dispersions: An industrial perspective on product development. Eur. J. Pharm. Sci. 2021, 158, 105655. [Google Scholar] [CrossRef]
- Grzesiak, A.L.; Lang, M.; Kim, K.; Matzger, A.J. Comparison of the Four Anhydrous Polymorphs of Carbamazepine and the Crystal Structure of Form I**Supplementary material: X-ray crystallographic information file (CIF) of triclinic CBZ (form I) is available. J. Pharm. Sci. 2003, 92, 2260–2271. [Google Scholar] [CrossRef]
- Liu, X.; Lu, M.; Guo, Z.; Huang, L.; Feng, X.; Wu, C. Improving the Chemical Stability of Amorphous Solid Dispersion with Cocrystal Technique by Hot Melt Extrusion. Pharm. Res. 2012, 29, 806–817. [Google Scholar] [CrossRef]
- Cysewski, P.; Przybyłek, M.; Kowalska, A.; Tymorek, N. Thermodynamics and Intermolecular Interactions of Nicotinamide in Neat and Binary Solutions: Experimental Measurements and COSMO-RS Concentration Dependent Reactions Investigations. Int. J. Mol. Sci. 2021, 22, 7365. [Google Scholar] [CrossRef]
- Rustichelli, C.; Gamberini, G.; Ferioli, V.; Gamberini, M.C.; Ficarra, R.; Tommasini, S. Solid-state study of polymorphic drugs: Carbamazepine. J. Pharm. Biomed. Anal. 2000, 23, 41–54. [Google Scholar] [CrossRef] [PubMed]
- Dubok, A.S.; Rychkov, D.A. Relative Stability of Pyrazinamide Polymorphs Revisited: A Computational Study of Bending and Brittle Forms Phase Transitions in a Broad Temperature Range. Crystals 2023, 13, 617. [Google Scholar] [CrossRef]
- Dubok, A.S.; Rychkov, D.A. What Is More Important When Calculating the Thermodynamic Properties of Organic Crystals, Density Functional, Supercell, or Energy Second-Order Derivative Method Choice? Crystals 2025, 15, 274. [Google Scholar] [CrossRef]
- Hattori, Y.; Sato, M.; Otsuka, M. Initial dissolution kinetics of cocrystal of carbamazepine with nicotinamide. J. Pharm. Pharmacol. 2015, 67, 1512–1518. [Google Scholar] [CrossRef]
- Evans, R.C.; Bochmann, E.S.; Kyeremateng, S.O.; Gryczke, A.; Wagner, K.G. Holistic QbD approach for hot-melt extrusion process design space evaluation: Linking materials science, experimentation and process modeling. Eur. J. Pharm. Biopharm. 2019, 141, 149–160. [Google Scholar] [CrossRef]
- Gupta, A.; Dahima, R.; Panda, S.K.; Gupta, A.; Singh, G.D.; Wani, T.A.; Hussain, A.; Rathore, D. QbD-Based Development and Evaluation of Pazopanib Hydrochloride Extrudates Prepared by Hot-Melt Extrusion Technique: In Vitro and In Vivo Evaluation. Pharmaceutics 2024, 16, 764. [Google Scholar] [CrossRef]
- Wünsche, S.; Yuan, L.; Seidel-Morgenstern, A.; Lorenz, H. A Contribution to the Solid State Forms of Bis(demethoxy)curcumin: Co-Crystal Screening and Characterization. Molecules 2021, 26, 720. [Google Scholar] [CrossRef] [PubMed]
- Quon, J.L.; Chadwick, K.; Wood, G.P.F.; Sheu, I.; Brettmann, B.K.; Myerson, A.S.; Trout, B.L. Templated Nucleation of Acetaminophen on Spherical Excipient Agglomerates. Langmuir 2013, 29, 3292–3300. [Google Scholar] [CrossRef]
- Zhang, H.; Quon, J.; Alvarez, A.J.; Evans, J.; Myerson, A.S.; Trout, B. Development of Continuous Anti-Solvent/Cooling Crystallization Process using Cascaded Mixed Suspension, Mixed Product Removal Crystallizers. Org. Process Res. Dev. 2012, 16, 915–924. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Group | Screw Speed, S (rpm) | Temperature, T (℃) | Number of Mixing Sections, N | D10 (μm) | D50 (μm) | D90 (μm) | SPAN | No Detectable Residual CBZ or NIC Peaks |
|---|---|---|---|---|---|---|---|---|
| 1 | 125.00 | 140.00 | 3.00 | 1.0 | 3.7 | 5.8 | 1.3 | Yes |
| 2 | 200.00 | 140.00 | 2.00 | 1.0 | 2.4 | 4.7 | 1.5 | Yes |
| 3 | 125.00 | 140.00 | 1.00 | 1.0 | 2.4 | 4.6 | 1.5 | Yes |
| 4 | 125.00 | 120.00 | 2.00 | 1.0 | 2.6 | 10.0 | 3.5 | Yes |
| 5 | 50.00 | 140.00 | 2.00 | 1.0 | 2.4 | 4.6 | 1.5 | Yes |
| 6 | 50.00 | 120.00 | 3.00 | 1.0 | 3 | 26.3 | 8.5 | Yes |
| 7 | 200.00 | 100.00 | 2.00 | 1.0 | 2.8 | 18.1 | 6.2 | Yes |
| 8 | 50.00 | 120.00 | 1.00 | 1.0 | 2.6 | 9.0 | 3.1 | No |
| 9 | 125.00 | 120.00 | 2.00 | 1.0 | 2.7 | 13.2 | 4.4 | Yes |
| 10 | 125.00 | 120.00 | 2.00 | 0.9 | 2.4 | 6.9 | 2.5 | Yes |
| 11 | 125.00 | 100.00 | 1.00 | 1.0 | 2.9 | 27.2 | 9 | No |
| 12 | 50.00 | 100.00 | 2.00 | 1.0 | 2.7 | 28.3 | 9.2 | No |
| 13 | 125.00 | 120.00 | 2.00 | 0.9 | 2.5 | 9.9 | 3.6 | Yes |
| 14 | 125.00 | 100.00 | 3.00 | 1.0 | 2.7 | 22.7 | 8.2 | Yes |
| 15 | 200.00 | 120.00 | 3.00 | 1.1 | 3.1 | 30.1 | 9.2 | Yes |
| 16 | 125.00 | 120.00 | 2.00 | 0.9 | 2.4 | 7.7 | 2.8 | Yes |
| 17 | 200.00 | 120.00 | 1.00 | 0.9 | 2.3 | 5.3 | 2 | Yes |
| S | T | N | S·T | S·N | T·N | S2 | T2 | N2 | |
|---|---|---|---|---|---|---|---|---|---|
| p-value | 0.8598 | 0.7248 | 0.0040 | 0.8029 | 0.3343 | 0.0060 | 0.5436 | 0.2608 | 0.0177 |
| Significance | NS | NS | *** | NS | NS | ** | NS | NS | * |
| Code Equation | D50 = 7.7917 − 3.1347·N+ 0.0188·T·N+ 0.2931·N2 | ||||||||
| S | T | N | S·T | S·N | T·N | S2 | T2 | N2 | |
|---|---|---|---|---|---|---|---|---|---|
| p-value | 0.3892 | 0.0003 | 0.0275 | 0.7282 | 0.2640 | 0.4662 | 0.8835 | 0.2177 | 0.3930 |
| Significance | NS | *** | * | NS | NS | NS | NS | NS | NS |
| Code equation | (D90)−1 = −0.3073 + 0.0041·T − 0.0333·N | ||||||||
| S | T | N | S·T | S·N | T·N | S2 | T2 | N2 | |
|---|---|---|---|---|---|---|---|---|---|
| p-value | 0.5032 | 0.0002 | 0.1671 | 0.8191 | 0.4279 | 0.6912 | 0.5733 | 0.0565 | 0.7827 |
| Significance | NS | *** | NS | NS | NS | NS | NS | NS | NS |
| Code equation | (SPAN)−1= −1.3544 + 0.01416·T | ||||||||
| Group | Screw Speed, S (rpm) | Temperature, T (℃) | Number of Mixing Sections, N | D10 (μm) | D50 (μm) | D90 (μm) | SPAN | Purity (100%) |
|---|---|---|---|---|---|---|---|---|
| 4 | 1.0 | 2.6 | 10.0 | 3.5 | Yes | |||
| 9 | 1.0 | 2.7 | 13.2 | 4.4 | Yes | |||
| 10 | 125.00 | 120.00 | 2.00 | 0.9 | 2.4 | 6.9 | 2.5 | Yes |
| 13 | 0.9 | 2.5 | 9.9 | 3.6 | Yes | |||
| 16 | 0.9 | 2.4 | 7.7 | 2.8 | Yes | |||
| Average | 0.94 | 2.52 | 9.54 | 3.36 | / | |||
| S.D. | 0.05 | 0.13 | 2.45 | 0.74 | / | |||
| Time (min) | Temperature (℃) | Feeding Rate (g/min) | Forming CC | Weight (g) | Yield (%) | Torque (N·m) |
|---|---|---|---|---|---|---|
| 5–10 | 110 | 2 | Yes | 9.37 | 93.7 | 60 |
| 12–17 | 130 | 2 | Yes | 9.42 | 94.2 | 49 |
| 19–24 | 150 | 2 | Yes | 9.41 | 94.1 | 36 |
| 26–31 | 150 | 4 | Yes | 18.78 | 93.9 | 41 |
| 33–38 | 150 | 6 | Yes | 28.46 | 94.9 | 44 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, L.; Ni, W.; Jia, Y.; Zhu, M.; Yang, T.; Yu, M.; Zhang, J. Process Development for the Continuous Manufacturing of Carbamazepine-Nicotinamide Co-Crystals Utilizing Hot-Melt Extrusion Technology. Pharmaceutics 2025, 17, 568. https://doi.org/10.3390/pharmaceutics17050568
Huang L, Ni W, Jia Y, Zhu M, Yang T, Yu M, Zhang J. Process Development for the Continuous Manufacturing of Carbamazepine-Nicotinamide Co-Crystals Utilizing Hot-Melt Extrusion Technology. Pharmaceutics. 2025; 17(5):568. https://doi.org/10.3390/pharmaceutics17050568
Chicago/Turabian StyleHuang, Lianghao, Wen Ni, Yaru Jia, Minqing Zhu, Tiantian Yang, Mingchao Yu, and Jiaxiang Zhang. 2025. "Process Development for the Continuous Manufacturing of Carbamazepine-Nicotinamide Co-Crystals Utilizing Hot-Melt Extrusion Technology" Pharmaceutics 17, no. 5: 568. https://doi.org/10.3390/pharmaceutics17050568
APA StyleHuang, L., Ni, W., Jia, Y., Zhu, M., Yang, T., Yu, M., & Zhang, J. (2025). Process Development for the Continuous Manufacturing of Carbamazepine-Nicotinamide Co-Crystals Utilizing Hot-Melt Extrusion Technology. Pharmaceutics, 17(5), 568. https://doi.org/10.3390/pharmaceutics17050568