
Comparative Adhesive Bonding of Wood Chemically Modified with Either Acetic Anhydride or Butylene Oxide

 , and
, and {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Materials and Methods
2.1. Bond Strength Study
2.1.1. Experimental Design
2.1.2. Acetylation of Wood
2.1.3. Alkylene Oxide-Modification of Wood
2.1.4. Bonding
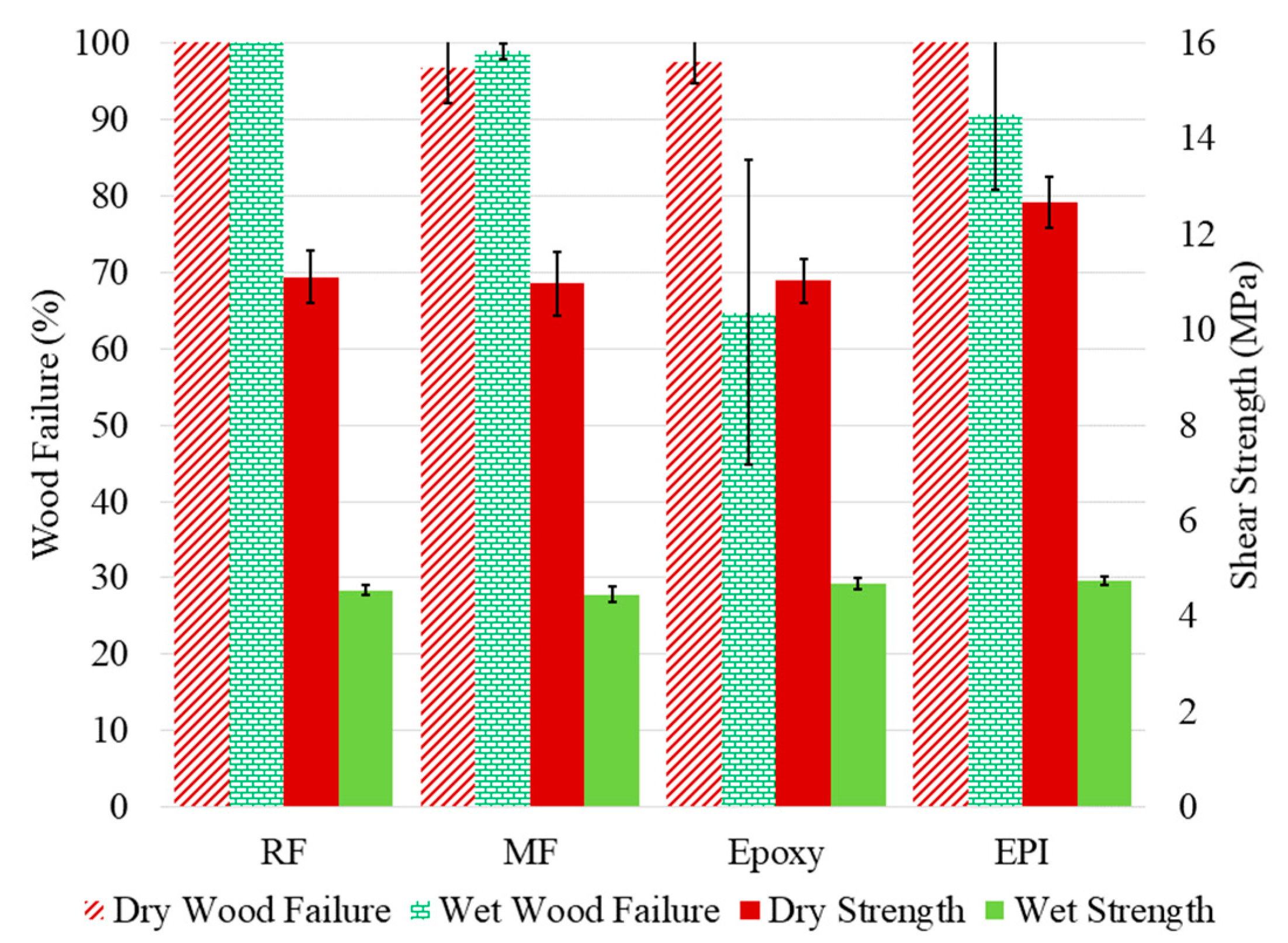
2.1.5. Adhesive Testing
- Submerged specimens in tap water at room temperature in a pressure vessel.
- Maintained a vacuum of 635 ± 85 kPa for 30 min.
- Maintained a pressure of 448 ± 35 kPa for 30 min.
- Remained submerged in water until tested.
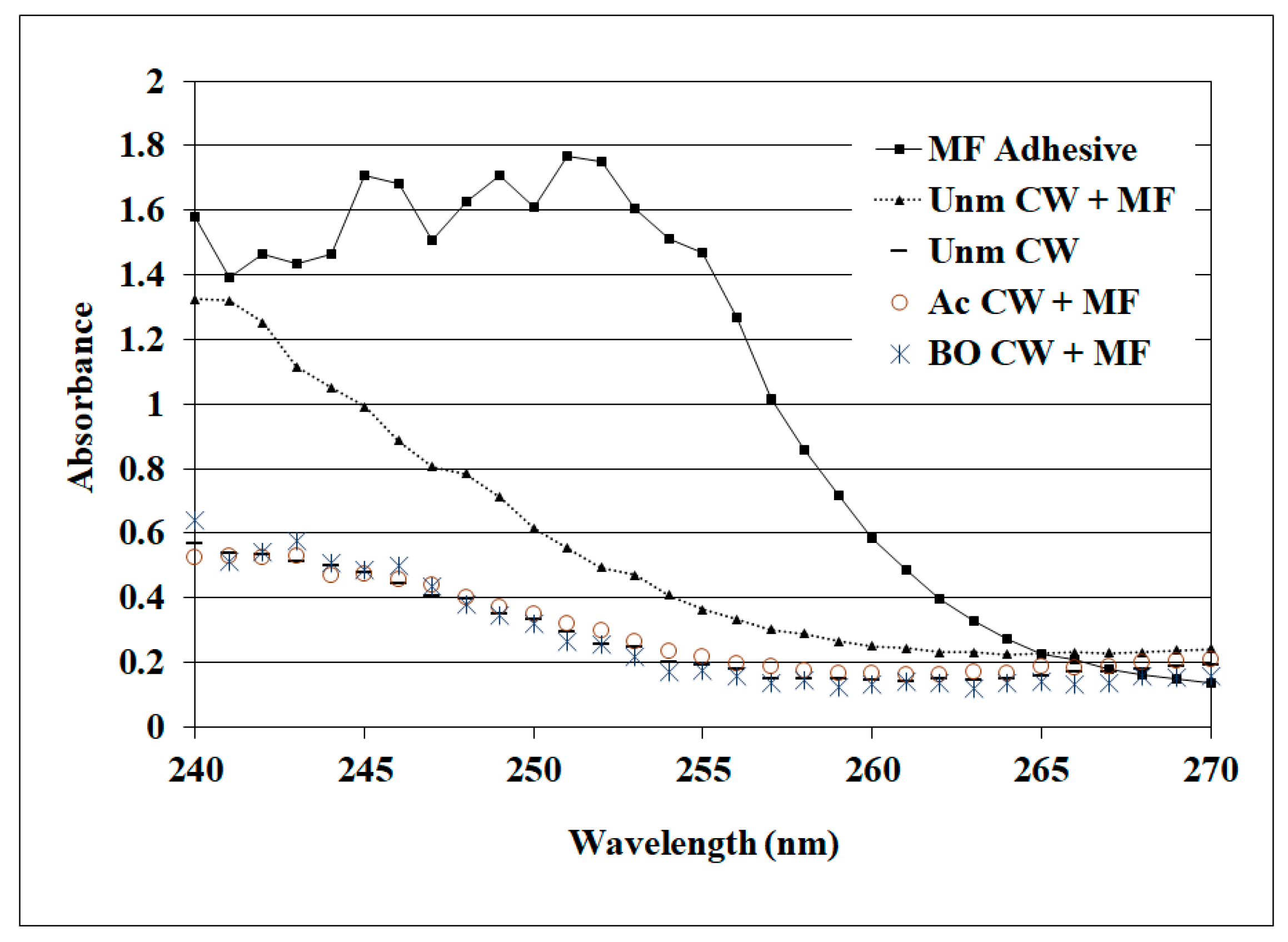
2.2. Melamine Analysis
3. Results
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hill, C.A.S. Wood Modification: Chemical, Thermal and Other Processes; John Wiley & Sons: Hong Kong, 2006; pp. 1–239. [Google Scholar]
- Norimoto, M. Chemical Modification of Wood. In Wood and Cellulose Chemistry; Hon, D.N.S., Shiraishi, N., Eds.; Marcel Dekker: New York, NY, USA, 2001; pp. 573–598. [Google Scholar]
- Norimoto, M.; Gril, J.; Rowell, R.M. Rheological properties of chemically modified wood Relationship between dimensional stability and creep stability. Wood Fiber Sci. 1992, 24, 25–35. [Google Scholar]
- Frihart, C.R.; Yelle, D.J.; Jakes, J.E.; Ralph, J.; Stone, D.S.; Beecher, J.F. Use of a new methodology to elucidate isocyanate adhesion to wood. In Proceedings of the 33rd Annual Meeting of The Adhesion Society, Daytona Beach, FL, USA, 21–24 February 2010. [Google Scholar]
- Bongers, F.; Meijerink, T.; Lütkemeier, B.; Lankveld, C.; Alexander, J.; Militz, H.; Lehringer, C. Bonding of acetylated wood. Int. Wood Prod. J. 2016, 7, 102–106. [Google Scholar] [CrossRef]
- Boonstra, M.G.; Pizzi, A.; Tekely, P.; Pendlebury, J. A study of the influence of solvents on the modification of wood with organic anhydrides. Holzforschung 1997, 51, 62–66. [Google Scholar]
- Brelid, P.L.; Simonson, R. Acetylation of solid wood using microwave heating: Part 2. Experiments in laboratory scale. Holz als Roh-und Werkst. 1999, 57, 383–389. [Google Scholar] [CrossRef]
- Çetin, N.S.; Özmen, N.; Birinci, E. Acetylation of Wood with Various Catalysts. J. Wood Chem. Technol. 2011, 31, 142–153. [Google Scholar] [CrossRef]
- Dunningham, E.A. Kinetic studies of the acetylation reaction of small Pinus radiata blocks. Holz als Roh-und Werkst. 2012, 70, 857–863. [Google Scholar] [CrossRef]
- Gu, X.; Sun, L.; Liu, G.; You, C.; Cheng, C.K.K.; Yao, J.; Gu, X. Chemical modification of poplar wood in gas-and liquid-phase acetylation. Wood Res. 2015, 60, 247–254. [Google Scholar]
- Hill, C.A.S. Wood modification: An update. BioResources 2011, 6, 918–919. [Google Scholar]
- Hunt, C.G.; Zelinka, S.L.; Frihart, C.R.; Lorenz, L.; Yelle, D.; Gleber, S.-C.; Vogt, S.; Jakes, J.E. Acetylation increases relative humidity threshold for ion transport in wood cell walls—A means to understanding decay resistance. Int. Biodeterior. Biodegrad. 2018, 133, 230–237. [Google Scholar] [CrossRef]
- Li, J.-Z.; Furuno, T.; Zhou, W.-R.; Ren, Q.; Han, X.-Z.; Zhao, J.-P. Properties of Acetylated Wood Prepared at Low Temperature in the Presence of Catalysts. J. Wood Chem. Technol. 2009, 29, 241–250. [Google Scholar] [CrossRef]
- Marcroft, J.; Bongers, F.; Perez, F.P.; Alexander, J.; Harrison, I. Structural Performance of Accoya® Wood under Service Class 3 Conditions. In Materials and Joints in Timber Structures; Aicher, S.R.H., Garrecht, H., Eds.; RILEM Bookseries; Springer: Dordrecht, The Netherlands, 2014. [Google Scholar]
- Obataya, E.; Minato, K. Potassium acetate-catalyzed acetylation of wood at low temperatures I: Simplified method using a mixed reagent. J. Wood Sci. 2009, 55, 18–22. [Google Scholar] [CrossRef]
- Rowell, R.M. Acetylated Wood: A Stable and Durable Structural Building Material. In Proceedings of the World Conference on Timber Engineering (WCTE 2016), Vienna, Austria, 22–25 August 2016. [Google Scholar]
- Rowell, R.M.; Dickerson, J.P. Acetylation of wood. In Deterioration and Protection of Sustainable Biomaterials; ACS Symposium Series; ACS Publications: Washington, DC, USA, 2014; pp. 301–327. [Google Scholar]
- Rowell, R.M. Chemical Modification of Wood. In Handbook of Wood Chemistry and Wood Composites; Rowell, R.M., Ed.; CRC Press: Boca Raton, FL, USA, 2013; pp. 537–597. [Google Scholar]
- Vick, C.; Rowell, R. Adhesive bonding of acetylated wood. Int. J. Adhes. Adhes. 1990, 10, 263–272. [Google Scholar] [CrossRef]
- Frihart, C.R.; Brandon, R.; Beecher, J.F.; Ibach, R.E. Adhesives for Achieving Durable Bonds with Acetylated Wood. Polymers 2017, 9, 731. [Google Scholar] [CrossRef]
- Frihart, C.R.; Brandon, R.; Ibach, R.E. Selectivity of bonding for modified wood. In Proceedings of the 27th Annual Meeting of the Adhesion Society, Wilmington, NC, USA, 15–18 February2004. [Google Scholar]
- Vick, C.; Larsson, P.; Mahlberg, R.; Simonson, R.; Rowell, R. Structural bonding of acetylated Scandinavian softwoods for exterior lumber laminates. Int. J. Adhes. Adhes. 1993, 13, 139–149. [Google Scholar] [CrossRef]
- Brandon, R.; Ibach, R.E.; Frihart, C.R. Effects of chemically modified wood on bond durability. In Proceedings of the International Conference on Wood Adhesives 2005; Forest Products Society Publishing: Madison, WI, USA, 2006. [Google Scholar]
- Hunt, C.G.; Brandon, R.; Ibach, R.E.; Frihart, C.R. What does bonding to modified wood tell us about adhesion? In Bonding of Modified Wood: Proceedings of the 5th COST E34 International Workshop; Biotechnical Faculty, Department of Wood Science and Technology, University of Ljubljana: Bled, Slovenia, 2007. [Google Scholar]
- Frihart, C.R. Adhesive Groups and How They Relate to the Durability of Bonded Wood. J. Adhes. Sci. Technol. 2009, 23, 601–617. [Google Scholar] [CrossRef]
- Frihart, C.R. Adhesive Bonding and Performance Testing of Bonded Wood Products. J. ASTM Int. 2005, 2, 455–466. [Google Scholar] [CrossRef]
- Frihart, C.R.; Beecher, J.F. Factors that lead to failure with wood adhesive bonds. In World Conference on Timber Engineering 2016; World Conference on Timber Engineering: Vienna, Asutria, 2016. [Google Scholar]
- ASTM International. D 905-08 Standard Test Method for Strength Properties of Adhesive Bonds in Shear by Compression Loading; ASTM International: West Conshohocken, PA, USA, 2013. [Google Scholar]
- ASTM International. D 2559-12AE1 Standard Specification for Adhesives for Structural Laminated Wood Products for Use Under Exterior Exposure Conditions; ASTM International: West Conshohocken, PA, USA, 2011. [Google Scholar]
- ASTM International. D 5266-99 Standard Practice for Estimating the Percent Wood Failure in Adhesive Joints; ASTM International: West Conshohocken, PA, USA, 2005. [Google Scholar]
- Gindl, W.; Dessipri, E.; Wimmer, R. Using UV-Microscopy to Study Diffusion of Melamine-Urea-Formaldehyde Resin in Cell Walls of Spruce Wood. Holzforschung 2002, 56, 103–107. [Google Scholar] [CrossRef]
- Frihart, C.R. Are epoxy-wood bonds durable enough? In Wood Adhesives 2005 Proceeding; Forest Product Society: San Diego, CA, USA, 2006. [Google Scholar]
- Wilson, T.R.C. Strength-Moisture Relations for Wood; Forest Products Laboratory: Madison, WI, USA, 1932. [Google Scholar]
- Green, D.W.; Winandy, J.E.; Kretschmann, D.E. Wood as an Engineering Material. In Wood Handbook; USDA Forest Service, Forest Products Laboratory: Madison, WI, USA, 1999; pp. 4.1–4.45. [Google Scholar]
- Rowell, R.M. Chemical Modification of Wood. In Handbook of Wood Chemistry and Wood Composites; Rowell, R.M., Ed.; CRC Press: Boca Raton, FL, USA, 2005; pp. 381–420. [Google Scholar]
- Vick, C.B.; Krzysik, A.; Wood, J.E. Acetylated, isocyanate-bonded flakeboards after accelerated aging. Holz als Roh-und Werkst. 1991, 49, 221–228. [Google Scholar] [CrossRef]
- Ibach, R.E.; Rowell, R.M. Improvements in Decay Resistance Based on Moisture Exclusion. Mol. Cryst. Liq. Cryst. Sci. Technol. Sect. A. Mol. Cryst. Liq. Cryst. 2000, 353, 23–33. [Google Scholar] [CrossRef]
- Ibach, R.E.; Rowell, R.M.; Lee, B.-G. Decay protection based on moisture exclusion resulting from chemical modification of wood. In Proceedings of the 5th Pacific Rim Bio-Based Composites Symposium, Canberra, Australia, 10–13 December 2000; pp. 197–204. [Google Scholar]
- Treu, A.; Bredesen, R.; Bongers, F. Enhanced bonding of acetylated wood with an MUF-based adhesive and a resorcinol-formaldehyde-based primer. Holzforschung 2020, 74, 382–390. [Google Scholar] [CrossRef]
- Gierlinger, N.; Hansmann, C.; Röder, T.; Sixta, H.; Gindl, W.; Wimmer, R.; Gindl-Altmutter, W. Comparison of UV and confocal Raman microscopy to measure the melamine–formaldehyde resin content within cell walls of impregnated spruce wood. Holzforschung 2005, 59, 210–213. [Google Scholar] [CrossRef]








Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Frihart, C.R.; Brandon, R.; Ibach, R.E.; Hunt, C.G.; Gindl-Altmutter, W. Comparative Adhesive Bonding of Wood Chemically Modified with Either Acetic Anhydride or Butylene Oxide. Forests 2021, 12, 546. https://doi.org/10.3390/f12050546
Frihart CR, Brandon R, Ibach RE, Hunt CG, Gindl-Altmutter W. Comparative Adhesive Bonding of Wood Chemically Modified with Either Acetic Anhydride or Butylene Oxide. Forests. 2021; 12(5):546. https://doi.org/10.3390/f12050546
Chicago/Turabian StyleFrihart, Charles R., Rishawn Brandon, Rebecca E. Ibach, Christopher G. Hunt, and Wolfgang Gindl-Altmutter. 2021. "Comparative Adhesive Bonding of Wood Chemically Modified with Either Acetic Anhydride or Butylene Oxide" Forests 12, no. 5: 546. https://doi.org/10.3390/f12050546
APA StyleFrihart, C. R., Brandon, R., Ibach, R. E., Hunt, C. G., & Gindl-Altmutter, W. (2021). Comparative Adhesive Bonding of Wood Chemically Modified with Either Acetic Anhydride or Butylene Oxide. Forests, 12(5), 546. https://doi.org/10.3390/f12050546