
Residual Mechanical Properties of Concrete Made with Crushed Clay Bricks and Roof Tiles Aggregate after Exposure to High Temperatures


Abstract
:1. Introduction
2. Experimental Investigation
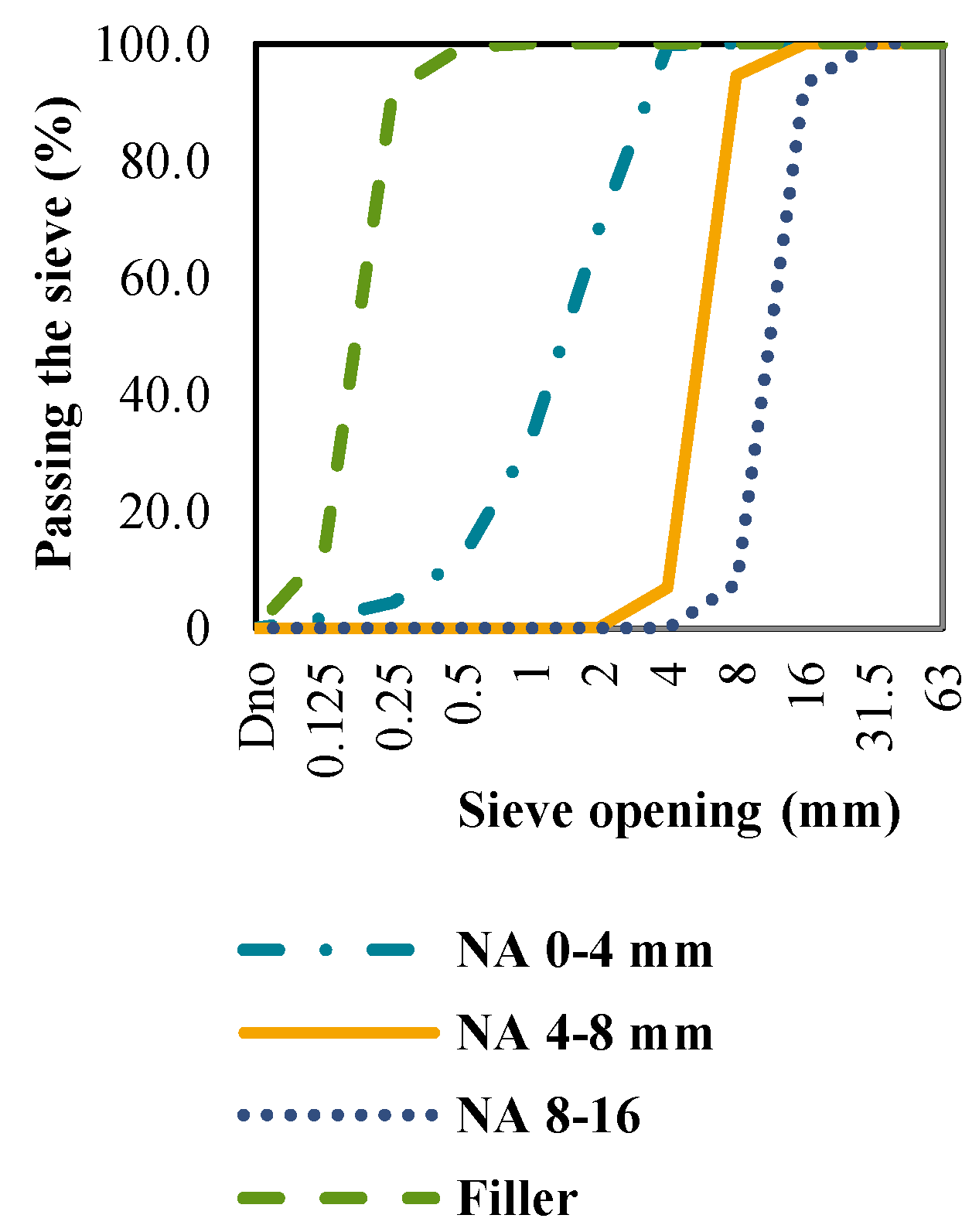
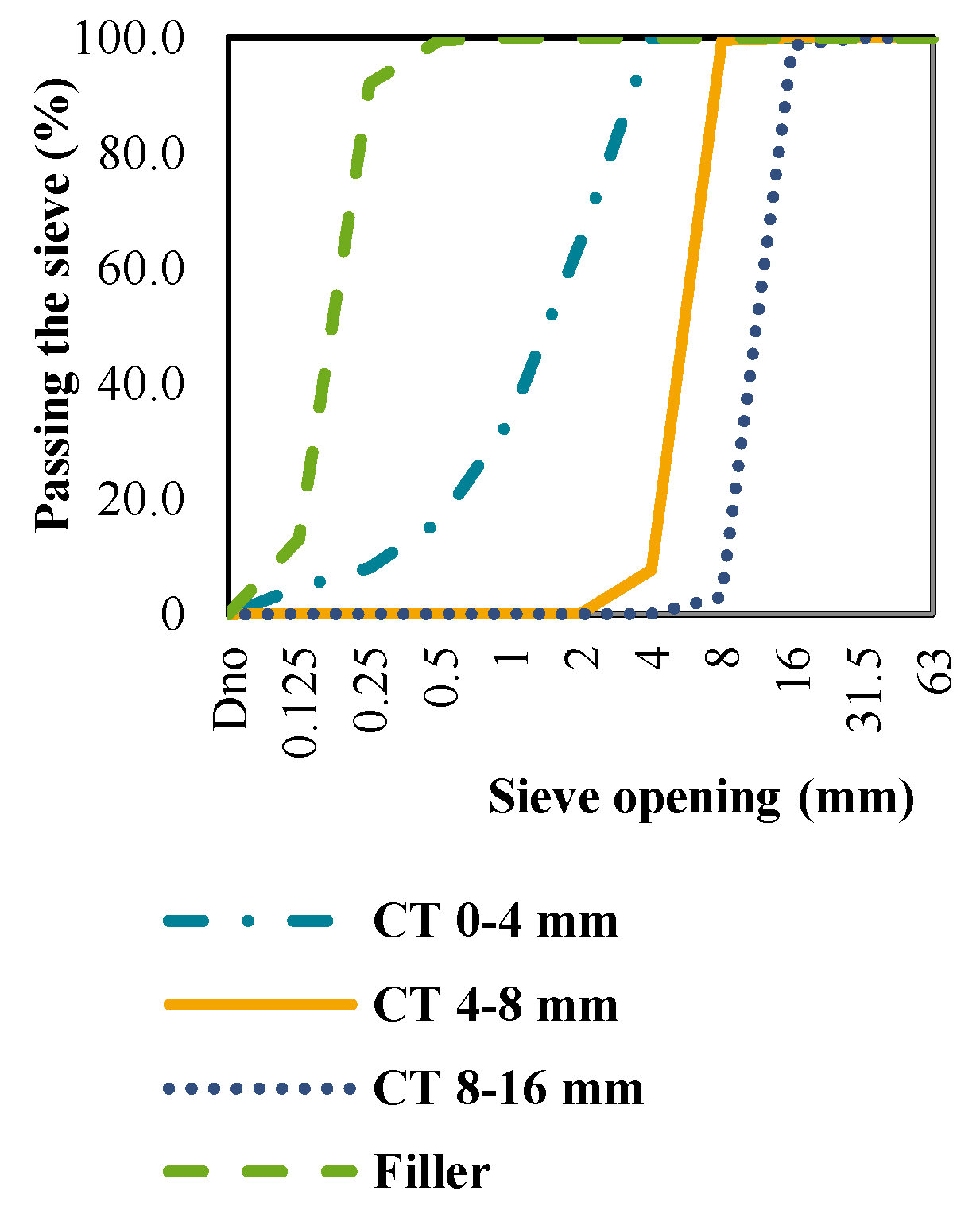
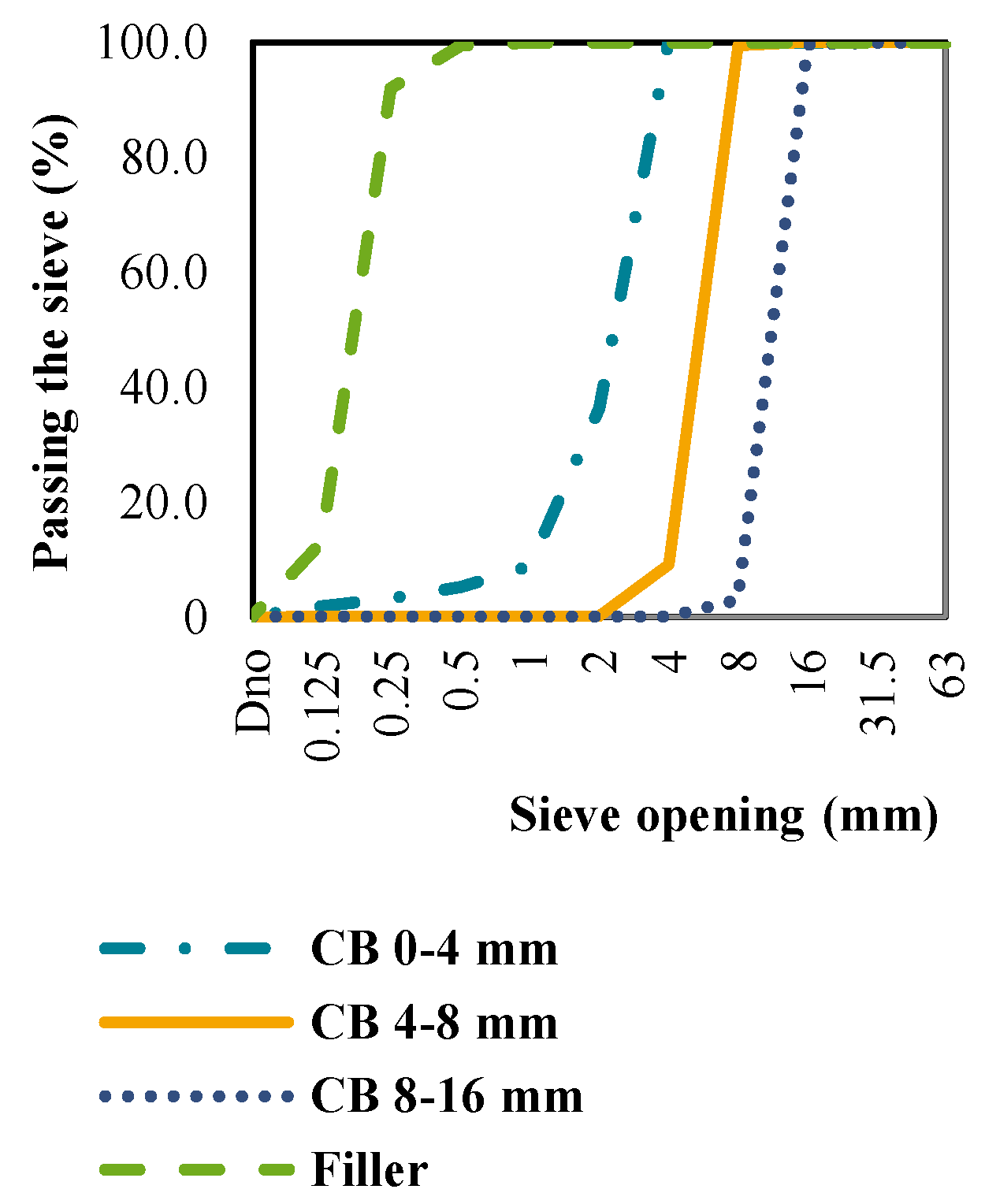
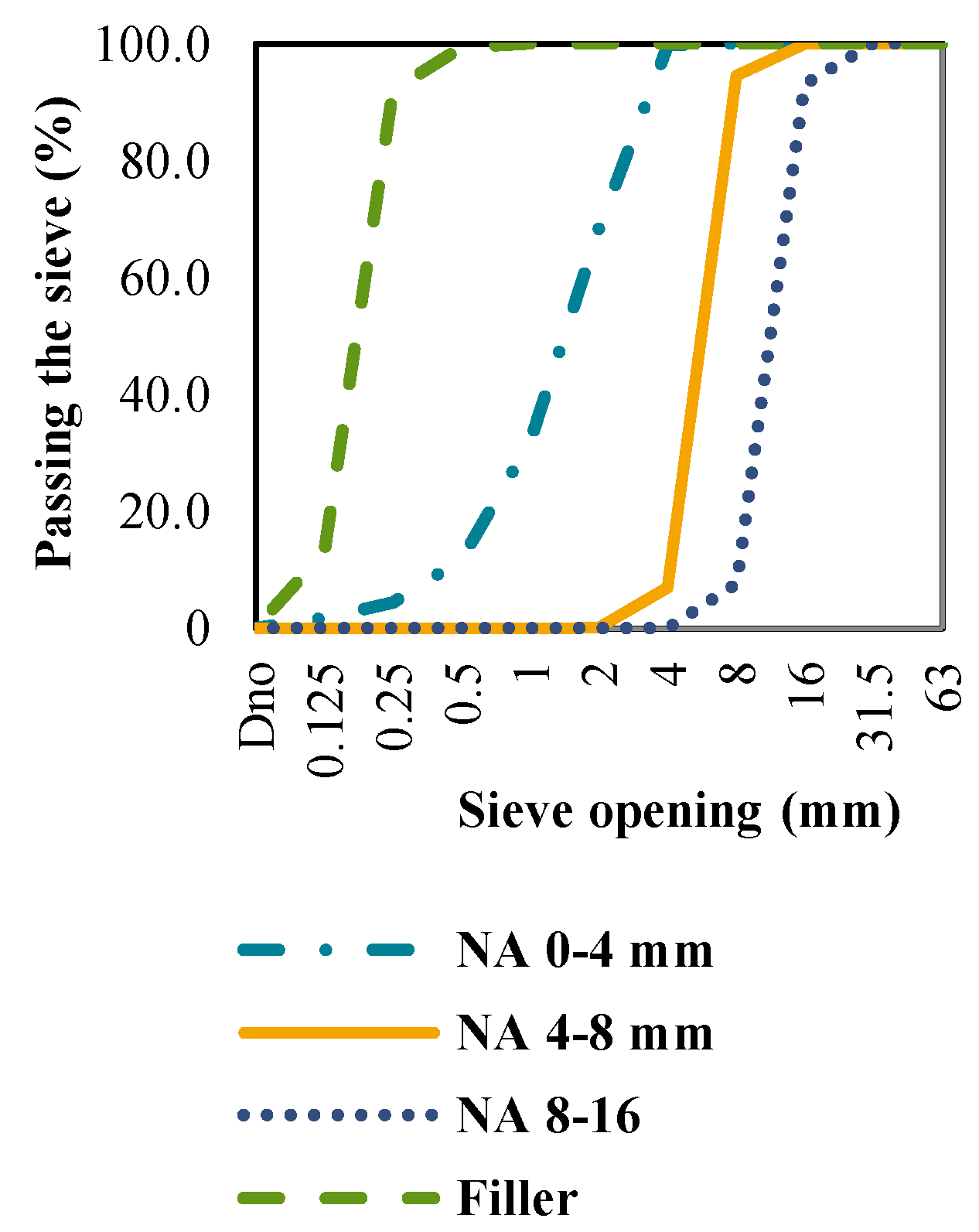
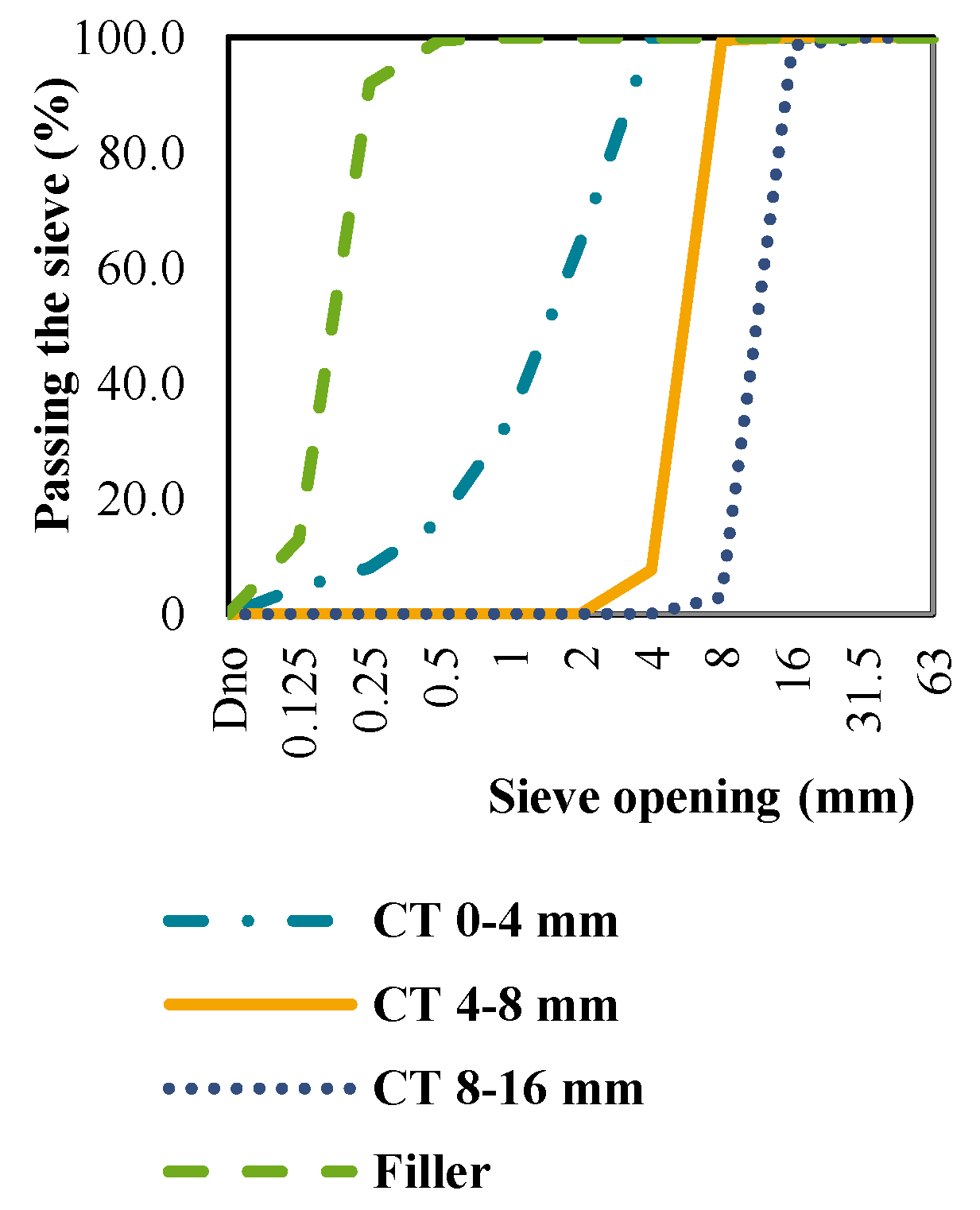
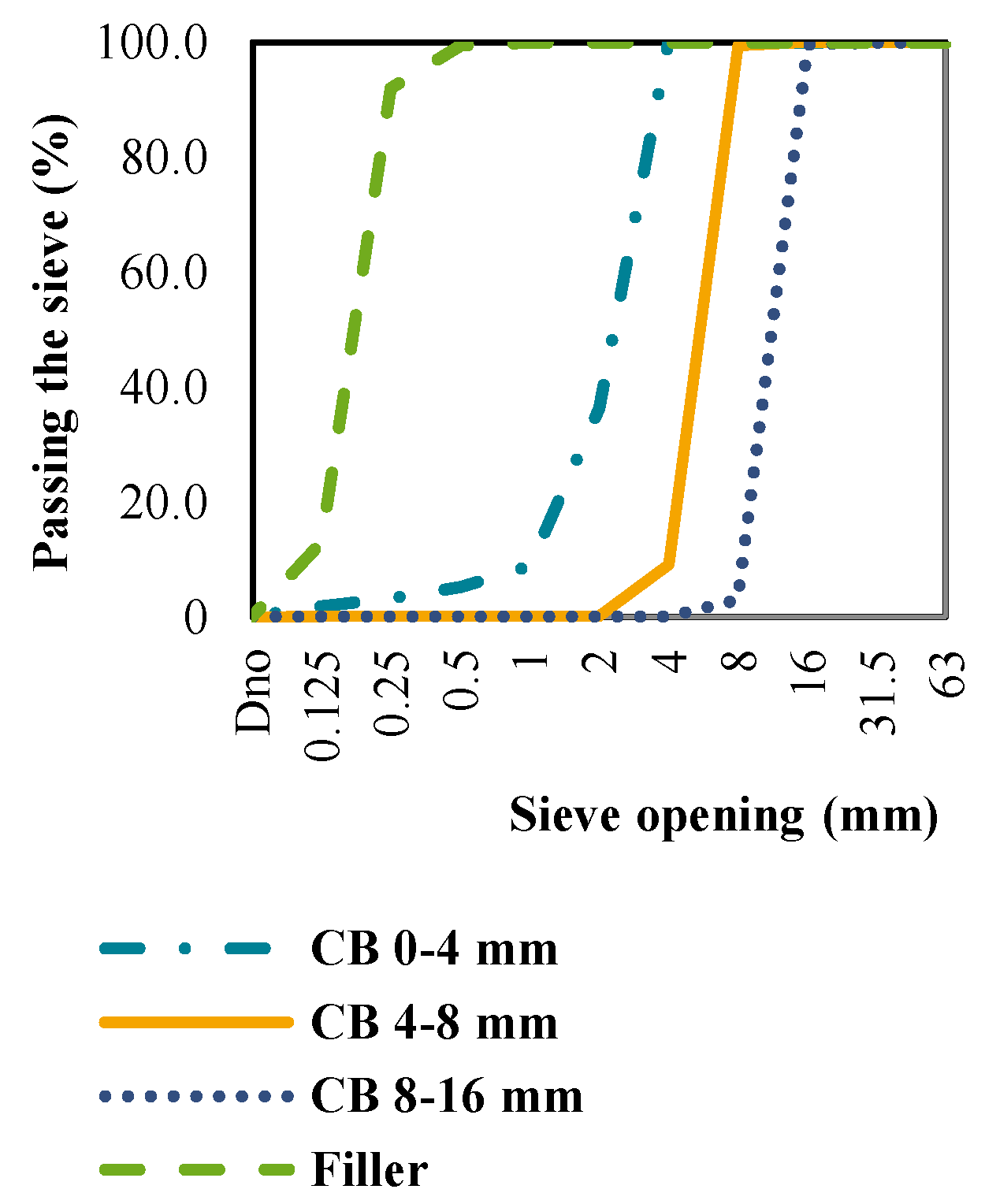
Materials and Methods
- CB and CT can be used as full or partial replacement for NA (in this study dolomite aggregates).
- Special attention must be paid to the concrete composition with regard to the water quantity required and the percentage of replacement of NA by brick and roof tile waste, depending on concrete requirements.
3. Results and Discussion
3.1. Properties of Fresh Concrete
- As expected, the densities of mixtures containing CB and CB aggregates are lower than the density of the reference mixture with NA.
- The consistency of all nine mixtures is in accordance with the recommendations of the standard HRN EN 206-1 [15].
- The air content is lower in the RM mixture (2.53%) than in the mixtures with CB and CT (4% to 5.5%), which was expected due to the more irregular particle shape of coarse aggregates.
3.2. Properties of Hardened Concrete at a Temperature of 20 ± 5 °C
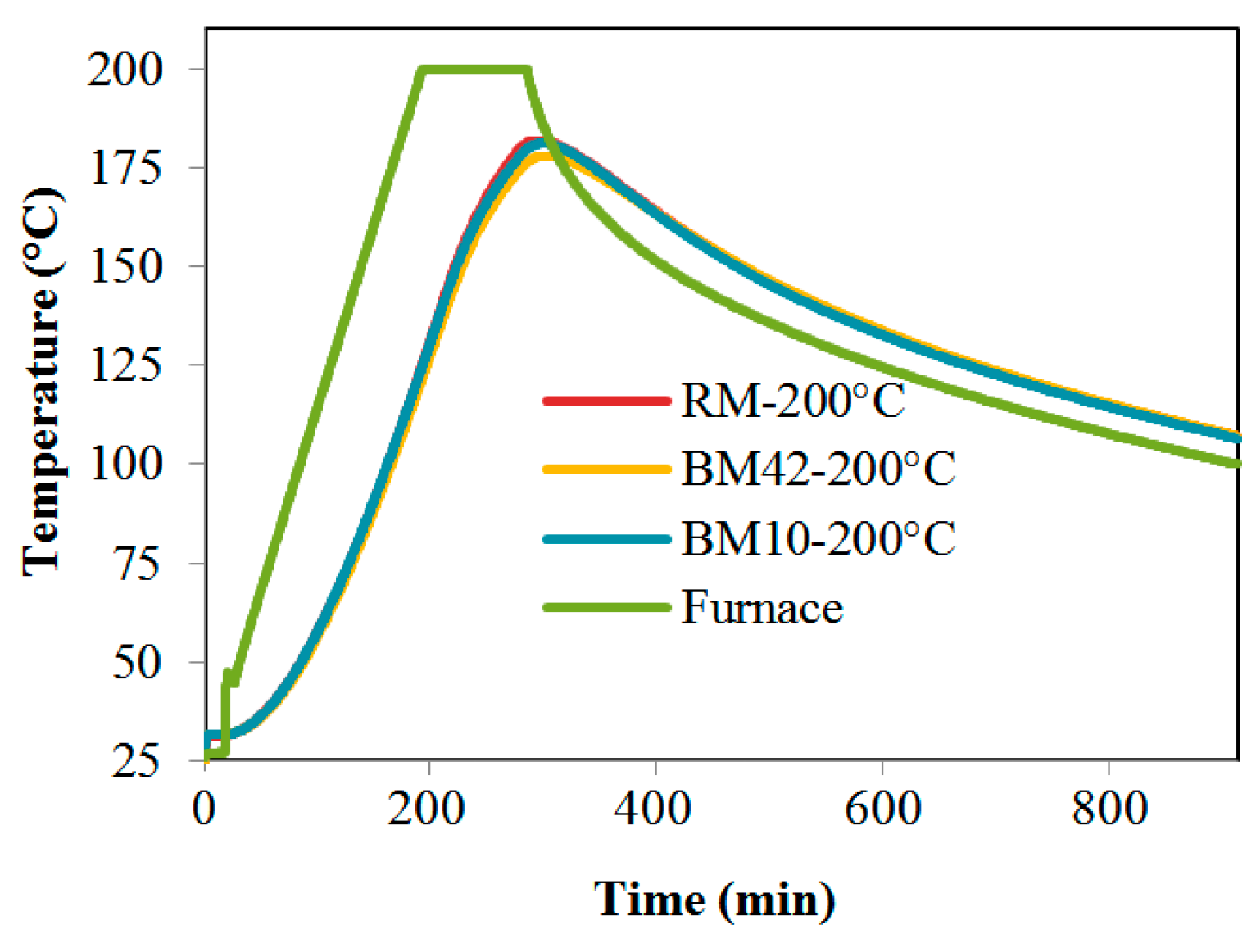
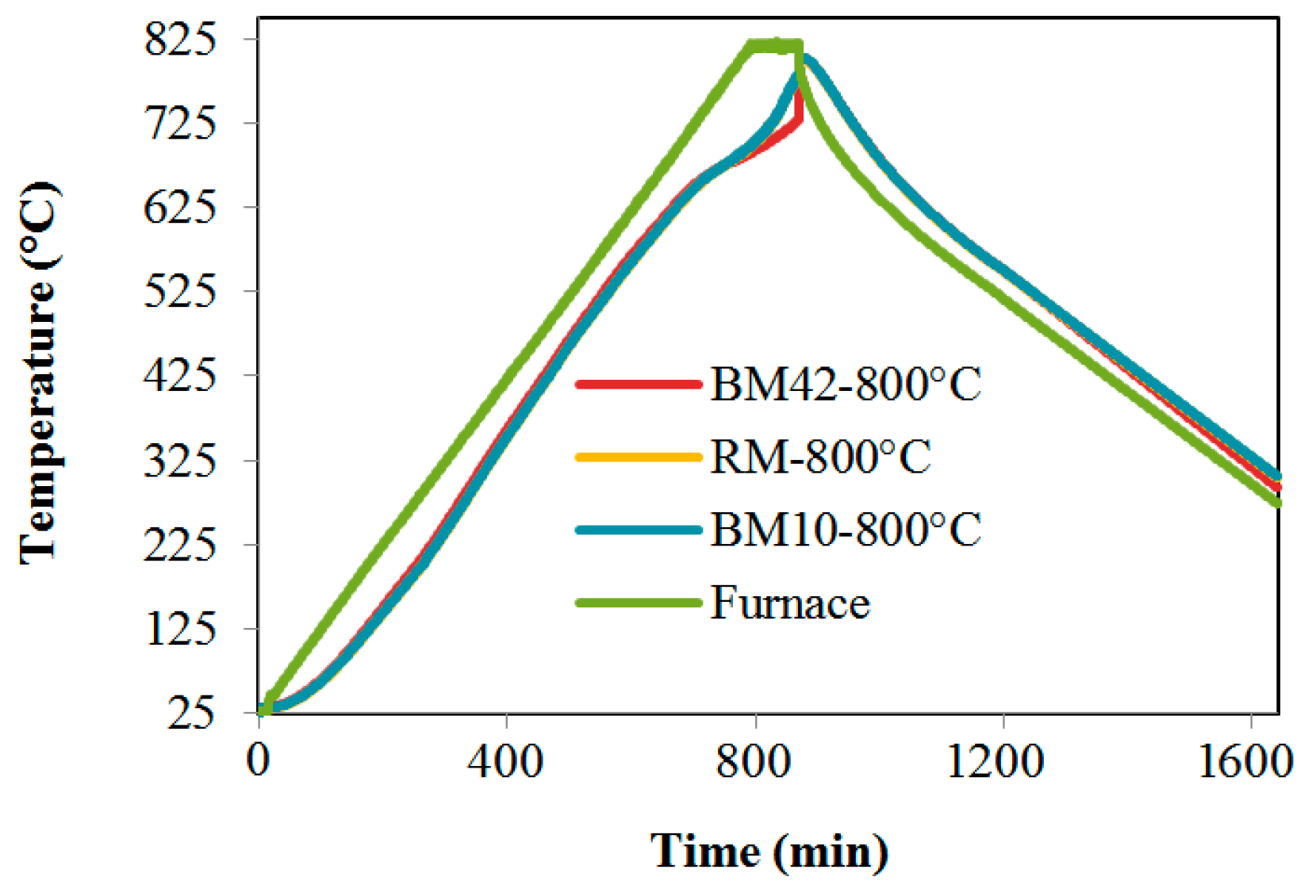
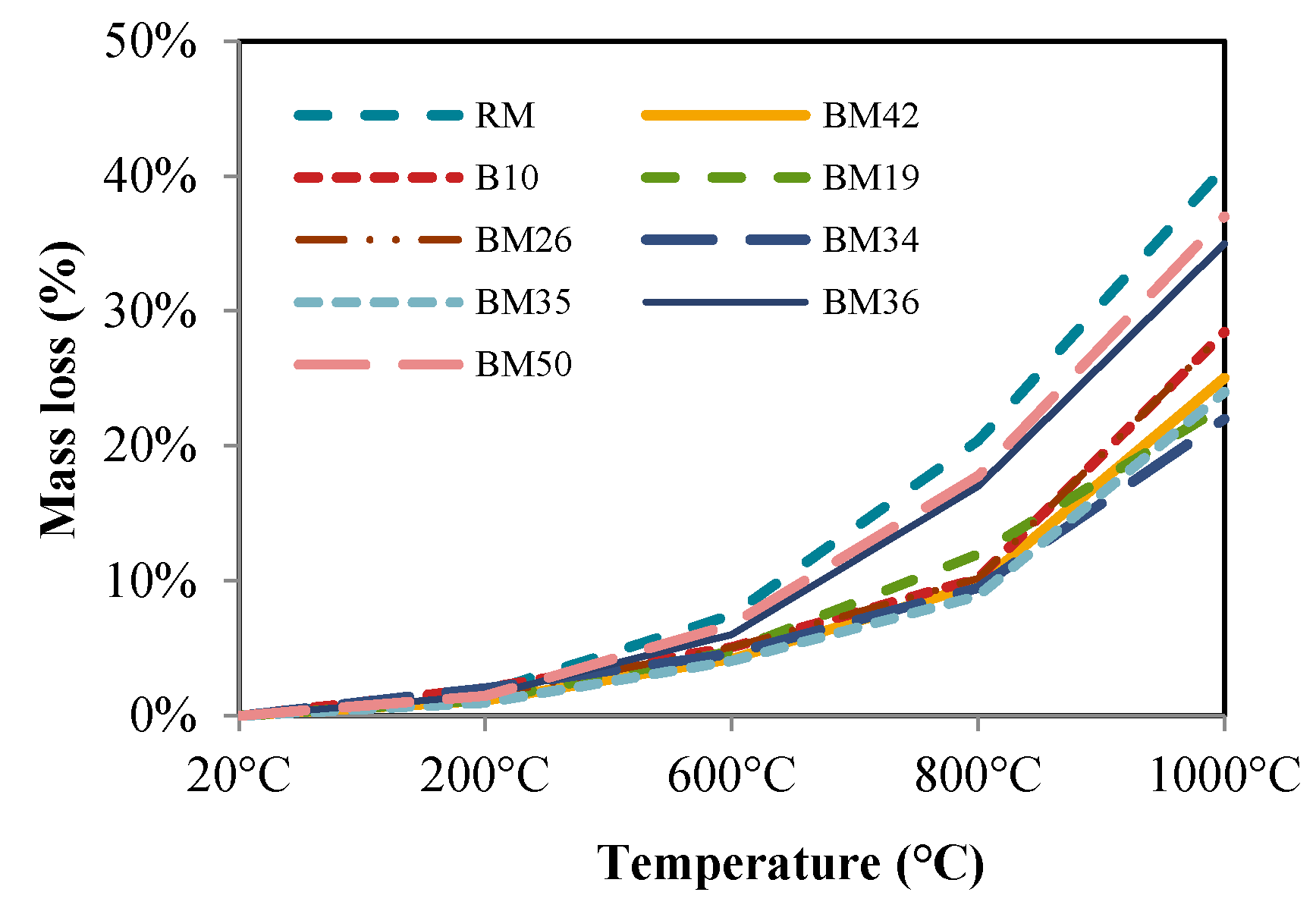
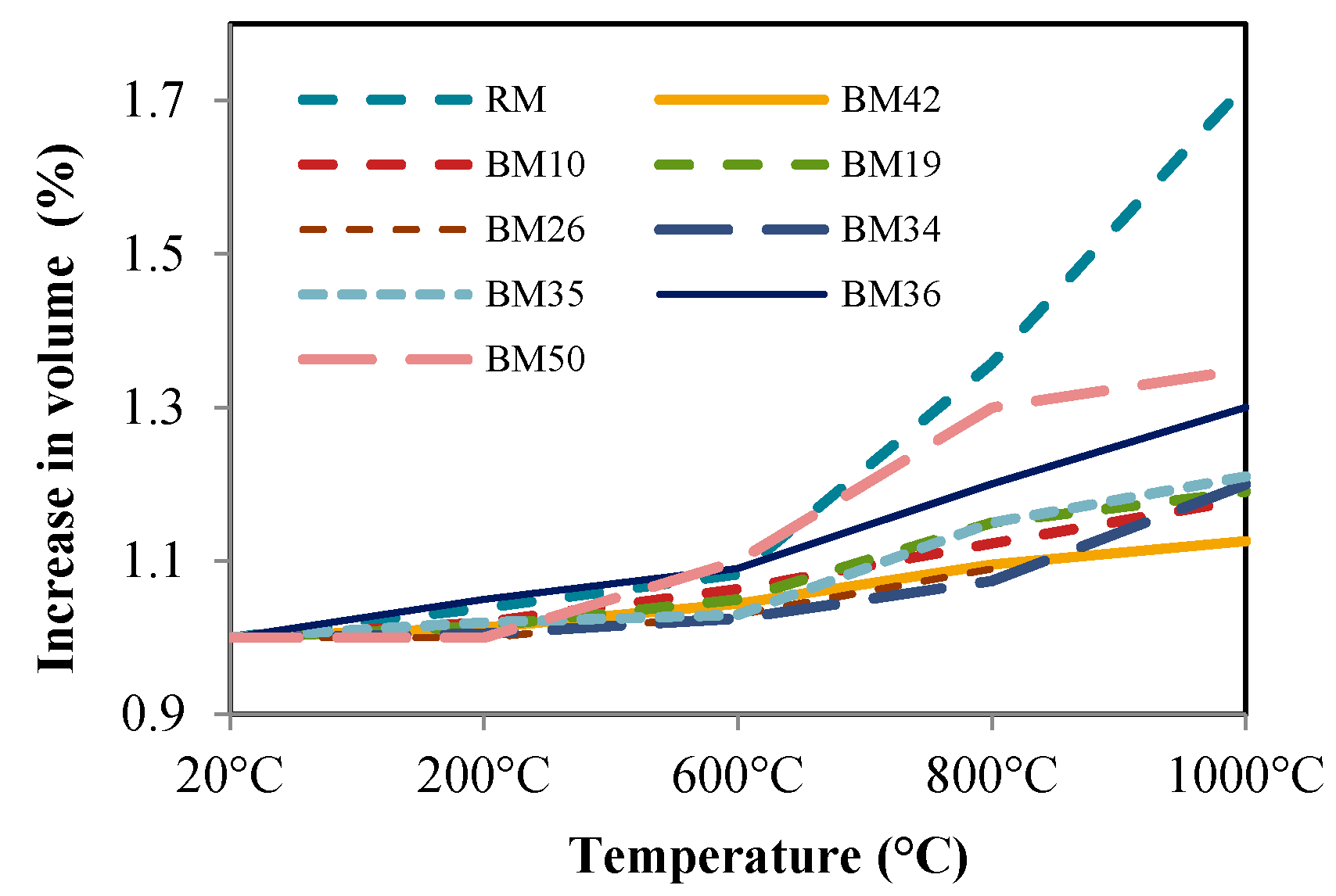
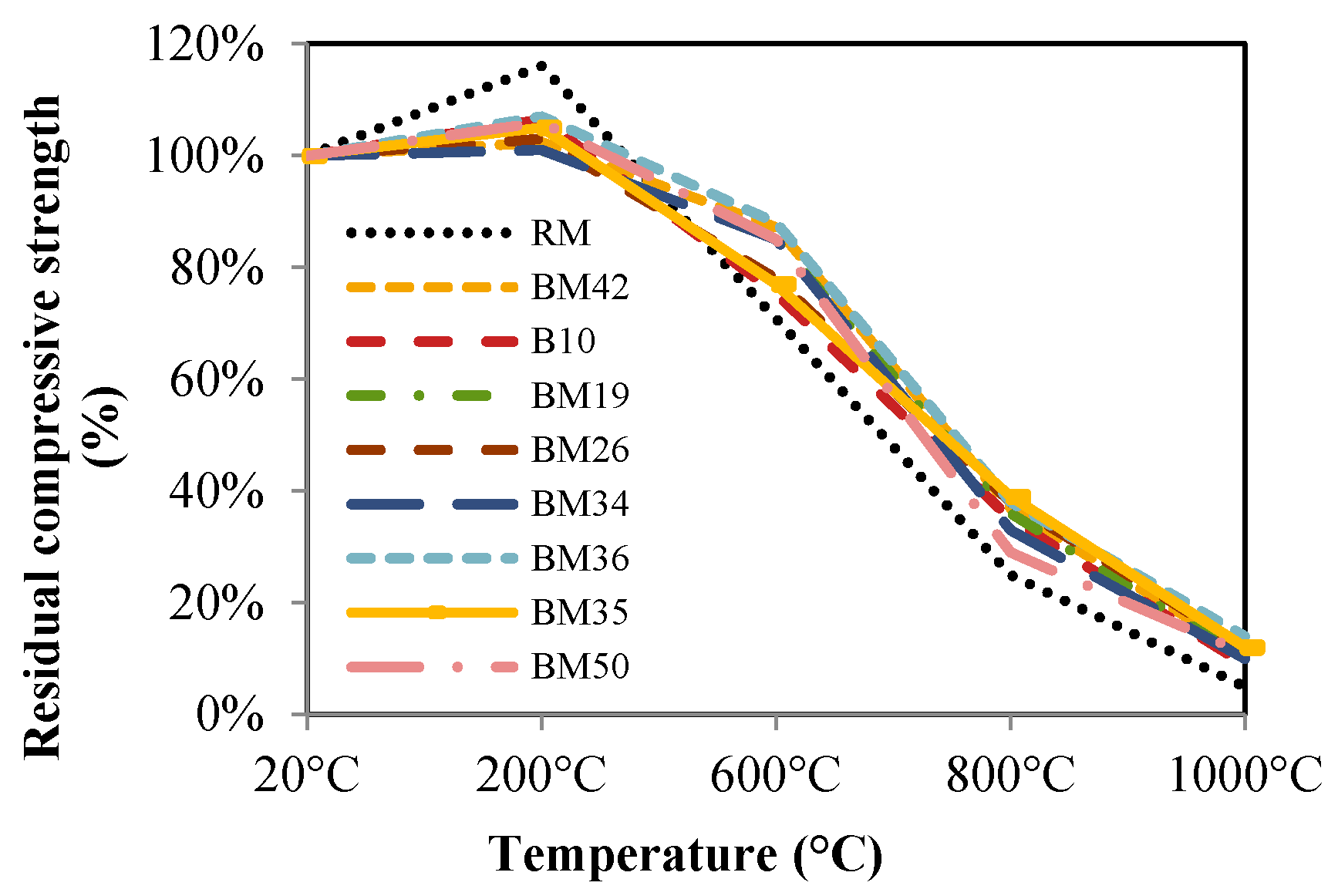
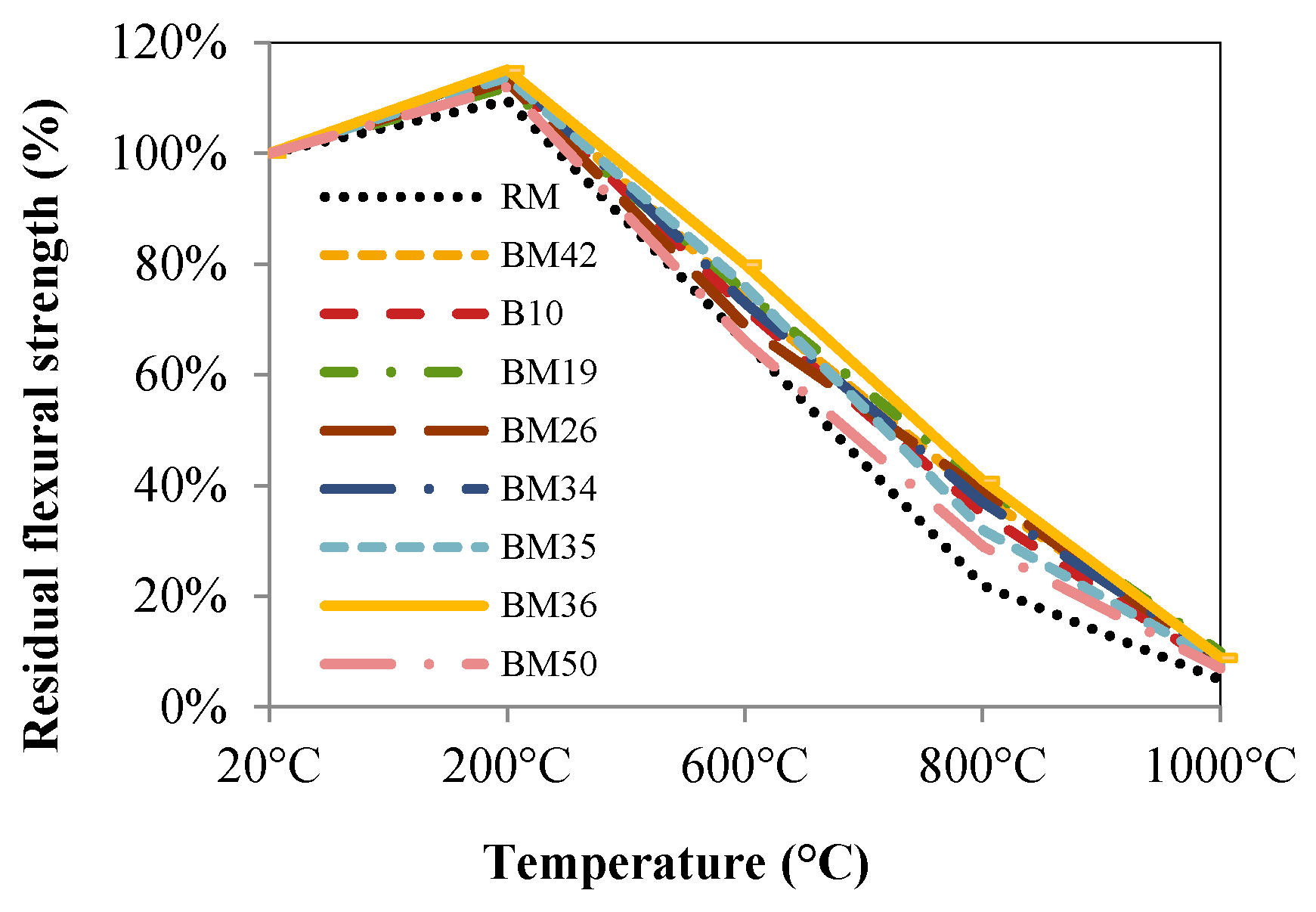
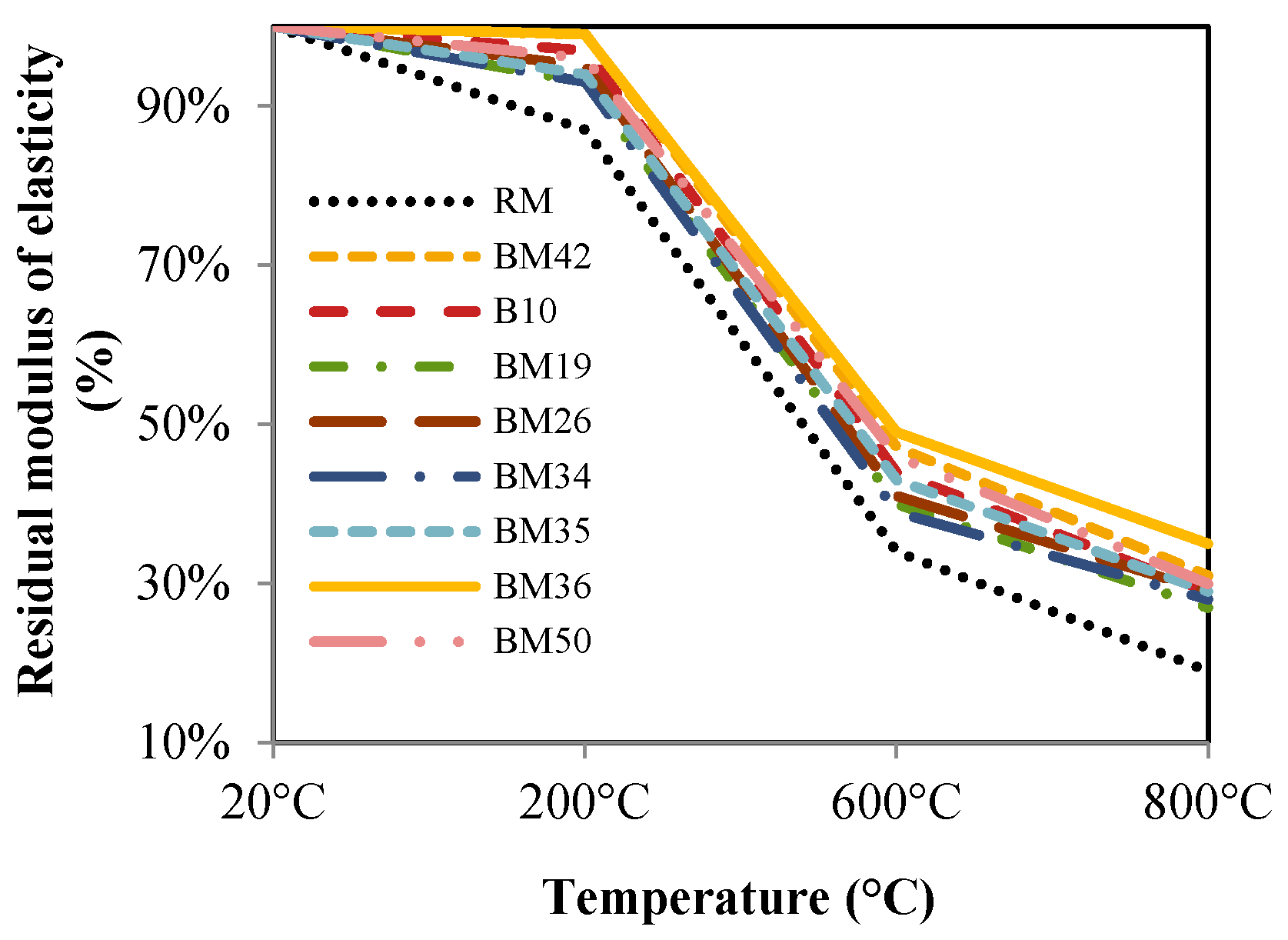
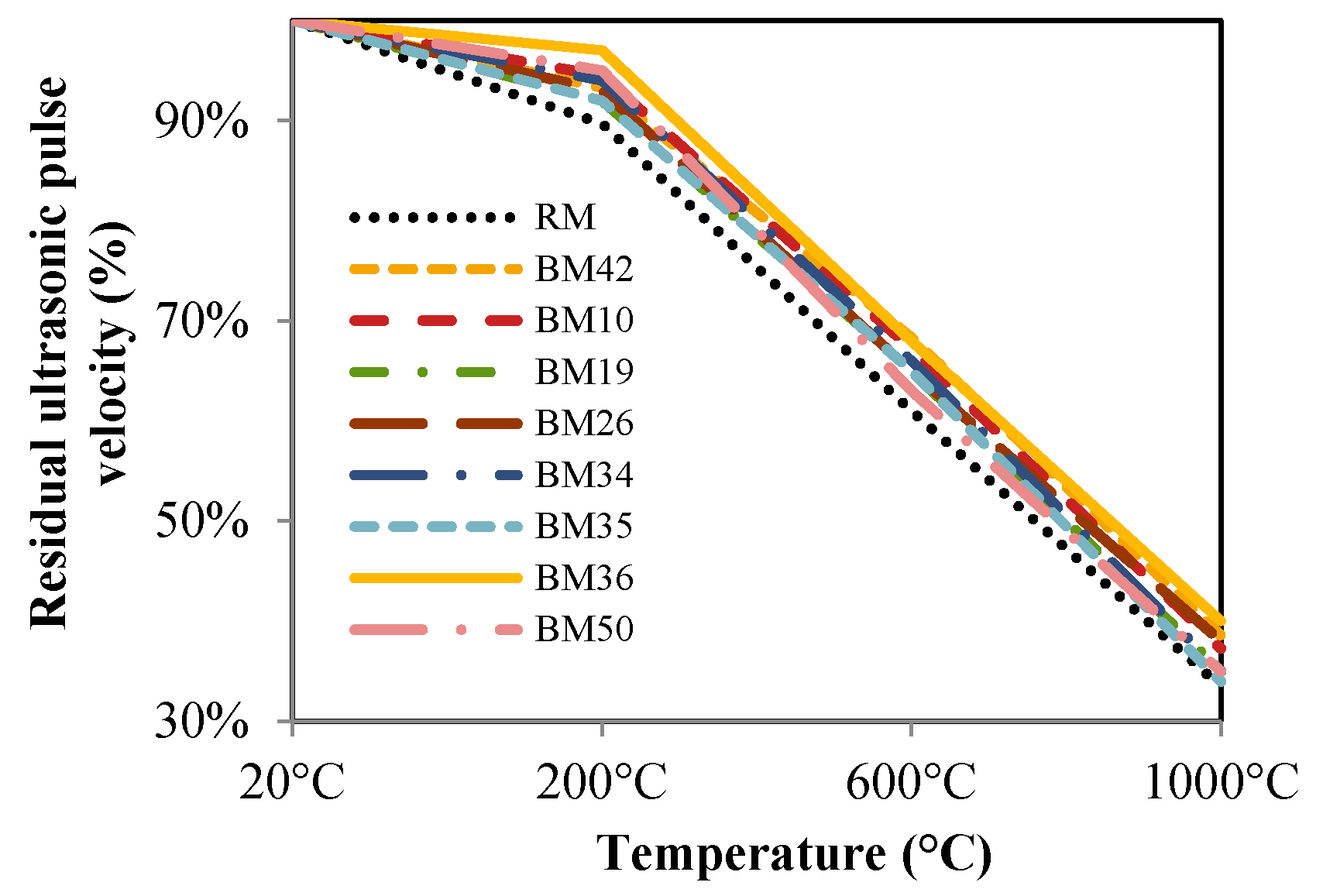
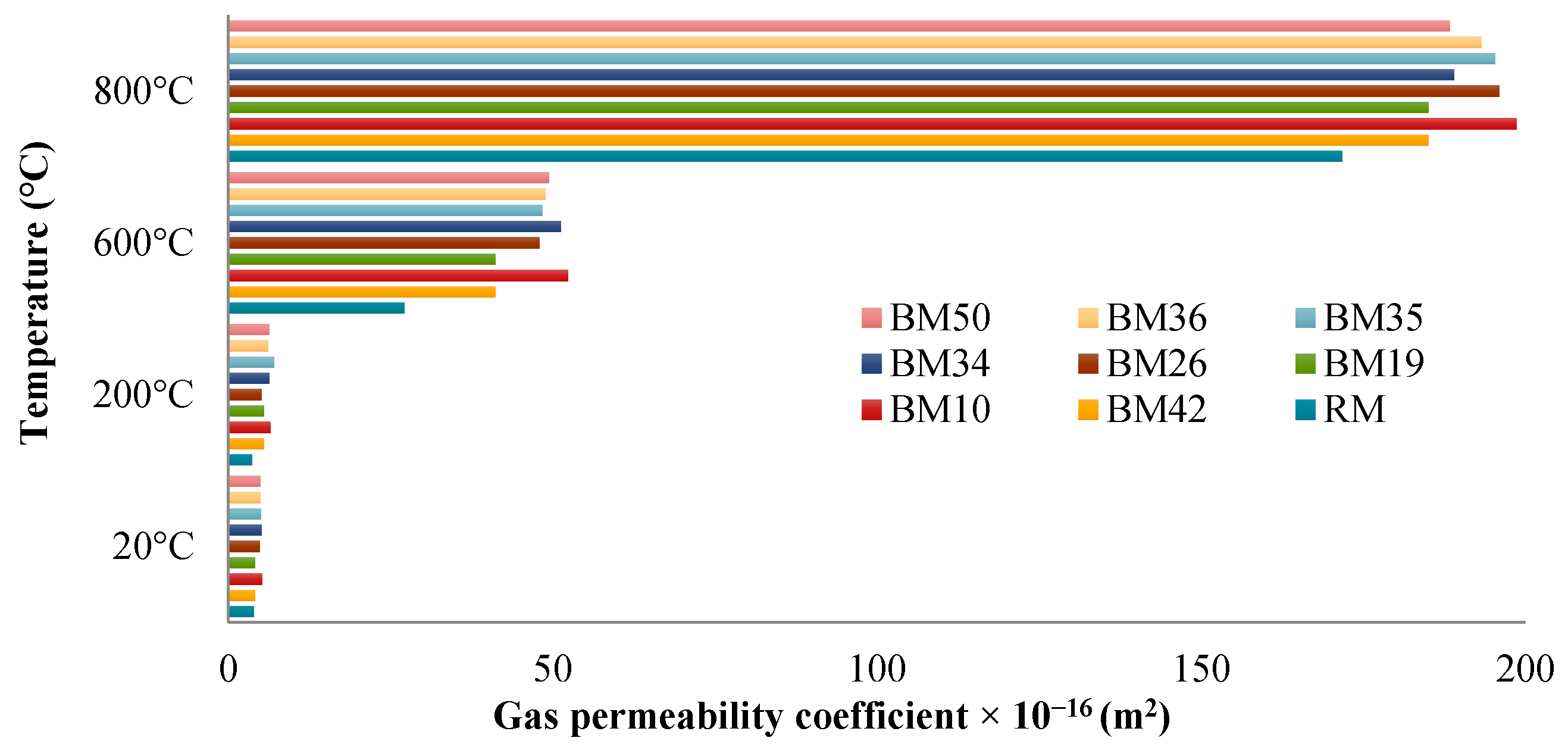
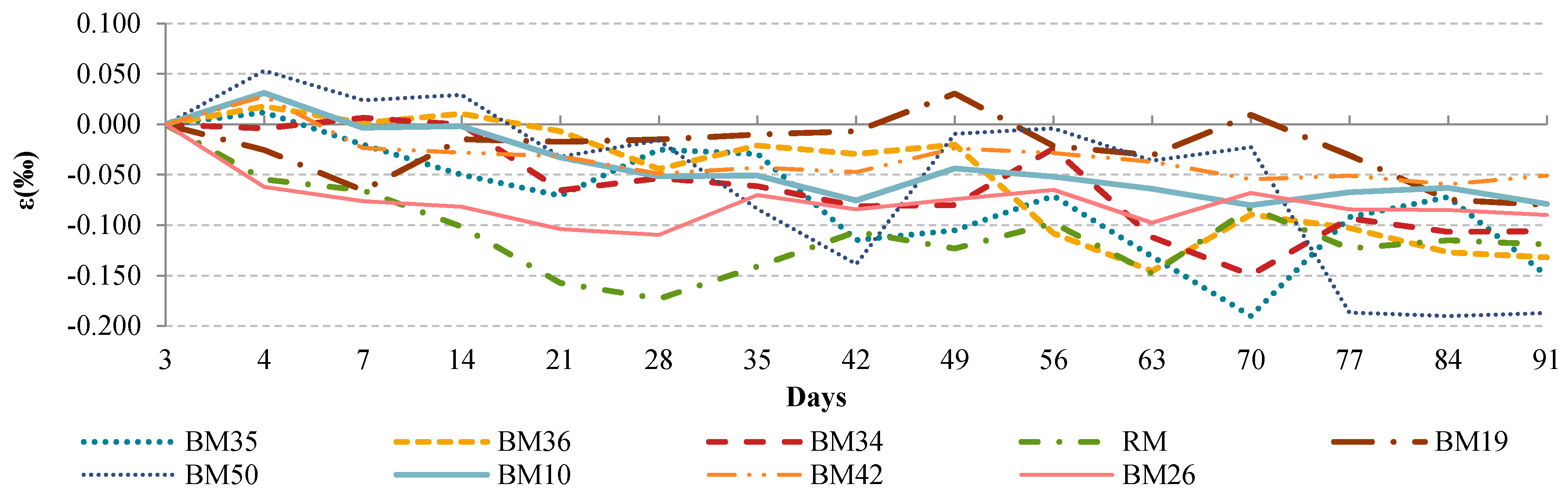
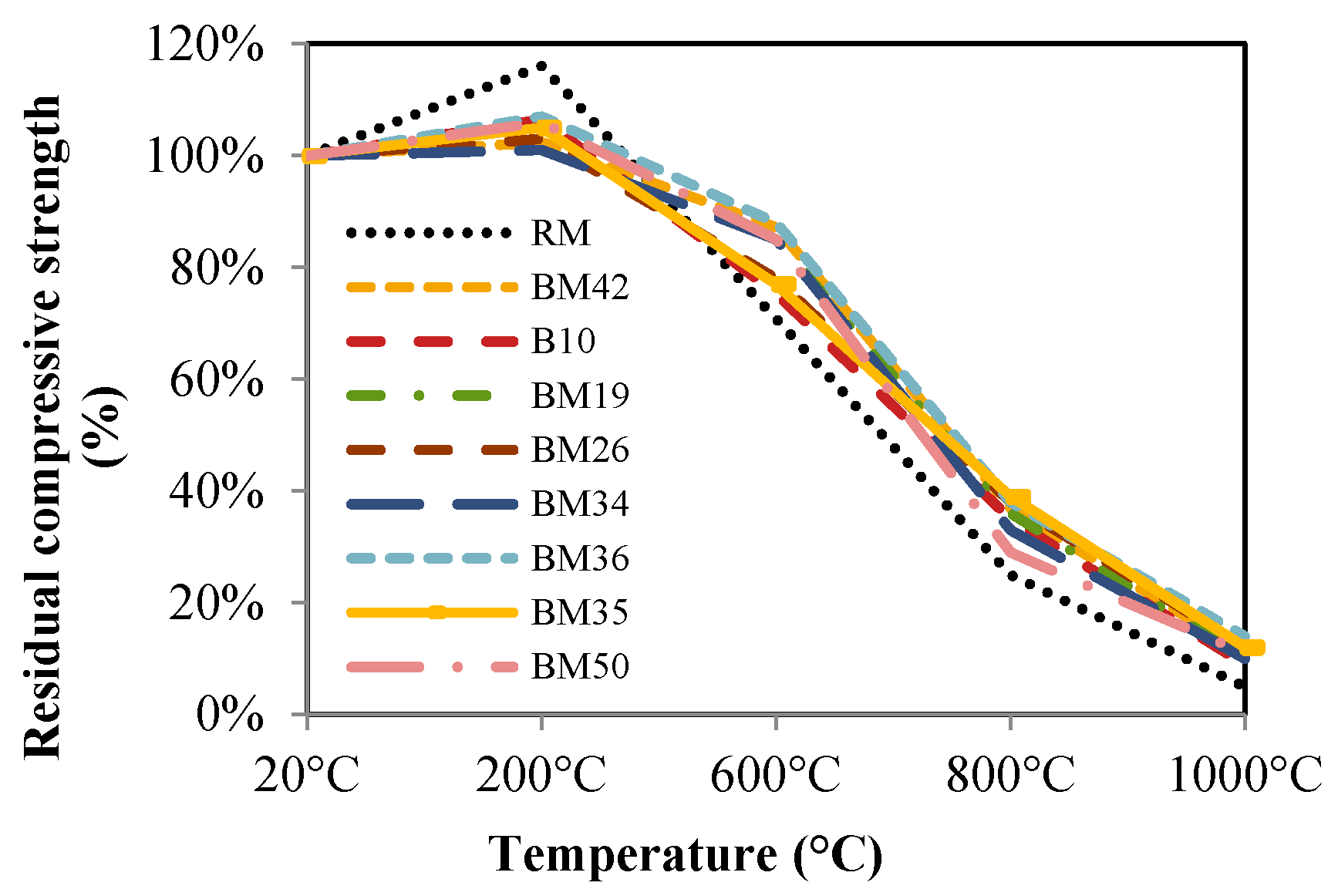
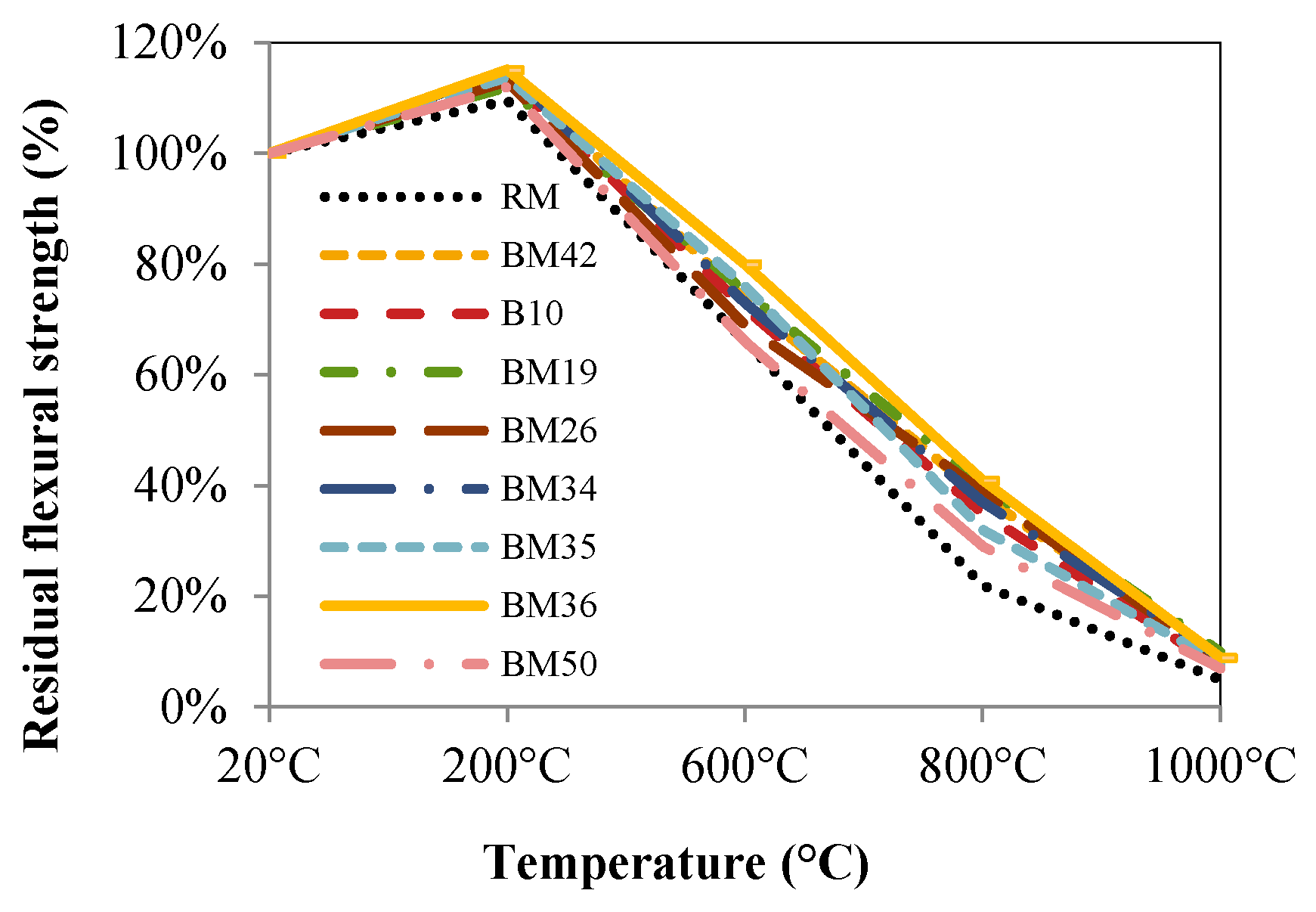
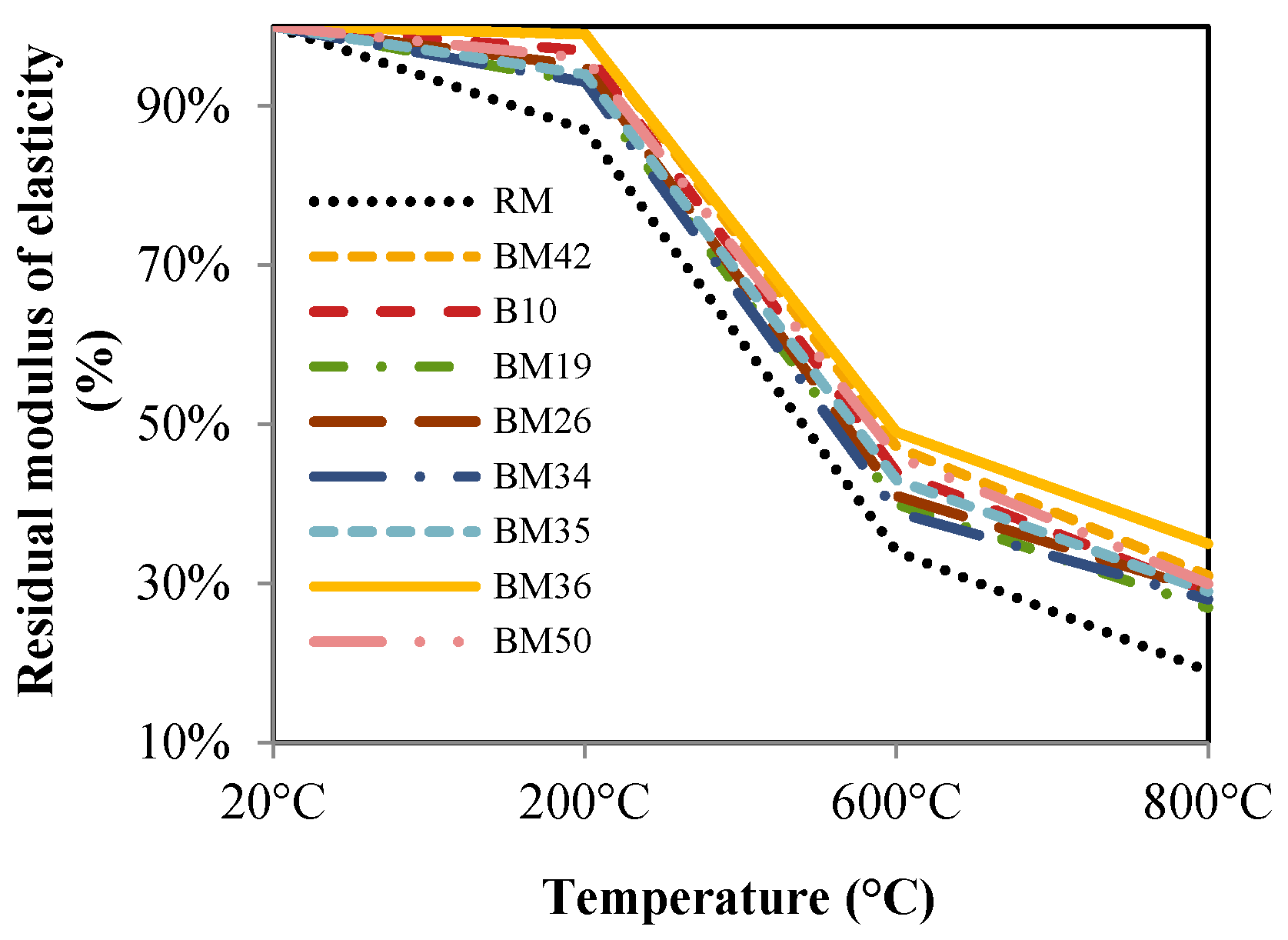
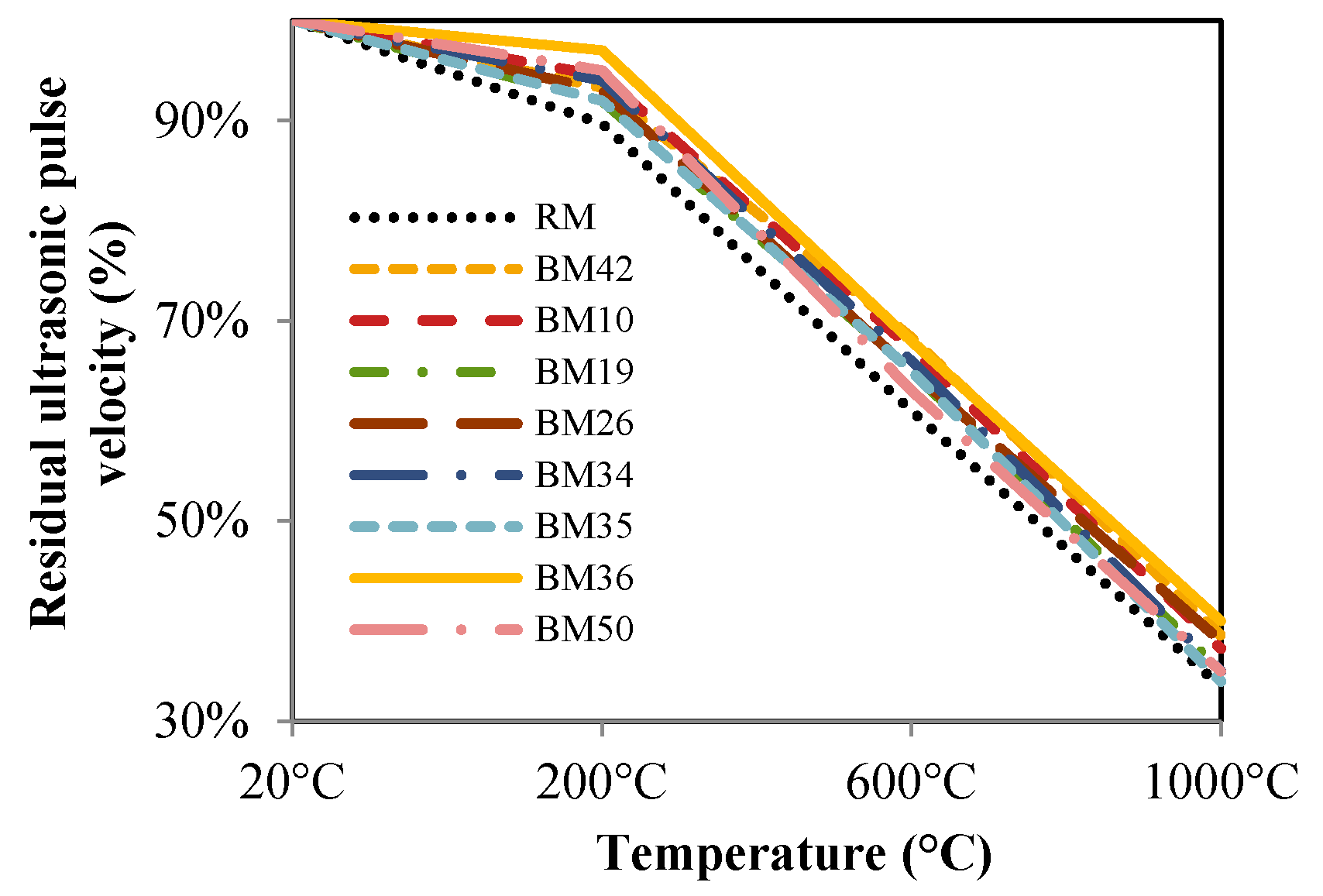
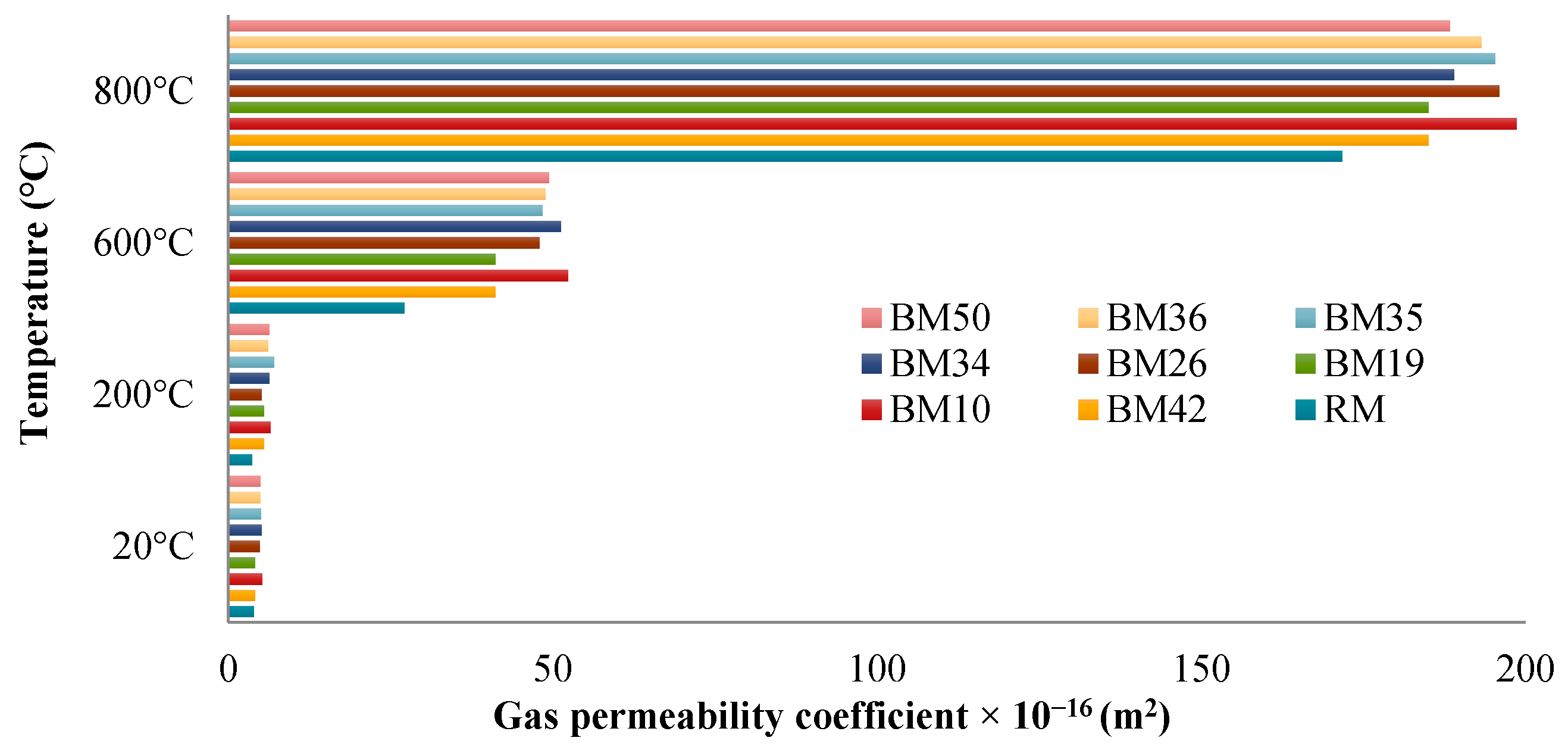
3.3. Hardened Properties of Concrete after Exposure to High Temperatures
4. Conclusions
- The BM36 mixture with the highest percentage of replacement of NA with CB and CT aggregates has the best physical, mechanical, and thermal properties with regard to the application of precast concrete elements exposed to high temperatures.
- In general, mixtures with CB and CT as aggregates have better physical and mechanical properties than regular concrete after exposure to high temperatures.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Cullum-Kenyon, S. Market Development Study for Recycled Aggregate Products; Report to Waste Reduction Advisory Committee; Thurber Engineering Ltd.: Calgary, AB, Canada, 2001; pp. 1–32. [Google Scholar]
- Živković, S.A.; Krasić, D. Mineral Resources Management Strategy of Croatia. 2008. Available online: http://www.zavod.pgz.hr/docs/zzpuHR/documents/301/Original.pdf (accessed on 15 April 2016).
- Khalaf, F.M.; DeVenny, A.S. Performance of Brick Aggregate Concrete at High Temperatures. J. Mater. Civ. Eng. 2004, 16, 556–565. [Google Scholar] [CrossRef]
- Hansen, T.C. Recycling of Demolished Concrete and Masonry; RILEM Rep. 6; E & FN Spon: London, UK, 1992. [Google Scholar]
- HZN Standards Publication. Aggregates for Concrete; HRN EN 12620; Croatian Standards Institute: Zagreb, Croatia, 2008. [Google Scholar]
- HZN Standards Publication. Tests for Geometrical Properties of Aggregates—Part 4: Determination of Particle Shape—Shape Index; HRN EN 933-4; Croatian Standards Institute: Zagreb, Croatia, 2008. [Google Scholar]
- Ministry of Environmental and Nature Protection, Concrete Constructions Technical Regulations (TPBK). Available online: http://narodne-novine.nn.hr/clanci/sluzbeni/2009_11_139_3381.html (accessed on 13 April 2016).
- HZN Standards Publication. Tests for Geometrical Properties of Aggregates—Part 8: Assessment of Fines—Sand Equivalent Test; HRN EN 933-8; Croatian Standards Institute: Zagreb, Croatia, 2015. [Google Scholar]
- HZN Standards Publication. Tests for Mechanical and Physical Properties of Aggregates—Part 3: Determination of Loose Bulk Density and Voids; HRN EN 1097-3; Croatian Standards Institute: Zagreb, Croatia, 2004. [Google Scholar]
- HZN Standards Publication. Tests for Mechanical and Physical Properties of Aggregates—Part 6: Determination of Particle Density and Water Absorption; HRN EN 1097-6; Croatian Standards Institute: Zagreb, Croatia, 2013. [Google Scholar]
- HZN Standards Publication. Tests for Mechanical and Physical Properties of Aggregates—Part 2: Methods for the Determination of Resistance to Fragmentation; HRN EN 1097-2:2004/A1:2007; Croatian Standards Institute: Zagreb, Croatia, 2007. [Google Scholar]
- HZN Standards Publication. Tests for Thermal and Weathering Properties of Aggregates—Part 2: Magnesium Sulfate Test; HRN EN 1367-2:2010; Croatian Standards Institute: Zagreb, Croatia, 2010. [Google Scholar]
- HZN Standards Publication. Cement—Part 1: Composition, Specifications and Conformity Criteria for Common Cements; HRN EN 197-1:2005; Croatian Standards Institute: Zagreb, Croatia, 2005. [Google Scholar]
- HZN Standards Publication. Testing Fresh Concrete; HRN EN 12350; Croatian Standards Institute: Zagreb, Croatia, 2009. [Google Scholar]
- HZN Standards Publication. Concrete—Part 1: Specification, Performance, Production and Conformity; HRN EN 206-1; Croatian Standards Institute: Zagreb, Croatia, 2006. [Google Scholar]
- HZN Standards Publication. Precast Concrete Products. Beam-and-Block Floor Systems. Beams; HRN EN 15037-1; Croatian Standards Institute: Zagreb, Croatia, 2008. [Google Scholar]
- HZN Standards Publication. Precast Concrete Products. Beam-and-Block Floor Systems. Concrete Blocks; HRN EN 15037-2; Croatian Standards Institute: Zagreb, Croatia, 2011. [Google Scholar]
- Bjegović, D.; Serdar, M.; Stipanović Oslaković, I. Assessment of Concrete Properties in Structures, Handbook of Concrete Durability; Kim, S.-H., Ann, K.Y., Eds.; Middleton Publishing Inc.: Seoul, Korea, 2010; pp. 131–179. [Google Scholar]
- RILEM TC 200-HTC. Mechanical Concrete Properties at High Temperature—Modelling and Applications. Mater. Struct. 2005, 38, 913–919. [Google Scholar]
- Miličević, I.; Bjegović, D.; Siddique, R. Experimental research of concrete floor blocks with crushed bricks and tiles aggregate. Constr. Build. Mater. 2015, 94, 775–783. [Google Scholar] [CrossRef]
- Zaina, M.F.M.; Safiuddina, M.; Mahmud, H. Development of high performance concrete using silica fume at relatively high water-binder ratios. Cem. Concr. Res. 2000, 30, 1501–1505. [Google Scholar] [CrossRef]
- Chen, B.; Li, C.; Chen, L. Experimental study of mechanical properties of normal-strength concrete exposed to high temperatures at an early age. Fire Saf. J. 2009, 44, 997–1002. [Google Scholar] [CrossRef]
- Behnood, A.; Ghandehari, M. Comparison of compressive and splitting tensile strength of high-strength concrete with and without polypropylene fibers heated to high temperatures. Fire Saf. J. 2009, 44, 1015–1022. [Google Scholar] [CrossRef]
- Savva, A.; Manita, P.; Sideris, K.K. Influence of elevated temperatures on the mechanical properties of blended cement concretes prepared with limestone and siliceous aggregates. Cem. Concr. Compos. 2005, 27, 239–248. [Google Scholar] [CrossRef]
- Xing, Z.; Beaucour, A.-L.; Hebert, R.; Noumowe, A.; Ledesert, B. Influence of the nature of aggregates on the behaviour of concrete subjected to elevated temperature. Cem. Concr. Res. 2011, 41, 392–402. [Google Scholar] [CrossRef]
- RILEM TC 116-PCD. Permeability of concrete as a criterion of its durability. Recommendations 561 Tests for gas permeability of concrete. Mater. Struct. 1999, 32, 174–179. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Aggregate Type | CB | CT | NA | |||
|---|---|---|---|---|---|---|
| (Fine) | (Coarse *) | (Fine) | (Coarse *) | (Fine) | (Coarse *) | |
| Particle shape (%) | - | 7 | - | 11 | - | 6 |
| Shape index | - | (SI15) | - | (SI15) | - | (SI15) |
| Particle size group | GF85 | GC90/15 | GF85 | GC90/15 | GF85 | GC90/15 |
| Specific density SSD (mg/m3) | 2.13 | 2.16 | 2.29 | 2.25 | 2.86 | 2.88 |
| Cleanliness (%) | 4.4 | 0.4 | 3.6 | 0.8 | 3.2 | 0.8 |
| Fines quality class | (f10) | (f1.5) | (f10) | (f1.5) | (f10) | (f1.5) |
| Los Angeles number/class | - | 40 (LA30) | - | 37 (LA30) | - | 24 (LA25) |
| Water absorption (%) | 19.05 | 16.71 | 11.50 | 9.25 | 2.29 | 0.50 |
| Freezing/thaw resistance (%) | - | 3.0 | - | 4.0 | - | 10.7 |
| Magnesium sulphate class | - | (MS18) | (MS18) | (MS18) | ||
| Mix Proportions (kg/m3) | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Code | RM | BM42 | B10 | BM19 | BM26 | BM34 | BM35 | BM36 | BM50 | |
| Cement | 300 | 300 | 360 | 400 | 300 | 400 | 400 | 400 | 400 | |
| Water | 150 | 150 | 165.6 | 160 | 120 | 200 | 200 | 200 | 160 | |
| Water/Cement | 0.50 | 0.50 | 0.46 | 0.40 | 0.40 | 0.50 | 0.50 | 0.50 | 0.40 | |
| Superplasticizer | - | - | 1.08 | 2.00 | 1.50 | - | - | - | - | |
| Filler | 208.17 | 208.17 | 197.68 | - | - | - | - | - | - | |
| Fine aggregate | CB | - | 113.1 | 214.9 | 132.9 | 147.3 | 125.5 | 125.5 | 125.5 | 266.6 |
| CT | - | 118.9 | - | 142.9 | 316.8 | - | 269.8 | 269.8 | 143.3 | |
| NA | 608.1 | 304.1 | 288.7 | 356.9 | 197.8 | 505.5 | 168.5 | 168.5 | 178.9 | |
| Coarse aggregate | CB | - | 205.9 | 273.6 | - | 257.7 | 438.2 | - | 438.9 | 233.1 |
| CT | - | 438.3 | 83.3 | 484.4 | 268.4 | 228.6 | 228.6 | 228.6 | 242.9 | |
| NA | 1170.9 | 292.8 | 611.6 | 620.0 | 687.2 | 292.6 | 877.9 | 292.6 | 621.7 | |
| Target strength (N/mm2) | 40 | 25 | 30 | 20 | 20 | 25 | 30 | 40 | 40 | |
| Code | RM | BM42 | B10 | BM19 | BM26 | BM34 | BM35 | BM36 | BM50 |
|---|---|---|---|---|---|---|---|---|---|
| Density (kg/m3) | 2658 | 2296 | 2353 | 2149 | 2048 | 2088 | 2152 | 2185 | 2150 |
| Slump (mm) | 31.7 | 11.7 | 31.7 | 55.0 | 30.0 | 30.0 | 60.0 | 30 | 20 |
| Slump class | S1 | S1 | S1 | S2 | S1 | S1 | S2 | S1 | S1 |
| Air content (%) | 2.5 | 4.4 | 4.3 | 5.0 | 4.6 | 5.4 | 4.8 | 4.4 | 5.5 |
| Code | RM | BM42 | B10 | BM19 | BM26 | BM34 | BM35 | BM36 | BM50 |
|---|---|---|---|---|---|---|---|---|---|
| Compressive strength (N/mm2) | 39.36 | 25.53 | 31.95 | 22.24 | 20.53 | 24.02 | 34.2 | 41.72 | 42.67 |
| Flexural strength (N/mm2) | 5.71 | 4.34 | 5.31 | 5.68 | 4.72 | 5.07 | 5.32 | 5.79 | 5.88 |
| Density of hardened concrete (kg/m3) | 2479 | 2165 | 2250 | 2042 | 2005 | 2069 | 2147 | 2193 | 2125 |
| Ultrasonic speed velocity (km/s) | 5.03 | 3.89 | 4.14 | 3.52 | 3.46 | 3.77 | 4.79 | 5.12 | 5.43 |
| Code | RM | BM42 | B10 | BM19 | BM26 | BM34 | BM35 | BM36 | BM50 |
| Compressive strength (N/mm2) | 45.33 | 33.42 | 37.33 | 23.32 | 21.33 | 24.43 | 34.80 | 42.24 | 44.80 |
| Flexural strength (N/mm2) | 6.03 | 4.96 | 5.38 | 5.73 | 4.91 | 5.22 | 5.48 | 5.81 | 5.92 |
| Density of hardened concrete (kg/m3) | 2476 | 2100 | 2184 | 1842 | 1839 | 1945 | 1978 | 1986 | 1973 |
| Modulus of elasticity (MPa) | 41.85 | 19.26 | 22.61 | 20.8 | 17.15 | 17.83 | 21.17 | 19.78 | 21.74 |
| Ultrasonic speed velocity (km/s) | 507 | 3.96 | 4.23 | 3.74 | 3,52 | 3.81 | 4.95 | 5.33 | 5.61 |
| Gas permeability ×10−16 (m2) | 3.49 | 4.10 | 5.25 | 3.84 | 3.72 | 3.96 | 3.57 | 3.61 | 3.56 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Miličević, I.; Štirmer, N.; Banjad Pečur, I. Residual Mechanical Properties of Concrete Made with Crushed Clay Bricks and Roof Tiles Aggregate after Exposure to High Temperatures. Materials 2016, 9, 295. https://doi.org/10.3390/ma9040295
Miličević I, Štirmer N, Banjad Pečur I. Residual Mechanical Properties of Concrete Made with Crushed Clay Bricks and Roof Tiles Aggregate after Exposure to High Temperatures. Materials. 2016; 9(4):295. https://doi.org/10.3390/ma9040295
Chicago/Turabian StyleMiličević, Ivana, Nina Štirmer, and Ivana Banjad Pečur. 2016. "Residual Mechanical Properties of Concrete Made with Crushed Clay Bricks and Roof Tiles Aggregate after Exposure to High Temperatures" Materials 9, no. 4: 295. https://doi.org/10.3390/ma9040295
APA StyleMiličević, I., Štirmer, N., & Banjad Pečur, I. (2016). Residual Mechanical Properties of Concrete Made with Crushed Clay Bricks and Roof Tiles Aggregate after Exposure to High Temperatures. Materials, 9(4), 295. https://doi.org/10.3390/ma9040295