The Application of Oak Bark Powder as a Filler for Melamine-Urea-Formaldehyde Adhesive in Plywood Manufacturing



Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
3. Results and Discussion
4. Conclusions
- The chemical composition of oak bark makes it a suitable material for application as a filler for MUF adhesive.
- The addition of oak bark considerably affected the properties of the MUF resin by influencing the time-viscosity dependence, reducing the gel time, and decreasing the pH. The bark-containing adhesive mixture was characterized by slightly lower viscosity in comparison with the variant containing the rye flour at the same concentration. Hence, the oak bark introduction had a positive effect on the liquid resin properties.
- The FTIR spectroscopy did not explain the chemical interaction between the MUF adhesive and the oak bark.
- Since the free formaldehyde content is an important health and environmental issue, it is beneficial that the introduction of oak bark to the adhesive mixture led to a significant reduction in the amount of harmful emissions released from the plywood.
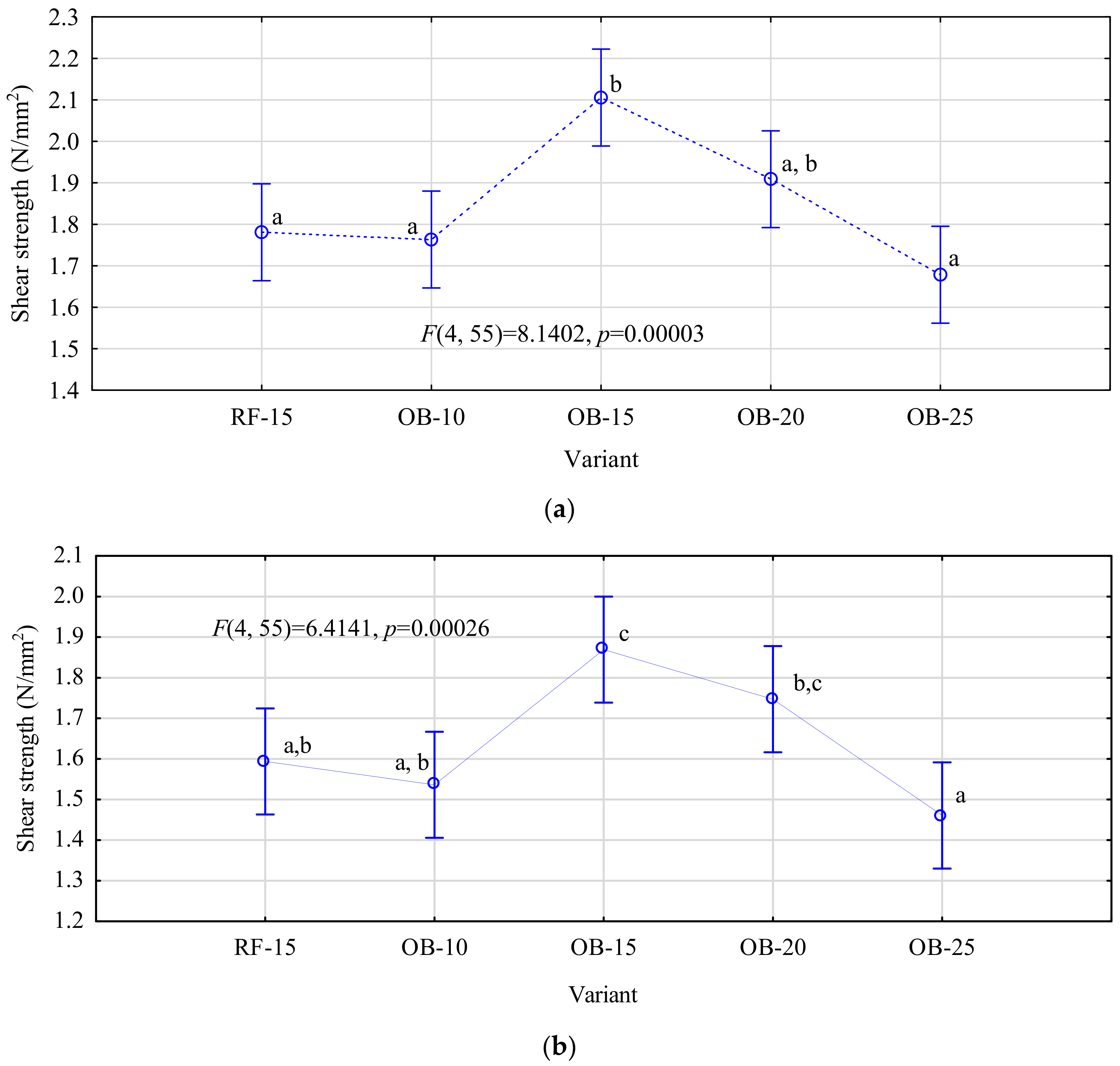
- Adding the proper amount of oak bark (15 g) to the MUF adhesive mixture resulted in the improvement of bonding quality in comparison with adding the adhesive prepared with the rye flour as the extender.
- In summary, we found that oak bark, which is considered to be unused woodworking industry waste, has the potential to become a filler for MUF resins and, simultaneously, a bio-based formaldehyde scavenger.
Author Contributions
Funding
Conflicts of Interest
References
- Kawalerczyk, J.; Dziurka, D.; Mirski, R.; Trociński, A. Flour Fillers with Urea-Formaldehyde Resin in Plywood. BioResources 2019, 14, 6727–6735. [Google Scholar] [CrossRef]
- Bekhta, P.; Sedliačik, J.; Kačík, F.; Noshchenko, G.; Kleinová, A. Lignocellulosic waste fibers and their application as a component of urea-formaldehyde adhesive composition in the manufacture of plywood. Eur. J. Wood Wood Prod. 2019, 77, 495–508. [Google Scholar] [CrossRef]
- Dukarska, D.; Czarnecki, R. Fumed silica as a filler for MUPF resin in the process of manufacturing water-resistant plywood. Eur. J. Wood Wood Prod. 2016, 74, 5–14. [Google Scholar] [CrossRef]
- Sellers, T.; Miller, G.D.; Smith, W. Tool wear properties of five extender/fillers in adhesive mixes for plywood. For. Prod. J. 2005, 55, 27–31. [Google Scholar]
- Hogger, E.M.; van Herwijnen, H.W.G.; Moser, J.; Kantner, W.; Konnerth, J. Systematic assessment of wheat extenders in condensation resins for plywood production: Part I—Physico-chemical adhesive properties. J. Adhes. 2020, 1–19. [Google Scholar] [CrossRef]
- Kawalerczyk, J.; Dziurka, D.; Mirski, R.; Szentner, K. Properties of Plywood Produced with Urea-Formaldehyde Adhesive Modified with Nanocellulose and Microcellulose. Drvna Industrija 2020, 71, 61–67. [Google Scholar] [CrossRef]
- Cichy, W. Combustion of plywood waste in a low-power boiler. Drewno 2012, 55, 21–36. [Google Scholar]
- Pasztory, Z.; Mohácsiné, I.R.; Gorbacheva, G.; Börcsök, Z. The utilization of tree bark. BioResources 2016, 11, 7859–7888. [Google Scholar] [CrossRef]
- Fernández de Simón, B.; Cadahía, E.; Conde, E.; García-Vallejo, M.C. Low molecular weight phenolic compounds in Spanish oak woods. J. Agric. Food Chem. 1996, 44, 1507–1511. [Google Scholar] [CrossRef]
- Jordão, A.M.; Ricardo-da-Silva, J.M.; Laureano, O. Ellagitannins from Portuguese oak wood (Quercus pyrenaica Willd.) used in cooperage: Influence of geographical origin, coarseness of the grain and toasting level. Holzforschung 2007, 61, 155–160. [Google Scholar] [CrossRef]
- Scalbert, A.; Monties, B.; Favre, J.-M. Polyphenols of Quercus robur: Adult tree and in vitro grown calli and shoots. Phytochemistry 1988, 27, 3483–3488. [Google Scholar] [CrossRef]
- Skrypnik, L.; Grigorev, N.; Michailov, D.; Antipina, M.; Danilova, M.; Pungin, A. Comparative study on radical scavenging activity and phenolic compounds content in water bark extracts of alder (Alnus glutinosa (L.) Gaertn.), oak (Quercus robur L.) and pine (Pinus sylvestris L.). Eur. J. Wood Wood Prod. 2019, 77, 879–890. [Google Scholar] [CrossRef]
- Ihnat, V.; Lübke, H.; Balbercak, J.; Kuňa, V. Size reduction downcycling of waste wood. Review. Wood Res. 2020, 65, 205–220. [Google Scholar] [CrossRef]
- Tudor, E.M.; Barbu, M.C.; Petutschnigg, A.; Réh, R.; Krišťák, L. Analysis of Larch-Bark Capacity for Formaldehyde Removal in Wood Adhesives. Int. J. Environ. Res. Public Health 2020, 17, 764. [Google Scholar] [CrossRef]
- Sahin, T.H.; Arslan, B.M. Weathering performance of particleboards manufactured from blends of forest residues with Red pine (Pinus brutia) wood. Maderas. Cienc. Y Tecnol. 2011, 13, 337–346. [Google Scholar] [CrossRef]
- Medved, S.; Gajšek, U.; Tudor, E.M.; Barbu, M.C.; Antonović, A. Efficiency of bark for reduction of formaldehyde emission from particleboards. Wood Res. 2019, 64, 307–316. [Google Scholar]
- Tudor, E.M.; Dettendorfer, A.; Kain, G.; Barbu, M.C.; Réh, R.; Krišťák, Ľ. Sound-Absorption Coefficient of Bark-Based Insulation Panels. Polymers 2020, 12, 1012. [Google Scholar] [CrossRef]
- Pásztory, Z.; Mohácsiné, I.R.; Börcsök, Z. Investigation of thermal insulation panels made of black locust tree bark. Constr. Build. Mater. 2017, 147, 733–735. [Google Scholar] [CrossRef]
- Sellers, T. Plywood and Adhesive Technology; CRC Press: Boca Raton, CA, USA, 1985; ISBN 978-0-8247-7407-3. [Google Scholar]
- Réh, R.; Igaz, R.; Krišťák, Ľ.; Ružiak, I.; Gajtanska, M.; Božíková, M.; Kučerka, M. Functionality of beech bark in adhesive mixtures used in plywood and its effect on the stability associated with material systems. Materials 2019, 12, 1298. [Google Scholar] [CrossRef]
- Ružiak, I.; Igaz, R.; Krišťák, L.; Réh, R.; Mitterpach, J.; Očkajová, A.; Kučerka, M. Influence of urea-formaldehyde adhesive modification with beech bark on chosen properties of plywood. BioResources 2017, 12, 3250–3264. [Google Scholar] [CrossRef]
- Aydin, I.; Demirkir, C.; Colak, S.; Colakoglu, G. Utilization of bark flours as additive in plywood manufacturing. Eur. J. Wood Wood Prod. 2017, 75, 63–69. [Google Scholar] [CrossRef]
- Marbun, S.D.; Wahyudi, I.; Suryana, J.; Nawawi, D.S. Bonding strength of benuang and duabanga glulams using their barks as phenol formaldehyde-filler. Appl. Adhes. Sci. 2020, 8, 1–12. [Google Scholar] [CrossRef]
- Dziurka, D.; Mirski, R. Properties of Liquid and Polycondensed UF Resin Modified with pMDI. Drvna Industrija 2014, 65, 115–119. [Google Scholar] [CrossRef]
- Mirski, R.; Derkowski, A.; Dziurka, D.; Wieruszewski, M.; Dukarska, D. Effects of Chip Type on the Properties of Chip–Sawdust Boards Glued with Polymeric Diphenyl Methane Diisocyanate. Materials 2020, 13, 1329. [Google Scholar] [CrossRef]
- Chen, H.; Yan, N. Application of Western red cedar (Thuja plicata) tree bark as a functional filler in pMDI wood adhesives. Ind. Crop. Prod. 2018, 113, 1–9. [Google Scholar] [CrossRef]
- Wieruszewski, M.; Mikołajczak, E. The influence of selected factors on the share of by-products in sawmill processing. Ann. Wars. Univ. Life Sci. SGGW. For. Wood Technol. 2018, 104, 540–548. [Google Scholar]
- Mirski, R.; Kawalerczyk, J.; Dziurka, D.; Wieruszewski, M.; Trociński, A. Effects of Using Bark Particles with Various Dimensions as a Filler for Urea-formaldehyde Resin in Plywood. BioResources 2020, 15, 1692–1701. [Google Scholar]
- Technical Association of the Pulp and Paper Industry. Acid Insoluble Lignin in Wood and Pulp, T 222 cm-06; Technical Association of the Pulp and Paper Industry: New York, NY, USA, 2006; p. 5. [Google Scholar]
- Technical Association of the Pulp and Paper Industry. Solvent Extractives of Wood and Pulp, T 204 cm-97; Technical Association of the Pulp and Paper Industry: New York, NY, USA, 2007; p. 12. [Google Scholar]
- Browning, B.L. The Chemistry of Wood; Interscience Publishers: New York, NY, USA, 1967. [Google Scholar]
- Nemli, G.; Ayan, E.; Ay, N.; Tiryaki, S. Utilization potential of waste wood subjected to insect and fungi degradation for particleboard manufacturing. Eur. J. Wood Wood Prod. 2018, 76, 759–766. [Google Scholar] [CrossRef]
- EN 1245. Adhesives—Determination of pH; European Committee for Standardization: Brussels, Belgium, 2011.
- PN-C-89352-3. Kleje-Kleje do Drewna-Metody Badań—Oznaczanie Czasu Żelowania; Polish Committee for Standardization: Warsaw, Poland, 1996.
- EN 827. Adhesives: Determination of Conventional Solids Content and Constant Mass Solids Content; European Committee for Standardization: Brussels, Belgium, 2005.
- EN 717-3. Wood-Based Panels–Determination of Formaldehyde Release–Part 3: Formaldehyde Release by the Flask Method; European Committee for Standardization: Brussels, Belgium, 1996.
- EN 314-1. Plywood–Bond quality–Test Methods; European Committee for Standardization: Brussels, Belgium, 2004.
- Kusiak, W.; Majka, J.; Ratajczak, I.; Górska, M.; Zborowska, M. Evaluation of Environmental Impact on Selected Properties of Lime (Tilia Cordata Mill.) Wood. Forests 2020, 11, 746. [Google Scholar] [CrossRef]
- Babiński, L.; Fabisiak, E.; Zborowska, M.; Michalska, D.; Prądzyński, W. Changes in oak wood buried in waterlogged peat: Shrinkage as a complementary indicator of the wood degradation rate. Eur. J. Wood Wood Prod. 2019, 77, 691–703. [Google Scholar] [CrossRef]
- Tanase, C.; Mocan, A.; Coșarcă, S.; Gavan, A.; Nicolescu, A.; Gheldiu, A.-M.; Vodnar, D.C.; Muntean, D.-L.; Crișan, O. Biological and chemical insights of beech (Fagus sylvatica L.) bark: A source of bioactive compounds with functional properties. Antioxidants 2019, 8, 417. [Google Scholar] [CrossRef] [PubMed]
- Malutan, T.; Nicu, R.; Popa, V.I. Contribution to the study of hydroxymetylation reaction of alkali lignin. BioResources 2008, 3, 13–20. [Google Scholar]
- Gonçalves, M.; Paiva, N.T.; Ferra, J.M.; Martins, J.; Magalhães, F.D.; Carvalho, L. Chemical composition of melamine-urea-formaldehyde (MUF) resins assessed by near-infrared (NIR) spectroscopy. Int. J. Adhes. Adhes. 2019, 93, 102327. [Google Scholar] [CrossRef]
- Zhang, J.; Wang, X.; Zhang, S.; Gao, Q.; Li, J. Effects of melamine addition stage on the performance and curing behavior of melamine-urea-formaldehyde (MUF) resin. BioResources 2013, 8, 5500–5514. [Google Scholar] [CrossRef]
- Lei, H.; Frazier, C.E. Curing behavior of melamine-urea-formaldehyde (MUF) resin adhesive. Int. J. Adhes. Adhes. 2015, 62, 40–44. [Google Scholar] [CrossRef]
- Mirski, R.; Dziurka, D.; Łęcka, J. Potential of shortening pressing time or reducing pressing temperature for plywood resinated with PF resin modified using alcohols and esters. Eur. J. Wood Wood Prod. 2011, 69, 317–323. [Google Scholar] [CrossRef]
- Kawalerczyk, J.; Siuda, J.; Mirski, R.; Dziurka, D. Hemp Flour as a Formaldehyde Scavenger for Melamine-Urea-Formaldehyde Adhesive in Plywood Production. BioResources 2020, 15, 4052–4064. [Google Scholar] [CrossRef]
- Kawalerczyk, J.; Dziurka, D.; Mirski, R.; Siuda, J. The reduction of adhesive application in plywood manufacturing by using nanocellulose-reinforced urea-formaldehyde resin. J. Appl. Polym. Sci. 2020, e49834. [Google Scholar] [CrossRef]
- Hong, M.-K.; Park, B.-D. Effect of urea-formaldehyde resin adhesive viscosity on plywood adhesion. J. Korean Wood Sci. Technol. 2017, 45, 223–231. [Google Scholar] [CrossRef][Green Version]
- Li, X.; Li, J.; Li, J.; Gao, Q. Effect of Sepiolite Filler in Malamine-Urea-Formaldehyde Resin on the Properties of Three-ply Plywood. BioResources 2015, 10, 6624–6634. [Google Scholar] [CrossRef]
- Luo, J.; Zhang, J.; Luo, J.; Li, J.; Gao, Q. Effect of Melamine Allocation Proportion on Chemical Structures and Properties of Melamine-Urea-Formaldehyde Resins. BioResources 2015, 10, 3265–3276. [Google Scholar] [CrossRef]
- Suzuki, T.; Deguchi, K.; Kimura, Y.; Funaki, M.; Yamada, T. Hydrogasification of wood for high heating-value gas production X: Effect of pretreatment of Japanese oak bark by HNO3 oxidation on subsequent iron-catalyzed hydrogasification. J. Wood Sci. 1999, 45, 76–83. [Google Scholar] [CrossRef]
- Naumann, A.; Navarro-González, M.; Peddireddi, S.; Kües, U.; Polle, A. Fourier transform infrared microscopy and imaging: Detection of fungi in wood. Fungal Genet. Biol. 2005, 42, 829–835. [Google Scholar] [CrossRef] [PubMed]
- Ozgenc, O.; Durmaz, S.; Kuştaş, S. Chemical analysis of tree barks using ATR-FTIR spectroscopy and conventional techniques. BioResources 2017, 12, 9143–9151. [Google Scholar] [CrossRef]
- Pandey, K.K. A study of chemical structure of soft and hardwood and wood polymers by FTIR spectroscopy. J. Appl. Polym. Sci. 1999, 71, 1969–1975. [Google Scholar] [CrossRef]
- Popescu, C.-M.; Popescu, M.-C.; Vasile, C. Characterization of fungal degraded lime wood by FT-IR and 2D IR correlation spectroscopy. Microchem. J. 2010, 95, 377–387. [Google Scholar] [CrossRef]
- Mohebby, B. Attenuated total reflection infrared spectroscopy of white-rot decayed beech wood. Int. Biodeterior. Biodegrad. 2005, 55, 247–251. [Google Scholar] [CrossRef]
- Özgenç, Ö.; Durmaz, S.; Boyaci, I.H.; Eksi-Kocak, H. Determination of chemical changes in heat-treated wood using ATR-FTIR and FT Raman spectrometry. Spectrochim. Acta Part A Mol. Biomol. Spectrosc. 2017, 171, 395–400. [Google Scholar] [CrossRef]
- Pandey, K.K.; Pitman, A.J. FTIR studies of the changes in wood chemistry following decay by brown-rot and white-rot fungi. Int. Biodeterior. Biodegrad. 2003, 52, 151–160. [Google Scholar] [CrossRef]
- Durmaz, S.; Özgenç, Ö.; Boyacı, İ.H.; Yıldız, Ü.C.; Erişir, E. Examination of the chemical changes in spruce wood degraded by brown-rot fungi using FT-IR and FT-Raman spectroscopy. Vib. Spectrosc. 2016, 85, 202–207. [Google Scholar] [CrossRef]
- Reimschuessel, H.K.; McDevitt, N.T. Infrared spectra of some 1, 3, 5-triazine derivatives. J. Am. Chem. Soc. 1960, 82, 3756–3762. [Google Scholar] [CrossRef]
- Salem, M.Z.M.; Böhm, M. Understanding of formaldehyde emissions from solid wood: An overview. BioResources 2013, 8, 4775–4790. [Google Scholar] [CrossRef]
- Antov, P.; Jivkov, V.; Savov, V.; Simeonova, R.; Yavorov, N. Structural Application of Eco-Friendly Composites from Recycled Wood Fibres with Magnesium Lignosulfonate. Appl. Sci. 2020, 10, 7526. [Google Scholar] [CrossRef]
- Antov, P.; Mantanis, G.I.; Savov, V. Development of Wood Composites from Recycled Fibres with Magnesium Lignosulfonate. Forests 2020, 11, 613. [Google Scholar] [CrossRef]
- Jahanshaei, S.; Tabarsa, T.; Asghari, J. Eco-friendly tannin-phenol formaldehyde resin for producing wood composites. Pigment Resin Technol. 2012. [Google Scholar] [CrossRef]
- Van Der Klashorst, G.H.; Strauss, H.F. Polymerization of lignin model compounds with formaldehyde in acidic aqueous medium. J. Polym. Sci. Part A Polym. Chem. 1986, 24, 2143–2169. [Google Scholar] [CrossRef]
- Kawalerczyk, J.; Dziurka, D.; Mirski, R.; Siuda, J.; Szentner, K. The Effect of Nanocellulose Addition to Phenol-formaldehyde Adhesive in Water-resistant Plywood Manufacturing. BioResources 2020, 15, 5388–5401. [Google Scholar] [CrossRef]
- Gangi, M.; Tabarsa, T.; Sepahvand, S.; Asghari, J. Reduction of formaldehyde emission from plywood. J. Adhes. Sci. Technol. 2013, 27, 1407–1417. [Google Scholar] [CrossRef]
- EN 314-2. Plywood-Bond Quality-Requirements; European Committee for Standardization: Brussels, Belgium, 1993.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Variant Label | Quantity (pbw * per 100 g of Solid MUF Resin) | |||
|---|---|---|---|---|
| Oak Bark | Rye Flour | Water | Total Solution Weight of Catalyst | |
| RF-15 | 0 | 15 | 10 | 3 |
| OB-10 | 10 | 0 | 10 | 3 |
| OB-15 | 15 | 0 | 10 | 3 |
| OB-20 | 20 | 0 | 10 | 3 |
| OB-25 | 25 | 0 | 10 | 3 |
| Lignin (%) | Extractives (%) | Cellulose (%) | Holocellulose (%) | pH | |
|---|---|---|---|---|---|
| Oak bark | 50.27 ± 2.17 | 12.70 ± 0.57 | 31.60 ± 0.37 | 45.76 ± 1.26 | 5.04 ± 0.01 |
| Variant Label | Gel Time (s) | Solid Content (%) | pH |
|---|---|---|---|
| RF-15 | 81 ± 1 | 68.23 ± 0.02 | 7.7 ± 0.1 |
| OB-10 | 75 ± 2 | 65.91 ± 0.06 | 6.8 ± 0.2 |
| OB-15 | 71 ± 1 | 68.38 ± 0.07 | 6.4 ± 0.1 |
| OB-20 | 69 ± 1 | 71.12 ± 0.03 | 6.4 ± 0.1 |
| OB-25 | 68 ± 3 | 72.42 ± 0.06 | 6.3 ± 0.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mirski, R.; Kawalerczyk, J.; Dziurka, D.; Siuda, J.; Wieruszewski, M. The Application of Oak Bark Powder as a Filler for Melamine-Urea-Formaldehyde Adhesive in Plywood Manufacturing. Forests 2020, 11, 1249. https://doi.org/10.3390/f11121249
Mirski R, Kawalerczyk J, Dziurka D, Siuda J, Wieruszewski M. The Application of Oak Bark Powder as a Filler for Melamine-Urea-Formaldehyde Adhesive in Plywood Manufacturing. Forests. 2020; 11(12):1249. https://doi.org/10.3390/f11121249
Chicago/Turabian StyleMirski, Radosław, Jakub Kawalerczyk, Dorota Dziurka, Joanna Siuda, and Marek Wieruszewski. 2020. "The Application of Oak Bark Powder as a Filler for Melamine-Urea-Formaldehyde Adhesive in Plywood Manufacturing" Forests 11, no. 12: 1249. https://doi.org/10.3390/f11121249
APA StyleMirski, R., Kawalerczyk, J., Dziurka, D., Siuda, J., & Wieruszewski, M. (2020). The Application of Oak Bark Powder as a Filler for Melamine-Urea-Formaldehyde Adhesive in Plywood Manufacturing. Forests, 11(12), 1249. https://doi.org/10.3390/f11121249