
Development of a Granule Growth Regime Map for Twin Screw Wet Granulation Process via Data Imputation Techniques
Abstract
1. Introduction
Objectives
2. Background
2.1. Data Completion Methods
2.2. Granulation Regime Maps
3. Methods
3.1. Data Acquisition
Inputs and Outputs
3.2. Data Imputation Techniques
3.2.1. First-Principle Based Data Completion
3.2.2. Statistical Data Completion Techniques
3.3. Regime Map Formulation
3.3.1. X-axis
3.3.2. Y-axis
4. Results and Discussion
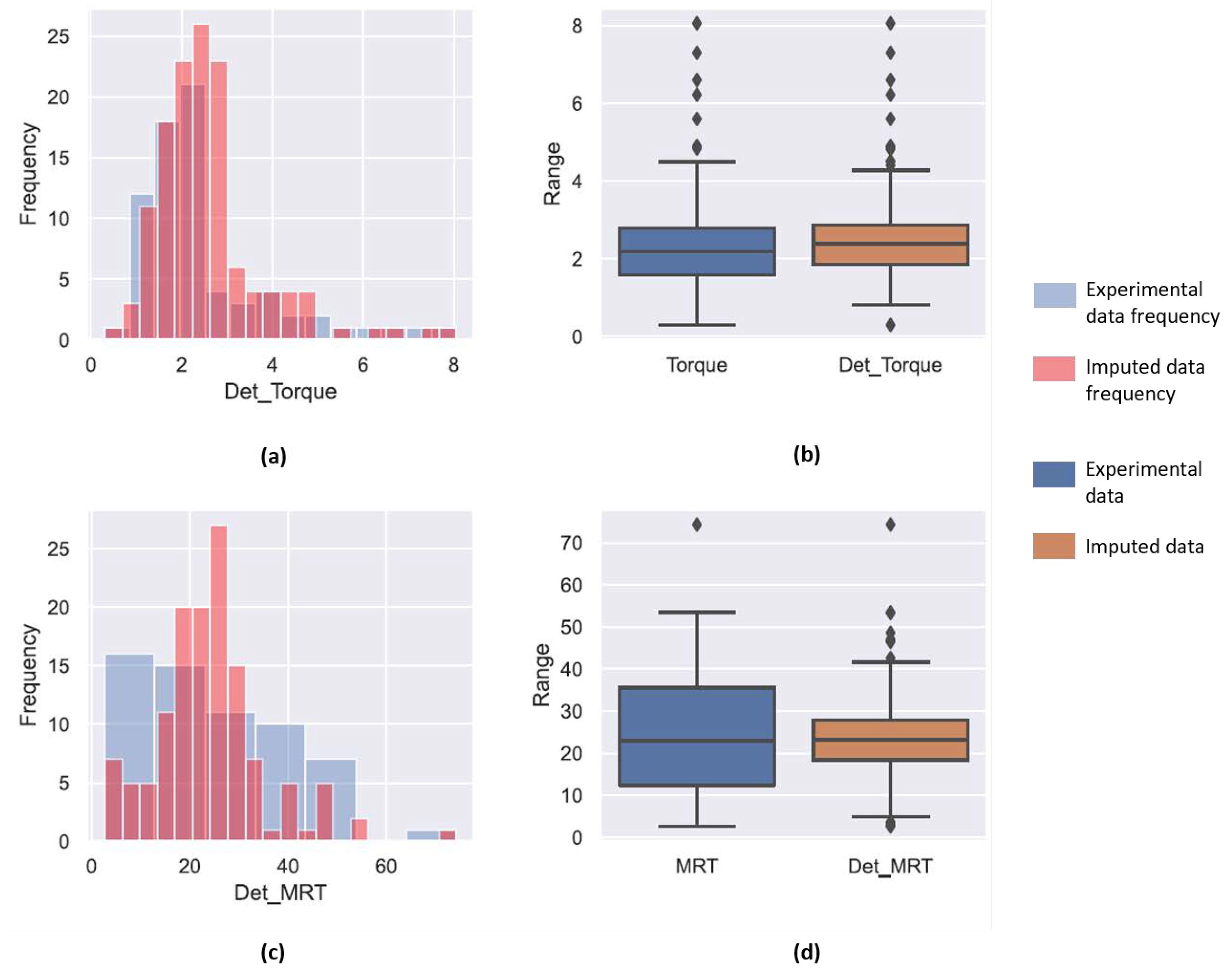
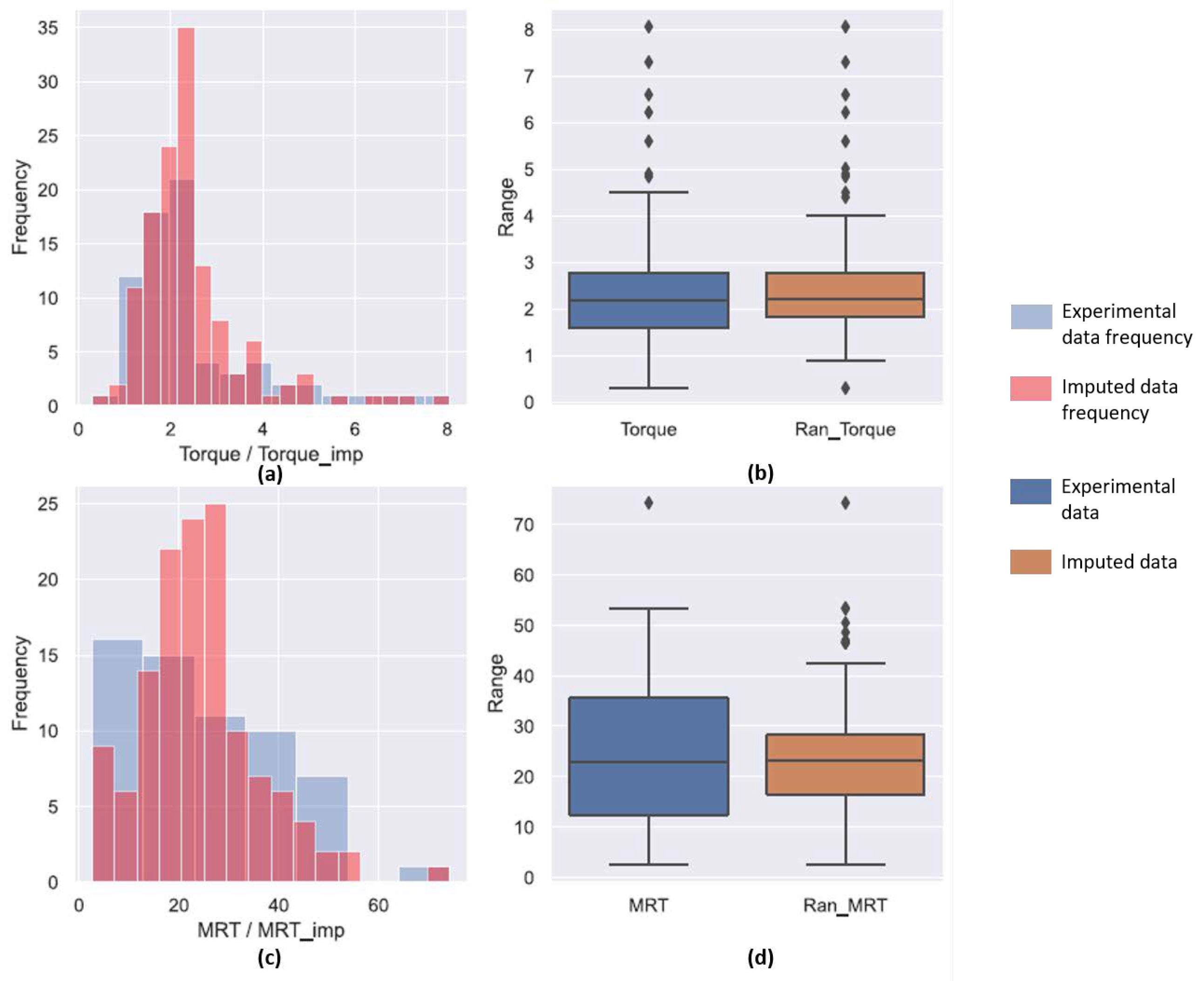
4.1. Missing Data Completion
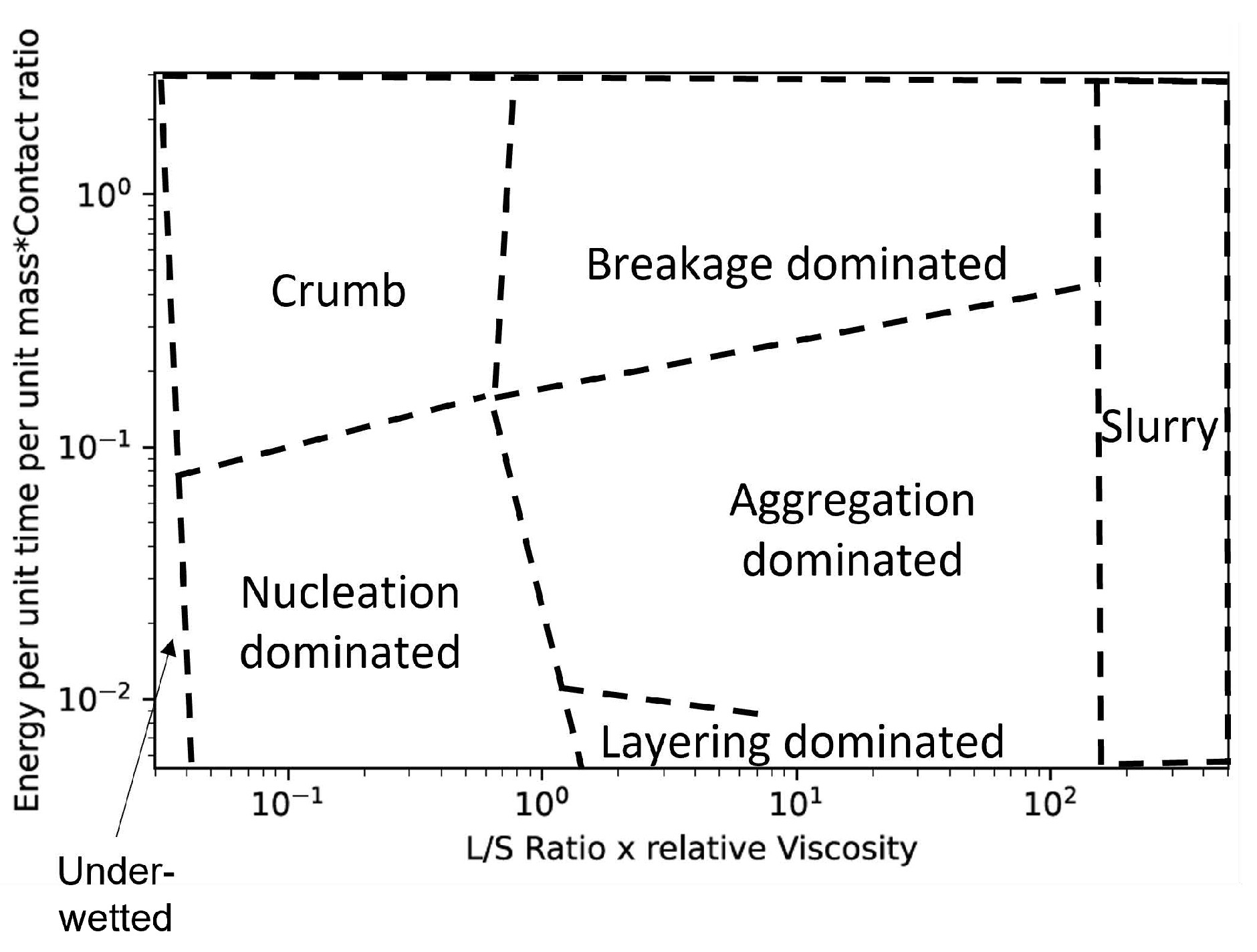
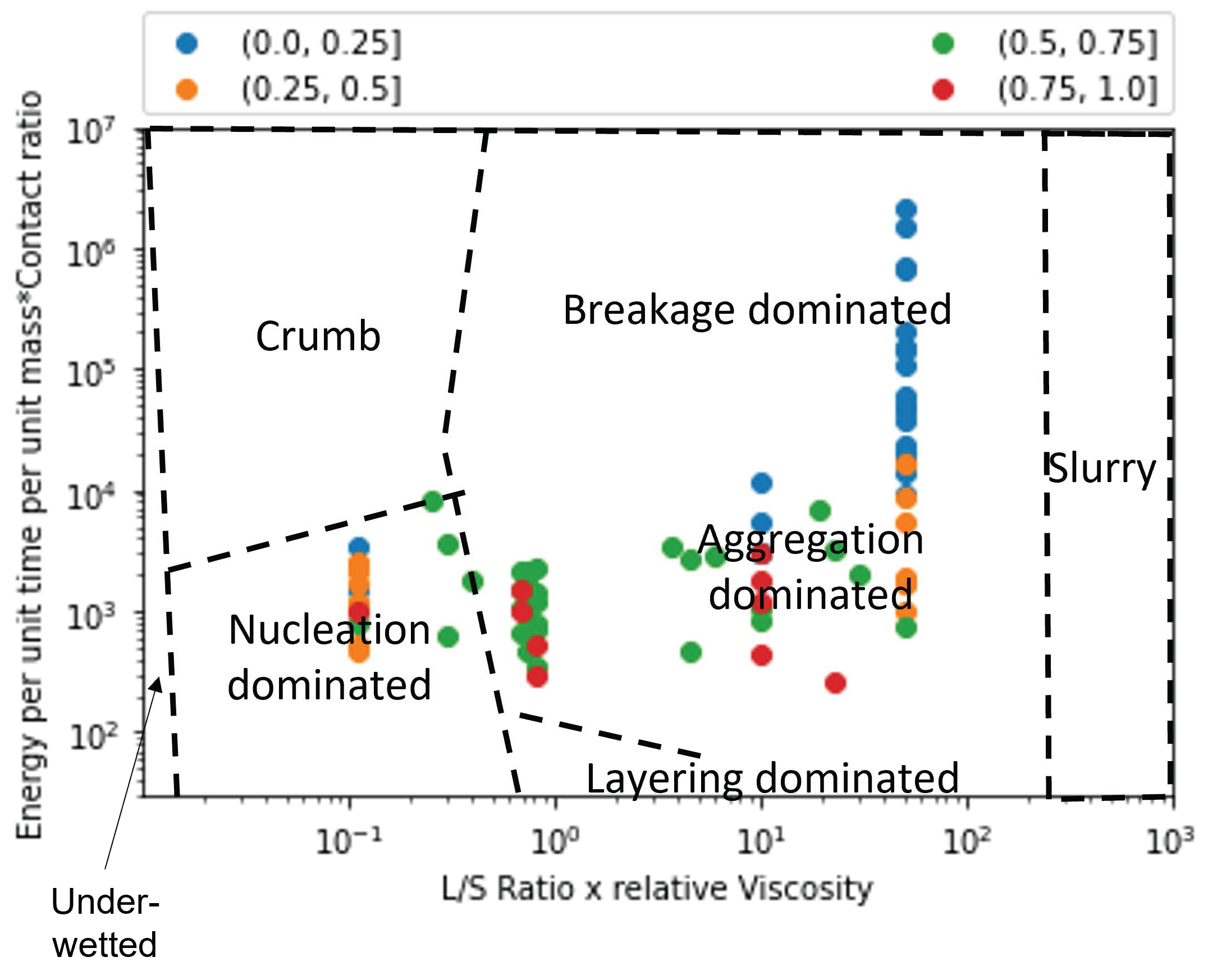
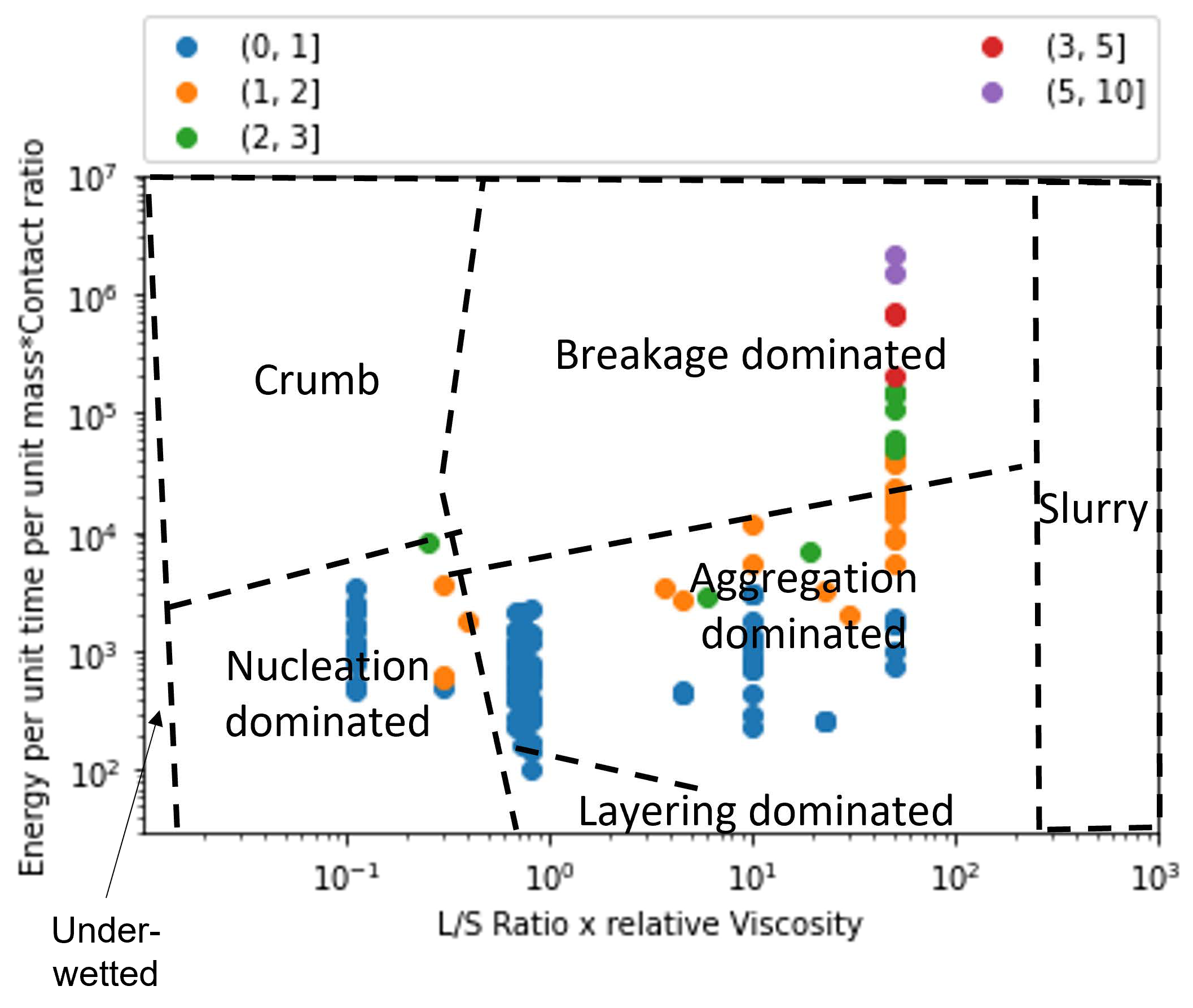
4.2. Region Identification on the Granule Growth Regime Map
- At very low x-axis values of the proposed regime map, the binder content is very low, and no granules are formed. This region was named the “Under-wetted” region. Close to the right extreme of this x-axis value range, at high there could be formation of crumb-like material due to Van der Waal and other such dry surface adhesion phenomena, this region falls under “Crumb”.
- At a slightly greater (estimated to be around 0.07 based on Iveson et al.’s work [24]) and at low , due to the lack of sufficient binder to form adequate nuclei the resulting granule size distribution is observed to have bi-modal distribution with a large percentage of fine particles and a relatively higher amount of loosely formed large particles. This is typical of nucleation dominant growth and hence, this region was named “Nucleation”.
- In this range of and at high the loosely formed large particles undergo breakage and ultimately crumb-like material formation occurs. This region was also named “Crumb”.
- When the is further increased, sufficient binder becomes available to form more nuclei. Under such conditions, one of the following phenomena occurs depending on the value.
- –
- At very low , due to a lack of sufficient energy for successful coalescence the granules will grow via layering mechanism. In previous work, Kotamarthy et al. [6] showed that the axial mixing and the collisions are affected by the energy supplied to the system, which is directly proportional to the mixing efficiency. Due to poor mixing and low shear conditions, these process and equipment settings can lead to the formation of bi-modal size distributions characterized by the formation of relatively smaller and weaker (higher porosity) granules. This is named “Type A/Layering dominant granulation”.
- –
- At higher , there is sufficient energy to squeeze the binder liquid to the surface of the granules leading to further coalescence and growth (Type II coalescence). Due to enhanced mixing and promotion of coalescence, granulation under these conditions will result in a relatively uni-modal particle size distribution. Moreover, due to extensive coalescence, the granules formed under these conditions will be highly dense and relatively large. This region was named “Type B/coalescence driven granulation”.
- When the is increased further there is sufficient binder liquid present around the initial granules formed to promote coalescence type growth (Type I coalescence) irrespective of the energy provided. Such settings will lead to the formation of very large granules. This region will still fall under “Type B/coalescence driven granulation”.
- Very high will result in the formation of paste-like material. This region was named “Slurry”.
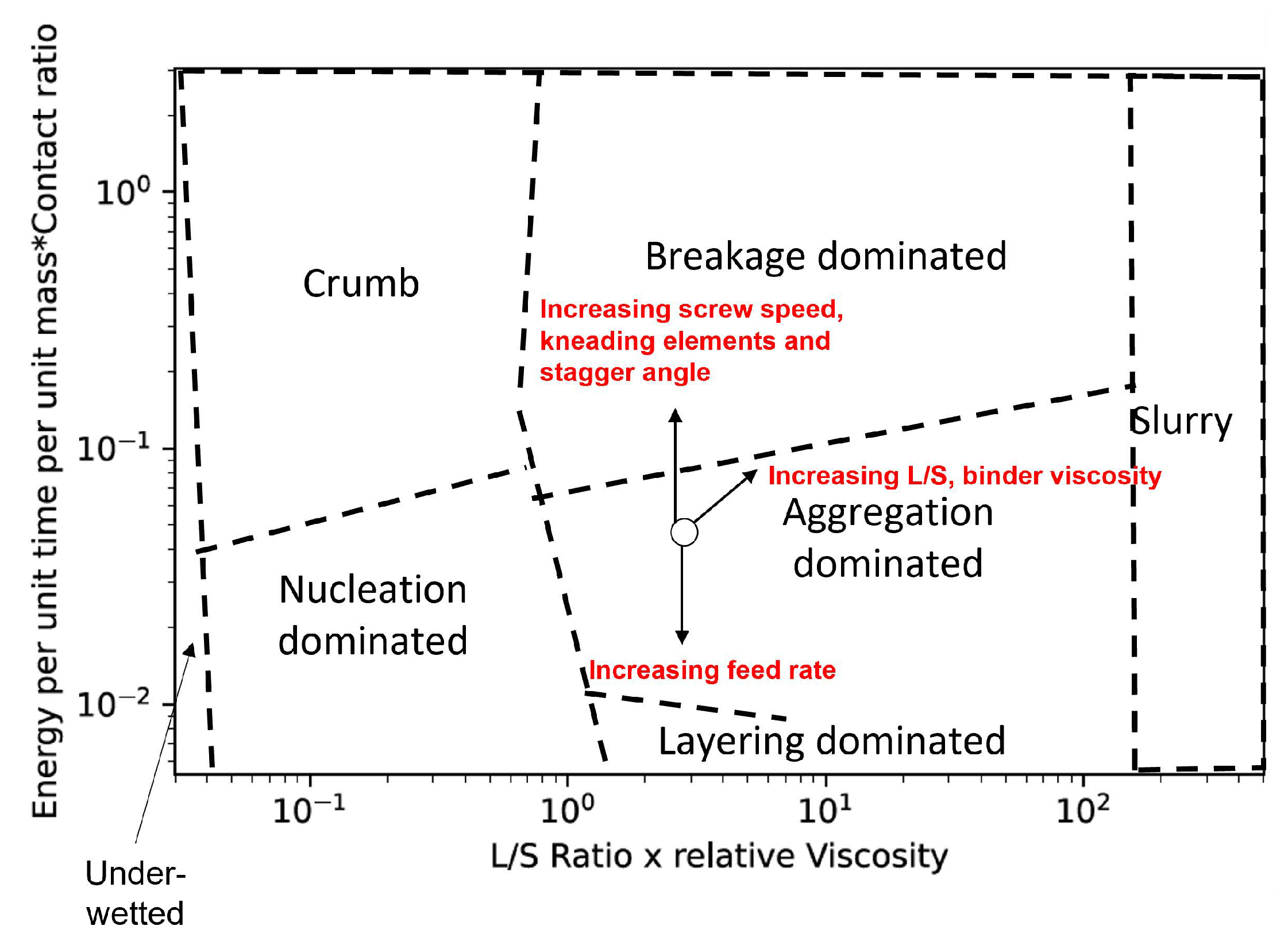
4.3. Effect of Twin-Screw Granulation Parameters
4.3.1. Effect of Screw Speed
4.3.2. Effect of Feed Rate
4.3.3. Effect of Liquid to Solid Ratio
4.3.4. Effect of Binder Viscosity
4.3.5. Effect of Kneading Elements
4.3.6. Effect of Stagger Angle
4.3.7. Effect of Primary Powder Properties
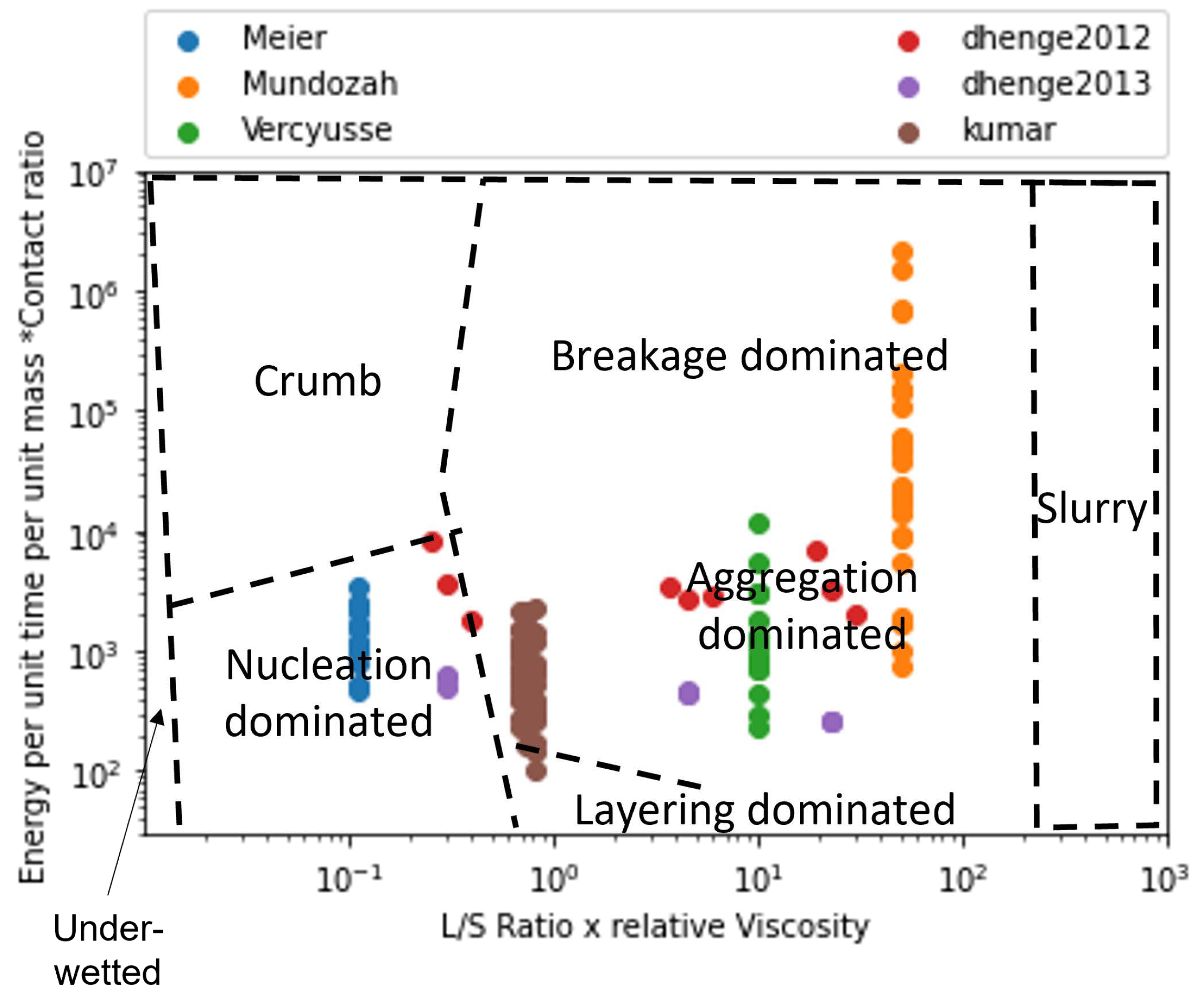
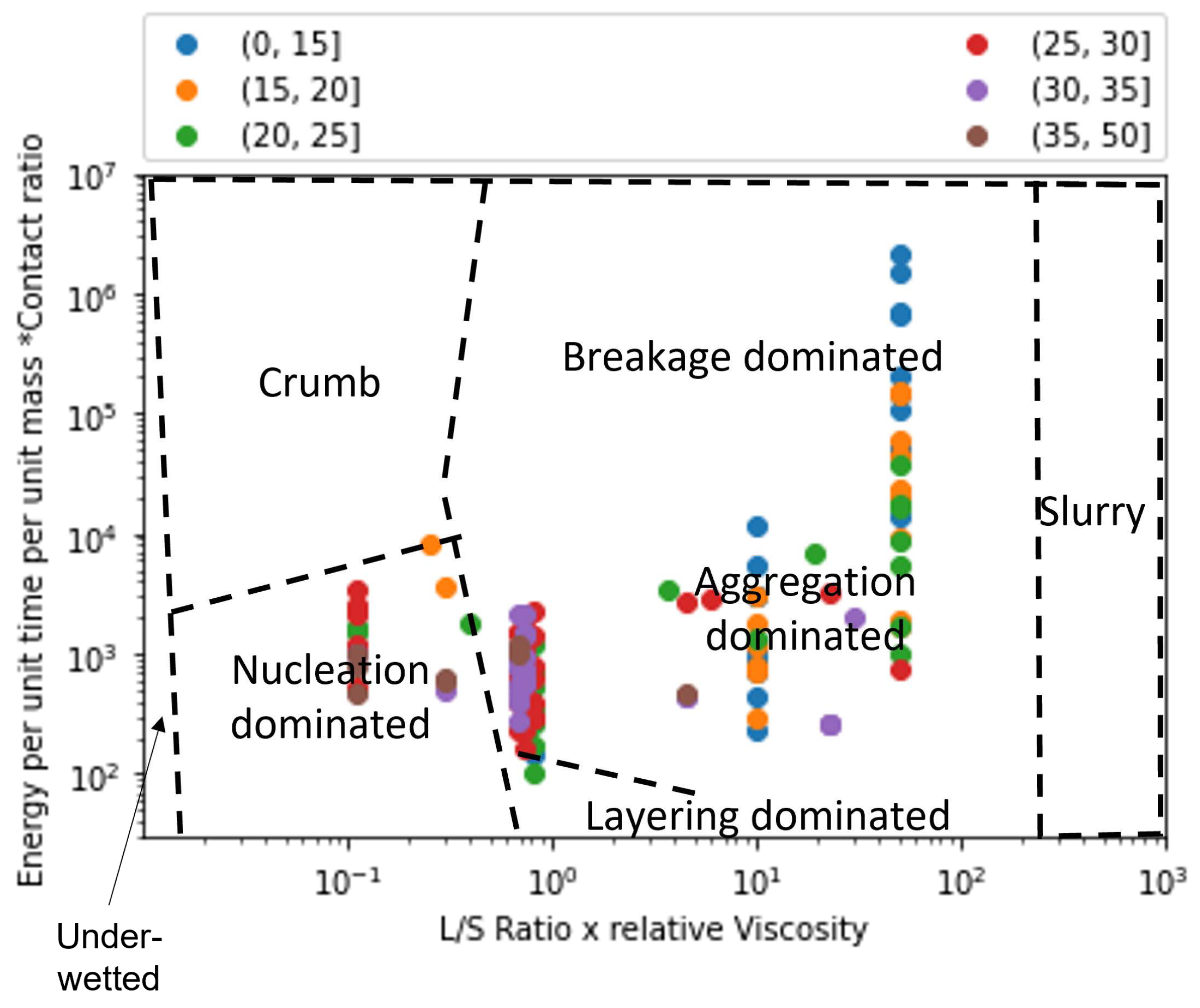
4.4. Validation of Developed Regime Map
4.5. Analysis of The-Breakage-Dominant Growth
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Seem, T.C.; Rowson, N.A.; Ingram, A.; Huang, Z.; Yu, S.; de Matas, M.; Gabbott, I.; Reynolds, G.K. Twin screw granulation—A literature review. Powder Technol. 2015, 276, 89–102. [Google Scholar] [CrossRef]
- US Food and Drug Administration (USFDA). Pharmaceutical cGMPs for the 21st Century—A Risk-Based Approach; Final Report; US Food and Drug Administration: Rockville, MD, USA, 2004.
- Sen, M.; Ramachandran, R. A multi-dimensional population balance model approach to continuous powder mixing processes. Adv. Powder Technol. 2013, 24, 51–59. [Google Scholar] [CrossRef]
- Adamo, A.; Beingessner, R.L.; Behnam, M.; Chen, J.; Jamison, T.F.; Jensen, K.F.; Monbaliu, J.C.M.; Myerson, A.S.; Revalor, E.M.; Snead, D.R.; et al. On-demand continuous-flow production of pharmaceuticals in a compact, reconfigurable system. Science 2016, 352, 61–67. [Google Scholar] [CrossRef]
- Dhenge, R.M.; Cartwright, J.J.; Hounslow, M.J.; Salman, A.D. Twin screw wet granulation: Effects of properties of granulation liquid. Powder Technol. 2012, 229, 126–136. [Google Scholar] [CrossRef]
- Kotmarthy, L.; Ramachandran, R. Mechanistic understanding of the effects of process and design parameters on the mixing dynamics in continuous twin-screw granulation. Powder Technol. 2021, 390, 73–85. [Google Scholar] [CrossRef]
- Kumar, A.; Vercruysse, J.; Mortier, S.T.; Vervaet, C.; Remon, J.P.; Gernaey, K.V.; De Beer, T.; Nopens, I. Model-based analysis of a twin-screw wet granulation system for continuous solid dosage manufacturing. Comput. Chem. Eng. 2016, 89, 62–70. [Google Scholar] [CrossRef]
- Thompson, M.R. Twin screw granulation-review of current progress. Drug Dev. Ind. Pharm. 2015, 41, 1223–1231. [Google Scholar] [CrossRef]
- Van Melkebeke, B.; Vervaet, C.; Remon, J.P. Validation of a continuous granulation process using a twin-screw extruder. Int. J. Pharm. 2008, 356, 224–230. [Google Scholar] [CrossRef]
- Li, H.; Thompson, M.; O’donnell, K. Understanding wet granulation in the kneading block of twin screw extruders. Chem. Eng. Sci. 2014, 113, 11–21. [Google Scholar] [CrossRef]
- Shah, U. Use of a modified twin-screw extruder to develop a high-strength tablet dosage form. Pharm. Technol. (2003) 2005, 29, 52–66. [Google Scholar]
- Sayin, R.; El Hagrasy, A.; Litster, J. Distributive mixing elements: Towards improved granule attributes from a twin screw granulation process. Chem. Eng. Sci. 2015, 125, 165–175. [Google Scholar] [CrossRef]
- Pradhan, S.U.; Sen, M.; Li, J.; Gabbott, I.; Reynolds, G.; Litster, J.D.; Wassgren, C.R. Characteristics of multi-component formulation granules formed using distributive mixing elements in twin screw granulation. Drug Dev. Ind. Pharm. 2018, 44, 1826–1837. [Google Scholar] [CrossRef]
- Li, J.; Pradhan, S.U.; Wassgren, C.R. Granule transformation in a twin screw granulator: Effects of conveying, kneading, and distributive mixing elements. Powder Technol. 2019, 346, 363–372. [Google Scholar] [CrossRef]
- Kumar, A.; Dhondt, J.; Vercruysse, J.; De Leersnyder, F.; Vanhoorne, V.; Vervaet, C.; Remon, J.P.; Gernaey, K.V.; De Beer, T.; Nopens, I. Development of a process map: A step towards a regime map for steady-state high shear wet twin screw granulation. Powder Technol. 2016, 300, 73–82. [Google Scholar] [CrossRef]
- The Science and Engineering of Granulation Processes; Particle Technology Series; Springer: Dordrecht, The Netherlands, 2004.
- Iveson, S.M.; Luster, J.D. Growth regime map for liquid-bound granules. AIChE J. 1998, 44, 1510–1518. [Google Scholar] [CrossRef]
- Kayrak-Talay, D.; Dale, S.; Wassgren, C.; Litster, J. Quality by design for wet granulation in pharmaceutical processing: Assessing models for a priori design and scaling. Powder Technol. 2013, 240, 7–18. [Google Scholar] [CrossRef]
- Dhenge, R.M.; Washino, K.; Cartwright, J.J.; Hounslow, M.J.; Salman, A.D. Twin screw granulation using conveying screws: Effects of viscosity of granulation liquids and flow of powders. Powder Technol. 2013, 238, 77–90. [Google Scholar] [CrossRef]
- El Hagrasy, A.S.; Hennenkamp, J.R.; Burke, M.D.; Cartwright, J.J.; Litster, J.D. Twin screw wet granulation: Influence of formulation parameters on granule properties and growth behavior. Powder Technol. 2013, 238, 108–115. [Google Scholar] [CrossRef]
- Dhenge, R.M.; Cartwright, J.J.; Doughty, D.G.; Hounslow, M.J.; Salman, A.D. Twin screw wet granulation: Effect of powder feed rate. Adv. Powder Technol. 2011, 22, 162–166. [Google Scholar] [CrossRef]
- Kumar, A.; Vercruysse, J.; Vanhoorne, V.; Toiviainen, M.; Panouillot, P.E.; Juuti, M.; Vervaet, C.; Remon, J.P.; Gernaey, K.V.; Beer, T.D.; et al. Conceptual framework for model-based analysis of residence time distribution in twin-screw granulation. Eur. J. Pharm. Sci. 2015, 71, 25–34. [Google Scholar] [CrossRef]
- Vercruysse, J.; Toiviainen, M.; Fonteyne, M.; Helkimo, N.; Ketolainen, J.; Juuti, M.; Delaet, U.; Van Assche, I.; Remon, J.P.; Vervaet, C.; et al. Visualization and understanding of the granulation liquid mixing and distribution during continuous twin screw granulation using NIR chemical imaging. Eur. J. Pharm. Biopharm. 2014, 86, 383–392. [Google Scholar] [CrossRef]
- Iveson, S.M.; Wauters, P.A.; Forrest, S.; Litster, J.D.; Meesters, G.M.; Scarlett, B. Growth regime map for liquid-bound granules: Further development and experimental validation. Powder Technol. 2001, 117, 83–97. [Google Scholar] [CrossRef]
- Tu, W.D.; Ingram, A.; Seville, J. Regime map development for continuous twin screw granulation. Chem. Eng. Sci. 2013, 87, 315–326. [Google Scholar] [CrossRef]
- Pohl, S.; Kleinebudde, P. A review of regime maps for granulation. Int. J. Pharm. 2020, 587, 119660. [Google Scholar] [CrossRef]
- Portier, C.; Pandelaere, K.; Delaet, U.; Vigh, T.; Kumar, A.; Di Pretoro, G.; De Beer, T.; Vervaet, C.; Vanhoorne, V. Continuous twin screw granulation: Influence of process and formulation variables on granule quality attributes of model formulations. Int. J. Pharm. 2020, 576, 118981. [Google Scholar] [CrossRef]
- Mundozah, A.L.; Yang, J.; Omar, C.; Mahmah, O.; Salman, A.D. Twin screw granulation: A simpler re-derivation of quantifying fill level. Int. J. Pharm. 2020, 591, 119959. [Google Scholar] [CrossRef]
- Osorio, J.G.; Sayin, R.; Kalbag, A.V.; Litster, J.D.; Martinez-Marcos, L.; Lamprou, D.A.; Halbert, G.W. Scaling of continuous twin screw wet granulation. AIChE J. 2017, 63, 921–932. [Google Scholar] [CrossRef]
- Hapgood, K.P.; Litster, J.D.; Smith, R. Nucleation regime map for liquid bound granules. AIChE J. 2003, 49, 350–361. [Google Scholar] [CrossRef]
- Ennis, B.; Litster, J. Particle size enlargement. In Perry’s Chemical Engineer’s Handbook, 7th ed.; McGraw-Hill: New York, NY, USA, 1997; Volume 20. [Google Scholar]
- Parikh, D. Handbook of Pharmaceutical Granulation Technology; Drugs and the Pharmaceutical Sciences; CRC Press: Boca Raton, FL, USA, 2016. [Google Scholar]
- Liu, L.X.; Litster, J.D.; Iveson, S.M.; Ennis, B.J. Coalescence of deformable granules in wet granulation processes. AIChE J. 2000, 46, 529–539. [Google Scholar] [CrossRef]
- Fu, J.; Adams, M.; Reynolds, G.; Salman, A.; Hounslow, M. Impact deformation and rebound of wet granules. Powder Technol. 2004, 140, 248–257. [Google Scholar] [CrossRef]
- Vercruysse, J.; Córdoba Díaz, D.; Peeters, E.; Fonteyne, M.; Delaet, U.; Van Assche, I.; De Beer, T.; Remon, J.P.; Vervaet, C. Continuous twin screw granulation: Influence of process variables on granule and tablet quality. Eur. J. Pharm. Biopharm. 2012, 82, 205–211. [Google Scholar] [CrossRef] [PubMed]
- Meier, R.; Moll, K.P.; Krumme, M.; Kleinebudde, P. Impact of fill-level in twin-screw granulation on critical quality attributes of granules and tablets. Eur. J. Pharm. Biopharm. 2017, 115, 102–112. [Google Scholar] [CrossRef] [PubMed]
- Lee, K.T.; Ingram, A.; Rowson, N.A. Twin screw wet granulation: The study of a continuous twin screw granulator using Positron Emission Particle Tracking (PEPT) technique. Eur. J. Pharm. Biopharm. 2012, 81, 666–673. [Google Scholar] [CrossRef] [PubMed]
- Dhenge, R.M.; Cartwright, J.J.; Hounslow, M.J.; Salman, A.D. Twin screw granulation: Steps in granule growth. Int. J. Pharm. 2012, 438, 20–32. [Google Scholar] [CrossRef]
- Lute, S.V.; Dhenge, R.M.; Salman, A.D. Twin screw granulation: An investigation of the effect of barrel fill level. Pharmaceutics 2018, 10, 67. [Google Scholar] [CrossRef]
- Lute, S. Continuous Twin Screw Wet Granulation: A Step towards Mechanistic Understanding. Doctoral Dissertation, University of Sheffield, Sheffield, UK.
- Rohatgi, A. WebPlotDigitizer User Manual Version 3.4. 2014, pp. 1–18. Available online: http://arohatgi.info/WebPlotDigitizer/app (accessed on 11 October 2022).
- Mendez Torrecillas, C.; Gorringe, L.J.; Rajoub, N.; Robertson, J.; Elkes, R.G.; Lamprou, D.A.; Halbert, G.W. The impact of channel fill level on internal forces during continuous twin screw wet granulation. Int. J. Pharm. 2019, 558, 91–100. [Google Scholar] [CrossRef]
- Gorringe, L.; Kee, G.; Saleh, M.; Fa, N.; Elkes, R. Use of the channel fill level in defining a design space for twin screw wet granulation. Int. J. Pharm. 2017, 519, 165–177. [Google Scholar] [CrossRef]
- Muddu, S.V.; Kotamarthy, L.; Ramachandran, R. A Semi-Mechanistic Prediction of Residence Time Metrics in Twin Screw Granulation. Pharmaceutics 2021, 13, 393. [Google Scholar] [CrossRef]
- Hu, M.x.; Salvucci, S. A Study of Imputation Algorithms; Working Paper Series 2001-17; National Center for Education Statistics: Washington, DC, USA, 2001.
- Pedregosa, F.; Varoquaux, G.; Gramfort, A.; Michel, V.; Thirion, B.; Grisel, O.; Blondel, M.; Prettenhofer, P.; Weiss, R.; Dubourg, V.; et al. Scikit-learn: Machine Learning in Python. J. Mach. Learn. Res. 2011, 12, 2825–2830. [Google Scholar]
- Van Rossum, G.; Drake, F.L., Jr. Python Reference Manual; Centrum voor Wiskunde en Informatica: Amsterdam, The Netherlands, 1995. [Google Scholar]
- Ennis, B.J.; Li, J.; Robert, P. The influence of viscosity on the strength of an axially strained pendular liquid bridge. Chem. Eng. Sci. 1990, 45, 3071–3088. [Google Scholar] [CrossRef]
- Lee, K.T. Continuous Granulation of Pharmaceutical Powder USING a twin Screw Granulator. Ph.D. Thesis, University of Birmingham, Birmingham, UK, 2013. [Google Scholar]
- Kumar, A.; Vercruysse, J.; Bellandi, G.; Gernaey, K.V.; Vervaet, C.; Remon, J.P.; De Beer, T.; Nopens, I. Experimental investigation of granule size and shape dynamics in twin-screw granulation. Int. J. Pharm. 2014, 475, 485–495. [Google Scholar] [CrossRef]
- Mundozah, A.L.; Yang, J.; Tridon, C.C.; Cartwright, J.J.; Omar, C.S.; Salman, A.D. Assessing Particle Segregation Using Near-Infrared Chemical Imaging in Twin Screw Granulation. Int. J. Pharm. 2019, 568, 118541. [Google Scholar] [CrossRef] [PubMed]
- Kumar, A.; Alakarjula, M.; Vanhoorne, V.; Toiviainen, M.; De Leersnyder, F.; Vercruysse, J.; Juuti, M.; Ketolainen, J.; Vervaet, C.; Remon, J.P.; et al. Linking granulation performance with residence time and granulation liquid distributions in twin-screw granulation: An experimental investigation. Eur. J. Pharm. Sci. 2016, 90, 25–37. [Google Scholar] [CrossRef]
- Ryckaert, A.; Stauffer, F.; Funke, A.; Djuric, D.; Vanhoorne, V.; Vervaet, C.; De Beer, T. Evaluation of torque as an in-process control for granule size during twin-screw wet granulation. Int. J. Pharm. 2021, 602, 120642. [Google Scholar] [CrossRef] [PubMed]
- Hapgood, K.P.; Litster, J.D.; Biggs, S.R.; Howes, T. Drop penetration into porous powder beds. J. Colloid Interface Sci. 2002, 253, 353–366. [Google Scholar] [CrossRef]
- Muthancheri, I.; Oka, S.; Ramachandran, R. Analysis and prediction of nucleation mechanisms in a bi-component powder bed with wettability differentials. Powder Technol. 2021, 390, 209–218. [Google Scholar] [CrossRef]
- Verstraeten, M.; Van Hauwermeiren, D.; Lee, K.; Turnbull, N.; Wilsdon, D.; Am Ende, M.; Doshi, P.; Vervaet, C.; Brouckaert, D.; Mortier, S.T.; et al. In-depth experimental analysis of pharmaceutical twin-screw wet granulation in view of detailed process understanding. Int. J. Pharm. 2017, 529, 678–693. [Google Scholar] [CrossRef]
- Yu, S.; Reynolds, G.K.; Huang, Z.; de Matas, M.; Salman, A.D. Granulation of increasingly hydrophobic formulations using a twin screw granulator. Int. J. Pharm. 2014, 475, 82–96. [Google Scholar] [CrossRef]
- Rahimi, S.K.; Paul, S.; Sun, C.C.; Zhang, F. The role of the screw profile on granular structure and mixing efficiency of a high-dose hydrophobic drug formulation during twin screw wet granulation. Int. J. Pharm. 2020, 575, 118958. [Google Scholar] [CrossRef]
- El Hagrasy, A.; Litster, J. Granulation rate processes in the kneading elements of a twin screw granulator. AIChE J. 2013, 59, 4100–4115. [Google Scholar] [CrossRef]
- Thompson, M.; Sun, J. Wet granulation in a twin-screw extruder: Implications of screw design. J. Pharm. Sci. 2010, 99, 2090–2103. [Google Scholar] [CrossRef]
- Vercruysse, J.; Peeters, E.; Fonteyne, M.; Cappuyns, P.; Delaet, U.; Van Assche, I.; De Beer, T.; Remon, J.P.; Vervaet, C. Use of a continuous twin screw granulation and drying system during formulation development and process optimization. Eur. J. Pharm. Biopharm. 2015, 89, 239–247. [Google Scholar] [CrossRef] [PubMed]
- Djuric, D.; Kleinebudde, P. Impact of screw elements on continuous granulation with a twin-screw extruder. J. Pharm. Sci. 2008, 97, 4934–4942. [Google Scholar] [CrossRef] [PubMed]
- Kalyon, D.M.; Sangani, H.N. An experimental study of distributive mixing in fully intermeshing, co-rotating twin screw extruders. Polym. Eng. Sci. 1989, 29, 1018–1026. [Google Scholar] [CrossRef]
- Bravo, V.; Hrymak, A.; Wright, J. Study of particle trajectories, residence times and flow behavior in kneading discs of intermeshing co-rotating twin-screw extruders. Polym. Eng. Sci. 2004, 44, 779–793. [Google Scholar] [CrossRef]
- Lawal, A.; Kalyon, D.M. Mechanisms of mixing in single and co-rotating twin screw extruders. Polym. Eng. Sci. 1995, 35, 1325–1338. [Google Scholar] [CrossRef]
- Lawal, A.; Kalyon, D.M. Simulation of intensity of segregation distributions using three-dimensional fem analysis: Application to corotating twin screw extrusion processing. J. Appl. Polym. Sci. 1995, 58, 1501–1507. [Google Scholar] [CrossRef]
- Vanarase, A.U.; Osorio, J.G.; Muzzio, F.J. Effects of powder flow properties and shear environment on the performance of continuous mixing of pharmaceutical powders. Powder Technol. 2013, 246, 63–72. [Google Scholar] [CrossRef]
- Mylan Pharmaceuticals Inc. Hydrochlorothiazide Tablets, USP, 12.5 mg, 25 mg and 50 mg. 2011. Available online: https://www.accessdata.fda.gov/drugsatfda_docs/label/2011/040735s004,040770s003lbl.pdf (accessed on 11 October 2022).
- Mundozah, A.L.; Cartwright, J.J.; Tridon, C.C.; Hounslow, M.J.; Salman, A.D. Hydrophobic/hydrophilic powders: Practical implications of screw element type on the reduction of fines in twin screw granulation. Powder Technol. 2019, 341, 94–103. [Google Scholar] [CrossRef]
- Megarry, A.; Taylor, A.; Gholami, A.; Wikström, H.; Tajarobi, P. Twin-screw granulation and high-shear granulation: The influence of mannitol grade on granule and tablet properties. Int. J. Pharm. 2020, 590, 119890. [Google Scholar] [CrossRef]
- Kyttä, K.M.; Lakio, S.; Wikström, H.; Sulemanji, A.; Fransson, M.; Ketolainen, J.; Tajarobi, P. Comparison between twin-screw and high-shear granulation-The effect of filler and active pharmaceutical ingredient on the granule and tablet properties. Powder Technol. 2020, 376, 187–198. [Google Scholar] [CrossRef]
- Keleb, E.; Vermeire, A.; Vervaet, C.; Remon, J.P. Single-step granulation/tabletting of different grades of lactose: A comparison with high shear granulation and compression. Eur. J. Pharm. Biopharm. 2004, 58, 77–82. [Google Scholar] [CrossRef] [PubMed]
- Pradhan, S.U.; Sen, M.; Li, J.; Litster, J.D.; Wassgren, C.R. Granule breakage in twin screw granulation: Effect of material properties and screw element geometry. Powder Technol. 2017, 315, 290–299. [Google Scholar] [CrossRef]
- Wang, L.G.; Pradhan, S.U.; Wassgren, C.; Barrasso, D.; Slade, D.; Litster, J.D. A breakage kernel for use in population balance modelling of twin screw granulation. Powder Technol. 2020, 363, 525–540. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Author | Granulator Size (mm) | Process Parameters Varied | Material Properties Varied | No. of Screw Configurations Used | No. of Experiments Performed |
|---|---|---|---|---|---|---|
| 1 | Dhenge et al., 2012 [5] | 16 | L/S Ratio | Binder viscosity | 1 | 9 |
| 2 | Vercruysse et al., 2012 [35] | 25 | Flow Rate | |||
| RPM | – | 6 | 18 | |||
| Temperature | ||||||
| 3 | Dhenge et al., 2013 [19] | 16 | Flow Rate | Binder viscosity | 1 | 9 |
| 4 | Meier et al., 2013 [36] | 16 | Flow Rate RPM | – | 1 | 14 |
| 5 | Kumar et al., 2016 [15] | 25 | Flow Rate | |||
| RPM | Binder viscosity | 2 | 54 | |||
| L/S Ratio | ||||||
| 6 | Mundozah et al., 2020 [28] | 16 | RPM | Bulk Solid | 3 | 28 |
| Total | 132 | |||||
| Input Parameters | Outputs Parameters | ||
|---|---|---|---|
| Geometry | Process | Material | |
| Number of CE and KE | L/S ratio | Initial PSD | Granule size distribution (GSD) |
| Staggering angle of KE | Screw Speed (RPM) | Viscosity of binder | Torque |
| L/D ratio | Feed rate | % API in powder | % fill of barrel |
| Granulator diameter | Temperature | Mean residence time | |
| Liquid addition position | |||
| Process Parameters | Binder Liquid Paramters | Screw Parameters | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Screw Speed | Feed Rate | L/S Ratio | Binder Viscosity | Kneading Elements | Stagger Angle | ||||||||
| Parameters | D | I | D | I | D | I | D | I | D | I | D | I | |
| x-axis | L/S Ratio | + | |||||||||||
| Binder Viscosity | + | ||||||||||||
| y-axis | Screw Speed | + | |||||||||||
| Torque | - | + | + | + | + | + | |||||||
| Feed Rate | + | ||||||||||||
| MRT | - | + | + | + | + | + | |||||||
| + | - | - | |||||||||||
| Contact Ratio | + | - | + | + | + | + | |||||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kotamarthy, L.; Sampat, C.; Ramachandran, R. Development of a Granule Growth Regime Map for Twin Screw Wet Granulation Process via Data Imputation Techniques. Pharmaceutics 2022, 14, 2211. https://doi.org/10.3390/pharmaceutics14102211
Kotamarthy L, Sampat C, Ramachandran R. Development of a Granule Growth Regime Map for Twin Screw Wet Granulation Process via Data Imputation Techniques. Pharmaceutics. 2022; 14(10):2211. https://doi.org/10.3390/pharmaceutics14102211
Chicago/Turabian StyleKotamarthy, Lalith, Chaitanya Sampat, and Rohit Ramachandran. 2022. "Development of a Granule Growth Regime Map for Twin Screw Wet Granulation Process via Data Imputation Techniques" Pharmaceutics 14, no. 10: 2211. https://doi.org/10.3390/pharmaceutics14102211
APA StyleKotamarthy, L., Sampat, C., & Ramachandran, R. (2022). Development of a Granule Growth Regime Map for Twin Screw Wet Granulation Process via Data Imputation Techniques. Pharmaceutics, 14(10), 2211. https://doi.org/10.3390/pharmaceutics14102211