3.1. Analysis of the Surface Roughness of Four Types of Wood after Grinding
Notably,
Ra,
Rz, and
Rsm are three parameters used for assessing the roughness of wood, which can be automatically calculated by using the software accompanying the test instrument. Comparative analysis results of
Ra,
Rz, and
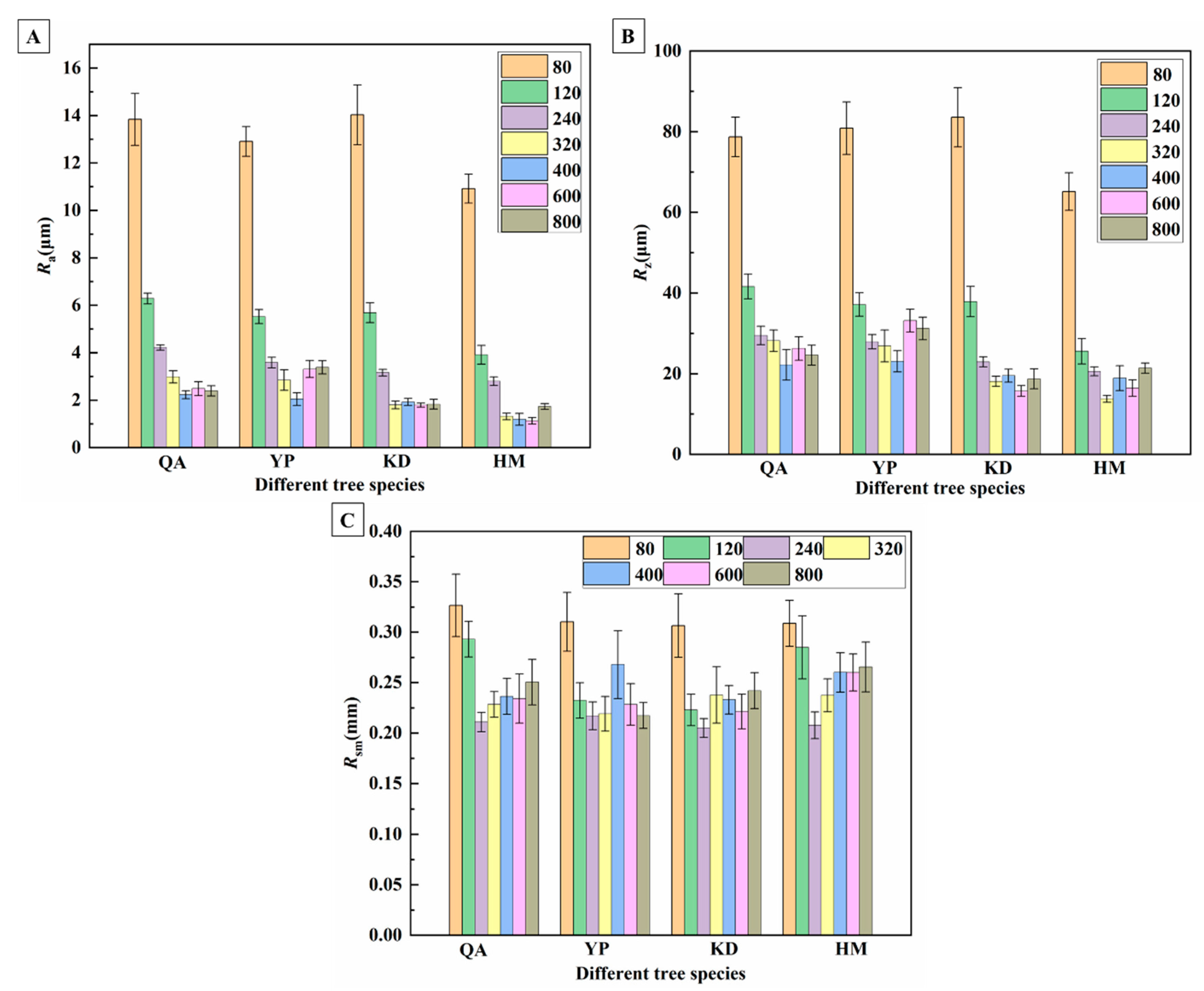
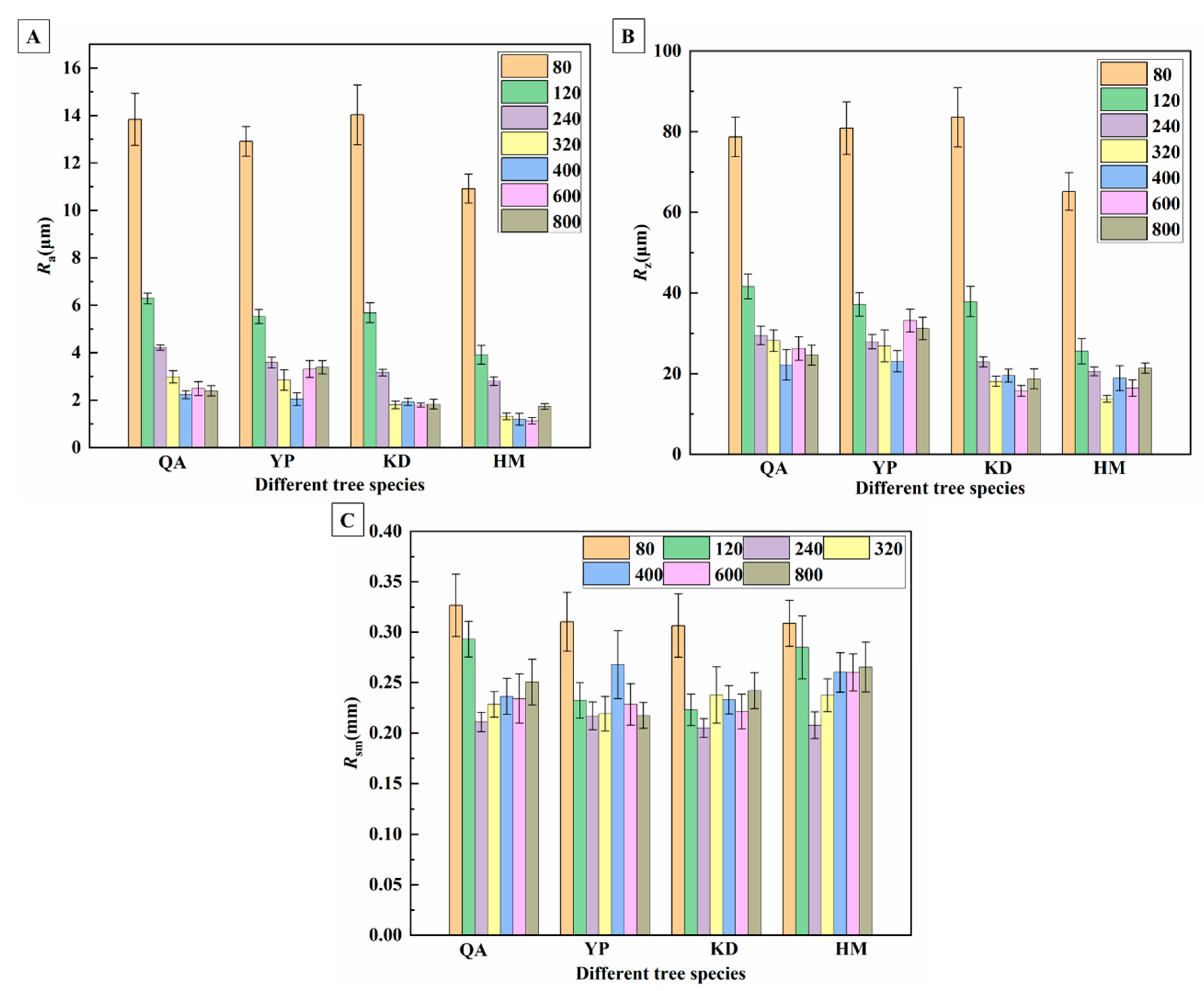
Rsm values were obtained by grinding the same species of wood with abrasive belts of different grits, and the corresponding results are shown in
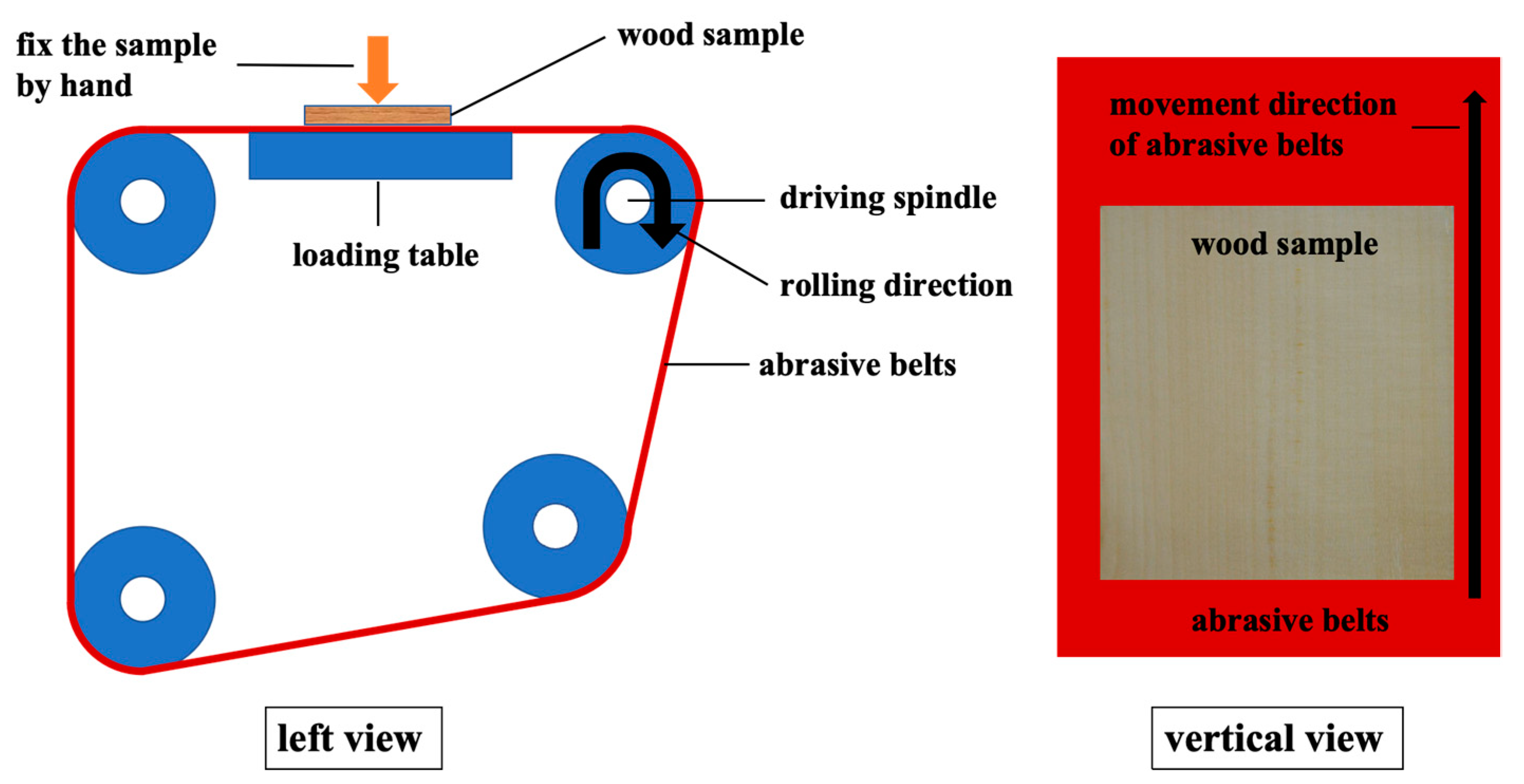
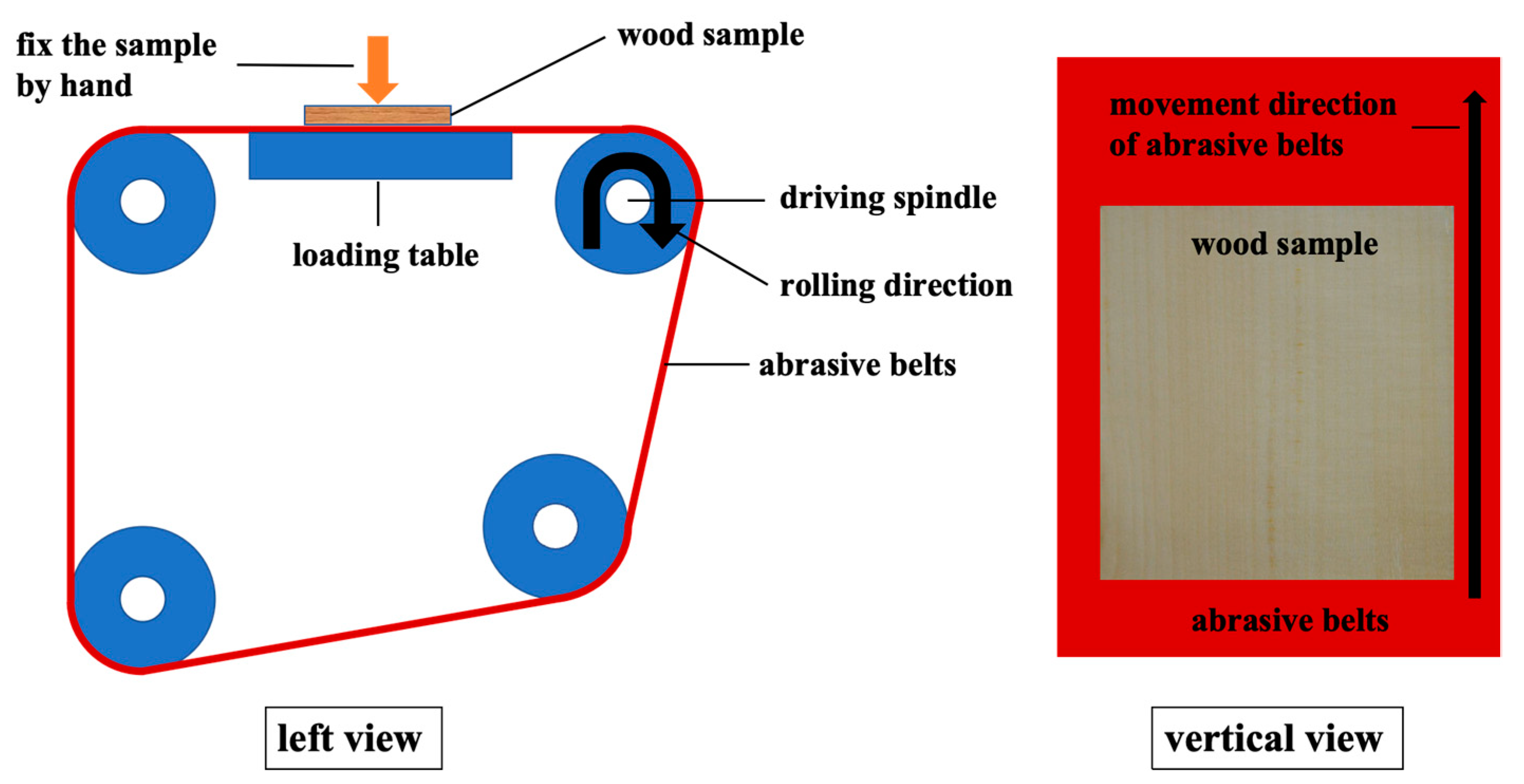
Figure 2. When testing the surface roughness of a specimen, the stylus was moved in the direction perpendicular to the fibers, spanning the walls and lumens of multiple cells in a single test. The reason for moving the stylus across the direction of the wood fibers and not in the direction of the wood fibers was that the direction of the wood fibers was used in the grinding process; therefore, the resulting grinding trajectory was mostly in the direction of the wood fibers as well. If we had considered carrying out the test in the direction of the wood fibers, it might have resulted in a single test where the traveled route came from a set of grit-forming grooves without providing a complete reflection of the wood surface roughness brought about by the abrasive belt grinding. For comparison analysis, a graph comparing the values of
Ra,
Rz, and
Rsm obtained by grinding different wood species with an abrasive belt of the same grit was also obtained and presented in
Supplementary Figure S1.
Figure 2A and
Figure S1A exhibit that when the abrasive belt grit was 80–400, the
Ra values of all the types of wood species showed a gradual decreasing trend with the increase of the abrasive belt grit. That is, as the grit on the abrasive belt acting as the grinding edge gradually became smaller, shallower grooves were formed due to grinding, which is similar to the results of the previous studies on other species of trees [
29,
30,
31].
Figure 2A demonstrates that when the abrasive belts exceeded 400 grit, the
Ra of the four types of wood species showed a different state. The
Ra values of QA and KD wood did not change much, while those of YP wood increased at 600 and 800 grit (
Ra-600-YP = 3.3134 μm,
Ra-800-YP = 3.3861 μm), and the same result was observed at 800 grit for HM wood. This phenomenon was also observed in previous studies, but the corresponding grit of the abrasive belts was different from this study. The reasons for this phenomenon are related to the characteristics of the wood itself, i.e., the species type and the relationship between the angle of the cutting edge and the wood fibers during the grinding process [
30,
32]. In this study, all the surfaces of the ground wood consisted of a combination of radial and tangential planes and purely radial or tangential wood planes were not present. In other words, during the grinding process, not all cuts were in the wood fiber direction; it was possible for the grit to cut from the lateral direction and truncate the cells, and the severance of the cells might also be caused by multiple cuts by multiple grits. Therefore, the
Ra value was affected by not only the size of the grinding grit but also the angular relationship between the grinding direction and the direction of the wood fibers.
Figure S1A illustrates that, for different tree species, when the abrasive belt grit was the same, the
Ra value of HM wood was significantly smaller than those of the other three kinds of wood, which might be related to the density and surface hardness of the wood. Moreover, it also indicates that this is related to the wall-to-cavity ratio of the wood cells and the micromechanical properties of the wood [
31]. The
Ra-80 values of all four wood species were the largest, all more than one times larger than
Ra-120, and their standard deviations were also significantly higher than others. This result suggests that the wood surface was rougher at this time, and the size of the grooves formed on the surface of the same piece of wood spanned a larger range of dimensions due to the effect of inhomogeneous grit on the sandpaper.
Notably,
Ra is the main parameter used for evaluating the wood surface roughness; therefore, a single factor analysis of variance (ANOVA) was performed to clarify the difference in surface roughness caused by grinding wood with abrasive belts of different grits, as presented in
Table S1. Clearly, when all abrasive belt grits were considered, the
p-values obtained from the ANOVA for each group were extremely small, indicating that the differences between the data were extremely significant, which is in line with the results presented in
Figure 2A. The
Ra values under 320- to 800-grit abrasive belts were selected for further analysis, and it was found that the
p-value = 0.13 > 0.05 for KD wood only, indicating that these four values of
Ra were similar. It indicates that the surface roughness of KD wood under grinding with an abrasive belt with 320–800 grits was more or less the same. However, the
Ra values of the remaining three types of wood species under treatments with 320- to 800-grit abrasive belts were significantly different. Therefore, in conjunction with
Figure 2A, the
Ra values obtained from QA wood under 400- to 800-grit abrasive belt treatment were selected for an ANOVA, which yielded a
p-value = 0.06 > 0.05. This result clearly illustrates that the QA wood exhibited a similar surface roughness under the action of 400- to 800-grit abrasive belt grinding. The same method verified that HM wood showed similar effects under grinding with 320- to 600-grit abrasive belts (
p-value = 0.09 > 0.05). Differently, for YP wood,
Ra values in the ranges of 400–800 and 320–600 were selected for evaluation, and the resulting
p-value was still extremely small, which, in combination with
Figure 2A, suggests that the optimal grinding belt grit for YP wood was 400.
Further,
Rz represents the sum of the maximum contour peak height and the valley depth within a sampling length in roughness testing, and
Figure 2B and
Figure S1B present that, similar to
Ra, its value exhibited a tendency of decreasing and then flattening out with the increase in the abrasive belt grit.
Figure 2B illustrates that the variation of
Rz was not large when the grit of the sanding belt was 240–800, which indicates that the maximum values of the surface grooves formed by abrasive belt-treated wood in this range were similar. Moreover, these grooves could be determined by the wall cavity structure of the cells [
36].
Figure S1B demonstrates that the
Rz values of HM wood were significantly smaller than those of the other three woods when the abrasive belt grits were 80 and 120. In contrast, under the treatment by larger grits of the abrasive belt, the
Rz values of HM wood were about the same as those of KD wood and significantly smaller than those of QA and YP wood, which indirectly suggests that the major cell (vessel) scales of KD and HM wood might be similar and smaller than those of QA and YP wood. This was confirmed later in
Section 3.3. Therefore, the above-mentioned results show that when the grit number of the abrasive belt exceeds a certain threshold, the main factor influencing the peak heights and valley depths of the wood surface profile is no longer the size of the grit of the abrasive belt, but rather the wall cavity structure of the wood cells.
The average value of the width of the outline unit over the sampling length was denoted by
Rsm.
Figure 2C and
Figure S1C exhibit that the
Rsm values obtained under the abrasive belt treatments for the four types of wood species at all grits except 80 grit did not differ much. The exception was that
Rsm-120-QA and
Rsm-120-HM of QA and HM wood, respectively, were significantly higher than those of the other two woods after being subject to 120 grit abrasive belts. However, the lowest
Rsm values for all four types of wood species were obtained at 240-grit, and the
Rsm values showed an increase with the continuous increase in the abrasive belt grit. Notably, the roughness profile curve included a crest and a trough in one profile unit, therefore, the formation factors of the profile units of the wood surface obtained by grinding with different abrasive belt grits might be different. At lower grits (80–240), that is, when the abrasive belts consisted of larger grits, the profile was mainly derived from the traces produced by the cutting of the grits. When the abrasive belt grit exceeded 240 grit or more, it was presumed that the surface roughness profile was composed of a combination of wood cell wall cavity structure and grit cutting traces. Moreover, the dominant role of wood cell wall cavity structure on
Rsm increased as the abrasive belt grit became larger and the grit size became smaller.
In summary, the analysis results of the roughness evaluation parameters
Ra,
Rz, and
Rsm showed that the surface characteristics of the ground wood were determined by the combination of the grit cutting traces and the wood cell organization characteristics. For a single species of wood, the most significant factor in the grinding process that affected the roughness was the grain size of the abrasive grit, that is, the grit of the abrasive belt [
30,
37,
38]. With the increase in the grit size of the abrasive belt, the grain size of the abrasive particles decreased, the unit cutting volume of the wood became smaller, and the wood surface would not form deep, obvious cutting marks. At this point, the surface roughness of the wood after grinding was expected to be affected by its anatomical structure, in particular, the wall-cavity structure of the cells [
32,
36,
39,
40]. In conjunction with this study, the four types of diffuse-porous wood showed a rougher surface after the grinding process when the abrasive belt grit was 80–240. At this time, the surface profile was mainly determined by the traces of the grit cutting the wood, and when the abrasive belt grit was elevated to 320–800, the main influencing factor of roughness was transformed into the structure of its own cell. In order to obtain lower
Ra and
Rz values and to save processing costs and improve processing efficiency, abrasive belts with a grit size of 400 can be used for QA and YP wood, while 320-grit abrasive belts can be used for KD and HM wood for the grinding process.
3.2. Morphological Characteristics and Formation Cause of Four Types of Wood Surfaces after Grinding with Abrasive Belts of Different Grits
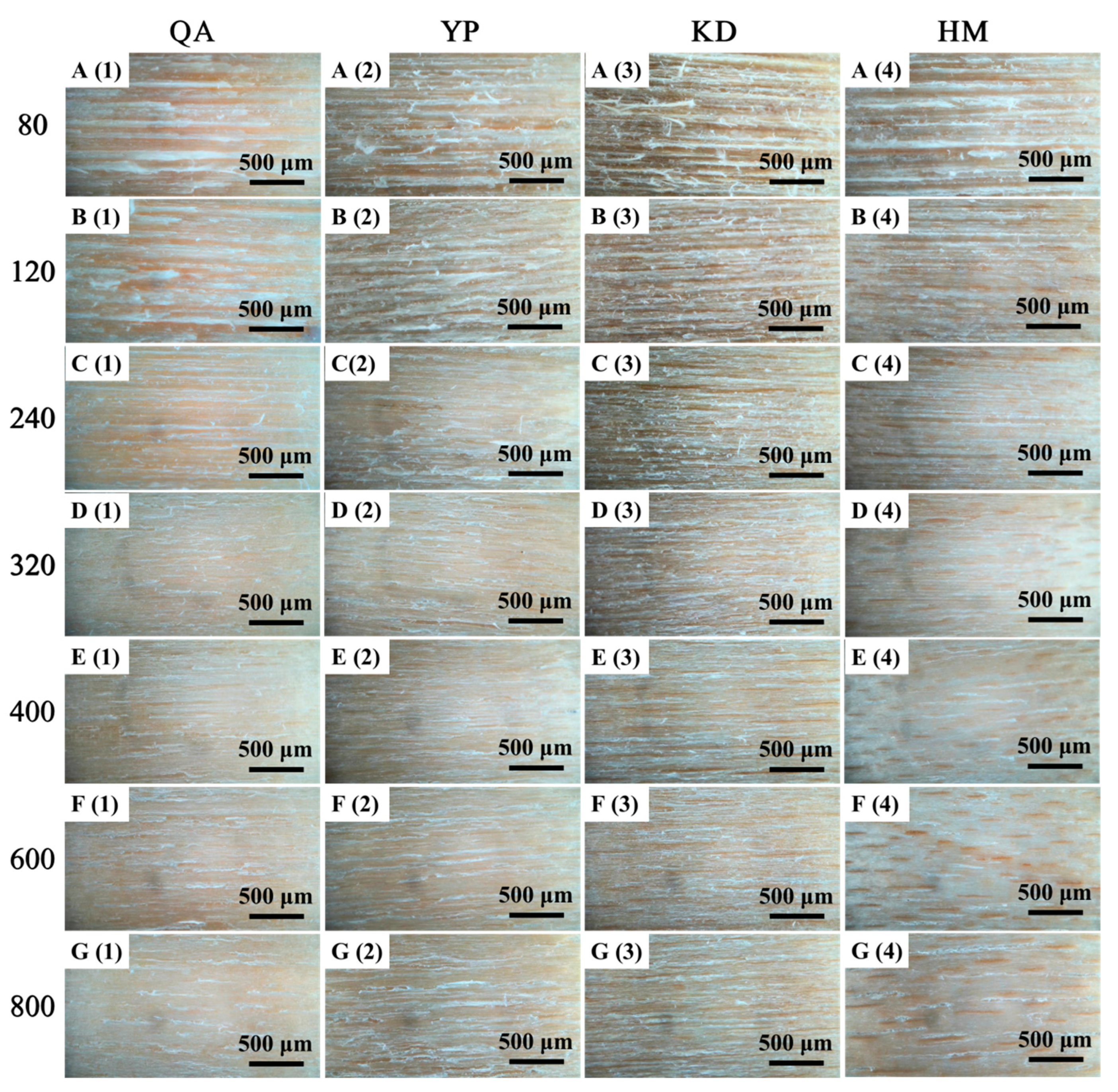
In order to more intuitively present the surface morphology of the four types of wood after being processed by different grits of abrasive belts, a portable micro-camera was used in this study, as shown in
Figure 3. In the grinding of wood, in fact, the abrasive particles on the wood acted as miniature cutting tools and were involved in the negative angle multi-tooth cutting. Moreover, cutting was continued in the unit processing length by a number of abrasive particles together, thus the surface of wood obtained by grinding was not the same as the morphology obtained by sawing, planing, milling, and other machining methods [
32]. The grinding process underwent four processes, namely, sliding friction, densification, plowing, and cutting, to improve the uniformity of the wood surface and reduce the influence of the wood anatomy on the roughness profile.
In this study, when 80- to 240-grit abrasive belts were used (
Figure 3A–C), evidently, the surfaces of all four types of wood species were covered with grooves formed by the grit cutting the wood and burrs formed by the severing of multiple bundles of wood fibers. Notably, no anatomical structural features could be observed. Furthermore, the width and depth of the grooves gradually decreased with the increase of the grit of the abrasive belts, which is consistent with the roughness test results. At this point, the main factor affecting the surface roughness of the wood was the grit of the abrasive belt. During the grinding process, the abrasive belt moved in the direction of the wood fibers, and the wood fiber bundles, cell walls, etc. were dragged from their original positions and formed burrs. Their length could affect the surface roughness of the wood. Moreover, when the PSt microsphere-containing emulsion was applied dropwise on the wood surface to construct the SCLs, the burr possibly absorbed the solvent in the emulsion, underwent re-stretch, and stood up on the wood surface, which influenced the effect of constructing SCLs. Comparative analysis of the surfaces of the four types of wood species under 80-grit belt grinding (
Figure 3A) indicates that the surface grooves and wood fiber bundles of the QA wood were clearly defined, with obvious traces of broken fiber bundles, and its surface exhibited fewer small-sized burrs (
Figure 3A(1)). In contrast, numerous small-sized burrs erected on the surface of fiber bundles were observed on the surface of YP and KD wood (
Figure 3A(2,3)). Different from these three types of wood was HM wood, which was smaller in length although burrs were also observed (
Figure 3A(4)). It indicates that the formation of wood surface morphology was also influenced by the mechanical properties of wood cells and intercellular bonding properties as well as by the structure of cell wall layers and the strength of interlayer bonding.
When abrasive belts with 320–800-grit were used (
Figure 3D–G), the woods showed very different surface morphology. The grooves created by abrasive grinding were no longer visible and were replaced with anatomical features such as vessels and rays. The white bundles in the images correspond to the traces of broken wood fibers. These fractured fibers were much smaller than those formed by 80- to 240-grit abrasive belts on wood, essentially about the same size as the vessels and wood rays, and the number of burrs was significantly reduced. These burrs were mostly formed by cells subjected to grit grinding, in particular, vessels. During the grinding process, the wall-cavity structure of the vessels, wood fibers, and ray cells on the wood surface might also have a deformation-absorbing capacity to the pressing and damaging of the grit. Moreover, this absorption was correlated with the cell wall-cavity ratio and the density of diffuse-porous wood [
41]. In summary, the roughness of the wood surface was indeed determined by a combination of the abrasive belt cutting marks and the anatomical structure of the wood.
Noteworthy, the results of pre-tests already indicated that with the increase in the grit size, the efficiency of waste removal during the belt grinding of wood decreased significantly. Therefore, before selecting 320- to 800-grit abrasive belts to grind the wood, the specimen was treated with a 240-grit abrasive belt to remove the surface sawing marks. This operation is in line with the idea of daily processing of wood and also ensures the effectiveness of high-grit abrasive belts for grinding wood. However, the roughness evaluation parameter analysis and results shown in
Figure 3G indicate that the surface roughness after grinding wood with 800-grit abrasive belts was not better than that obtained with the 600-grit abrasive belt and presented obvious burrs in the micrographs. It indicated that the cutting efficiency of 800-grit abrasive belts was lower than that of 600-grit belts. This was mainly attributed to the larger grit of the abrasive belt, the shorter cutting edge of the grit, and the shallower depth of cut, which might be less than the vessel cavity diameter. The tension along the direction of the cellular fibers decreased, and the number of fibers removed also decreased, thus the obvious burrs still could not be removed from the wood surface. Furthermore, the larger the abrasive belt grits, the closer the arrangement of the grits, the narrower the voids, and the more the tendency of the wood powder generated during the grinding process to get filled in between the grits. This further reduced the pulling force of the grits on the cell surface and affected the grinding efficiency. Consequently, after prolonged grinding, the 800-grit abrasive belts were still unable to completely remove the groove structure that was previously formed on the wood surface.
3.3. Variability and Formation Cause of SCLs on the Wood Surface with Different Roughness
In order to clarify the effect of the surface roughness of wood on SCLs, in this study, four types of wood species treated with seven grits of abrasive belts were used as substrates, and equal amounts of emulsions containing PSt microspheres were uniformly applied on the wood surfaces to construct SCLs. In our previous study, the mechanism of constructing SCLs on the wood surface was already explored [
8]. In this study, the emulsion polymerization method was used to obtain the PSt emulsion, which was white when synthesized. When it was coated on the surface of the wood, the dispersants (water and ethanol) in the emulsion continuously diffused into the air. In this process, the microspheres self-assembled under the combined effect of electrostatic force, intermolecular force, capillary force, gravity, and buoyancy force to form an ordered three-dimensional photonic crystal structure. This structure exhibits photonic forbidden band properties and is capable of reflecting visible light in a certain wavelength range, which is captured by the human eye and the structural color can be observed. The modulation of visible light by photonic crystal structure is in accordance with Bragg’s law of diffraction. The average particle size of the PSt microspheres used in this study was about 207.4 nm, and the SCLs formed showed a green color.
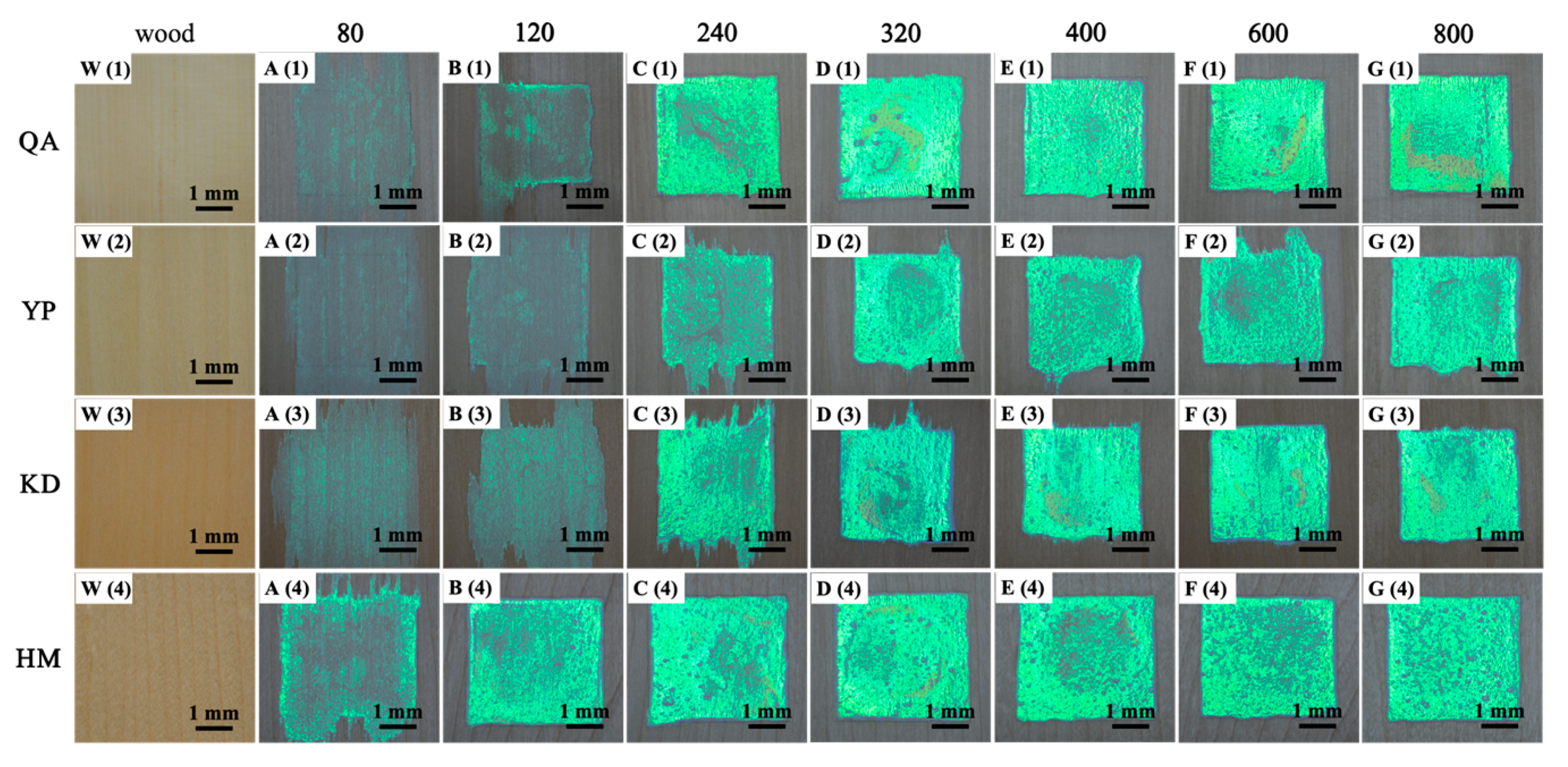
Figure 4 shows the photographs of the surfaces of four types of wood species of different roughness and coated with SCLs, obtained using a Nikon digital camera. The images reveal that the surface roughness affected the construction and color-generating effect of the SCLs on the wood, and this phenomenon was especially obvious under the small-grit abrasive belt treatment (
Figure 4A–C). When the abrasive belt grit was 80, the coating spillage was severe, and only some green spots could be seen on the surfaces of all the wood species, and the complete SCLs could not be observed (
Figure 4A). When the grit size was 120, the HM wood surface exhibited the formation of complete and well-defined SCLs; however, the surface of the other three kinds of wood showed the formation of a fuzzy coating. This result coincides with the results of the two parameters
Ra and
Rz in the roughness analysis, where the
Ra and
Rz values of the HM wood were lower than those of the other three species under 80- and 120-grit abrasive belt treatments. This result verifies that it is required to process the wood surface by grinding in order to achieve a certain flatness before carrying out the structural color modification. At a belt grit of 240, the surfaces of all four types of wood species were largely capable of forming SCLs, except that the emulsions on YP and KD wood flowed out of the specified wireframe range during the self-assembly process (
Figure 4C(2,3)). The overflowing of the emulsion inevitably led to a reduction in the number of microspheres used for the self-assembly process per unit area, and the resulting SCLs were, therefore, less saturated than the SCLs on the other two wood types where the color block was intact. At a belt grit of 320–800, all four kinds of wood were essentially able to form bright green SCLs on the surface. Comparative analysis of the SCLs photographs shows that for both YP and KD wood, a small amount of emulsion spilled out of the wireframe area after application, and this was more severe for YP wood. Although coating spillage was not observed on the HM wood surface, a closer look revealed that the SCL surface was not flat and consisted of many raised mounds. This might be related to the self-structural characteristics of HM wood, where the addition of an emulsion droplet to the wood surface resulted in the penetration of the emulsion into the wood interior, squeezing to exclude the interior air of the wood, which affected the self-assembly of the microspheres and modification layer construction, and ultimately led to the formation of mounds.
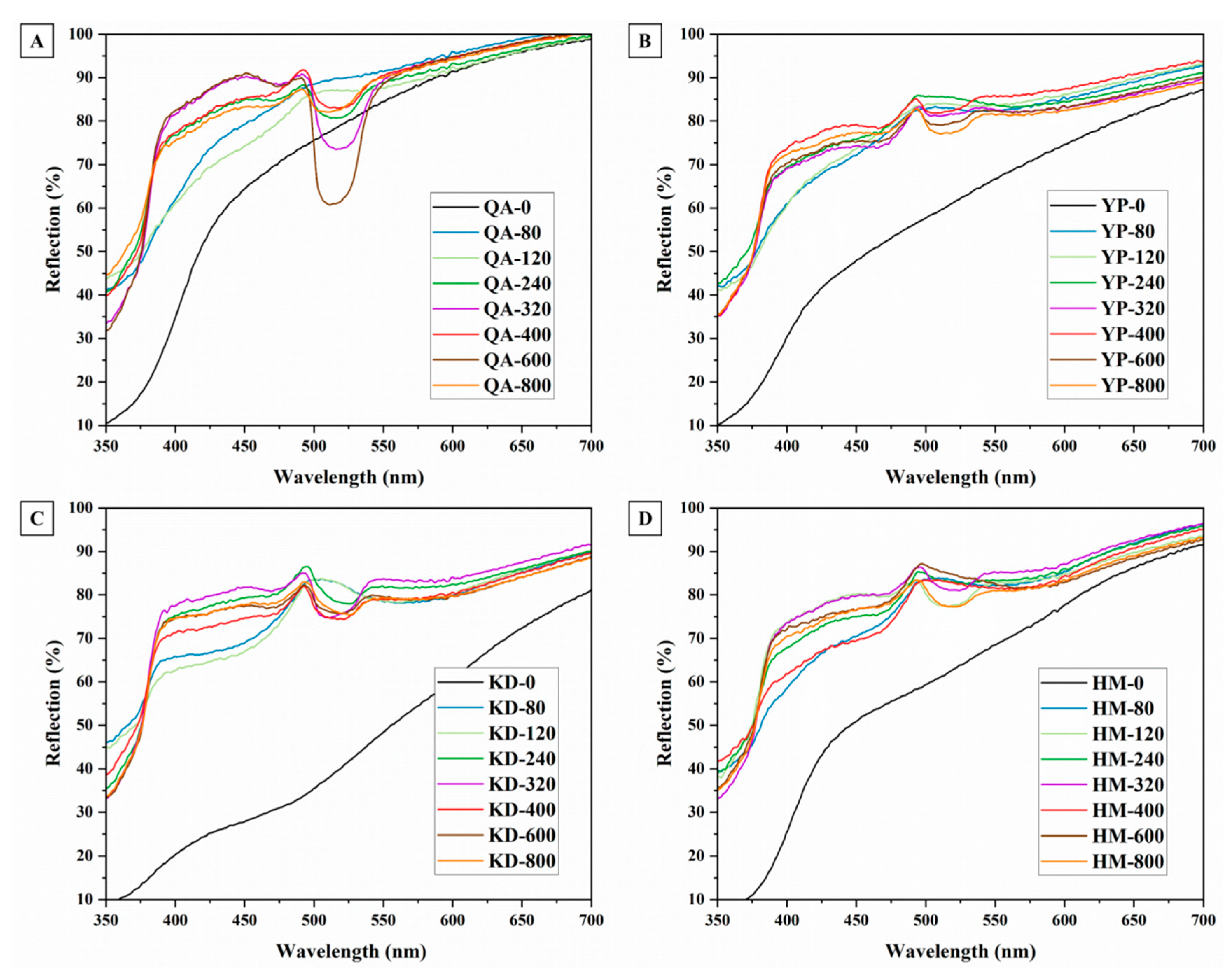
Based on naked-eye observation, in order to have a more comprehensive understanding of the variability of the color-generating effect of SCLs on the wood surface with different roughness, visible reflectance spectroscopy was used in this study to characterize SCLs on different wood surfaces treated with different grits of abrasive belts, as shown in
Figure 5. Comparison of the surface reflectance spectral curves of unfinished QA wood (QA–0) indicates that the curves after 80- and 120-grit abrasive belt treatments were essentially identical to those of QA–0, with only the QA-120 curve showing a flat peak (
Figure 5A). Moreover, both specimens exhibited significantly higher reflectivity in the visible range, mainly due to the white color of the PSt microspheres. When SCLs could not be formed, it was equivalent to a white powder coating on the wood surface and, therefore, the reflection of visible light was elevated. For the wood treated with 240- to 800-grit abrasive belts, the reflectance curves showed a distinct peak shape and the peaks were located at essentially the same position at about 492 nm, which coincided with the green color shown by the SCLs. The comparative analysis shows that the relative peak height of the QA–400 curve was the largest. Combined with the results of the roughness evaluation parameter analysis presented in the previous section, it indicates that the lowest values of
Ra (2.2301 μm) and
Rz (22.1975 μm) values were obtained for the QA wood after treatment with the 400-grit abrasive belt, and the SCLs constructed on the wood surface at this time also showed the optimal color-generating effect (
Figure 4E(1)).
For YP wood (
Figure 5B), the variation of the reflection curves of the SCLs on the wood surface obtained after grinding using an abrasive belt with different grits reveals that the locations of the reflection peaks were similar to those of QA wood. The lowest values of its surface roughness parameters
Ra and
Rz were obtained under treatment with a 400-grit abrasive belt; however, the reflectance curve with the largest relative peak height was not YP–400, but YP–800. In conjunction with the images of the SCLs on the wood surface (
Figure 4A(2)–G(2)), this might be related to the susceptibility of the YP wood surface emulsion to overflow.
Figure 5C exhibits the presence of a gentle peak in curves for both KD-80 and KD-120 curves. Moreover, when the abrasive belt grit was increased above 240, the peak shapes of the curves were basically the same, with only minor differences in the relative peak heights, among which the curves with the largest relative peak heights were obtained for KD-320 and KD-400.
The reflectance spectra of the SCLs on the HM wood were not quite the same as those of the other three species, and the four curves, i.e., HM-80, HM-240, HM-400, and HM-600, were similarly linear, with gentle peaks in the reflectance region. However, they did not show the same relative peak heights and half-peak widths. The three curves, i.e., HM-120, HM-320, and HM-800, also exhibited similar linearity, with the difference that they had narrower half-peak widths and a sharp peak shape. This variability was related to differences in the photonic crystal structures that were constructed in SCLs. Flat, broad peaks indicate that there were fewer long-range well-ordered photonic crystals and more defects in the SCLs. In contrast, sharp peak shapes were brought about by highly ordered structures [
4,
8]. A comparison of
Figure 4A(4)–G(4) indicates that SCLs on HM wood consisted of many small mounds with uneven coating thickness. The edge portion of the SCLs formed under 240-, 400-, and 600-grit belt treatments was superior to the center portion (
Figure 4C(4),E(4),F(4)). Overall, the SCLs formed under the 120-, 320-, and 800-grit belt treatments were more uniform (
Figure 4B(4),D(4),G(4)). Thus, the HM wood surface roughness might not be the only factor affecting the SCLs construction and color-generating effects.
In summary, when grinding belts with smaller grits (80 and 120, except for HM wood) were used, the wood surface became covered with grooves formed by the grit cutting, which not only led to higher roughness but also provided channels for the flow of emulsion. This is in line with previous findings [
29,
42] that rough surfaces of wood have lower water contact angles and higher wettability, which makes it difficult to form SCLs with well-defined boundaries and good color-generating effects. When the abrasive belt grit exceeded 240, the variability of the SCLs of the four types of wood surfaces did not seem to be controlled solely by roughness, but rather by a combination of the abrasive belt grinding traces and anatomical structure of the wood surfaces.
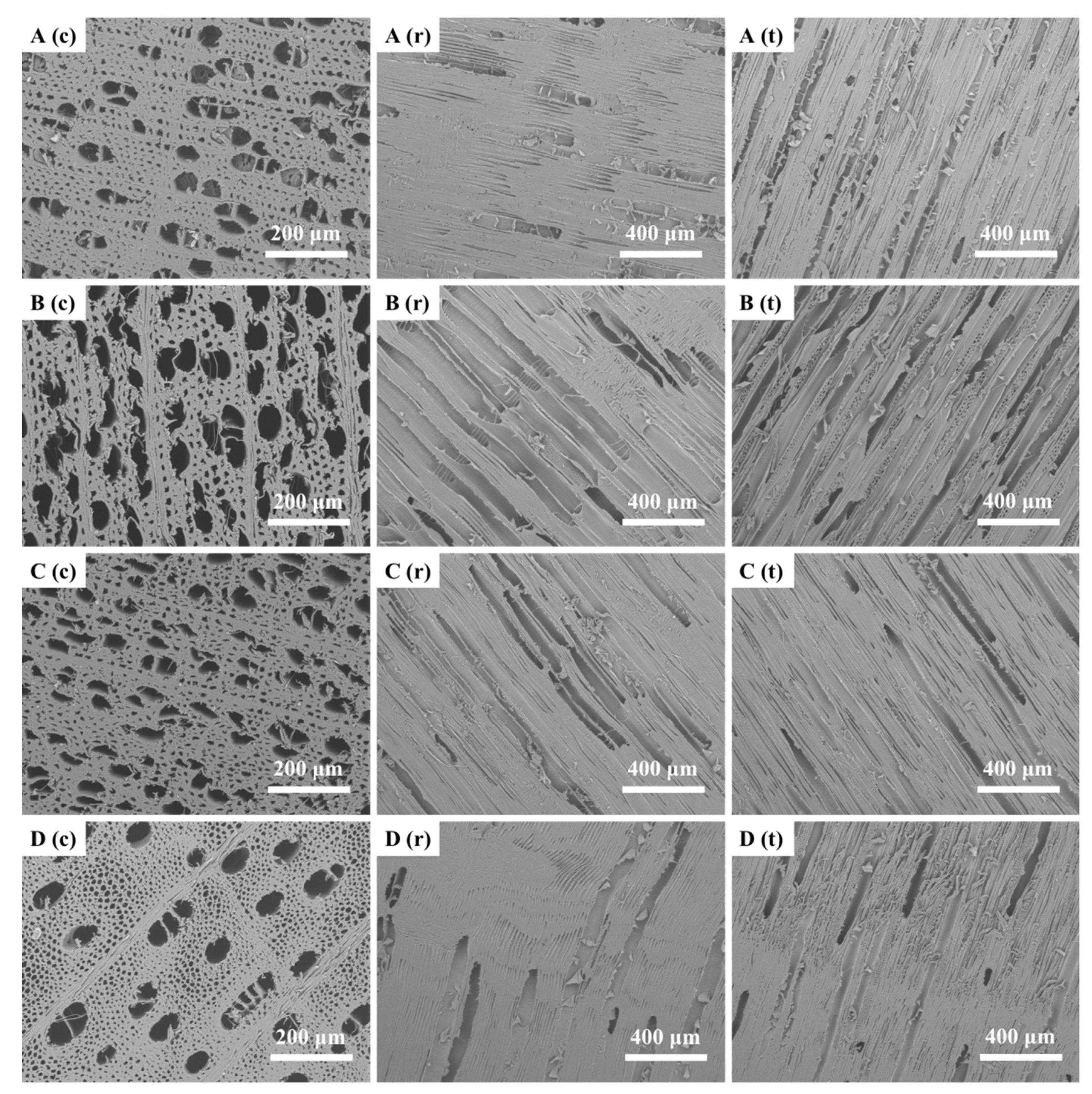
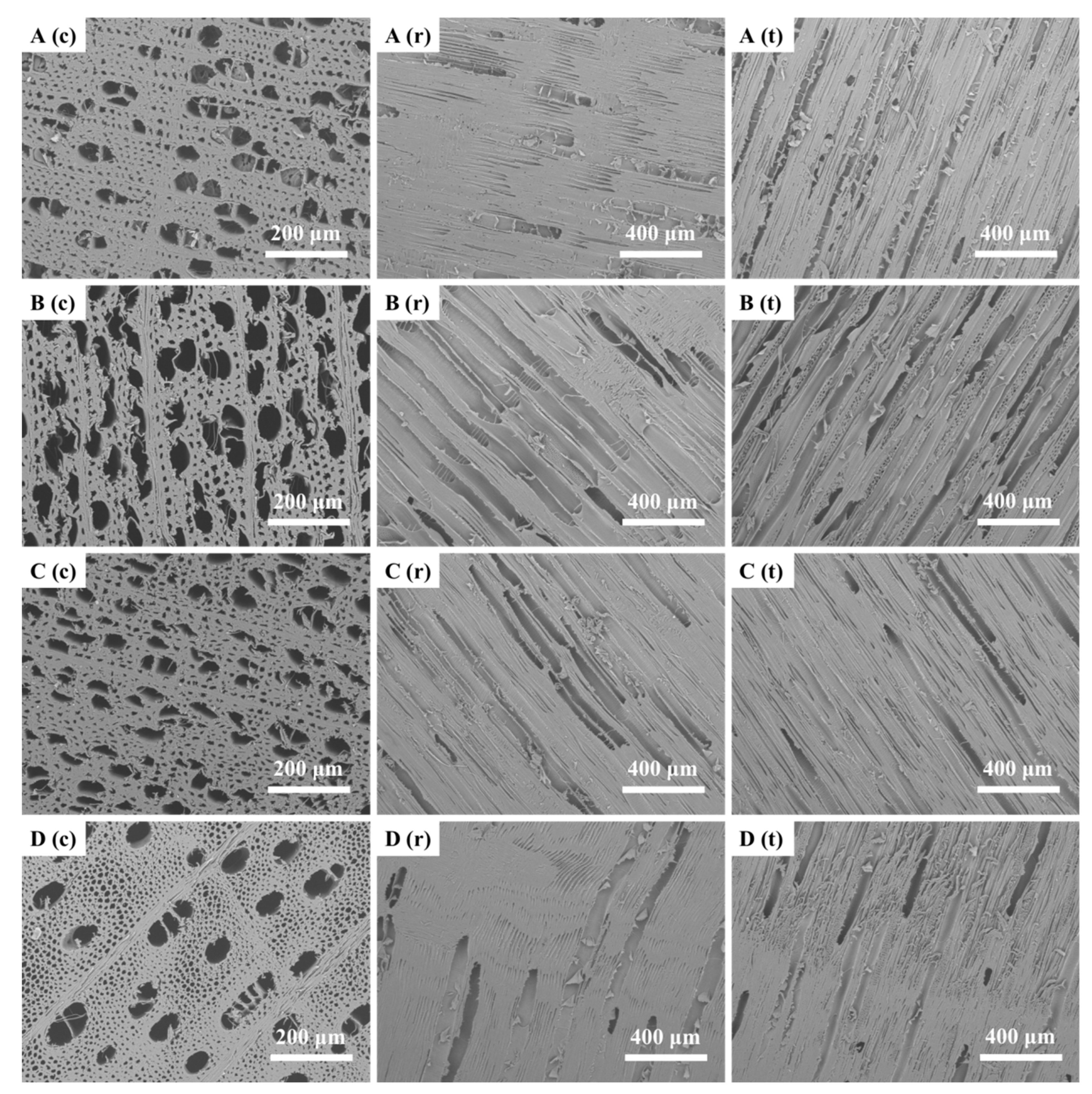
In order to better comprehend the anatomical and structural characteristics of the four types of wood, three sections of the wood were characterized by SEM, as shown in
Figure 6. Compared to QA and HM wood (
Figure 6A,D), the number of vessels per unit area was much higher in YP and KD wood, and the diameter of the vessels in YP wood was larger than that in KD wood (
Figure 6B,C). This was precisely the reason for the overflowing of the emulsion on the YP wood surface even after grinding to form a flatter surface, which resulted in an effective reduction of the surface wettability (
Figure 4D(2)–G(2)). The emulsion on the KD wood surface, although it also overflowed, showed a relatively small vessel size, and the amount of overflowing emulsion was very limited after 400- to 800-grit abrasive belt treatments (
Figure 4E(3)–G(3)). QA wood not only consisted of fewer vessels per unit area and shorter individual vessels but also, more importantly, the perforated plates between the vessels formed a good barrier. This could be clearly seen in the cross-section image where QA wood differed from the other three species in that the perforated plates formed an omental barrier in the vessels (
Figure 6A(c)). In the radial section and the tangential section, the perforated plates were in the form of curled sheets (
Figure 6A(r,t), and such a structure well blocked the transportation of emulsion in the vessel cavities of the surface layer of wood. Therefore, the emulsion on the QA wood surface did not overflow but rather assembled into an SCL with a good color-generating effect (
Figure 4C(1)–G(1). HM wood contrasted with QA wood. Although it consisted of a low number of vessels and a small inner diameter of the vessels, the perforations did not create a blocking effect because they were open between the vessels. Although the HM wood surface was very flat and the surface wettability was low, the emulsion coating would not spill out of the surface but would flow down a portion of the vessel into the interior of the wood. This resulted in an insufficient amount of microspheres participating in the self-assembly of the surface layer, and the displaced air in the vessel lumen caused the formation of raised mounds on the surface of the SCLs, thus affecting the color-generating effect.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}