
Optimisation of CO2 Laser Technological Parameters and Their Impact on the Surface Quality of Cut Wood



Abstract
1. Introduction
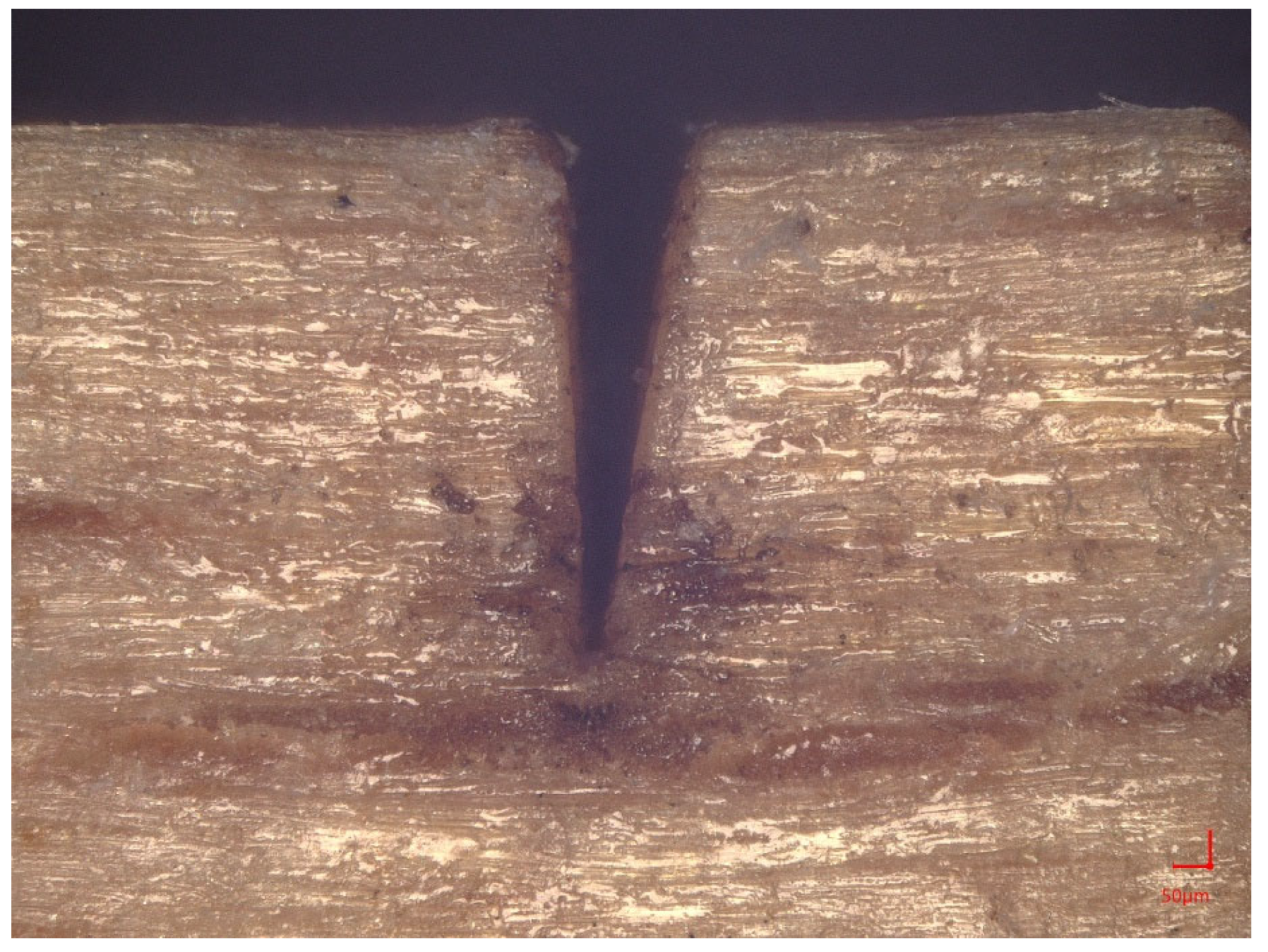
- Microscopic analysis of the cut surface at selected values of feed speed and laser power.
- Analysis of the effect of basic CO2 cutting parameters on the surface roughness and kerf width.
- Creation of mathematical regression models for determining the feed speed and laser power concerning surface roughness and kerf width.
2. Materials and Methods
2.1. Preparation of Samples
2.2. Sample Cutting Using a CO2 Laser
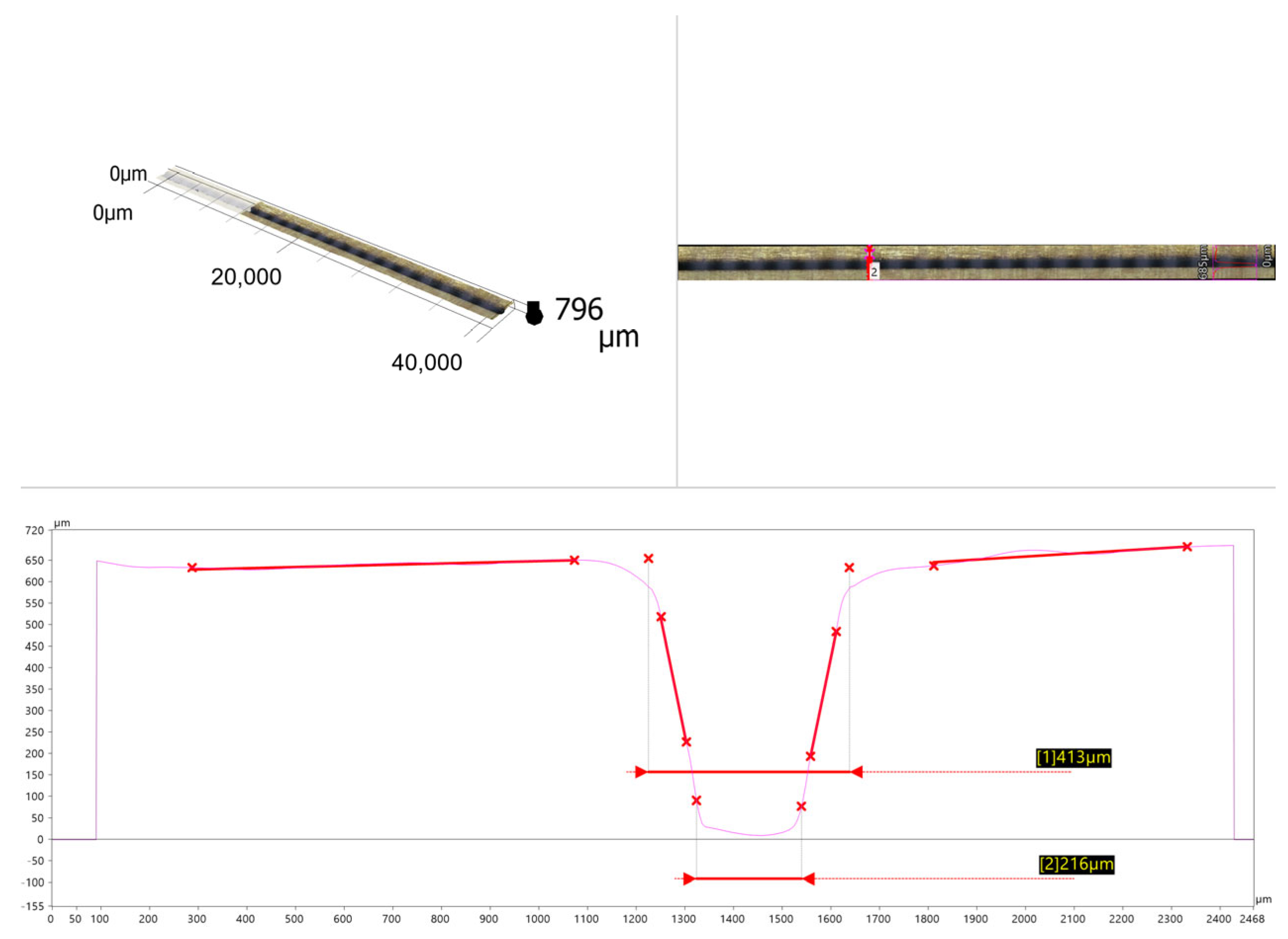
2.3. Measurement of the Kerf Width, Surface Roughness, and Microscopic Analysis
2.4. Statistical Methods
3. Results and Discussion
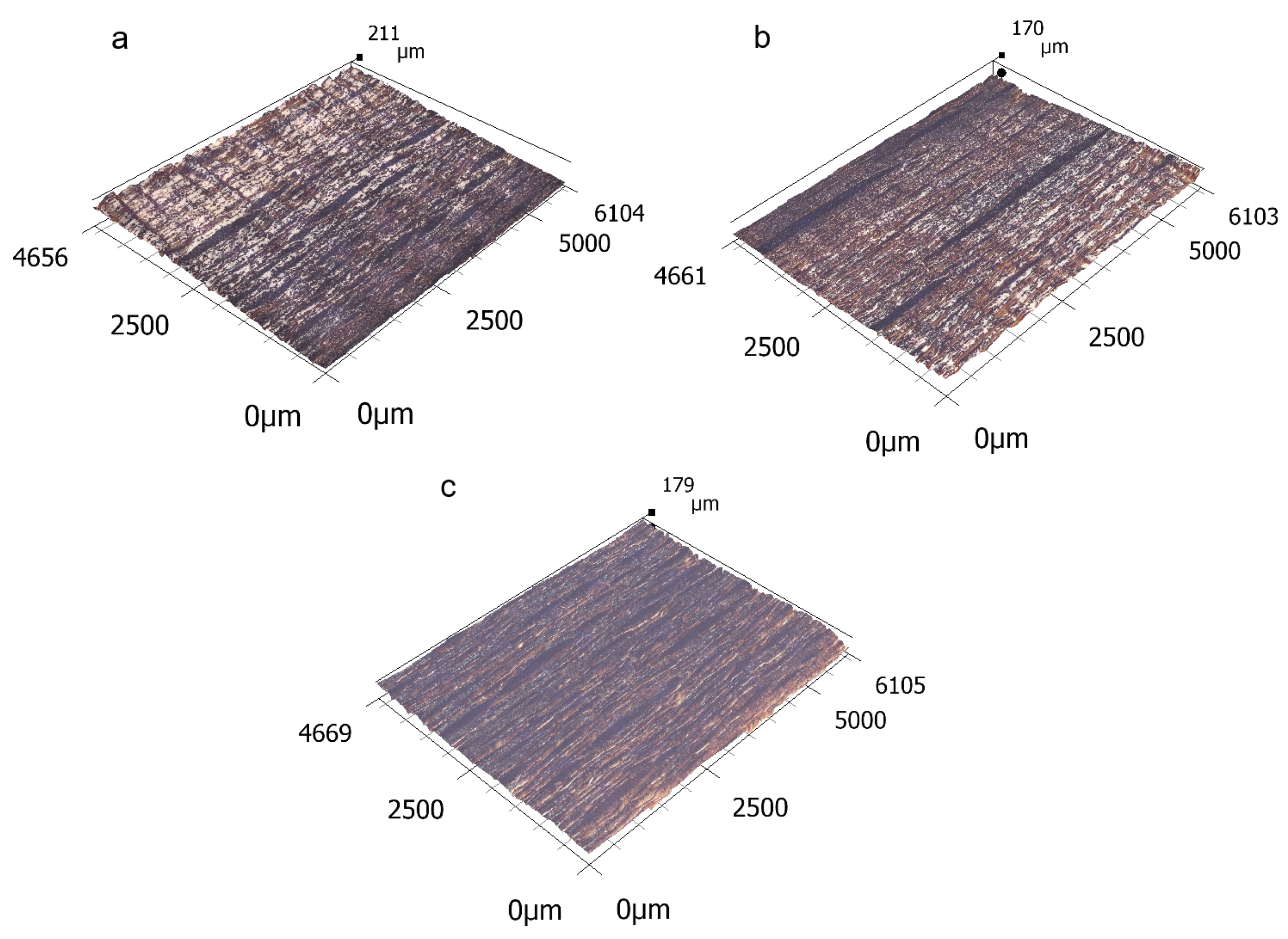
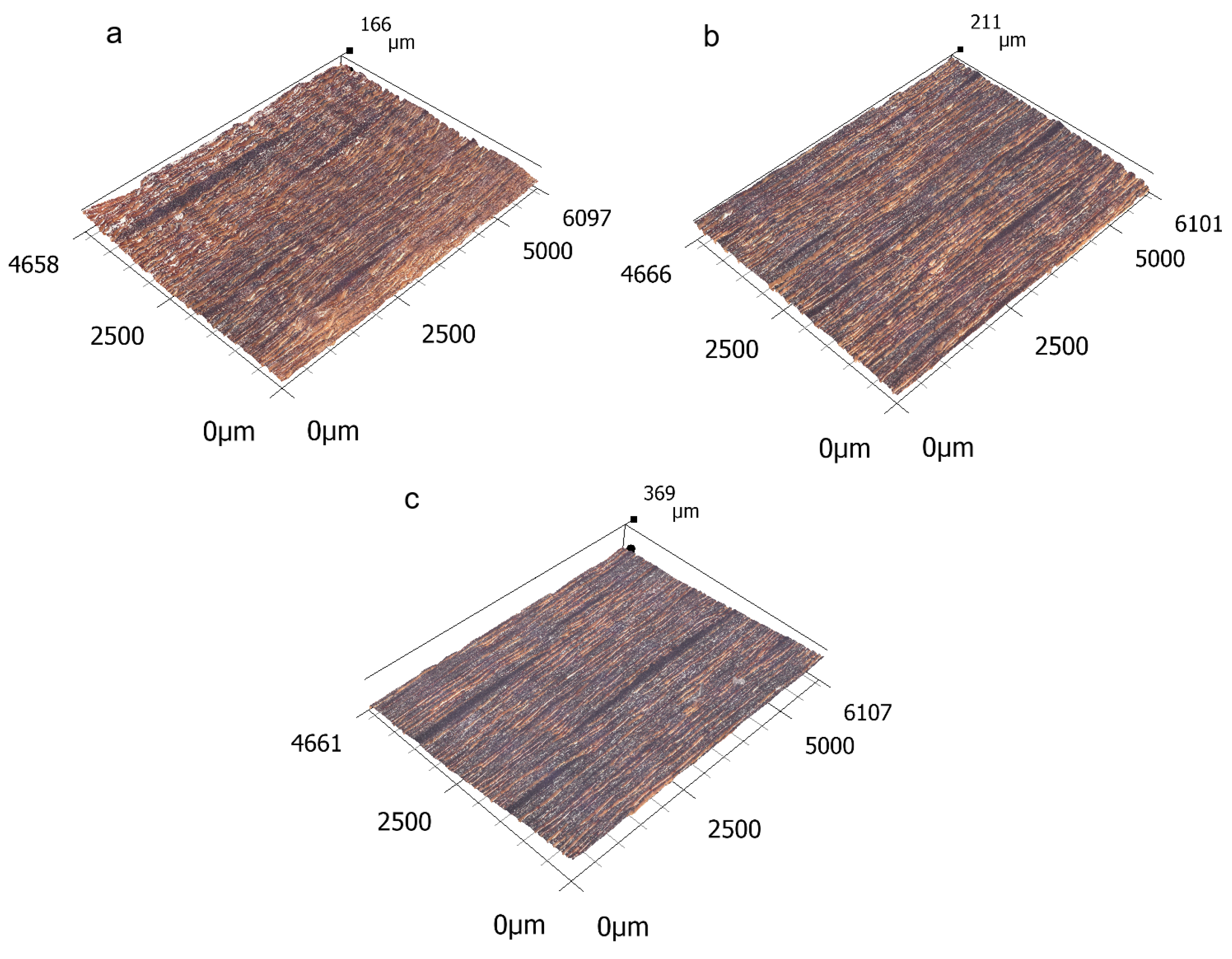
3.1. Microscopic Surface Analysis After Laser Cutting
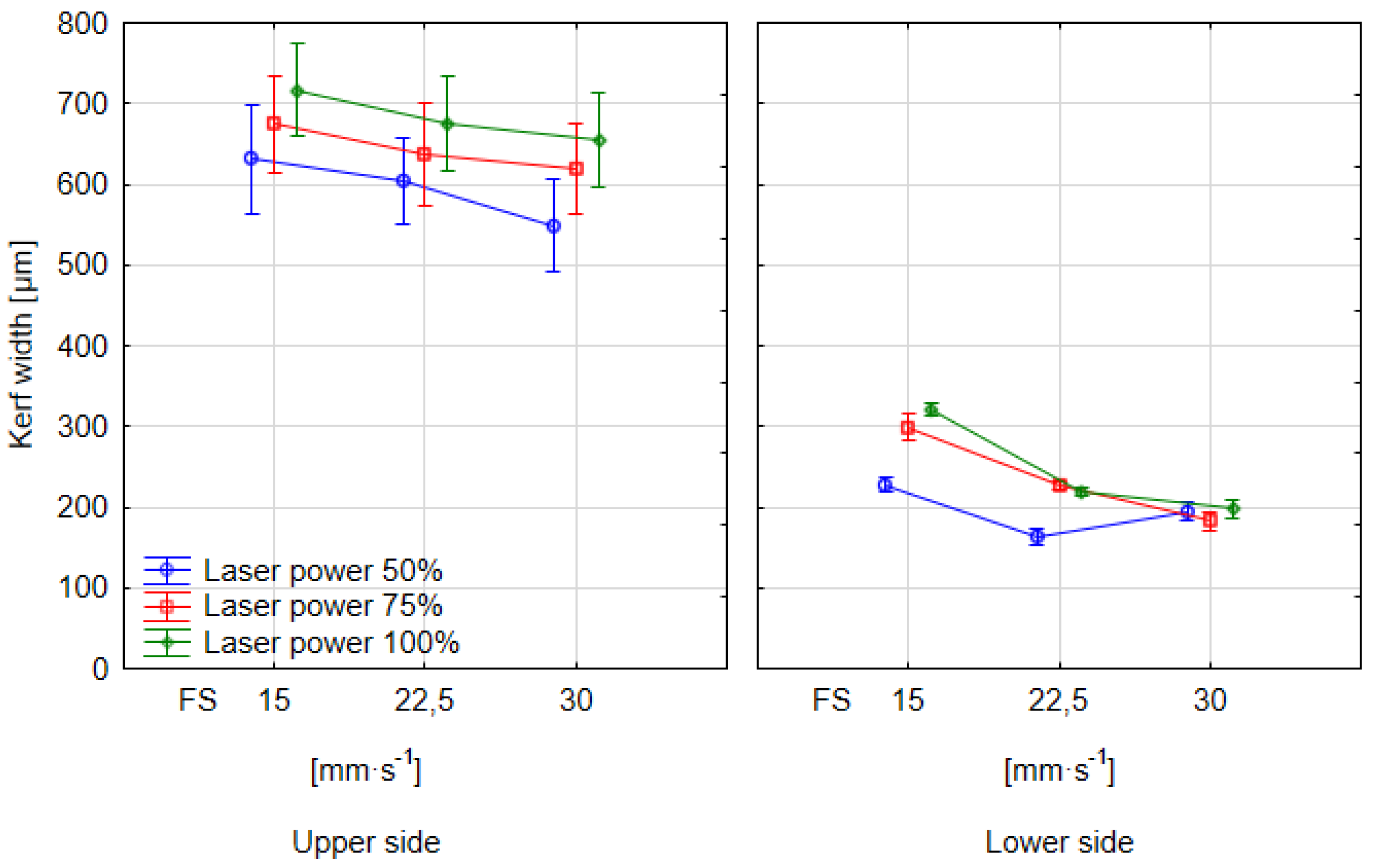
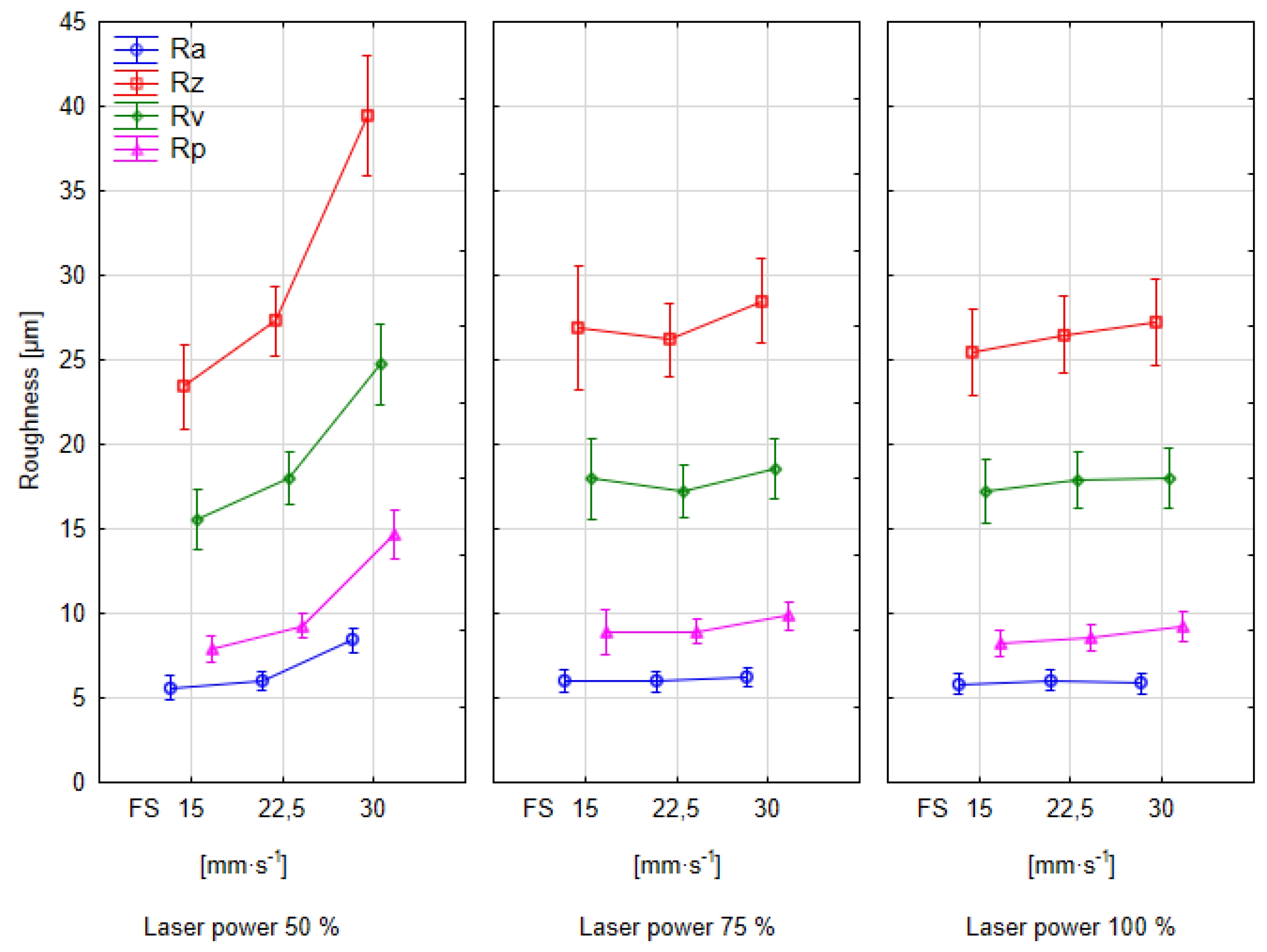
3.2. Measurement of Kerf Width and Surface Roughness
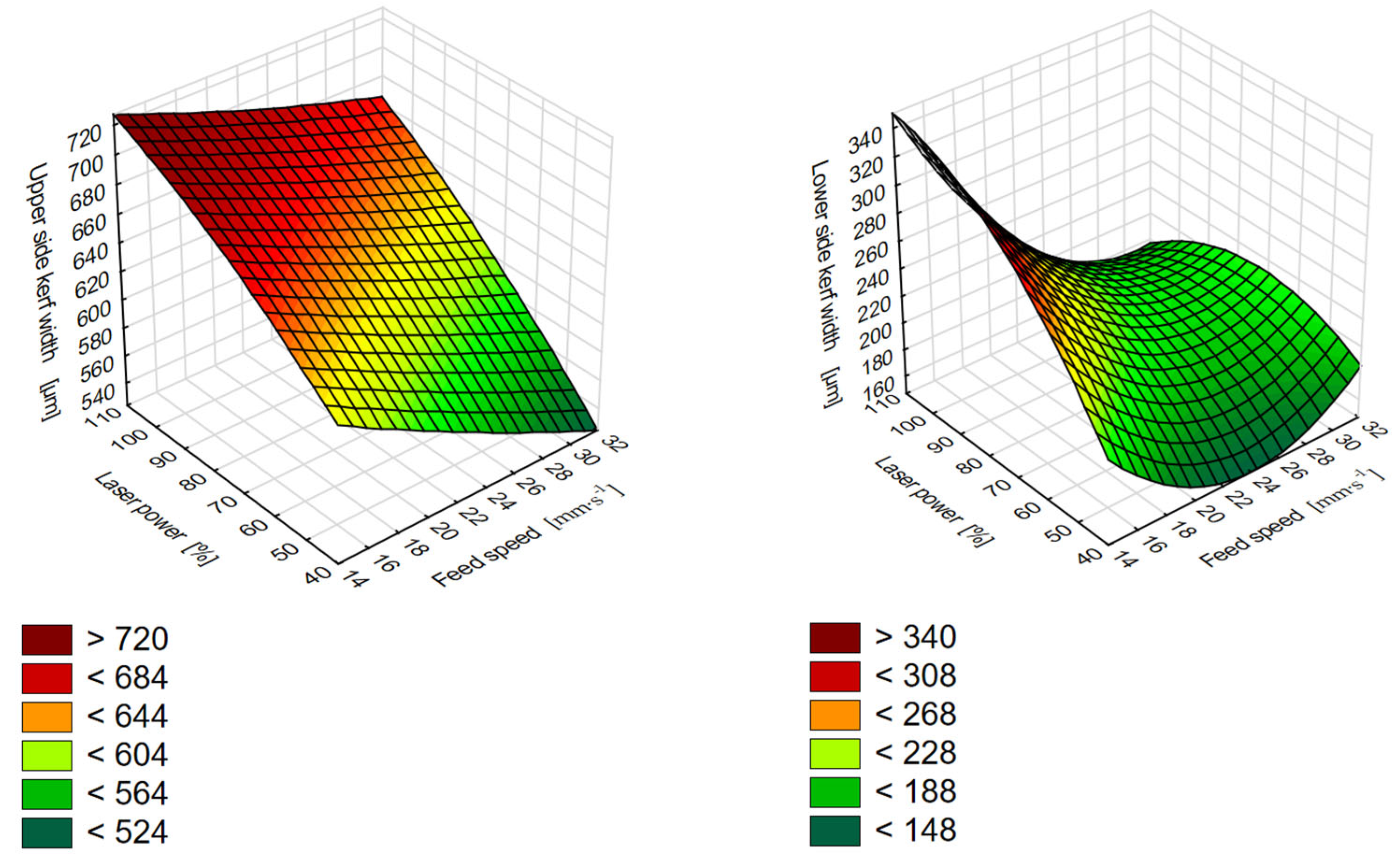
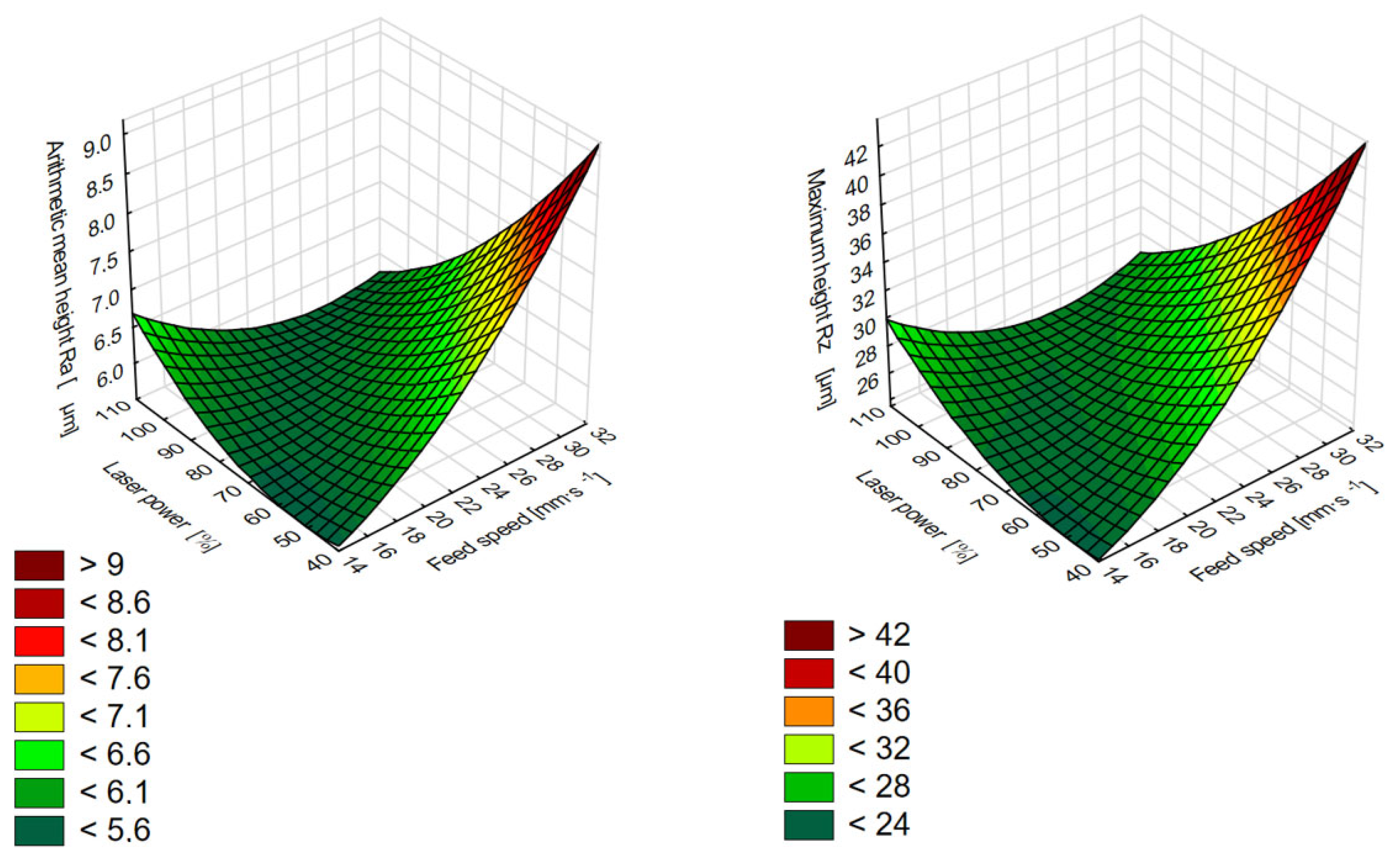
3.3. Optimisation of Selected CO2 Laser Parameters
- vf = Feed speed [mm·s−1].
- P = Laser power [W].
4. Conclusions
- The kerf width on the upper and lower sides increases as the laser power increases: The kerf width increases with a higher laser power and higher feed speed on the upper side. The reason was the higher dose of energy delivered to the surface of the wood by the laser beam. This caused more significant burning of the wood. These results were also measured on the lower side. The measured results also show that the kerf width on the lower side is significantly smaller than on the upper side. The reason was the absorption of the laser beam energy by the wood itself.
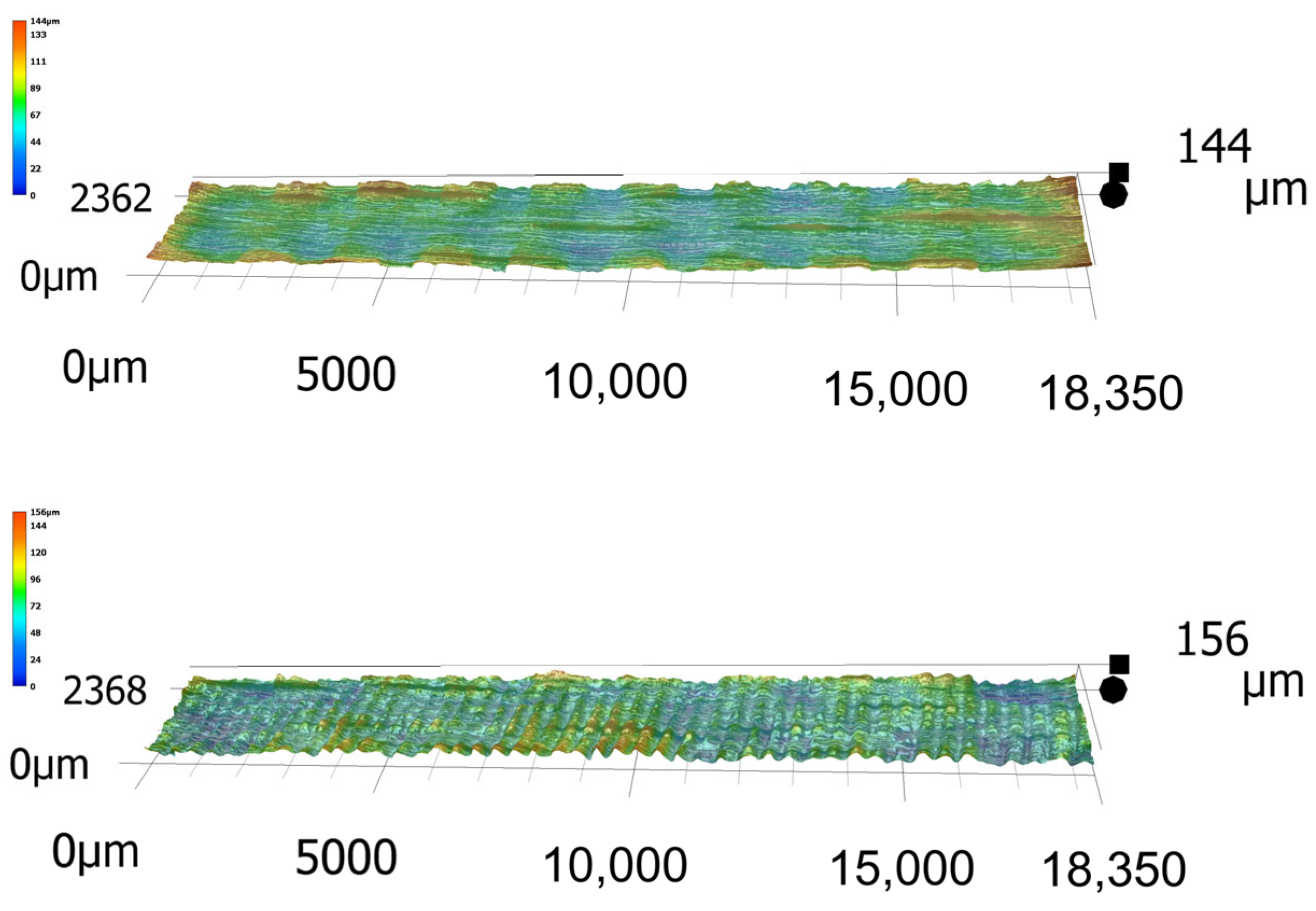
- By increasing the feed speed of the laser beam, the surface roughness of laser-cut wood can increase significantly. Microscopic analysis showed the presence of waves on the surface of the wood, which were formed by the incomplete combustion of wood particles at a high feed speed. When cutting wood with a CO2 laser, it is therefore recommended to reduce the feed speed, which will reduce the surface roughness. In addition, feed speeds that are too high may not cut the material through its entire thickness due to incomplete burning of the wood.
- The increasing laser power at a low feed speed caused an increase in surface roughness. The surface of the cutting kerf was superheated by the action of the laser beam, and pyrolysis occurred at low feed speeds. Probable high temperatures and the formation of internal stresses caused the formation of microcracks, which were observed in the microscopic analysis. These increased the roughness of the created surface.
- Polynomial regression models of the second degree were created for the action of changing values of laser power and feed speed on the kerf width on the upper and lower sides and the roughness of the surface. The achieved accuracy of the models was 98.01% for the kerf width on the upper side, 95.95% for the kerf width on the lower side, 82.71% for the Ra parameter, and 85.44% for the Rz parameter. Models for determining the kerf width have proven that the most optimal values (the lowest kerf width) are at 50% laser power and 30 mm·s−1 feed speed on both sides. On the other hand, models for determining surface roughness determined the highest roughness values for this combination. The optimum result regarding surface roughness was achieved with the 50% laser power and the 15 mm·s−1 feed speed.
- Using the created mathematical models and verification by microscopic analysis, it was found that in the red zone of the graph, the surface was formed by a significant undulation of the surface. In the dark-green zone with optimal laser technological parameters, the surface was smoother and more uniform. As part of the experiment, regression equations were created from the models, based on which it is possible to calculate the value of the kerf width on both sides of the sample and the value of the parameters Ra and Rz. This can help in setting up the CO2 laser in production. The results from the regression models can also be interpreted into production practice. If the lowest surface roughness is required, then 50% laser power and the 15 mm·s−1 feed speed are most suitable. If the thinnest cutting gap is required in terms of the yield or cutting accuracy, then 50% laser power and 30 mm·s−1 are most suitable. In both cases, a lower laser power will not cause such surface charring or the formation of microcracks on the surface.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Kubovský, I.; Krišťák, Ľ.; Suja, J.; Gajtanska, M.; Igaz, R.; Ružiak, I.; Réh, R. Optimization of Parameters for the Cutting of Wood-Based Materials by a CO2 Laser. Appl. Sci. 2020, 10, 8113. [Google Scholar] [CrossRef]
- Martínez-Conde, A.; Krenke, T.; Frybort, S.; Müller, U. Review: Comparative Analysis of CO2 Laser and Conventional Sawing for Cutting of Lumber and Wood-Based Materials. Wood Sci. Technol. 2017, 51, 943–966. [Google Scholar] [CrossRef]
- Açık, C. Investigation of Microscopic Properties of Some Industrial Wood Species as a Result of Laser Cutting. Int. Conf. Pioneer Innov. Stud. 2023, 1, 451–454. [Google Scholar] [CrossRef]
- Hasan, S.M.; Hubeatir, K.A.; Abd, D.S. Effect of CO2 Laser Parameters on Redwood Engraving Process Complemented by Taguchi Method. Mater. Today Proc. 2021, 42, 2566–2572. [Google Scholar] [CrossRef]
- Gochev, Z.; Vitchev, P. The Effect of the Focal Length Position of the Focusing Lens on the Discoloration Roughness of Plywood under Different CO2 Laser Engraving Modes. Acta Fac. Xylologiae Zvolen 2024, 66, 75–88. [Google Scholar]
- Kúdela, J.; Kubovský, I.; Andrejko, M. Influence of Irradiation Parameters on Structure and Properties of Oak Wood Surface Engraved with a CO2 Laser. Materials 2022, 15, 8384. [Google Scholar] [CrossRef] [PubMed]
- Li, R.; He, C.; Chen, Y.; Wang, X. Effects of Laser Parameters on the Width of Color Change Area of Poplar Wood Surface during a Single Irradiation. Eur. J. Wood Prod. 2021, 79, 1109–1116. [Google Scholar] [CrossRef]
- Krauss, A.; Moliński, W.; Kúdela, J.; Čunderlík, I. Differences in the Mechanical Properties of Early and Latewood within Individual Annual Rings in Dominant Pine Tree (Pinus sylvestris L.). Wood Res. 2011, 56, 1–12. [Google Scholar]
- Moliński, W.; Roszyk, E.; Puszyński, J. Variation in Mechanical Properties within Individual Annual Rings in the Resonance Spruce Wood (Picea abies (L.) Karst.). Drv. Ind. 2014, 65, 215–223. [Google Scholar] [CrossRef]
- Gurău, L.; Coșereanu, C.; Timar, M.C.; Lungu, A.; Condoroţeanu, C.D. Comparative Surface Quality of Maple (Acer pseudoplatanus) Cut through by CNC Routing and by CO2 Laser at Different Angles as Related to the Wood Grain. Coatings 2022, 12, 1982. [Google Scholar] [CrossRef]
- Gurau, L.; Angelescu, A.-M.; Timar, M.C. Surface Morphology and Chemical Changes of Maple and Beech Cut Through by CO2 Laser Under Different Angles Relative to the Wood Grain. Forests 2024, 15, 1767. [Google Scholar] [CrossRef]
- Gurău, L.; Coşereanu, C.; Paiu, I. Comparative Surface Quality of Larch (Larix decidua Mill.) Fretwork Patterns Cut through by CNC Routing and by Laser. Appl. Sci. 2021, 11, 6875. [Google Scholar] [CrossRef]
- Maciak, A.; Aniszewska, M.; Zychowicz, W.; Zowczak, W.; Danielewski, H. Effects of Beam Power and Feed Rate in the Process of Cutting Fresh Wood with a CO2 Laser on Water Contact Angle on the Cut Surface. Eur. J. Wood Prod. 2024, 82, 1369–1379. [Google Scholar] [CrossRef]
- Gurau, L.; Petru, A. The Influence of CO2 Laser Beam Power Output and Scanning Speed on Surface Quality of Norway Maple (Acer platanoides). BioResources 2018, 13, 8168–8183. [Google Scholar] [CrossRef]
- Corleto, R.; Gaff, M.; Sethy, A.K.; Kelkar, B.U.; Nemeth, R.; Ditommaso, G.; Kamboj, G.; Todaro, L.; Rezaei, F. Effects of CO2 Laser Parameters on Quality of Laser Cut Beech Wood (Fagus sylvatica L.) Surface and Extent of Heat Affect Zone. J. Indian Acad. Wood Sci. 2024. [Google Scholar] [CrossRef]
- Rezaei, F.; Wimmer, R.; Gaff, M.; Gusenbauer, C.; Frybort, S.; Sethy, A.; Corleto, R.; Ditommaso, G.; Niemz, P. Anatomical and Morphological Characteristics of Beech Wood after CO2-Laser Cutting. Wood Mater. Sci. Eng. 2022, 17, 459–468. [Google Scholar] [CrossRef]
- Quintero, F.; Riveiro, A.; Lusquiños, F.; Comesaña, R.; Pou, J. CO2 Laser Cutting of Phenolic Resin Boards. J. Mater. Process. Technol. 2011, 211, 1710–1718. [Google Scholar] [CrossRef]
- Eltawahni, H.A.; Olabi, A.G.; Benyounis, K.Y. Investigating the CO2 Laser Cutting Parameters of MDF Wood Composite Material. Opt. Laser Technol. 2011, 43, 648–659. [Google Scholar] [CrossRef]
- Li, R.; He, C.; Xu, W.; Wang, X.A.; Li, R.; He, C.; Xu, W.; Wang, X.A. Prediction of Surface Roughness of CO2 Laser Modified Poplar Wood via Response Surface Methodology. Maderas. Cienc. Y Tecnol. 2022, 24, 1–11. [Google Scholar] [CrossRef]
- Açık, C.; Tutuş, A. The Effect of Traditional and Laser Cutting on Surface Roughness of Wood Materials Used in Furrniture Industry. WIE 2020, 2, 45–50. [Google Scholar]
- Guo, X.; Deng, M.; Hu, Y.; Wang, Y.; Ye, T. Morphology, Mechanism and Kerf Variation during CO2 Laser Cutting Pine Wood. J. Manuf. Process. 2021, 68, 13–22. [Google Scholar] [CrossRef]
- Assyifa, U.; Nugraha, D.; Febryano, I.G.; Duryat, D.; Hidayat, W. Effect of CO2 Laser Speed on Kerf Width and Cutting Depth of Acacia Mangium Wood. Pros. Semin. Nas. Masy. Biodiversitas Indones. 2023, 9, 133–136. [Google Scholar]
- Corleto, R.; Gaff, M.; Rezaei, F.; Sethy, A.K.; Nemeth, R.; Valente, F.; Todaro, L. Effect of Moisture Content Levels on the Quality of Beech Wood Cut by CO2 Laser. Int. J. Adv. Manuf. Technol. 2024, 134, 159–169. [Google Scholar] [CrossRef]
- Gaff, M.; Rezaei, F.; Sikora, A.; Hýsek, Š.; Sedlecký, M.; Ditommaso, G.; Corleto, R.; Kamboj, G.; Sethy, A.; Vališ, M.; et al. Interactions of Monitored Factors upon Tensile Glue Shear Strength on Laser Cut Wood. Compos. Struct. 2020, 234, 111679. [Google Scholar] [CrossRef]
- ISO 21920-3; Geometrical Product Specifications (GPS)—Surface Texture: Profile. Part 3: Specification Operators. International Organization for Standardization (ISO): Geneva, Switzerland, 2022.
- Madić, M.; Girdu, C.C.; Marinković, D.; Janković, P.; Trifunović, M. Analysis of Kerf Width and Its Variation in CO2 Laser Cutting of Straight and Curved Cut Profiles. Teh. Vjesn. 2024, 31, 1884–1891. [Google Scholar] [CrossRef]
- Açık, C. Research of Computerized Numerical Control Laser Processing Qualities of Some Wood Species Used In the Furniture Industry. Maderas. Cienc. Y Tecnol. 2023, 25, 1–12. [Google Scholar] [CrossRef]
- Li, R.; Guo, X.; Cao, P.; Wang, X. Optimization of Laser Cutting Parameters for Recombinant Bamboo Based on Response Surface Methodology. Wood Res. 2016, 61, 275–286. [Google Scholar]
- Yusoff, N.; Ismail, S.; Mamat, A.; Ahmad-Yazid, A. Selected Malaysian Wood CO2-Laser Cutting Parameters And Cut Quality. Am. J. Appl. Sci. 2008, 5, 990–996. [Google Scholar] [CrossRef]
- Gurau, L.; Petru, A.; Varodi, A.; Timar, M.C. The Influence of CO2 Laser Beam Power Output and Scanning Speed on Surface Roughness and Colour Changes of Beech (Fagus sylvatica). BioRes 2017, 12, 7395–7412. [Google Scholar] [CrossRef]
- Doğan, G.A.; Wascher, R.; Avramidis, G.; Viöl, W.; Gerhard, C. Influence of Wood Modification on Parameter Settings and Treatment Results in CO2 Laser Structuring of Beech Veneers. J Mater. Sci. Mater Eng. 2024, 19, 41. [Google Scholar] [CrossRef]
- Quintero, F.; Riveiro, A.; Lusquiños, F.; Comesaña, R.; Pou, J. Feasibility Study on Laser Cutting of Phenolic Resin Boards. Phys. Procedia 2011, 12, 578–583. [Google Scholar] [CrossRef]
- Uslan, I. CO2 Laser Cutting: Kerf Width Variation during Cutting. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2005, 219, 571–577. [Google Scholar] [CrossRef]
- Nugraha, M.D.; Iswandaru, D.; Duryat; Hidayat, W. Optimization of CO2 Laser Cutting Variables of Sengon Plywood (Paraserianthes falcataria) Using Response Surface Methodology. J. Sylva Indones. 2024, 7, 97–109. [Google Scholar] [CrossRef]
- Ninikas, K.; Kechagias, J.; Salonitis, K. The Impact of Process Parameters on Surface Roughness and Dimensional Accuracy during CO2 Laser Cutting of PMMA Thin Sheets. J. Manuf. Mater. Process. 2021, 5, 74. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ra | Rz | Rv | Rp | Rsk | |
|---|---|---|---|---|---|
| Feed speed | 0.000 | 0.000 | 0.000 | 0.000 | 0.669 |
| Laser Power | 0.006 | 0.001 | 0.031 | 0.000 | 0.079 |
| Feed speed × Laser Power | 0.000 | 0.000 | 0.000 | 0.000 | 0.355 |
| p-Level | |
|---|---|
| Side | 0 |
| Feed speed | 0 |
| Laser Power | 0 |
| Side × Feed Speed × Laser Power | 0.202 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Adamčík, L.; Kminiak, R.; Kyselica, K.; Igaz, R.; Kubovský, I. Optimisation of CO2 Laser Technological Parameters and Their Impact on the Surface Quality of Cut Wood. Forests 2025, 16, 785. https://doi.org/10.3390/f16050785
Adamčík L, Kminiak R, Kyselica K, Igaz R, Kubovský I. Optimisation of CO2 Laser Technological Parameters and Their Impact on the Surface Quality of Cut Wood. Forests. 2025; 16(5):785. https://doi.org/10.3390/f16050785
Chicago/Turabian StyleAdamčík, Lukáš, Richard Kminiak, Kristián Kyselica, Rastislav Igaz, and Ivan Kubovský. 2025. "Optimisation of CO2 Laser Technological Parameters and Their Impact on the Surface Quality of Cut Wood" Forests 16, no. 5: 785. https://doi.org/10.3390/f16050785
APA StyleAdamčík, L., Kminiak, R., Kyselica, K., Igaz, R., & Kubovský, I. (2025). Optimisation of CO2 Laser Technological Parameters and Their Impact on the Surface Quality of Cut Wood. Forests, 16(5), 785. https://doi.org/10.3390/f16050785