
The Preparation and Performance of Bamboo Waste Bio-Oil Phenolic Resin Adhesives for Bamboo Scrimber


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Synthesis and Characterization of Resins and Bamboo Scrimber
2.2.1. Synthesis of BPF Resins
2.2.2. Fabrication of Bamboo Scrimber
- (1)
- The solid contents of the bio-oil phenolic resins were adjusted to 30% and mixed evenly. The bamboo bundles were soaked in adhesive for 8 min, then were taken out and placed in an oven for drying, and keep testing during drying process until the moisture content of the bamboo bundle was reduced to 8%.
- (2)
- The bamboo bundles were put in two layers in a completely parallel pattern and place them in a hot press with a pressure of 5MPa and a temperature of 135 °C for 30 minutes. After the hot pressing was completed, the temperature of the machine drops to around 30 °C, and then the board was unloaded.
2.2.3. Characterization of BPF Resins
2.2.4. Characterization of Bamboo Scrimber
3. Results and Discussion
3.1. Characterization of Bio-Oil Phenolic Resin
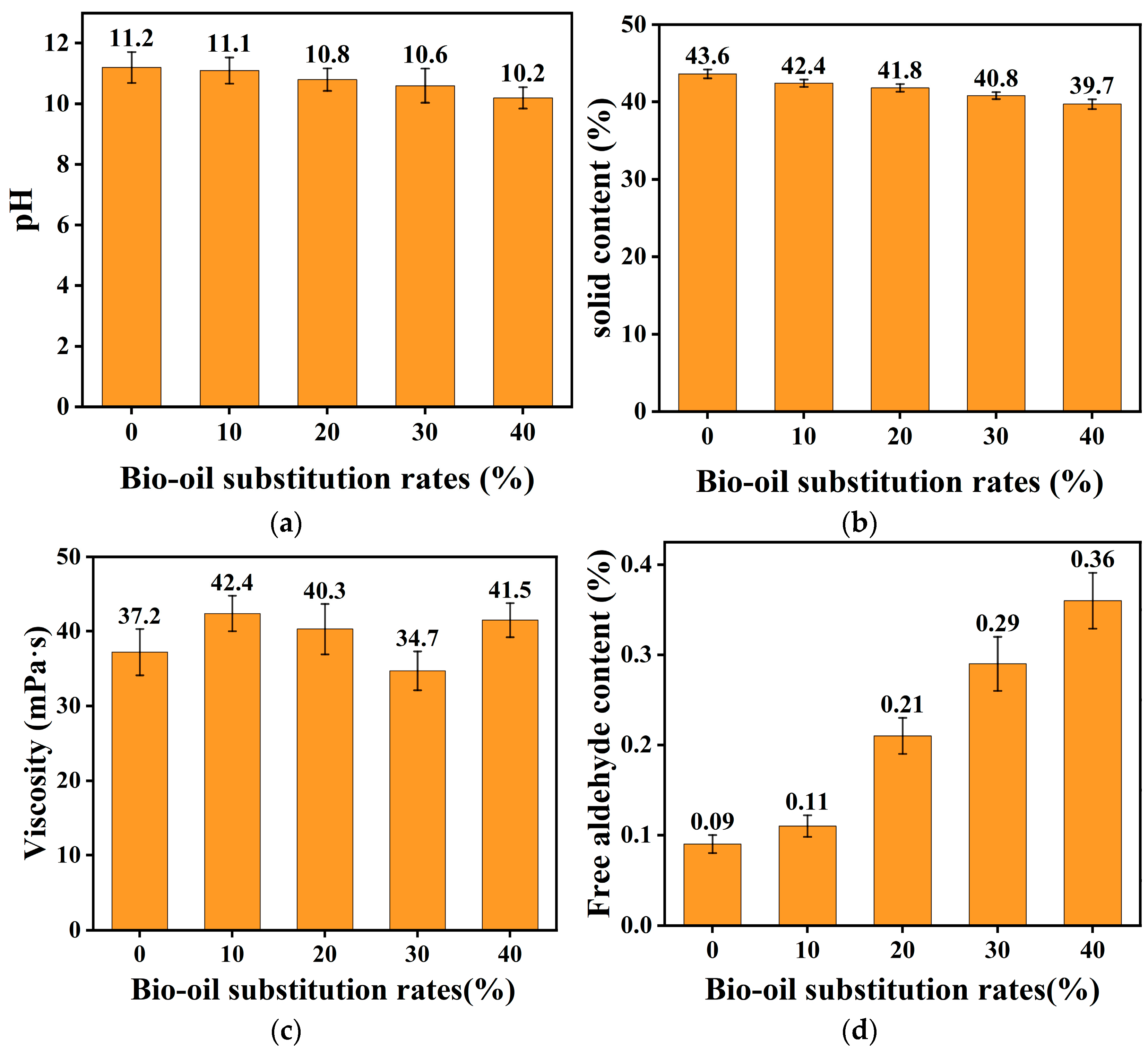
3.1.1. Basic Physical and Chemical Properties of BPF Resin
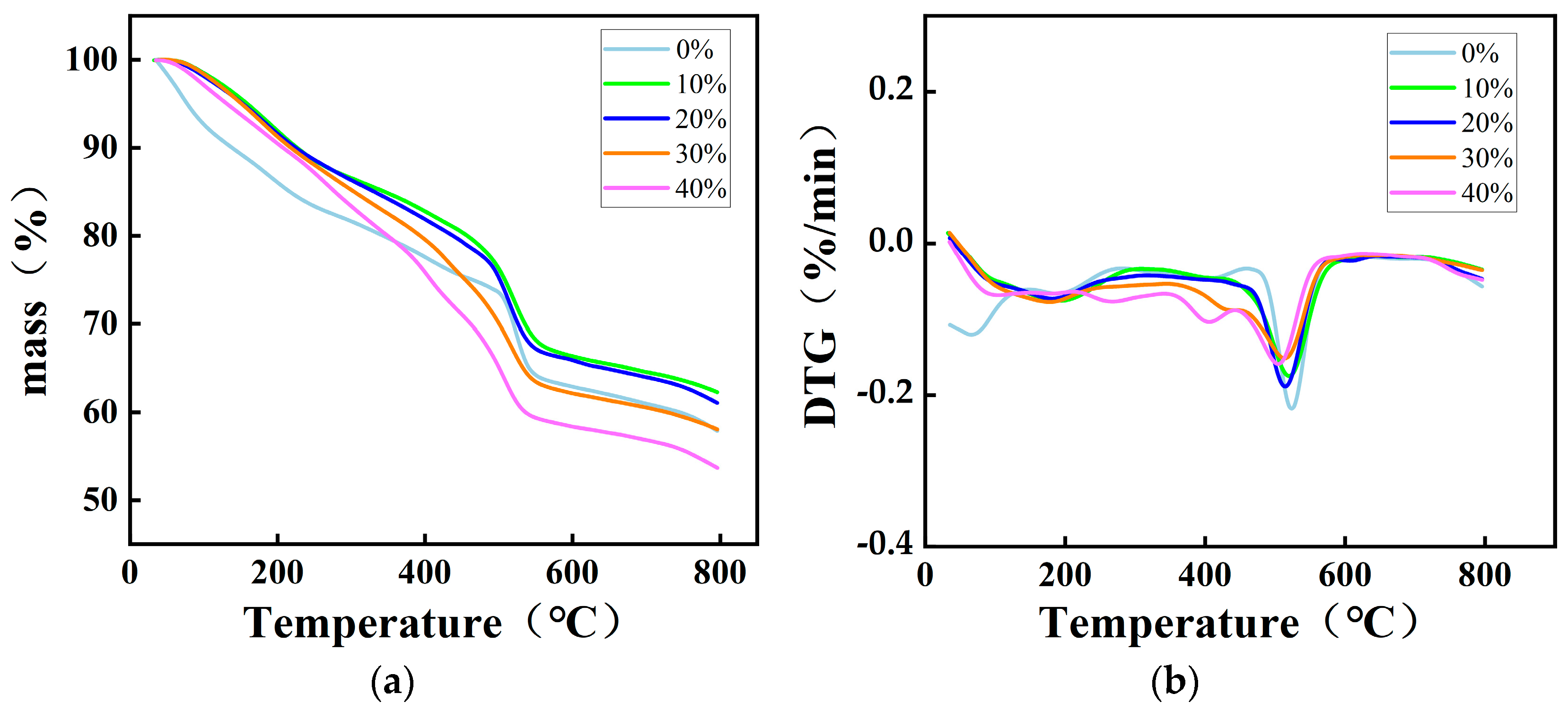
3.1.2. Thermal Stability of BPF Resins
3.1.3. FTIR Analysis of BPF Resin
3.2. Performance and Characterization of Bamboo Scrimber
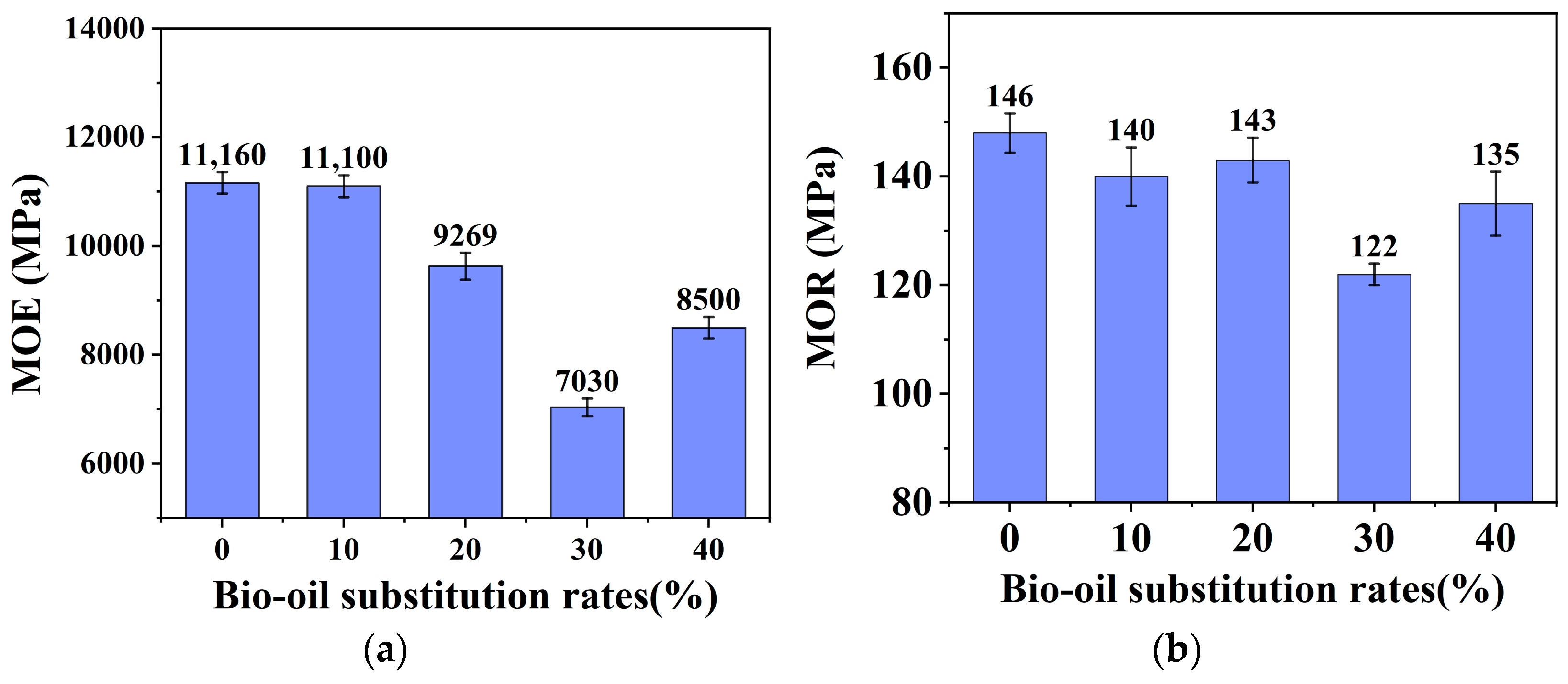
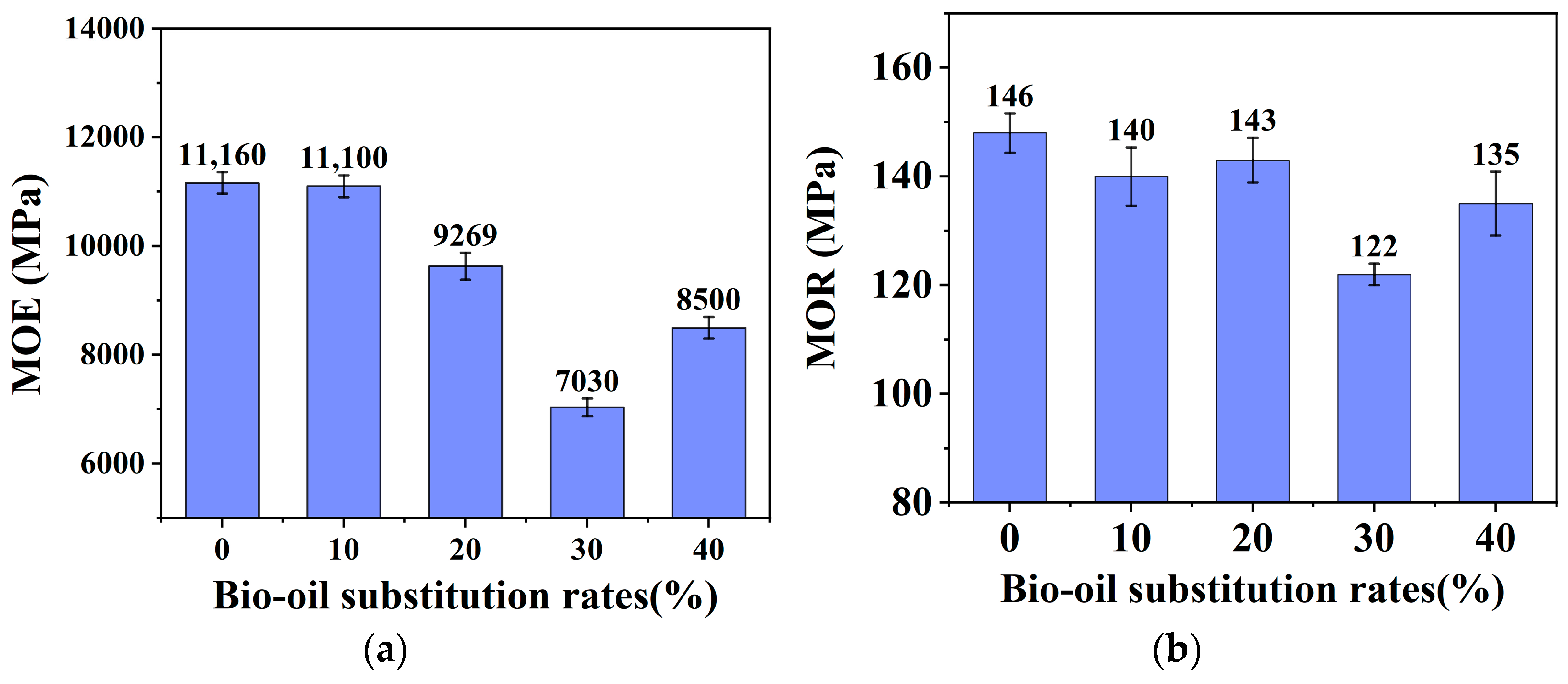
3.2.1. Mechanical Properties
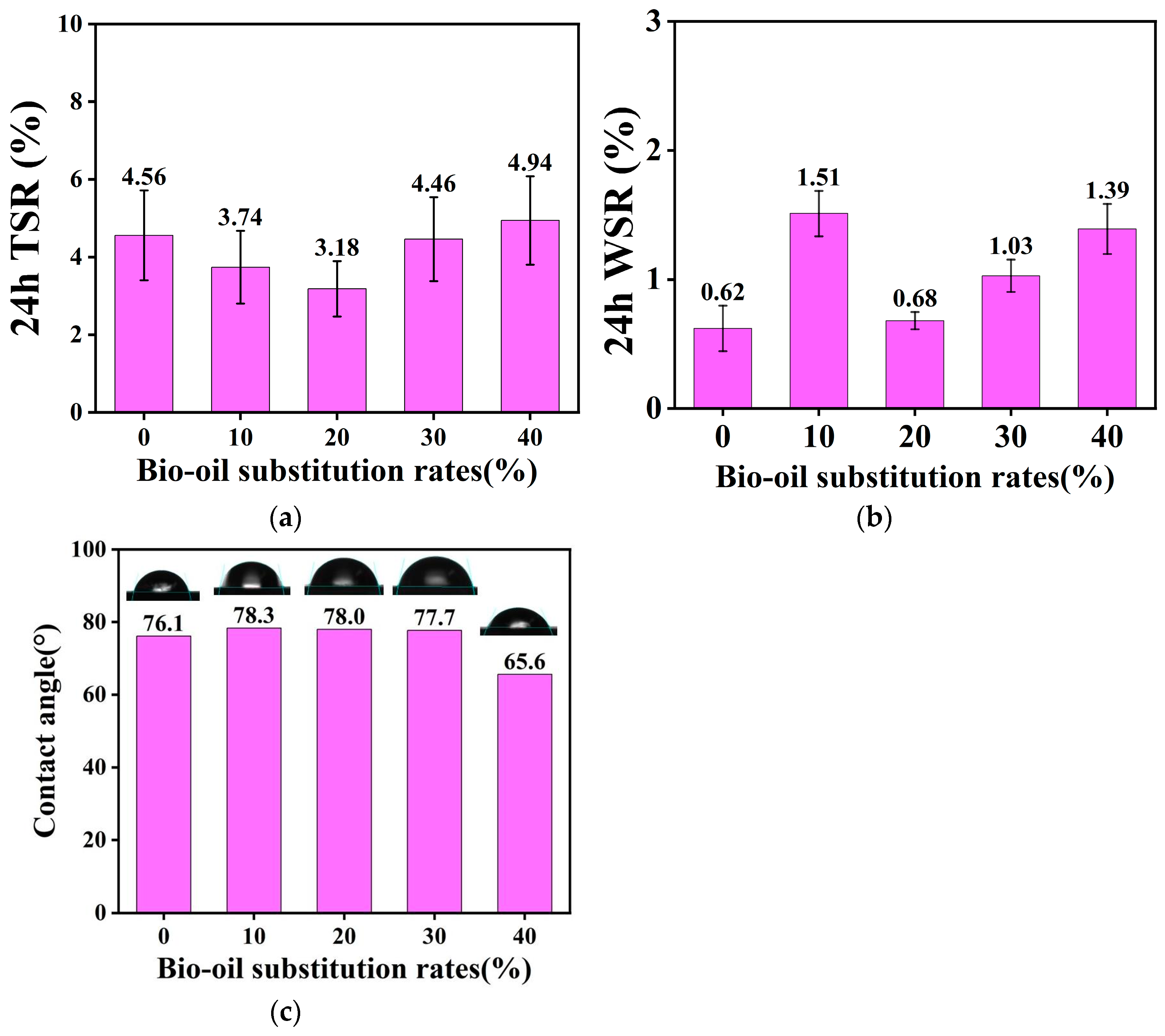
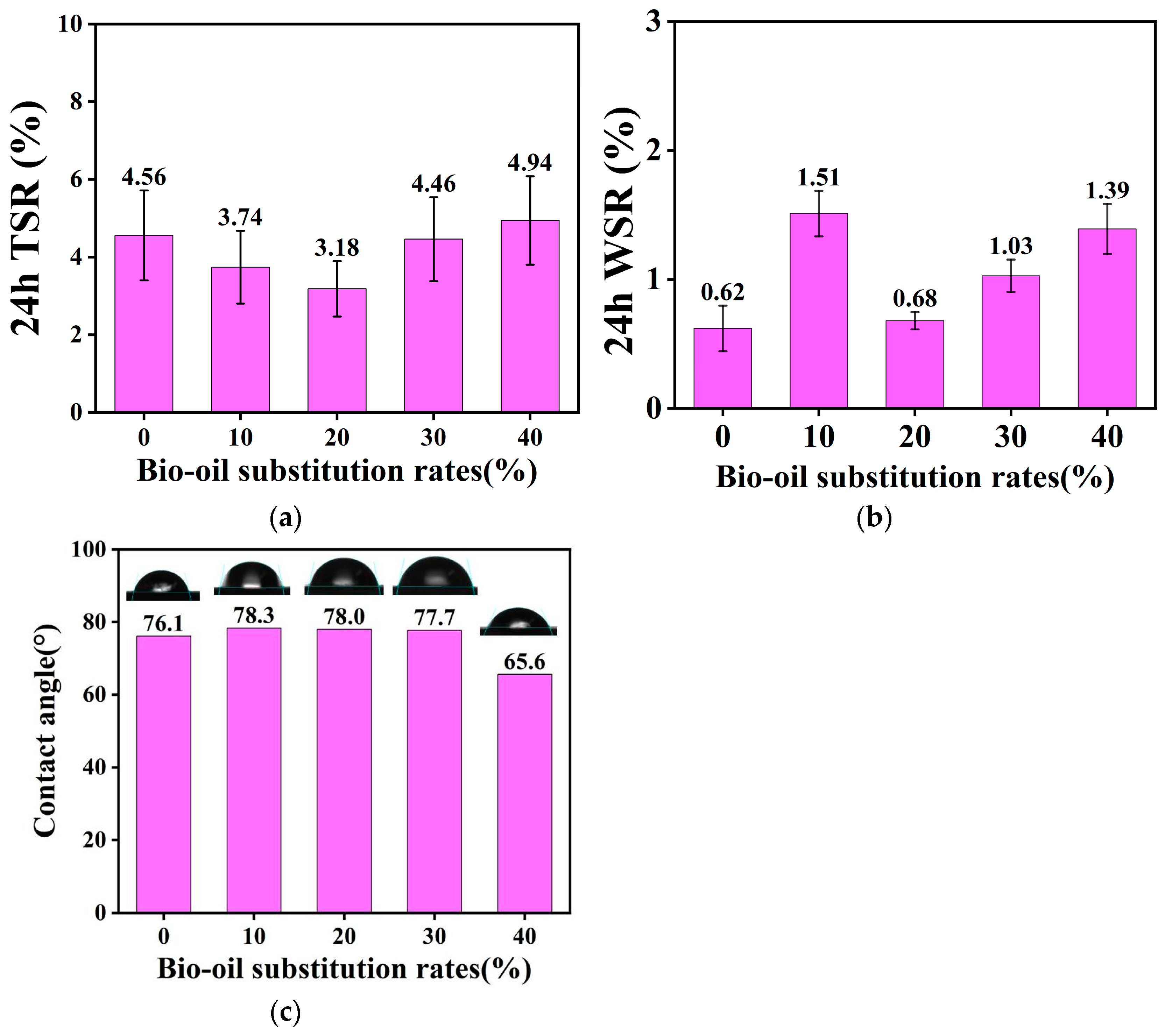
3.2.2. Hydrophobic Property of Bamboo Scrimber
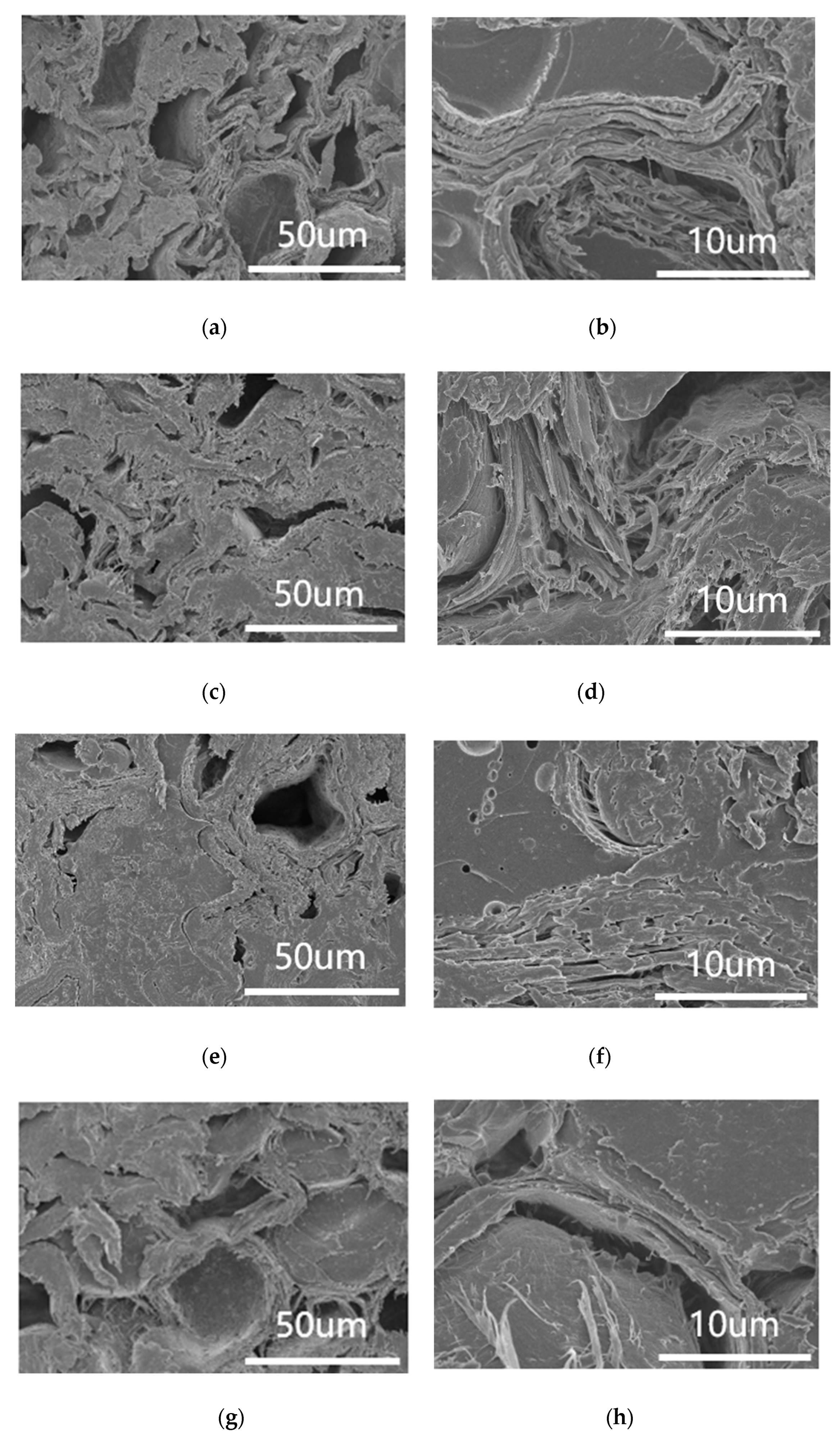
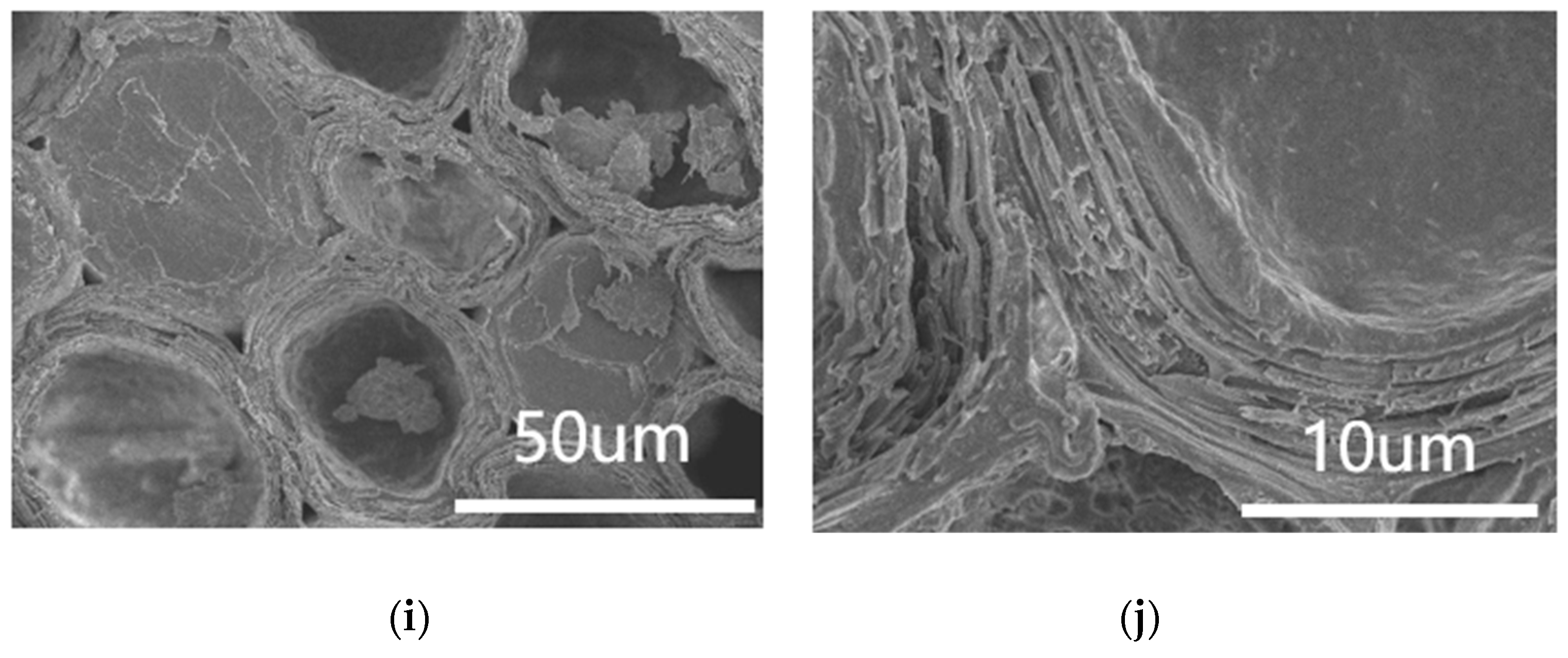
3.2.3. SEM Analysis of Bamboo Scrimber
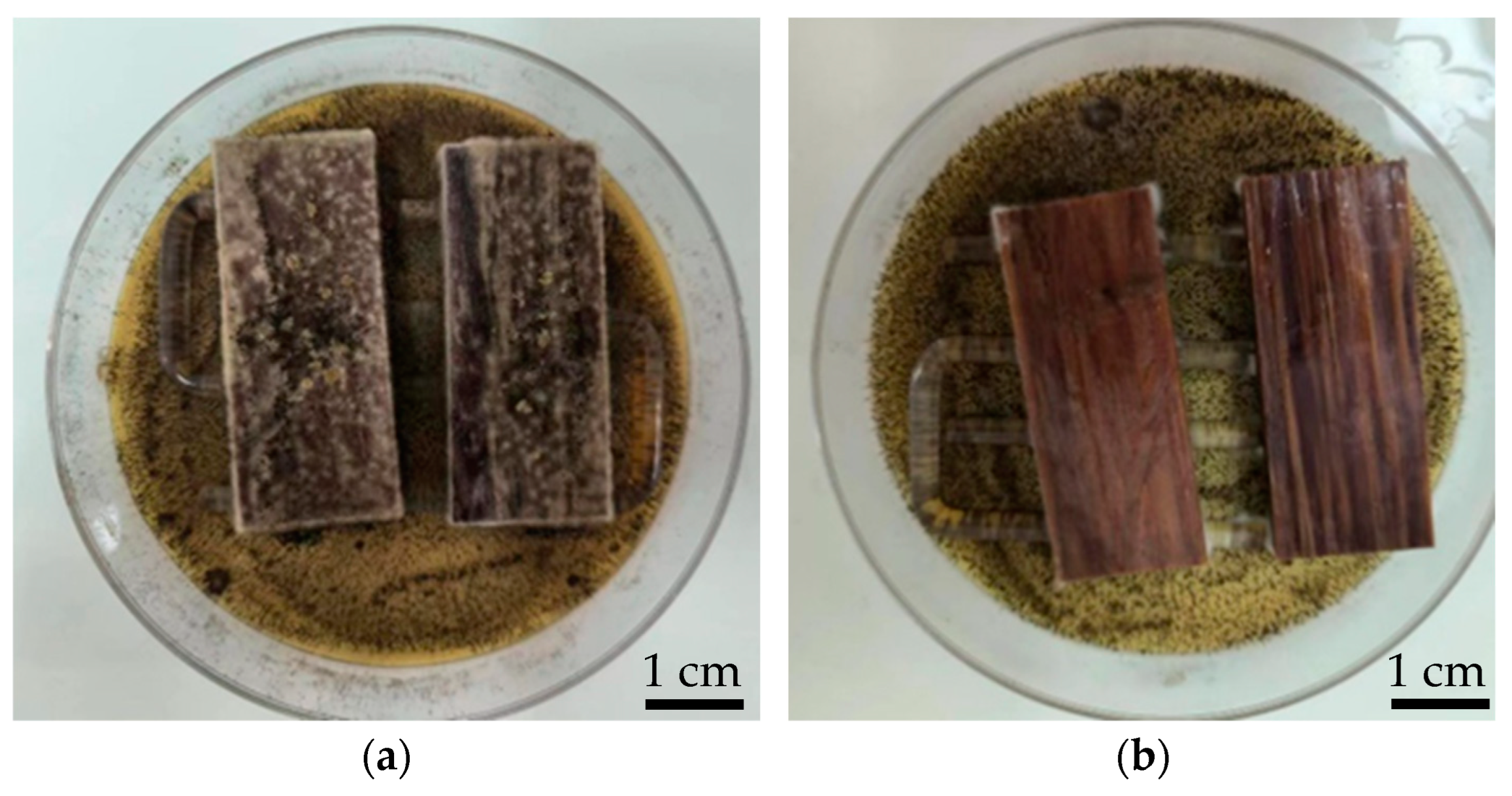
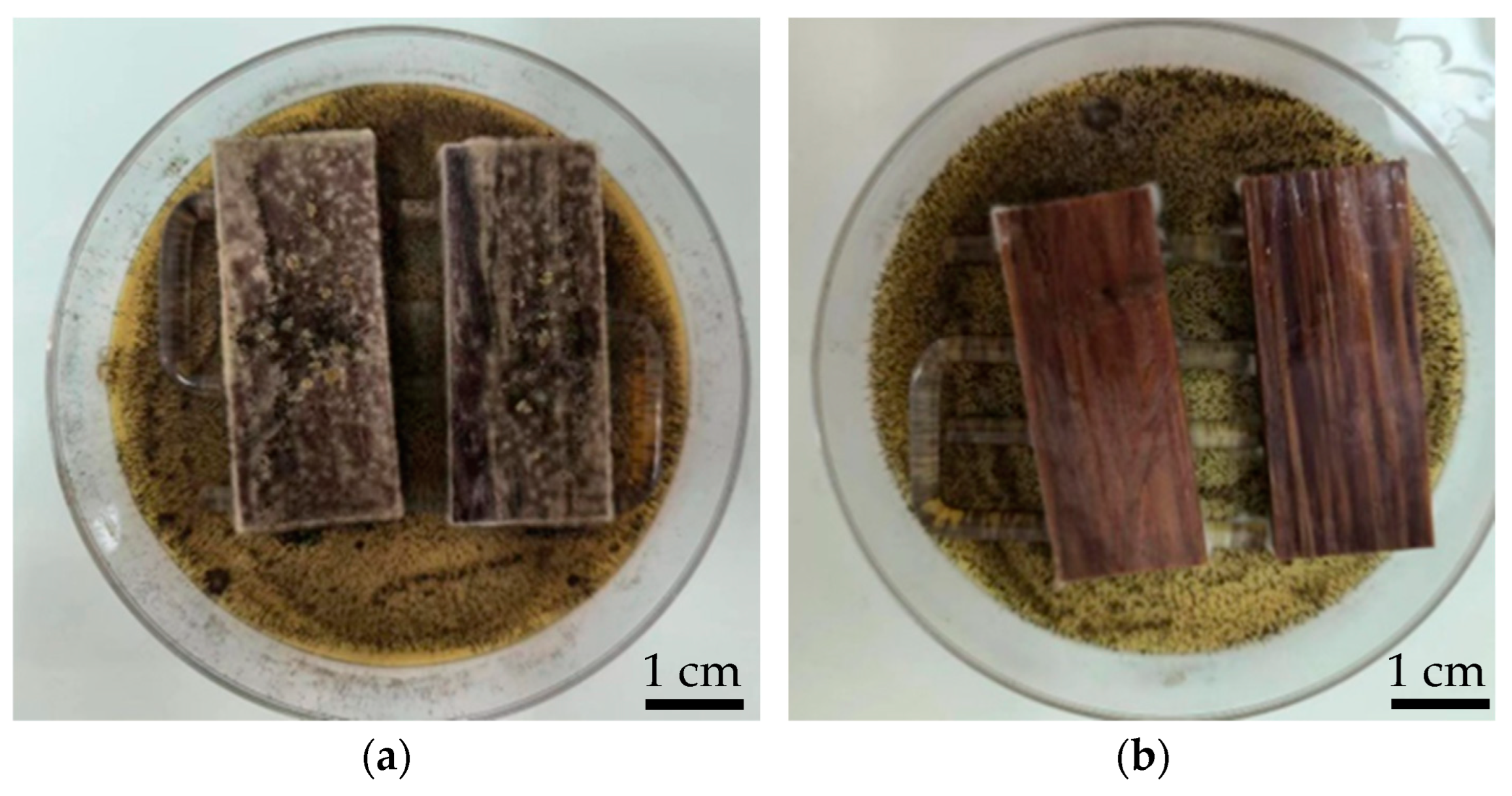
3.2.4. Mildew Resistance Property of Bamboo Scrimber
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Chau, C.K.; Leung, T.M.; Ng, W.Y. A review on Life Cycle Assessment, Life Cycle Energy Assessment and Life Cycle Carbon Emissions Assessment on buildings. Appl. Energy 2015, 143, 395–413. [Google Scholar] [CrossRef]
- Li, Z.; Chen, C.; Mi, R. A Strong, Tough, and Scalable Structural Material from Fast-Growing Bamboo. Adv. Mater. 2020, 32, 1906308. [Google Scholar] [CrossRef] [PubMed]
- Xiu, H.Z.; Ping, Z.; Zhen, Z.Z. Sap flow-based transpiration in Phyllostachys pubescens: Applicability of the TDP methodology, age effect and rhizome role. Trees 2016, 31, 765–779. [Google Scholar] [CrossRef]
- Wu, Y.; Wang, Y.; Yang, F. Study on the Properties of Transparent Bamboo Prepared by Epoxy Resin Impregnation. Polymers 2020, 12, 863. [Google Scholar] [CrossRef] [PubMed]
- Troya, M.F.A.; Xu, C. Plantation Management and Bamboo Resource Economics in China. Cienc. Tecnol. 2014, 7, 1–12. [Google Scholar] [CrossRef]
- Talabi, S.I.; Luz, A.P.; Lucas, A.A. Catalytic graphitization of novolac resin for refractory applications. Ceram. Int. 2018, 44, 3816–3824. [Google Scholar] [CrossRef]
- Frey, M.; Widner, D.; Segmehl, J.S. Delignified and Densified Cellulose Bulk Materials with Excellent Tensile Properties for Sustainable Engineering. ACS Appl. Mater. Interfaces 2018, 10, 5030–5037. [Google Scholar] [CrossRef] [PubMed]
- Gibson, L.J. The hierarchical structure and mechanics of plant materials. J. R. Soc. Interface 2012, 9, 2749–2766. [Google Scholar] [CrossRef] [PubMed]
- Montanari, C.; Ogawa, Y.; Olsén, P. High Performance, Fully Bio-Based, and Optically Transparent Wood Biocomposites. Adv. Sci. 2021, 8, 2100559. [Google Scholar] [CrossRef]
- Huang, Y.; Qi, Y.; Ya, H.Z. Progress of Bamboo Recombination Technology in China. Adv. Polym. Technol. 2019, 2019, 1–10. [Google Scholar] [CrossRef]
- Khanal, A.; Manandhar, A.; Adhikari, S. Techno-economic analysis of novolac resin production by partial substitution of petroleum-derived phenol with bio-oil phenol. Biofuels Bioprod. Biorefining 2021, 15, 1611–1620. [Google Scholar] [CrossRef]
- Adhikari, S.; Auad, M.; Via, B. Production of Novolac Resin after Partial Substitution of Phenol from Bio-Oil. Trans. ASABE 2020, 63, 901–912. [Google Scholar] [CrossRef]
- Sandomierski, M.; Buchwald, T.; Strzemiecka, B. Carbon black modified with 4-hydroxymethylbenzenediazonium salt as filler for phenol-formaldehyde resins and abrasive tools. J. Appl. Polym. Sci. 2020, 137, 48160. [Google Scholar] [CrossRef]
- Ghosh, N.N.; Kiskan, B.; Yagci, Y. Polybenzoxazines—New high performance thermosetting resins: Synthesis and properties. Prog. Polym. Sci. 2007, 32, 1344–1391. [Google Scholar] [CrossRef]
- Özbay, G.; Cekic, C.; Ahmad, M.S. Synthesis of Bio-Oil Phenol-Formaldehyde Resins under Alkali Conditions. Drv. Ind. 2020, 71, 19–27. [Google Scholar] [CrossRef]
- Ming, L.Y.; Feng, C.P.; Siddig, E.A.A. Effect of phenolic resin on the performance of the styrene-butadiene rubber modified asphalt. Constr. Build. Mater. 2018, 181, 465–473. [Google Scholar] [CrossRef]
- Xu, P.; Yu, Y.; Chang, M. Preparation and Characterization of Bio-oil Phenolic Foam Reinforced with Montmorillonite. Polymers 2019, 11, 1471. [Google Scholar] [CrossRef] [PubMed]
- Zhang, E.; Gao, F.; Fu, R. Tribological Behavior of Phenolic Resin-Based Friction Composites Filled with Graphite. Materials 2021, 14, 742. [Google Scholar] [CrossRef]
- Cui, Y.; Chang, J.; Wang, W. Fabrication of Glass Fiber Reinforced Composites Based on Bio-Oil Phenol Formaldehyde Resin. Materials 2016, 9, 886. [Google Scholar] [CrossRef]
- Zhao, Z.; Wu, D.; Huang, C. Utilization of enzymatic hydrolysate from corn stover as a precursor to synthesize an eco-friendly adhesive for plywood II: Investigation of appropriate manufacturing conditions, curing behavior, and adhesion mechanism. J. Wood Sci. 2020, 66, 1–10. [Google Scholar] [CrossRef]
- Gong, X.; Meng, Y.; Lu, J. A Review on Lignin-Based Phenolic Resin Adhesive. Macromol. Chem. Phys. 2022, 4, 223. [Google Scholar] [CrossRef]
- Hafiz, N.L.M.; Tahir, P.M.; Hua, L.S. Curing and thermal properties of co-polymerized tannin phenol–formaldehyde resin for bonding wood veneers. J. Mater. Res. Technol. 2020, 9, 6994–7001. [Google Scholar] [CrossRef]
- Wang, Z.; Gao, P.; Chen, P. Synthetic reaction of rosin-modified phenolic resin for offset inks. Pigment Resin Technol. 2000, 29, 88–92. [Google Scholar] [CrossRef]
- Zhang, W.; Jiang, N.; Zhang, T. Thermal Stability and Thermal Degradation Study of Phenolic Resin Modified by Cardanol. Emerg. Mater. Res. 2020, 9, 1–6. [Google Scholar] [CrossRef]
- Cho, E.C.; Chang, J.C.W.; Lu, C.Z. Bio-Phenolic Resin Derived Porous Carbon Materials for High-Performance Lithium-Ion Capacitor. Polymers 2022, 14, 575. [Google Scholar] [CrossRef] [PubMed]
- Ha, X.; Mg, B. Progress of the applications of bio-oil. Renew. Sustain. Energy Rev. 2020, 134, 110124. [Google Scholar] [CrossRef]
- Prado, C.M.R.; Filho, N.R.A. Production and characterization of the biofuels obtained by thermal cracking and thermal catalytic cracking of vegetable oils. J. Anal. Appl. Pyrolysis 2009, 86, 338–347. [Google Scholar] [CrossRef]
- Ren, Y.; Xie, J.; He, X. Preparation of Lignin-Based High-Ortho Thermoplastic Phenolic Resins and Fibers. Molecules 2021, 26, 3993. [Google Scholar] [CrossRef]
- Amen, C.C.; Riedl, B.; Roy, C. Softwood Bark Pyrolysis Oil-PF Resols. Part 2. Thermal Analysis by DSC and TG. Holzforschung 2002, 56, 273–280. [Google Scholar] [CrossRef]
- GB/T 14074-2017; Testing Methods for Wood Adhesives and Resins. GB Standards: Beijing, China, 2017.
- GB/T 17657-2013; Test Methods for Physical and Chemical Properties of Artificial Boards and Decorative Artificial Boards. GB Standards: Beijing, China, 2013.
- GB/T 18261-2013; Test Method for the Efficacy of Antifungal Agents in Controlling Wood Mold and Discoloring Fungi. GB Standards: Beijing, China, 2013.
- GB/T 40247-2021; Bamboo Scrimber. GB Standards: Beijing, China, 2021.
- Cui, Y.; Hou, X.; Wang, W. Synthesis and Characterization of Bio-Oil Phenol Formaldehyde Resin Used to Fabricate Phenolic Based Materials. Materials 2017, 10, 668. [Google Scholar] [CrossRef]
- GB/T 14732-2017; Wood Adhesives: Urea-Formaldehyde, Phenol-Formaldehyde and Melamine-Formaldehyde Resins. GB Standards: Beijing, China, 2017.
- Özbay, G.; Ayrilmis, N. Bonding performance of wood bonded with adhesive mixtures composed of phenol-formaldehyde and bio-oil. Ind. Crops Prod. 2015, 66, 68–72. [Google Scholar] [CrossRef]
- Dong, F.; Wang, M.; Wang, Z. Bio-oil as Substitute of Phenol for Synthesis of Resol-type Phenolic Resin as Wood Adhesive. Int. J. Chem. React. Eng. 2018, 16, 20170107. [Google Scholar] [CrossRef]
- Ozaki, J.I.; Ohizumi, W.; Oya, A.A. TG-MS study of poly(vinyl butyral)/phenol-formaldehyde resin blend fiber. Carbon 2000, 38, 1515–1519. [Google Scholar] [CrossRef]
- Chaouch, M.; Diouf, P.N.; Laghdir, A. Bio-oil from whole-tree feedstock in resol-type phenolic resins. J. Appl. Polym. Sci. 2014, 131, 40014. [Google Scholar] [CrossRef]
- Yu, Y.; Xu, P.; Chang, M. Aging Properties of Phenol-Formaldehyde Resin Modified by Bio-Oil Using UV Weathering. Polymers 2018, 10, 1183. [Google Scholar] [CrossRef]
- Lou, Z.; Han, X.; Liu, J. Nano-Fe3O4/bamboo bundles/phenolic resin oriented recombination ternary composite with enhanced multiple functions. Compos. Part B Eng. 2021, 226, 109335. [Google Scholar] [CrossRef]
- Wang, F.; Li, S.; Wang, L. Fabrication of artificial super-hydrophobic lotus-leaf-like bamboo surfaces through soft lithography. Colloids Surf. A Physicochem. Eng. Asp. 2017, 513, 389–395. [Google Scholar] [CrossRef]
- Mi, R.; Li, T.; Dalgo, D. A Clear, Strong, and Thermally Insulated Transparent Wood for Energy Efficient Windows. Adv. Funct. Mater. 2020, 30, 1907511. [Google Scholar] [CrossRef]
- Zhu, M.W.; Song, J.; Li, T.; Gong, A.; Wang, Y.; Dai, J.; Yao, Y.; Luo, W.; Henderson, D.; Hu, L. Highly Anisotropic, Highly Transparent Wood Composites. Adv. Mater. 2016, 28, 5181–5187. [Google Scholar]
- Hu, H.; Ni, J.; Cai, D. A palgorskite-based nanocomposite effectively reducing the incidence of powdery mildew. Appl. Clay Sci. 2018, 166, 113–122. [Google Scholar] [CrossRef]
- Xu, J.; Zhang, T.; Jiang, Y. Synthesis of microcrystalline cellulose/TiO2/fluorine/styrene-acrylate coatings and the application for simulated paper cultural relic protection. Cellulose 2020, 27, 6549–6562. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples (%) | T0 (°C) | Tmax (°C) | Total Mass Loss (%) |
|---|---|---|---|
| PF | 38.92 | 524.97 | 42.45 |
| 10% BPF | 95.86 | 521.95 | 37.85 |
| 20% BPF | 69.46 | 513.13 | 39.12 |
| 30% BPF | 74.06 | 516.15 | 41.98 |
| 40% BPF | 57.14 | 505.70 | 46.50 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, C.; Ren, X.; Han, S.; Li, Y.; Chen, F. The Preparation and Performance of Bamboo Waste Bio-Oil Phenolic Resin Adhesives for Bamboo Scrimber. Forests 2024, 15, 79. https://doi.org/10.3390/f15010079
Li C, Ren X, Han S, Li Y, Chen F. The Preparation and Performance of Bamboo Waste Bio-Oil Phenolic Resin Adhesives for Bamboo Scrimber. Forests. 2024; 15(1):79. https://doi.org/10.3390/f15010079
Chicago/Turabian StyleLi, Chunmiao, Xueyong Ren, Shanyu Han, Yongxia Li, and Fuming Chen. 2024. "The Preparation and Performance of Bamboo Waste Bio-Oil Phenolic Resin Adhesives for Bamboo Scrimber" Forests 15, no. 1: 79. https://doi.org/10.3390/f15010079
APA StyleLi, C., Ren, X., Han, S., Li, Y., & Chen, F. (2024). The Preparation and Performance of Bamboo Waste Bio-Oil Phenolic Resin Adhesives for Bamboo Scrimber. Forests, 15(1), 79. https://doi.org/10.3390/f15010079