
3D Printing Technology Based on Versatile Gelatin-Carrageenan Gel System for Drug Formulations

 and
and
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Gel Inks Preparation
2.3. Rheological Test
2.4. Texture Profile Analysis of Gel Inks
2.5. Optical Microscopy and Scanning Electron Microscopy
2.6. Printability Assessment and Tablet Printing
2.7. Model Design and Dose of 3D Printed Personalized Tablets
2.8. Dissolution Test
3. Results and Discussion
3.1. Rheological
3.1.1. Viscosity Test
3.1.2. Strain Sweep
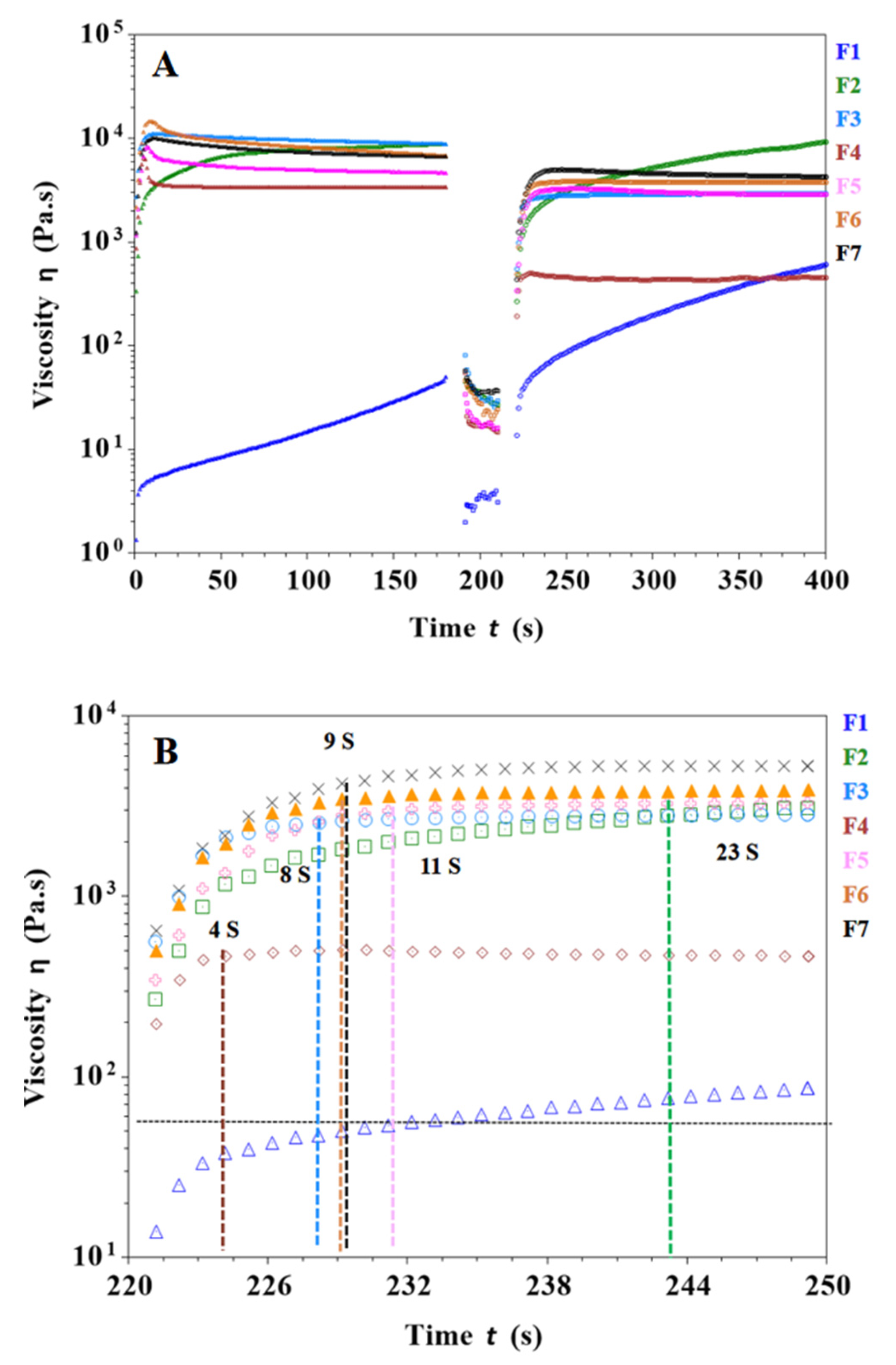
3.1.3. Shear Recovery Behavior
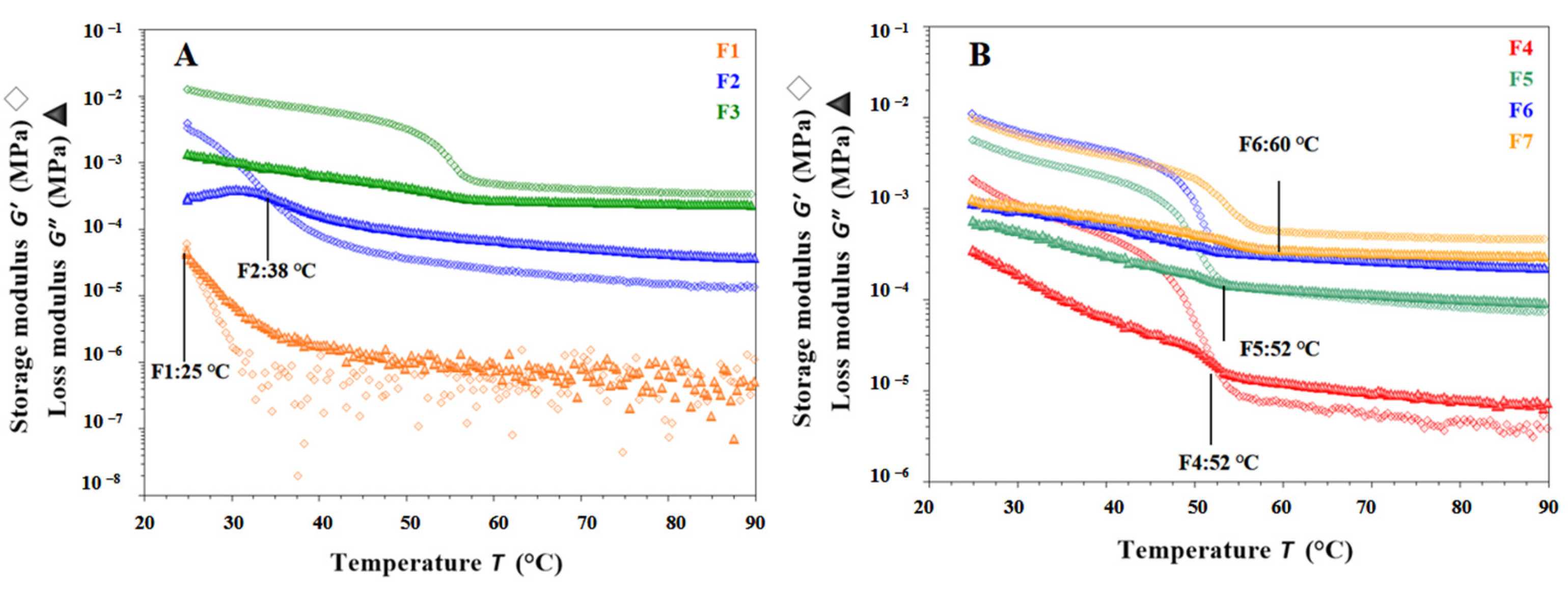
3.1.4. Temperature Sweep Test
3.2. Texture Profile Analysis of Gel Inks
3.3. Microstructure Characterization and Printing of Gel Inks
3.4. Microscopic Characterization of Tablet Structures
3.5. Model Design and Dose of 3D Printed Personalized Tablets
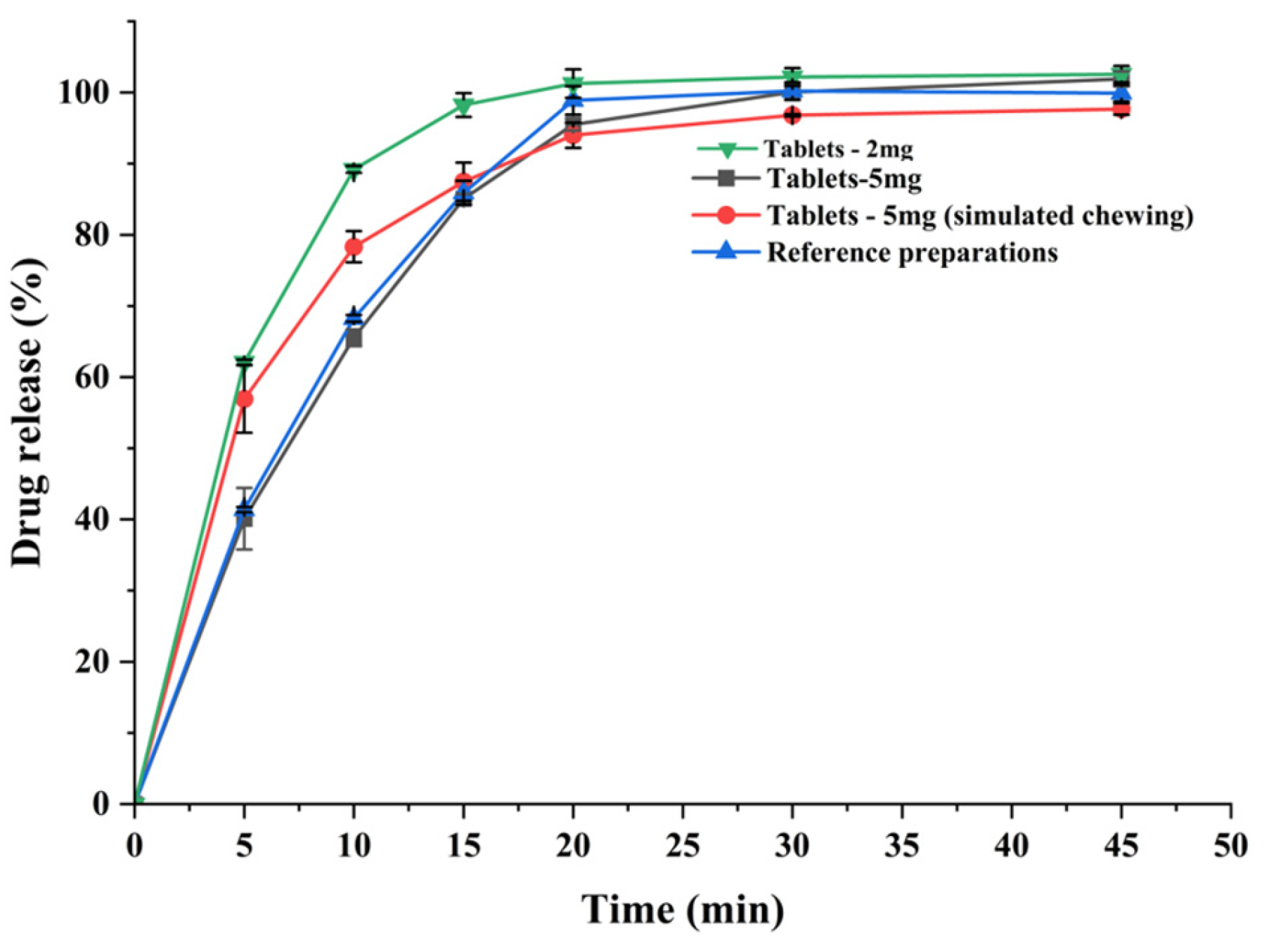
3.6. Dissolution Result
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| SSE | Semi-solid extrusion |
| CMS-Na | Carboxymethyl starch sodium |
| TPA | Texture profile analysis |
| LVR | Linear viscosity range |
| G′ | Storage modulus |
| G″ | Loss modulus |
References
- Pedersen, C.A.; Schneider, P.J.; Scheckelhoff, D.J. ASHP National Survey of Pharmacy Practice in Hospital Settings: Dispensing and Administration 2008. Am. J. Health Syst. Pharm. 2009, 66, 926–946. [Google Scholar] [CrossRef] [PubMed]
- Hoppu, K.; Anabwani, G.; Garcia-Bournissen, F.; Gazarian, M.; Kearns, G.L.; Nakamura, H.; Peterson, R.G.; Sri Ranganathan, S.; de Wildt, S.N. The Status of Paediatric Medicines Initiatives around the World—What Has Happened and What Has Not? Eur. J. Clin. Pharmacol. 2012, 68, 1–10. [Google Scholar] [CrossRef]
- Lopalco, A.; Denora, N. Paediatric Formulation: Design and Development. Int. J. Mol. Sci. 2020, 21, 7118. [Google Scholar] [CrossRef] [PubMed]
- Thomson, K.; Hutchinson, D.J.; Chablani, L. Stability of Extemporaneously Prepared Cinacalcet Oral Suspensions. Am. J. Health Syst. Pharm. 2018, 75, e236–e240. [Google Scholar] [CrossRef]
- Tian, P.; Yang, F.; Xu, Y.; Lin, M.M.; Yu, L.-P.; Lin, W.; Lin, Q.-F.; Lv, Z.F.; Huang, S.Y.; Chen, Y.-Z. Oral Disintegrating Patient-Tailored Tablets of Warfarin Sodium Produced by 3D Printing. Drug Dev. Ind. Pharm. 2018, 44, 1918–1923. [Google Scholar] [CrossRef]
- Firth, J.; Basit, A.W.; Gaisford, S. The Role of Semi-Solid Extrusion Printing in Clinical Practice. In 3D Printing of Pharmaceuticals; Basit, A.W., Gaisford, S., Eds.; AAPS Advances in the Pharmaceutical Sciences Series; Springer International Publishing: Cham, Switzerland, 2018; Volume 31, pp. 133–151. ISBN 978-3-319-90754-3. [Google Scholar]
- Goyanes, A.; Madla, C.M.; Umerji, A.; Duran Piñeiro, G.; Giraldez Montero, J.M.; Lamas Diaz, M.J.; Gonzalez Barcia, M.; Taherali, F.; Sánchez-Pintos, P.; Couce, M.L.; et al. Automated Therapy Preparation of Isoleucine Formulations Using 3D Printing for the Treatment of MSUD: First Single-Centre, Prospective, Crossover Study in Patients. Int. J. Pharm. 2019, 567, 118497. [Google Scholar] [CrossRef] [PubMed]
- Du, J.; Dai, H.; Wang, H.; Yu, Y.; Zhu, H.; Fu, Y.; Ma, L.; Peng, L.; Li, L.; Wang, Q.; et al. Preparation of High Thermal Stability Gelatin Emulsion and Its Application in 3D Printing. Food Hydrocoll. 2021, 113, 106536. [Google Scholar] [CrossRef]
- Olmos-Juste, R.; Guaresti, O.; Calvo-Correas, T.; Gabilondo, N.; Eceiza, A. Design of Drug-Loaded 3D Printing Biomaterial Inks and Tailor-Made Pharmaceutical Forms for Controlled Release. Int. J. Pharm. 2021, 609, 121124. [Google Scholar] [CrossRef] [PubMed]
- Khaled, S.A.; Burley, J.C.; Alexander, M.R.; Roberts, C.J. Desktop 3D Printing of Controlled Release Pharmaceutical Bilayer Tablets. Int. J. Pharm. 2014, 461, 105–111. [Google Scholar] [CrossRef] [PubMed]
- Li, Q.; Guan, X.; Cui, M.; Zhu, Z.; Chen, K.; Wen, H.; Jia, D.; Hou, J.; Xu, W.; Yang, X.; et al. Preparation and Investigation of Novel Gastro-Floating Tablets with 3D Extrusion-Based Printing. Int. J. Pharm. 2018, 535, 325–332. [Google Scholar] [CrossRef]
- Khaled, S.A.; Burley, J.C.; Alexander, M.R.; Yang, J.; Roberts, C.J. 3D Printing of Five-in-One Dose Combination Polypill with Defined Immediate and Sustained Release Profiles. J. Control. Release 2015, 217, 308–314. [Google Scholar] [CrossRef] [PubMed]
- Khaled, S.A.; Burley, J.C.; Alexander, M.R.; Yang, J.; Roberts, C.J. 3D Printing of Tablets Containing Multiple Drugs with Defined Release Profiles. Int. J. Pharm. 2015, 494, 643–650. [Google Scholar] [CrossRef]
- Azam, R.S.M.; Zhang, M.; Bhandari, B.; Yang, C. Effect of Different Gums on Features of 3D Printed Object Based on Vitamin-D Enriched Orange Concentrate. Food Biophys. 2018, 13, 250–262. [Google Scholar] [CrossRef]
- Tagami, T.; Ito, E.; Kida, R.; Hirose, K.; Noda, T.; Ozeki, T. 3D Printing of Gummy Drug Formulations Composed of Gelatin and an HPMC-Based Hydrogel for Pediatric Use. Int. J. Pharm. 2021, 594, 120118. [Google Scholar] [CrossRef]
- Seoane-Viaño, I.; Januskaite, P.; Alvarez-Lorenzo, C.; Basit, A.W.; Goyanes, A. Semi-Solid Extrusion 3D Printing in Drug Delivery and Biomedicine: Personalised Solutions for Healthcare Challenges. J. Control. Release 2021, 332, 367–389. [Google Scholar] [CrossRef]
- Vassallo, V.; Tsianaka, A.; Alessio, N.; Grübel, J.; Cammarota, M.; Tovar, G.E.M.; Southan, A.; Schiraldi, C. Evaluation of Novel Biomaterials for Cartilage Regeneration Based on Gelatin Methacryloyl Interpenetrated with Extractive Chondroitin Sulfate or Unsulfated Biotechnological Chondroitin. J. Biomed. Mater. Res. A 2022, 110, 1210–1223. [Google Scholar] [CrossRef] [PubMed]
- Osorio, F.A.; Bilbao, E.; Bustos, R.; Alvarez, F. Effects of Concentration, Bloom Degree, and PH on Gelatin Melting and Gelling Temperatures Using Small Amplitude Oscillatory Rheology. Int. J. Food Prop. 2007, 10, 841–851. [Google Scholar] [CrossRef]
- Thaiudom, S.; Goff, H.D. Effect of κ-Carrageenan on Milk Protein Polysaccharide Mixtures. Int. Dairy J. 2003, 13, 763–771. [Google Scholar] [CrossRef]
- Schrieber, R. Gelatine Handbook; Gareis, H., Ed.; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2007; ISBN 978-3-527-61096-9. [Google Scholar]
- Karim, A.A.; Bhat, R. Gelatin Alternatives for the Food Industry: Recent Developments, Challenges and Prospects. Trends Food Sci. Technol. 2008, 19, 644–656. [Google Scholar] [CrossRef]
- Liu, Z.; Xing, X.; Xu, D.; Chitrakar, B.; Hu, L.; Hati, S.; Mo, H.; Li, H. Correlating Rheology with 3D Printing Performance Based on Thermo-Responsive κ-Carrageenan/Pleurotus Ostreatus Protein with Regard to Interaction Mechanism. Food Hydrocoll. 2022, 131, 107813. [Google Scholar] [CrossRef]
- Jiang, Q.; Wang, Y.; Du, L.; Li, S.; Liu, Y.; Meng, Z. Catastrophic Phase Inversion of Bigels Characterized by Fluorescence Intensity-Based 3D Modeling and the Formability for Decorating and 3D Printing. Food Hydrocoll. 2022, 126, 107461. [Google Scholar] [CrossRef]
- Wilson, S.A.; Cross, L.M.; Peak, C.W.; Gaharwar, A.K. Shear-Thinning and Thermo-Reversible Nanoengineered Inks for 3D Bioprinting. ACS Appl. Mater. Interfaces 2017, 9, 43449–43458. [Google Scholar] [CrossRef] [PubMed]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Gel Ink | Propranolol Hydrochloride (%) | Gelatin (%) | Carrageenan (%) | CMS-Na (%) | Others * (%) |
|---|---|---|---|---|---|
| F1 | 0.50 | 12.00 | 0.00 | 0.00 | 87.50 |
| F2 | 0.50 | 12.00 | 0.00 | 6.00 | 81.50 |
| F3 | 0.50 | 12.00 | 1.30 | 6.00 | 80.20 |
| F4 | 0.50 | 12.00 | 0.65 | 0.00 | 86.85 |
| F5 | 0.50 | 12.00 | 0.65 | 3.00 | 83.85 |
| F6 | 0.50 | 12.00 | 0.65 | 6.00 | 80.85 |
| F7 | 0.50 | 12.00 | 0.65 | 9.00 | 77.85 |
| Gel Ink | K (Pa·s) | n | Yield Stress (Pa) | R2 |
|---|---|---|---|---|
| F1 | 193.45 ± 42.89 | 0.1695 | 69.89 ± 2.63 | 0.9782 |
| F2 | 1016.67 ± 155.68 | −0.2188 | 325.94 ± 53.07 | 0.9790 |
| F3 | 1367.68 ± 216.27 | −0.0642 | 1568.54 ± 277.50 | 0.9904 |
| F4 | 403.35 ± 66.67 | 0.0830 | 248.92 ± 26.72 | 0.9977 |
| F5 | 701.82 ± 65.88 | −0.0211 | 691.23 ± 137.78 | 0.9933 |
| F6 | 1109.81 ± 45.03 | 0.1163 | 993.48 ± 6.32 | 0.9969 |
| F7 | 1197.42 ± 196.48 | 0.1330 | 1448.57 ± 147.75 | 0.9990 |
| Gel Ink | Print Temperature (°C) | Optical Microscopy | SEM | 3D Structure Evaluation | Appearance | Weight Variation (%) | |||
|---|---|---|---|---|---|---|---|---|---|
| Gel Ink | Gel Ink | Filament | Top | Side | Bottom | ||||
| F1 | 36 |  |  |  |  |  |  |  | ±8.1 |
| F2 | 37 |  |  |  |  |  |  |  | ±12.8 |
| F3 | 42 |  | 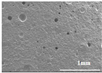 |  |  |  |  |  | ±8.0 |
| F4 | 38 |  | 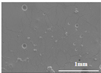 | 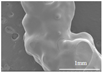 |  |  |  |  | ±8.7 |
| F5 | 39 |  | 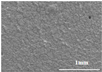 |  |  |  |  |  | ±3.1 |
| F6 | 40 |  |  |  |  |  |  |  | ±3.5 |
| F7 | 41 |  |  |  |  |  |  |  | ±3.3 |
| Dose Range (mg) | Layers | Model Size (mm) | Mean Weight (g) ± SD | Weight Compliance Limits (g) | r (Linear Fitting Equation: y = 185.95 x + 36.783) |
|---|---|---|---|---|---|
| 1.00 | 1 | 20.30 × 20.30 × 0.80 | 0.2263 ± 0.0064 | 0.2093–0.2433 | 0.9998 |
| 2.00 | 2 | 20.30 × 20.30 × 1.60 | 0.4083 ± 0.0049 | 0.3879–0.4287 | |
| 3.00 | 3 | 20.30 × 20.30 × 2.40 | 0.5884 ± 0.0057 | 0.5590–0.6178 | |
| 4.00 | 4 | 20.30 × 20.30 × 3.20 | 0.7797 ± 0.0076 | 0.7407–0.8187 | |
| 5.00 | 5 | 20.30 × 20.30 × 4.00 | 0.9770 ± 0.0058 | 0.9219–1.0189 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liang, E.; Wang, Z.; Li, X.; Wang, S.; Han, X.; Chen, D.; Zheng, A. 3D Printing Technology Based on Versatile Gelatin-Carrageenan Gel System for Drug Formulations. Pharmaceutics 2023, 15, 1218. https://doi.org/10.3390/pharmaceutics15041218
Liang E, Wang Z, Li X, Wang S, Han X, Chen D, Zheng A. 3D Printing Technology Based on Versatile Gelatin-Carrageenan Gel System for Drug Formulations. Pharmaceutics. 2023; 15(4):1218. https://doi.org/10.3390/pharmaceutics15041218
Chicago/Turabian StyleLiang, En, Zengming Wang, Xiang Li, Shanshan Wang, Xiaolu Han, Daquan Chen, and Aiping Zheng. 2023. "3D Printing Technology Based on Versatile Gelatin-Carrageenan Gel System for Drug Formulations" Pharmaceutics 15, no. 4: 1218. https://doi.org/10.3390/pharmaceutics15041218
APA StyleLiang, E., Wang, Z., Li, X., Wang, S., Han, X., Chen, D., & Zheng, A. (2023). 3D Printing Technology Based on Versatile Gelatin-Carrageenan Gel System for Drug Formulations. Pharmaceutics, 15(4), 1218. https://doi.org/10.3390/pharmaceutics15041218