
Prediction of Solid-State Form of SLS 3D Printed Medicines Using NIR and Raman Spectroscopy

 , , ,
, , ,  and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Amorphous form Production
2.2. Formation of Calibration Samples
2.3. Printing Process
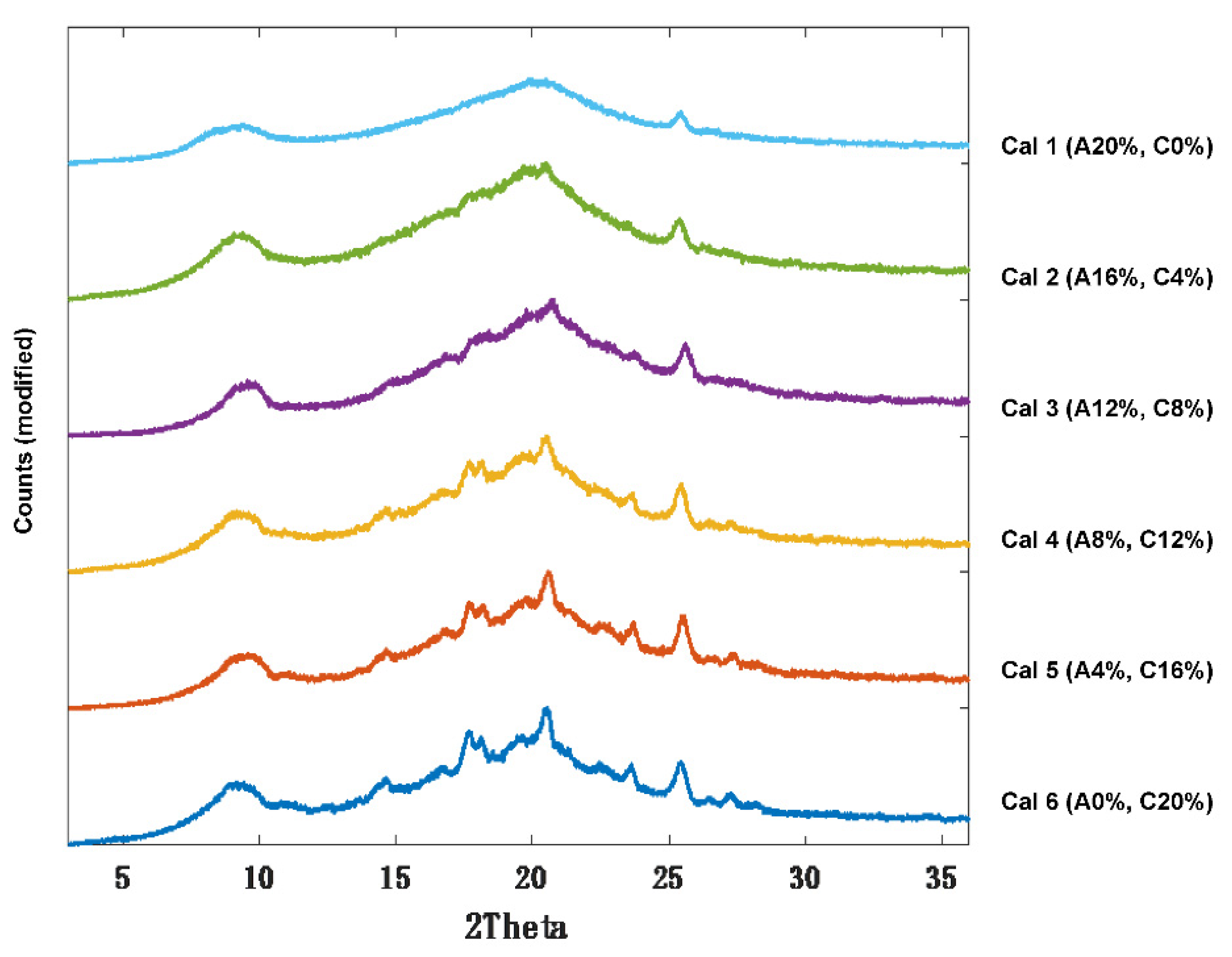
2.4. XRPD Analysis
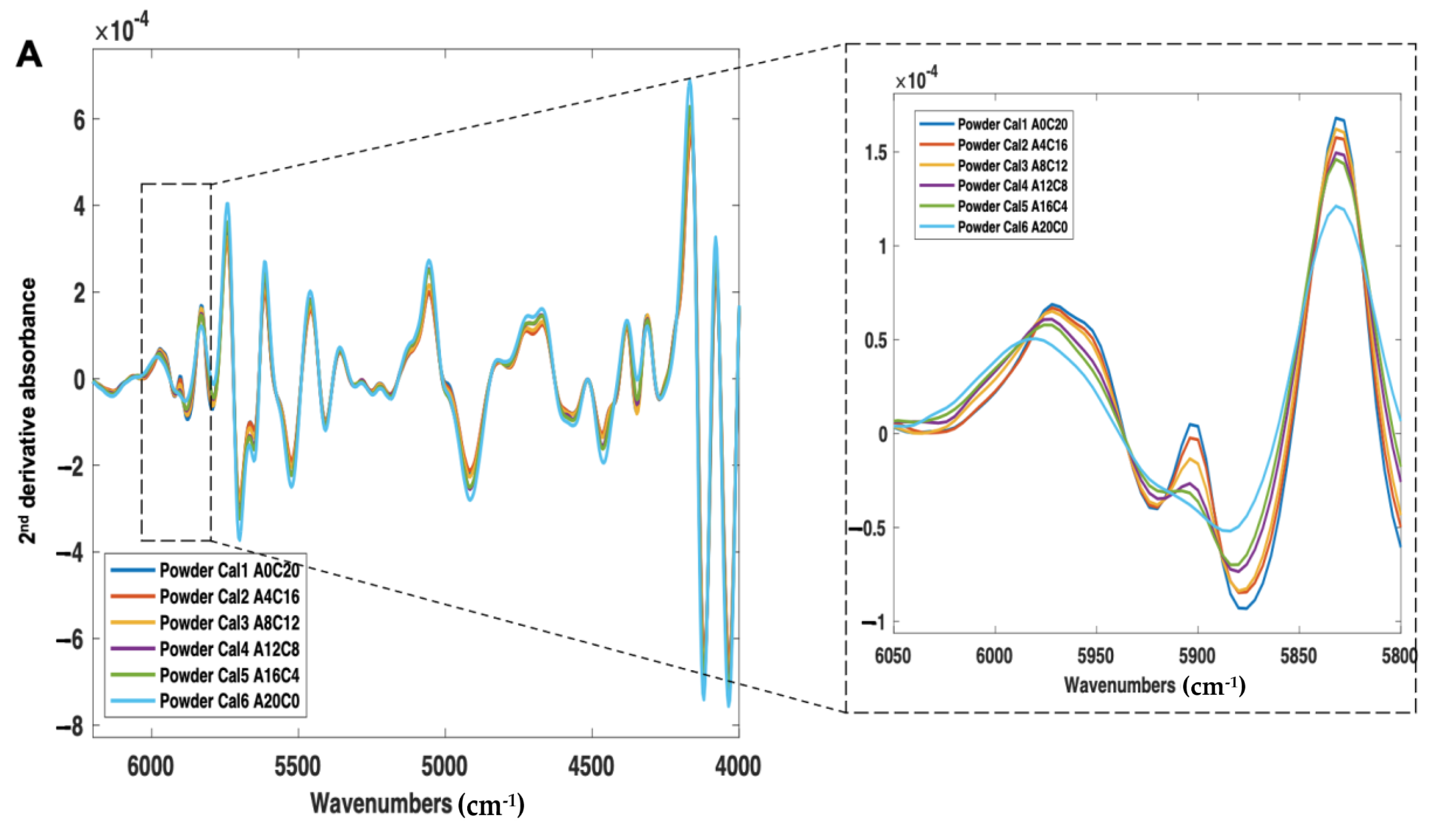
2.5. Near-Infrared Spectroscopy
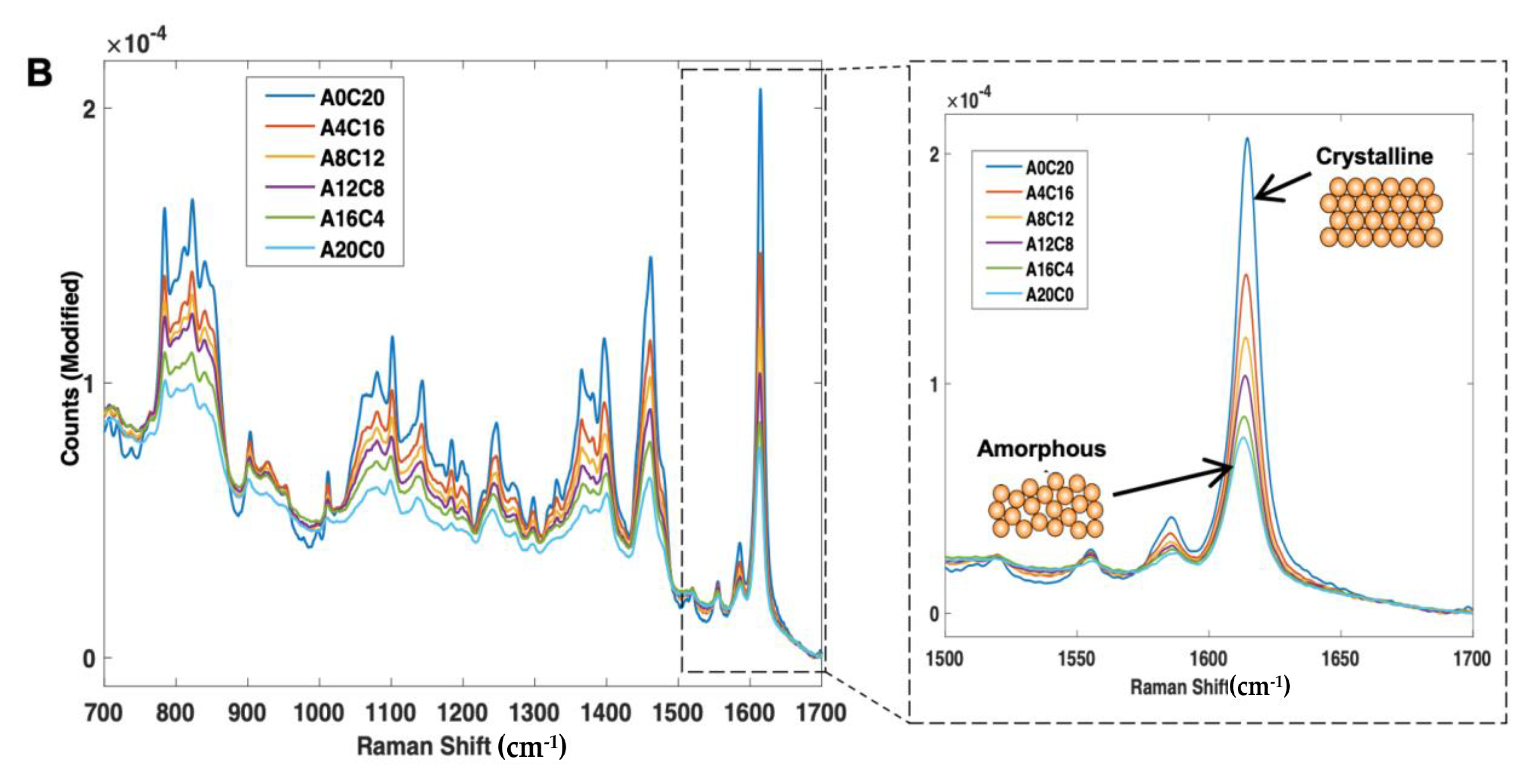
2.6. Raman Spectroscopy
2.7. Multivariate Data Analysis
2.8. Powder Flow Characteristics
2.8.1. Bulk Density
2.8.2. Tapped Density
2.8.3. Compressibility Index and Hausner Ratio
2.9. Physical Properties of Printlets
2.10. Determination of Drug Content
3. Results and Discussion
3.1. Development of 3D Printed Formulations
3.2. Development of Calibration Samples
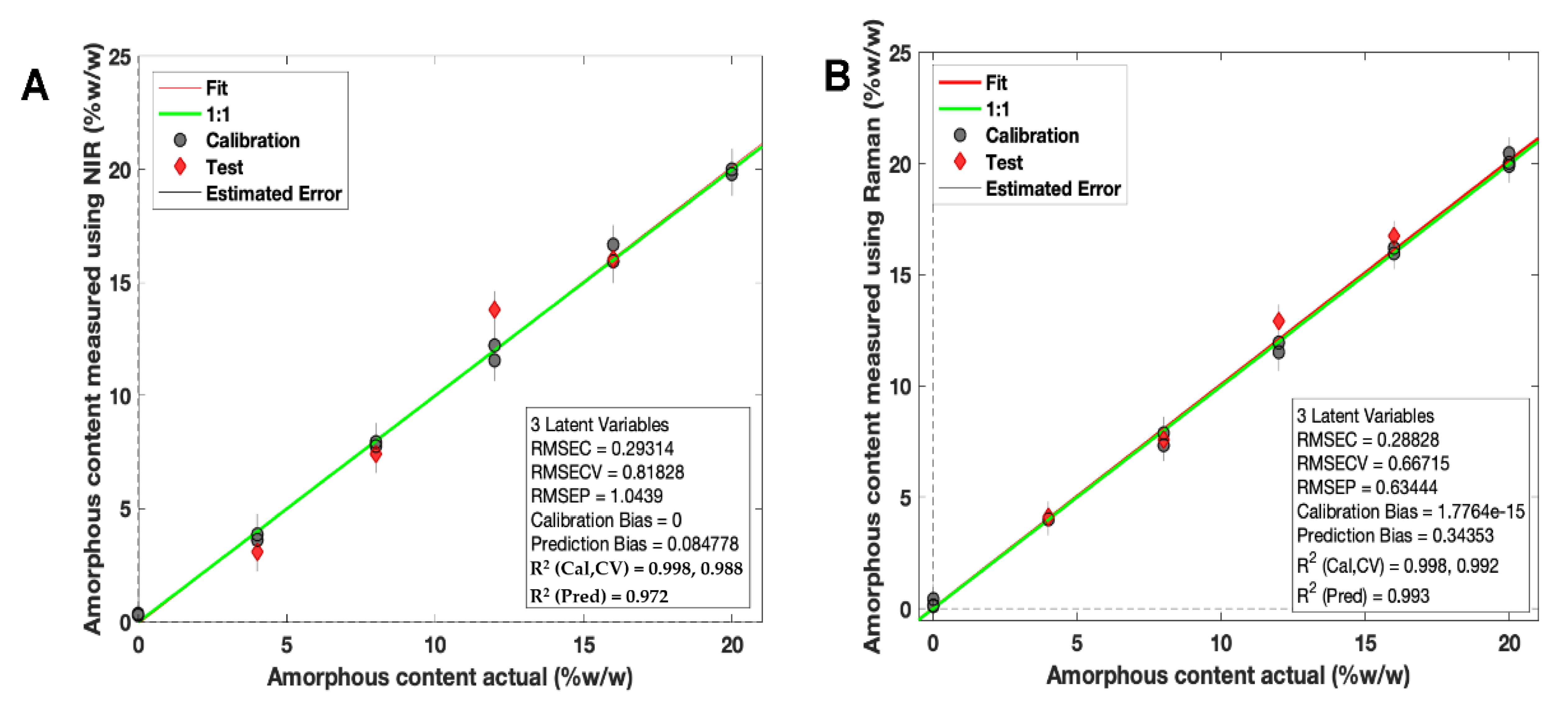
3.3. Development of Calibration Models
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Awad, A.; Madla, C.M.; McCoubrey, L.E.; Ferraro, F.; Gavins, F.K.H.; Buanz, A.; Gaisford, S.; Orlu, M.; Siepmann, F.; Siepmann, J.; et al. Clinical translation of advanced colonic drug delivery technologies. Adv. Drug Deliv. Rev. 2022, 181, 114076. [Google Scholar] [CrossRef] [PubMed]
- Kalepu, S.; Nekkanti, V. Insoluble drug delivery strategies: Review of recent advances and business prospects. Acta Pharm. Sin. B 2015, 5, 442–453. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Gaisford, S.; Saunders, M.S.A. Essentials of Pharmaceutical Preformulation; John Wiley & Sons: Hoboken, NJ, USA, 2013. [Google Scholar]
- Okwuosa, T.C.; Stefaniak, D.; Arafat, B.; Isreb, A.; Wan, K.W.; Alhnan, M.A. A Lower Temperature FDM 3D Printing for the Manufacture of Patient-Specific Immediate Release Tablets. Pharm. Res. 2016, 33, 2704–2712. [Google Scholar] [CrossRef] [PubMed]
- Sanderson, K. 3D printing: The future of manufacturing medicine? Pharm. J. 2015, 294, 590–592. [Google Scholar]
- Jamróz, W.; Kurek, M.; Czech, A.; Szafraniec, J.; Gawlak, J.; Jachowicz, R. 3D printing of tablets containing amorphous aripiprazole by filaments co-extrusion. Eur. J. Pharm. Biopharm. 2018, 131, 44–47. [Google Scholar] [CrossRef]
- Skowyra, J.; Pietrzak, K.; Alhnan, M.A. Fabrication of extended-release patient-tailored prednisolone tablets via fused deposition modelling (FDM) 3D printing. Eur. J. Pharm. Sci. 2015, 68, 11–17. [Google Scholar] [CrossRef]
- Solanki, N.G.; Tahsin, M.; Shah, A.V.; Serajuddin, A.T.M. Formulation of 3D Printed Tablet for Rapid Drug Release by Fused Deposition Modeling: Screening Polymers for Drug Release, Drug-Polymer Miscibility and Printability. J. Pharm. Sci. 2018, 107, 390–401. [Google Scholar] [CrossRef] [Green Version]
- Sadia, M.; Sośnicka, A.; Arafat, B.; Isreb, A.; Ahmed, W.; Kelarakis, A.; Alhnan, M.A. Adaptation of pharmaceutical excipients to FDM 3D printing for the fabrication of patient-tailored immediate release tablets. Int. J. Pharm. 2016, 513, 659–668. [Google Scholar] [CrossRef]
- Ong, J.J.; Awad, A.; Martorana, A.; Gaisford, S.; Stoyanov, E.; Basit, A.W.; Goyanes, A. 3D printed opioid medicines with alcohol-resistant and abuse-deterrent properties. Int. J. Pharm. 2020, 579, 119169. [Google Scholar] [CrossRef]
- Goyanes, A.; Allahham, N.; Trenfield, S.J.; Stoyanov, E.; Gaisford, S.; Basit, A.W. Direct powder extrusion 3D printing: Fabrication of drug products using a novel single-step process. Int. J. Pharm. 2019, 567, 118471. [Google Scholar] [CrossRef]
- Wang, J.; Goyanes, A.; Gaisford, S.; Basit, A.W. Stereolithographic (SLA) 3D printing of oral modified-release dosage forms. Int. J. Pharm. 2016, 503, 207–212. [Google Scholar] [CrossRef] [PubMed]
- Goyanes, A.; Det-Amornrat, U.; Wang, J.; Basit, A.W.; Gaisford, S. 3D scanning and 3D printing as innovative technologies for fabricating personalized topical drug delivery systems. J. Control. Release 2016, 234, 41–48. [Google Scholar] [CrossRef] [PubMed]
- Robles-Martinez, P.; Xu, X.; Trenfield, S.J.; Awad, A.; Goyanes, A.; Telford, R.; Basit, A.W.; Gaisford, S. 3D Printing of a Multi-Layered Polypill Containing Six Drugs Using a Novel Stereolithographic Method. Pharmaceutics 2019, 11, 274. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Awad, A.; Fina, F.; Goyanes, A.; Basit, A.W. Advances in powder bed fusion 3D printing in drug delivery and healthcare. Adv. Drug Deliv. Rev. 2021, 174, 406–424. [Google Scholar] [CrossRef]
- Seoane-Viaño, I.; Trenfield, S.J.; Basit, A.W.; Goyanes, A. Translating 3D printed pharmaceuticals: From hype to real-world clinical applications. Adv. Drug Deliv. Rev. 2021, 174, 553–575. [Google Scholar] [CrossRef]
- Gueche, Y.A.; Sanchez-Ballester, N.M.; Cailleaux, S.; Bataille, B.; Soulairol, I. Selective Laser Sintering (SLS), a New Chapter in the Production of Solid Oral Forms (SOFs) by 3D Printing. Pharmaceutics 2021, 13, 1212. [Google Scholar] [CrossRef]
- Madžarević, M.; Medarević, D.; Pavlović, S.; Ivković, B.; Duriš, J.; Ibrić, S. Understanding the Effect of Energy Density and Formulation Factors on the Printability and Characteristics of SLS Irbesartan Tablets-Application of the Decision Tree Model. Pharmaceutics 2021, 13, 1969. [Google Scholar] [CrossRef]
- Thakkar, R.; Davis, D.A.; Williams, R.O.; Maniruzzaman, M. Selective Laser Sintering of a Photosensitive Drug: Impact of Processing and Formulation Parameters on Degradation, Solid State, and Quality of 3D-Printed Dosage Forms. Mol. Pharm. 2021, 18, 3894–3908. [Google Scholar] [CrossRef]
- Thakkar, R.; Zhang, Y.; Zhang, J.; Maniruzzaman, M. Synergistic application of twin-screw granulation and selective laser sintering 3D printing for the development of pharmaceutical dosage forms with enhanced dissolution rates and physical properties. Eur. J. Pharm. Biopharm. 2021, 163, 141–156. [Google Scholar] [CrossRef]
- Kulinowski, P.; Malczewski, P.; Pesta, E.; Łaszcz, M.; Mendyk, A.; Polak, S.; Dorożyński, P. Selective laser sintering (SLS) technique for pharmaceutical applications—Development of high dose controlled release printlets. Addit. Manuf. 2021, 38, 101761. [Google Scholar] [CrossRef]
- Fina, F.; Goyanes, A.; Gaisford, S.; Basit, A.W. Selective laser sintering (SLS) 3D printing of medicines. Int. J. Pharm. 2017, 529, 285–293. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Trenfield, S.J.; Goyanes, A.; Telford, R.; Wilsdon, D.; Rowland, M.; Gaisford, S.; Basit, A.W. 3D printed drug products: Non-destructive dose verification using a rapid point-and-shoot approach. Int. J. Pharm. 2018, 549, 283–292. [Google Scholar] [CrossRef] [PubMed]
- Davis, D.A., Jr.; Thakkar, R.; Su, Y.; Williams, R.O.; Maniruzzaman, M. Selective Laser Sintering 3-Dimensional Printing as a Single Step Process to Prepare Amorphous Solid Dispersion Dosage Forms for Improved Solubility and Dissolution Rate. J. Pharm. Sci. 2021, 110, 1432–1443. [Google Scholar] [CrossRef] [PubMed]
- Hamed, R.; Mohamed, E.M.; Rahman, Z.; Khan, M.A. 3D-printing of lopinavir printlets by selective laser sintering and quantification of crystalline fraction by XRPD-chemometric models. Int. J. Pharm. 2021, 592, 120059. [Google Scholar] [CrossRef]
- Awad, A.; Fina, F.; Trenfield, S.J.; Patel, P.; Goyanes, A.; Gaisford, S.; Basit, A.W. 3D Printed Pellets (Miniprintlets): A Novel, Multi-Drug, Controlled Release Platform Technology. Pharmaceutics 2019, 11, 148. [Google Scholar] [CrossRef] [Green Version]
- Thakkar, R.; Jara, M.O.; Swinnea, S.; Pillai, A.R.; Maniruzzaman, M. Impact of Laser Speed and Drug Particle Size on Selective Laser Sintering 3D Printing of Amorphous Solid Dispersions. Pharmaceutics 2021, 13, 1149. [Google Scholar] [CrossRef]
- Allahham, N.; Fina, F.; Marcuta, C.; Kraschew, L.; Mohr, W.; Gaisford, S.; Basit, A.W. Selective Laser Sintering 3D Printing of Orally Disintegrating Printlets Containing Ondansetron. Pharmaceutics 2020, 12, 110. [Google Scholar] [CrossRef] [Green Version]
- Barakh Ali, S.F.; Mohamed, E.M.; Ozkan, T.; Kuttolamadom, M.A.; Khan, M.A.; Asadi, A.; Rahman, Z. Understanding the effects of formulation and process variables on the printlets quality manufactured by selective laser sintering 3D printing. Int. J. Pharm. 2019, 570, 118651. [Google Scholar] [CrossRef]
- Trenfield, S.J.; Tan, H.X.; Goyanes, A.; Wilsdon, D.; Rowland, M.; Gaisford, S.; Basit, A.W. Non-destructive dose verification of two drugs within 3D printed polyprintlets. Int. J. Pharm. 2020, 577, 119066. [Google Scholar] [CrossRef]
- Saleki-Gerhardt, A.; Ahlneck, C.; Zografi, G. Assessment of disorder in crystalline solids. Int. J. Pharm. 1994, 101, 237–247. [Google Scholar] [CrossRef]
- Chen, X.; Bates, S.; Morris, K.R. Quantifying amorphous content of lactose using parallel beam X-ray powder diffraction and whole pattern fitting. J. Pharm. Biomed. Anal. 2001, 26, 63–72. [Google Scholar] [CrossRef]
- Gombás, Á.; Antal, I.; Szabó-Révész, P.; Marton, S.; Erõs, I. Quantitative determination of crystallinity of alpha-lactose monohydrate by Near Infrared Spectroscopy (NIRS). Int. J. Pharm. 2003, 256, 25–32. [Google Scholar] [CrossRef]
- Taylor, L.S.; Zografi, G. The Quantitative Analysis of Crystallinity Using FT-Raman Spectroscopy. Pharm. Res. 1998, 15, 755–761. [Google Scholar] [CrossRef] [PubMed]
- Chavan, R.B.; Bhargavi, N.; Lodagekar, A.; Shastri, N.R. Near infra red spectroscopy: A tool for solid state characterization. Drug Dis. Today 2017, 22, 1835–1843. [Google Scholar] [CrossRef] [PubMed]
- Bērziņš, K.; Fraser-Miller, S.J.; Gordon, K.C. Recent advances in low-frequency Raman spectroscopy for pharmaceutical applications. Int. J. Pharm. 2021, 592, 120034. [Google Scholar] [CrossRef] [PubMed]
- ICH Harmonised Tripartite Guideline. Validation of Analytical Procedures: Text and Methodology. International Conference on Harmonisation of Technical Requirements for Registration of Pharmaceuticals for Human Use. 1994, pp. 1–17. Available online: https://database.ich.org/sites/default/files/Q2%28R1%29%20Guideline.pdf (accessed on 9 February 2022).
- EMA. Use of Near Infrared Spectroscopy (NIRS) by the Pharmaceutical Industry and the Data Requirements for New Submissions and Variations. 2014. Available online: https://www.ema.europa.eu/use-near-infrared-spectroscopy-nirs-pharmaceutical-industry-data-requirements-new-submissions (accessed on 10 February 2022).
- FDA. Development and Submission of Near Infrared Analytical Procedures; Draft Guidance for Industry; 86 FR 43555. 2015. Available online: https://www.federalregister.gov/documents/2021/08/09/2021-16930/development-and-submission-of-near-infrared-analytical-procedures-guidance-for-industry-availability (accessed on 10 February 2022).
- Awad, A.; Fina, F.; Goyanes, A.; Gaisford, S.; Basit, A.W. 3D printing: Principles and pharmaceutical applications of selective laser sintering. Int. J. Pharm. 2020, 586, 119594. [Google Scholar] [CrossRef]
- Nisso. Nisso HPC Grades: Application. 2020. Available online: https://www.nippon-soda.co.jp/hpc-e/medical_use.php (accessed on 11 February 2022).
- Hwa, L.C.; Rajoo, S.; Noor, A.M.; Ahmad, N.; Uday, M.B. Recent advances in 3D printing of porous ceramics: A review. Curr. Opin. Solid State Mater. Sci. 2017, 21, 323–347. [Google Scholar] [CrossRef]
- Spath, S.; Seitz, H. Influence of grain size and grain-size distribution on workability of granules with 3D printing. Int. J. Adv. Manuf. Technol. 2014, 70, 135–144. [Google Scholar] [CrossRef]
- Bose, S.; Vahabzadeh, S.; Bandyopadhyay, A. Bone tissue engineering using 3D printing. Mater. Today 2013, 16, 496–504. [Google Scholar] [CrossRef]
- Williams, J.M.; Adewunmi, A.; Schek, R.M.; Flanagan, C.L.; Krebsbach, P.H.; Feinberg, S.E.; Hollister, S.J.; Das, S. Bone tissue engineering using polycaprolactone scaffolds fabricated via selective laser sintering. Biomaterials 2005, 26, 4817–4827. [Google Scholar] [CrossRef]
- Park, Y.J.; Xuan, J.J.; Oh, D.H.; Balakrishnan, P.; Yang, H.; Yeo, W.H.; Lee, M.; Choi, H.; Yong, C.S. Development of novel itraconazole-loaded solid dispersion without crystalline change with improved bioavailability. Arch. Pharm. Res. 2010, 33, 1217–1225. [Google Scholar] [CrossRef] [PubMed]
- Sim, T.; Lim, C.; Lee, J.W.; Kim, D.W.; Kim, Y.; Kim, M.; Choi, S.; Choi, H.; Lee, E.S.; Kim, K.; et al. Characterization and pharmacokinetic study of itraconazole solid dispersions prepared by solvent-controlled precipitation and spray-dry methods. J. Pharm. Pharmacol. 2017, 69, 1707–1715. [Google Scholar] [CrossRef] [PubMed]
- Nagy, Z.K.; Balogh, A.; Démuth, B.; Pataki, H.; Vigh, T.; Szabó, B.; Molnár, K.; Schmidt, B.T.; Horák, P.; Marosi, G.; et al. High speed electrospinning for scaled-up production of amorphous solid dispersion of itraconazole. Int. J. Pharm. 2015, 480, 137–142. [Google Scholar] [CrossRef] [PubMed]
- Jadhav, N.; Gaikwad, V.; Nair, K.; Kadam, H. Glass transition temperature: Basics and application in pharmaceutical sector. Asian J. Pharm. 2009, 3, 1–17. [Google Scholar] [CrossRef]
- Six, K.; Verreck, G.; Peeters, J.; Augustijns, P.; Kinget, R.; Mooter, G.V. Characterization of glassy itraconazole: A comparative study of its molecular mobility below Tg with that of structural analogues using MTDSC. Int. J. Pharm. 2001, 213, 163–173. [Google Scholar] [CrossRef]
- TA-Instruments. Interpreting Unexpected Events and Transitions in DSC Results. 2020. Available online: http://www.tainstruments.com/pdf/literature/TA039.pdf (accessed on 11 February 2022).
- Pore, Y.V.; Shinde, V.R.; Rao, J.V. Physical stabilization of amorphous itraconazole in solid dispersions for improved dissolution profile. J. App. Pharm. Sci. 2016, 6, 37–44. [Google Scholar] [CrossRef] [Green Version]
- Beć, K.B.; Grabska, J.; Huck, C.W. Near-Infrared Spectroscopy in Bio-Applications. Molecules 2020, 25, 2948. [Google Scholar] [CrossRef]
- Jin, X.; Shi, C.; Yu, C.Y.; Yamada, T.; Sacks, E.J. Determination of Leaf Water Content by Visible and Near-Infrared Spectrometry and Multivariate Calibration in Miscanthus. Front. Plant Sci. 2017, 8, 721. [Google Scholar] [CrossRef] [Green Version]
- Newman, A.W.; Reutzel-Edens, S.M.; Zografi, G. Characterization of the “hygroscopic” properties of active pharmaceutical ingredients. J. Pharm. Sci. 2008, 97, 1047–1059. [Google Scholar] [CrossRef]
- Korang-Yeboah, M.; Rahman, Z.; Shah, D.A.; Khan, M.A. Spectroscopic-Based Chemometric Models for Quantifying Low Levels of Solid-State Transitions in Extended Release Theophylline Formulations. J. Pharm. Sci. 2016, 105, 97–105. [Google Scholar] [CrossRef]
- Patel, A.D.; Luner, P.E.; Kemper, M.S. Low-Level Determination of Polymorph Composition in Physical Mixtures by Near-Infrared Reflectance Spectroscopy. J. Pharm. Sci. 2001, 90, 360–370. [Google Scholar] [CrossRef]
- Otsuka, M.; Kato, F.; Matsuda, Y.; Ozaki, Y. Comparative determination of polymorphs of indomethacin in powders and tablets by chemometrical near-infrared spectroscopy and x-ray powder diffractometry. AAPS PharmSciTech 2003, 4, E19. [Google Scholar] [CrossRef] [PubMed]
- Hogan, S.E.; Buckton, G. The Application of Near Infrared Spectroscopy and Dynamic Vapor Sorption to Quantify Low Amorphous Contents of Crystalline Lactose. Pharm. Res. 2001, 18, 112–116. [Google Scholar] [CrossRef] [PubMed]
- Bai, S.J.; Rani, M.; Suryanarayanan, R.; Carpenter, J.F.; Nayar, R.; Manning, M.C. Quantification of glycine crystallinity by near-infrared (NIR) spectroscopy. J. Pharm. Sci. 2004, 93, 2439–2447. [Google Scholar] [CrossRef] [PubMed]
- Patel, R.S.; Kamaraj, P.; Arockiaselvi, J.; Pushpamalini, T.; Devikala, S.; Arthanareeswari, M. Preparation and characterisation of pharmaceutical solids—A review. Int. J. Pharm. Sci. Rev. Res. 2017, 43, 185–193. [Google Scholar]
- Mochalin, V.; Osswald, S.; Gogotsi, Y. Contribution of Functional Groups to the Raman Spectrum of Nanodiamond Powders. Chem. Mater. 2009, 21, 273–279. [Google Scholar] [CrossRef]
- Tuschel, D. Why Are the Raman Spectra of Crystalline and Amorphous Solids Different? Spectroscopy 2017, 32, 26–33. [Google Scholar]
- Heinz, A.; Savolainen, M.; Rades, T.; Strachan, C.J. Quantifying ternary mixtures of different solid-state forms of indomethacin by Raman and near-infrared spectroscopy. Eur. J. Pharm. Sci. 2007, 32, 182–192. [Google Scholar] [CrossRef]
- Simon, L.L.; Pataki, H.; Marosi, G.; Meemken, F.; Hungerbühler, K.; Baiker, A.; Tummala, S.; Glennon, B.; Kuentz, M.; Steele, G.; et al. Assessment of Recent Process Analytical Technology (PAT) Trends: A Multiauthor Review. Org. Process Res. Dev. 2015, 19, 3–62. [Google Scholar] [CrossRef]
- Savitzky, A.; Golay, M.J.E. Smoothing and Differentiation of Data by Simplified Least Squares Procedures. Anal. Chem. 1964, 36, 1627–1639. [Google Scholar] [CrossRef]
- Netchacovitch, L.; Dumont, E.; Cailletaud, J.; Thiry, J.; Bleye, C.D.; Sacré, P.; Boiret, M.; Evrard, B.; Hubert, P.; Ziemons, E. Development of an analytical method for crystalline content determination in amorphous solid dispersions produced by hot-melt extrusion using transmission Raman spectroscopy: A feasibility study. Int. J. Pharm. 2017, 530, 249–255. [Google Scholar] [CrossRef] [PubMed]
- Blanco, M.; Peguero, A. Influence of physical factors on the accuracy of calibration models for NIR spectroscopy. J. Pharm. Biomed. Anal. 2010, 52, 59–65. [Google Scholar] [CrossRef] [PubMed]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Code | Crystalline Itraconazole (% w/w) | Amorphous Itraconazole (% w/w) | HPC Polymer (% w/w) | Candurin Gold Sheen (% w/w) |
|---|---|---|---|---|
| Cal 1 | 20 | 0 | 77 | 3 |
| Cal 2 | 16 | 4 | 77 | 3 |
| Cal 3 | 12 | 8 | 77 | 3 |
| Cal 4 | 8 | 12 | 77 | 3 |
| Cal 5 | 4 | 16 | 77 | 3 |
| Cal 6 | 0 | 20 | 77 | 3 |
| Formulation Code | Weight ± SD (mg) | Breaking Force ± SD (N) | HPLC Recovery ± SD (%) |
|---|---|---|---|
| HPC-L printlets | 80.75 ± 0.49 | 22.0 ± 3.6 | 99.26 ± 0.04 |
| HPC-SL printlets | 88.55 ± 11.95 | 16.7 ± 2.1 | 99.67 ± 2.06 |
| HPC-SSL printlets | 90.4 ± 6.5 | 13.3 ± 3.1 | 100.94 ± 0.88 |
| Formulation Code | Bulk Density ± SD (g/mL) | Tapped Density ± SD (g/mL) | Compressibility Index (%) ± SD | Hausner Ratio ± SD | Powder Flow |
|---|---|---|---|---|---|
| Itraconazole | 0.26 ± 0.01 | 0.52 ± 0.01 | 50 ± 0.96 | 2.00 ± 0.04 | Very poor |
| HPC-L | 0.39 ± 0.02 | 0.51 ± 0.03 | 23.8 ± 4.74 | 1.31 ± 0.08 | Passable |
| HPC-SL | 0.35 ± 0.00 | 0.45 ± 0.02 | 22.7 ± 4.17 | 1.29 ± 0.07 | Passable |
| HPC-SSL | 0.37 ± 0.01 | 0.52 ± 0.02 | 28.6 ± 3.61 | 1.40 ± 0.07 | Poor |
| Itra 20% w/w HPC-L blend | 0.36 ± 0.02 | 0.47 ± 0.01 | 24 ± 4.06 | 1.32 ± 0.07 | Passable |
| Itra 20% w/w HPC-SL blend | 0.39 ± 0.01 | 0.51 ± 0.02 | 24 ± 0.32 | 1.32 ± 0.01 | Passable |
| Itra 20% w/w HPC-SSL blend | 0.32 ± 0.04 | 0.50 ± 0.04 | 36 ± 2.60 | 1.56 ± 0.06 | Very poor |
| Sample Code | Amorphous Content (% w/w) | ||
|---|---|---|---|
| Actual | NIR | Raman | |
| Test Validation 1 (powder) | 4 | 3.89 | 4.08 |
| Test Validation 2 (powder) | 8 | 7.94 | 7.87 |
| Test Validation 3 (powder) | 12 | 12.23 | 11.53 |
| Test Validation 4 (powder) | 16 | 15.98 | 15.95 |
| HPC-L 3D-printed disc | - | 18.39 ± 0.90 | 17.39 ± 0.84 |
| HPC-SL 3D-printed disc | - | 17.39 ± 0.56 | 16.61 ± 0.90 |
| HPC-SSL 3D-printed disc | - | 12.39 ± 0.57 | 12.86 ± 1.12 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Trenfield, S.J.; Januskaite, P.; Goyanes, A.; Wilsdon, D.; Rowland, M.; Gaisford, S.; Basit, A.W. Prediction of Solid-State Form of SLS 3D Printed Medicines Using NIR and Raman Spectroscopy. Pharmaceutics 2022, 14, 589. https://doi.org/10.3390/pharmaceutics14030589
Trenfield SJ, Januskaite P, Goyanes A, Wilsdon D, Rowland M, Gaisford S, Basit AW. Prediction of Solid-State Form of SLS 3D Printed Medicines Using NIR and Raman Spectroscopy. Pharmaceutics. 2022; 14(3):589. https://doi.org/10.3390/pharmaceutics14030589
Chicago/Turabian StyleTrenfield, Sarah J., Patricija Januskaite, Alvaro Goyanes, David Wilsdon, Martin Rowland, Simon Gaisford, and Abdul W. Basit. 2022. "Prediction of Solid-State Form of SLS 3D Printed Medicines Using NIR and Raman Spectroscopy" Pharmaceutics 14, no. 3: 589. https://doi.org/10.3390/pharmaceutics14030589
APA StyleTrenfield, S. J., Januskaite, P., Goyanes, A., Wilsdon, D., Rowland, M., Gaisford, S., & Basit, A. W. (2022). Prediction of Solid-State Form of SLS 3D Printed Medicines Using NIR and Raman Spectroscopy. Pharmaceutics, 14(3), 589. https://doi.org/10.3390/pharmaceutics14030589