1. Introduction
Oriented strand board (OSB) entered the construction market at the beginning of the 80s and quickly gained popularity. Today, it is widely used throughout North America and Europe [
1]. Together with medium density fiberboard (MDF), OSB is gradually replacing sawn wood in the production of furniture and other forest product fields in developed nations [
2].
OSB panels are composed of thin, long, and stranded wood particles that are bonded together using resin, heat, and pressure. The use of OSB panels has significantly increased in the market and it has replaced with traditional panels [
3] due to its good mechanical properties and lower production costs. While high-quality woods such as logs must be used in the production of materials such as plywood, low-quality wood materials such as thin curved logs and branches can be used in the production of OSB [
4]. The growing use of wood-based panel composites such as oriented OSB can be attributed to several of its advantages over solid wood. Notably, OSB does not have some processing steps such as drying, end-cutting, and planing that are usually needed in processing solid wood. As a result, this leads to a reduction in the need for large investments, lower raw material costs and reduced processing expenses. Furthermore, integrating panel materials with computer numerical control (CNC) router technology enables more efficient cutting schedules, resulting in higher yields and faster production. CNC routers also make it possible to design and create shapes and forms that would be difficult or impossible to achieve with solid lumber. OSB panels are generally less expensive than plywood; therefore, using OSB in the construction of furniture frames can reduce material costs [
5]. OSB panels with various features are used in many areas such as furniture [
6].
Bamboo is a sort of biomass material and is widely harvested in some part of China. Recently, bamboo resources have become quite abundant, covering a total land mass of approximately 5 M/ha [
7]. Bamboo is widely cultivated, cost-effective, and fast growing, resulting in a light-weight and strong material [
8]. The production process of bamboo does not require large amounts of energy until it is ready for manufacturing. Bamboo is considered to be a future timber alternative due to its fast growth and accelerated reforestation potential. Depending on the species, bamboo can be harvested in 3–5 years [
8]. Latif et al. [
9] stated that, in one bamboo specie, the size of the fiber length positively affects the proportional loading for bamboo aged 1–3 years. Li [
10] and Li et al. [
11] investigated that as bamboo grows, mechanical properties with age increase, especially after 3 years. Latif et al. [
12] stated that bamboo has stable dimensions after 3 years. Bamboo is a natural hierarchical cellular material with good mechanical properties, including tensile and flexural strength along the fiber direction [
13]. All of these statements indicate that bamboo is a remarkable material for the forest product sector.
Using OSB panels in the wood industry, especially in furniture manufacturing, requires knowing some basic mechanical properties such as ultimate bending strength values and internal bonding. Employing bamboo in the production of OSB materials is also another important aspect that partially solves the limited availability of raw materials. Few studies have investigated the possibility of making OSB panels out of bamboo. In particular, few studies exist that have examined ultimate bending loads and IB properties of OSB panels made out of bamboo.
The main objective of this study was to investigate and compare some mechanical properties of three different OSB panels produced with bamboo. The specific objectives were to (1) investigate the bending strength values of bamboo OSB panels produced in three different ways; (2) investigate the IB properties of the three different types of bamboo OSB panels; (3) compare the bending strengths and IB values of the produced OSB panels with previous studies to determine whether the produced material is worthy of attention.
2. Materials and Methods
2.1. Material
The bamboo used in this study is called Moso bamboo, which species is
Phyllostachys edulis. It was provided from a company called Bahçem, Irrigation and Maintenance Equipment in the city of Izmir, Türkiye. The bamboo was provided in the form of a bundle as shown in
Figure 1, and each piece of bamboo was an average of 4–5 mm in diameter and 3 m in length.
Phenol formaldehyde was used as the glue in the production of the OSB materials. Phenol formaldehyde is an adhesive that can be used at the lowest temperature when producing OBS materials [
14]. The use of phenol glue was adjusted to 10% of the full dry chip weight.
2.2. Method
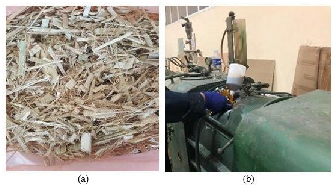
Bamboo was cut into smaller-sized chips with the help of a Vecoplan Hacker coarse chipping machine (Robert Hildebrand, Maschinenbau GmbH, Oberboihingen, Germany).
Figure 2a shows the chipped bamboo. The figure shows that the bamboo particles generally have a long, strip-like geometry. The particles exhibit a long, wide surface and a slender structure, making them suitable for good adhesion. The bamboo that was cut into chip size was separated according to its size using a Allgaier (Allgaier-Werke GmbH Uhingen/Wttbn, Uhingen, Germany) vibrating sieve. The sizes were divided into 0.5 cm and below 0.5 cm, 0.5–1.5 cm, 1.5–3 cm, and over 3 cm in length. Those chips over 3 cm and those between 1.5 and 3 cm were used for OSB production.
After sizing, the chips were subjected to the gluing process. In the gluing process, first the chips of 3 cm and above were glued and then the chips of 1.5–3 cm were glued. The glue was applied on chips with a glue gun. The gluing process was carried out in the Drais gluing machine shown in
Figure 2b (Draiswerke GmbH, Mannheim-Waldhoff, Mannheim, Germany). During the glue-applying process, the chips were being mixed by blending arms. The mixing process continued until the glue-spraying process was completed by the glue gun. Glue was uniformly applied on bamboo chips by turning them with the arm in the machine.
The chips were laid in a 50 × 50 cm laying frame. The panel thickness was determined to be 10 mm. Three types of OSB panels were produced for this study. The diversity in these OSB panels was achieved by using different chip sizes in the surface layer and the core layer. The properties of the OSB panels are as follows:
Type 1: OSB panel with a surface layer of 3 cm and above, a core layer of 1.5–3 cm, and a weight ratio of the surface layer and the core layer of 1.
Type 2: OSB panel with a surface layer of 1.5–3 cm, a core layer of 3 cm and above, and a weight ratio of the surface layer and the core layer of 1/3.
Type 3: OSB panel with a surface layer of 3 cm and above, a core layer of 3 cm and above, and a weight ratio of the surface layer and the core layer of 1.
Figure 3a shows the OSB panel-laying draft for chips produced for the three different types. Chip laying was carried out mechanically and randomly in the draft with dimensions of 50 × 50 cm.
The panels were sent to the hot press and the pressing process was started right after the laying process. The hot press parameters chosen were 26 Pa and 150 °C. The OSB drafts were kept in the press for approximately 13 min and then the pressing was completed.
Figure 3b shows the hot press where the OSBs were formed. The produced OSB panels were rested to cool and condition for 1 day after the hot pressing.
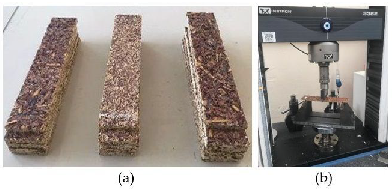
After a full conditioning day, the edges of the rested OSB panels were cut in a guillotine machine. Each OSB type is shown in
Figure 4.
2.2.1. Density
The densities of the OSB panels were determined according to TS EN 323 [
15]. The prepared density samples, with all three types having the same dimensions of 50 × 50 × 10 mm, were kept in the air-conditioning chamber at 20 ± 5
0 °C temperature and 65 ± 5% relative humidity until they reached a constant weight; then, their dimensions were measured with a digital dial gauge with ±0.01 mm sensitivity and their weights were measured with a precision scale with ±0.01 g sensitivity. For the calculation of density, the following equation was used:
where δ is the density, m is the air-dry weight, and v is the sample volume.
A targeted density range was determined between 0.65 and 0.70 g/cm3 for this study.
2.2.2. Bending Test
The bending samples were sized into the dimensions of 50 × 250 × 10 (width, length, and thickness, respectively) mm on the radial saw in line with the length of the OSB panels produced as shown in
Figure 5a. They were rested in the chamber at 20 ± 5 °C temperature and 65 ± 5% relative humidity. Then, the 15 bending samples were subjected to bending tests in the Instron Universal Testing Machine (Instron, Norwood, MA, USA) at a loading rate of 2.5 mm/min according to the ASTM D 143 standard [
16].
Figure 5b shows the bending load in the Instron Universal Testing Machine.
2.2.3. Internal Bonding Test
Internal bonding samples were sized into the dimensions of 50 × 50 × 10 (width, length, and thickness, respectively) mm on the radial saw as shown in
Figure 6. They were rested in the chamber at 20 ± 5 °C temperature and 65 ± 5% relative humidity. Then, the 15 IB samples were subjected to the IB test in the MOHR+Federhaff+Losenhausen Test Device at a loading rate of 2.5 mm/min according to the ASTM D 143 standard [
16].
The samples were conditioned in the climate chamber at 20 ± 5 °C temperature and 65 ± 5% relative humidity. Then, the samples were glued between steel wedges with an adhesive and subjected to adhesion for 24 h. The IB values were carried out and the results were recorded.
Figure 7 shows IB loading.
2.2.4. Statistical Analysis
The SAS Software 9.4 (SAS Institute Inc., Cary, NC, USA) statistical package program was used in the analysis of the data. The effects of the different surface and core layer constituents on the bending and IB strengths of the OSB panels were investigated at the 5% confidence level.
3. Results and Discussion
3.1. Density
The average densities of the Type 1, Type 2, and Type 3 OSB panels consisting of different chip lengths are shown in
Table 1. As shown in the table, the average densities of the Type 1 and Type 3 panels are the same and are higher than the Type 2 panel. The goal of this study of reaching the targeted density range had been achieved with the exception of the Type 2 panel, which was still very close to the targeted range.
3.2. Bending Strength
The bending strength values of the OSB panels produced with different mechanical properties are summarized in
Table 2. The values of each tested sample and the general average bending strength values are shared in the table.
As shown in
Table 2, the Type 2 OSB panel, with 1.5–3 cm long chips in the surface layer and 3 cm long chips in the core layer, showed statistically the highest bending strength value of the surface layer, which is known to increase the bending strength value. Since the surface layer of Type 2 was made up of small length bamboo chips, it allowed the OSB to have a denser surface, which resulted in the highest flexural strength even though the overall density was the lowest compared to the others. Gao and Huang [
17] stated in their study that high-density surfaces are more resistant to bending. On the other hand, having a surface layer of 3 cm and above and a core layer of 1.5–3 cm or 3 cm and above did not create a statistical difference in bending strength. In other words, it is seen from the study results that the difference in chip size used in the core layer did not affect the bending strength. Therefore, there was no statistical difference in the comparison of Type 1 and Type 3 on bending strength based on a one-way ANOVA comparison.
Han et al. [
18] investigated the bending strength of 0.8 mm thick OSB panels produced by phenol formaldehyde resin and some wood species such as oak, cottonwood, hackberry, etc. In that study, one sample of the OSB group with a density of 0.67 g/cm
3 indicated a bending strength value of 26.72 MPa, while Type 2 OSB sample with a density of 0.64 g/cm
3 indicated 20 MPa in this study. This comparison indicates that the result of the current study is consistent with previous research.
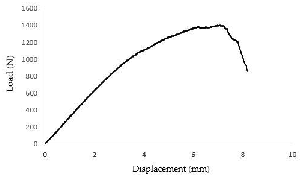
Figure 8 shows the typical load–displacement curve of the OSB panels produced from bamboo under different bending loads. The samples obtained from the Type 1, Type 2, and Type 3 OSB panels showed similar behaviors under the bending load.
Demirel and Zhang [
19] investigated bending resistance on L-type OSB stapled gusset plate joints and obtained an almost similar load–displacement curve.
3.3. Internal Bonding
For IB, the strength values for the OSB panels were slightly different compared to the bending strength due to the arrangement of surface and the core layers. Cavdar et al. [
20] investigated some of the properties of OSBs manufactured using kraft lignin phenolic resin. She stated that the IB of the OSB panels showed different strength behaviors.
Table 3 shows the IB strength values and general averages for each OSB panel for this study. As shown in
Table 3, it is observed that the average values of the Type 3 OSB panels are mathematically higher than Types 1 and 2, and, similarly, Type 2 is mathematically higher than Type 1. It is thought that the highest value of the Type 3 OSBs is due to the use of 3 cm and above chips in each layer. Likewise, longer chips mean more adhesion area, and this creates the idea that this may mean higher resistance. Cavdar et al. [
21] studied OSB strength by adding waste melamine-impregnated panel to the core layer under a tensile load. She reported that adding waste melamine-impregnated panel to the core layer increased the IB values of the OSB panels. Type 3 is followed by Type 2 because the core layer of the Type 2 panels consists of 3 cm and above chips, as in Type 3, and the adhesion resistance is higher.
The IB in a panel is related to the adhesion of the core layer. Type 1 yielded the lowest shear strength value core layer because the Type 1 panel consisted of 1.5–3 cm chips and had a smaller adhesion surface area compared to the other OSB types. However, all these mathematical differences do not indicate statistical differences. As shown in
Table 3, it was concluded that there was no significant difference among the IB strengths of the OSB panels produced with bamboo arrangement in core and surface layers. Additionally, Han et al. [
18] investigated the IB properties of 0.8 mm thick OSB panels produced using phenol formaldehyde resin and wood species such as oak, cotton wood, hackberry. The IB results of the current study were higher than Han et al.’s [
18] findings. This may be due to the thinner OSB that they tested.
3.4. Failure Mode
As a failure mode, all samples showed a failure in the form of a brush-like failure from the center of the sample.
Figure 9a shows the failure mode observed in almost every sample and was the only type of failure seen. On the other hand, in
Figure 9b, the Type 1 panel showed more brush structures on the surface, while Type 2 showed more brush structures in the core layer due to longer bamboo chips used in the core layers. Type 3 showed less brush structures due to having same type bamboo chips in both the surface and core layers.
4. Conclusions
In this study, three different types of OSB materials, named Type 1, Type 2, and Type 3, were produced using bamboo, and their mechanical properties were tested and compared. Results showed the following:
Type 2 OSB panels yielded statistically higher bending resistance values than the Type 1 and Type 3 panels. The reason for this is that it is thought that the use of smaller-sized chips in the surface layer led to a tighter and denser structure in the surface layer, which increased the bending resistance. On the other hand, no statistical difference was observed between the Type 1 OSB panel and the Type 3 OSB panel in terms of bending resistance. Although the chip lengths used in the core layers of the Type 1 and Type 3 OSB panels were different, no difference was observed between the bending resistances of these two panel types, which have the same chip lengths used in the surface layers. The produced OSB panels collectively showed a very similar bending strength performance compared with previous studies. Therefore, it is inferred from this result that it could be remarkable and advantageous to produce OSB from bamboo, which could partially solve the problem of the limited availability of raw wood materials.
When the IB values were examined, Type 3 yielded the highest mathematical value, followed by Type 2 and Type 1. The reason for this is that Type 3 was produced from the longest chips, while Type 2 was produced with longer chips only in the core. Type 1 was produced from short chips in the core layer. Therefore, as the adhesion surface decreased, especially in the core layer, IB decreased. However, it was observed that these resistance differences were not statistically significant.
Only one type of failure mode was observed in the form of brush-shaped in the middle of the samples. The load–displacement graph of the OSB bamboo panels under bending loads which is similar to typical wood material under bending load.
Author Contributions
Conceptualization and methodology, S.D.; validation, S.D. and M.G.C.; investigation, S.D. and M.G.C.; writing—original draft preparation, S.D. and M.G.C.; writing—review and editing, S.D. All authors have read and agreed to the published version of the manuscript.
Funding
This publication was produced from a project supported by the TÜBİTAK (The Scientific and Technological Research Council of Turkey) 2209-A University Students Research Projects Support Program with the application number 1919B012333644.
Data Availability Statement
No applicable.
Conflicts of Interest
The authors declare no conflicts of interest.
Abbreviations
The following abbreviations are used in this manuscript:
| OSB | Oriented Strand Board |
| IB | Internal Bonding |
| LSD | Least Significant Difference |
| COV | Coefficient of Variation |
References
- Bufalino, L.; Correa, A.A.R.; de Sa, V.A.; Mendes, L.M.; Almeida, N.A.; Pizzol, V.D. Alternative compositions of oriented strand boards (OSB) made with commercial woods produced in Brazil. Maderas Cienc. Technol. 2014, 17, 105–116. [Google Scholar] [CrossRef]
- Barbuta, C.; Cloutier, A.; Blanchet, P.; Yadama, V.; Lowell, E. Tailor made OSB for special application. Eur. J. Wood Wood Prod. 2011, 69, 511–519. [Google Scholar] [CrossRef]
- Nishimura, T.; Amin, J.; Ansell, M.P. Strand size, type etc: Image analysis and bending properties of model OSB panels as a function of strand distribution, shape and size. Wood Sci. Technol. 2004, 38, 297–309. [Google Scholar] [CrossRef]
- Barbirati, A.H.G.; Junior, W.E.L.; Hellmeister, V.; Pavesi, M.; Fiorelli, J. OSB Panels with balsa wood waste and castor oil polyurethane resin. Waste Biomass Valor. 2020, 11, 743–751. [Google Scholar] [CrossRef]
- Demirel, S.; Zhang, J.; Jones, D.; Kitchens, S.; Martin, W.V.; Yu, H. Face lateral shear resistance of one-row multi-staple joints in oriented strandboard. For. Prod. J. 2013, 63, 207–212. [Google Scholar]
- Ibrahim, M.A.; Febrianto, F. Properties of Oriented Strand Board (OSB) made from mixing bamboo. APRN J. Sci. Technol. 2013, 3, 937–962. [Google Scholar]
- Liu, Z.; Jiang, Z.; Fei, B.; Cai, Z.; Liu, X. Comparative Bamboo Properties of bamboo and pine pellets. Wood Sci. Technol. 2014, 46, 510–518. [Google Scholar]
- Han, S.; Chen, F.; Yu, Y.; Chen, L.; Wang, G. Bamboo-inspired strong, tough and stable composites derived from renewable bamboo. Ind. Crops Prod. 2023, 194, 116292. [Google Scholar] [CrossRef]
- Latif, A.; Tarmeze, W.A.W.; Fauzidah, A. Anatomical features and mechanical properties of three Malaysian bamboos. J. Trop. For. Sci. 1990, 2, 227–234. [Google Scholar]
- Li, X.B. Physical, Chemical, and Mechanical Properties of Bamboo and its Utilization Potential for Fiberboard Manufacturing. Master’s Thesis, Louisiana State University, Baton Rouge, LA, USA, 2004. [Google Scholar]
- Li, X.B.; Shupe, T.F.; Peter, G.F.; Hse, C.Y.; Eberhardt, T.L. Chemical changer with maturation of the bamboo Species Pyllostachys Pubescens. J. Trop. For. Sci. 2007, 19, 6–12. [Google Scholar]
- Latif, A.; Ashaari, A.; Jamaludin, K.; Zin, J.M. Effects of anatomical characteristics on the physical and mechanical properties of Bambusa bluemeana. J. Trop. For. Sci. 1993, 6, 159–170. [Google Scholar]
- Bamboo Import Europe. Mechanical Properties for Bamboo. Bambooimport. Available online: https://bambooimport.com/en (accessed on 15 November 2020).
- Lungulease, A.; Dumitrascu, A.E.; Sprchez, C.; Ciobanu, V.D. Influence of the Strand Characteristics on the Properties of Oriented Strand Boards Obtained from Resinous and Broad-Leaved Fast-Growing Species. Appl. Sci. 2021, 11, 1784. [Google Scholar] [CrossRef]
- TS EN 323; Wood-Based Panels-Determination of Density. Turkish Standards Intitute: Ankara, Turkiye, 1999.
- ASTM D 143; Standard Test Methods for Small Clear Specimens of Timber. American Society for Testing and Materials: West Conshohocken, PA, USA, 2010.
- Gao, Z.; Huang, R. Mechanical properties of surface-compressed wood resulting from the compression ratio and density distribution. BioResources 2022, 17, 4280–4296. [Google Scholar] [CrossRef]
- Han, G.; Wu, Q.; Lu, J.Z. The influence of fines content and panel density on properties of mixed hardwood oriented strandboard. Wood Fiber Sci. 2005, 39, 2–15. [Google Scholar]
- Demirel, S.; Zhang, J. Face lateral resistance of oriented strandboard joints connected with two rows of 16-gauge coated staples. Wood Fiber Sci. 2014, 46, 280–290. [Google Scholar]
- Cavdar, A.C.; Kalaycioglu, H.; Hiziroglu, S. Some of the properties of oriented strandboard manufactured using kraft lignin phenolic resin. J. Mater. Process. Technol. 2008, 202, 559–563. [Google Scholar] [CrossRef]
- Cavdar, A.C.; Yel, H.; Kalaycioglu, H.; Hiziroglu, S. Effect of waste melamine impregnated paper on properties of oriented strand board. Mater. Des. 2013, 51, 751–755. [Google Scholar] [CrossRef]
| Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}