
Effective Wood Veneer Densification by Optimizing Key Parameters: Temperature, Equilibrium Moisture Content, and Pressure



Abstract
1. Introduction
2. Materials and Methods
2.1. Wood Materials
2.2. Veneer Preparation
2.3. Densification Parameters
2.4. Standards and Methods of Analysis
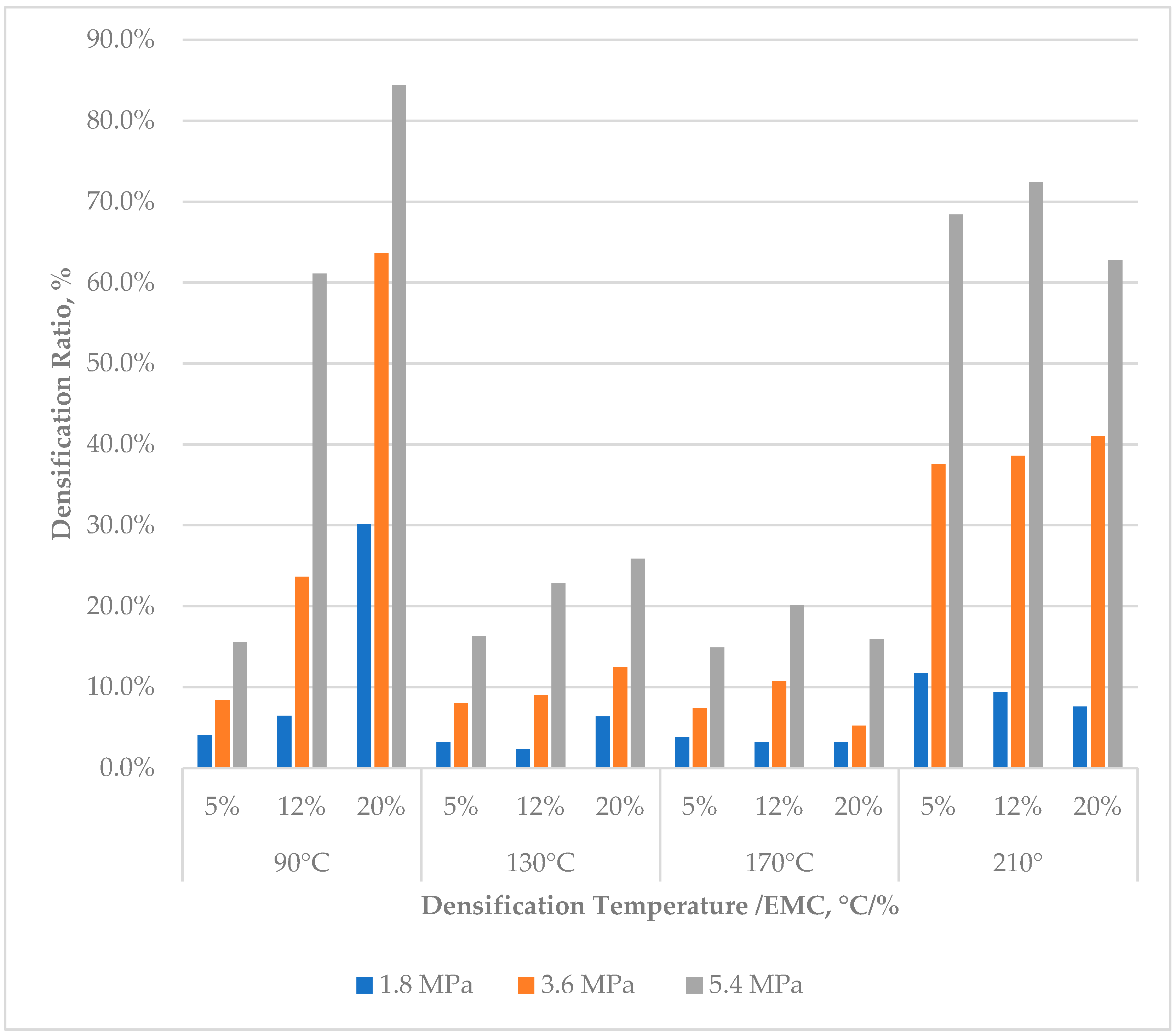
2.4.1. Densification Ratio
- DR = Densification ratio (%);
- Df = Final density after densification (kg/m3);
- Di = Initial density before densification (kg/m3).
2.4.2. Compression Ratio
- CR = Compression ratio (%);
- ti = Initial thickness before densification (mm);
- tf = Final thickness after densification (mm).
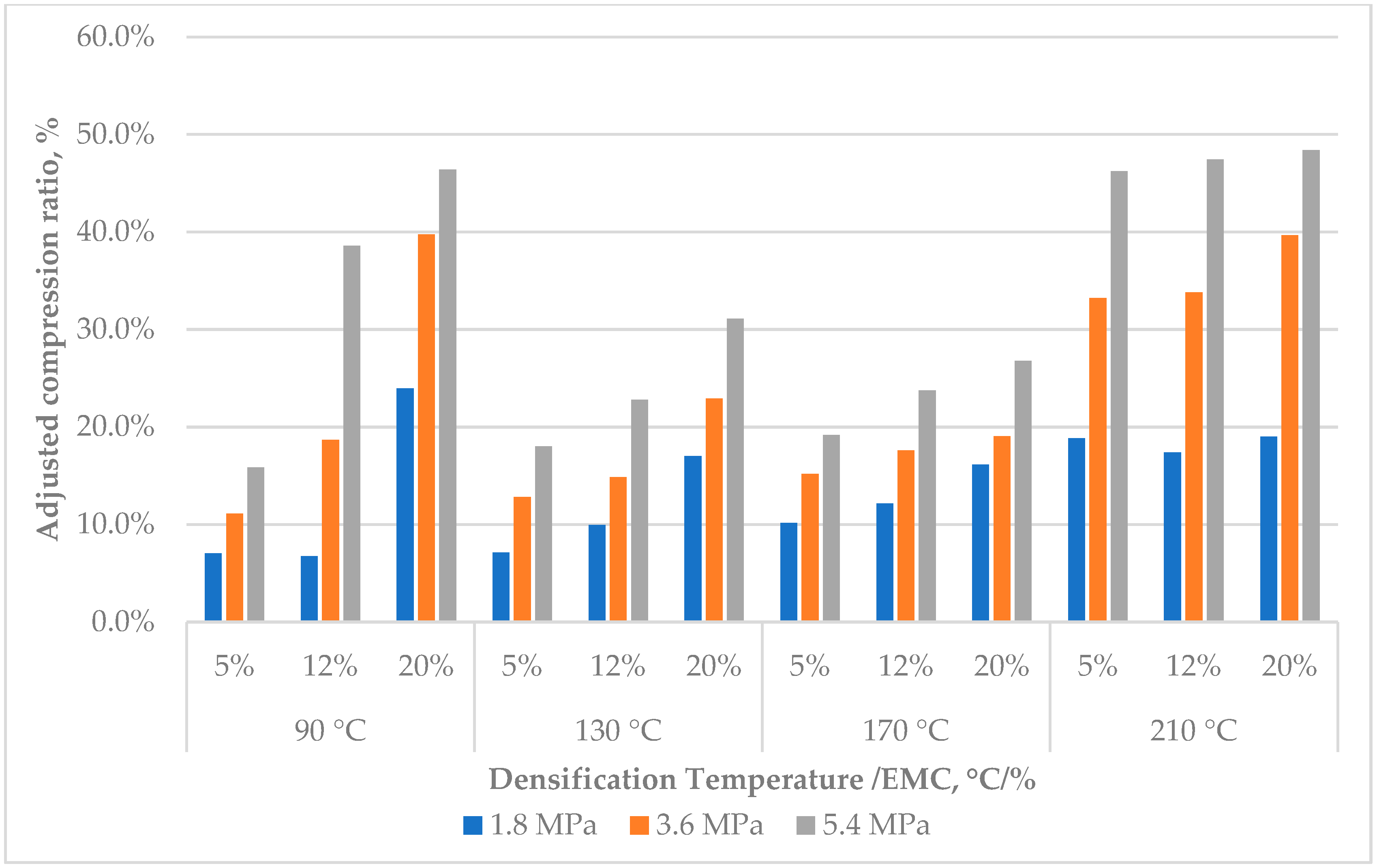
2.4.3. Effect of Moisture Content on Compression and Densification
- CRadjusted = Adjusted compression ratio (%);
- ti = Initial thickness before densification (mm);
- tf,adjusted = Final thickness after conditioning at standard RH (65%) and temperature (20 °C) (mm).
2.4.4. Densification Process
3. Results and Discussion
3.1. Density and Densification Ratio
3.2. EMC Change During Pressing
3.3. Compression Ratio and Adjusted Values
3.4. Thickness Reduction and Set Recovery
3.5. Industrial Relevance and Optimization
4. Conclusions
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ugovšek, A.; Kamke, F.A.; Sernek, M.; Kutnar, A. Bending performance of 3-layer beech (Fagus sylvativa L.) and Norway spruce (Picea abies (L.) Karst.) VTC composites bonded with phenol-formaldehyde adhesive and liquefied wood. Eur. J. Wood Wood Prod. 2013, 71, 507–514. [Google Scholar] [CrossRef]
- Bekhta, P.; Proszyk, S.; Krystofiak, T.; Sedliacik, J.; Novak, I.; Mamonova, M. Effects of short-term thermomechanical densification on the structure and properties of wood veneers. Wood Mater. Sci. Eng. 2017, 12, 40–54. [Google Scholar] [CrossRef]
- Fang, C.-H.; Mariotti, N.; Cloutier, A.; Koubaa, A.; Blanchet, P. Densification of wood veneers by compression combined with heat and steam. J. Wood Prod. 2012, 70, 155–163. [Google Scholar] [CrossRef]
- Kariz, M.; Kuzman, M.K.; Sernek, M.; Hughes, M.; Rautkari, L.; Kamke, F.A.; Kutnar, A. Influence of temperature of thermal treatment on surface densification of spruce. Eur. J. Wood Wood Prod. 2016, 75, 113–123. [Google Scholar] [CrossRef]
- Goring, D.A.I. Thermal Softening, Adhesive Properties and Glass Transitions in Lignin, Hemicellulose and Cellulose. In Consolidation of the Paper Web, Trans. of the IIIrd Fund. Res. Symp. Cambridge, 1965; Bolam, F., Ed.; Fundamental Research Committee (FRC): Manchester, UK, 1965; pp. 555–568. [Google Scholar] [CrossRef]
- Kutnar, A.; Kamke, F.A. Compression of wood under saturated steam, superheated steam, and transient conditions at 150 °C, 160 °C, and 170 °C. Wood Sci. Technol. 2012, 46, 73–88. [Google Scholar] [CrossRef]
- Bekhta, P.; Niemz, P. Effect of high temperature on the change in color, dimensional stability and mechanical properties of spruce wood. Holzforschung 2003, 57, 539–546. [Google Scholar] [CrossRef]
- Huang, W.; Jin, Y.; Guo, Y.; Deng, J.; Yu, H.; He, B. Fabrication of High-Performance Densified Wood via High-Pressure Steam Treatment and Hot-Pressing. Polymers 2024, 16, 939. [Google Scholar] [CrossRef] [PubMed]
- Bekhta, P.; Proszyk, S.; Krystofiak, T.; Mamonova, M.; Pinkowski, G.; Lis, B. Effect of thermomechanical densification on surface roughness of wood veneers. Wood Mater. Sci. Eng. 2014, 9, 233–245. [Google Scholar] [CrossRef]
- Navi, P.; Girardet, F. Effects of thermo-hydro-mechanical treatment on the structure and properties of wood. Holzforschung 2000, 54, 287–293. [Google Scholar] [CrossRef]
- Kutnar, A.; Kamke, F.A.; Sernek, M. Density profile and morphology of viscoelastic thermal compressed wood. Wood Sci. Technol. 2009, 43, 57–68. [Google Scholar] [CrossRef]
- Rautkari, L.; Laine, K.; Laflin, N.; Hughes, M. Surface modification of Scots pine: The effect of process parameters on the through thickness density profile. J. Mater. Sci. 2011, 46, 4780–4786. [Google Scholar] [CrossRef]
- Scharf, A.; Neyses, B.; Sandberg, D. Hardness of surface-densified wood. Part 2: Prediction of the density profile by hardness measurements. Holzforschung 2022, 76, 515–524. [Google Scholar] [CrossRef]
- Kallakas, H.; Akkurt, T.; Scharf, A.; Mühls, F.; Rohumaa, A.; Kers, J. The Effect of Hardwood Veneer Densification on Plywood Density, Surface Hardness, and Screw Withdrawal Capacity. Forests 2024, 15, 1275. [Google Scholar] [CrossRef]
- Akkurt, T.; Rohumaa, A.; Kallakas, H.; Scharf, A.; Kers, J. Enhancing the bending strength, load-carrying capacity and material efficiency of aspen and black alder plywood through thermo-mechanical densification of face veneers. Constr. Build. Mater. 2024, 450, 138555. [Google Scholar] [CrossRef]
- Laine, K.; Rautkari, L.; Hughes, M.; Kutnar, A. Reducing the set-recovery of surface densified solid Scots pine wood by hydrothermal post-treatment. Eur. J. Wood Wood Prod. 2013, 71, 17–23. [Google Scholar] [CrossRef]
- Tu, D.; Su, X.; Zhang, T.; Fan, W.; Zhou, Q. Thermo-mechanical Densification of Populus tomentosa var. tomentosa with Low Moisture Content. BioResources 2014, 9, 3846–3856. [Google Scholar] [CrossRef]
- Aimene, Y.E.; Nairn, J.A. Simulation of transverse wood compression using a large-deformation, hyperelastic–plastic material model. Wood Sci. Technol. 2015, 49, 21–39. [Google Scholar] [CrossRef]
- EN 325; Wood-Based Panels—Determination of Dimensions of Test Pieces. European Committee for Standardization (CEN): Brussels, Belgium, 2012.
- EN 315; Plywood—Tolerances for Dimensions. European Committee for Standardization (CEN): Brussels, Belgium, 2002.
- EN 323; Wood-Based Panels—Determination of Density. European Committee for Standardization (CEN): Brussels, Belgium, 2002.
- EN 13183-1; Moisture Content of a Piece of Sawn Timber—Part 1: Determination by Oven Dry Method. European Committee for Standardization (CEN): Brussels, Belgium, 2002.
- Li, T.; Cai, J.-B.; Zhou, D.-G. Thermal densification of fir. Bioresources 2013, 8, 5279–5288. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature | 5% EMC | 12% EMC | 20% EMC | |||
|---|---|---|---|---|---|---|
| Pressure, MPa | Initial Density, kg/m3 | Final Density, kg/m3 | Initial Density, kg/m3 | Final Density, kg/m3 | Initial Density, kg/m3 | Final Density, kg/m3 |
| 90 °C | ||||||
| 1.8 MPa | 551 (49) | 572 (45) | 562 (46) | 598 (42) | 583 (57) | 751 (36) |
| 3.6 MPa | 562 (52) | 607 (42) | 564 (56) | 687 (48) | 583 (51) | 948 (82) |
| 5.4 MPa | 541 (45) | 624 (31) | 563 (51) | 900 (50) | 567 (71) | 1028 (77) |
| 130 °C | ||||||
| 1.8 MPa | 564 (49) | 582 (45) | 580 (51) | 593 (43) | 582 (44) | 617 (23) |
| 3.6 MPa | 557 (56) | 601 (52) | 571 (54) | 621 (49) | 583 (60) | 652 (52) |
| 5.4 MPa | 549 (46) | 635 (25) | 574 (55) | 699 (36) | 584 (58) | 728 (14) |
| 170 °C | ||||||
| 1.8 MPa | 544 (36) | 565 (44) | 562 (50) | 579 (37) | 571 (45) | 589 (42) |
| 3.6 MPa | 563 (58) | 604 (51) | 547 (63) | 603 (45) | 591 (51) | 620 (39) |
| 5.4 MPa | 563 (40) | 644 (18) | 561 (44) | 671 (17) | 590 (54) | 679 (21) |
| 210 °C | ||||||
| 1.8 MPa | 557 (50) | 622 (45) | 569 (42) | 621 (25) | 585 (44) | 628 (21) |
| 3.6 MPa | 562 (60) | 764 (35) | 564 (76) | 767 (21) | 573 (51) | 800 (37) |
| 5.4 MPa | 562 (54) | 941 (31) | 549 (44) | 940 (50) | 589 (48) | 954 (36) |
| Temperature | 5% EMC | 12% EMC | 20% EMC | |||
|---|---|---|---|---|---|---|
| Pressure | Initial EMC, % | Final EMC, % | Initial EMC, % | Final EMC, % | Initial EMC, % | Final EMC, % |
| 90 °C | ||||||
| 1.8 MPa | 5.2 | 4.6 | 9.6 | 9.1 | 17.9 | 16.5 |
| 3.6 MPa | 5.0 | 4.5 | 9.3 | 9.1 | 17.8 | 16.6 |
| 5.4 MPa | 5.0 | 4.5 | 9.9 | 9.5 | 17.5 | 16.6 |
| 130 °C | ||||||
| 1.8 MPa | 5.0 | 2.2 | 11.8 | 2.6 | 17.8 | 2.6 |
| 3.6 MPa | 4.9 | 2.5 | 10.5 | 2.4 | 17.6 | 2.6 |
| 5.4 MPa | 4.8 | 2.3 | 10.3 | 2.5 | 17.6 | 2.6 |
| 170 °C | ||||||
| 1.8 MPa | 5.4 | 0.7 | 12.0 | 0.4 | 17.2 | 0.8 |
| 3.6 MPa | 5.0 | 0.7 | 11.6 | 0.6 | 17.3 | 0.8 |
| 5.4 MPa | 5.0 | 0.7 | 10.6 | 0.6 | 17.6 | 0.6 |
| 210 °C | ||||||
| 1.8 MPa | 5.9 | 0.3 | 11.8 | 0.3 | 17.5 | 0.5 |
| 3.6 MPa | 5.8 | 0.4 | 11.6 | 0.2 | 17.6 | 0.2 |
| 5.4 MPa | 5.9 | 0.3 | 11.7 | 0.2 | 17.7 | 0.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Akkurt, T.; Rohumaa, A.; Kers, J. Effective Wood Veneer Densification by Optimizing Key Parameters: Temperature, Equilibrium Moisture Content, and Pressure. Forests 2025, 16, 969. https://doi.org/10.3390/f16060969
Akkurt T, Rohumaa A, Kers J. Effective Wood Veneer Densification by Optimizing Key Parameters: Temperature, Equilibrium Moisture Content, and Pressure. Forests. 2025; 16(6):969. https://doi.org/10.3390/f16060969
Chicago/Turabian StyleAkkurt, Tolgay, Anti Rohumaa, and Jaan Kers. 2025. "Effective Wood Veneer Densification by Optimizing Key Parameters: Temperature, Equilibrium Moisture Content, and Pressure" Forests 16, no. 6: 969. https://doi.org/10.3390/f16060969
APA StyleAkkurt, T., Rohumaa, A., & Kers, J. (2025). Effective Wood Veneer Densification by Optimizing Key Parameters: Temperature, Equilibrium Moisture Content, and Pressure. Forests, 16(6), 969. https://doi.org/10.3390/f16060969