Appendix A
In this appendix Aspen Plus® simulation details are described.
The thermodynamic model used to represent the process was RK-ASPEN model when supercritical fluid extraction was considered and UNIQUAC model for low pressure processes. The RK-ASPEN model can be applied to the SFE process as it is particularly suitable for modeling a mixture of light gases (such as CO
2,) at medium to high pressures, with polar components. The RK-ASPEN property method distinguishes between the subcritical and supercritical components and applies either the Mathias alpha function or the Boston–Mathias extrapolation of the alpha function. The RK-ASPEN model is indicated by ASPEN PLUS user guide to this application due to the before mention characteristic, as well as the formulation of the mixing rules. This model was validated by [
25]. For the simulation CO
2 was considered and Henry component. The thermodynamic model used to represent the low pressure processes was UNIQUAC model. This model correctly represents ethanol-water systems and was validated by [
26]. Although the methods mentioned were the best available, it is recognized that for complex streams as present in our process the model will never be 100% accurate.
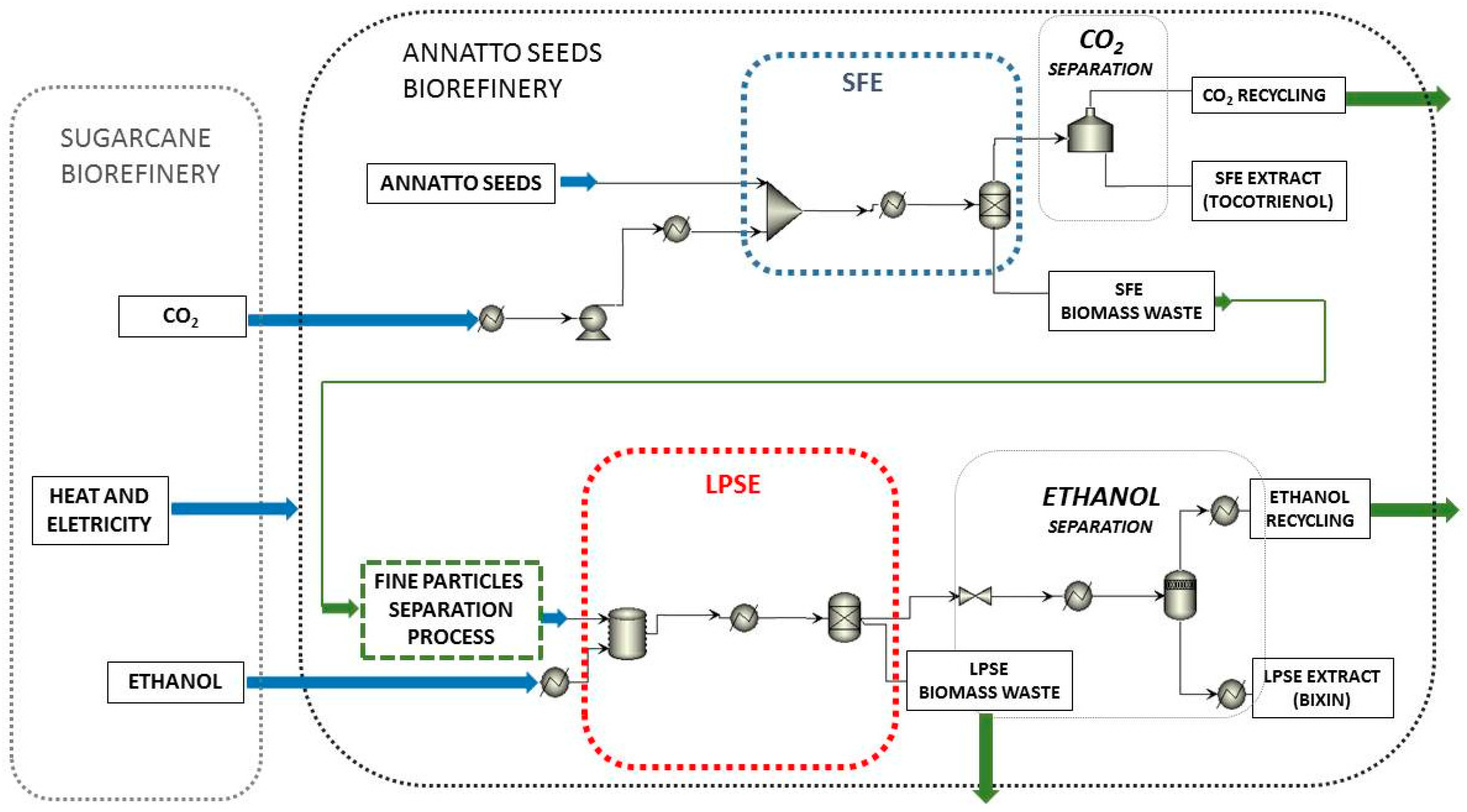
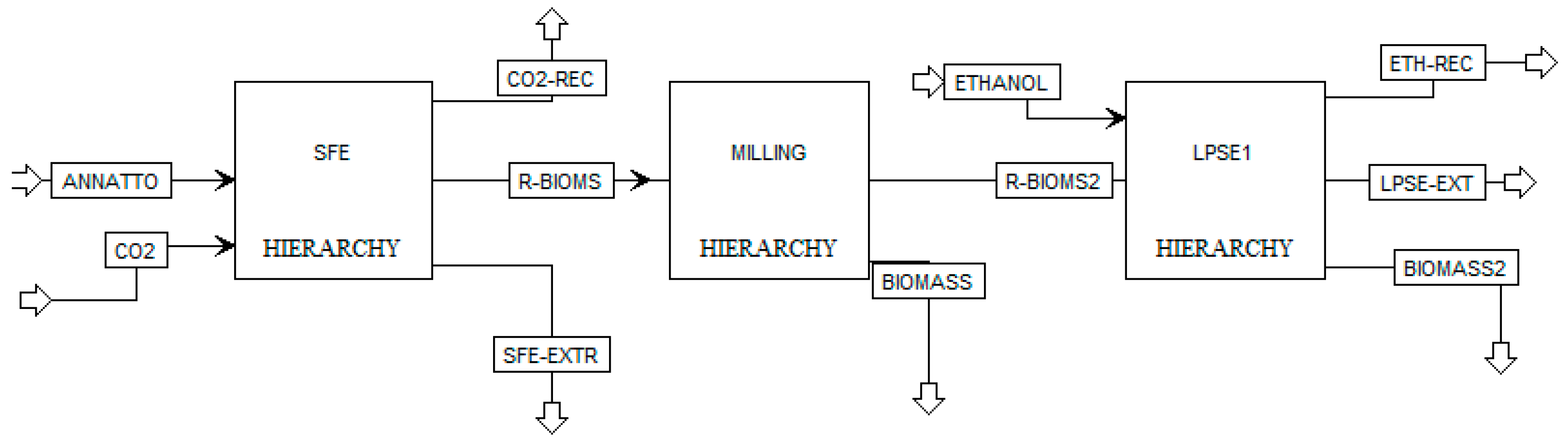
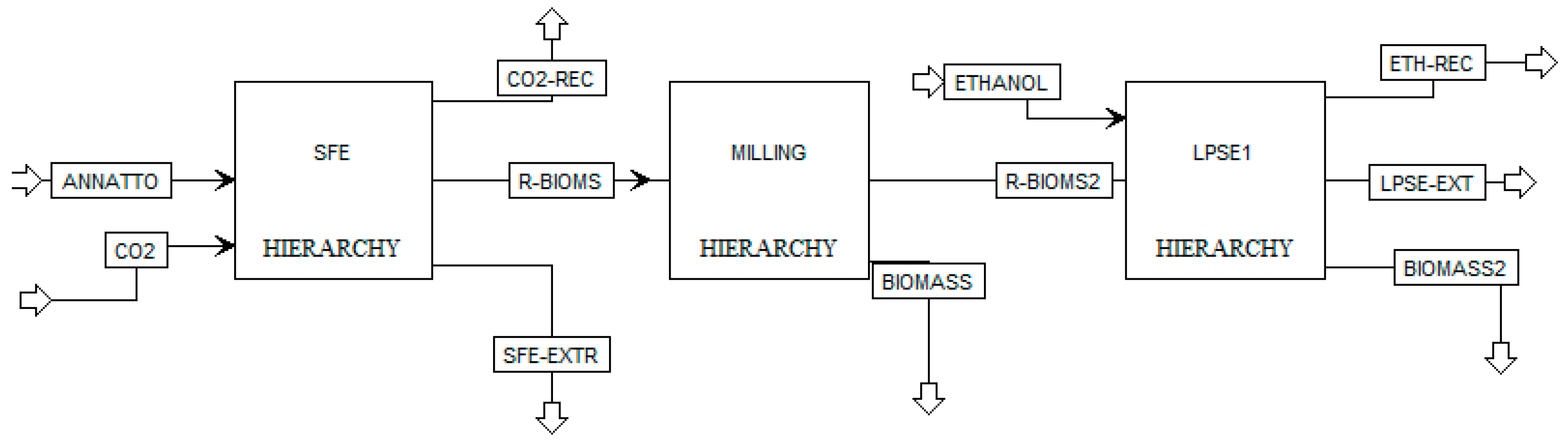
Figure A1.
Overall annatto seeds biorefinery flowchart developed in Aspen Plus®.
Figure A1.
Overall annatto seeds biorefinery flowchart developed in Aspen Plus®.
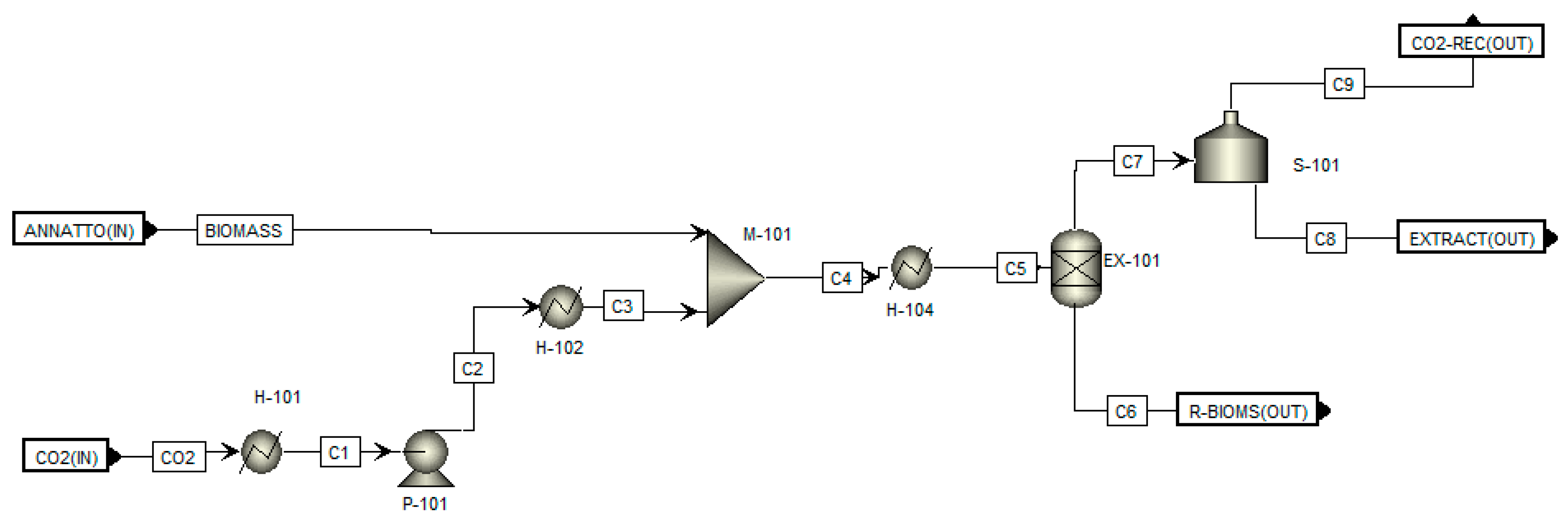
Figure A2.
Flowchart of the supercritical fluid extraction (SFE) process for obtaining tocotrienols-rich extract from annatto seeds developed in Aspen Plus®.
Figure A2.
Flowchart of the supercritical fluid extraction (SFE) process for obtaining tocotrienols-rich extract from annatto seeds developed in Aspen Plus®.
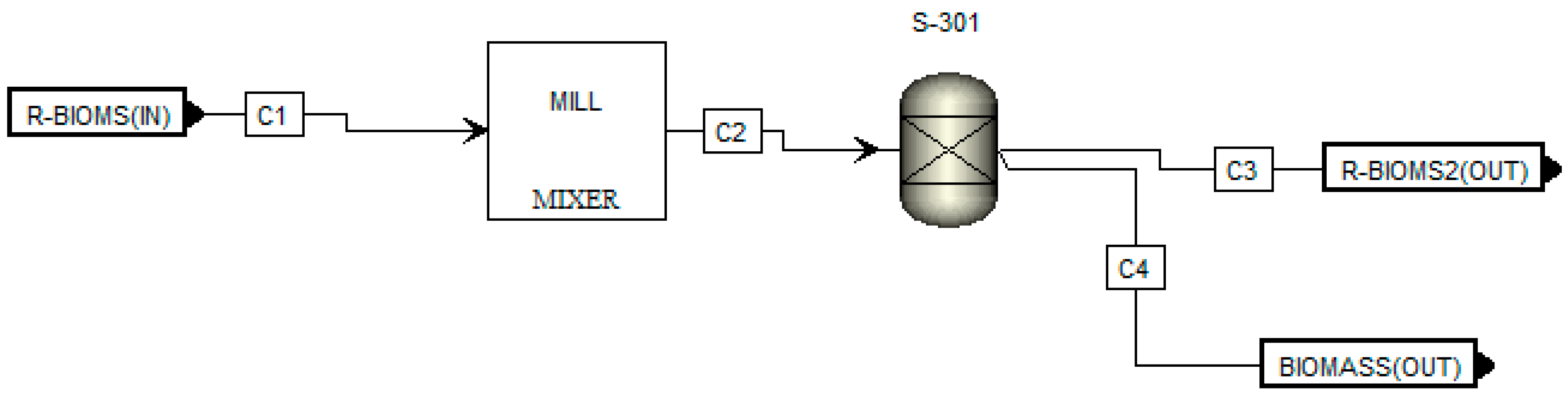
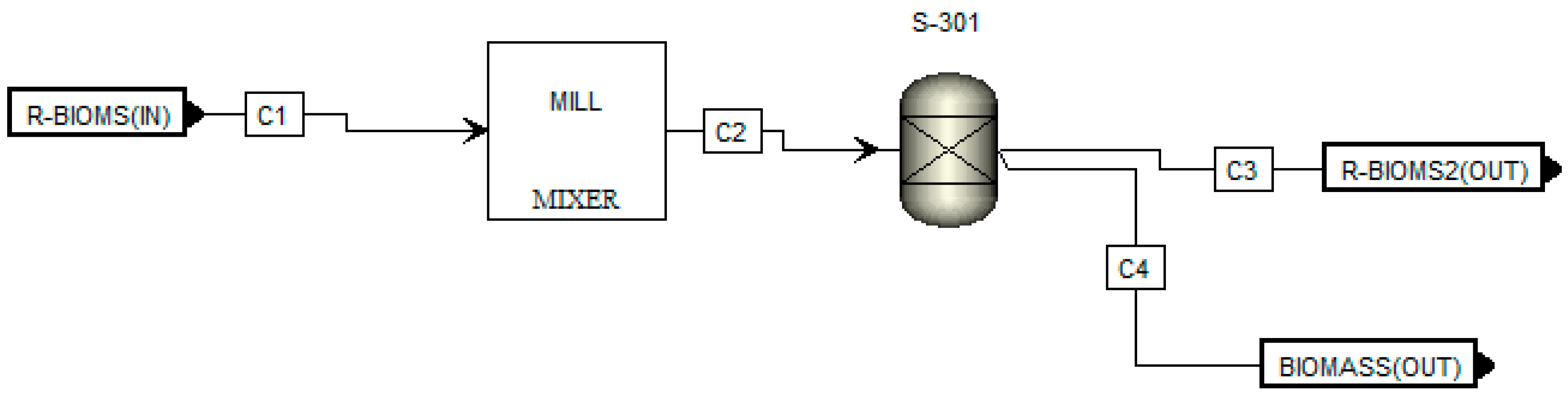
Figure A3.
Flowchart of the fine particles separations process developed in Aspen Plus®.
Figure A3.
Flowchart of the fine particles separations process developed in Aspen Plus®.
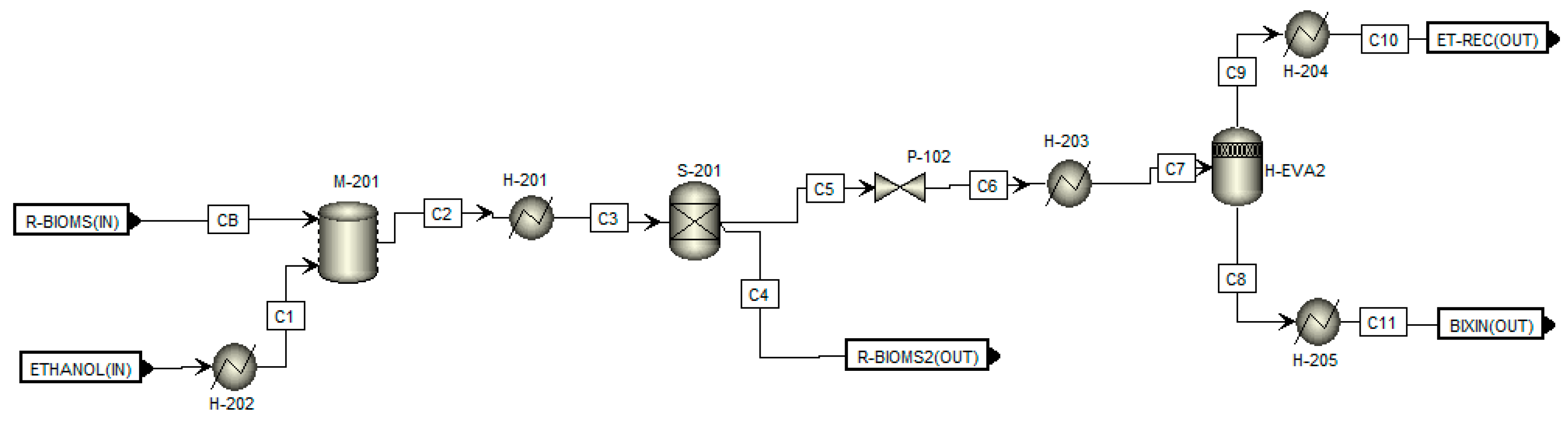
Figure A4.
Flowchart of the low-pressure solvent extraction (LPSE) process for obtaining bixin-rich extract from annatto seeds developed in Aspen Plus®.
Figure A4.
Flowchart of the low-pressure solvent extraction (LPSE) process for obtaining bixin-rich extract from annatto seeds developed in Aspen Plus®.
Table A1 summarizes all the simulated equipment and the specification set in the Aspen Plus
® simulator. Note that Aspen Plus
® does not have a specific model for representing solid-liquid extraction process with stationary bed of solid, but this does not limit the use of the software to evaluate mass and energy balance of this unit operation. The extraction process was simulated in ASPEN Plus using the ASPEN models mixer, heat exchanger and separator. In the first model solvent and biomass was mixed at the desired pressure, than it was heated to extraction temperature and in the separator model the experimental SFE results were inferred by a design specification calculation tool (flowsheeting options, Design Specs). Thermodynamic equilibrium was calculated in the flash tank in which CO
2 is separated. In this way, simulation could represent the process successfully.
Table A1.
Equipment specification simulated in Aspen Plus®.
Table A1.
Equipment specification simulated in Aspen Plus®.
| Equipment | Description | ASPEN Model | Parameters |
|---|
| SFE |
| H-101 | Solvent CO2 cooling | Exchangers-Heater | 293 K |
| H-1101 | Solvent CO2 cooling | Exchangers-Heater | 263 K |
| P-101 | Solvent CO2 pumping | Pressure Changers-Pump | 20 MPa |
| H-102 | Solvent CO2 heating | Exchangers-Heater | 313 K |
| M-101 | SFE extractor | Mixers-Mixer | Set according to the experimental data |
| H-104 | Exchangers-Heater |
| EX-101 | Separators-Sep |
| S-101 | CO2 separation tank | Separators-flash2 | 5 Mpa; 298 K |
| Fine particles separations |
| MILL | Mill | Mixers-Mixer | Pressure (set pressure constant) |
| S-301 | Sieve | Separators-Sep | Set using the design specification to separate fine fraction with the chemical composition described in Alcázar-Alay [7] |
| LPSE |
| H-202 | Solvent ethanol heating | Exchangers-Heater | Set according to the experimental data |
| M-201 | LPSE extractor | Mixers-Mixer | Set according to the experimental data |
| H-201 | Exchangers-Heater |
| S-201 | Centrifuge | Separators-Sep | Set to separate the waste solid biomass from the extract and solvent |
| P-102 | Ethanol evaporator | Pressure Changers-Valve | 0.016 MPa |
| H-203 | Exchangers-Heater | 348 K |
| HEVA2 | Separators-flash2 | 0.1 MPa |
| H-204 | Solvent ethanol cooling | Exchangers-Heater | 303 K |
| H-205 | Product cooling | Exchangers-Heater | 303 K |
Appendix B
OSMOSE platform allows one to link several software such as Belsim Vali and Aspen Plus
® for a complete suite of computation and result analysis tools (optimization, sensitivity analysis, Pareto curve analysis,
etc.). In the present study energy and material flow modeling was done in Aspen Plus
® as described previously and the thermal integration modeling and the economic modeling was performed in the OSMOSE platform (
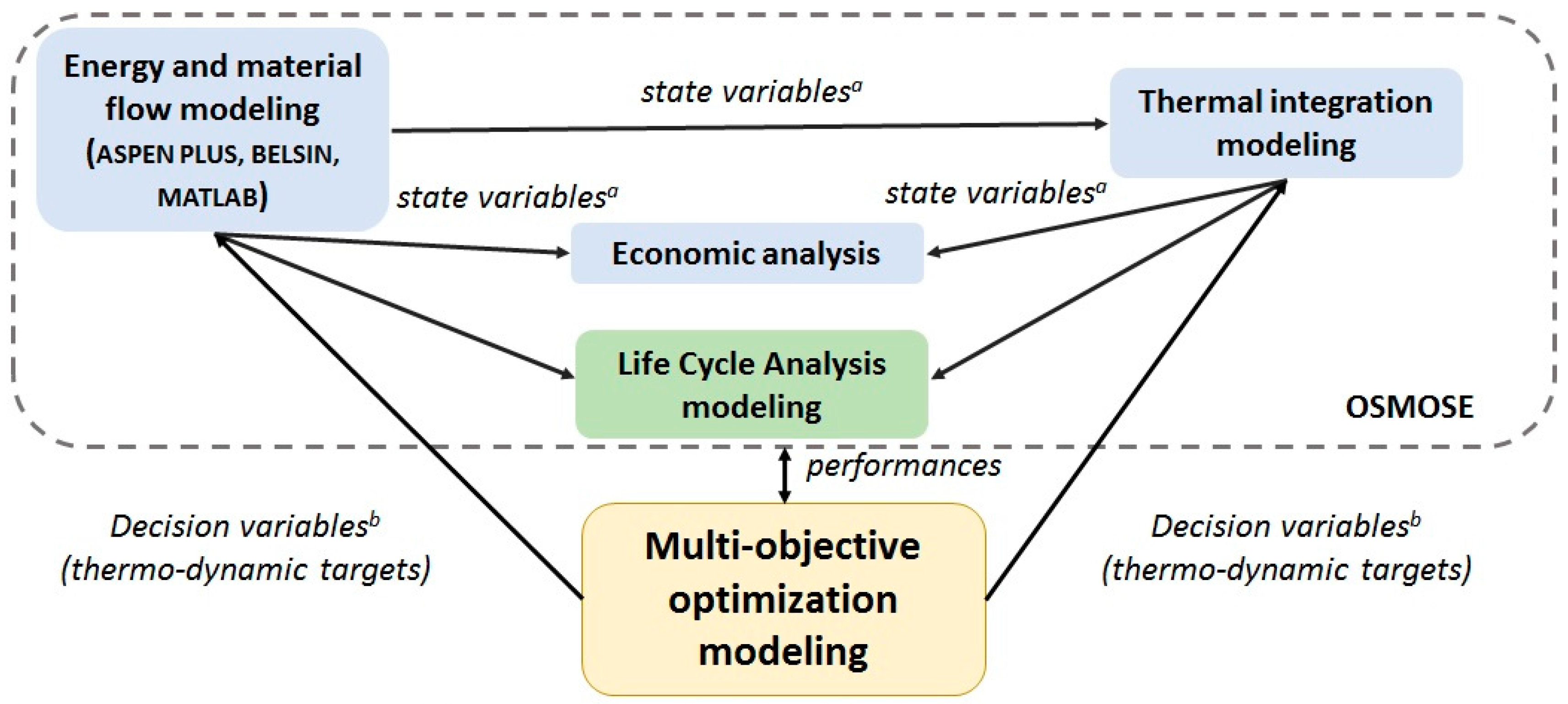
Figure B1). OSMOSE simulation details are described in this appendix.
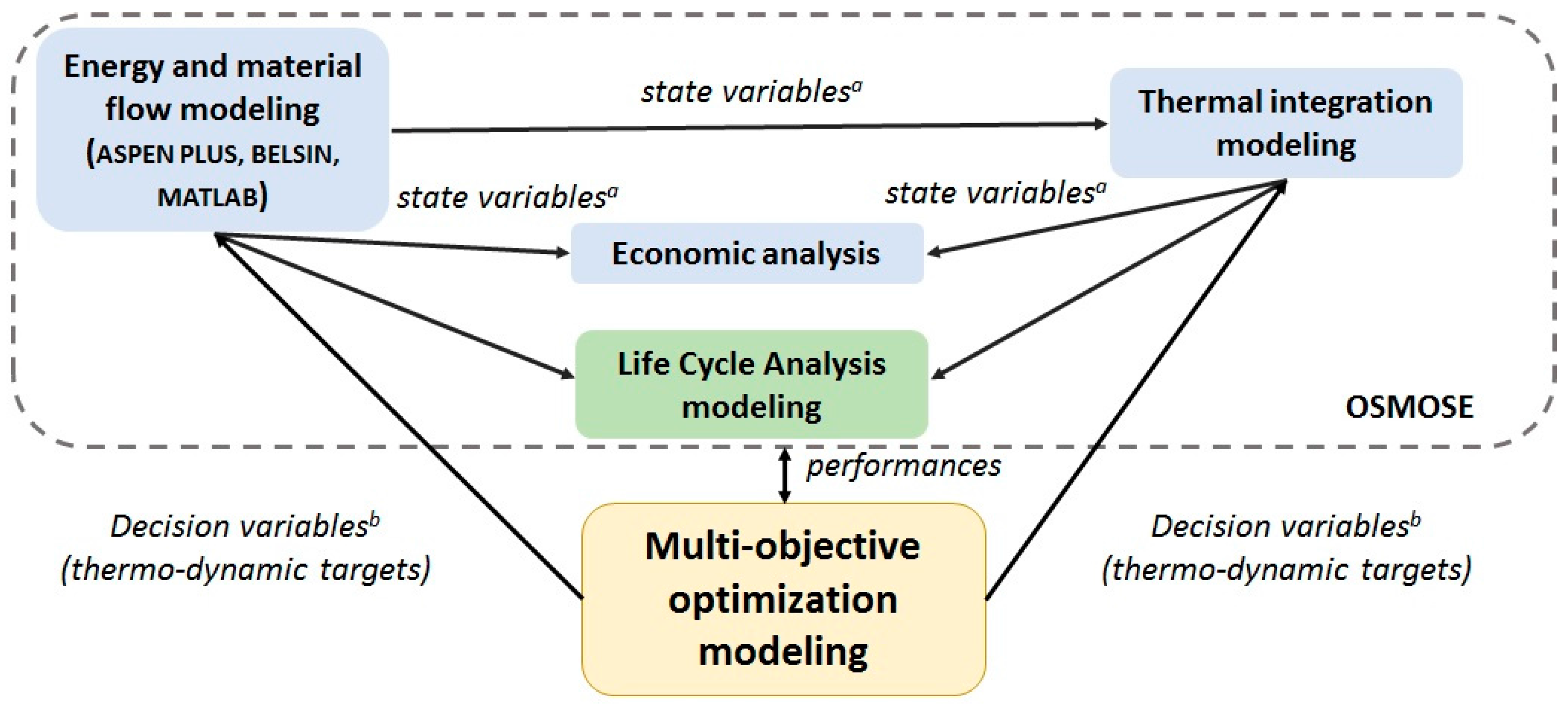
Figure B1 illustrates the involved modeling methodology when OSMOSE was used, where information is exchanged across the models using state and optimized variables based on the decision variables or performance indicators. Note that only few tools of the OSMOSE platform was used in this study.
Figure B1.
Modeling methodology possible in the OSMOSE (OptimiSation Multi-Objectifs de Systemes Energetiques integres) platform.
Figure B1.
Modeling methodology possible in the OSMOSE (OptimiSation Multi-Objectifs de Systemes Energetiques integres) platform.
Based on the pinch analysis methodology [
11], the optimal thermal process integration is computed in the OSMOSE platform after the maximum heat recovery potential between hot and cold streams is defined and a minimum approach temperature ΔT
min, which represents the energy capital trade-off between the energy savings obtained by heat exchange and the required heat exchangers investment, is considered. The optimal utility integration is obtained when the combined production of fuel, power and heat are maximized, which minimizes the operating cost by solving a linear programming problem (
i.e., mathematical method used in computer modeling to find the best possible solution representing the problem using linear relationships). In the thermal integration, the primary energy requirement must be satisfied in terms of hot and cold utilities. The minimum energy requirement is computed from the hot and cold process streams using the heat cascade method, which accounts for the potential heat recovery. The potential fuels are assembled in a superstructure, which integrates different possibilities and computes the optimal solution by minimizing the operating cost using a linear programming model.
The thermal integration is declared in OSMOSE as follow. First the variables are extracted from Aspen Plus® simulation (as in the tag assignment example), then the thermal integration is performed (thermal integration modeling).
Tag assignment example in MATLAB
% SFE extraction
% H-102
nt=nt+1;
technology.Tags(nt).TagName = {‘t_c2_in’};
technology.Tags(nt).Unit = {‘C’};
technology.Tags(nt).Aspen.Line_1 = {‘Stream-Var Stream=SFE.C2 Substream=MIXED’};
technology.Tags(nt).Aspen.Line_2 = {‘Variable=TEMP’};
technology.Tags(nt).Status = {‘off’};
Thermal integration modeling
% description of the flow
% type, unit, tag_name , T_in [K], h_in [kW], T_out [K], h_out[kW], deltaTmin
ns = 0;
% Cold streams () --------------------------------------------------------- all in kW
ns = ns+1;
technology.EI.Streams(ns).Short = {‘qt’,‘sfe’,‘h102’,‘@t_c2_in+273’,‘0’,‘@t_c2_out+273’,‘@heat_h102*1163’,5};
ns = ns+1;
technology.EI.Streams(ns).Short = {‘qt’,‘lpse’,‘h202’,‘@t_e2_in+273’,‘0’,‘@t_e2_out+273’,‘@heat_h202*1163’,5};
ns = ns+1;
technology.EI.Streams(ns).Short = {‘qt’,‘lpse’,‘h203’,‘@t_c203_in+273’,‘0’,‘@t_c203_out+273’,‘@heat_h203*1163’,5};
% Hot streams () --------------------------------------------------------------
ns = ns+1;
technology.EI.Streams(ns).Short = {‘qt’,‘sfe’,‘h101’,‘@t_co2+273.15’,‘-1*@heat_h101*1163’,‘@t_c1+273.15’,‘0’,5};
ns = ns+1;
technology.EI.Streams(ns).Short = {‘qt’,‘lpse’,‘h204’,‘@t_h204_in+273’,‘-1*@heat_h204*1163’,‘@t_h204_out+273’,‘0’,5};
ns = ns+1;
technology.EI.Streams(ns).Short = {‘qt’,‘lpse’,‘h205’,‘@t_h205_in+273.15’,‘-1*@heat_h205*1163’,‘@t_h205_out+273.15’,‘0’,5};
Using the data from the Aspen Plus
® and thermal process integration models, the costs are estimated in OSMOSE based on the equipment sizing and cost correlations from the literature [
14,
15].
Table B1 gives the cost function and the necessary parameter for its calculation for the evaluated equipment.
Table B1.
Cost function for the evaluated equipment defined in the economic analysis simulated in OSMOSE.
Table B1.
Cost function for the evaluated equipment defined in the economic analysis simulated in OSMOSE.
| Equipment | Cost Function | Reference |
|---|
| SFE |
| SFE extractor | Jacketed reactor | [15] |
| CO2 separation tank | Flash drum 2 min | [14,15] |
| Fine particles separations |
| Mill | Vibrating Ball Mill | [15] |
| Sieve | Vertical Vessels and Sieve Trays | [14,15] |
| LPSE |
| LPSE extractor | Jacketed reactor | [15] |
| Centrifuge | Sedimentation Centrifuge | [15] |
| HEN | Heat exchange network | Calculated by OSMOSE after thermal integration |
The electricity consumption modeling developed in OSMOSE is presented in the following.
%% Electricity consumption (kW)
%---------------------------------------------------------------------
% SFE process
power_sfe = power_pco2;
% LPSE process
% Stirring in the extraction reactor 0.3 kWh/m3
power_extraction = volum_lpse201 * 0.3;
% Separation centrifuge 4000 kW/(m3/s)
power_cent = volum_lpses201 * 4000/3600;
power_lpse = power_extraction + power_cent;
% MILLING
power_mill = 40 * massflow/size ^ 0.3;
power_sieve = 0.75; % reference manufactor
power_milling = power_mill + power_sieve;
%---------------------------------------------------------------------
%%% total electricity consumption
elec_consum = (power_sfe + power_lpse + power_milling) * 1.3; %excess of 30% is assumed





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}