1. Introduction
Wood-based materials are very popular and widespread materials that have been used in diverse fields, including furniture production, for interior decoration materials, for interior panels in cars and many others. Sliced decorative veneer with a thickness of 0.2–0.9 mm [
1] produced from naturally beautiful precious woods is usually used to overlay on the wood panels’ surface to improve their appearance and color. Common precious wood species are oak, maple, ash, walnut, cherry, mahogany and others. However, due to the low thickness, the decorative veneer easily cracks during storage, transportation and use [
1]. In addition, part of the precious wood is irretrievably lost in the sanding process of veneered wood panels before their varnishing [
2]. However, the resources of valuable wood species, which can be used as a material for veneering, are sharply depleted and have become more expensive. Less valuable wood species are characterized by various defects, mechanical damage and less decorative appearance than valuable wood species. This necessitates the improvement of the aesthetic properties of such wood veneer.
The preparation of the surface of the wood substrate is one of the important processes before finishing and has a significant effect on the surface properties of the coating (color, gloss, and roughness) as well as on the adhesion of the coating to the substrate. Usually, this process can be performed by helical planing, face milling and sanding, etc. [
3]. Sanding is the most common pre-treatment process of a wooden surface before finishing. Sanding makes the surface more homogeneous and reduces the influence of wood anatomy on the roughness profile [
3,
4]. In addition, a smooth surface is a prerequisite for a quality interaction between the coating and the substrate and is also necessary for a good appearance [
5]. During the sanding process a layer of wood, usually of a valuable species, is removed and this portion of wood irreversibly goes to waste, namely, generates economic losses. Moreover, sander dust creates unfavorable conditions for workers and pollutes the environment. However, sanding is one of the most skilled, time-consuming and expensive operations in the woodworking industry [
6].
On the other hand, in our previous studies [
7,
8,
9,
10,
11,
12] it was found that the combination of heat treatment and compression enhanced the overall surface quality of the samples making it denser, smooth and homogeneous. After such treatment, sanding of the densified wood surface before finishing is no longer required [
2,
9]. This process is called thermomechanical densification and is the simplest and most ecological method of wood modification, which does not use chemicals [
13]. Thermal compression differs from the sanding process in that the wood is compressed between heated press plates or rolled between heated or cold polishing drums to smooth the wood surface [
13,
14]. In addition, the thermomechanical densification makes it possible to provide new useful characteristics of wood species with low quality and technical characteristics [
7,
8,
9,
10,
11,
12]. In particular, after such treatment the wood species with lower decorative characteristics are made similar in color to exotic wood [
7]. In addition, transparent coatings allow to keep the wood to retain its good aesthetic properties. Together, this can increase the demand for such wood/wood-based panels, as well as to determine their value and hence price.
The results obtained in our previous studies indicate that the replacement of the sanding by thermal compression pre-treatment of wooden substrate can be considered as an alternative way to prepare the wood surface before finishing in the production of veneered panels with satisfactory aesthetic properties and reduce the cost of varnish by ≈50% [
2,
15]. Therefore, it was proposed to replace the time-consuming sanding process of wooden substrate with the thermal compression process [
16]. However, little or no information is available on the possibility of using thermally compressed wood as a substrate for finishing [
2,
15,
17,
18]. More information can be found in these studies on the finishing of heat-treated wood [
19,
20,
21,
22,
23].
One of the main parameters that is crucial for the final decision of the consumer are the aesthetic and decorative properties of wood. Wood color belongs among the most decisive purchasing criteria [
24]. Moreover, wood color is a very important characteristic of wood, which often determines its final price, especially when it will be used for furniture production [
25]. The color is determined by the chemical components of the wood, environmental conditions (humidity, solar radiation, pollution and wind), as well as the area where the trees were grown [
26]. CIE
L*
a*
b* is the most commonly used color space for measuring the color of wood surface [
27].
It should be noted that the literature analyzes the effect of thermal compression on wood color [
7], on the anatomical structure [
11,
28], physical and mechanical properties of densified wood [
7,
8,
9,
10,
11,
12], on the bondability [
29,
30,
31] and coatability [
2,
12,
15] of wood. Wood, like most natural and synthetic polymers, is sensitive to abiotic and biotic factors that cause various changes in its properties, including changes in its decorative characteristics [
32,
33]. In addition to a number of environmental parameters (various types of radiation, including UVL radiation, moisture, temperature, etc.) that significantly contribute to wood degradation, the rate of degradation may also be affected by wood properties [
34] and the wood species (softwood or hardwood) [
35]. Kubovský and Kačík [
36] note that the changes associated with the aging process of wood are color changes due to photodegradation of lignin, extractives and to some extent, hemicellulose. At the same time, there is no comprehensive data on the influence of abiotic factors, ie UVL radiation, on the color and color stability of densified wood, in particular wood used as flooring or furniture materials. One of the first works on this issue is the work of Laskowska [
37], which examined the influence of ultraviolet radiation on the color of thermo-mechanically modified beech and oak wood. The author found that the greatest changes in the color of non-densified and densified beech and oak wood occurred after 20 h of light irradiation.
Wood varnishes add beauty and provide powerful protection of wooden surfaces against the adverse effects of external factors, namely: heat, light, temperature, moisture, wind, abrasion, etc [
5,
17,
22,
23,
38,
39,
40]. However, varnish materials applied to wood, as well as wood itself, due to external factors are also subject to aging, which leads to loss of their useful potential [
41,
42,
43,
44,
45]. This is manifested primarily in the change of aesthetic and decorative characteristics of coatings, which affects the aesthetic appeal in the interior. The UVL-induced photo-degradation of wood products surface-treated with varnishes takes place also in indoor conditions [
43,
46,
47]. The measured and calculated color change values by Kúdela and Kubovský [
43] demonstrated that the most color changes are generated during the first 100 h of accelerated ageing process.
However, there is no information on the effect of artificial UVL radiation on the color of alder and birch wood, pre-treated with sanding or thermomechanical compression, as well as varnished with various varnish systems. Thus, the main aim of this study was to compare and evaluate two different pre-treatment processes of wooden surfaces prior to varnishing by sanding or thermal compression in terms of the impact on the color characteristics of the varnished surface. Sanding was used as a conventional surface preparation process for the comparison.
The objectives of the current experiments are as follows: first, to determine the color change in the CIE L*a*b* color space of selected wood species, namely birch and black alder, under the influence of thermal compression at 180 and 210 °C; secondly, to assess the influence of sanding on the color of the wood species; thirdly, to compare the color changes of the wood species after sanding and thermal compression; fourthly, to determine the color stability of the wood species after sanding and thermal compression, using artificial aging; fifthly, to assess the color changes of the wood species varnished by different varnish systems on a sanded and thermally densified surface; and sixthly, to evaluate the effect of artificial aging on the color change of the varnished wood surface on the sanded and thermally densified surface. The obtained information will make it possible to determine whether it is expedient to replace sanding with thermal compression in terms of the aesthetic properties of the varnished surface.
2. Materials and Methods
2.1. Materials
Rotary-peeled black alder (
Alnus glutinosa Gaertn.) and birch (
Betula verrucosa Ehrh.) wood veneers with the nominal thickness of 1.5 mm and moisture content of 6 ± 2% were used as cladding materials. The alder and birch peeled veneers are the most produced and most commonly used for plywood production in Ukraine. Commercially manufactured (SWISS KRONO Sp. z o.o., Żary, Poland) medium density fibreboard (MDF), with thickness 16 mm and density 750 ± 10 kg/m
3 was used as the substrate material. Single-component waterborne Jowacoll
® 148.00 adhesive supplied by Jowat SE Corporation, Detmold based on EVA copolymer with density 1.35 g/cm
3, apparent viscosity of 13,000 mPa·s (Brookfield), solids content 70%, and pH value 7.0 were used in the veneering process of MDF panels. Waterborne lacquer (IQ-HY1330-15), polyurethane lacquer (R533-2-15 + 10% RLH6110 (hardener) + 10% V721 (solvent)) and UV-hardened lacquer (UV120-45) were used for varnishing. The parameters of the varnish products are presented in
Table 1.
2.2. Pre-Treatment Process of Wood Veneer
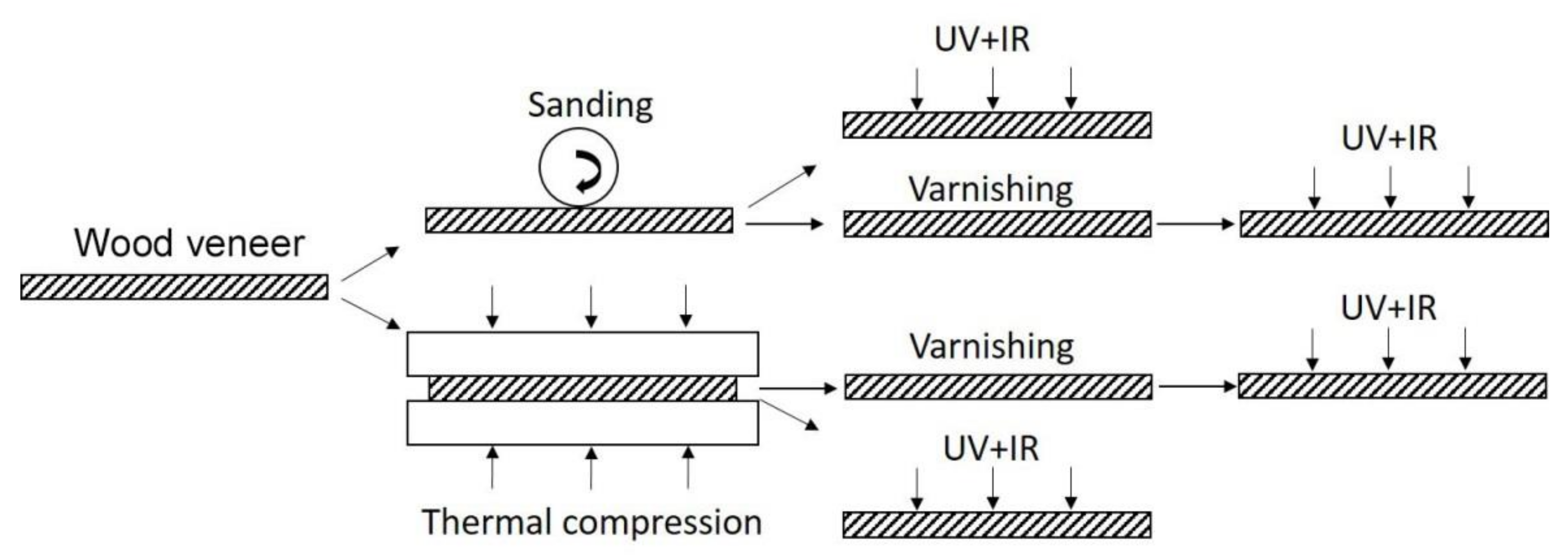
Two different pre-treatment processes of wood veneer before varnishing were used, sanding and thermal compression. Half of the veneer samples were thermally compressed between the smooth and carefully cleaned heated plates of a laboratory press at temperatures of 180 and 210 °C. After thermal compression, the MDF panels were veneered with densified veneer and were used as wooden substrate before varnishing.
For the other batch of veneer samples, the conventional sanding process using sandpaper of 180 grit size was performed for the comparison. Before that, the MDF panels were veneered with non-sanded veneers and were used as wooden substrate before varnishing.
2.3. Surface Varnishing Process
After thermal compression or sanding process of the substrate surface, a three various varnishes system were applied to the surface of the samples at various layers (1, 3, 2NS - two layers of varnish without intermediate sanding and 2S - two layers of varnish with intermediate sanding). The varnish with three layers was applied, in accordance with the lacquer producer’s recommendations, only on the sanded surface for comparison.
The lacquer product was applied to every surface of the test samples using a roller system or by spraying. Finished panels were finally conditioned at a temperature of 23 ± 2 °C and a relative humidity of 50 ± 5% in time 168 h. After the varnish application and technological exposure, the varnished surfaces were subjected to accelerated aging (simultaneous action of UVL and IR irradiation) in indoors’ conditions.
2.4. Artificial Aging of the Samples
The sanded and thermally compressed samples before and after varnishing, positioned at an angle of 45° were exposed to intensive light and infrared radiation (UVL + IR). The artificial aging test was carried out with a special quartz lamp (VT-800, FAMED Lodz S.A., Lodz, Poland) having radiation of 740 W. The radiation was applied from a distance of 40 cm to the unvarnished samples 1, 2, 4, 6 and 8 h and to the varnished samples 15, 30, 45 and 60 min exposure time. The temperature of 65 °C at the surface of the samples was determined with the help of a temperature detector (DT 8662 Dual Infrared Thermometer, CEM, Shenzhen, China).
2.5. Color Measurement
The surface color of natural alder and birch veneer was determined, after thermal compression and sanding, after varnishing with various varnish systems, as well as the color of sanded, thermally densified and varnished surfaces after UVL and IR irradiation (
Figure 1). The color measurements of all specimens were recorded on the surface of veneer specimens before and after relevant treatment with a colorimeter Testan DT-145 (Anticorr, Gdansk, Poland). The sensor head was 6 mm in diameter. Measurements were made using a D65 illuminant and 10-degree standard observer. Color measurements were performed always on the same marked locations on the sample.
Percentage of reflectance, collected at 10 nm intervals over the visible spectrum (from 400 to 700 nm) was converted into the CIE
L*
a*
b* color system, where
L* describes the lightness,
a* and
b* describe the chromatic coordinates on the green-red and blue-yellow axis, respectively. From the
L*
a*
b* values, the color uniformity were calculated as a difference in the lightness (Δ
L*) and chromaticity parameters (Δ
a* and Δ
b*) between treated and non-treated veneer samples using the following formulae:
where “
t” refers to treated and “
n” to non-treated samples.
In addition, total color difference (Δ
E) were calculated as:
For each sample, ten random measurements of surface color were taken.
Positive values of ΔL* show whitening, and negative values of ΔL* indicate a shift toward gray. Positive values of Δa* indicate reddening, and negative values of Δa* show a shift towards green. Positive values of Δb* represent yellowing, and negative values of Δb* represent a shift towards blue.
The classification of the overall color change was carried out based on assessment guidelines by Cividini et al. [
48] (
Table 2).
2.6. Statistical Analysis
Statistical analysis was conducted using SPSS software program version 22 (IBM Corp., Armonk, NY, USA). Analysis of variance (ANOVA) was performed on the data to evaluate the effect of the surface pre-treatment, type of varnish, number of varnish layers and duration of artificial aging on the color changes of the samples. The effects were considered not to be statistically significant when the p-value was higher than 0.05 at the 95% confidence level. Duncan’s multiple range test was used to determine the significant difference between and among the groups.
3. Results
3.1. Influence of Pre-Treatment Process on Color Changes of Wood Surface
The pre-treatment processes of the wood substrate surface before varnishing, such as sanding and thermal compression, on the color changes were investigated and compared. In addition, the effect of artificial aging on the color changes of the sanded and thermally compressed surfaces was also investigated.
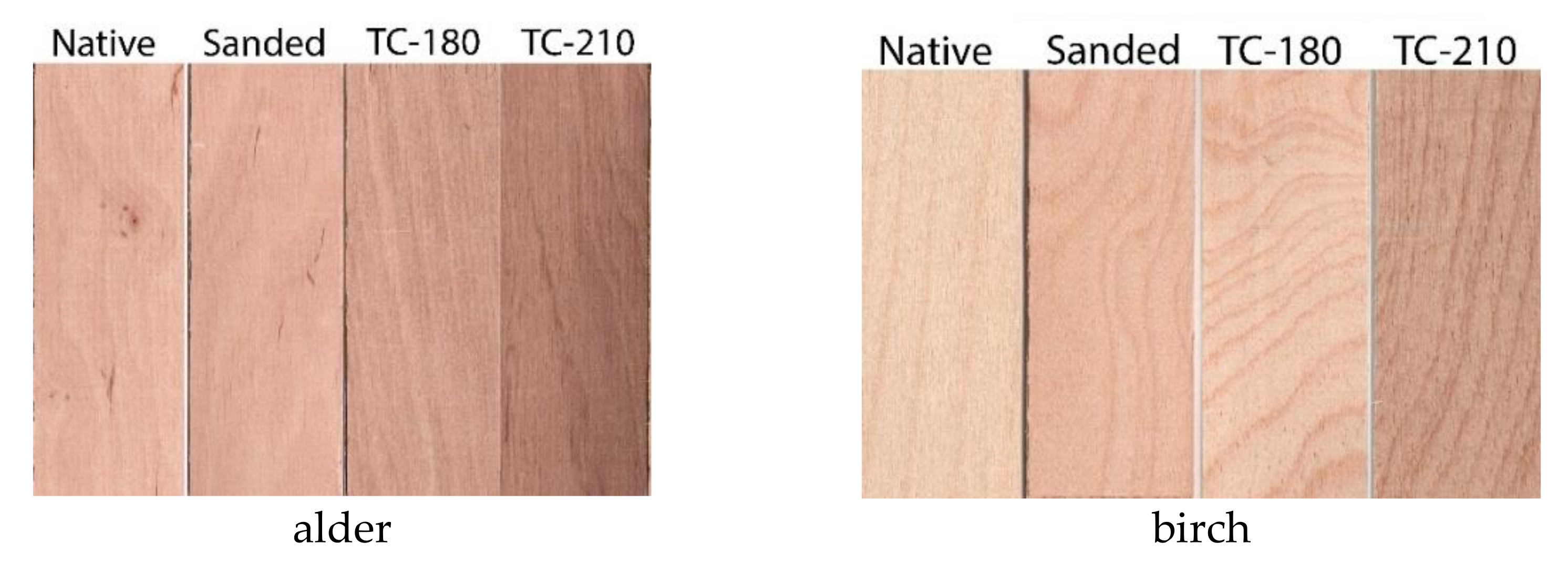
Figure 2 shows the comparison of color changes in alder and birch surfaces of native (non-treated), sanded and thermally compressed veneer. The surface color of thermally compressed veneer samples varied appreciably from lighter to darker with increasing temperature. However, it is difficult to analyse the color in samples based only on their visual observation. Detailed analysis of the color changes was performed using CIE
L*
a*
b* systems and is presented below. Initial colorimetric parameters of wood veneers native surfaces, as well as surfaces after sanding and thermal compression process are given in the
Table 3. The alder wood was less resistant to a temperature of 210 °C than birch wood. The
L* values for the alder and birch wood densified at a temperature of 210 °C were, respectively, 22.5% and 13.3% lower than the
L* values for non-densified alder and birch wood. According to the previous studies [
7,
27,
49,
50], the darkening of wood as a result of thermo-mechanical treatment may be caused by the degradation of hemicelluloses. Hydrolysis of the hemicelluloses produces changes in parameter
L*, while reduction of lignin produces changes mainly in parameter
a* [
51].
Changes in the color of the veneer surface after sanding and thermal compression processes are shown in
Figure 3. As the compression temperature increases, the color becomes darker (
L* decreases). Compared with the native alder veneer surface the Δ
L changed to −6.0 and −16.6 units shifting toward gray with increasing the compression temperature to 180 °C and 210 °C, respectively. A similar trend is observed for birch veneer: Δ
L amounted −4.1 and −10.5 units, respectively, for compression temperatures of 180 °C and 210 °C. After sanding, Δ
L amounted 2.0 (indicate whitening) for alder and −0.3 (indicate darkening) for birch. The changes mainly concern the parameters
L* and
a*, both for sanded and thermally compressed wood. The reddening of both wood species was observed, the smallest for sanded surface (Δ
a* = 0.3 for alder and Δ
a* = 1.2 for birch wood), the highest for TC-210 pre-treatment (Δ
a* = 2.7 for alder and Δ
a* = 4.7 for birch wood). The birch wood reddened more than alder wood. The reddening is due to the presence of extractives in the wood [
7,
52]. In addition, the blueish pigmentation became more intense for alder wood, especially after treatment TC-210 (Δ
b* = −3.6); after sanding Δ
b* = −1.2. On the other hand, birch surface shifts to yellow after sanding (Δ
b* = −0.6) and shifts to blue after thermal compression (Δ
b* = 0.9 and Δ
b* = 0.1 for TC-180 and TC-210, respectively). For both alder and birch veneers, the smallest total color differences correspond to pre-treatment by sanding, with a Δ
E of 2.4 and 1.4, respectively, followed by TC-180 with a Δ
E of 6.3 and 5.6, respectively, and TC-210, with a Δ
E of 17.2 and 11.5, respectively. Some researchers have also observed that sanding of marupa wood with different grits (280 and 320) did not significantly alter the surface color [
25].
There is a significant difference in the total color between the sanded surface and the surface thermally compressed at temperatures of 180 °C and 210 °C. This is natural, because during thermal compression at temperature of 210 °C there is a significant darkening of the surface. The total color change for birch is Δ
E = 11.5, distinct color changes (see
Table 2), and for alder Δ
E = 17.2, different color (see
Table 2). Despite the darkening, the color is attractive with a pronounced wood texture and often resembles the color of a tropical wood species (
Figure 2).
It is natural that the color of the sanded and thermally compressed surfaces is different. The sanded surface is formed due to the short-term mechanical action of the cutting tool on the wood surface, which does not lead to significant changes in surface color. Thermal compression, especially at high temperatures, is the effect of heat and pressure on the wood, because of which chemical changes occur in the surface layers of wood [
49,
50], which lead to changes in the surface color, especially its darkening. This may be caused by the degradation of hemicelluloses and increasing the lignin content in wood [
27,
49,
50].
3.2. Influence of Artificial Aging on Color Changes of Sanded and Thermally Compressed Surfaces
There is some time between the pre-treatment process of wood surface by sanding or thermal compression and varnishing. Within this period, wood surface may be exposed to various factors, including UVL + IR radiation. This can cause color changes. Very often, such color changes in wood surface are undesirable, especially when valuable wood species are finished with transparent varnishes. Therefore, one of the objectives of this work was to find out what happens to the sanded or thermally compressed surface before varnishing. Do these surfaces change color under the action of UVL + IR radiation before varnishing?
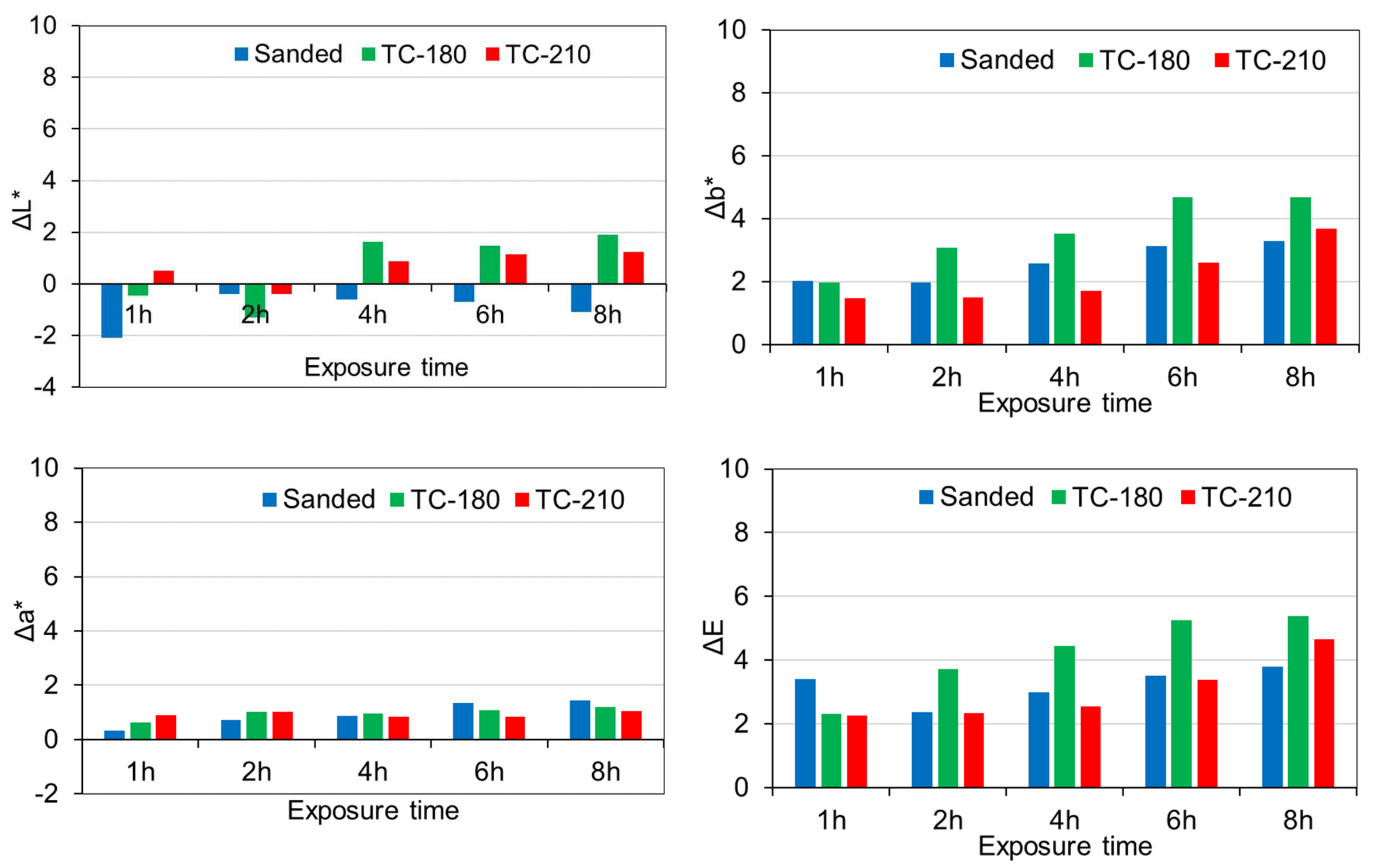
Figure 4 and
Figure 5 show the effect of artificial aging on the color changes of sanded and thermally compressed alder and birch wood surfaces. Artificial aging affects the color of alder and birch surface in different ways. This can be explained by the different anatomical structure and chemical composition of these wood species. ANOVA analysis confirmed that the susceptibility of alder and birch wood to photodegradation is different since the effects of wood species, temperature of thermal compression and their interaction on the color changes were significant (
p ≤ 0.05). This is in good agreement with the results by Laskowska [
37] who also found that the total changes in the color of thermally densified beech that took place under the influence of UVL radiation were twice as high as in the case of densified oak wood.
ANOVA analysis showed that the duration of artificial aging significantly affects the changes Δ
L* and Δ
b*, but insignificantly affects the change Δ
a* and total color change Δ
E of the sanded alder surface before varnishing.
Figure 4 shows that the maximum differences in brightness occurred during the first hour of artificial aging (Δ
L* = −2.9). After that, during the next exposure time, this difference was reduced and was Δ
L* = −0.3 in 8 h of exposure. At the same time, the smallest (Δ
b* = 0.2) and highest (Δ
b* = 3.8) yellowish of sanded alder surface was observed in 1 h and 8 h of exposure time, respectively. Despite the fact that artificial aging affects Δ
L* and Δ
b* significantly, according to the Duncan test, the differences in Δ
L* values between 1 and 2 h, 2, 6 and 8 h, and 4, 6 and 8 h of exposure time were insignificant; and the differences in Δ
b* values between 1 and 2 h, 2 and 4 h, 6 and 8 h of exposure time were also insignificant.
Quite different results were found for the thermally compressed surfaces of alder veneer. The duration of artificial aging effects insignificantly on the surface color changes Δ
L*, Δ
a*, Δ
b* and Δ
E after treatments TC-180 and TC-210 (except Δ
a* for TC-180 treatment). Total color change values were Δ
E = 3.0–4.3 for the sanded surface, Δ
E = 3.1–4.6 for the TC-180 treatment and Δ
E = 2.4–3.4 for the TC-210 treatment. According to
Table 2, the total color variation of alder wood surface was classified as visible by medium quality filter after applying the two pre-treatment processes: sanding or thermal compression. In addition, according to the Duncan test, the difference of Δ
E values between the sanded surface and the surface after treatment TC-180 is insignificant (
p > 0.05). There is a significant difference of Δ
E values between the sanded surface and surface after treatment TC-210, as well as between surfaces after treatments TC-180 and TC-210.
In contrast, the mechanism of the effect of artificial aging on the color change of birch wood was more complex than for alder wood. It is established that the duration of artificial aging significantly affects the change:
- -
Δa*, Δb* and ΔE for sanded surface. As the duration of exposure time of artificial aging increases, along with insignificant (p > 0.05) darkening (ΔL* varies from −2.1 to −1.1), the surface becomes significantly (p ≤ 0.05) redder (Δa* varies from +0.3 to +1.4) and yellower (Δb* varies from +2.0 to +3.3);
- -
ΔL*, Δb* and ΔE for treatment TC-180. The surface after treatment of TC-180 significantly (p ≤ 0.05) brightens (ΔL* varies from −0.5 to +1.9) and there is a shift towards yellowing (Δb* varies from +2.0 to +4.7) with insignificant (p > 0.05) reddening (Δa* varies from +0.6 to +1.2);
- -
Δb* and ΔE for treatment TC-210. After treatment TC-210, the surface becomes yellower (Δb* varies from +1.5 to +3.7) with insignificant (p ≤ 0.05) brightness (ΔL* varies from −0.4 to +1.2) and redness (Δa* varies from +0.9 to +1.1).
Thus, birch wood surfaces pre-treated by sanding or thermal compression are unstable to UVL + IR radiation and are subject to color changes during artificial aging. As in the case of alder wood, the total color variation was classified as visible by medium quality filter. The ΔE values vary from 2.4 to 3.8 for treatment by sanding, from 2.3 to 5.4 for treatment TC-180 and from 2.3 to 4.7 for treatment TC-210. The difference of ΔE values between the sanded surface and the surface after treatment TC-210 is insignificant (p > 0.05).
The yellow and red tones of wood are primarily governed by the photochemistry of the essential wood components, particularly lignin and extractives, respectively [
27,
52]. All the chemical constituents of wood are susceptible to degradation by sunlight. Cellulose and hemicellulose are not good light absorbers and, therefore, to be degraded by light to a lesser extent [
53]. Among the wood constituent polymers, lignin is the most sensitive to light [
54]. According to Pandey, “UVL + IR irradiation modified physical and chemical characteristics of wood surfaces and resulted in rapid colour changes, degradation of lignin and increased concentration of chromophoric groups on the wood surfaces” [
54]. Moreover, the lignin and its derivatives are factors accountable mainly for the process of wood yellowing [
52,
55]. The smaller the share of extractives in wood, the lower is its susceptibility to a change in color towards red [
37]. These correlations are confirmed by the studies conducted by Tolvaj et al. [
56].
It can be concluded that wood thermo-mechanically densified exhibits’ acceptable photostability. The higher the temperatures of the thermal compression treatment, the smaller were the total changes in the color of alder and birch wood under the influence of UVL + IR radiation. Laskowska [
37] also found that with increasing the temperature of thermo-mechanical treatment, the beech and oak wood had a darker color and, consequently, were least susceptible to a color change under the influence of UVL irradiation. Some other experiments [
57,
58] also showed that the color stability for heat-treated wood is better after exposure to UVL when compared to untreated wood due to a condensed lignin structure and the antioxidants formed during treatment.
Therefore, artificial aging has an insignificant effect on the surface color of sanded or thermally compressed alder wood and significantly alters the surface color of sanded and thermally compressed birch wood. This fact must be taken into account in the technological process, providing appropriate time for exposure of wood before varnishing.
3.3. Color Changes in the Varnished Surface
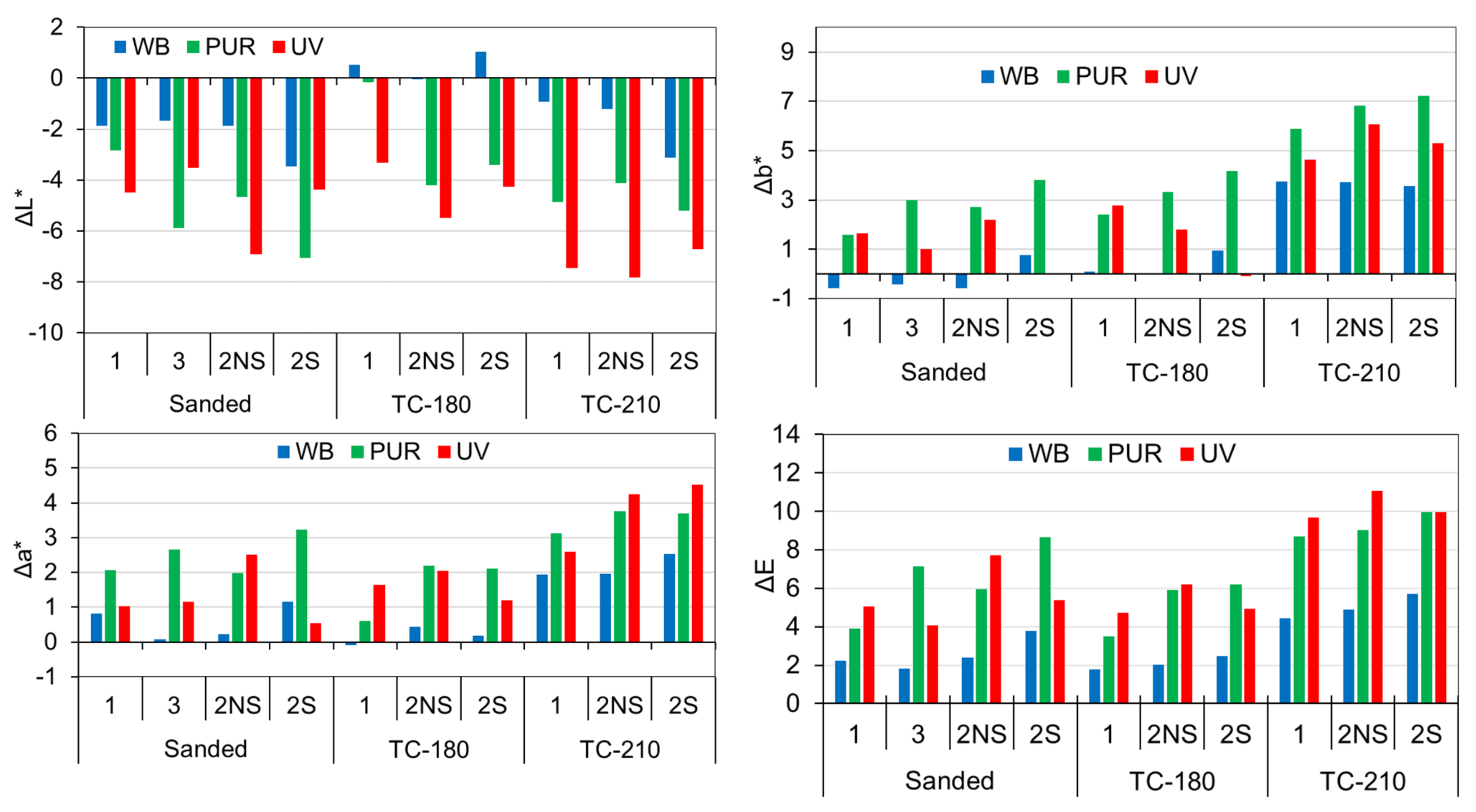
Figure 6 and
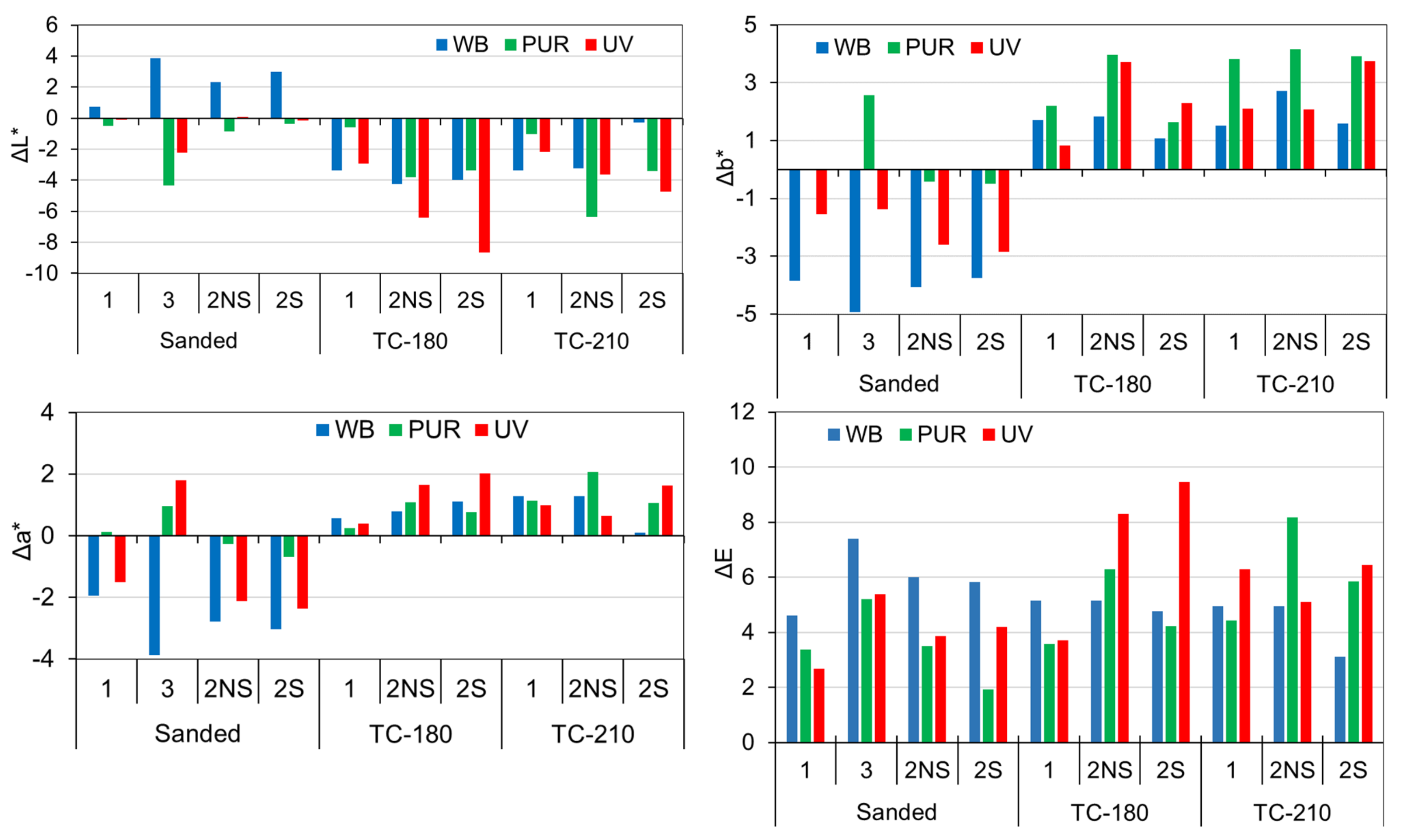
Figure 7 show the graphical interpretation of the effects of a pre-treatment process of wooden substrate, the kind of varnish and the number/type of varnish layers on the color changes in the varnished surface of alder and birch wood.
Varnishing of wood changes the color of the surface. ANOVA analysis showed that the pre-treatment process of the wood substrate, the kind of varnish and the number/type of varnish layers significantly affect the changes in ΔL*, Δa*, Δb* (except the number of varnish layers) and ΔE (except the kind of varnish for birch wood) for both wood species. When analysing the impact of factors on the color changes, it is worth noting that there were considerable differences in the influence of these factors. For both wood species the number of varnish layers has the weakest effect on the change ΔL*, Δa* and ΔE and does not affect the change Δb* at all. The pre-treatment process influenced the changes in ΔL* (except alder wood), Δa*, Δb* and ΔE of varnished surface to a greater extent than the kind of varnish and number of varnish layers.
Figure 6 shows that the maximum darkening (mean value Δ
L* = −5.17), reddening (mean value Δ
a* = 3.3) and yellowing (mean value Δ
b* = 5.2) are observed for the alder wood surface after treatment TC-210, then for the surface after sanding (mean values Δ
L* = −4.4, Δ
a* = 1.5, Δ
b* = 1.3) and for the surface after treatment TC-180 (mean values Δ
L* = −2.5, Δ
a* = 1.2, Δ
b* = 1.7). According to the Duncan test, it was found that there is an insignificant difference between the values of Δ
L* for the sanded surface and the surface thermally compressed at 210 °C (treatment TC-210), and between the values of Δ
a* and Δ
b* for the sanded surface and the surface thermally compressed at 180 °C (treatment TC-180). Among the investigated varnishes, the surface with UV varnish darkens the most (mean value Δ
L* = −5.6), followed with PUR varnish (mean value Δ
L* = −4.2) and the weakest with WB varnish (mean value Δ
L* = −1.2). The smallest mean value Δ
a* = 1.0 corresponds to WB varnish, followed by UV varnish with a mean Δ
a* = 2.3 and PUR varnish with a mean value Δ
a* = 2.6. However, the difference between the values of Δ
a* for surfaces varnished with UV and PUR is insignificant (
p > 0.05). The surface becomes the most yellow after varnishing with PUR (mean value Δ
b* = 4.3), then the surfaces that are varnished with UV (mean value Δ
b* = 2.7) and WB (mean value Δ
b* = 1.3). Vidholdová and Slabejová [
40], studying the influence of the various types of transparent surface finishes (acrylic-polyurethane, polyacrylic and aldehyde resin, and alkyd resin) on the change of surface color, also found that the discoloration of all the transparent varnish systems resulted mainly from the photoyellowing of the underlying native or thermally modified wood.
The maximum total color differences correspond to treatment TC-210 with a mean value ΔE = 8.5, followed by sanded surface with a mean value ΔE = 5.2 and TC-180 with a mean value ΔE = 4.4. The difference in values ΔE is significant between the sanded surface and thermally compressed surfaces, as well as between both treatments (TC-180 and TC-210). The lowest mean value of ΔE = 3.3 appears for WB varnish, followed by PUR varnish with a mean value of ΔE = 7.0 and by UV varnish with a mean value ΔE = 7.1. The difference between the ΔE values for PUR and UV varnished surfaces is insignificant (p > 0.05). The lowest value of ΔE = 4.3 is observed for a sanded surface with three layers of varnish, the highest value of ΔE = 6.5 is found for a surface with two layers of varnish without intermediate sanding (2NS). The mean values ΔE = 5.4 and ΔE = 6.4 were for 1 and 2S layers, respectively. In addition, the difference between the values of ΔE for surfaces with the number of layers of varnish 2S and 2NS is insignificant (p > 0.05).
If for alder wood there is a darkening of the varnished surface, treated by sanding or thermal compression, then a slightly different picture is observed for birch wood (
Figure 7). The greatest darkening is manifested for the treatment TC-180 (average value Δ
L* = −4.5) and for the treatment TC-210 (average value Δ
L* = −3.2). The sanded birch surface becomes lighter after varnishing (average value Δ
L* = 0.2). In addition, the surfaces treated with TC-180 and TC-210 are reddened with average values of Δ
a* = 1.0 and Δ
a* = 1.1, respectively; and for the sanded surface there is a shift to green (average value Δ
a* = −1.5). The greatest yellowing is manifested for the surface treated by TC-210 (average value Δ
b* = 2.8), then for the surface treated by TC-180 (average value Δ
b* = 2.2), and for the sanded surface there is a shift to the blue (average value Δ
b* = −2.1).
The difference in the lightness ΔL* for the birch varnished surface is slightly lower than for the alder varnished surface. As for alder wood, the darkest surface is varnished with UV (average value ΔL* = −3.3), followed by PUR (average value ΔL* = −2.5) and WB (average value ΔL* = −1.2). However, the difference between the values of ΔL* for surfaces varnished with UV and PUR is insignificant (p > 0.05). In addition, if the surface varnished with PUR and UV becomes redder (with average values of Δa* = 0.7 and Δa* = 0.3, respectively), then for the surface varnished with WB there is a shift to green (average value of Δa* = −0.4). The difference between the values of Δa* for surfaces varnished with UV and PUR is insignificant (p > 0.05). Similar changes of Δb* occured for these varnishes. If yellowing is observed for the surface varnished with UV and PUR (with average values of Δb* = 0.9 and Δb* = 2.2, respectively), then for WB there is a shift to blue (average value of Δb* = −0.2).
The minimum total color change with an average value of ΔE = 4.3 was found for the sanded surface, a larger one with an average value of ΔE = 5.6 and ΔE = 5.9 for surfaces thermally compressed at 210 °C and 180 °C, respectively. According to the Duncan test, the difference between ΔE values for surfaces thermally compressed at different temperatures is insignificant (p > 0.05). The smallest color changes were demonstrated by PUR (average value ΔE = 4.7), followed by WB (average value ΔE = 5.1) and UV (average value ΔE = 5.7). However, the difference between the ΔE values for surfaces varnished by PUR, WB and UV is insignificant. The lowest value of ΔE = 4.5 is observed for a surface with one varnish layer, the highest value of ΔE = 5.9 is found for a sanded surface with three varnish layers. The difference between ΔE values for surfaces with the number of varnish layers 1, 2S and 2NS, or 3, 2S and 2NS is insignificant.
The different behavior of the color values of wood color after varnishing could be explained by changes in the chemical composition of the wood samples caused by pre-treatment process by sanding or thermal compression as well as by the different nature and chemical composition of the investigated varnishes. Therefore, not only the pre-treatment of the substrate, but also the type of varnish affects the color changes and determines the aesthetic characteristics of the varnished surface. As noted by Vidholdová and Slabejová [
40] the change in color due to the surface finish is an interaction of the changed wood color and the color of the coating film itself. Among the investigated varnishes for both wood species, the WB varnish showed the greatest resistance to discoloration, followed by PUR and UV. Because of such color changes, the surface varnished with WB varnish is the lightest, and the surfaces varnished with PUR and UV varnishes are darker, redder and yellower.
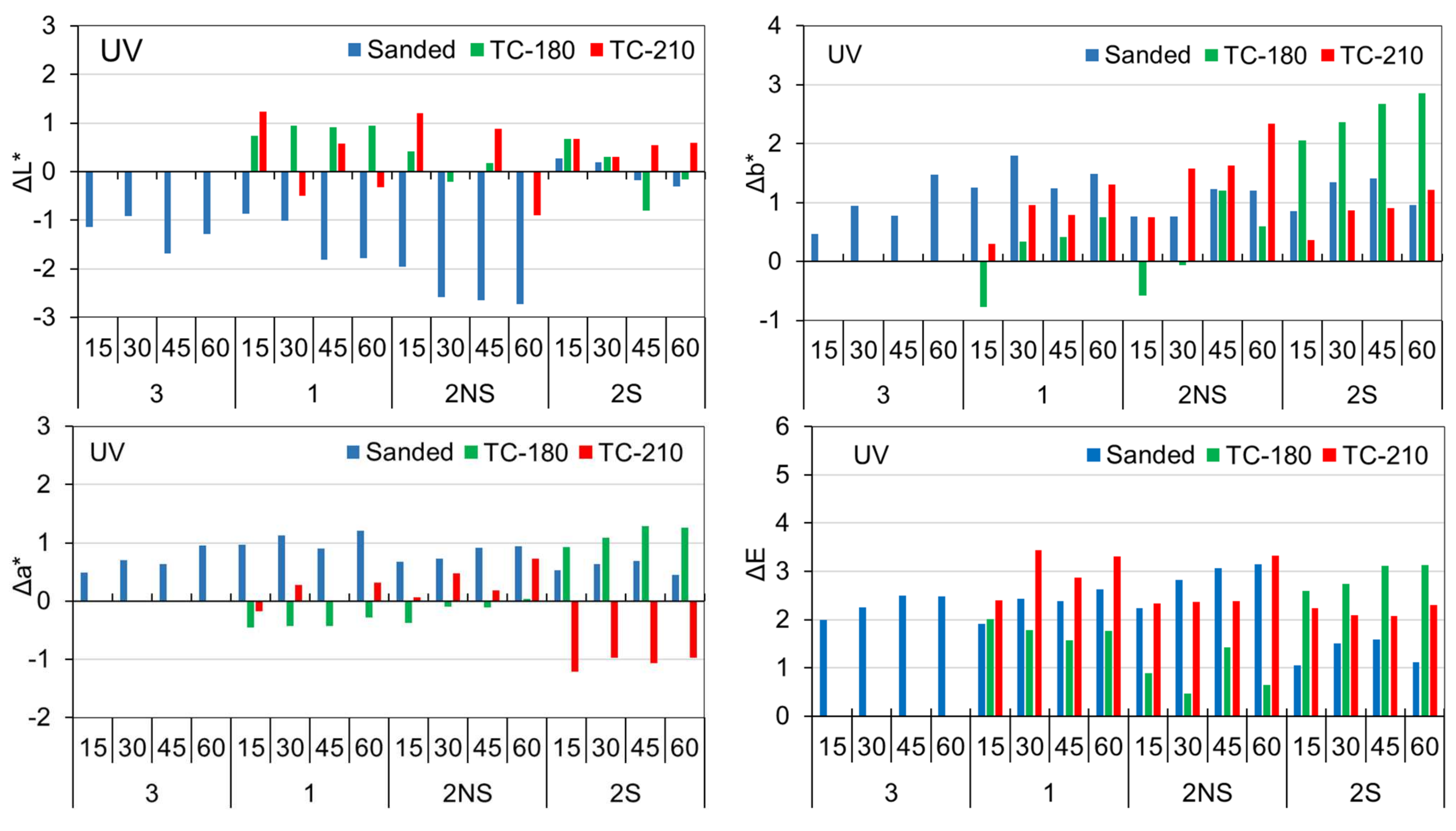
3.4. Influence of Artificial Aging on Color Changes of Varnished Alder Surfaces
3.4.1. WB Varnish
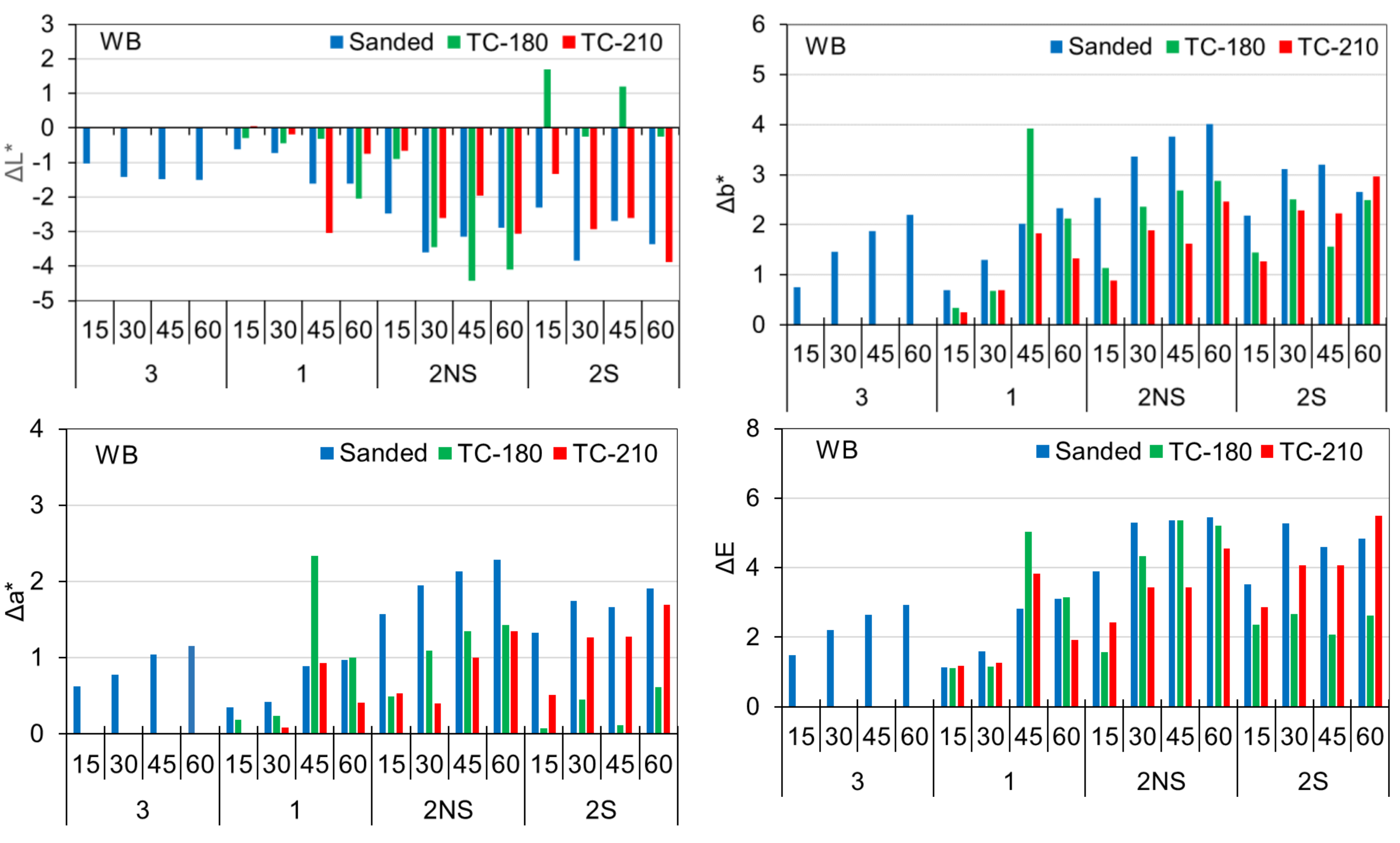
Figure 8 shows the effect of the pre-treatment process, the number of varnish layers and the duration of artificial aging on the change in color parameters Δ
L*, Δ
a*, Δ
b* and Δ
E for the surface varnished by WB. It is established that the duration of artificial aging significantly affects the change of Δ
L*, Δ
a*, Δ
b* and Δ
E; as the duration increased, the values of color parameters increased too.
If we analyze the percentage influence of the studied factors on the change of color parameters of varnished alder wood, it should be noted that there were significant differences in the influence of these factors. The number of varnish layers has the strongest effect on the change of ΔL*, Δb* and ΔE, while the pre-treatment process has the strongest effect on the change of Δa*.
A result of artificial aging was that the sanded surface darkens (average value Δ
L* = −2.1), reddens (average value Δ
a* = 1.3) and turns yellow (average value Δ
b* = 2.3) more than surfaces after treatments TC-180 and TC-210. Laskowska [
37] also observed that light irradiation had the greatest effect on the change in the lightness of unmodified beech and oak wood, and the smallest effect on the lightness of both wood densified at a temperature of 200 °C. However, it should be noted that according to the Duncan test, the difference in the values of Δ
L* between the sanded surface and the surface after treatment TC-210, as well as between surfaces after treatments TC-180 (average value Δ
L* = −1.2) and TC-210 Δ
L* = −1.7) was insignificant (
p > 0.05). Similarly, the differences in the average values of Δ
a* and Δ
b* between the surfaces after treatments TC-180 and TC-210 are insignificant (
p > 0.05). The smallest shifts towards to red were found for the surface after treatments TC-180 (mean value Δ
a* = 0.6) and TC-210 (mean value Δ
a* = 0.7), and the smallest yellowing for the surface after treatments TC-180 (mean value Δ
b* = 1.7) and TC-210 (mean value Δ
b* = 1.5). For the surface with two varnish layers without intermediate sanding (2NS) the highest darkening (average value Δ
L* = −2.8), reddening (average value Δ
a* = 1.3) and yellowing (average value Δ
b* = 2.5) was observed. Surfaces with one and three varnish layers, as well as with two varnish layers with intermediate sanding (2S) are characterized by a tendency to reduce shades of gray, red and yellow. The smallest darkening (average value Δ
L* = −1.0), redness (average value Δ
a* = 0.5) and yellowing (average value Δ
b* = 1.2) was observed for the surface with one varnish layer. In addition, the difference in the values of Δ
L*, Δ
a* and Δ
b* between the surfaces with 1, 3 and 2S; 3 and 2S; 2S and 2NS number of varnish layers, respectively, was insignificant (
p > 0.05).
Regarding the total color change, the smallest ΔE with an average value of ΔE = 2.6 was experienced by the surface after treatment TC-180, and the largest with an average value of ΔE = 3.5, sanded surface. In addition, it should be noted that the surfaces after treatments TC-180 and TC-210 (average value ΔE = 2.9) on the values of ΔE differ insignificantly (p > 0.05). The lowest average value of ΔE = 2.0 was observed for the surface with one varnish layer, the highest average value of ΔE = 4.2 was found for the surface with two varnish layers without intermediate sanding (2NS). The difference in the values of ΔE between the surfaces with one and three, 2S and 2NS number of varnish layers was insignificant (p > 0.05).
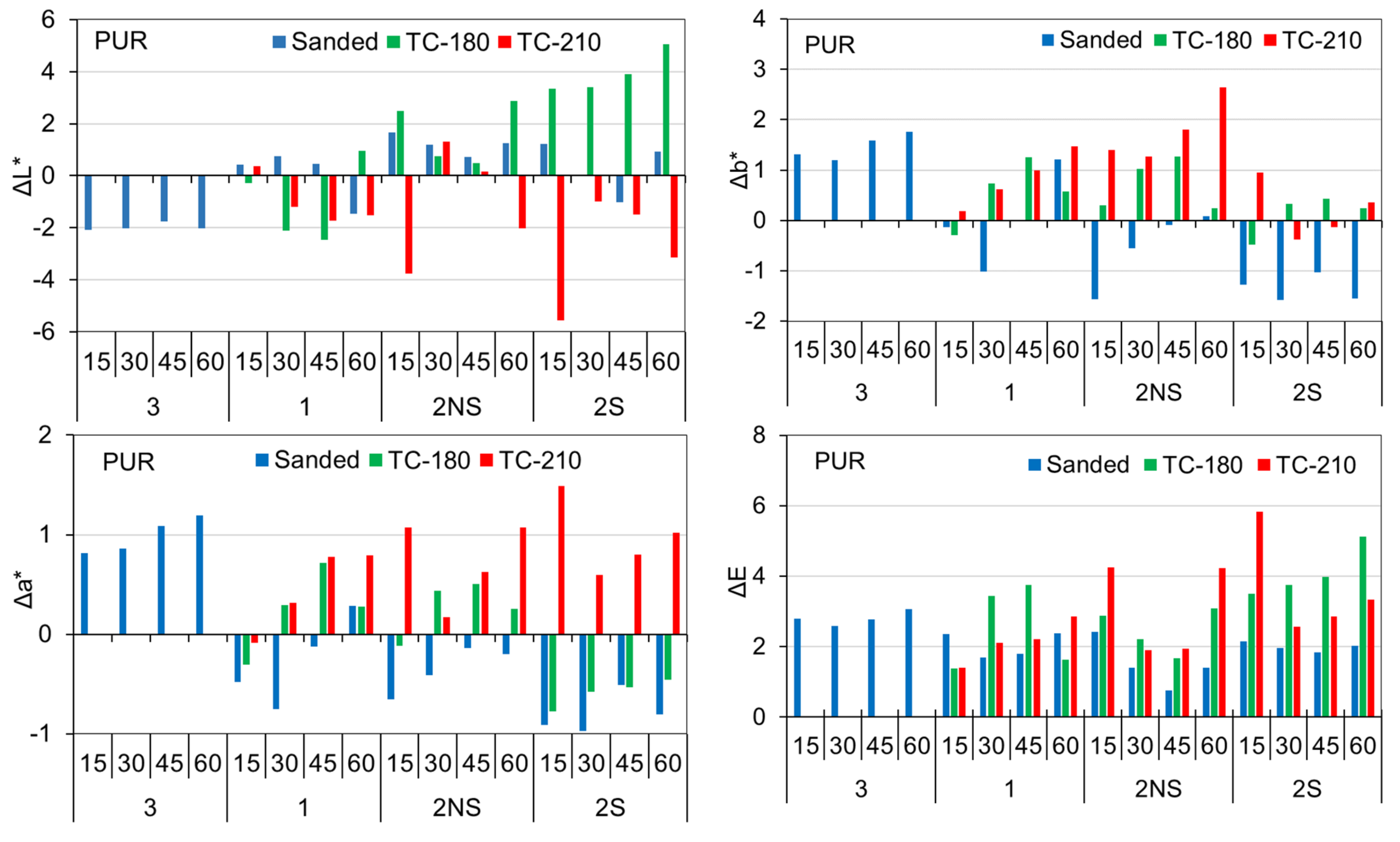
3.4.2. PUR Varnish
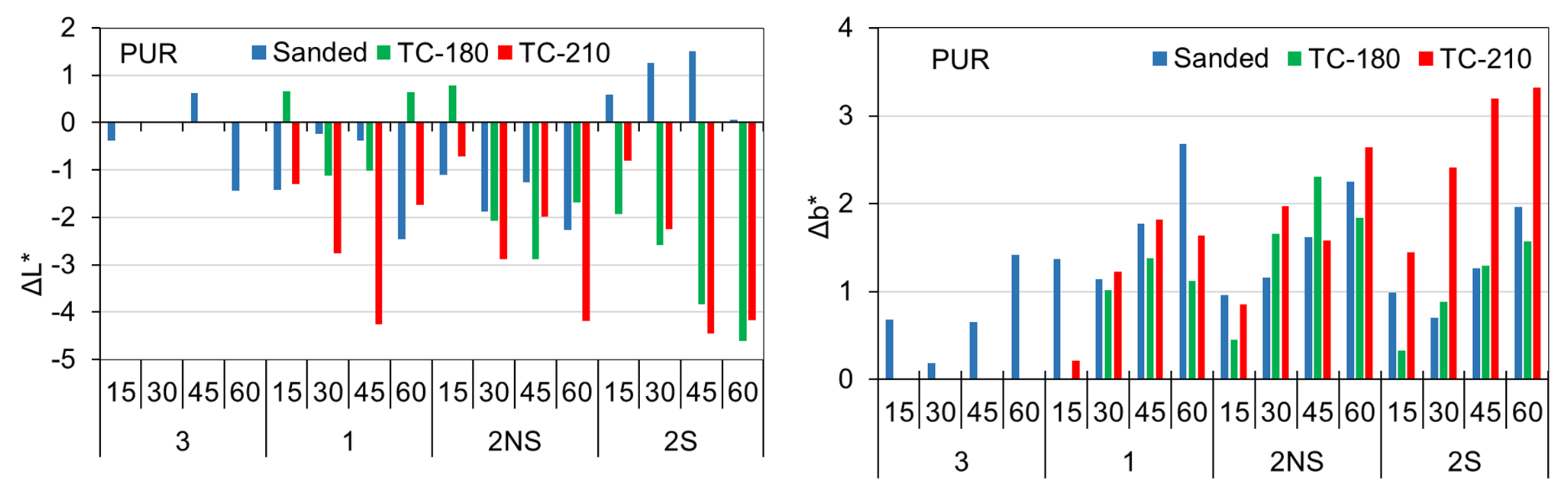
Figure 9 shows the effect of the pre-treatment process, the number of varnish layers and the duration of artificial aging on the change in color parameters Δ
L*, Δ
a*, Δ
b* and Δ
E for the surface varnished by PUR. It was found that the duration of artificial aging, as well as for WB varnish, significantly affects the change in Δ
L*, Δ
a*, Δ
b* and Δ
E. As the duration of artificial aging increased, the values in color parameters increased too. The findings in this research agree with other authors [
40,
59] who also noted that the total color difference Δ
E shows a systematic trend towards higher values with increasing irradiation time for the surfaces of thermally modified wood coated by transparent varnishes.
However, if we compare these results with the percentage influence of investigated factors, we found some differences in the color change of the surface varnished with PUR. In particular, it was found that the number of varnish layers has a negligible effect on the change of ΔL* and ΔE. The most strongly influenced ΔL* and ΔE was the duration of artificial aging, followed by the pre-treatment process. The change in Δa* was most strongly influenced by the pre-treatment process, then the duration of artificial aging and the number of varnish layers. In contrast, the change in Δb* was most strongly influenced by the number of varnish layers, then the pre-treatment process and the duration of artificial aging.
During artificial aging, the surface varnished with PUR, in contrast to WB varnished surface, darkened (average value ΔL* = −2.6), reddened (average value Δa* = 1.0) and yellowed (average value Δb* = 1.7) the most after treatment TC-210. The smallest average values of ΔL* = −0.6 and Δa* = 0.6 were found for the sanded surface, while the smallest average values of Δb* = 1.1, for the surface after treatment TC-180. However, it should be noted that according to the Duncan test, the difference in the values of ΔL*, Δa* and Δb* between the sanded surface and the surface after treatment TC-180 was insignificant (p > 0.05). Similarly, the difference in the average values of Δa* between the surfaces after treatments TC-180 and TC-210 was also insignificant (p > 0.05). The control sanded surface with three varnish layers was characterized by a tendency to reduce shades of gray (with an average value of ΔL* = −0.3) and yellow (with an average value of Δb* = 0.7). The surface varnished with two varnish layers without intermediate sanding (2NS) was the darkest (with an average value of ΔL* = −1.8), while the surface varnished with two varnished layers with intermediate sanding (2S) was the reddest (average Δa* = 1.3) and the yellowest (with the average value of Δb* = 1.6). The smallest redness was observed for surfaces with one and three varnish layers with average values of Δa = 0.3 and Δa = 0.4, respectively. In addition, the difference in the values of ΔL*, Δa* and Δb* between the surfaces with 1, 2S and 2NS, 3 and 1; 1 and 3, 2NS and 2S; 1, 2S and 2NS number of varnish layers, respectively, was insignificant (p > 0.05).
Regarding the total color change, the smallest ΔE with an average value of ΔE = 2.1 corresponded to the sanded surface, and the largest with an average value of ΔE = 4.0 to the surface after treatment TC-210. In addition, it should be noted that the surfaces after sanding and treatment TC-180 (average value ΔE = 2.8) and TC-210 on the values of ΔE differed significantly (p < 0.05). Moreover, the smallest total color change with an average value of ΔE = 1.5 was found for the control sanded surface with three varnish layers, while the largest with an average value of ΔE = 3.4 for a surface with two varnish layers with intermediate sanding (2S). The difference in the values of ΔE between surfaces with 1, 2S and 2NS number of varnish layers was insignificant (p > 0.05).
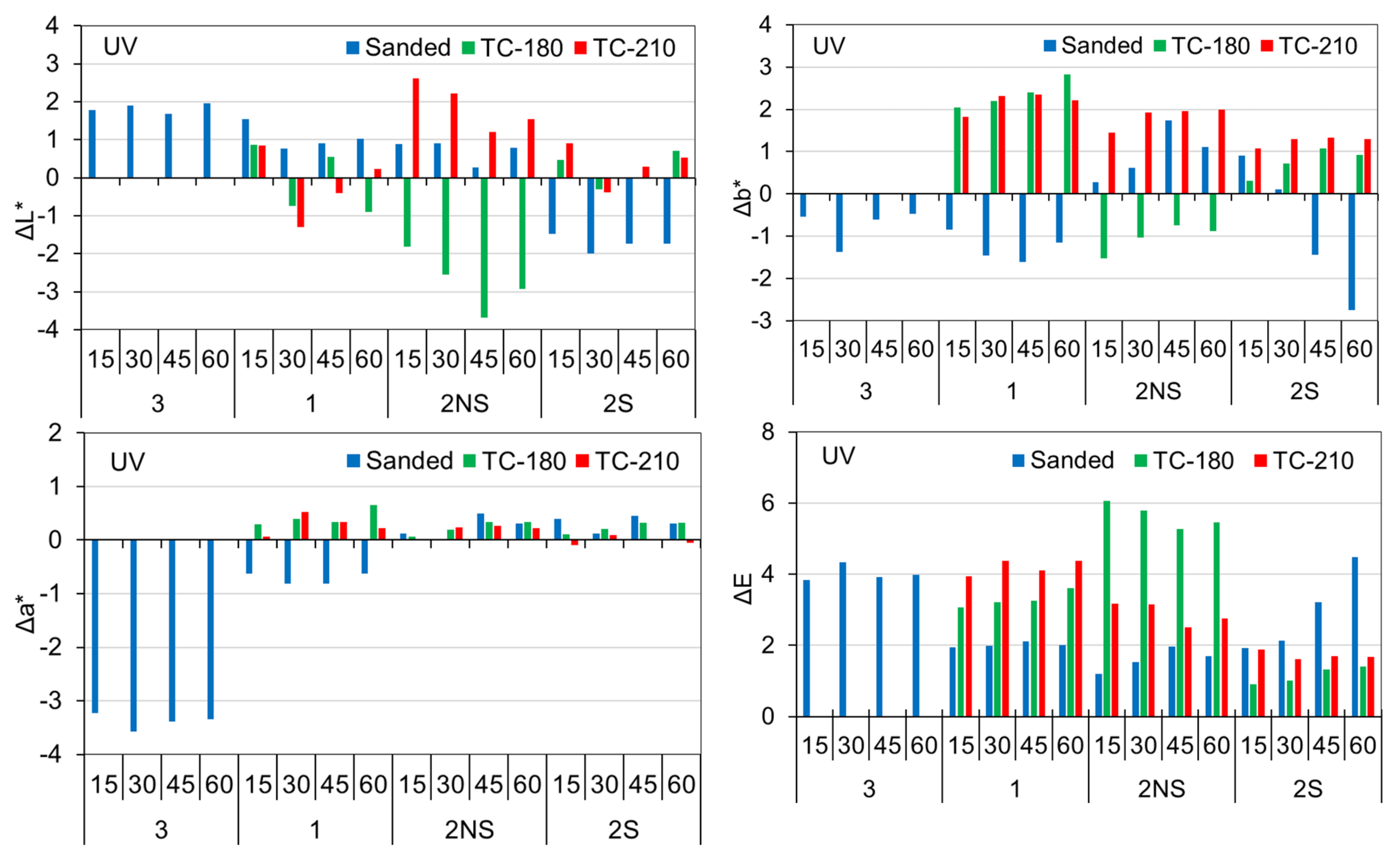
3.4.3. UV Varnish
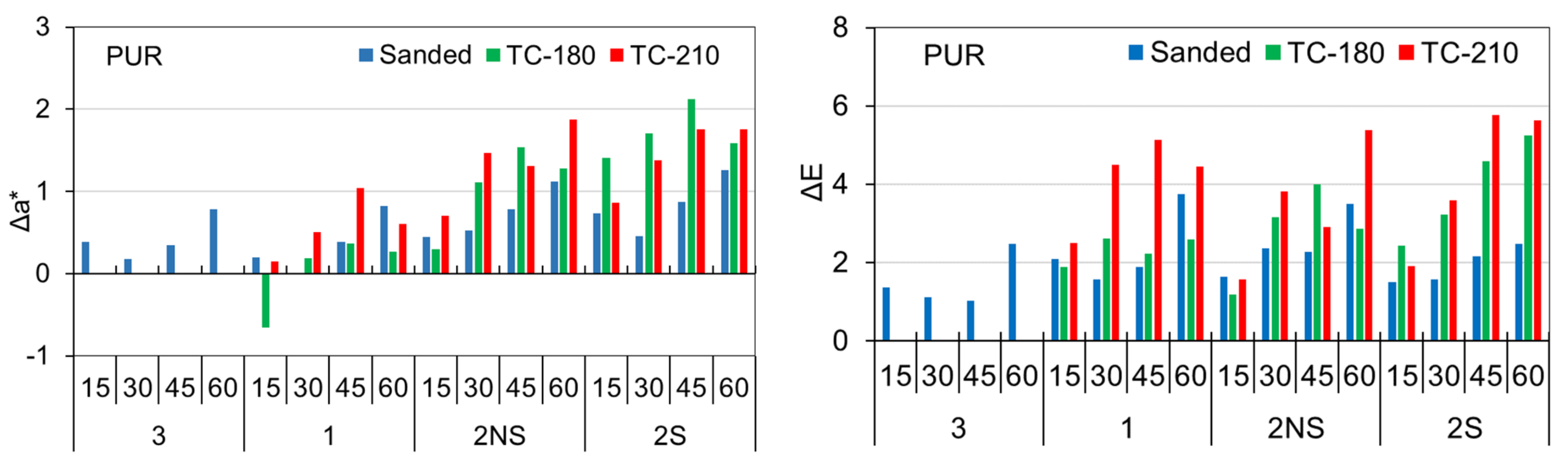
The
Figure 10 shows the effect of pre-treatment process, the number of varnish layers and the duration of artificial aging on the change in color parameters Δ
L*, Δ
a*, Δ
b* and Δ
E for the surface varnished with UV. It was found that the duration of artificial aging, in contrast to WB and PUR varnishes, had little effect on the change in Δ
L*, Δ
a* and Δ
E of the surface varnished with UV. As the duration of artificial aging increased, only the values Δ
b* changed significantly. In addition to the duration of artificial aging, the number of varnish layers had also insignificant effect on the change of Δ
L*, Δ
a* and Δ
E. The pre-treatment process had a significant effect on the change in Δ
L*, Δ
a* and Δ
E, but an insignificant effect on the change in Δ
b*.
It was found that the surface treated with TC-210 was the lightest (with an average value of ΔL* = 0.3) compared to the surface treated with TC-180 (with an average value of ΔL* = 0.5) and the sanded surface, which was the darkest (with an average value of ΔL* = −1.3). However, it should be noted that the difference in the average values of ΔL* and Δa* between the surfaces after treatments with TC-180 and TC-210 was insignificant. The sanded surface, in addition to the highest darkening, was also characterized by the highest reddnening (with an average value Δa* = 0.8) and yellowing (average value of Δb* = 1.1). The smallest reddening (with an average value Δa* = 0.1) and yellowing (with an average value Δb* = 0.8) was the surface after the treatment TC-180. The lightest (with an average value ΔL* = 0.2), and at the same time the yellowest (with an average value Δb* = 1.5), was the surface with two varnish layers with intermediate sanding (2S). The control sanded surface with three varnish layers was the darkest (with an average value ΔL* = −1.3) and the reddest (average value Δa* = 0.7). At the same time, the surface with one varnish layer had the lowest value Δa* = 0.1 (was the least red) and Δb* = 0.7 (was the least yellow). In addition, the difference between the values Δb* for surfaces with 1, 3 and 2NS number of varnish layers was insignificant (p > 0.05).
Regarding the total color change, the smallest color changes with an average value of ΔE = 1.8 were experienced by the surface after treatment TC-180, and the highest with an average value of ΔE = 2.7, the surface after treatment TC-210. In addition, it should be noted that the surfaces after sanding (average value ΔE = 2.2) and treatment TC-180 in the values of ΔE differ insignificantly (p > 0.05). The smallest total color changes with an average value of ΔE = 2.1 and the highest with an average value of ΔE = 2.4 were found for the surfaces with two varnish layers without intermediate sanding (2NS) and one varnish layer, respectively. The difference between the values of ΔE for surfaces with 1, 3, 2S and 2NS number of varnish layers was insignificant (p > 0.05).
As a result, it can be argued that UVL + IR-induced slight photo-degradation of alder wood-varnished surface pre-treated by sanding or thermal compression takes place in indoor conditions. Similar results are presented in [
59]. The authors came to the conclusion that transparent varnishes cannot also prevent photo-degradation of the wood underneath during exposure to UVL in the case of thermally modified wood. Thermally densified surface-varnished wood is more resistant to color changes compared to sanded surface-varnished wood. This agrees with the results of other authors [
37] who noted that wood that densified at a higher temperature was less susceptible to color changes under the influence of light irradiation. It could be due to an increase in lignin stability by condensation at the thermal compression process at 210 °C [
59,
60]. The better photo-stability of the thermally modified wood compared to the non-modified wood for the transparent varnishes was also reported by Deka and Petric [
59], which supports our present results. Some authors [
58] indicate acceptable photostability also of thermally treated wood, when the wood is coated with PUR and UV-hardened coatings. Sanded surface-varnished wood is darker, redder and yellower than a thermally densified surface. It is known that clear transparent varnishes allow transmission of sunlight, and surface degradation can take place in the underlying wood [
61]. However, the findings in this research showed that various transparent varnishes produce different colors in wood surfaces. Among the studied varnishes, the darkest, reddest and yellowest surface was found for WB varnish; UV varnish showed the lightest and least red and least yellow surfaces. The least darkening, rednening and yellowing was observed for varnished surfaces with one and three layers of varnish, the most for varnished surfaces with 2NS and 2S layers.
3.5. Influence of Artificial Aging on Color Changes of Varnished Birch Surfaces
3.5.1. WB Varnish
Figure 11 shows the effect of the pre-treatment process, the number of varnish layers and the duration of artificial aging on the changes in color parameters Δ
L*, Δ
a*, Δ
b* and Δ
E for the surface of birch wood varnished with WB. With an increasing duration of artificial aging, the values in color parameters increased. The maximum changes in color parameters are observed after 60 min of artificial aging, the minimum, after 15 min of exposure time. However, ANOVA analysis showed that the duration of artificial aging significantly affects the changes in Δ
a* and Δ
b*, but insignificantly affect Δ
L* and Δ
E. In addition, the pre-treatment process significantly affects the changes in Δa* and Δ
b*, but insignificantly affects the changes in Δ
L* and Δ
E. The number of varnish layers significantly affects the changes of all parameters Δ
L*, Δ
a*, Δ
b* and Δ
E.
During artificial aging, the sanded surface remains the darkest (with an average value of ΔL* = −0.3), the surfaces are lighter after the treatments TC-210 and TC-180 with average values of ΔL* = 1.1 and ΔL* = 1.4, respectively. However, the difference between the values of ΔL* for these two surfaces treated with TC-180 and TC-210 is insignificant (p > 0.05). Regarding the reddening of the surface, the smallest, with average values of Δa* = 0.1 and Δa* = 0.0, respectively, was recorded for the sanded surface and the surface after the treatment TC-210. The surface after the treatment TC-180 demonstared a shift towards green (with an average value of Δa* = −0.2). The difference between the values of Δa* for the sanded surface and the surface after the treatment TC-210 was insignificant (p > 0.05). The yellowest surface was detected after the treatment TC-210 with an average value of Δb* = 1.1. The surface after treatment TC-180 and the sanded surface showed a shift towards blue and yellow with average values of Δb* = −0.4 and Δb* = 0.6, respectively.
The surfaces with two varnish layers without intermediate sanding (2NS) and one varnish layer were lighter, with average values of ΔL* = 1.5 and ΔL* = 1.7, respectively. The darker surface was the one with two varnish layers with intermediate sanding (2S) with an average value of ΔL* = −0.8, and the darkest surface was the control sanded surface with three varnish layers with an average value of ΔL* = −1.6. However, according to the Duncan test, the difference between the values of ΔL* for surfaces with 3 and 2S, 2NS and 1 number of varnish layers was insignificant (p > 0.05).
Among the surfaces, the control sanded surface withthree varnish layers was also characterized by the highest redness (average value Δa* = 0.8). For the surfaces with two varnish layers without intermediate sanding (2NS) and one varnish layer there was a shift towards green with average values of Δa* = −0.2 and Δa* = −0.3, respectively. The difference between the values of Δa* for surfaces with 1 and 2NS number of varnish layers is insignificant (p > 0.05).
The highest yellowing with an average value of Δb* = 1.3 was found for the sanded surface with three varnish layers. The smallest yellowing with average values of Δb* = 0.2, Δb* = 0.3 and Δb* = 0.5 was observed for the surfaces with two varnish layers with intermediate sanding (2S), with one varnish layer and with two varnish layers without intermediate sanding (2NS), respectively. The difference between the values of Δb* for surfaces with 2S, 1 and 2NS number of varnish layers is insignificant (p > 0.05).
Regarding the total color change, the smallest change with an average value of ΔE = 2.2 was experienced by the sanded surface, higher total changes were experienced by the surfaces after treatments TC-180 and TC-210 with average values ΔE = 2.6 and ΔE = 2.9, respectively. In addition, it should be noted that the sanded surface and surfaces after treatments TC-180 and TC-210 in the values of ΔE differ insignificantly (p > 0.05). The smallest and highest average values of ΔE = 2.1 and ΔE = 3.0 were observed for the surfaces with two varnish layers without intermediate sanding (2NS) and with one varnish layer, respectively. The difference between the values in ΔE for surfaces with 2NS, 2S and 3; 2S, 3 and 1 number of varnish layers is insignificant (p > 0.05).
3.5.2. PUR Varnish
Figure 12 shows the effect of pre-treatment process, the number of varnish layers and the duration of artificial aging on the changes in color parameters Δ
L*, Δ
a*, Δ
b* and Δ
E for the surface varnished with PUR. With an increasing duration of artificial aging, the values of the color parameters increased; the maximum changes in color parameters are observed after 45–60 min of artificial aging, the minimum in 15 min of exposure time. The ANOVA analysis showed that the duration of artificial aging, as well as for WB varnish, significantly affects the change in Δ
a* and Δ
b*, but effects insignificantly (
p > 0.05) on Δ
L* and Δ
E.
However, if we compare these results with the percentage influence of factors on the color change of the surface varnished with PUR, some differences were found. In particular, it was found that the pre-treatment process has the greatest effect and the number of varnish layers has the lowest effect on ΔL*, Δa*, Δb* and ΔE.
During artificial aging, the surface varnished with the PUR, as well as for the WB varnish, darkens (average value ΔL* = −1.5), reddens (average value Δa* = 0.7) and turns yellow (average value Δb* = 0.9) the most after the treatment TC-210. The surface after treatment TC-180 was the lightest (average value ΔL* = 0.9), the least red (average value Δa* = 0.0) and the least yellow (average value Δb* = 0.5). For the sanded surface, there is a shift towards gray (average value ΔL* = −0.1), towards green (average value Δa* = −0.1) and towards blue (average value Δb* = −0.1). However, according to the Duncan test, the difference in the values of Δa* for the sanded surface and the surface after the treatment TC-180 was insignificant (p > 0.05).
The brightest were surfaces with two layers of varnish with intermediate sanding (2S) and without intermediate sanding (2NS) with average values ΔL* = 0.5 and ΔL* = 0.6, respectively. The difference in the values of ΔL* between these surfaces was insignificant. For the surface with one varnish layer there was a shift towards gray (with an average value of ΔL* = −0.8). The control sanded surface with three layers of varnish was the darkest (with an average value of ΔL* = −2.0). In addition, the control sanded surface with three varnish layers was the reddest (average value Δa* = 1.0) and the yellowest (with average value Δb* = 1.5). For the surface with two varnish layers with intermediate sanding (2S) there was a shift towards green (average value Δa* = −0.1) and towards blue (with an average value of Δb* = −0.3). In addition, it should be noted that surfaces with one varnish layer and two varnish layers without intermediate sanding (2NS) on the values of Δa* and Δb* differ insignificantly (p > 0.05).
Regarding the total color change, the smallest change with an average value of ΔE = 2.1 was the sanded surface, and the highest was the surfaces after the treatments TC-210 and TC-180 with average values ΔE = 2.8 and ΔE = 2.9, respectively. In addition, the surfaces after the treatments TC-180 and TC-210 on the values of ΔE differ insignificantly (p > 0.05). The surface with one varnish layer undergoes the smallest total color change with an average value of ΔE = 2.3, then the surface with two varnish layers without intermediate sanding (2NS) with an average value of ΔE = 2.3 and the control sanded surface with three varnish layers with an average value of ΔE = 2.8. The highest color changes (with an average value of ΔE = 3.2) were observed for the surface with two varnish layers with intermediate sanding (2S). The difference between the values of ΔE for surfaces with 1, 2NS and 3; 3 and 2S number of varnish layers was insignificant (p > 0.05).
3.5.3. UV Varnish
Figure 13 shows the effect of the pre-treatment process, the number of varnish layers and the duration of artificial aging on the changes in color parameters Δ
L*, Δ
a*, Δ
b* and Δ
E for the birch surface varnished with UV. The ANOVA analysis showed that the duration of artificial aging has an insignificant effect on the changes in color parameters. In addition to the duration of artificial aging, the number of varnish layers also has an insignificant effect on the changes in Δ
L* and Δ
b*, while the pre-treatment process significantly affects the changes in Δ
L*, Δ
b* and Δ
E, but has an insignificant effect on the change in Δ
a*.
It was found that the surface treated with TC-210 and the sanded surface were the brightest (with an average value of ΔL* = 0.5) compared to the surface treated with TC-180 (with an average value of ΔL* = −0.7), which was the darkest. However, the difference between the mean values of ΔL* for all three surfaces was insignificant (p > 0.05). Redder surfaces were after treatments TC-210 and TC-180 with average values of Δa* = 0.2 and Δa* = 0.3, respectively. For the sanded surface, a shift towards green with an average value of Δa* = −0.9 was observed. The difference between the values of Δa* for the surfaces after treatments TC-180 and TC-210 was insignificant (p > 0.05). The surfaces after treatments of TC-180 and TC-210 were yellower, with average values of Δb* = 1.1 and Δb* = 1.9, respectively. For the sanded surface, a shift towards blue with an average value of Δb* = −0.5 was observed. The difference between the values in Δa* and Δb* for surfaces after treatments TC-180 and TC-210 was insignificant (p > 0.05).
The control sanded surface with three varnish layers and the surface with one varnish layer with average values of ΔL* = 1.8 and ΔL* = 0.1, respectively, were lighter. For surfaces with two varnish layers without intermediate sanding (2NS) and with intermediate sanding (2S), a shift towards gray was observed with average values of ΔL* = 0.0 and ΔL* = −0.4, respectively. There is no difference in ΔL* between surfaces with 1, 2S and 2NS numbers of layers. At the same time, surfaces with the number of layers 1, 2S and 2NS were characterized by a slight reddening with average values of Δa* = 0.1, Δa* = 0.2 and Δa* = 0.2, respectively. Moreover, there is no difference in Δa* between these surfaces. In addition to a slight reddening of surfaces with the number of layers 2S, 2NS and 1, they were also characterized by yellowing with average values of Δb* = 0.4, Δb* = 0.6 and Δb* = 1.6, respectively. The opposite trend was observed for the control sanded surface with three layers of varnish, for which there was a significant shift towards green and blue with average values of Δa* = −3.4 and Δb* = −0.7, respectively. In addition, the difference between the values in Δb* for surfaces with 2S and 2NS number of varnish layers was insignificant (p > 0.05).
Regarding the total color changes, the smallest color changes with an average value of ΔE = 2.6 corresponded to the sanded surface and the highest, the surface after treatments TC-210 and TC-180 with average values ΔE = 3.3 and ΔE = 3.3, respectively. In addition, according to the Duncan test, the surfaces after sanding and treatments TC-180 and TC-210 on the values of ΔE differed insignificantly (p > 0.05). The smallest total color changes with an average value of ΔE = 1.9 were found for the surface with two varnish layers with intermediate sanding (2S). The highest total color changes with average values of ΔE = 3.4, ΔE = 3.4 and ΔE = 4.0 were found for surfaces with two varnish layers without intermediate sanding (2NS), with one varnish layer and for the control sanded surface with three varnish layers, respectively. The difference between the values in ΔE for surfaces with 2NS, 1 and 3 number of varnish layers was insignificant (p > 0.05).
Therefore, we can conclude that the studied transparent varnishes cannot prevent the photo-degradation of the birch wood underneath them, during exposure to UVL + IR radiation in indoor conditions. There was still a slight degree of color change for sanded and thermally densified wood surfaces during UVL + IR exposure. This might be due to the fact that the absorption of UVL by lignin leads to the formation of free radicals which react with oxygen, producing carbonyl and carbonyl chromophoric groups, which are responsible for wood’s color changes [
54,
57,
59,
60]. Free radical reactions were proved by the detection of free radical signals in EPR spectra after exposure to light [
59]. It is clear that different transparent varnishes behaved differently on both wood species. Therefore, the photo-degradation of the birch wood’s varnished surface had a slightly different behavior than the alder wood-varnished surface. A sanded surface that is varnished is darker, greener and less yellow than the thermally densified surface, which is lighter, redder and more yellow. Among the studied varnishes, the darkest and reddest surface was found for the PUR varnish; UV varnish showed the yellowest surface and WB varnish provided the lightest and least yellow surface. The lightest varnished surfaces were with one and 2NS layers of varnish, the darkest—with 3 and 2S layers of varnish. Moreover, the surfaces were redder and yellower with 1, 2NS and 2S layers of varnish, and were greener with 3 layers of varnish.
4. Conclusions
The results of this work confirmed and proved that thermal compression of wood substrate prior to the varnishing process, instead of the labor-intensive sanding process, makes it possible to apply varnish on the surface of wood substrate without having an adverse influence on the esthetic characteristics of the samples. The thermally compressed surface still has an attractive “exotic appearance of wood”, which allow the use of transparent varnishes that increase the attractiveness of the final product. The alder wood was less resistant to a temperature of 210 °C than birch wood. Sanding of both alder and birch wood did not significantly alter the surface color.
Despite the improved esthetic and decorative properties compared to sanded wood, thermally compressed wood, both varnished and unvarnished, is still prone to surface degradation during UVL + IR radiation, even in indoor conditions. However, it should be noted that alder and birch wood, thermally compressed at higher temperatures, was less susceptible to discoloration under the influence of UVL + IR radiation than sanded wood. It was found that by increasing the duration of artificial aging the values in color differences (ΔL*, Δa*, Δb* and ΔE) increased too. The alder and birch wood that was surface-varnished, both sanded and thermally densified, showed a similar susceptibility to color changes after UVL + IR irradiation. The WB varnish showed the greatest resistance to discoloration during UVL + IR irradiation, followed by the PUR and the UV. The surface varnished with WB was the lightest, and the surfaces varnished with PUR and UV varnishes were darker, redder and yellower. In all cases, the ΔE values were lower than six, which indicates slight color changes in surface-varnished after artificial aging compared to the original surface color and these color changes are visible by medium quality filter. Therefore, thermal compression of wood veneer followed by an appropriate transparent varnish system, could be considered as an industrially acceptable method to protect wood against photo-degradation in indoor conditions with simultaneous improvement of aesthetic surface properties and preservation of wood in the absence of sanding process.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}