
An Experimental Study on Micro Clinching of Metal Foils with Cutting by Laser Shock Forming


Abstract
:
1. Introduction
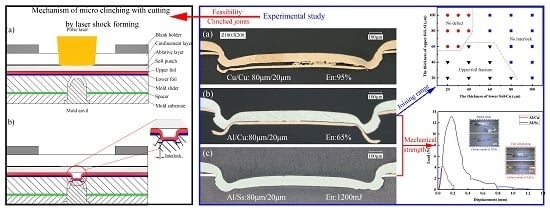
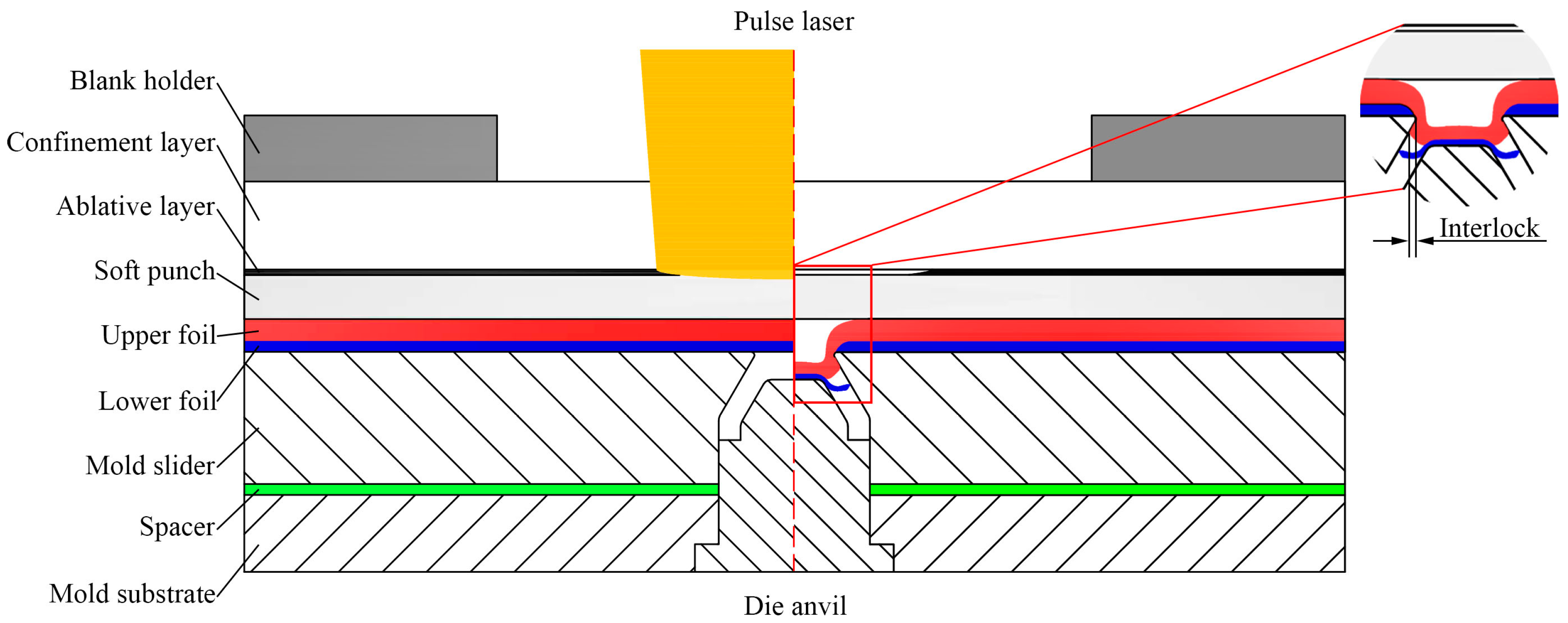
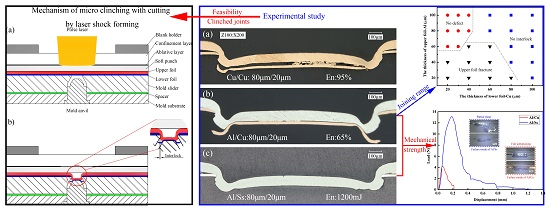
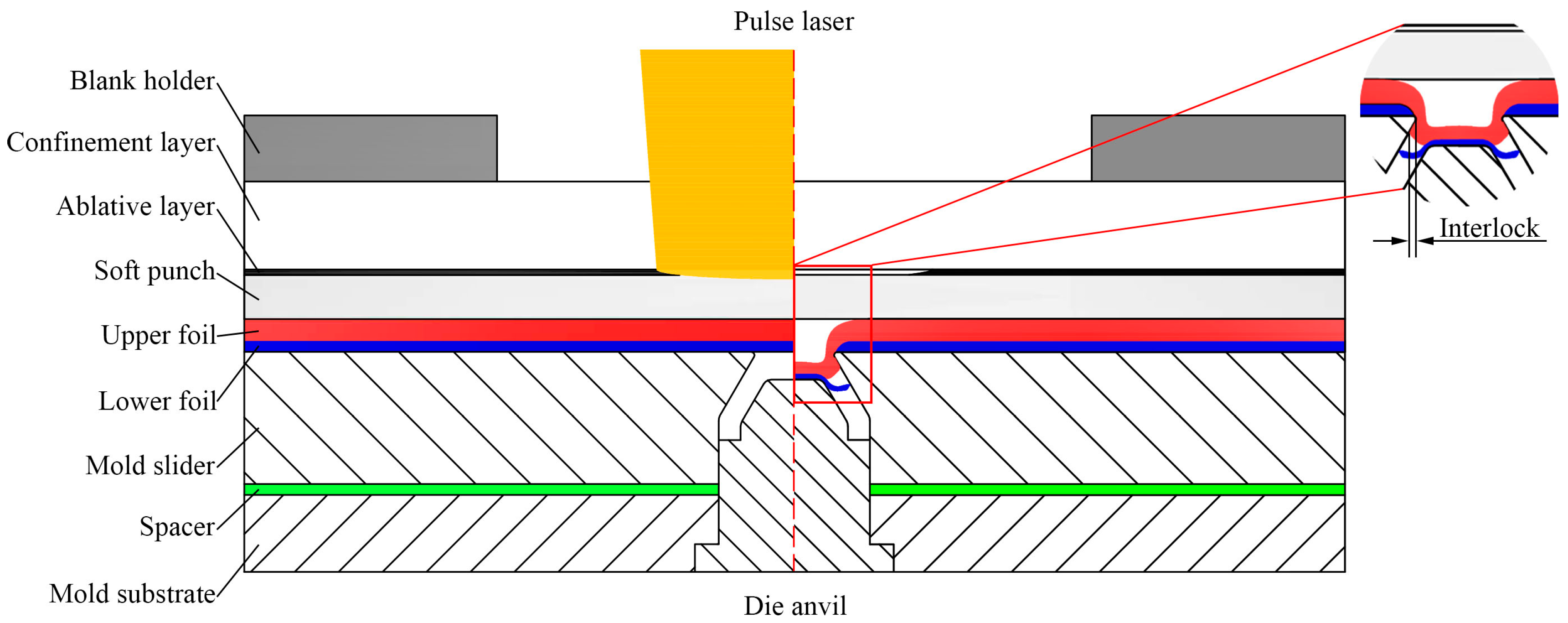
2. Mechanism of Micro Clinching with Cutting by Laser Shock Forming
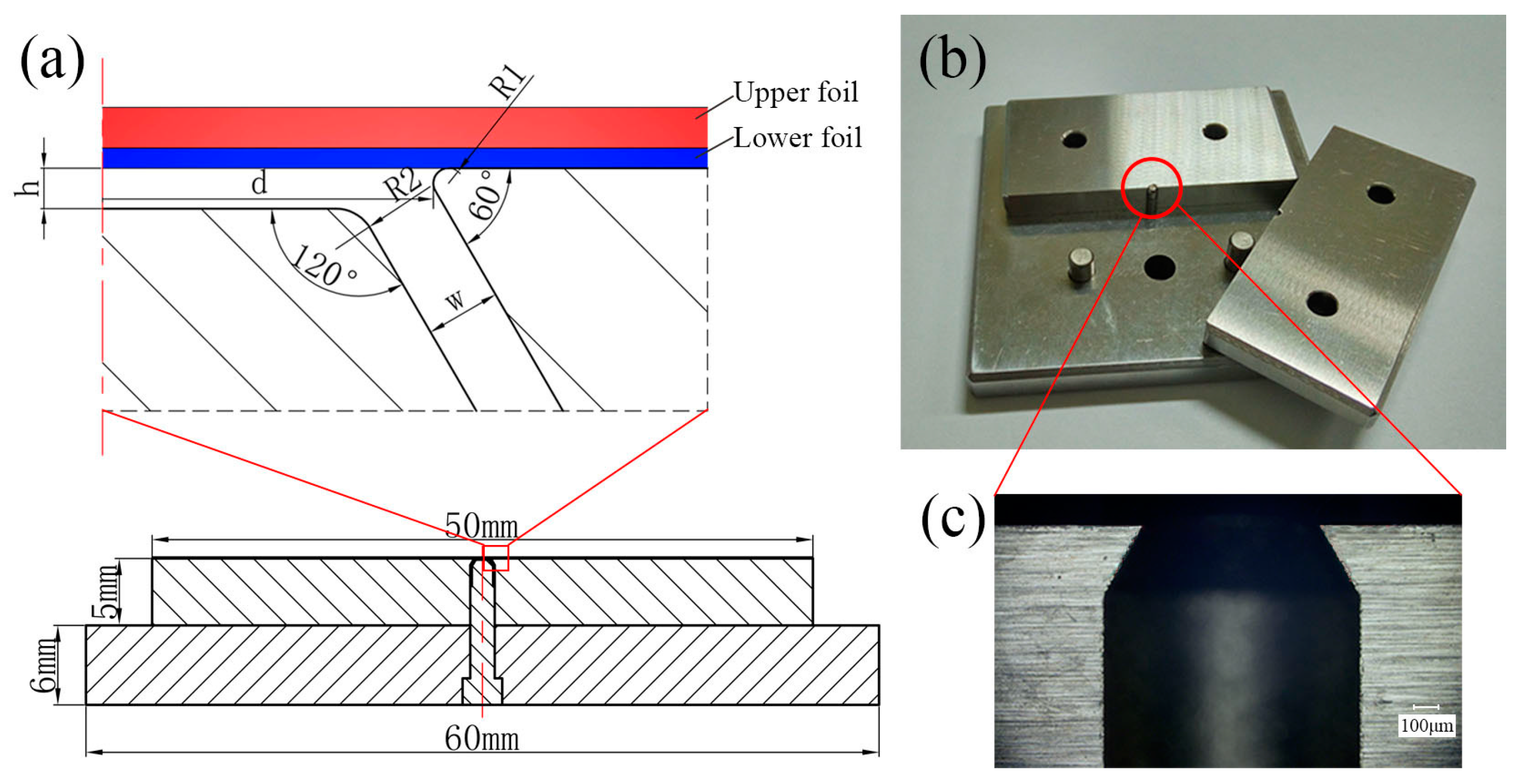
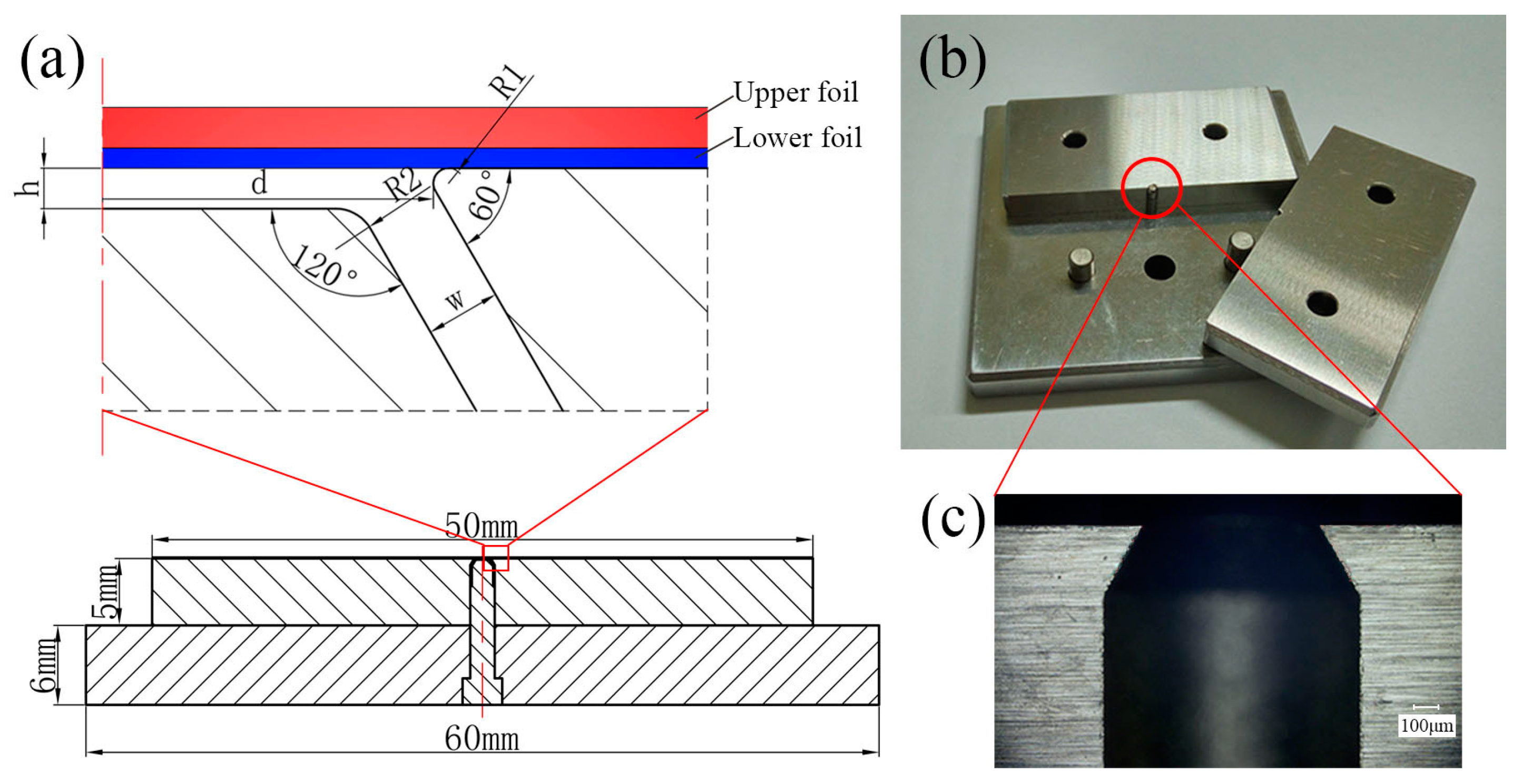
3. Experimental Preparation
4. Results and Discussion
4.1. Determination of Process Parameters Based on the Study of Single Layer Material Deformation
4.1.1. Determination of the Number of Laser Pulses
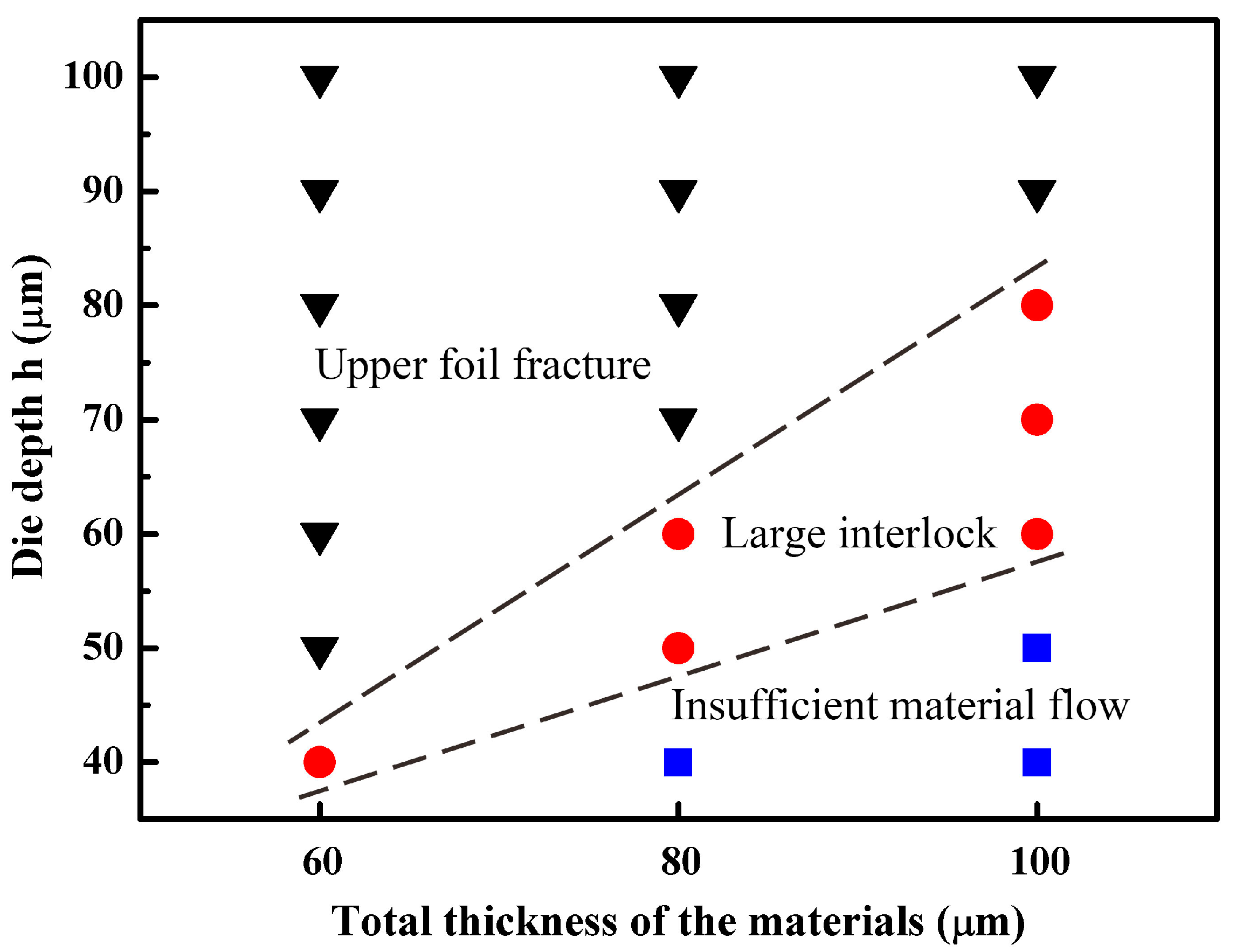
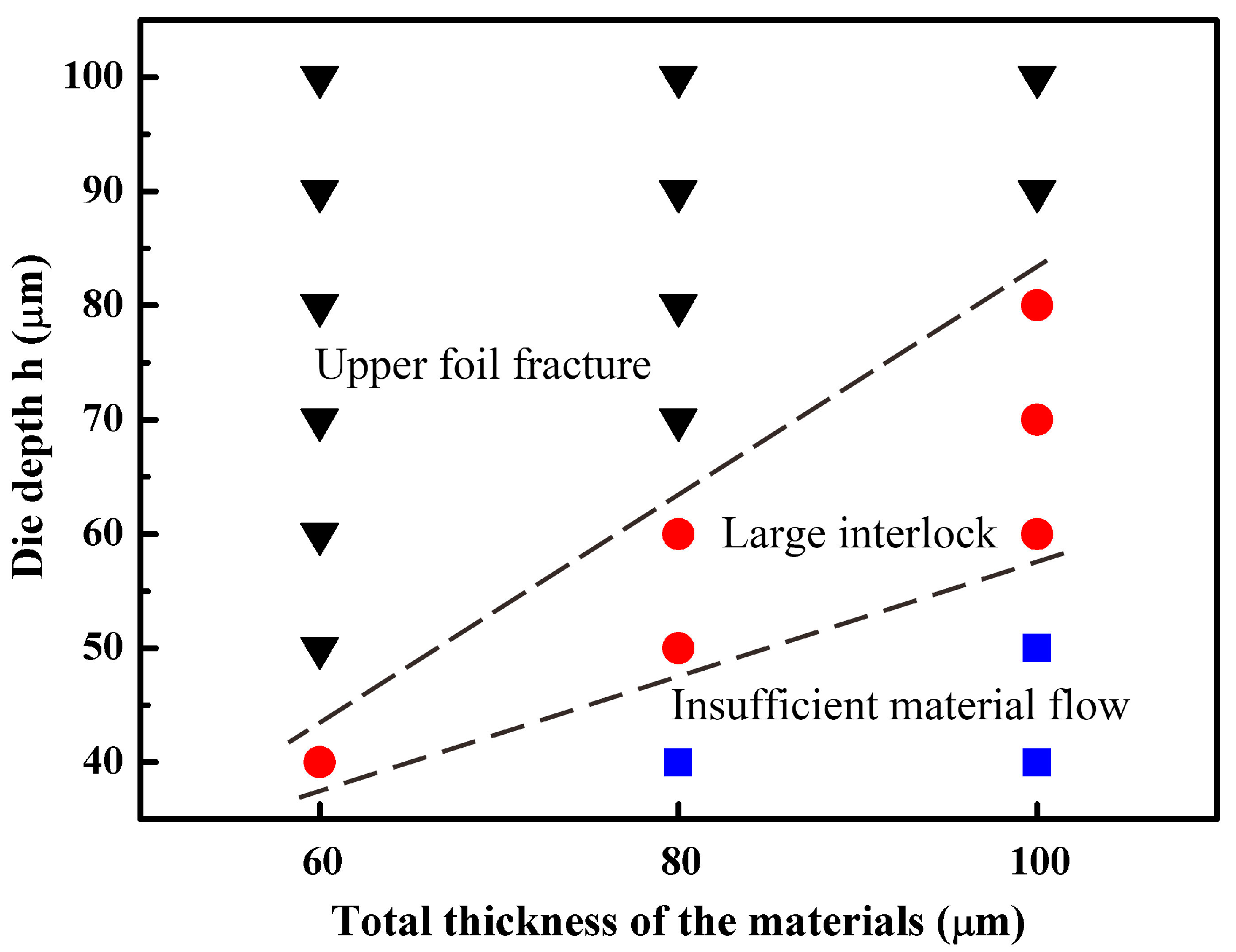
4.1.2. The Matching Relationship between the Total Thickness of Materials and Die Depth
4.2. Feasibility of Micro Clinching with Cutting Process for Joining Similar and Dissimilar Materials
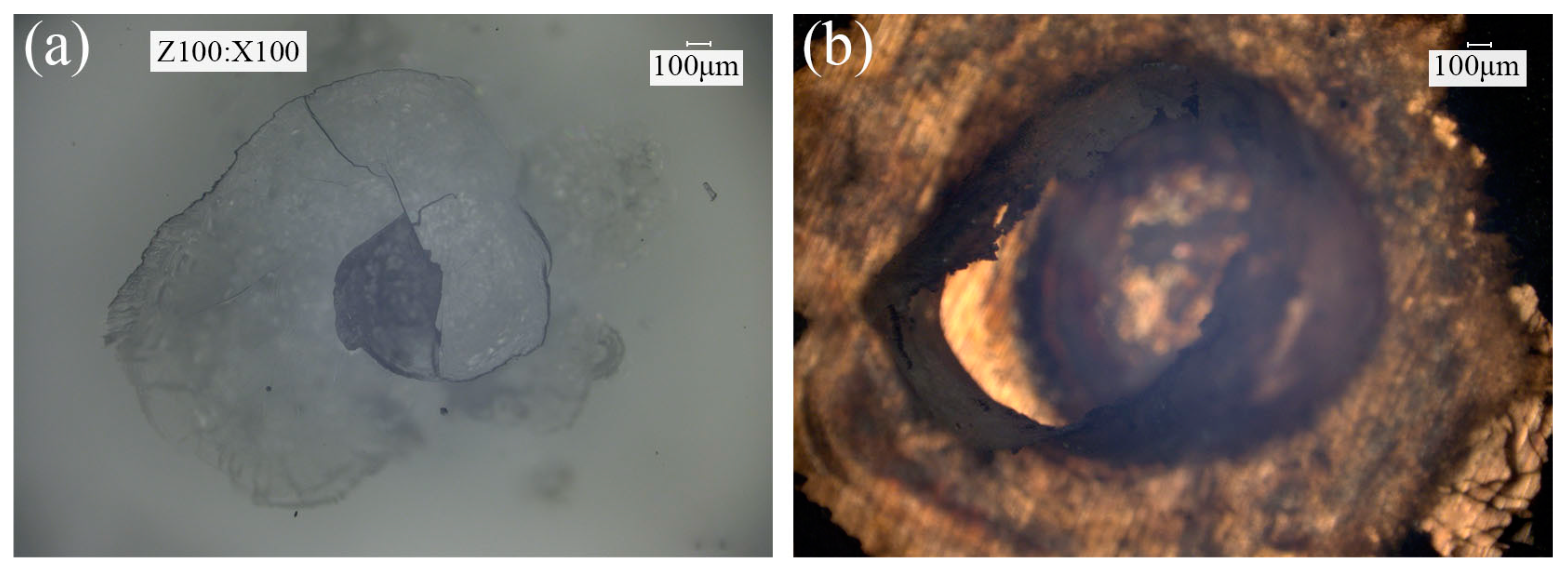
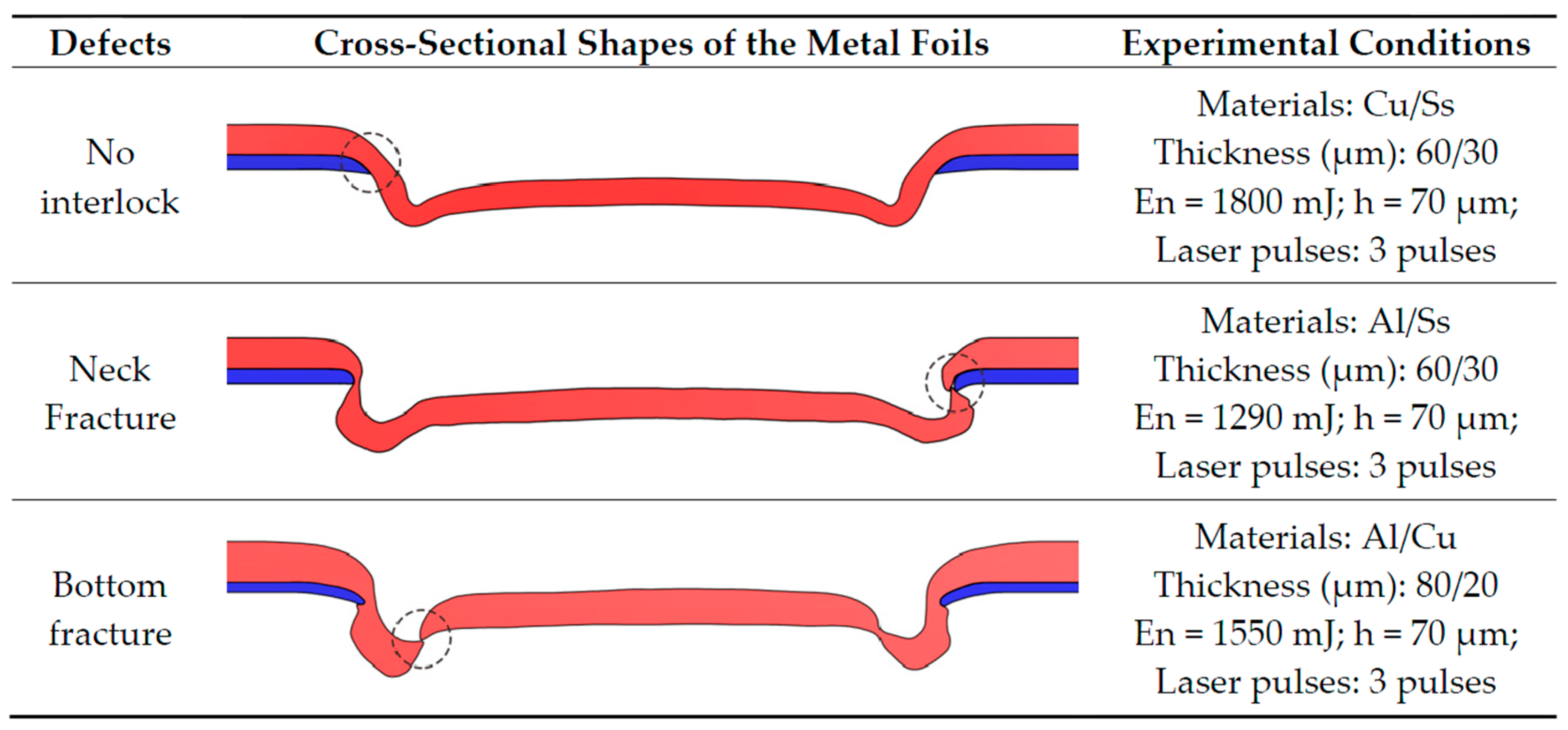
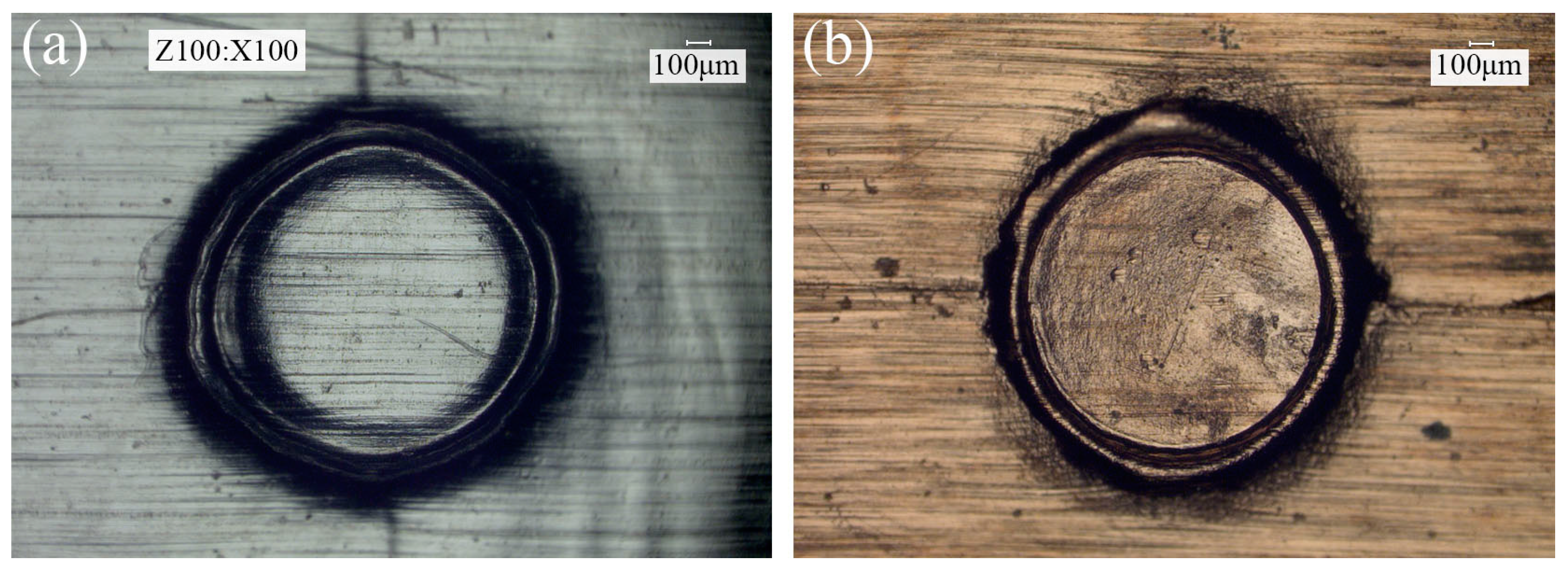
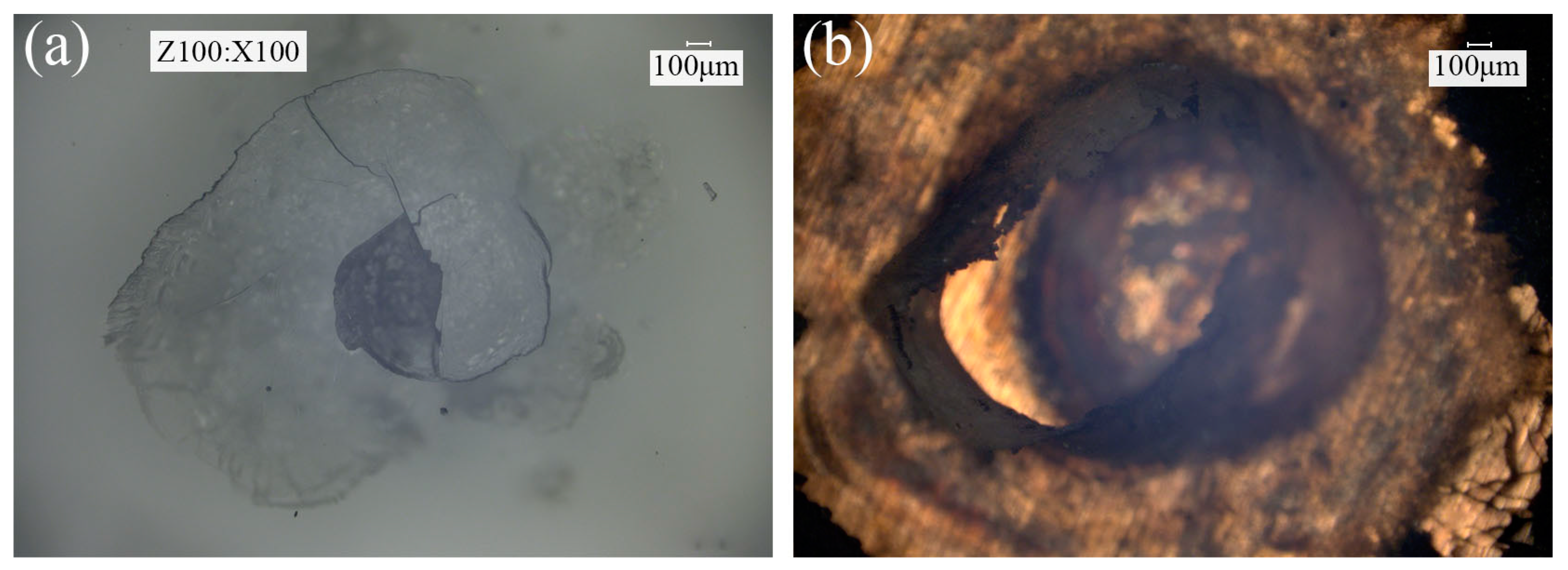
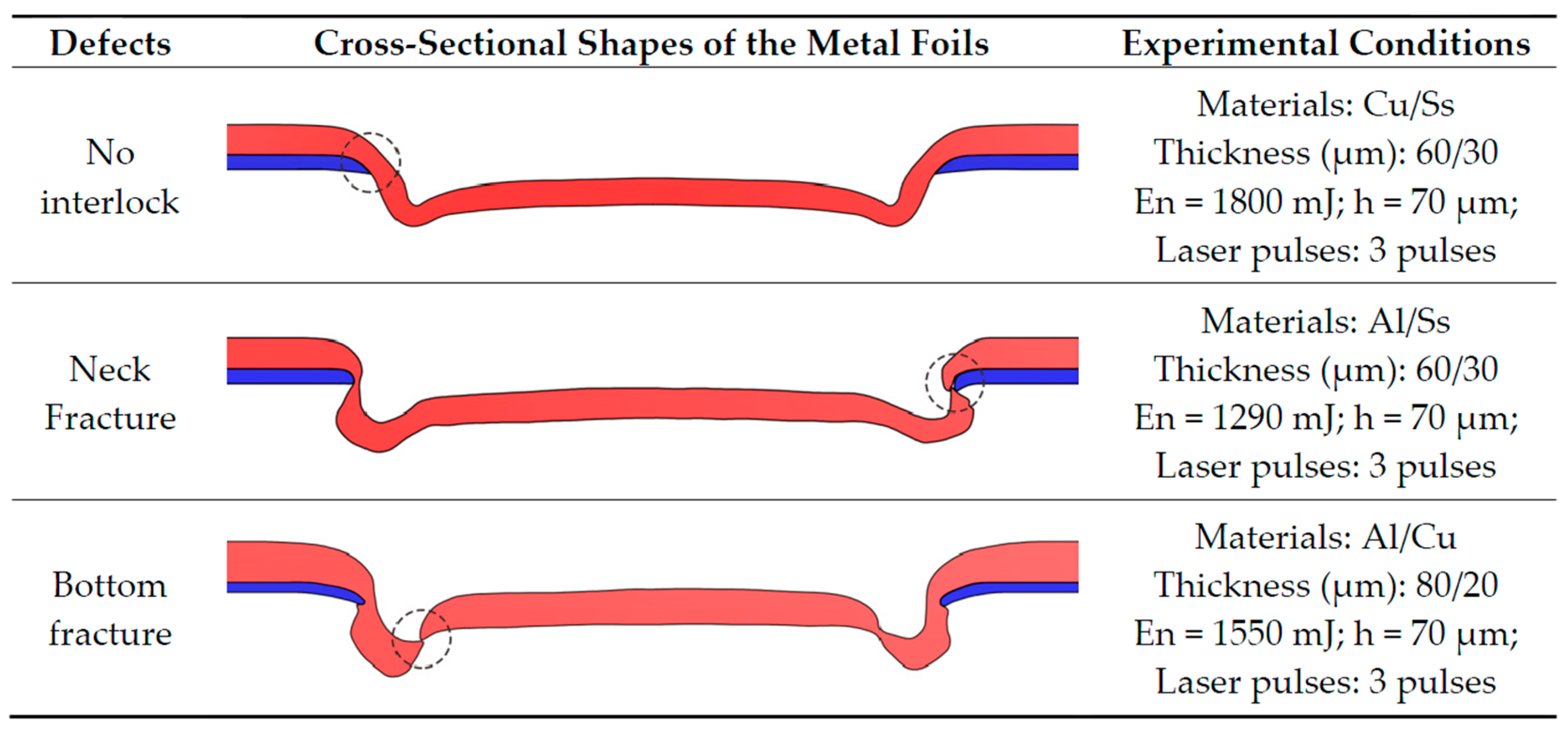
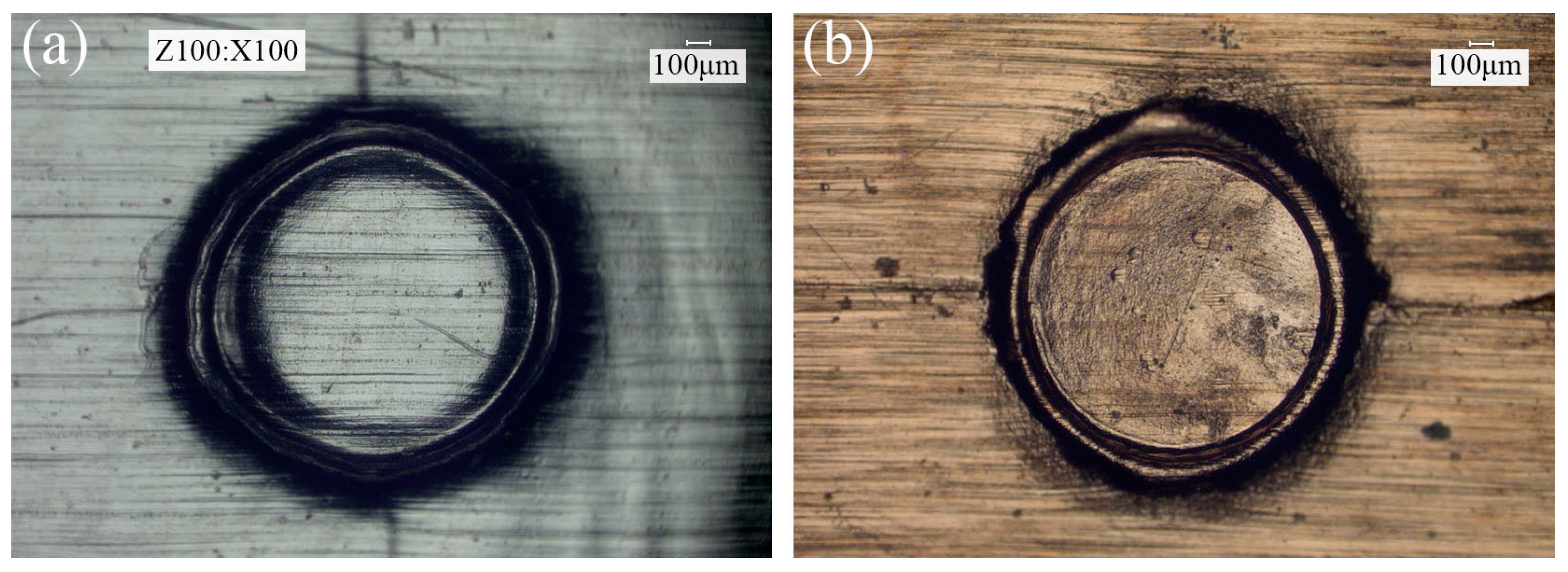
4.2.1. Defects in Micro Clinching with Cutting
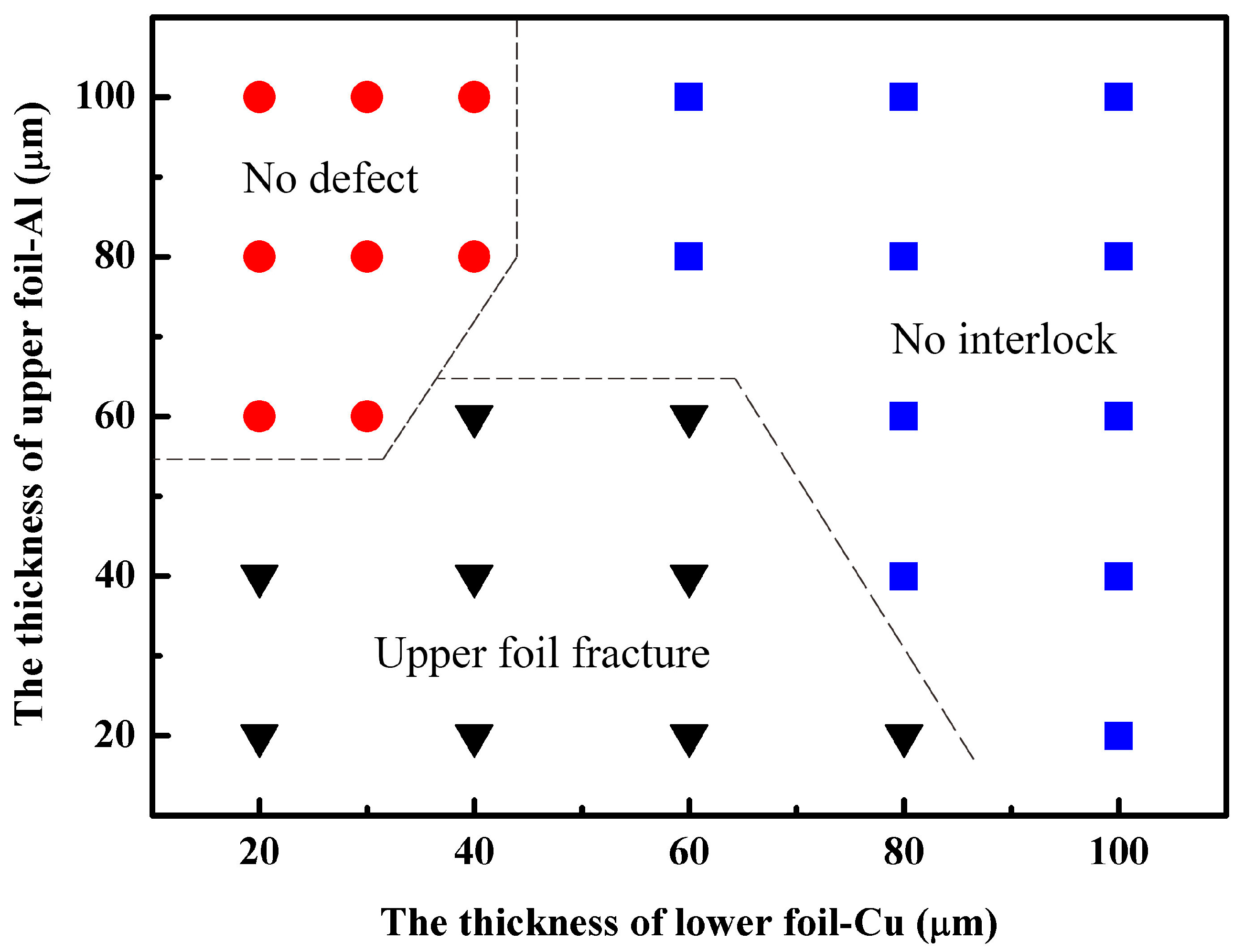
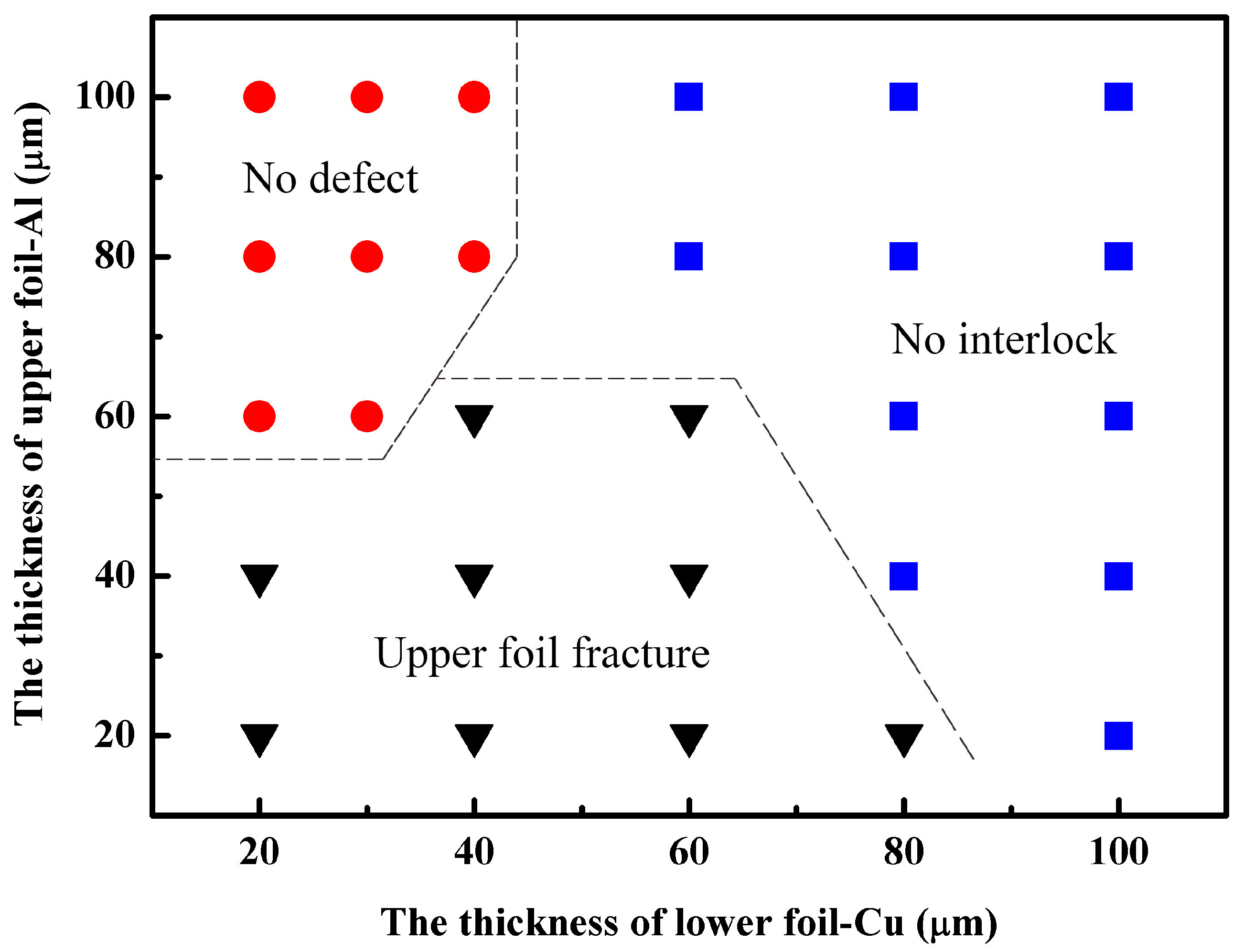
4.2.2. Process Window of 1060 Pure Aluminum Foils and Annealed Copper Foils
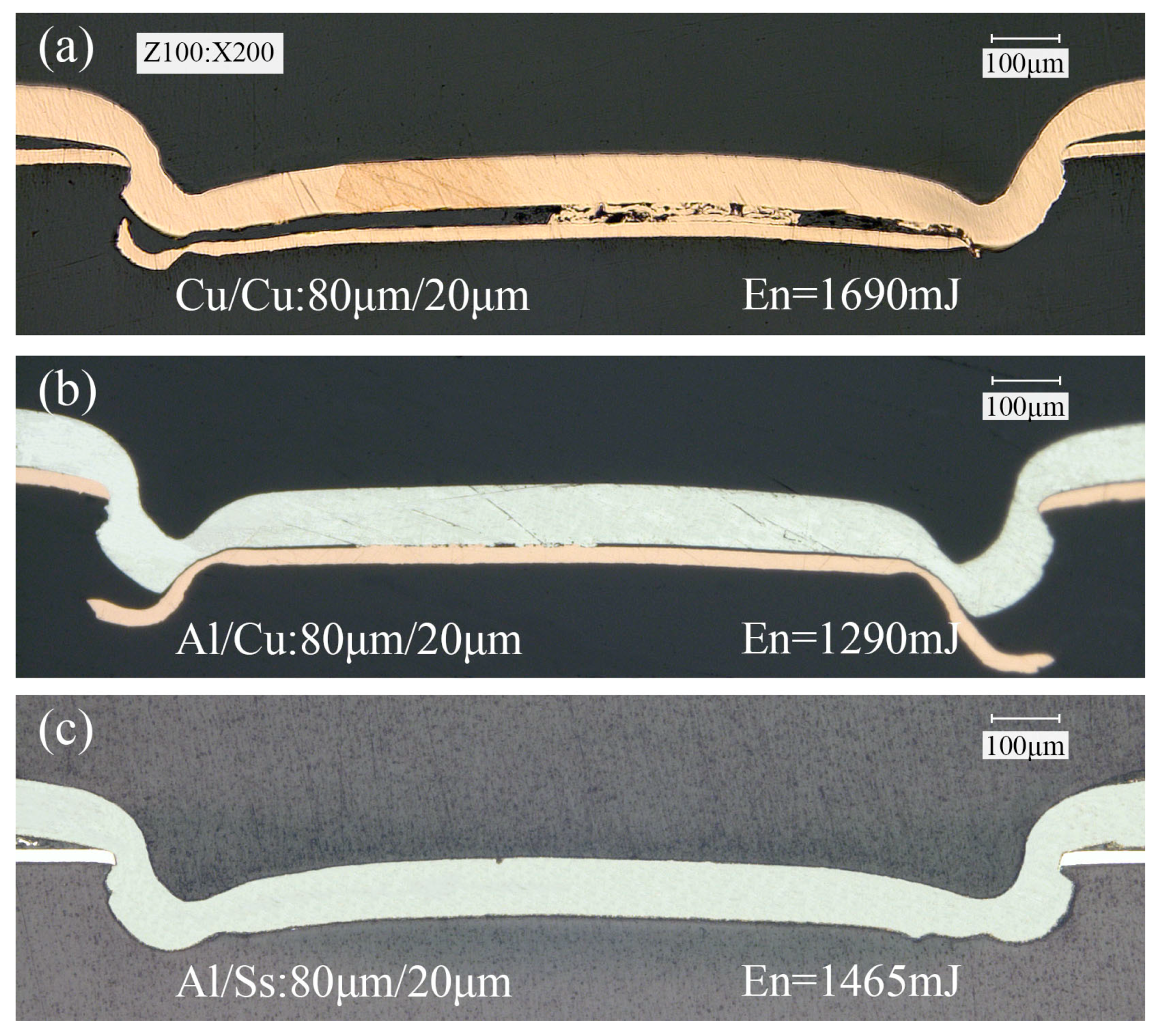
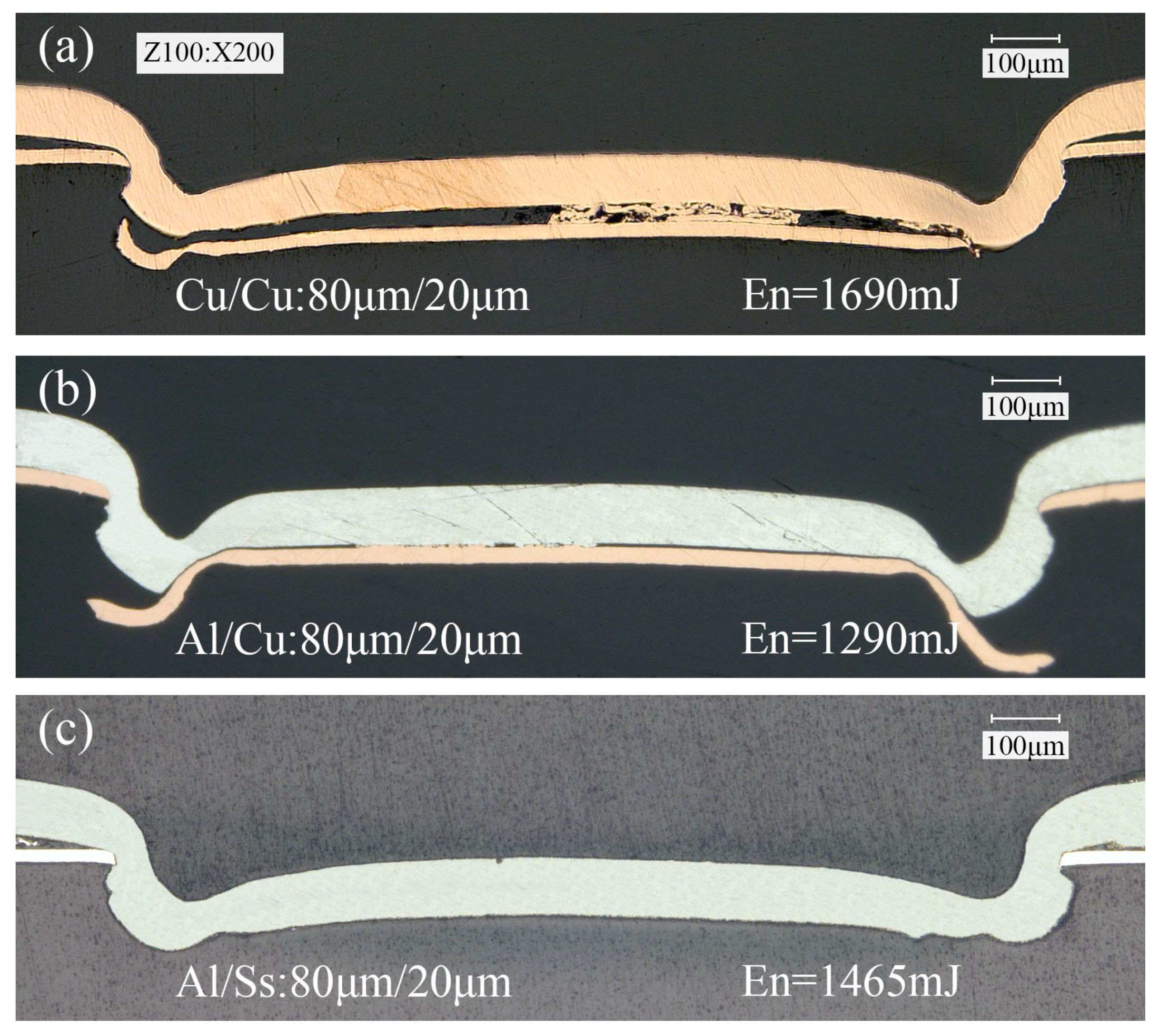
4.2.3. Joining of Similar and Dissimilar Metal Foils
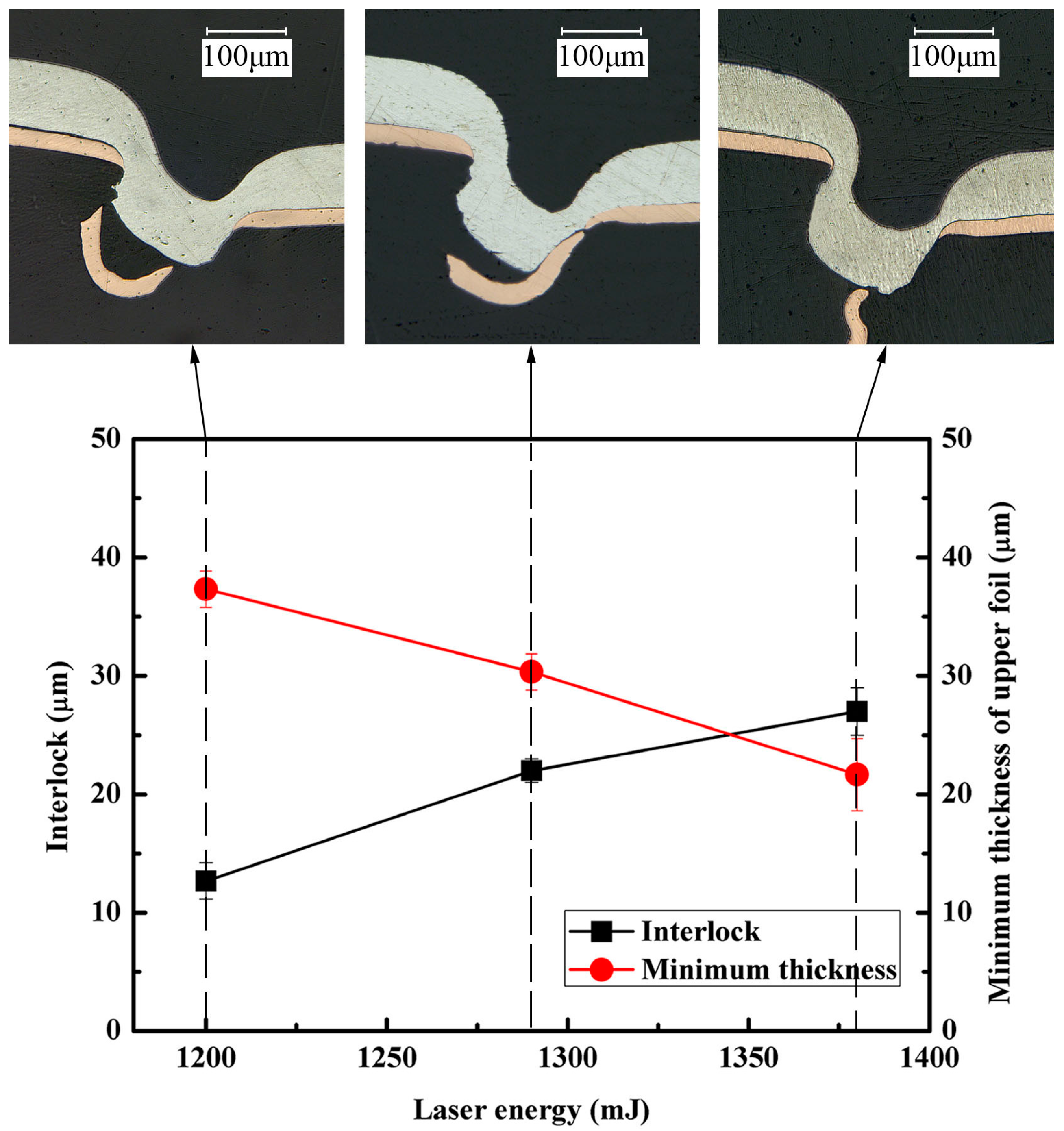
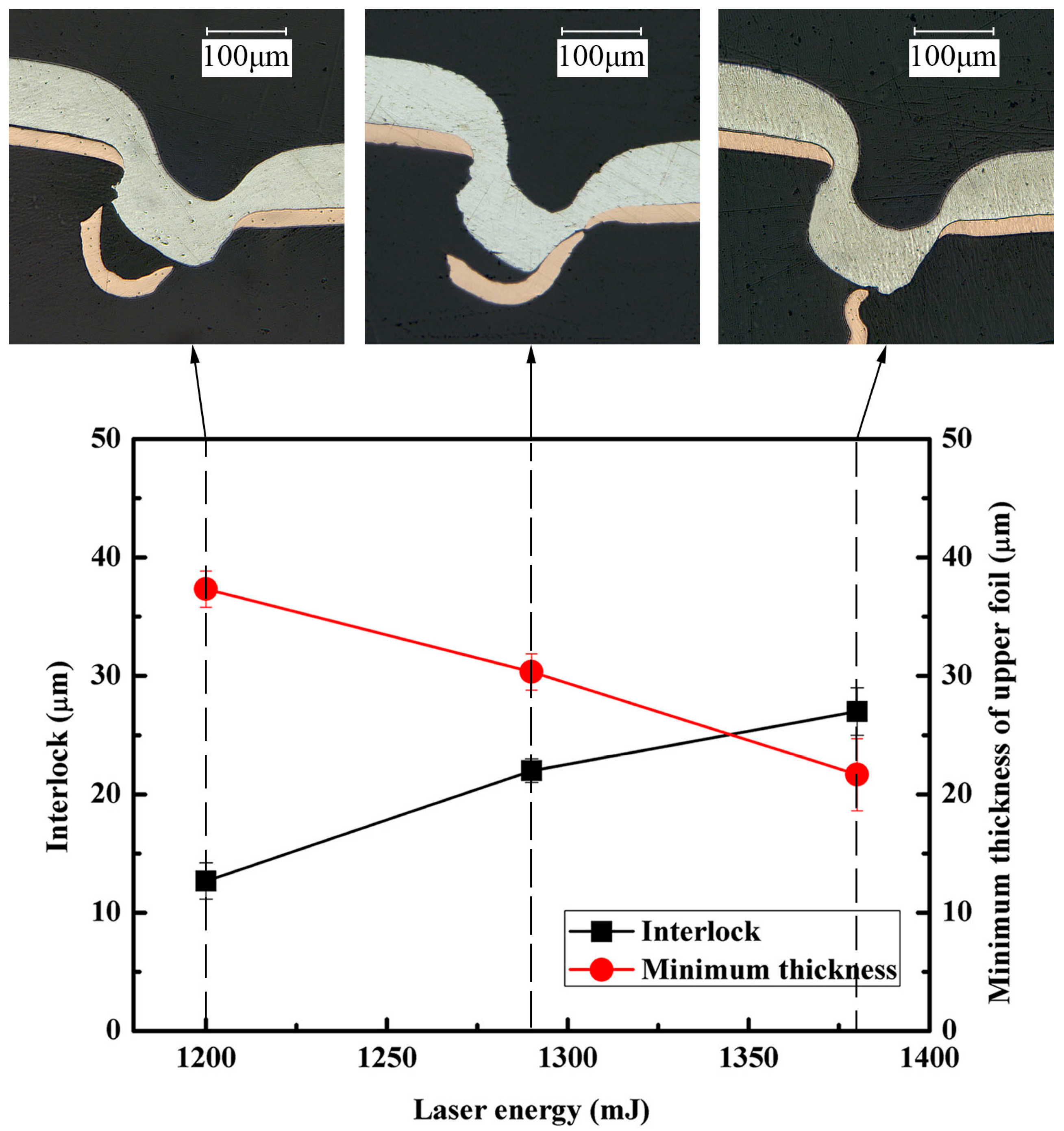
4.3. Effect of Laser Energy on the Interlock and Minimum Thickness of Upper Foil
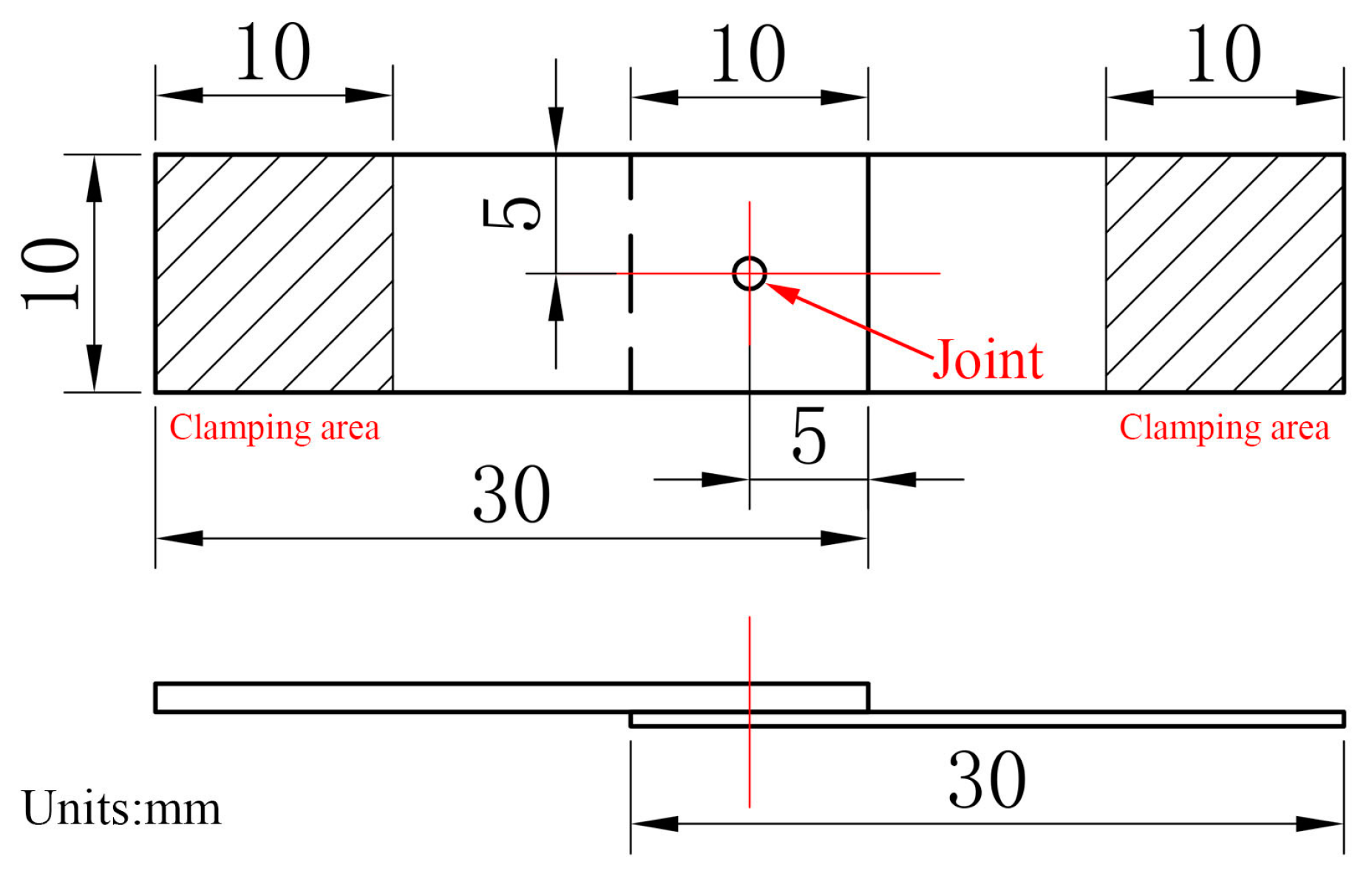
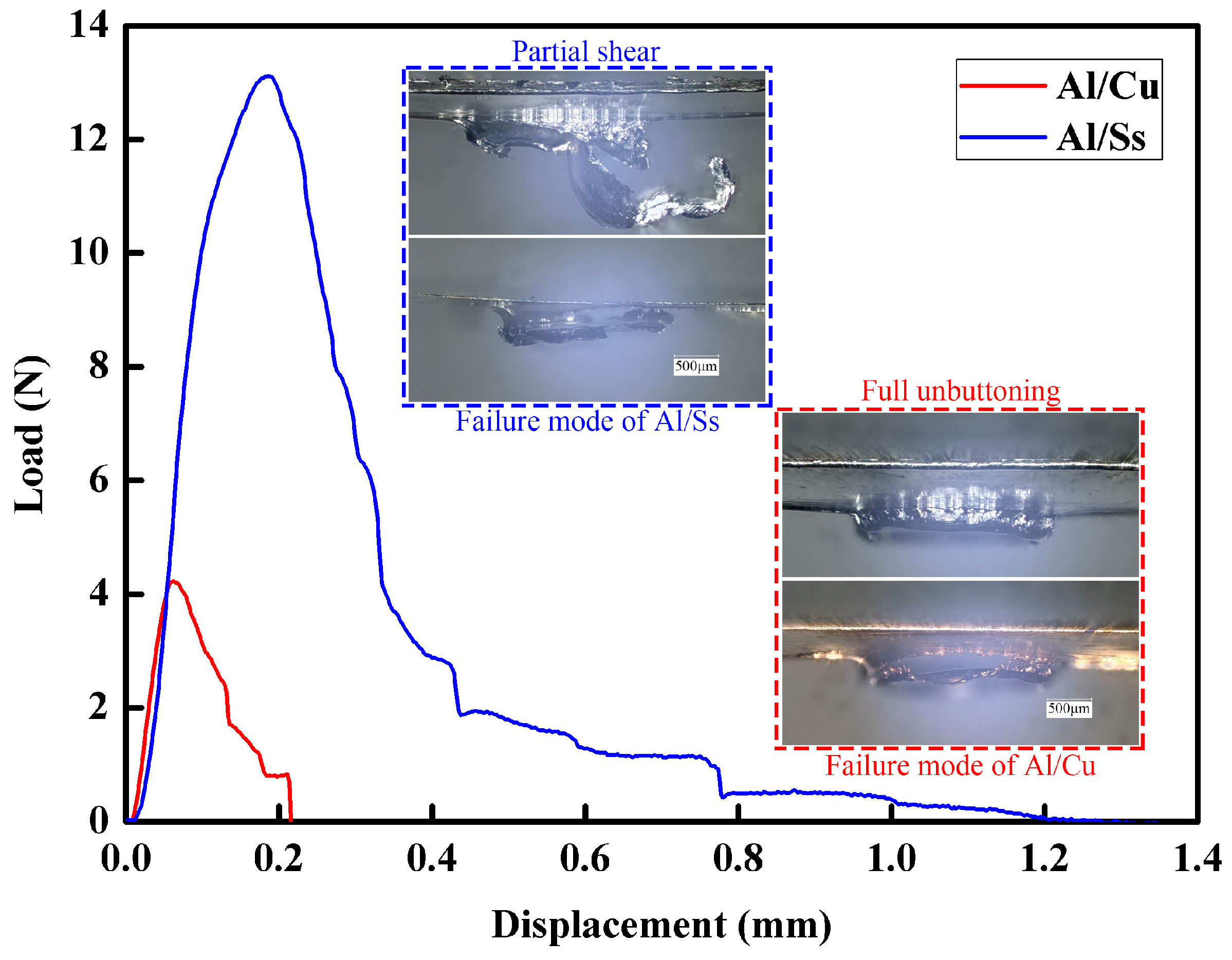
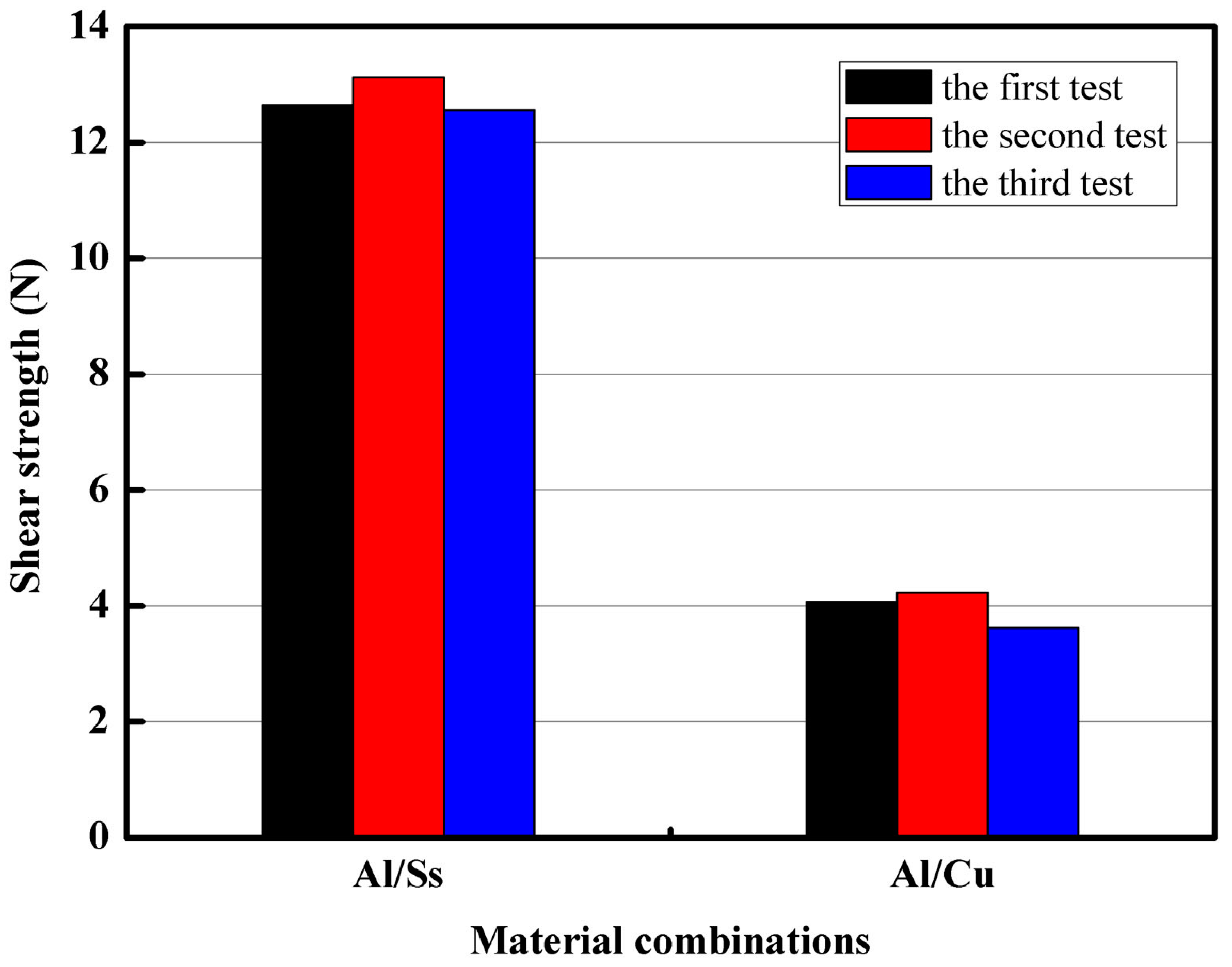
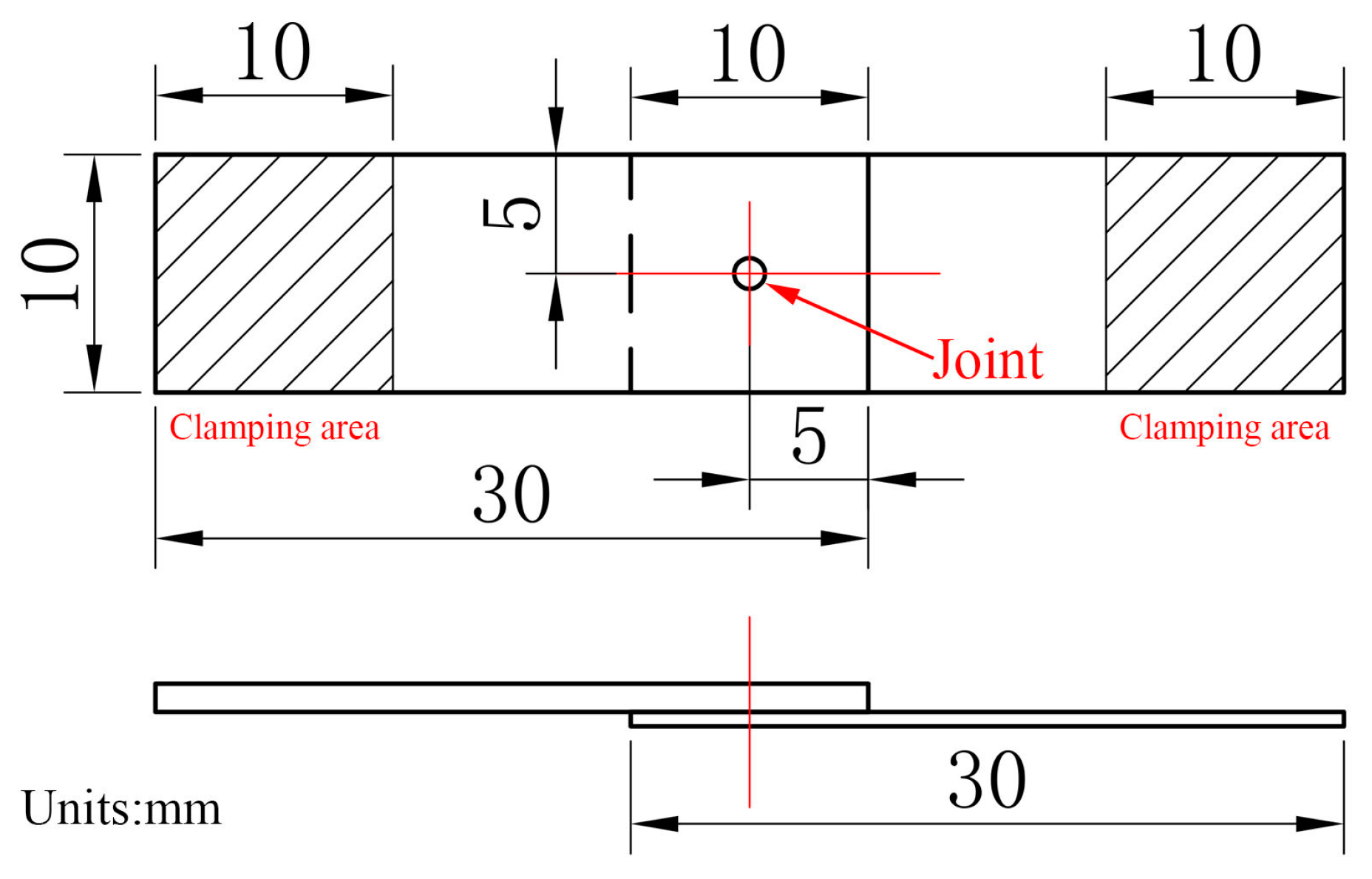
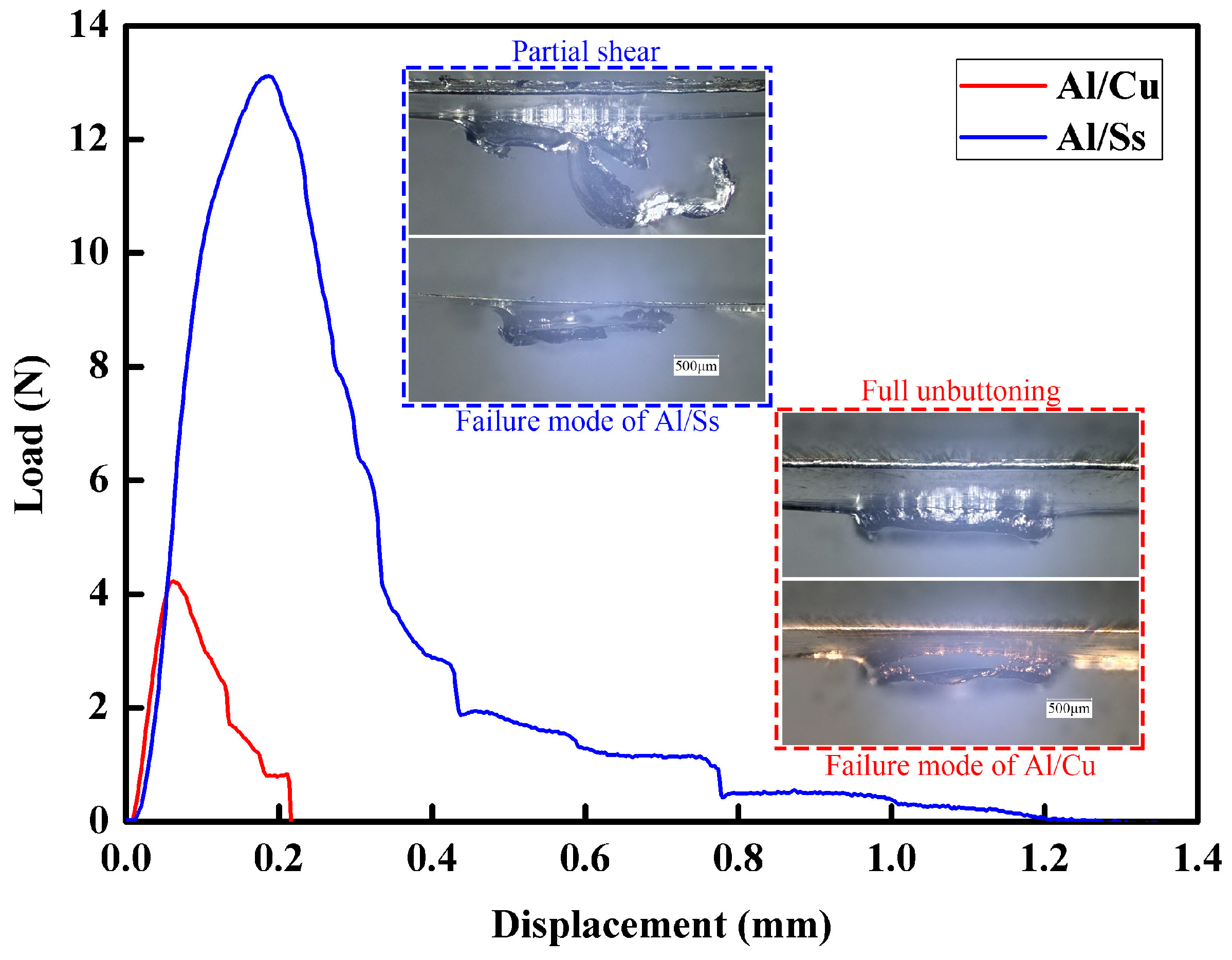
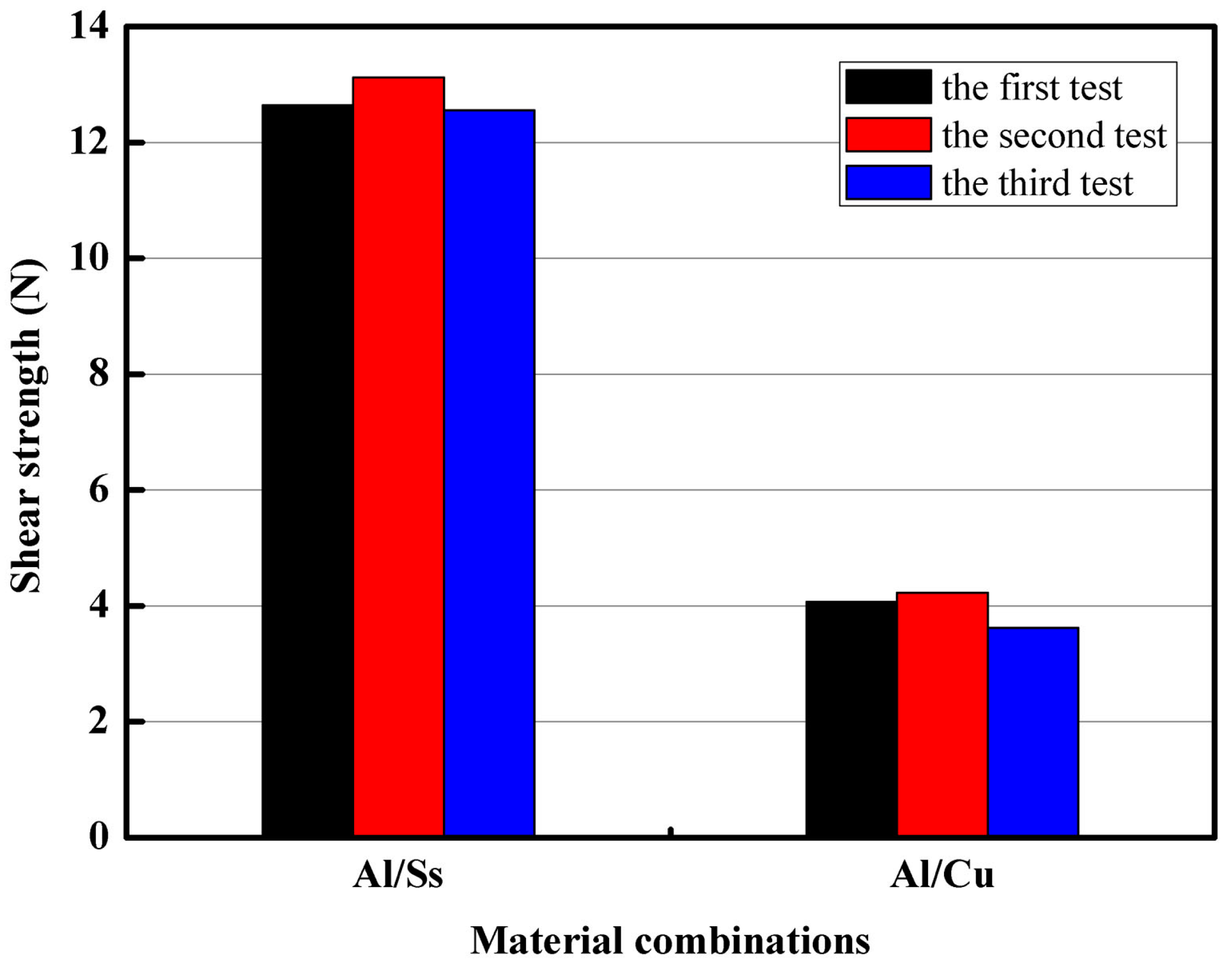
4.4. Single Lap Shearing Test
5. Conclusions
- (1)
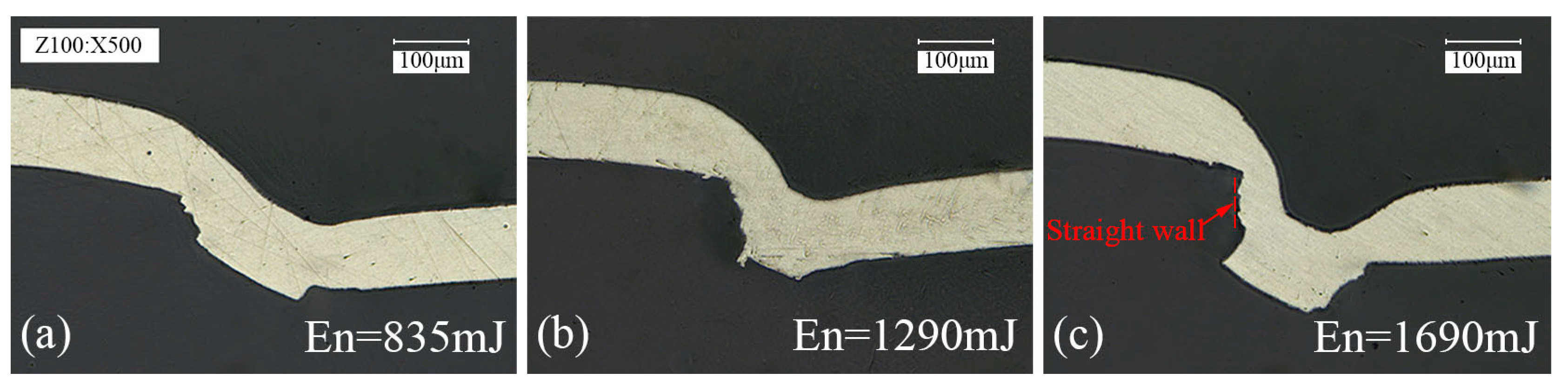
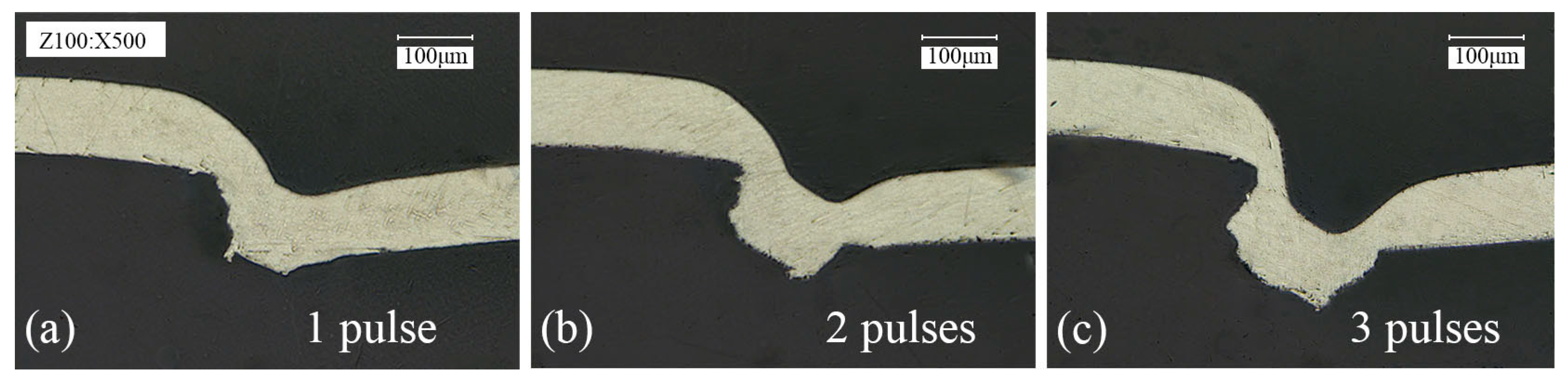
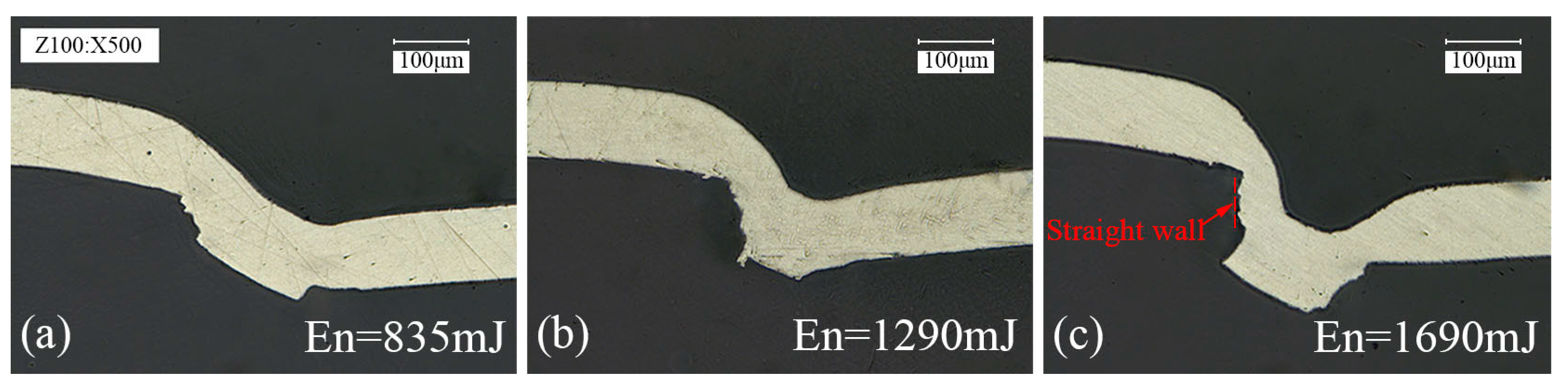
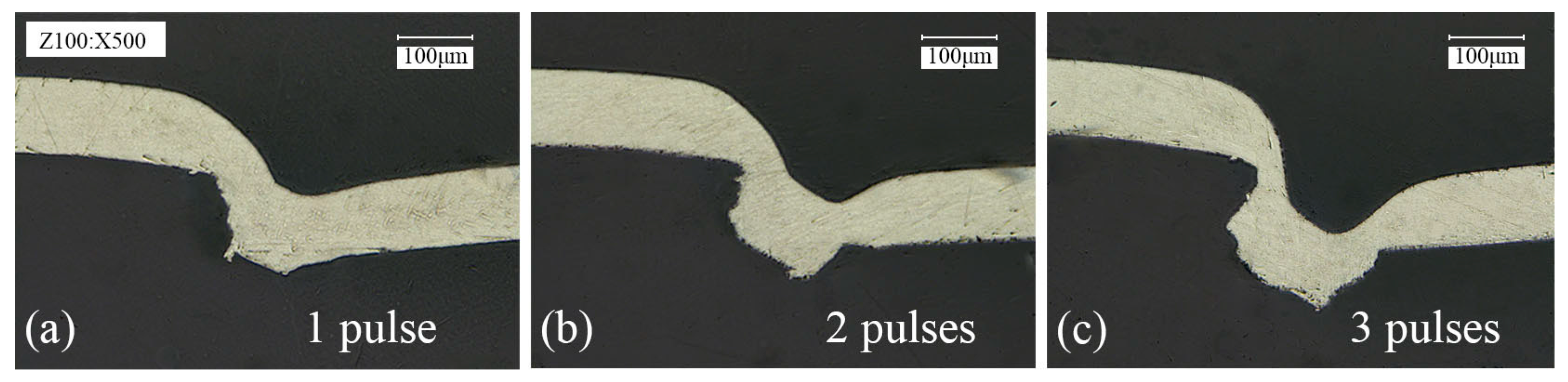
- Under the single laser pulse, the large interlock could not simply be formed by the increase of laser energy. The use of moderate energy and multiple laser pulses can solve this problem. After a series of experiments, the number of laser pulses was determined to be three pulses.
- (2)
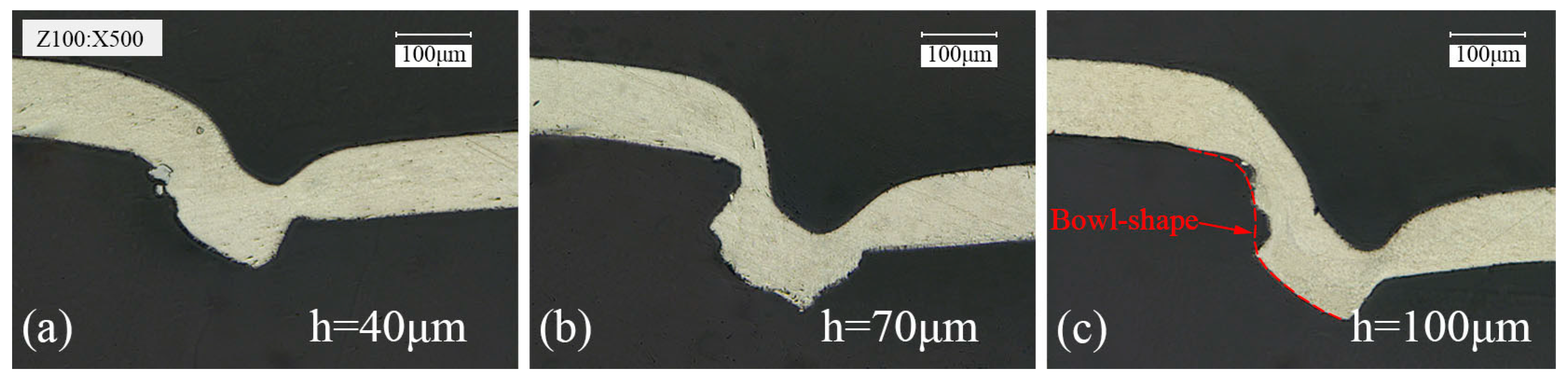
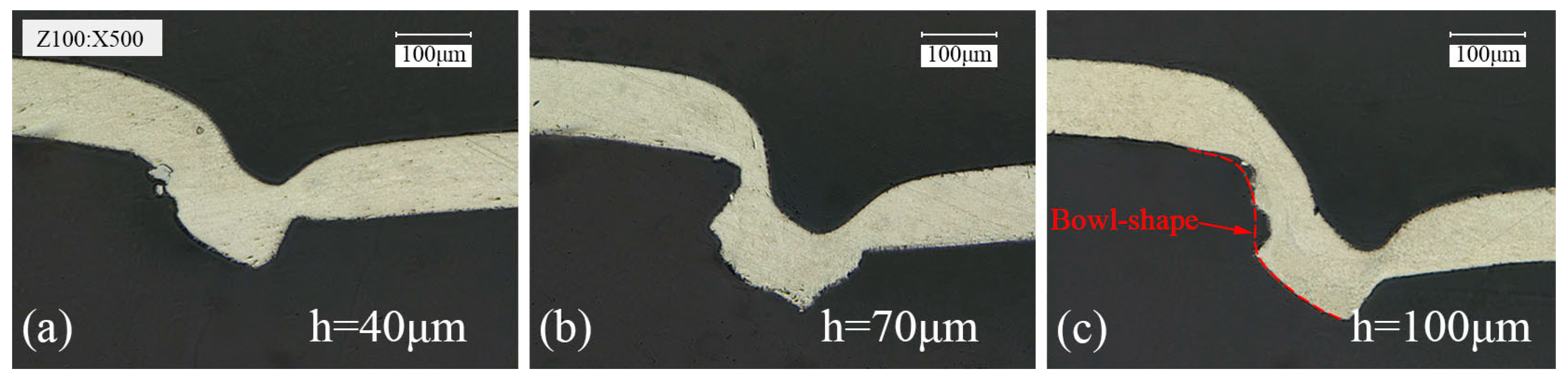
- There is a certain matching relationship between the total thickness of the materials to be connected and the die depth. With the increase of the total thickness of materials, the corresponding die depth that can form a large interlock increases. In addition, the change of the die depth has less influence on the joining of thicker materials. When the total thickness of the materials was in the range of 60–100 μm, the optimum die depth was about two-thirds of the total thickness.
- (3)
- The similar and dissimilar materials could be joined by the micro clinching with cutting process. Seen from the process window of 1060 pure aluminum foils and annealed copper foils, micro clinching with cutting process is more suitable for the material combinations where the upper foil is thicker than the lower foil.
- (4)
- The optimal laser energy for joining the 1060 pure aluminum foils and annealed copper foils (Al/Cu) was in the range of 1200–380 mJ. With the increase of laser energy, the interlock between the metal foils increased while the minimum thickness of the upper foil gradually decreased.
- (5)
- According to the load-displacement curves, it was observed that the maximum load force of Al/Ss combination is about 13.12 N, which is three times larger than that of the Al/Cu combination. The Al/Ss combination with higher shear strength may be due to higher tensile strength of the lower foil or larger interlock and neck thickness of the upper foil. Furthermore, different material combinations had different failure modes.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Lee, C.J.; Kim, J.Y. Design of mechanical clinching tools for joining of aluminum alloy sheets. Mater. Des. 2010, 31, 1854–1861. [Google Scholar] [CrossRef]
- Mori, K.I.; Bay, N. Joining by plastic deformation. CIRP Ann.-Manuf. Technol. 2013, 62, 673–694. [Google Scholar] [CrossRef]
- Abe, Y.; Kato, T. Joinability of aluminum alloy and mild steel sheets by self piercing rivet. J. Mater. Process. Technol. 2006, 177, 417–421. [Google Scholar] [CrossRef]
- Mori, K.; Abe, Y. Self-pierce riveting of multiple steel and aluminum alloy sheets. J. Mater. Process. Technol. 2014, 214, 2002–2008. [Google Scholar] [CrossRef]
- Varis, J.P.; Lepistö, J. A simple testing-based procedure and simulation of the clinching process using finite element analysis for establishing clinching parameters. Thin-Walled Struct. 2003, 41, 691–709. [Google Scholar] [CrossRef]
- Klocke, F. Joining by Forming; Manufacturing Processes 4; Springer: Berlin/Heidelberg, Germany, 2013; pp. 457–469. [Google Scholar]
- Oudjene, M.; Ben-Ayed, L. On the parametrical study of clinch joining of metallic sheets using the Taguchi method. Eng. Struct. 2008, 30, 1782–1788. [Google Scholar] [CrossRef]
- Lambiase, F.; Ilio, A.D. Finite element analysis of material flow in mechanical clinching with extensible dies. J. Mater. Eng. Perform. 2013, 22, 1629–1636. [Google Scholar] [CrossRef]
- Busse, S.; Merklein, M. Development of a mechanical joining process for automotive body-in-white production. Int. J. Mater. Form. 2010, 3, 1059–1062. [Google Scholar] [CrossRef]
- Abe, Y.; Mori, K. Joining of high strength steel and aluminum alloy sheets by mechanical clinching with dies for control of metal flow. J. Mater. Process. Technol. 2012, 212, 884–889. [Google Scholar] [CrossRef]
- Lambiase, F.; Ilio, A.D. Joining aluminum alloys with reduced ductility by mechanical clinching. Int. J. Adv. Manuf. Technol. 2014, 77, 1295–1304. [Google Scholar] [CrossRef]
- Varis, J. Economics of clinched joint compared to riveted joint and example of applying calculations to a volume product. J. Mater. Process. Technol. 2006, 172, 130–138. [Google Scholar] [CrossRef]
- Lambiase, F.; Ilio, A.D. Damage analysis in mechanical clinching: Experimental and numerical study. J. Mater. Process. Technol. 2016, 230, 109–120. [Google Scholar] [CrossRef]
- Jiang, T.; Liu, Z.X. Effect of aluminum pre-straining on strength of clinched galvanized SAE1004 steel-to-AA6111-T4 aluminum. J. Mater. Process. Technol. 2015, 215, 193–204. [Google Scholar] [CrossRef]
- Lambiase, F.; Ilio, A.D. Mechanical clinching of metal–polymer joints. J. Mater. Process. Technol. 2014, 215, 12–19. [Google Scholar] [CrossRef]
- Lee, C.J.; Lee, J.M. Design of hole-clinching process for joining of dissimilar materials—Al6061-T4 alloy with DP780 steel, hot-pressed 22MnB5 steel, and carbon fiber reinforced plastic. J. Mater. Process. Technol. 2014, 214, 2169–2178. [Google Scholar] [CrossRef]
- Lambiase, F. Mechanical behaviour of polymer-metal hybrid joints produced by clinching using different tools. Mater. Des. 2015, 87, 606–618. [Google Scholar] [CrossRef]
- Lambiase, F. Clinch joining of heat-treatable aluminum AA6082-T6 alloy under warm conditions. J. Mater. Process. Technol. 2015, 225, 421–432. [Google Scholar] [CrossRef]
- Abe, Y.; Kato, T. Mechanical clinching of ultra-high strength steel sheets and strength of joints. J. Mater. Process. Technol. 2014, 214, 2112–2118. [Google Scholar] [CrossRef]
- Mori, K.; Abe, Y. Mechanism of superiority of fatigue strength for aluminium alloy sheets joined by mechanical clinching and self-pierce riveting. J. Mater. Process. Technol. 2012, 212, 1900–1905. [Google Scholar] [CrossRef]
- Veenaas, S.; Wielage, H. Joining by laser shock forming: Realization and acting pressures. Prod. Eng. 2013, 8, 283–290. [Google Scholar] [CrossRef]
- Zhang, K.F.; Kun, L. Classification of size effects and similarity evaluating method in micro forming. J. Mater. Process. Technol. 2009, 209, 4949–4953. [Google Scholar] [CrossRef]
- Daehn, G.S.; Lippold, J.C. Low Temperature Spot Impact Welding Driven Without Contact. U.S. Patent PCT/US09/36299, 11 September 2009. [Google Scholar]
- Wielage, H.; Vollertsen, F. Undercuts by laser shock forming. AIP Conf. Proc. 2011, 1353, 1309–1312. [Google Scholar]
- Veenaas, S.; Vollertsen, F. High Speed Joining by Laser Shock Forming. Adv. Mater. Res. 2014, 966–967, 597–606. [Google Scholar] [CrossRef]
- Veenaas, S.; Vollertsen, F. Forming behavior during joining by laser induced shock waves. Key Eng. Mater. 2015, 651–653, 1451–1456. [Google Scholar] [CrossRef]
- Lambiase, F.; Ilio, A.D. An experimental study on clinched joints realized with different dies. Thin-Walled Struct. 2014, 85, 71–80. [Google Scholar] [CrossRef]
- Mucha, J. The analysis of lock forming mechanism in the clinching joint. Mater. Des. 2011, 32, 4943–4954. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Pulse Energy | Energy Stability | Wave Length | Pulse Width | Spot Diameter |
|---|---|---|---|---|
| 80~1800 mJ | <±1% | 1064 nm | 8 ns | 3 mm |
| Parameters | Value |
|---|---|
| Diameter (mm) | 1.3 |
| Depth (μm) | 40, 50, 60, 70, 80, 90, 100 |
| Corresponding width (μm) | 128, 133, 138, 143, 148, 153, 158 |
| Fillet radius (μm) | R1 = 30/R2 = 80 |
| Chute angle | 60° |
| Parameters | Value |
|---|---|
| Blank holder force (N) | 12 |
| Confinement layer thickness (mm) | 3 |
| Ablative layer thickness (μm) | 10 |
| Soft punch thickness (μm) | 100 |
| The number of laser pulses | 1, 2, 3, 4, 5 |
| 1060 pure aluminum foils thickness (μm) | 20, 30, 40, 50, 60, 80, 100 |
| Annealed copper foils thickness (μm) | 20, 30, 40, 50, 60, 80, 100 |
| 304 stainless steel foils thickness (μm) | 10, 20, 30 |
| Material combinations (upper foils/lower foils) | Cu/Cu; Cu/Ss; Al/Cu; Al/Ss |
| Laser Energy (mJ) | 1110 | 1200 | 1290 | 1380 | 1465 | 1550 | 1620 | 1690 | 1745 | 1800 | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Materials | Cu/Cu | ▪ | ▪ | ▪ | ▪ | ▪ | ▪ | • | • | • | ▼ |
| Al/Cu | ▪ | • | • | • | ▼ | ▼ | ▼ | × | × | × | |
| Al/Ss | ▪ | ▪ | ▪ | • | • | • | ▼ | ▼ | ▼ | × | |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, X.; Li, C.; Ma, Y.; Shen, Z.; Sun, X.; Sha, C.; Gao, S.; Li, L.; Liu, H. An Experimental Study on Micro Clinching of Metal Foils with Cutting by Laser Shock Forming. Materials 2016, 9, 571. https://doi.org/10.3390/ma9070571
Wang X, Li C, Ma Y, Shen Z, Sun X, Sha C, Gao S, Li L, Liu H. An Experimental Study on Micro Clinching of Metal Foils with Cutting by Laser Shock Forming. Materials. 2016; 9(7):571. https://doi.org/10.3390/ma9070571
Chicago/Turabian StyleWang, Xiao, Cong Li, Youjuan Ma, Zongbao Shen, Xianqing Sun, Chaofei Sha, Shuai Gao, Liyin Li, and Huixia Liu. 2016. "An Experimental Study on Micro Clinching of Metal Foils with Cutting by Laser Shock Forming" Materials 9, no. 7: 571. https://doi.org/10.3390/ma9070571
APA StyleWang, X., Li, C., Ma, Y., Shen, Z., Sun, X., Sha, C., Gao, S., Li, L., & Liu, H. (2016). An Experimental Study on Micro Clinching of Metal Foils with Cutting by Laser Shock Forming. Materials, 9(7), 571. https://doi.org/10.3390/ma9070571