
Characterization of Aluminum-Based-Surface Matrix Composites with Iron and Iron Oxide Fabricated by Friction Stir Processing


Abstract
:1. Introduction
2. Experimental Procedures
3. Results and Discussion
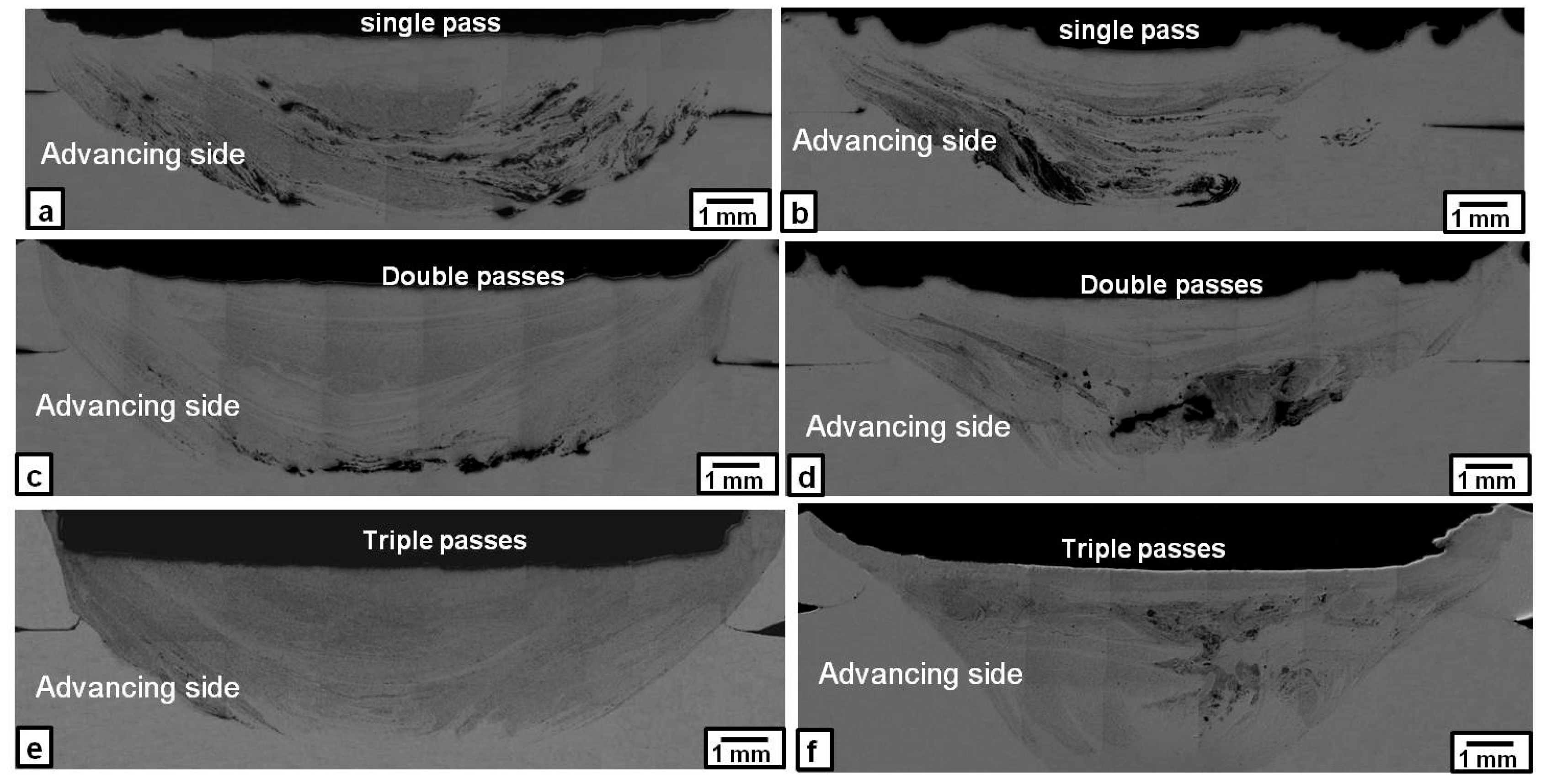
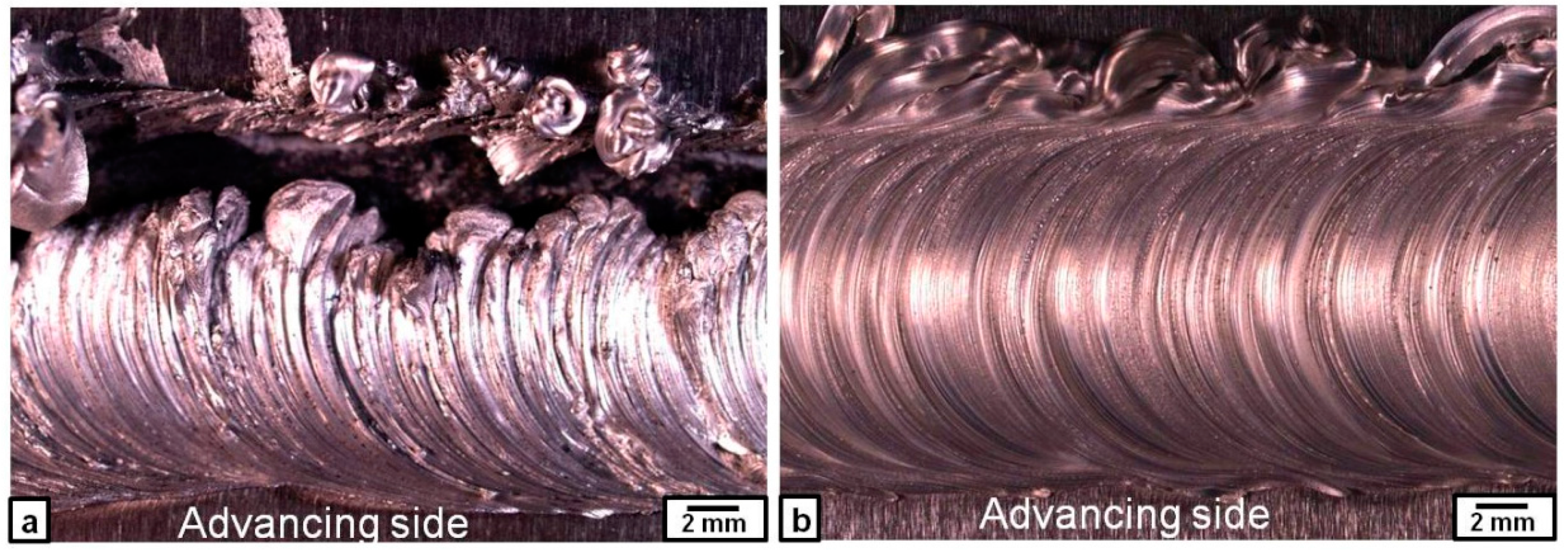
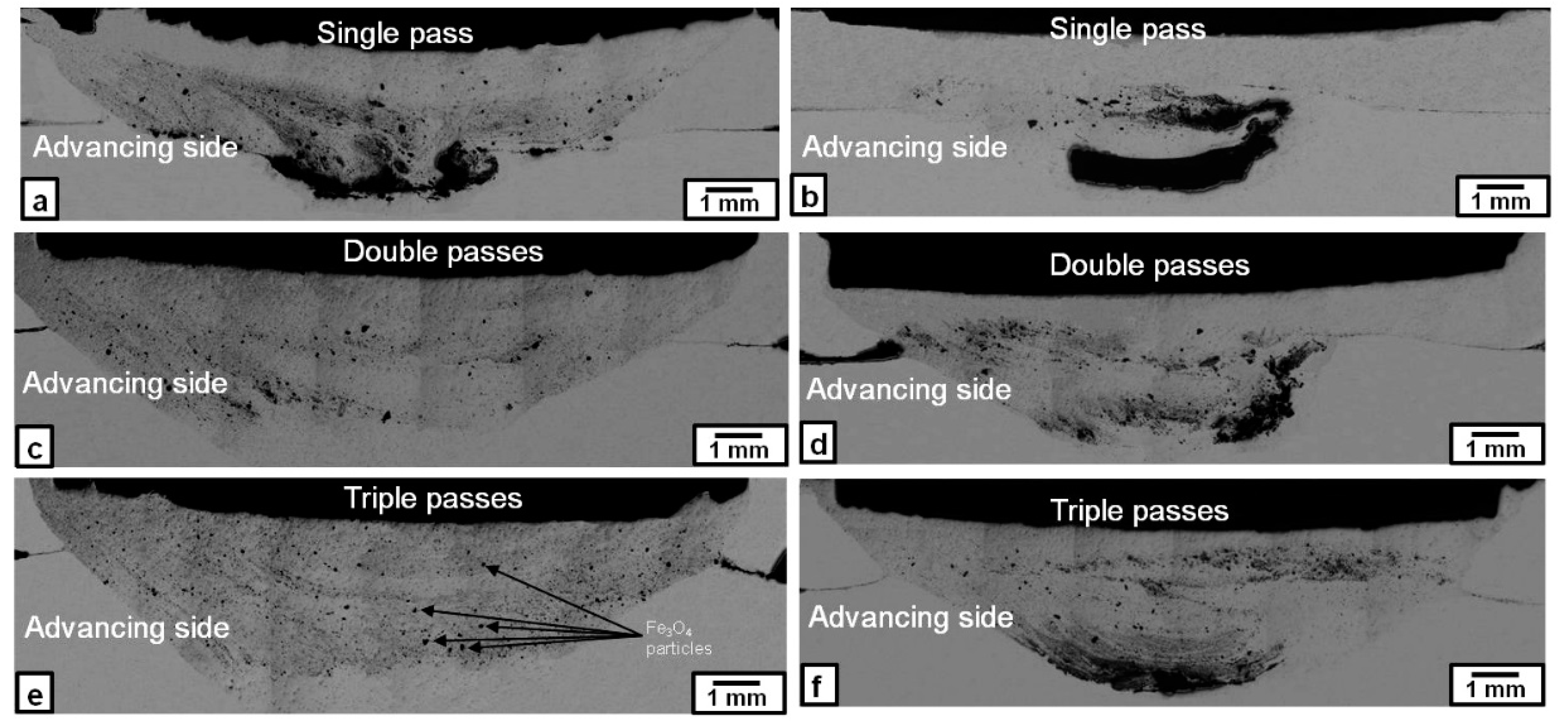
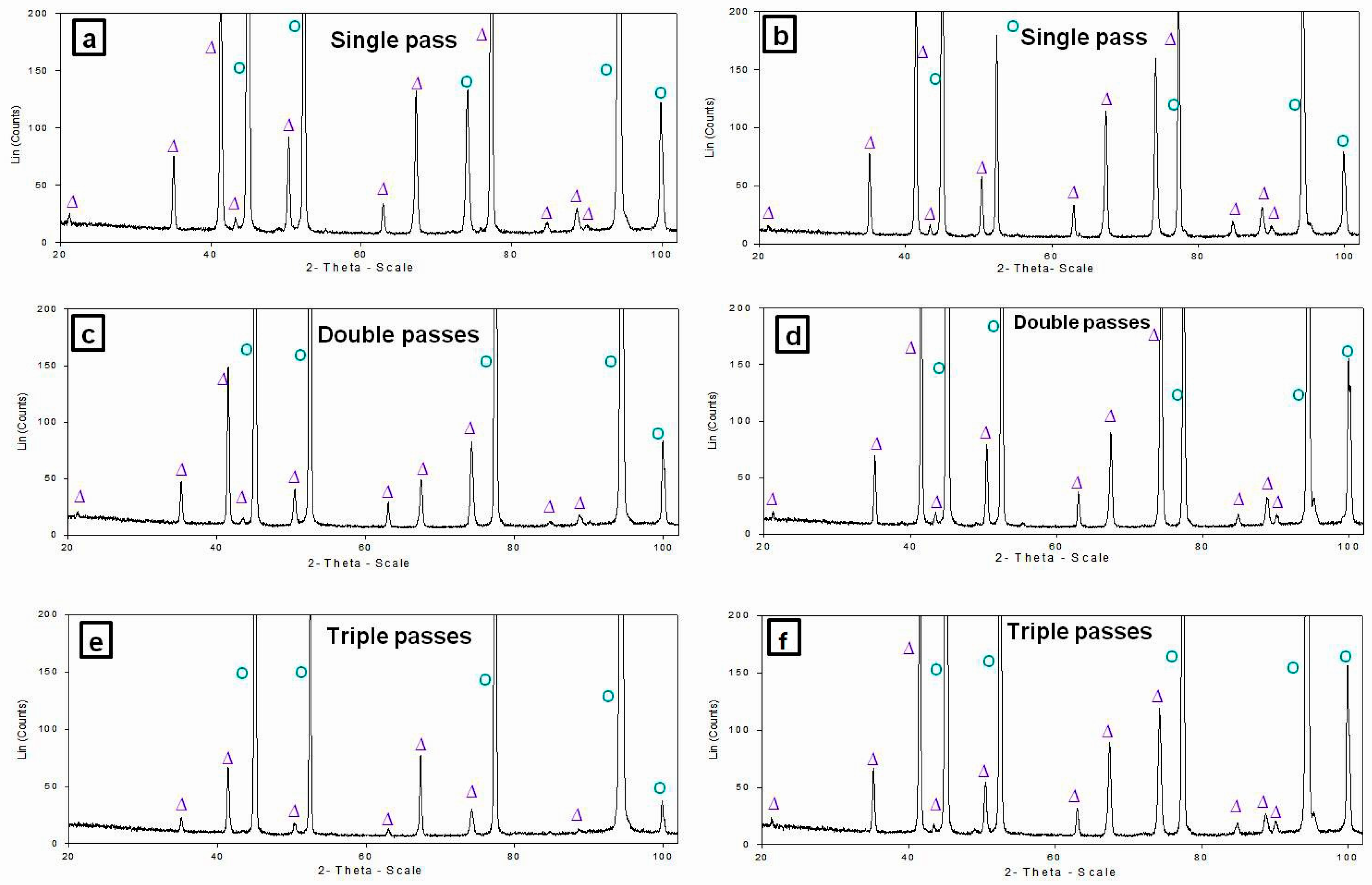
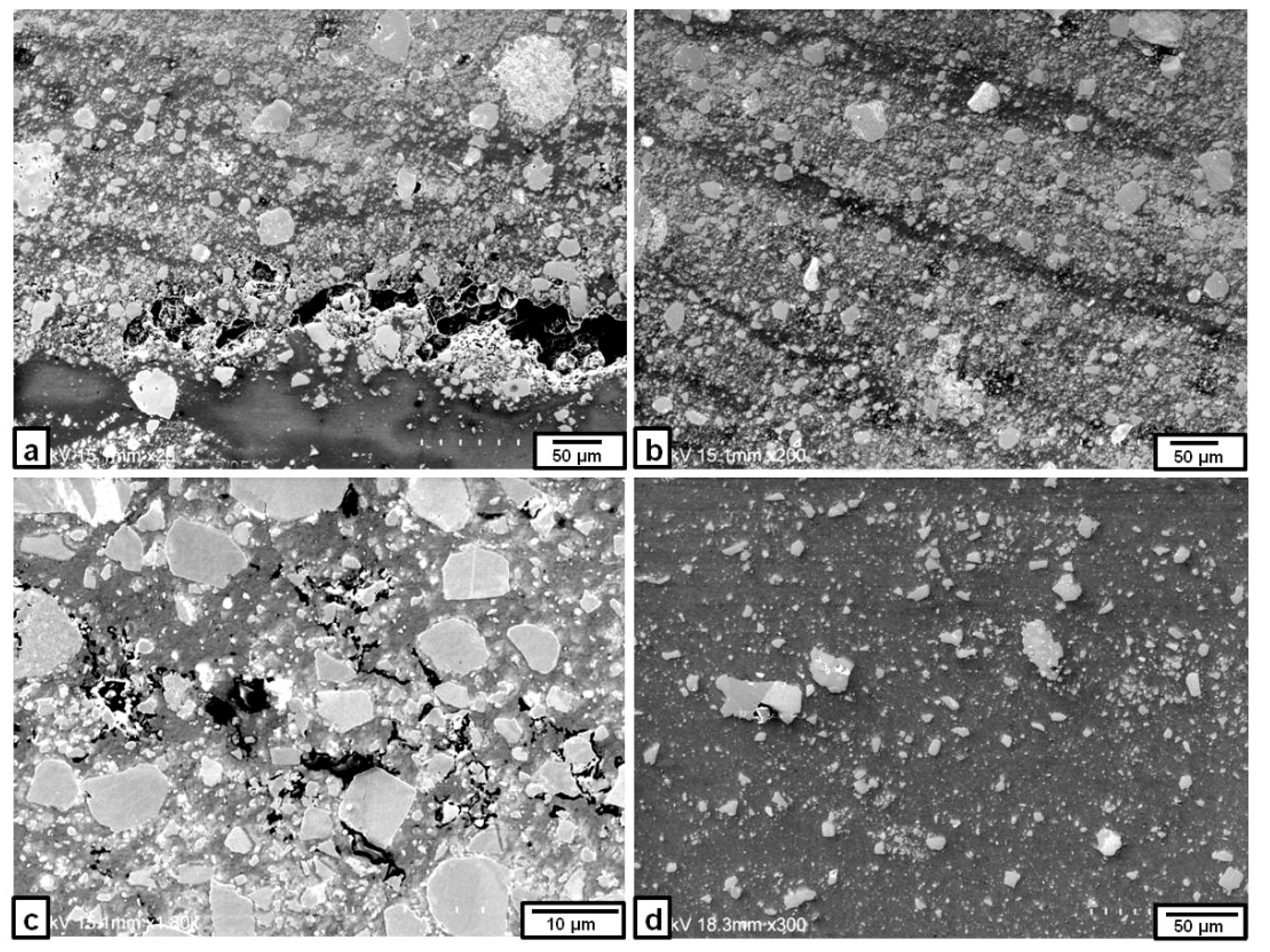
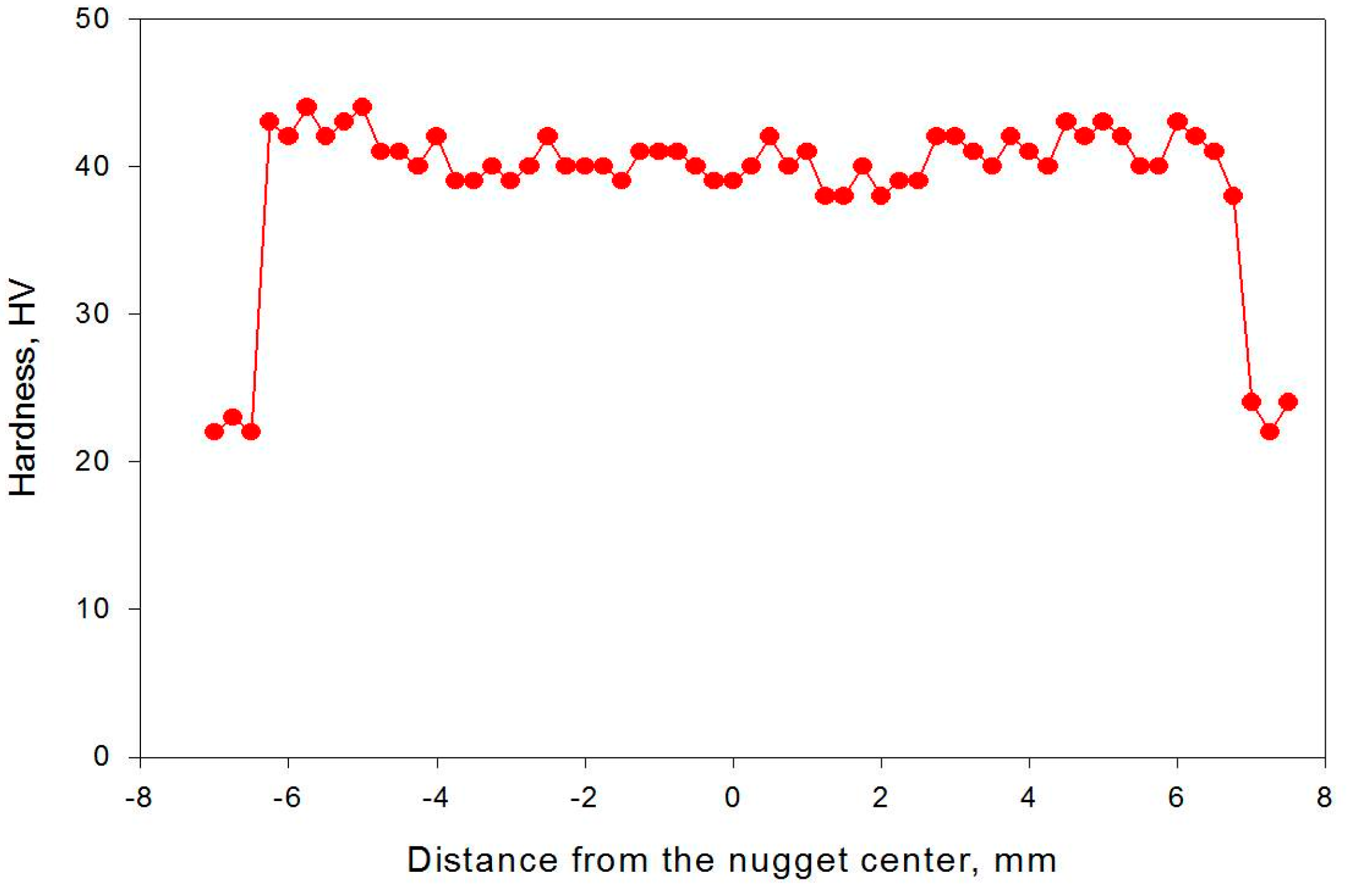
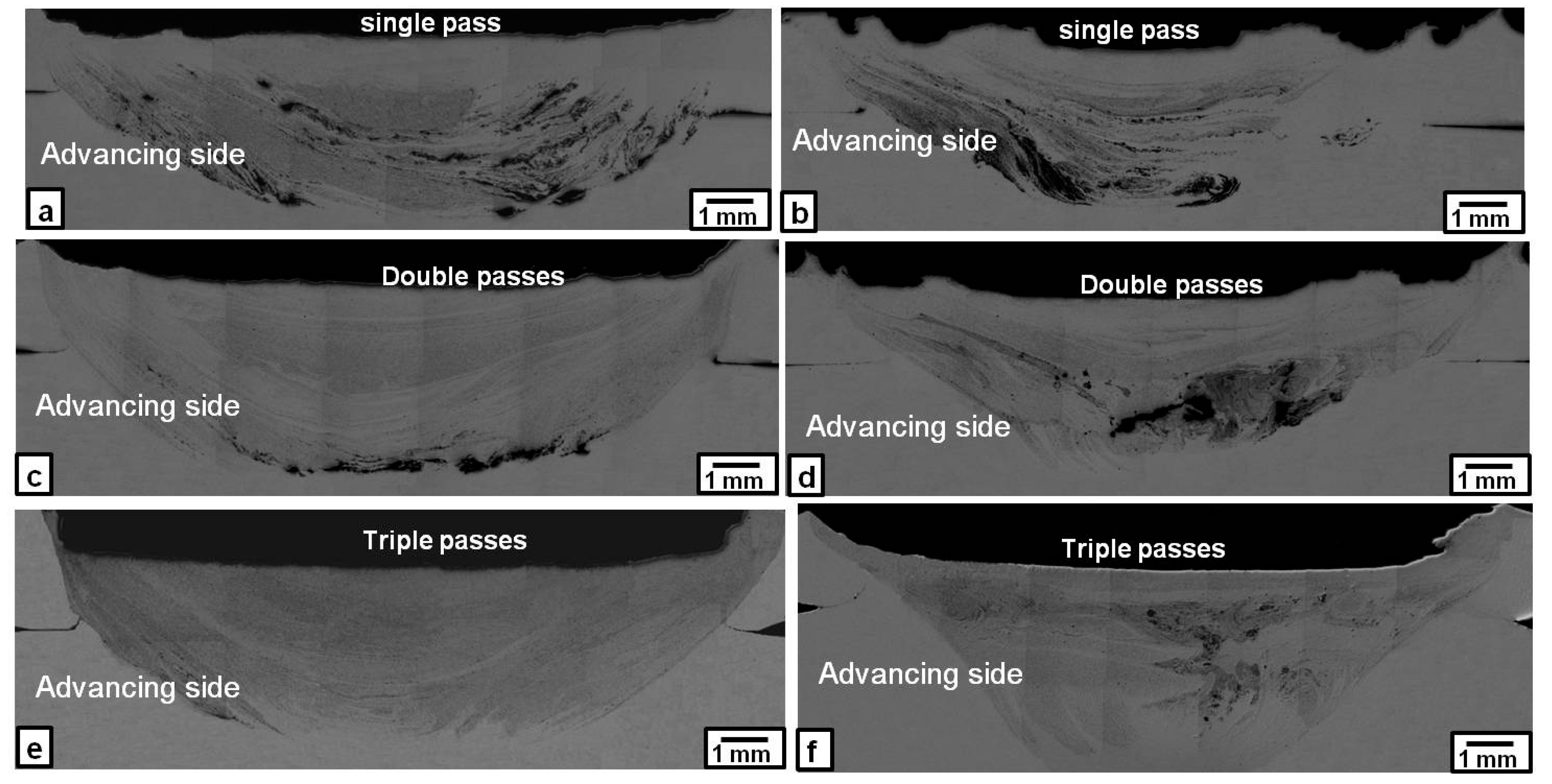
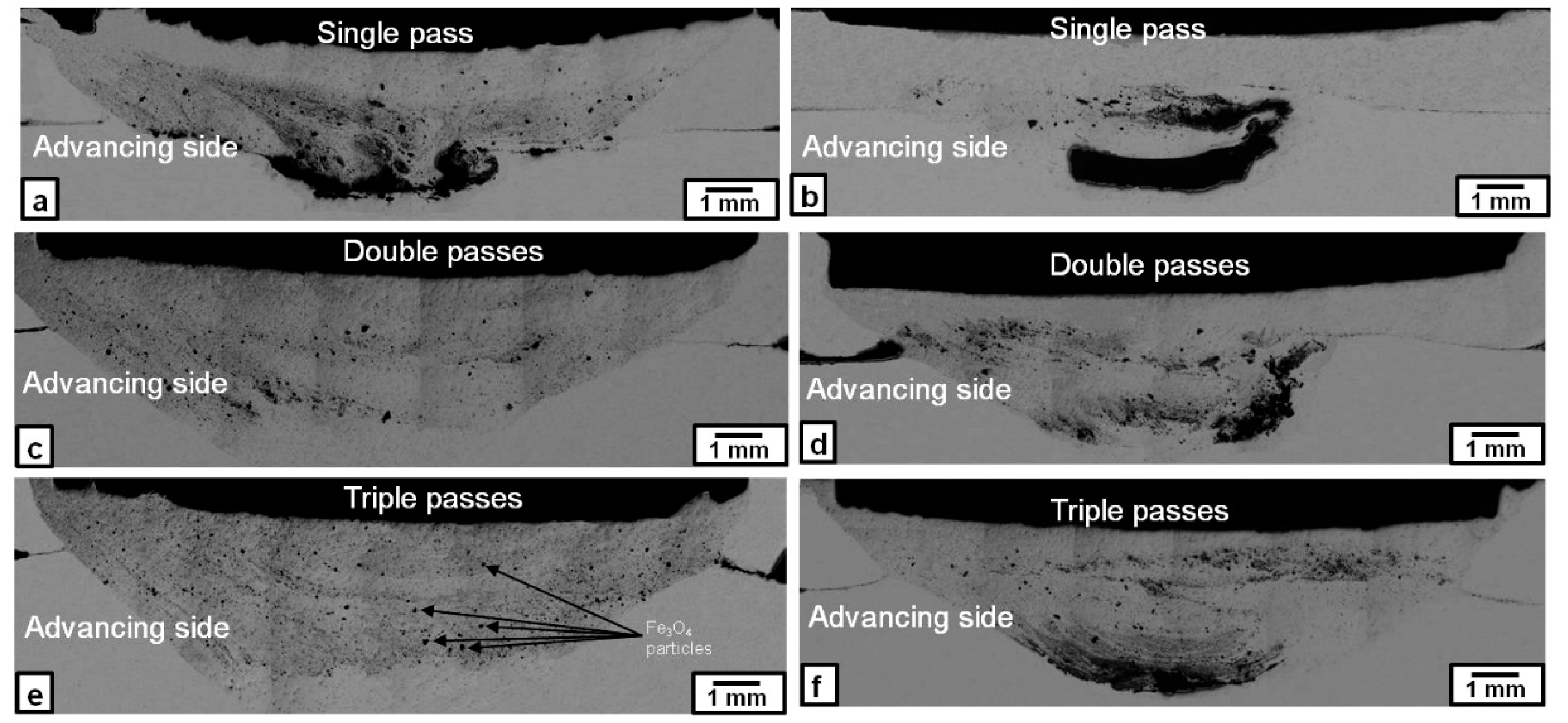
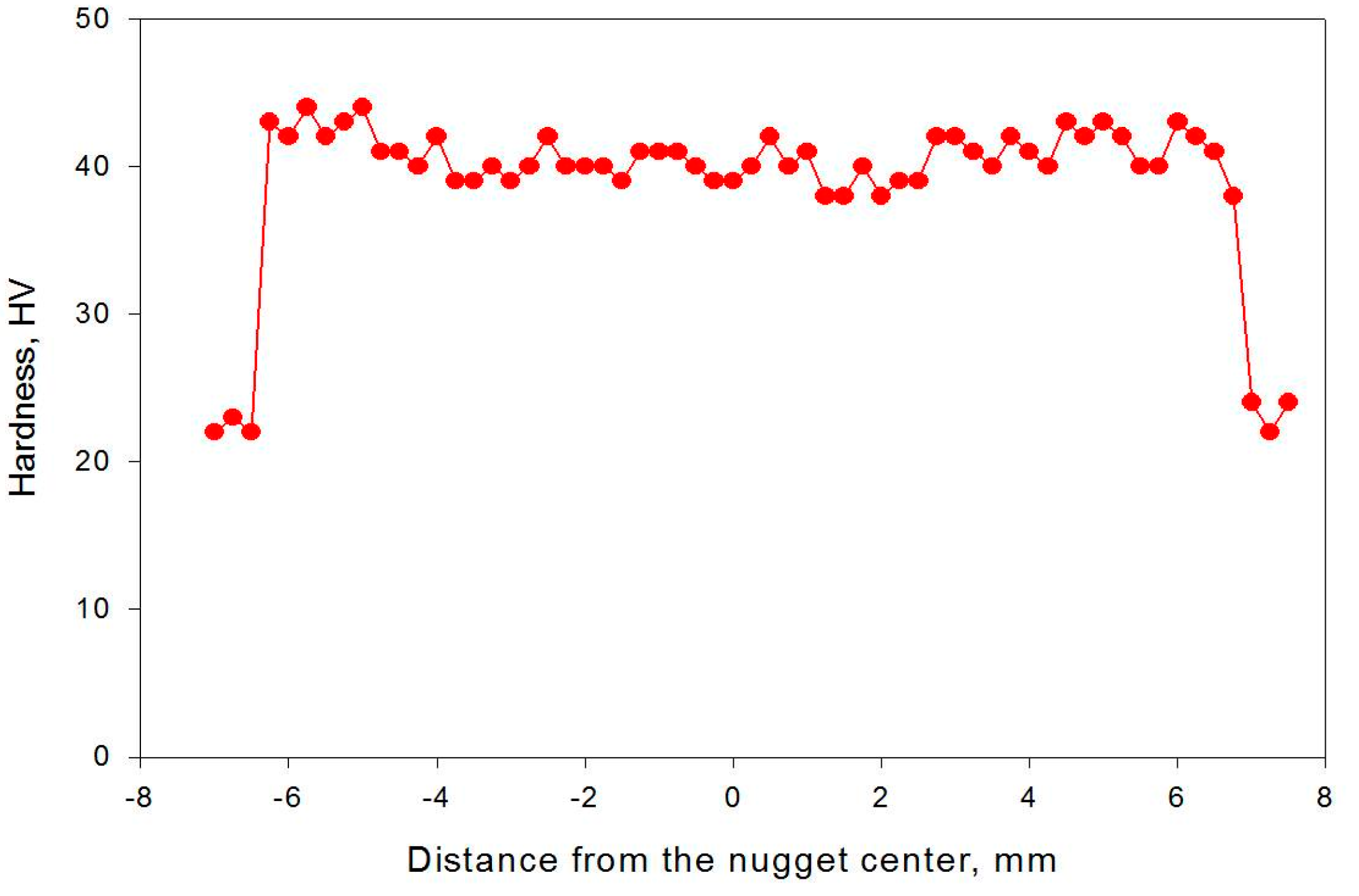
3.1. Macro and Microstructure of the Nugget Zone
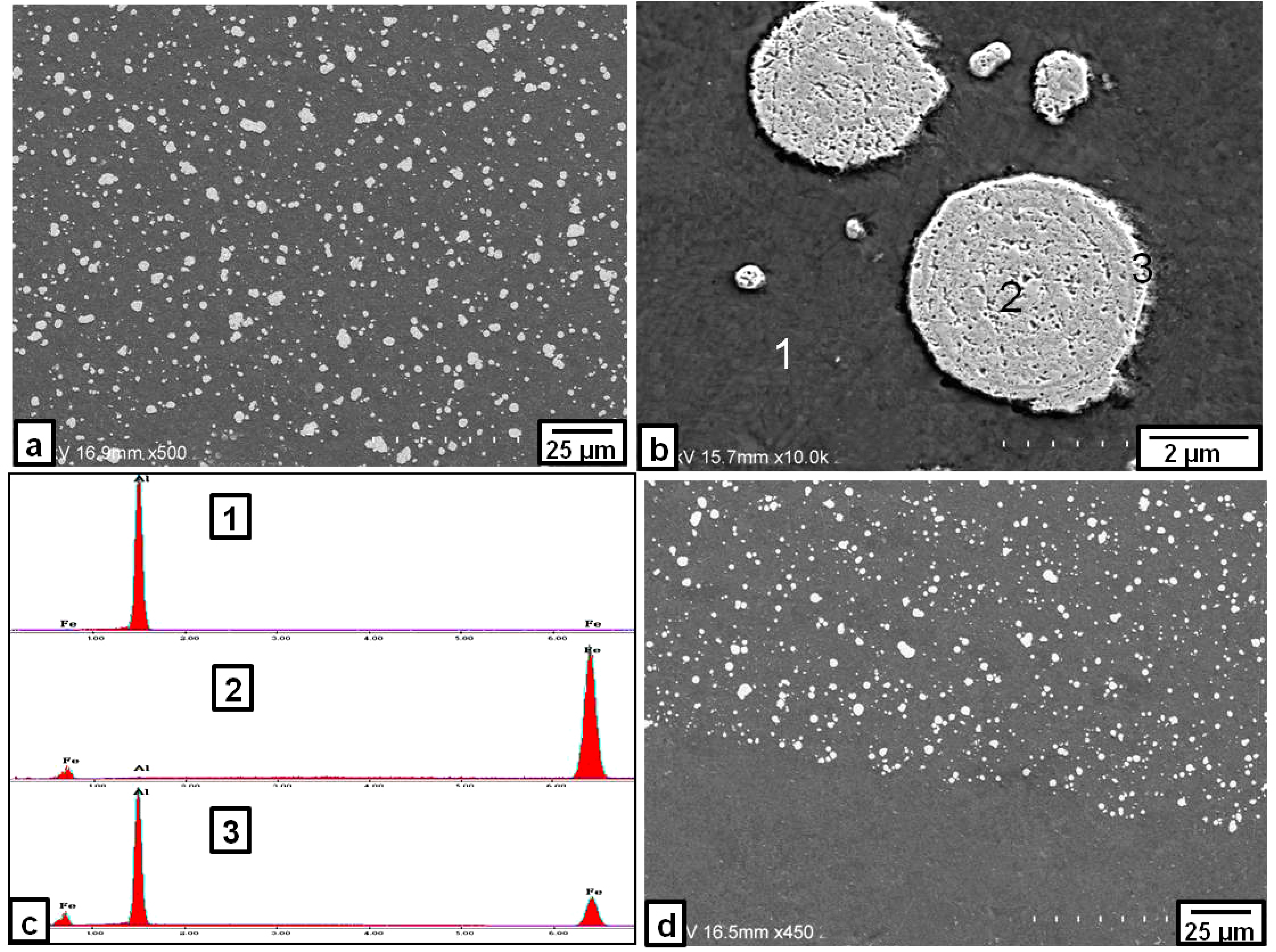
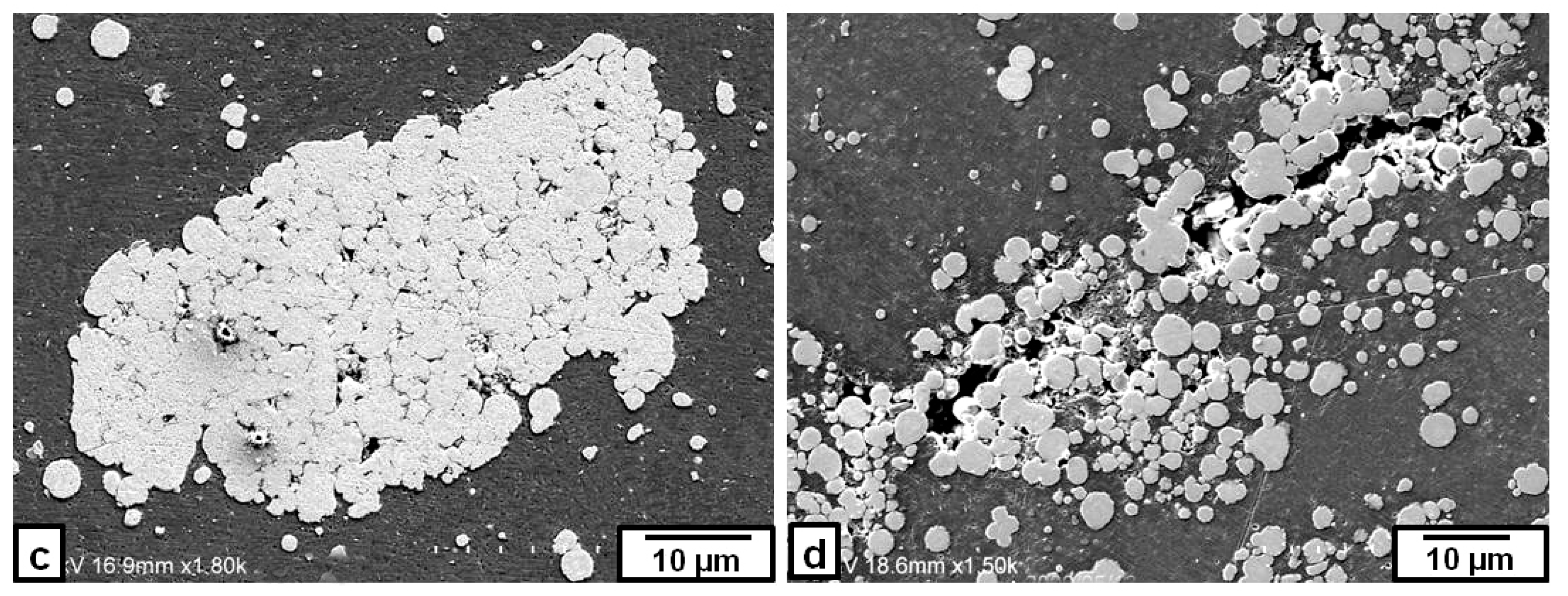
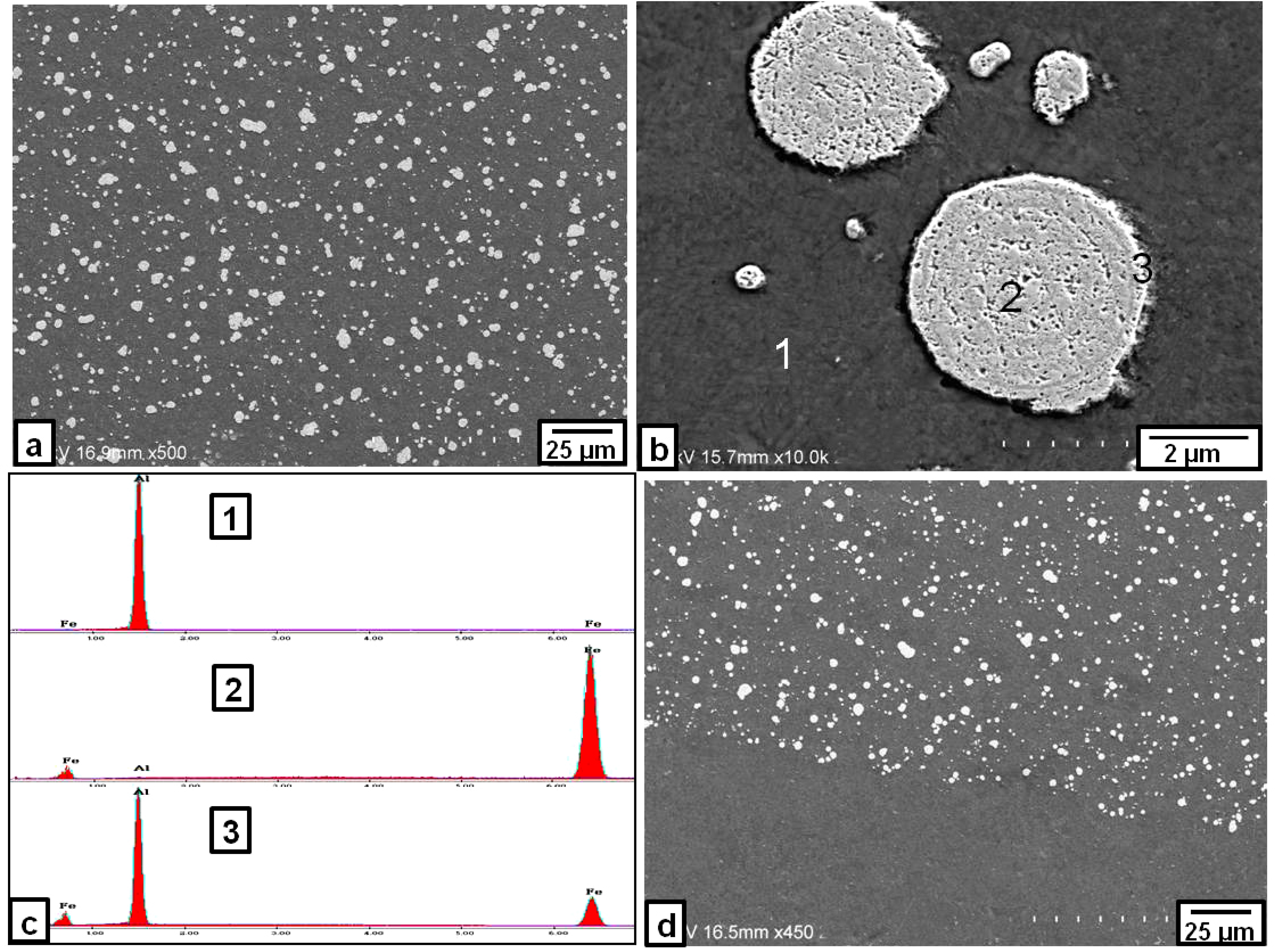
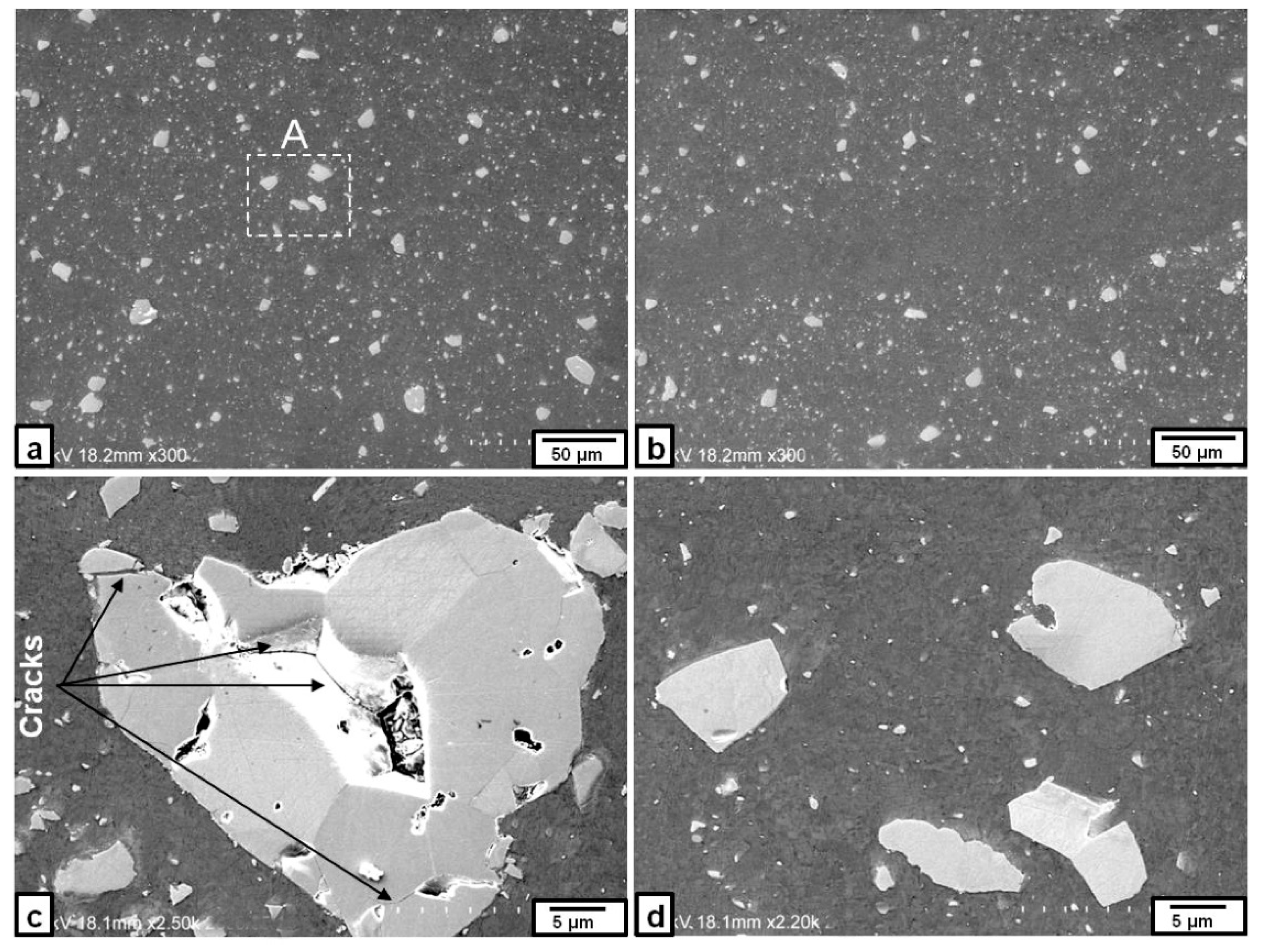
3.1.1. Fe Powder
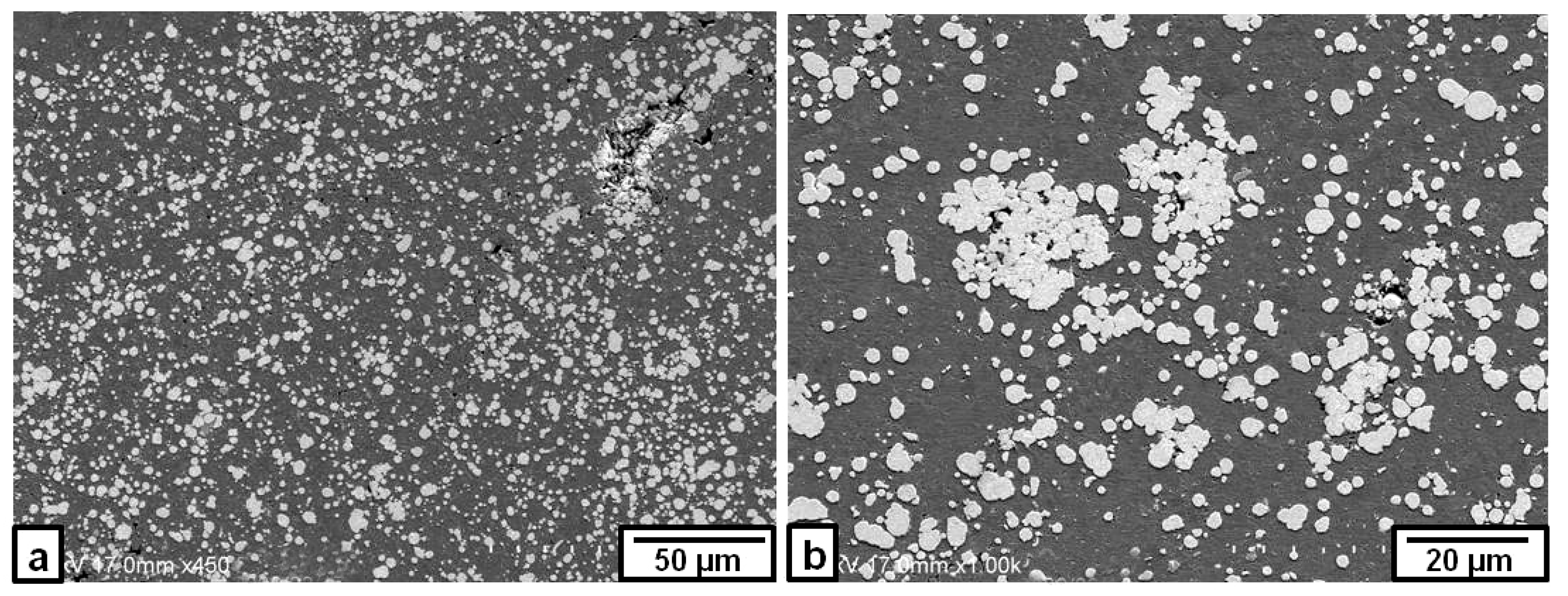
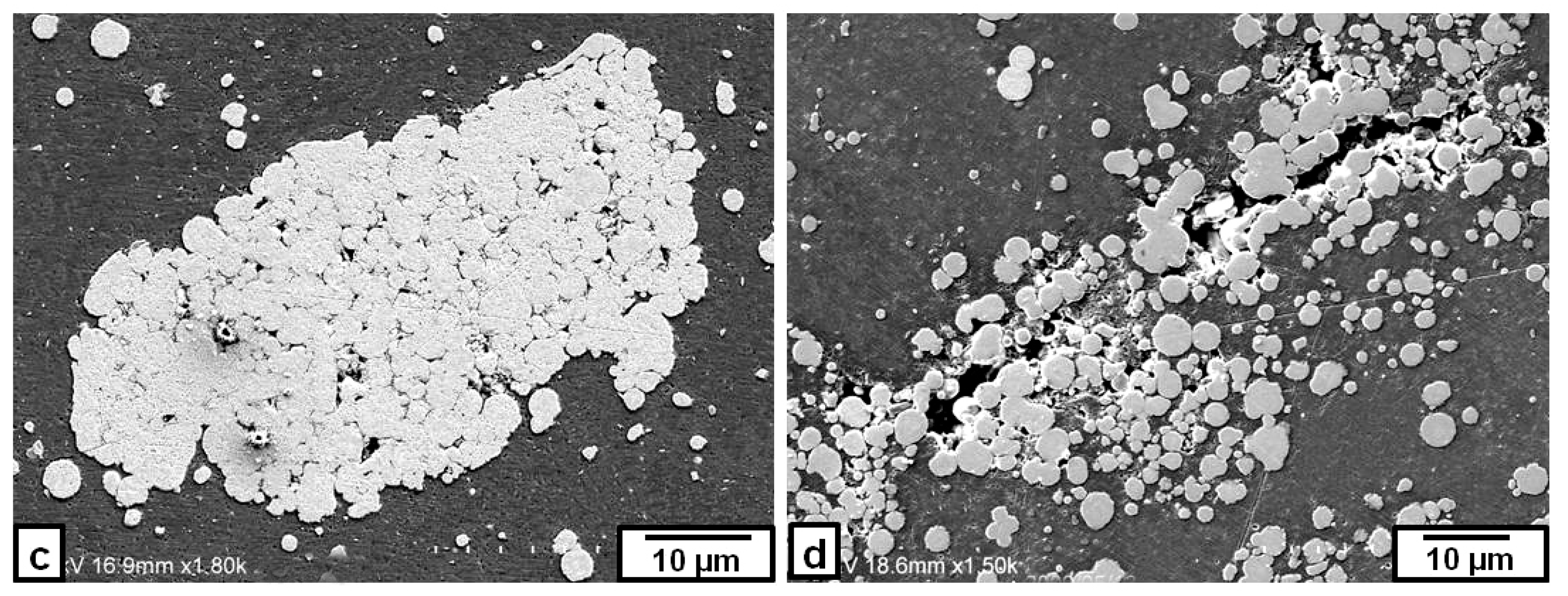
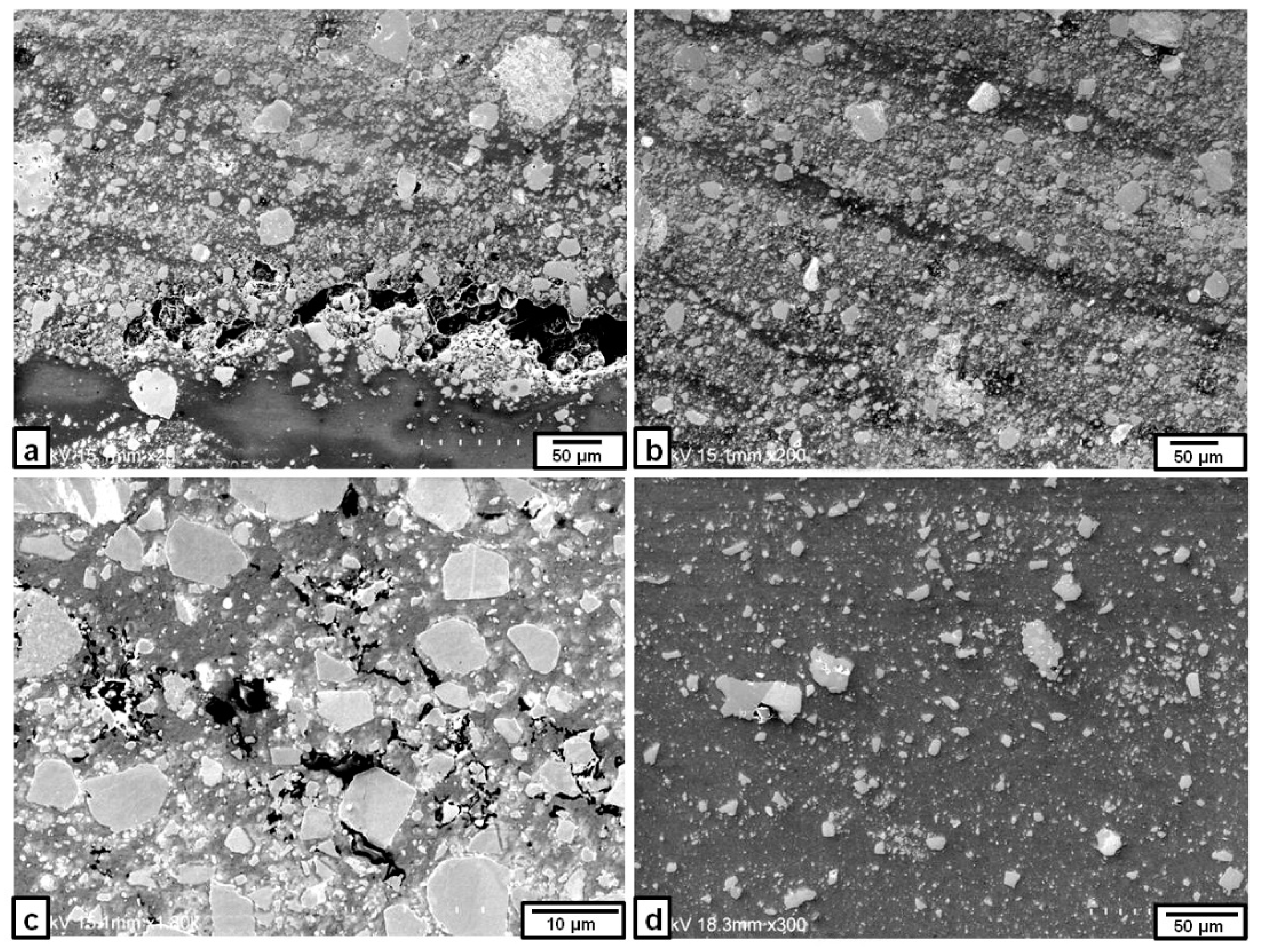
3.1.2. Fe3O4 Powder
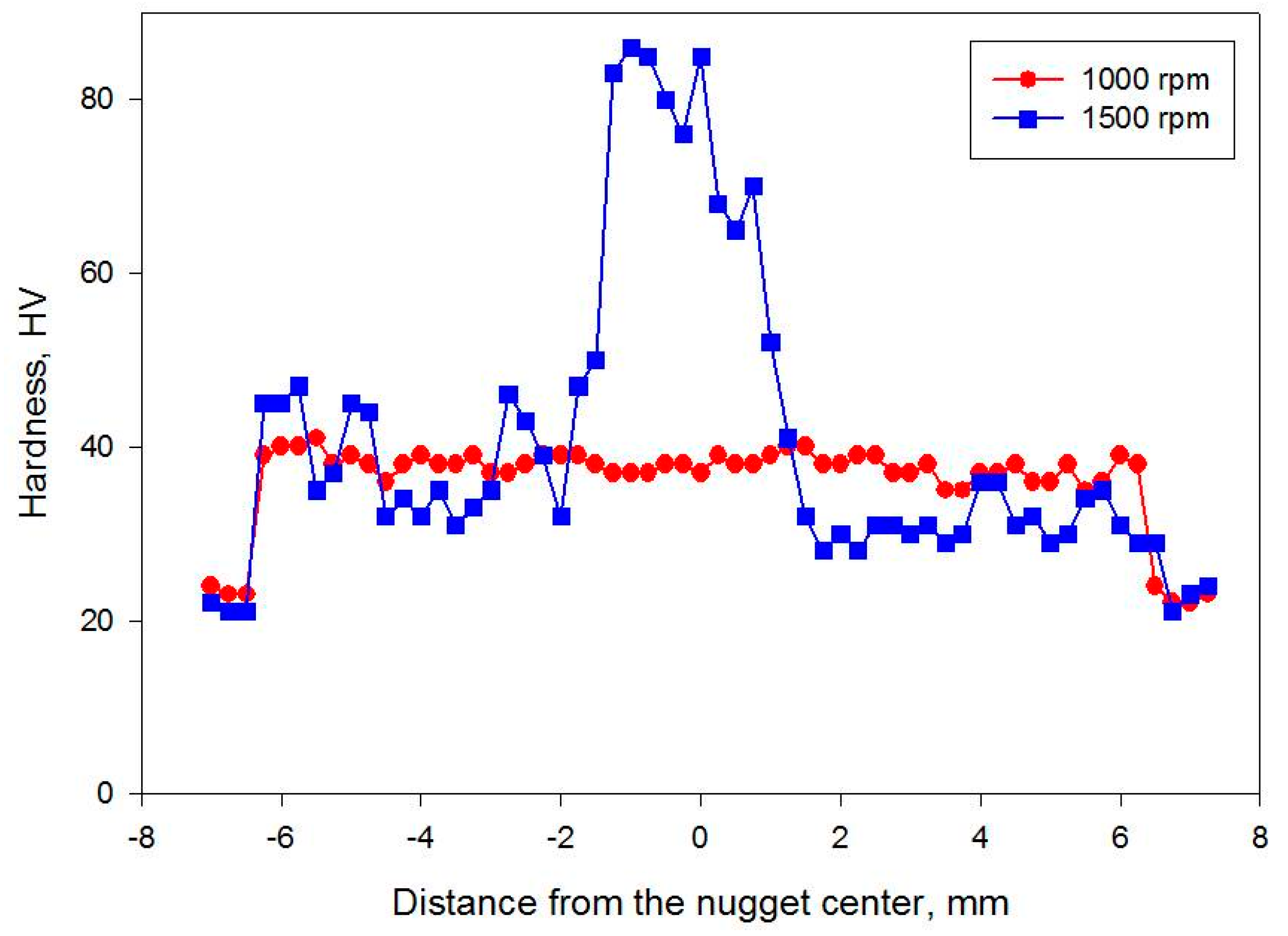
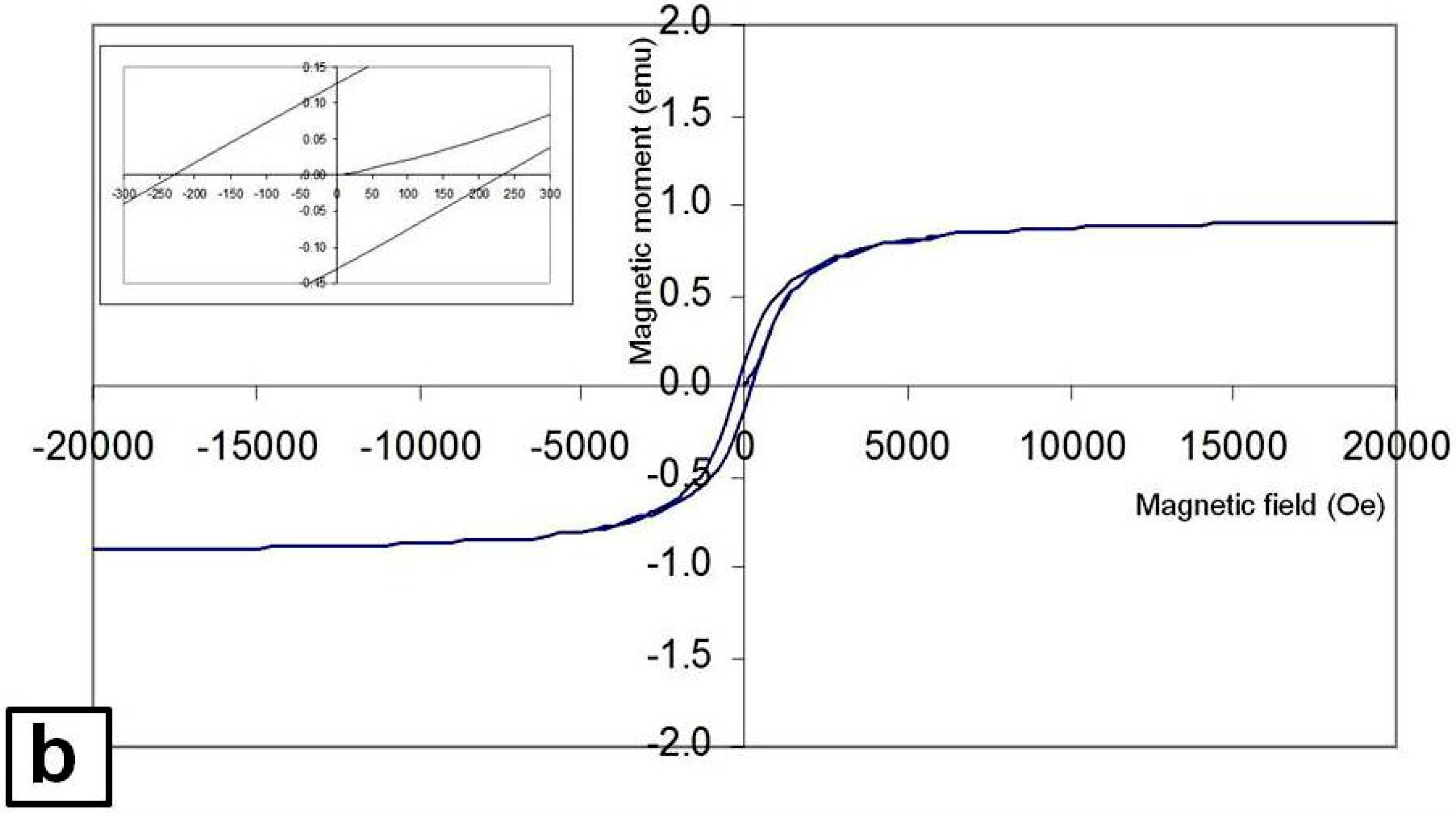
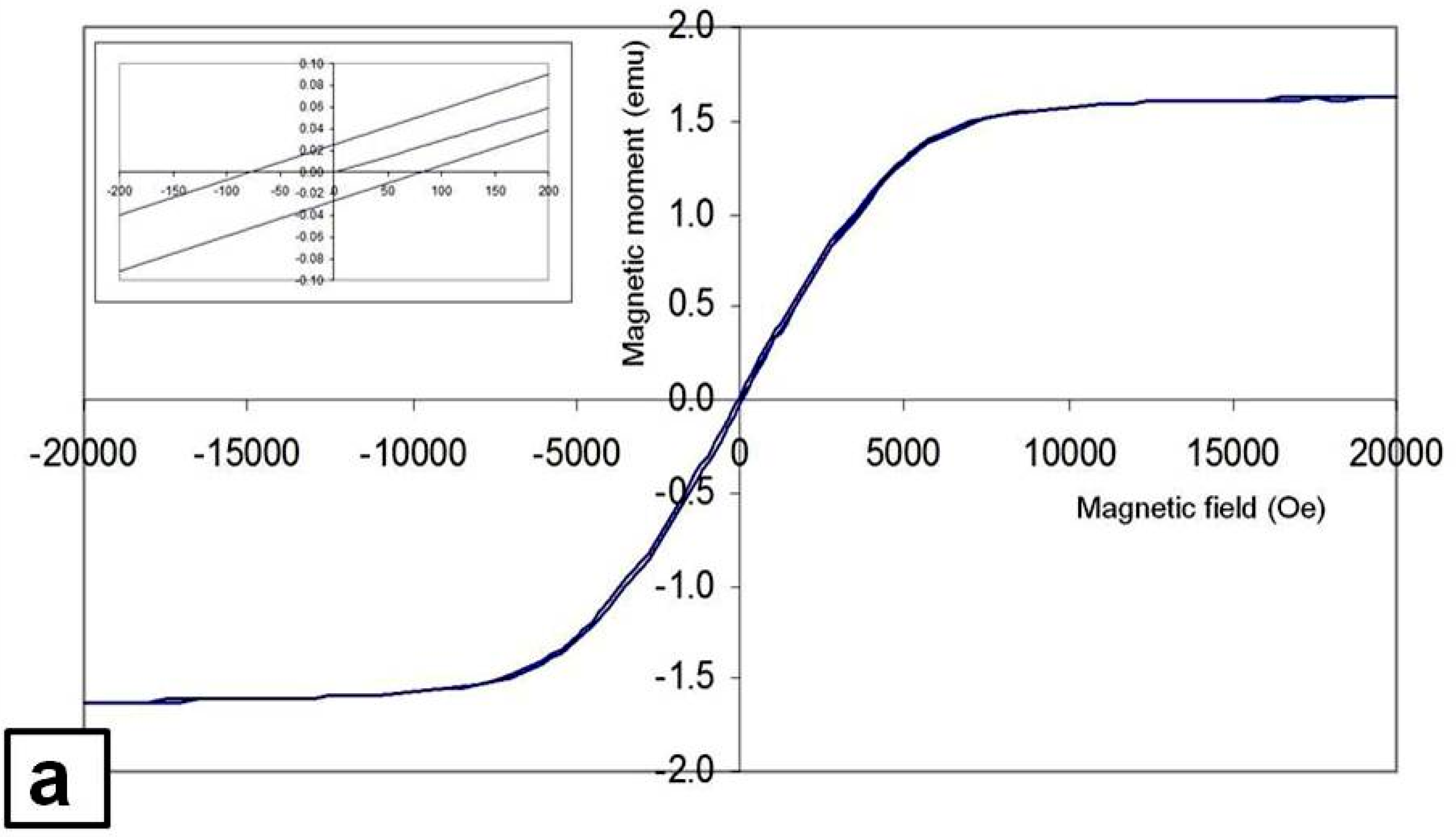
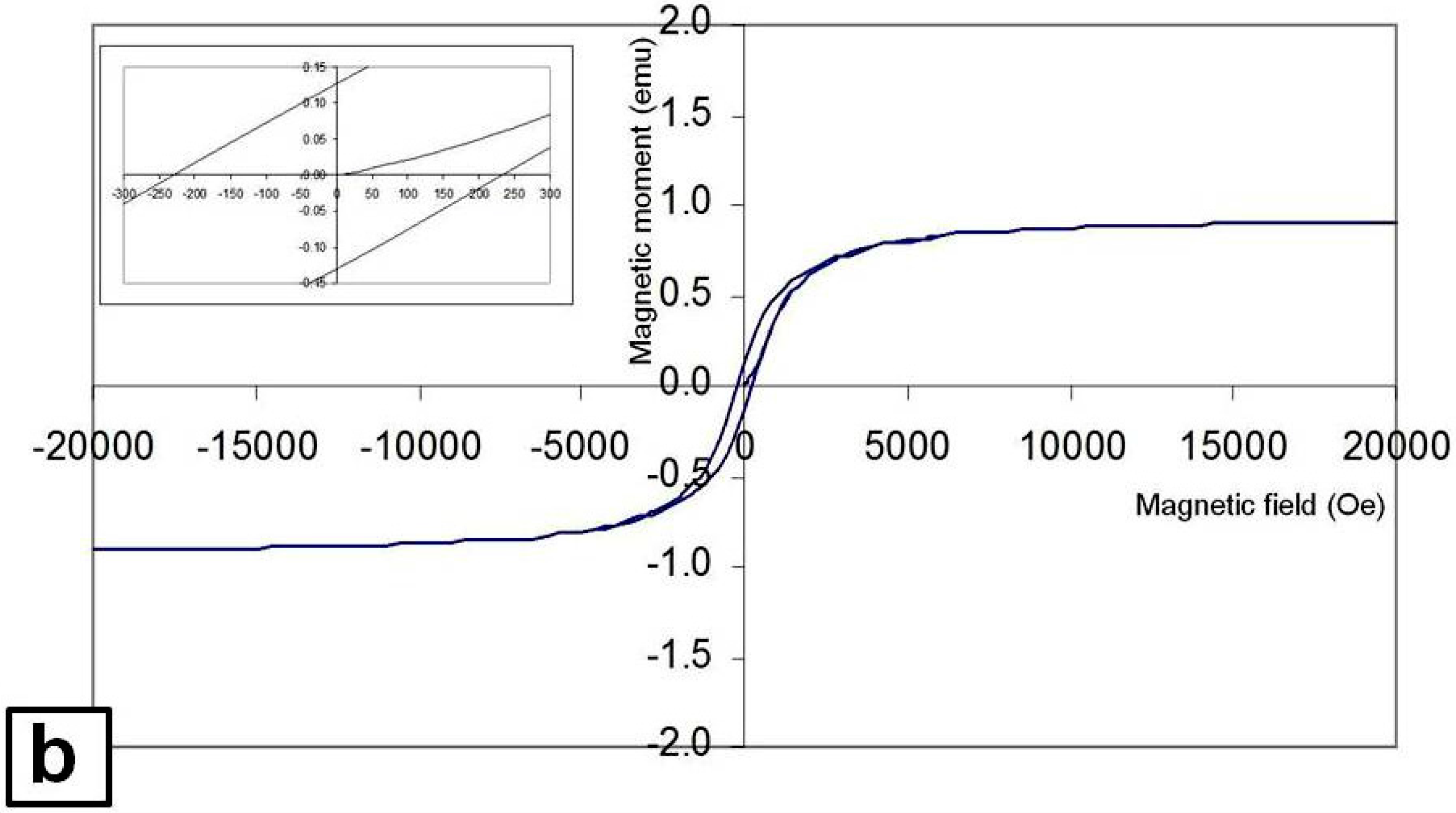
3.2. Magnetic Properties of the Nugget Zone
4. Conclusions
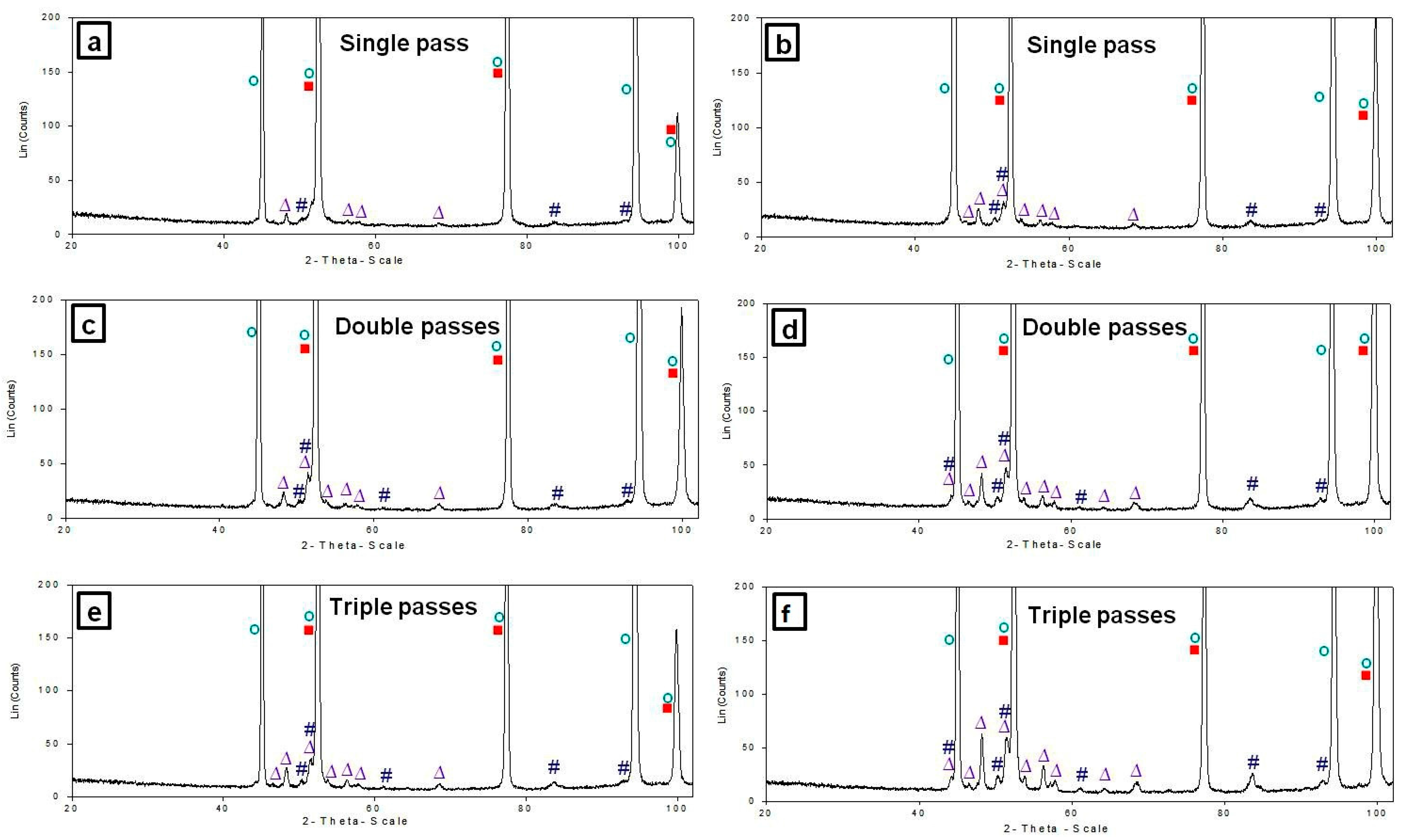
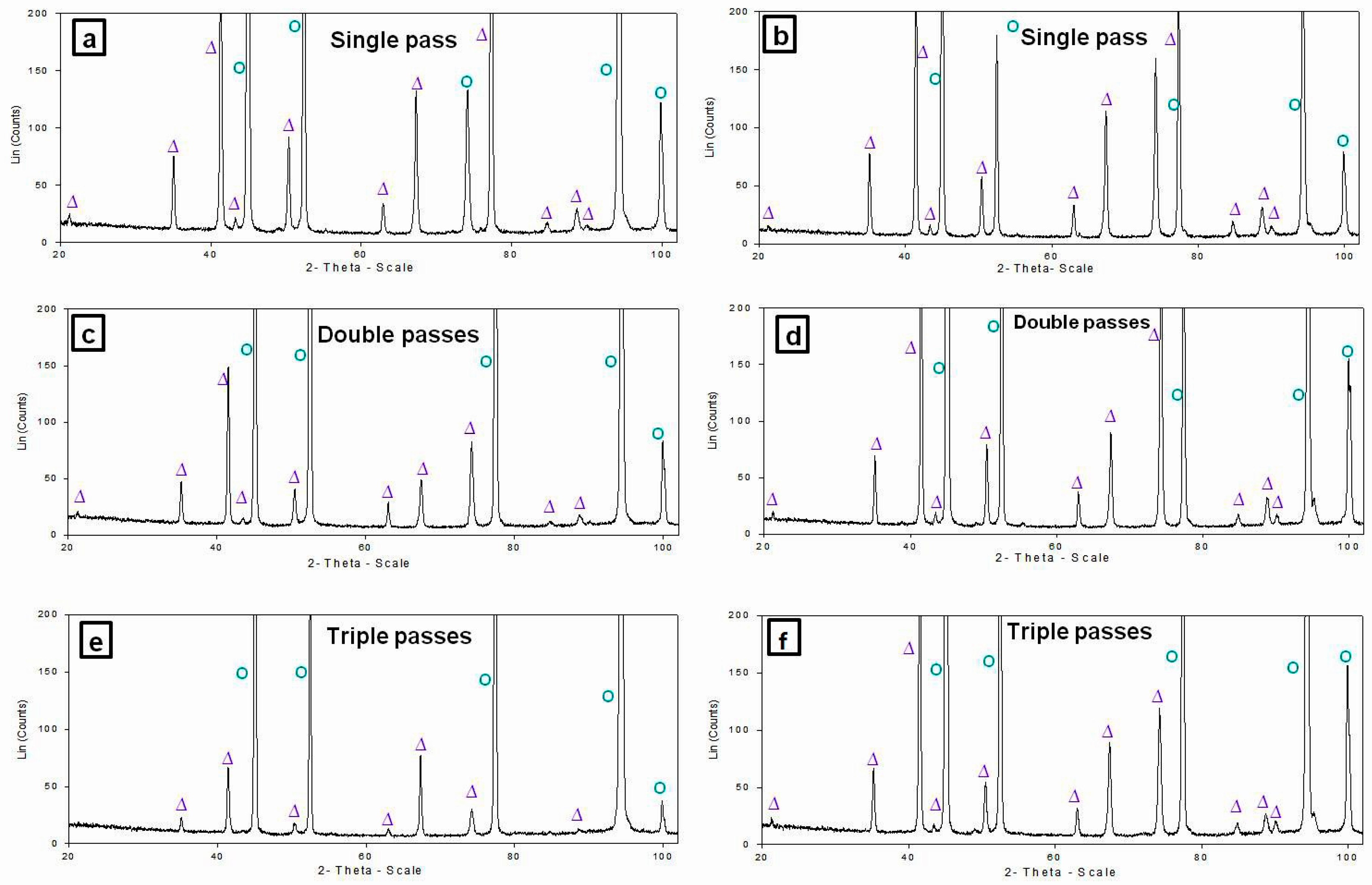
- The iron particles distributed almost homogenously in the nugget zone at only a rotation speed of 1000 rpm after triple FSP passes. Limited interfacial reactions occurred between the iron particles and aluminum matrix to form thin intermetallics (Al3Fe and Al5Fe2) between them.
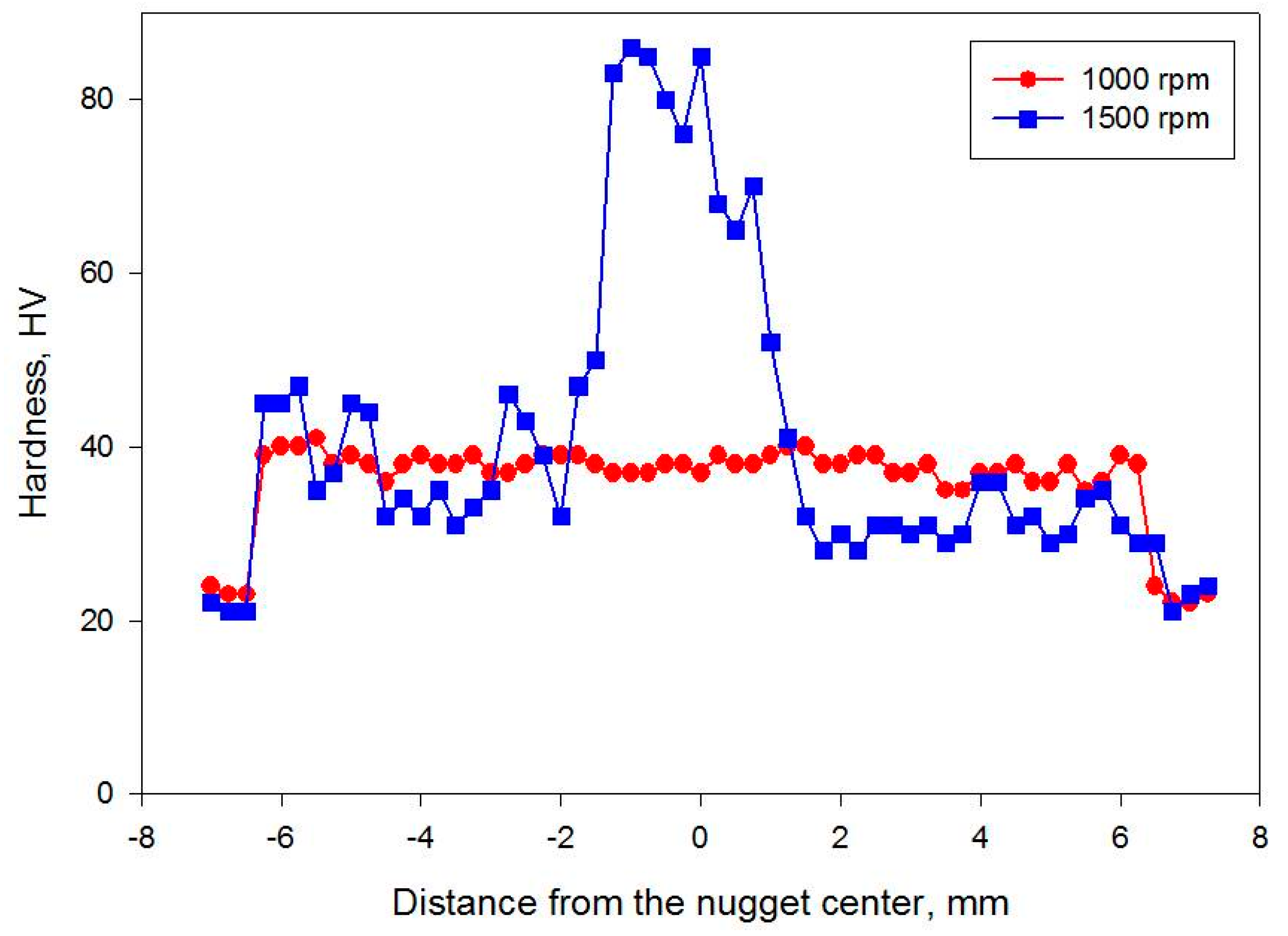
- The rotation speed of 1000 rpm was not enough to form a sound nugget when the reinforced particles were Fe3O4, while the Fe3O4 particles were dispersed homogenously in a sound nugget zone when the rotation speed was increased to 1500 rpm. No reaction products could be detected between the Fe3O4 particles and the aluminum matrix.
- The saturation magnetization (Ms) of the Fe-dispersed nugget zone was higher than that of the Fe3O4-dispersed nugget zone. Moreover, there were good agreement between the obtained saturation magnetization values relative to that of pure Fe and Fe3O4 materials and the volume content of the dispersed particles in the nugget zone
Author Contributions
Conflicts of Interest
References
- Torralba, J.M.; da Costa, C.E.; Velasco, F. P/M aluminum matrix composites. J. Mater. Process. Technol. 2003, 133, 203–206. [Google Scholar] [CrossRef]
- Gui, M.; Kang, B. Dry Sliding Wear Behavior of Plasma-Sprayed Aluminum Hybrid Composite Coatings. Metall. Mater. Trans. A 2001, 32, 2383–2392. [Google Scholar] [CrossRef]
- Adnan, M.; Asif, M.; Ahmad, K.A.; Nabi, B.; Ali, H.; Myong, H.K. Mechanical characterization of copper coated carbon nanotubes reinforced aluminum matrix composites. Mater. Charact. 2013, 86, 39–48. [Google Scholar]
- Paramês, M.L.; Viskadourakis, Z.; Rogalski, M.S.; Mariano, J.; Popovici, N.; Giapintzakis, J.; Conde, O. Magnetic properties of Fe3O4 thin films grown on different substrates by laser ablation. Appl. Surf. Sci. 2007, 253, 8201–8205. [Google Scholar] [CrossRef]
- Zhu, H.; Cao, F.; Zuo, D.; Zhu, L.; Jin, D.; Yao, K. A new hydrothermal blackening technology for Fe3O4 coatings of carbon steel. Appl. Surf. Sci. 2008, 254, 5905–5909. [Google Scholar] [CrossRef]
- Zhang, X.; Wang, S.; Zhou, J.; Li, J.; Jiao, D.; Kou, X. Electrochemical hydrogen storage properties of MgNi–NiP composite material. J. Alloy. Compd. 2009, 474, 273–278. [Google Scholar] [CrossRef]
- Sharma, A.K.; Gupta, D. On microstructure and flexural strength of metal–ceramic composite cladding developed through microwave heating. Appl. Surf. Sci. 2012, 258, 5583–5592. [Google Scholar] [CrossRef]
- Karbouj, R. Aluminium leaching using chelating agents as compositions of food. Food Chem. Toxicol. 2007, 45, 1688–1693. [Google Scholar] [CrossRef] [PubMed]
- Shokrollahi, H.; Janghorban, K. Soft magnetic composite materials (SMCs). J. Mater. Process. Technol. 2007, 189, 1–12. [Google Scholar] [CrossRef]
- Ahmadian, B.H.; Sharafi, S.; Delshad, C.M. Investigation of nanostructure formation mechanism and magneticproperties in Fe45Co45Ni10 system synthesized by mechanicalalloying. Powder Technol. 2012, 230, 241–246. [Google Scholar] [CrossRef]
- Ding, J.; Miao, W.F.; Street, R.; McCormick, P.G. Fe3O4Fe magnetic composite synthesized by mechanical alloying. Scr. Mater. 2005, 35, 1307–1310. [Google Scholar] [CrossRef]
- Man, H.C.; Kwok, C.T.; Yue, T.M. Cavitation erosion and corrosion behaviour of laser surface alloyed MMC of SiC and Si3N4 on Al alloy AA6061. Surf. Coat. Technol. 2000, 132, 11–20. [Google Scholar] [CrossRef]
- Sexton, L.; Lavin, S.; Byrne, G.; Kennedy, A. Laser cladding of aerospace materials. J. Mater. Process. Technol. 2002, 122, 63–68. [Google Scholar] [CrossRef]
- Subhasisa, N.; Sisa, P.; Jyotsna, D.M. Laser surface alloying of aluminium with WC + Co + NiCr for improved wear resistance. Surf. Coat. Technol. 2012, 206, 3333–3341. [Google Scholar]
- Wang, F.; Liu, H.; Yang, B. Effect of in-situ TiC particulate on the wear resistance of spray-deposited 7075 Al matrix composite. Mater. Charact. 2005, 54, 446–450. [Google Scholar] [CrossRef]
- Znamirowski, Z.; Pawlowski, L.; Cichy, T.; Czarczynski, W. Low macroscopic field electron emission from surface of plasma sprayed and laser engraved TiO2, Al2O3 + 13TiO2 and Al2O3 + 40TiO2 coatings. Surf. Coat. Technol. 2004, 187, 37–46. [Google Scholar] [CrossRef]
- Mxolisi, B.S.; Saliou, D.; Mondiu, O.D.; Peter, A.O. Effect of sintering temperature on the microstructure and mechanical properties of Fe–30%Ni alloys produced by spark plasma sintering. J. Alloy. Compd. 2015, 649, 824–832. [Google Scholar]
- Lee, K.; Son, C.Y.; Kim, J.S.; Lee, S.; Kim, K.Y.; Kim, C.P. Hardness and corrosion resistance of steel-based surface composites fabricated with Fe-based metamorphic powders by high-energy electron beam irradiation. Surf. Coat. Technol. 2006, 201, 835–841. [Google Scholar] [CrossRef]
- Zhang, Y.; Chen, Q.; Wang, Z.; Zhang, G.; Ge, Y. Preparation of Cr hard coatings by ion beam assisted electron beam vapor deposition on Ni and Cu substrates. Surf. Coat. Technol. 2007, 201, 5190–5193. [Google Scholar] [CrossRef]
- Mishra, R.S.; Ma, Z.Y. Friction Stir Welding and Processing. Mater. Sci. Eng. R 2005, 50, 1–78. [Google Scholar] [CrossRef]
- Mahmoud, E.R.I.; Ikeuchi, K.; Takahashi, M. Fabrication of SiC particle reinforced composite on aluminium surface by friction stir processing. Sci. Technol. Weld. Join. 2008, 13, 607–618. [Google Scholar] [CrossRef]
- Mahmoud, E.R.I.; Takahashi, M.; Shibayanagi, T.; Ikeuchi, K. Fabrication of Surface-Hybrid-MMCs Layer on Aluminum Plate by Friction Stir Processing and Its Wear Characteristics. Mater. Trans. JIM 2009, 50, 1824–1831. [Google Scholar] [CrossRef]
- Sharma, V.; Prakash, U.; Kumar, B.V.M. Surface composites by friction stir processing: A review. J. Mater. Process. Technol. 2015, 224, 117–134. [Google Scholar] [CrossRef]
- Nguyen, V.L.; Yong, Y.; Toshiharu, T.; Cao, M.T.; Yanqin, C.; Masayuki, N. Synthesis and magnetism of hierarchical iron oxide particles. Mater. Des. 2015, 86, 797–808. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Magnetic Moment (emu) | Saturation Magnetization (emu/g) | Coercivity (Oe) |
|---|---|---|---|
| Fe-dispersed MMCs | 1.6 | 33 | 82.7 |
| Fe3O4-dispersed MMCs | 0.93 | 15 | 228.9 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mahmoud, E.R.I.; Tash, M.M. Characterization of Aluminum-Based-Surface Matrix Composites with Iron and Iron Oxide Fabricated by Friction Stir Processing. Materials 2016, 9, 505. https://doi.org/10.3390/ma9070505
Mahmoud ERI, Tash MM. Characterization of Aluminum-Based-Surface Matrix Composites with Iron and Iron Oxide Fabricated by Friction Stir Processing. Materials. 2016; 9(7):505. https://doi.org/10.3390/ma9070505
Chicago/Turabian StyleMahmoud, Essam R. I., and Mahmoud M. Tash. 2016. "Characterization of Aluminum-Based-Surface Matrix Composites with Iron and Iron Oxide Fabricated by Friction Stir Processing" Materials 9, no. 7: 505. https://doi.org/10.3390/ma9070505
APA StyleMahmoud, E. R. I., & Tash, M. M. (2016). Characterization of Aluminum-Based-Surface Matrix Composites with Iron and Iron Oxide Fabricated by Friction Stir Processing. Materials, 9(7), 505. https://doi.org/10.3390/ma9070505