
Performance of Small-Scale Sawmilling Operations: A Case Study on Time Consumption, Productivity and Main Ergonomics for a Manually Driven Bandsaw

 ,
,  ,
, 
Abstract
1. Introduction
2. Materials and Methods
2.1. Sawmilling Facility, Organization of Work and Description of Equipment
2.2. Data Collection and Analysis
3. Results
3.1. Descriptive Statistics of Production
3.2. Input–Output Models
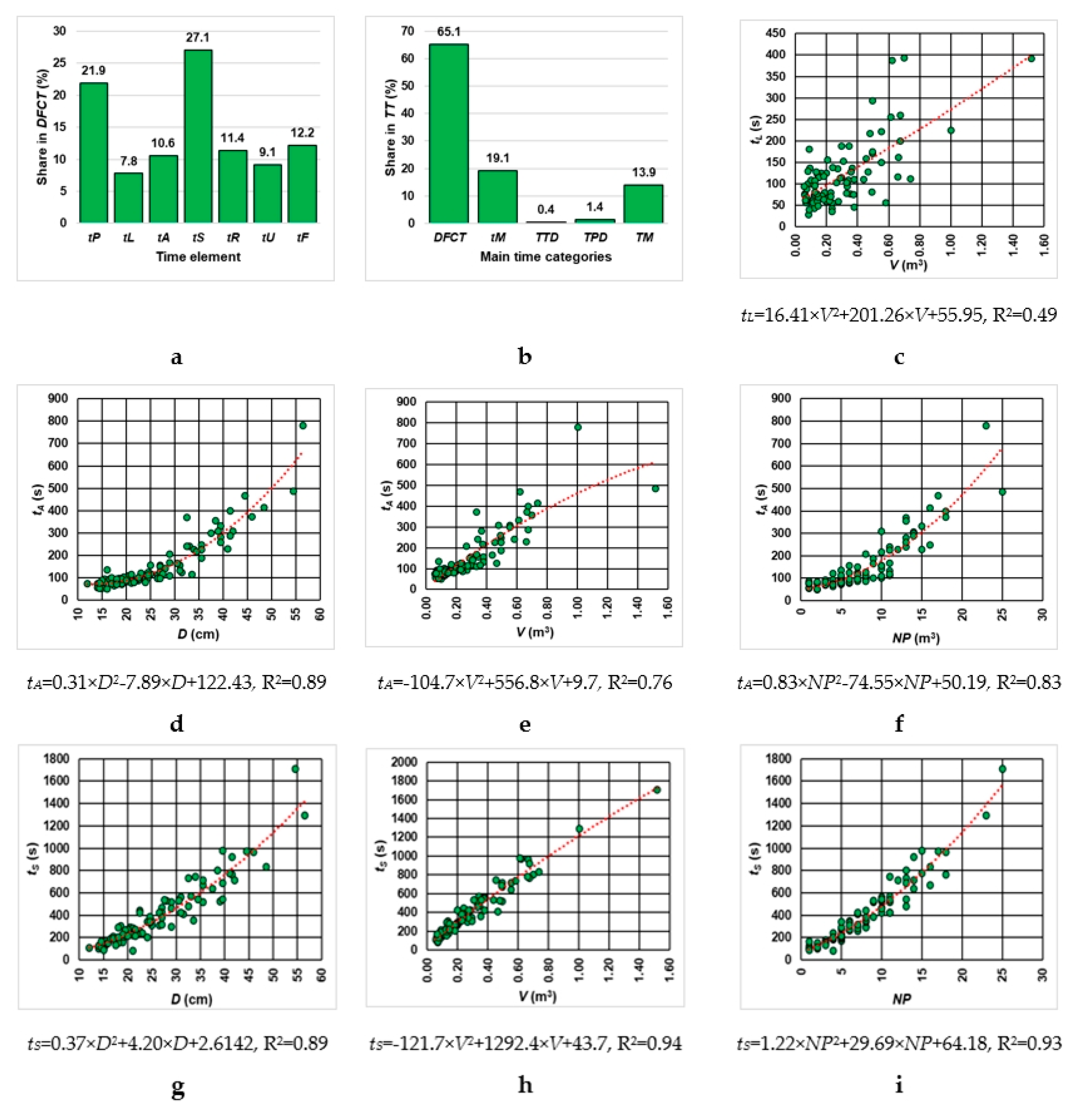
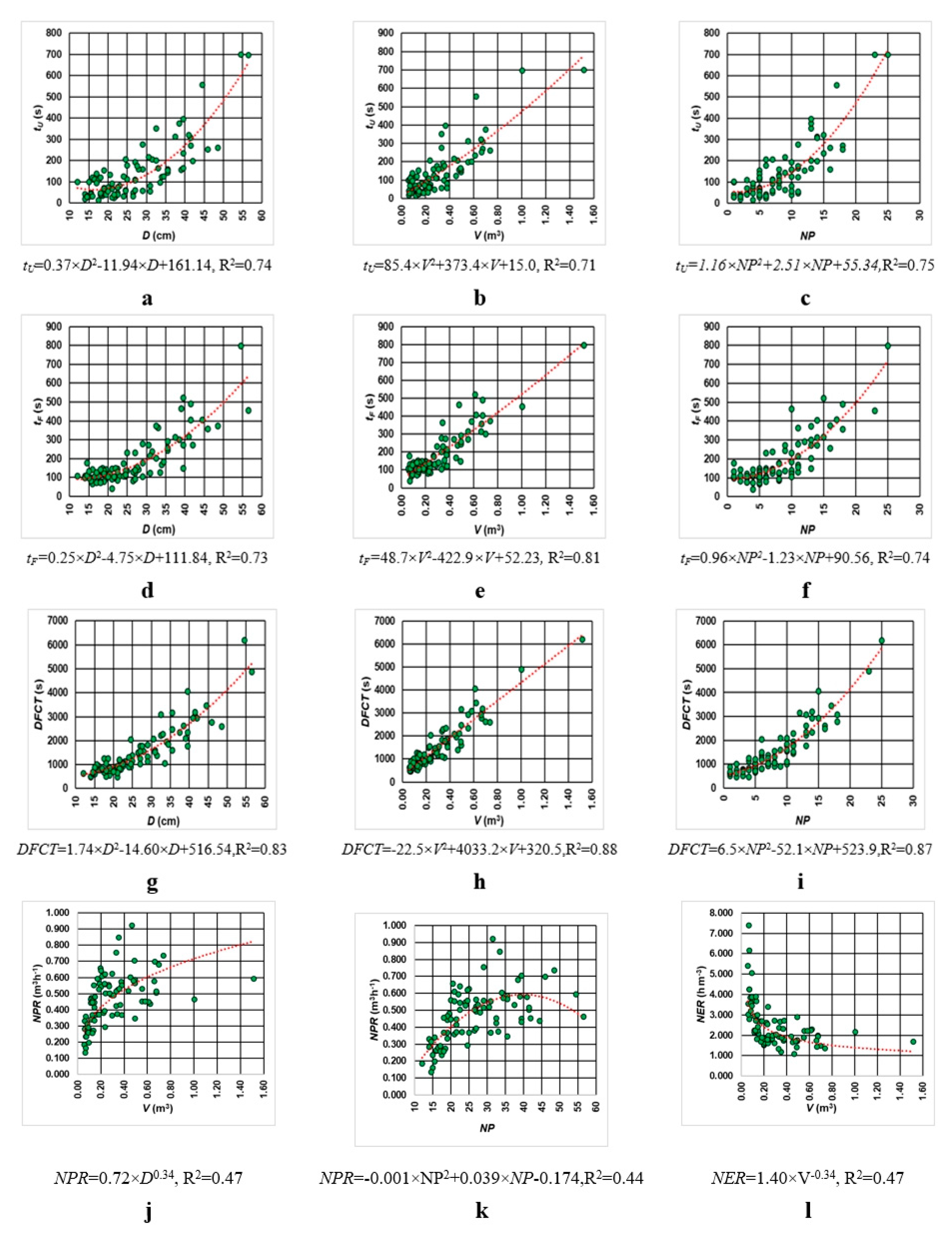
3.3. Time Consumption and Efficiency Models
3.4. Exposure to Noise
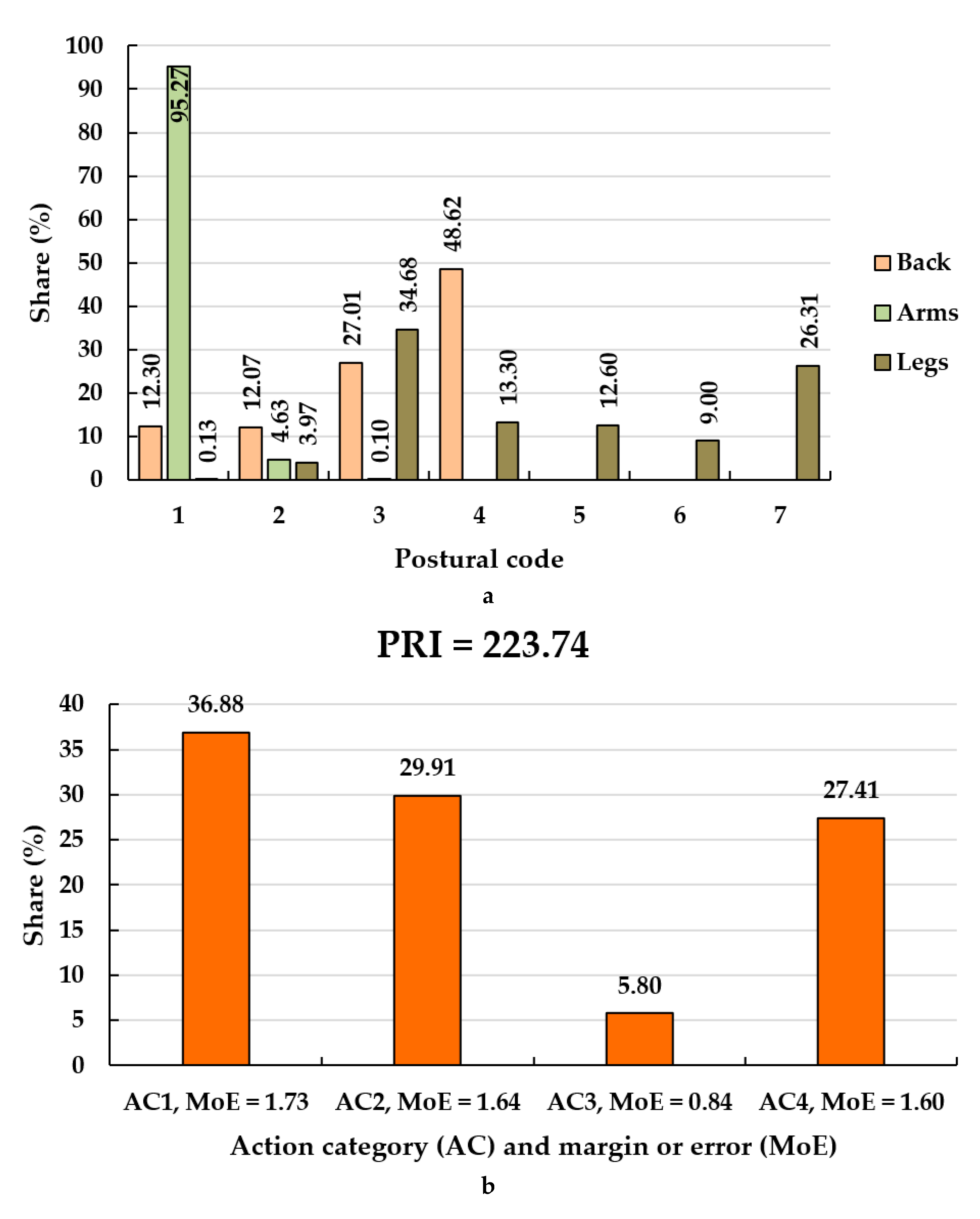
3.5. Postural Assessment
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Makkonen, M. Stakeholder perspectives on the business potential of digitalization in the wood products industry. Bioprod. Bus. 2018, 3, 63–68. [Google Scholar] [CrossRef]
- Hansen, E.; Panwar, R.; Volsky, R. Understanding and Managing Change in the Global Forest Sector. In The Global Forest Sector. Changes, Practices, and Prospects, 2nd ed.; Hansen, E., Panwar, R., Vlosky, R., Eds.; CRC: Boca Raton, FL, USA, 2013. [Google Scholar]
- Grigolato, S.; Bietresato, M.; Asson, D.; Cavalli, R. Evaluation of the manufacturing of desk and stringer boards for wood pallets production by discrete event simulation. Biosyst. Eng. 2011, 109, 288–296. [Google Scholar] [CrossRef]
- Zimbalatti, G.; Giametta, F.; Proto, A.R. Analysis of the risks of the early phases of timber processing. In Proceedings of the International Conference—Cutting Edge Technologies and Innovations on Sustainable Resources for Food Sufficiency, Bangkok, Thailand, 3–6 December 2007. [Google Scholar]
- Telford, C.G. Small Sawmill Operator’s Manual. Agriculture Handbook No 27—January 1952; United States Department of Agriculture: Washington, DC, USA, 1952. [Google Scholar]
- Occeña, L.G.; Rayner, T.J.; Schmoldt, D.L.; Abbott, A.L. Cooperative use of advanced scanning technology for low-volume hardwood processors. In Proceedings of the First International Precision Forestry Cooperative Symposium, Seattle, WA, USA, 17–20 June 2001; pp. 83–91. [Google Scholar]
- FAO. Small and Medium Sawmills in Developing Countries; Forestry Paper N. 28; FAO: Rome, Italy, 1981. [Google Scholar]
- Pinto, I.; Knapic, S.; Pereira, H.; Usenius, A. Simulated and realised industrial yields in sawing of maritime pine (Pinus pinaster Ait.). Holz. Roh. Werkst. 2006, 64, 30–36. [Google Scholar] [CrossRef]
- Rappold, P.M.; Bond, B.H.; Wiedenbeck, J.K.; Ese-Etame, R. Impact of elliptical shaped red oak logs on lumber grade and volume recovery. Forest Prod. J. 2007, 59, 29–34. [Google Scholar]
- Borz, S.A.; Păun, M. Integrating offline object tracking, signal processing, and artificial intelligence to classify relevant events in sawmilling operations. Forests 2020, 11, 1333. [Google Scholar] [CrossRef]
- De Lima, R.B.; Ferreira, R.L.C.; Da Silva, J.A.A.; Guedes, M.C.; Da Silva, D.A.S.; De Oliveira, C.P.; Galvão Rabelo, F.; Da Cruz Silva, L.F. Effect of species and log diameter on the volumetric yield of lumber in northern Brazilian Amazonia: Preliminary results. J. Sustain. For. 2020, 39, 283–299. [Google Scholar] [CrossRef]
- Wang, S.J. A new dimension sawmill performance measure. For. Prod. J. 1988, 38, 64–68. [Google Scholar]
- Bluff, E. Safety in machinery design and construction: Performance for substantive safety outcomes. Saf. Sci. 2014, 66, 27–35. [Google Scholar] [CrossRef]
- Proto, A.R. Analysis of the Risks of the Early Phases of Timber Processing and Definition of Safety Guideline. Ph.D. Thesis, University of Reggio, Calabria, Italy, 2006; p. 236. [Google Scholar]
- Thepaksorn, P.; Thongjerm, S.; Incharoen, S.; Siriwong, W.; Harada, K.; Koizumi, A. Job safety analysis and hazard identification for work accident prevention in para rubber wood sawmills in southern Thailand. J. Occup. Health 2017, 59, 542–551. [Google Scholar] [CrossRef]
- Tremblay, A.; Badri, A. A novel tool for evaluating occupational health and safety performance in small and medium-sized enterprises: The case of the Quebec forestry/pulp and paper industry. Saf. Sci. 2018, 101, 282–294. [Google Scholar] [CrossRef]
- Jones, T.; Kumar, S. Comparison of ergonomic risk assessment output in four sawmill jobs. Occupational Safety and Ergonomics 2010, 16, 105–111. [Google Scholar] [CrossRef]
- Poisson, P.; Chinniah, Y. Managing risks linked to machinery in sawmills by controlling hazardous energies: Theory and practice in eight sawmills. Saf. Sci. 2016, 84, 117–130. [Google Scholar] [CrossRef]
- Malkin, R.; Hudock, S.D.; Hayden, C.; Lentz, T.J.; Topmiller, J.; Niemeier, R.W. An assessment of occupational safety and health hazards in selected small businesses manufacturing wood pallets—Part 1. Noise and Physical Hazards. J. Occup. Environ. Hygiene 2005, 2. [Google Scholar] [CrossRef] [PubMed]
- Cheţa, M.; Marcu, M.V.; Iordache, E.; Borz, S.A. Testing the capability of low-cost tools and artificial intelligence techniques to automatically detect operations done by a small-sized manually driven bandsaw. Forests 2020, 11, 739. [Google Scholar] [CrossRef]
- Borz, S.A. Evaluarea Eficienţei Echipamentelor şi Sistemelor Tehnice în Operaţii Forestiere; Lux Libris Publishing House: Braşov, Romania, 2014; 252p. [Google Scholar]
- Acuna, M.; Bigot, M.; Guerra, S.; Hartsough, B.; Kanzian, C.; Kärhä, K.; Lindroos, O.; Magagnotti, N.; Roux, S.; Spinelli, R.; et al. Good Practice Guidelines for Biomass Production Studies; CNR IVALSA: Sesto Fiorentino, Italy, 2012; pp. 1–51. [Google Scholar]
- Björheden, R.; Apel, K.; Shiba, M.; Thompson, M. IUFRO Forest Work Study Nomenclature; The Swedish University of Agricultural Science: Garpenberg, Sweden, 1995. [Google Scholar]
- European Parliament. Directive 2003/10/CE of the European Parliament and European Council. Available online: http://eur-lex.europa.eu/legal-content/RO/TXT/HTML/?uri=CELEX:02003L0010-20081211&from=EN (accessed on 1 April 2018).
- EXTECH 407760: USB Sound Level Datalogger. Available online: http://www.extech.com/display/?id=14225 (accessed on 30 April 2018).
- Cheţa, M.; Marcu, M.V.; Borz, S.A. Workload, exposure to noise, and risk of musculoskeletal disorders: A case study of motor-manual tree felling and processing in poplar clear cuts. Forests 2018, 9, 300. [Google Scholar] [CrossRef]
- Borz, S.A.; Talagai, N.; Cheţa, M.; Chiriloiu, D.; Montoya, A.V.G.; Vizuete, D.D.C.; Marcu, M.V. Physical strain, exposure to noise and postural assessment in motor-manual felling of willow short rotation coppice: Results of a preliminary study. Croat. J. For. Eng. 2019, 40, 377–388. [Google Scholar] [CrossRef]
- Zanuttini, R.; Cielo, P.; Poncino, D. The OWAS method. Preliminary results for the evaluation of the risk of work-related musculo-skeletal disorders (WMSD) in the forestry sector in Italy. For. Riv. Selvic. Ed Ecol. For. 2005, 2, 242–255. [Google Scholar] [CrossRef]
- Proto, A.R.; Zimbalatti, G. Risk Assessment of Repetitive Movements in Olive Growing: Analysis of annual exposure level assessment models with the OCRA Checklist. J. Agric. Saf. Health 2015, 21, 241–253. [Google Scholar] [CrossRef]
- Karhu, O.; Kansi, P.; Kuorinka, I. Correcting working postures in industry: A practical method for analysis. Appl. Erg. 1977, 8, 199–201. [Google Scholar] [CrossRef]
- Karhu, O.; Härkönen, R.; Sorvali, P.; Vepsäläinen, P. Observing working postures in industry: Example of OWAS application. Appl. Erg. 1981, 12, 13–17. [Google Scholar] [CrossRef]
- Marogel-Popa, T.; Cheţa, M.; Marcu, M.V.; Duţă, C.I.; Ioraș, F.; Borz, S.A. Manual cultivation operations in poplar stands: A characterization of job difficulty and risks of health impairment. Int. J. Env. Res. Pub. Health 2019, 16, 1911. [Google Scholar] [CrossRef]
- Marogel-Popa, T.; Marcu, M.V.; Borz, S.A. Postural risk in manual planting operations of poplar: Two options compared. Sustainability 2020, 12, 5531. [Google Scholar] [CrossRef]
- Borz, S.A.; Castro Perez, S.N. Effects of sampling strategy on the accuracy of postural classification: An example from motor manual tree felling and processing. Rev. Pădurilor 2020, 135, 19–41. [Google Scholar]
- Brandl, C.; Mertens, A.; Schlick, C.M. Effect of sampling interval on the reliability of ergonomic analysis using the Ovako working posture analysing system (OWAS). Int. J. Ind. Erg. 2017, 57, 68–73. [Google Scholar] [CrossRef]
- Borz, S.A.; Ignea, G.; Popa, B. Modelling and comparing timber winching performance in windthorw and uniform selective cuttings for two Romanian skidders. J. For. Res. 2014, 19, 473–482. [Google Scholar] [CrossRef]
- Kempthorne, K.H. Whole Mill Simulation of Small Log Sawmills with Head Sawyers; IEEE Computer Society Press: Los Alamitos, CA, USA, 1978; Volume 2. [Google Scholar]
- Hyytiäinen, A.; Viitanen, J. and Mutanen, A. Production efficiency of independent Finnish sawmills in the 2000’s. Balt. For. 2011, 17, 280–287. [Google Scholar]
- Kehinde, A.L.; Awoyemi, T.T.; Omonona, B.T.; Akande, J.A. Technical efficiency of sawnwood production in Ondo and Osun states, Nigeria. J. Forest. Econ. 2010, 16, 11–18. [Google Scholar] [CrossRef]
- De Melo, R.R.; Dacroce, J.M.F.; Junior, F.R.; dos Santos Lisboa, G.; Cavalcante de Jesus, F.L. Lumber yield of four native forest species of the Amazon region. Floresta Ambiente 2019, 26. [Google Scholar] [CrossRef]
- Helvoigt, T.L.; Adams, D.M. A stochastic frontier analysis of technical progress, efficiency change and productivity growth in the Pacific Northwest sawmill industry. Forest Policy Econ. 2009, 11, 280–287. [Google Scholar] [CrossRef]
- Gligoraş, D.; Borz, S.A. Factors affecting the effective time consumption, wood recovery rate and feeding speed when manufacturing lumber using a FBO-02 CUT mobile bandsaw. Wood Res. 2015, 60, 329–338. [Google Scholar]
- Cedamon, E.D.; Harrison, S.; Herbohn, J. Comparative analysis of on-site free-hand chainsaw milling and fixed site mini-bandsaw milling of smallholder timber. Small Scale For. 2013, 12, 389–401. [Google Scholar] [CrossRef]
- De Lasaux, M.J.; Spinelli, R.; Hartsough, B.R.; Magagnotti, N. Using a small-log mobile sawmill system to contain fuel reduction treatment cost on small parcels. Small Scale For. 2009, 8, 367–379. [Google Scholar] [CrossRef]
- Ištvanić, J.; Lučić, R.B.; Jug, M.; Karan, R. Analysis of factors affecting log band saw capacity. Croat. J. For. Eng. 2009, 30, 27–35. [Google Scholar]
- Silva-Lugo, E.D.; Salto, P.N.; Aragón-Vásquez, A.Y.; Nájera-Luna, J.A.; Hernández, F.; Cruz-Carrera, R.D.; Carrillo-Parra, A. Analysis of the physical work environment in sawmills in El Salto, Durango, Mexico. Rev. Chapingo Ser. Cienc. For. 2020, 26, 207–219. [Google Scholar] [CrossRef]
- Owoyemi, M.J.; Falemara, B.; Owoyemi, A.J. Noise pollution and control in wood mechanical processing wood industries. Biomed. Stat. Inform. 2017, 2, 54–60. [Google Scholar] [CrossRef]
- Thepaksorn, P.; Koizumi, A.; Harada, K.; Siriwong, W.; Neitzel, R.L. Occupational noise exposure and hearing defects among sawmill workers in the south of Thailand. Int. J. Occup. Saf. Ergon. 2019, 25, 458–466. [Google Scholar] [CrossRef] [PubMed]
- Anjorin, S.A.; Jemiluyi, A.O.; Akintayo, T.C. Evaluation of industrial noise: A case study of two Nigerian industries. Eur. J. Eng. Technol. 2015, 3, 59–68. [Google Scholar] [CrossRef]
- Parsons, K.C. Environmental ergonomics: A review of principles, methods and models. Appl. Ergon. 2000, 31, 581–594. [Google Scholar] [CrossRef]
- Davies, H.W.; Teschke, K.; Kennedy, S.M.; Hodgson, M.R.; Demers, P.A. Occupational noise exposure and hearing protector use in Canadian lumber mills. J. Occup. Environ. Hyg. 2009, 6, 32–41. [Google Scholar] [CrossRef]
- Kersten, N.; Backé, E. Occupational noise and myocardial infarction: Considerations on the interrelation of noise with job demands. Noise Health 2015, 17, 116–122. [Google Scholar] [CrossRef]
- Rottensteiner, C.; Tsioras, P.; Stampfer, K. Wood density impact on hand-arm vibration. Croat. J. For. Eng. 2012, 33, 303–312. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Category, Parameter and Measurement Unit | Description and Measurement Procedure |
|---|---|
| Time consumption | |
| Work preparation (tP, seconds) | Description: removing sawdust, cleaning the logs of residues, etc. Measurement: video files |
| Measurement (tM, seconds) | Description: measuring the diameters of the logs and their length, including the time spent to measure production. Measurement: video files |
| Log loading (tL, seconds) | Description: moving the logs from the feedstock, placing and fixing them on the machine by clamps. Measurement: video files |
| Adjusting the sawing height (tA, seconds) | Description: manual adjustment of the blade height using the adjusting lever. Measurement: video files |
| Effective sawing (tS, seconds) | Description: advancement of the sawing blade into the log using the manual advancement lever. Measurement: video files |
| Return of the saw (tR, seconds) | Description: manual retraction of the sawing device to its initial location. Measurement: video files |
| Loading and fixing lumber (tF, seconds) | Description: manual placement, fixing and rotating of partly processed wood. Measurement: video files |
| Unloading lumber (tU, seconds) | Description: manual removal and stacking of the produced lumber. Measurement: video files |
| Technical delays (TTD, seconds) | Description: any events causing delays of technical nature. Measurement: video files |
| Personal delays (TPD, seconds) | Description: any events causing delays of personal nature. Measurement: video files |
| Miscellaneous (TMD, seconds) | Description: any other events, excluding those from above. Measurement: video files |
| Inputs | |
| Diameter at the thick end (DT, cm) | Measurement: caliper and field book |
| Diameter at the thin end (Dt, cm) | Measurement: caliper & field book |
| Log length (LL, cm) | Measurement: measurement tape and field book |
| Average diameter of the log (D, cm) | Measurement: calculated based on DT and Dt |
| Volume of the log (V, m3) | Measurement: calculated based on D and LL |
| Outputs | |
| Number of produced pieces (NP) | Measurement: video files |
| Volume of production (P, m3) | Measurement: individual measurement of each piece |
| Volume of residues (R, m3) | Measurement: by the difference between input volume and production |
| Category, Parameter and Measurement Unit | Descriptive Statistics | |||||
|---|---|---|---|---|---|---|
| N | Sum | Min. | Max. | Mean | Median | |
| Time consumption | ||||||
| Work preparation (tP, seconds) | 86 | 28,729 | - | 1533 | 334.1 | 225.0 |
| Measurement (tM, seconds) | 86 | 19,562 | 49 | 631 | 227.5 | 198.5 |
| Log loading (tL, seconds) | 86 | 10,212 | 28 | 393 | 118.7 | 103 |
| Adjusting the sawing height (tA, seconds) | 86 | 13,872 | 49 | 780 | 161.3 | 111 |
| Effective sawing (tS, seconds) | 86 | 35,557 | 80 | 1707 | 413.5 | 326.5 |
| Return of the saw (tR, seconds) | 86 | 14,930 | 47 | 575 | 173.6 | 143.5 |
| Unloading lumber (tU, seconds) | 86 | 12,008 | 15 | 699 | 139.6 | 104 |
| Loading and fixing lumber (tF, seconds) | 86 | 16,018 | 40 | 797 | 186.3 | 136.5 |
| Technical delays (TTD, seconds) | 30 | 794 | - | - | - | - |
| Personal delays (TPD, seconds) | 65 | 2806 | - | - | - | - |
| Miscellaneous time (TM, seconds) | 42 | 28,082 | - | - | - | - |
| Cycle time (CT, seconds) | 86 | 163,008 | 502 | 6750 | 1895.4 | 1315.5 |
| Delay-free cycle time (DFCT, seconds) | 86 | 131,326 | 474 | 6189 | 1527.1 | 1171.0 |
| Total time (TT, seconds) | - | 182,579 | - | - | - | - |
| Inputs | ||||||
| Diameter at the thick end (DT, cm) | 86 | - | 14 | 63 | 29.2 | 27 |
| Diameter at the thin end (Dt, cm) | 86 | - | 10 | 50 | 24.1 | 22 |
| Log length (LL, cm) | 86 | - | 200 | 700 | 472.1 | 500 |
| Average diameter of the log (D, cm) | 86 | - | 12.0 | 56.5 | 26.6 | 24.5 |
| Volume of the log (V, m3) | 86 | 25.799 | 0.057 | 1.516 | 0.300 | 0.232 |
| Outputs | ||||||
| Number of produced pieces (NP) | 86 | 695 | 1 | 25 | 8.1 | 7 |
| Volume of production (P, m3) | 86 | 17.834 | 0.026 | 1.019 | 0.207 | 0.160 |
| Volume of residues (R, m3) | 86 | 7.965 | 0.007 | 0.497 | 0.093 | 0.068 |
| Performance indicators | ||||||
| Recovery rate (RR, %) | 86 | - | 38.8 | 95.0 | 68.6 | - |
| Net productivity rate (NPR, m3 × h−1) | 86 | - | 0.135 | 0.922 | 0.489 | - |
| Gross productivity rate (GPR, m3 × h−1) | 86 | - | 0.132 | 0.846 | 0.394 | - |
| Net efficiency rate (NER, h × m−3) | 86 | - | 1.084 | 7.389 | 2.045 | - |
| Gross efficiency rate (GER, h × m−3) | 86 | - | 1.183 | 7.552 | 2.539 | - |
| Parameters | Metrics of the Exposure to Noise | |||
|---|---|---|---|---|
| Time(s) | Laeq (dB(A)) | Laeq, T (dB(A)) | LEX,8h (dB(A)) | |
| Day # 1 | 33,579 | 83.24 | - | - |
| Day # 2 | 30,714 | 85.72 | - | - |
| Day # 3 | 28,425 | 83.39 | - | - |
| Day # 4 | 31,143 | 83.35 | - | - |
| Day # 5 | 35,945 | 82.38 | - | - |
| Day # 6 | 26,176 | 81.18 | - | - |
| Overall | 185,982 | - | 83.52 | 91.62 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Borz, S.A.; Oghnoum, M.; Marcu, M.V.; Lorincz, A.; Proto, A.R. Performance of Small-Scale Sawmilling Operations: A Case Study on Time Consumption, Productivity and Main Ergonomics for a Manually Driven Bandsaw. Forests 2021, 12, 810. https://doi.org/10.3390/f12060810
Borz SA, Oghnoum M, Marcu MV, Lorincz A, Proto AR. Performance of Small-Scale Sawmilling Operations: A Case Study on Time Consumption, Productivity and Main Ergonomics for a Manually Driven Bandsaw. Forests. 2021; 12(6):810. https://doi.org/10.3390/f12060810
Chicago/Turabian StyleBorz, Stelian Alexandru, Maryam Oghnoum, Marina Viorela Marcu, Arpad Lorincz, and Andrea Rosario Proto. 2021. "Performance of Small-Scale Sawmilling Operations: A Case Study on Time Consumption, Productivity and Main Ergonomics for a Manually Driven Bandsaw" Forests 12, no. 6: 810. https://doi.org/10.3390/f12060810
APA StyleBorz, S. A., Oghnoum, M., Marcu, M. V., Lorincz, A., & Proto, A. R. (2021). Performance of Small-Scale Sawmilling Operations: A Case Study on Time Consumption, Productivity and Main Ergonomics for a Manually Driven Bandsaw. Forests, 12(6), 810. https://doi.org/10.3390/f12060810