Carbon Fiber reinforced polymers have been extensively used in aerospace, transportation, robotics, sporting goods, construction, medical, and military applications due to its high strength-to-weight ratio and high modulus-to-weight ratio [
1]. CFRP composites contain two phases of materials with significantly distinguished mechanical and thermal properties, causing complex interactions between the matrix and the reinforcement during machining. In CFRP composites, the reinforcement is carbon fiber [
2] and the matrix is usually a polymer resin—such as epoxy—which provides the strength to bind the reinforcements together. Even though composite components are often made to near-net shapes, after demolding some post-machining operations are often unavoidable, like drilling and trimming. These operations must be performed to assure that the composite parts meet dimensional tolerance, surface quality, and other functional requirements [
3]. There is a substantial difference between the machining of metals, their alloys, and that of composite materials because of their anisotropy and inhomogeneity [
4]. CFRP composites pose significant problems in milling such as fiber pull-out, delamination, fuzzing, and thermal degradation [
5]. Machining of a composite materials is difficult to carry out due to their mechanical and thermal properties—heterogeneity, anisotropy, and low thermal conductivity—and to the high abrasiveness of their reinforcing constituents. These properties typically result in damage being introduced into the work material and in very rapid wear development in the cutting tool [
6]. Teti [
7] described that the fiber type, the reinforcement construction, and the matrix content are the most important factors governing selection of cutting tool and machining parameters. Masahiro Hagino et al. [
8] found that the fiber orientation is another critical factor which significantly influence the tool wear while machining CFRPs with milling tool. The conventional post-machining processes which are essentially to be carried out after demolding CFRP components are edge trimming or routing, milling, drilling, countersinking, and grinding [
9,
10,
11]. A variety of cutting tool materials and geometries are available for machining FRPs. One reason for this variety in tooling is the multiple characteristics of the FRP products deriving from the various forms, types of reinforcement, matrices, and volume fraction of reinforcement fibers that are utilized for various applications. Haddad Madjid [
12] investigated the influence of cutting parameters and tool wear on the machined surface quality during trimming of multidirectional CFRP laminates with a burr tool. The defects in the free edges are mainly influenced by the machining parameters (such as speed, feed, depth of cut, and fiber orientation) and the type of machining (orthogonal cutting and oblique cutting) [
13]. Jamal Sheikh-Ahmad [
14] discussed that the fluted tools generate an axial force, which acts normal to the stacking direction of the laminate. These are cutting forces in turn cause defects such as delamination and fuzzing in the surface plies [
15,
16,
17,
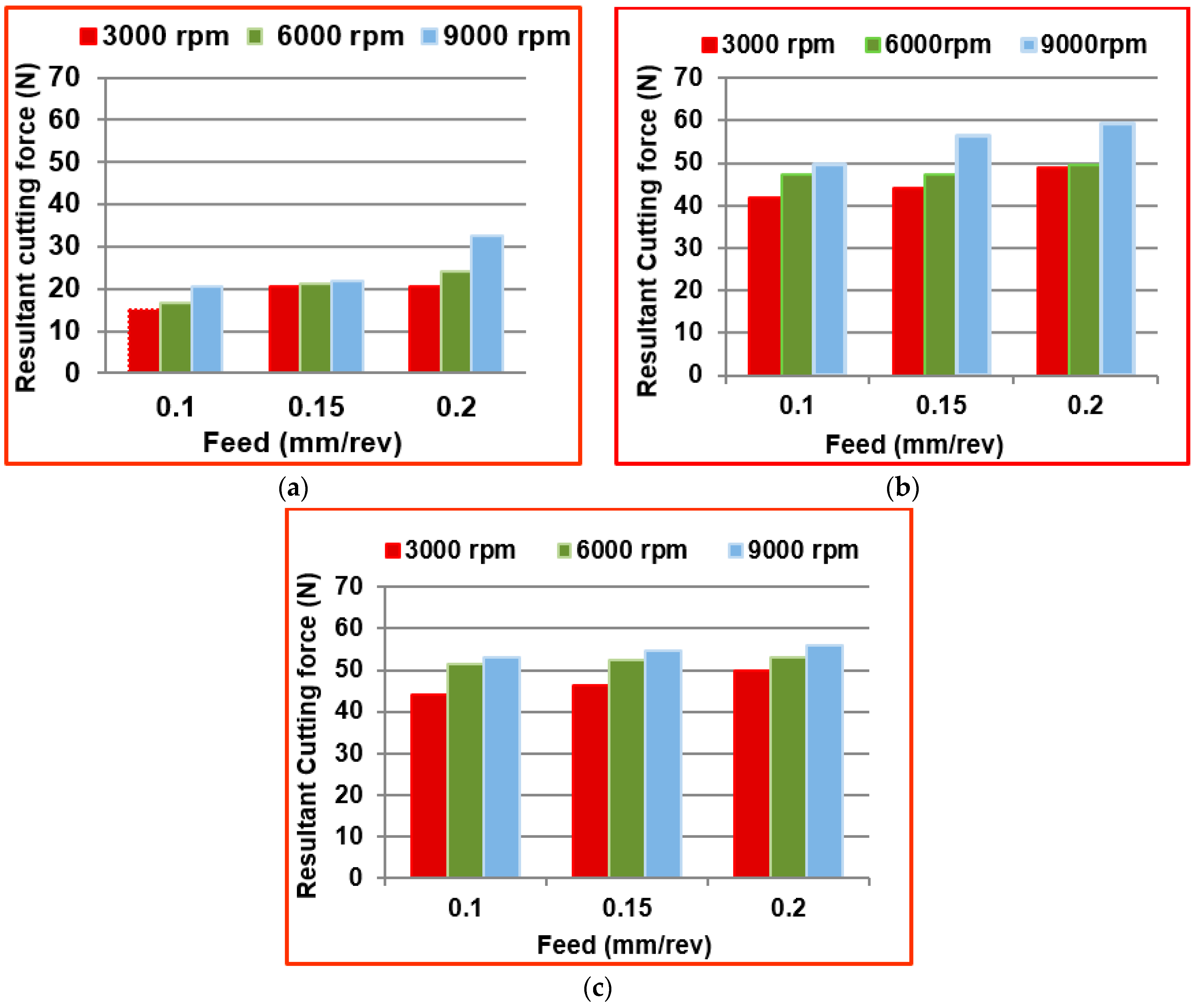
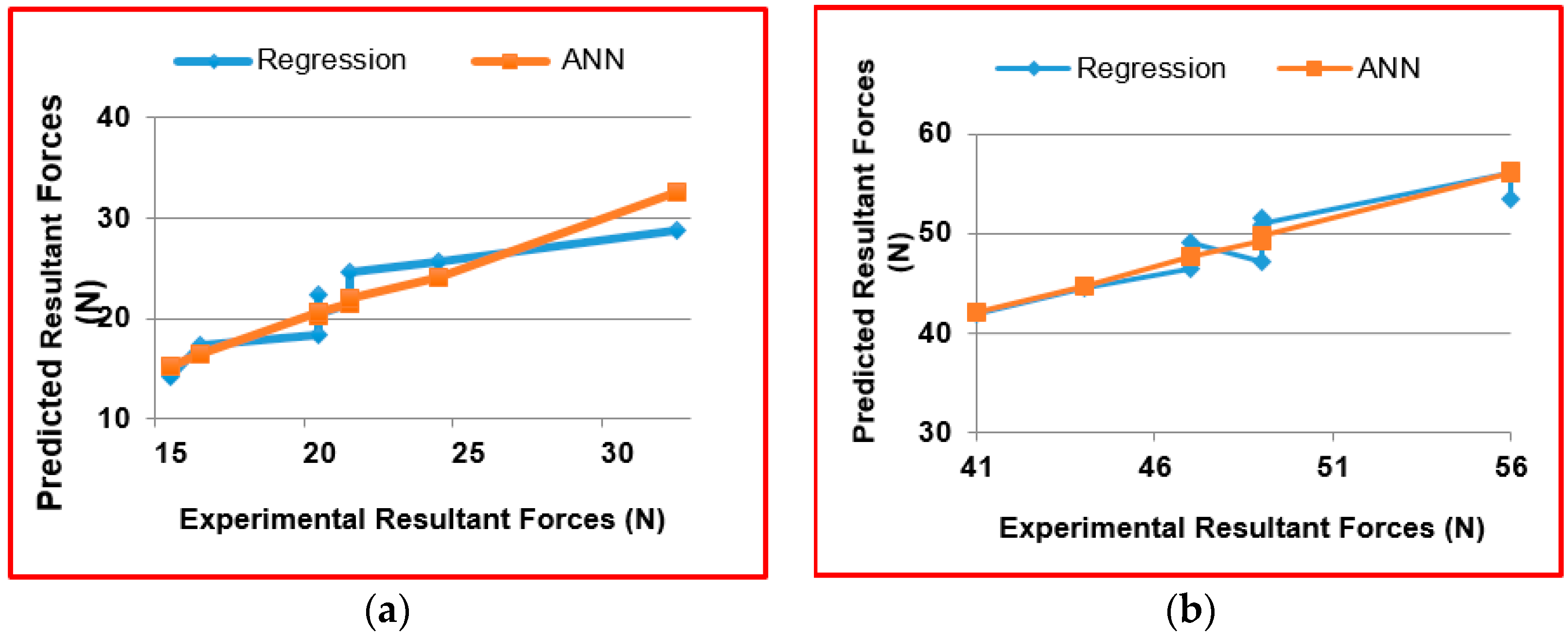
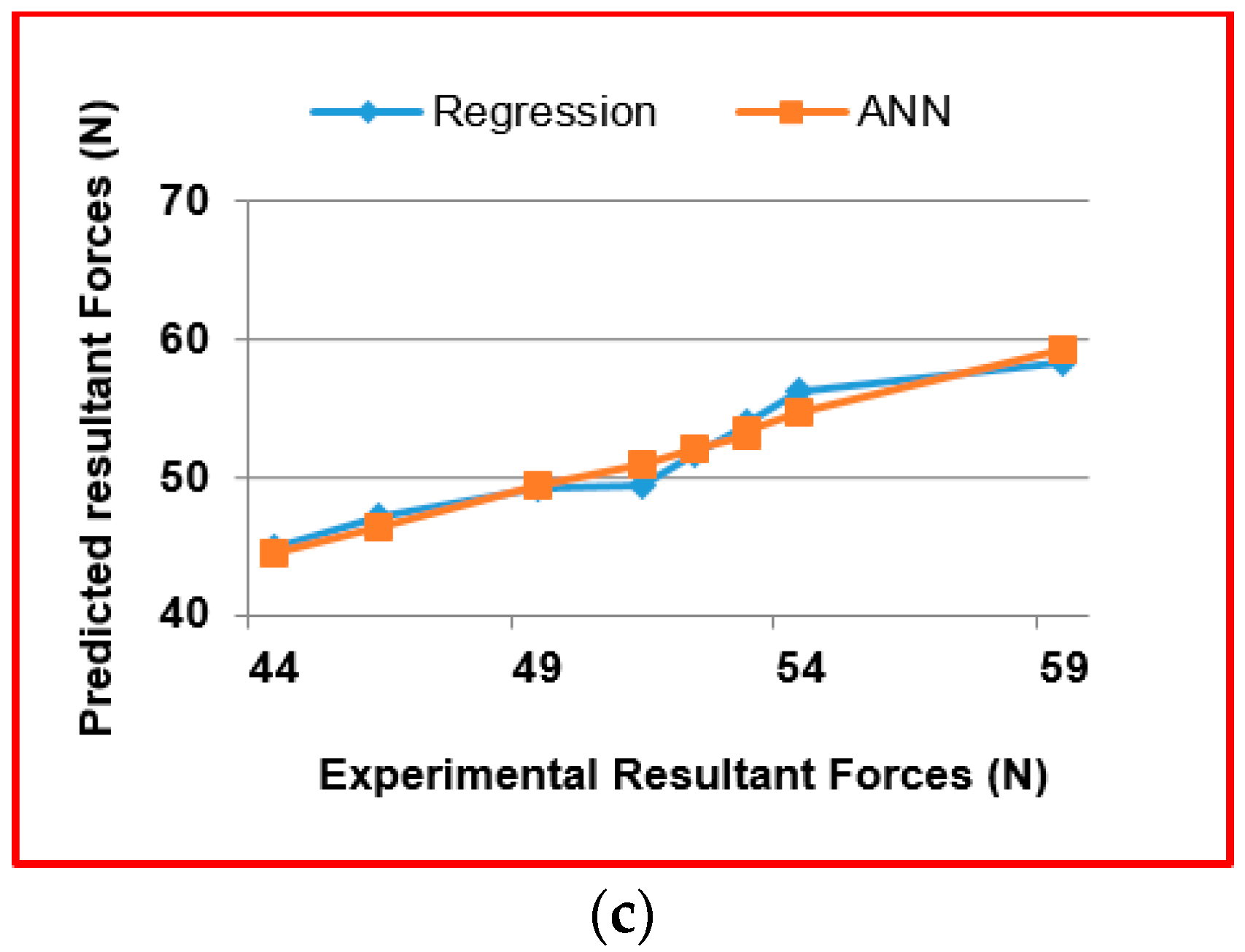
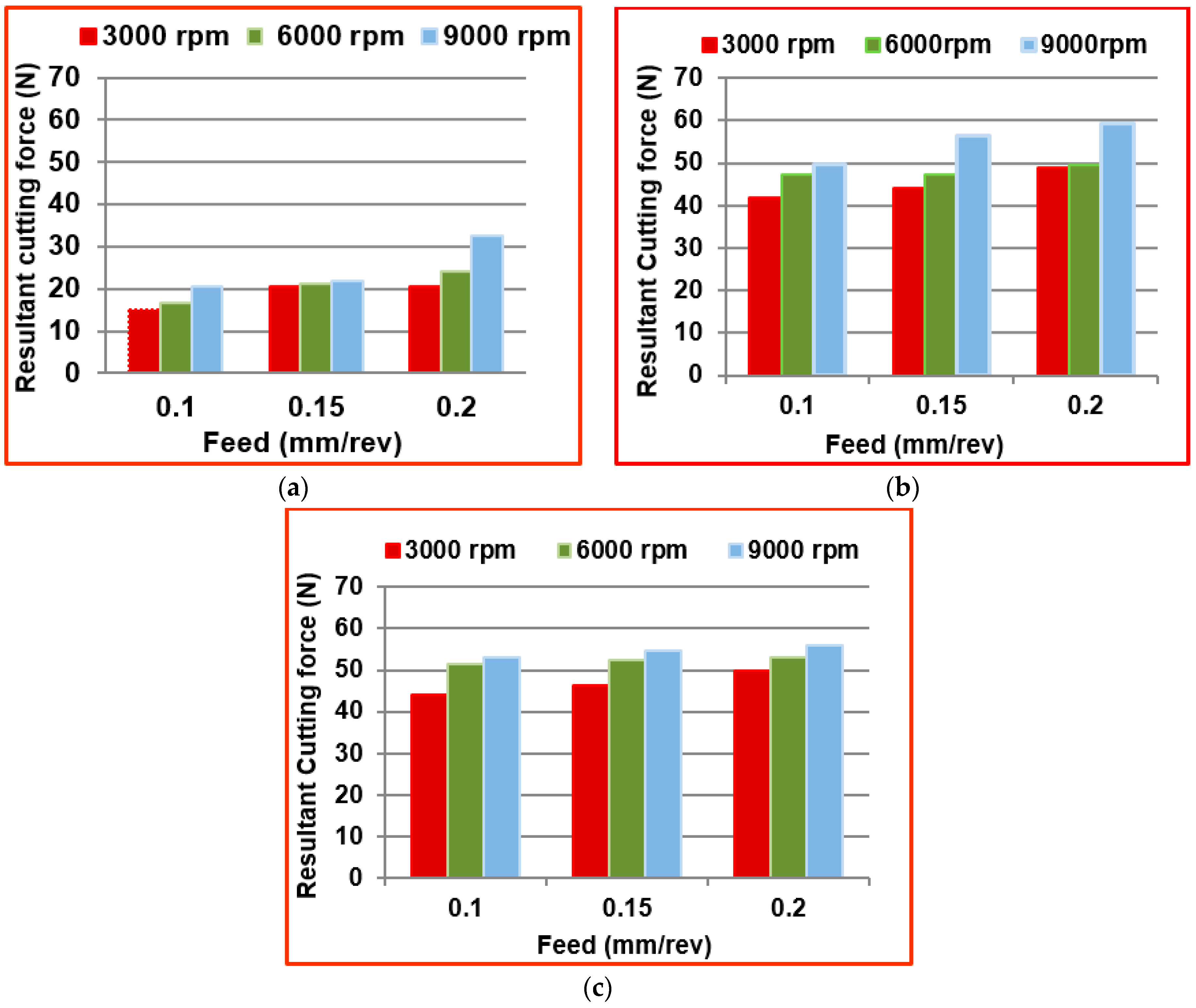
18]. The measurement of resultant cutting force is essential since more cutting forces are not favorable as they damage the CFRP material [
1,
19]. Therefore, it is necessary to predict the cutting forces for selecting process parameters that would result in minimum machining damage in edge trimming [
20,
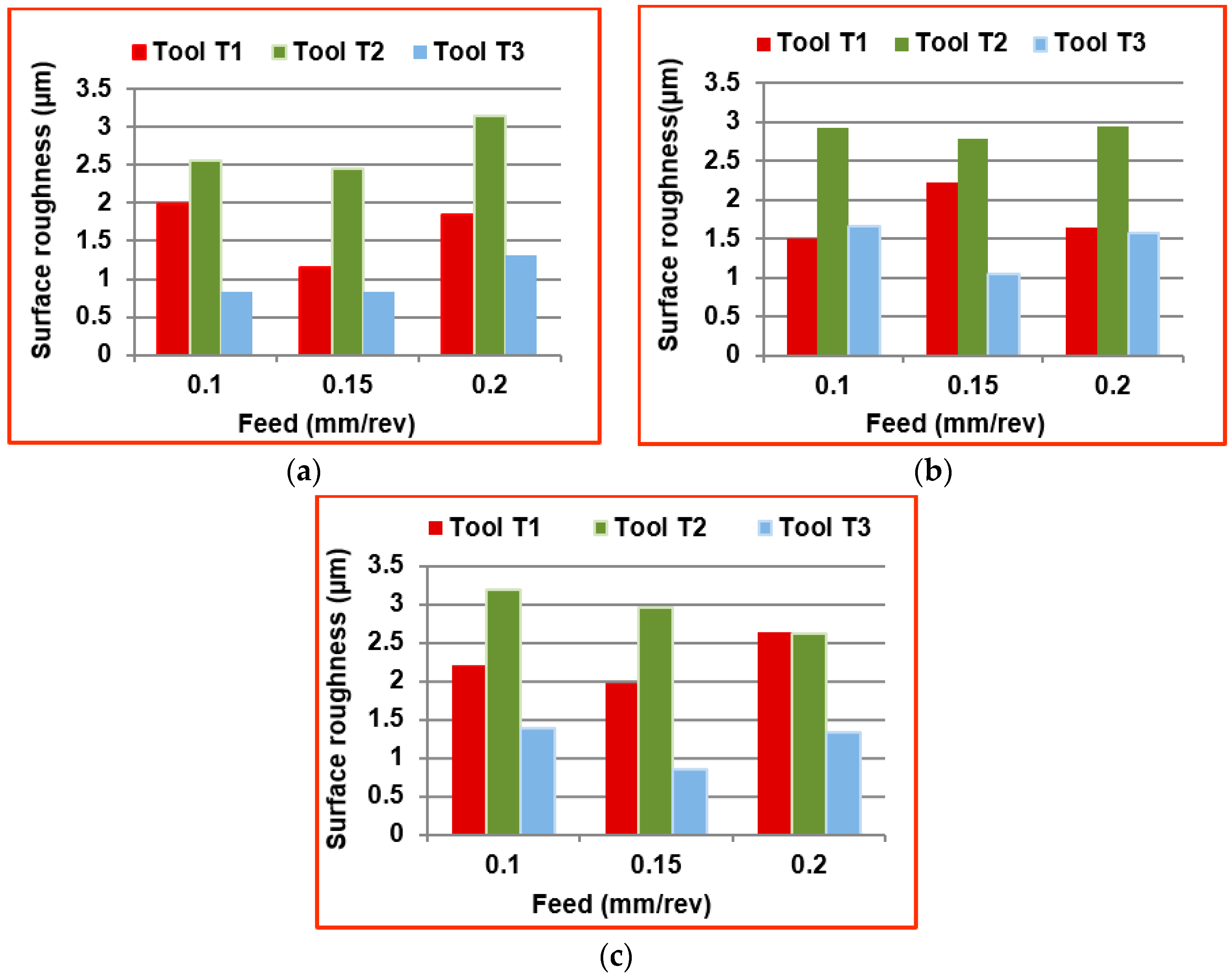
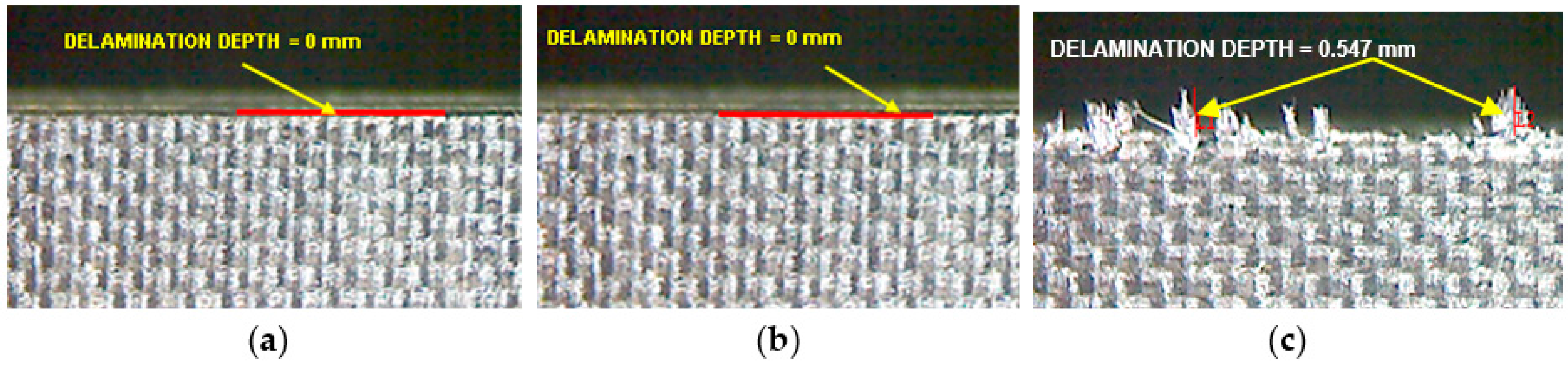
21]. Because of the non-homogeneous nature of composite materials, their response to machining may involve undesirable consequences such as rapid tool wear, fiber pullout, and delamination. All of these reactions are directly related to the cutting tool forces generated on the workpiece edge. Delamination, in particular, is strongly dependent on the cutting force normal to the stacking plane in composites. In edge trimming, the delamination is caused by the tensile axial cutting force component. Sreenivasulu [
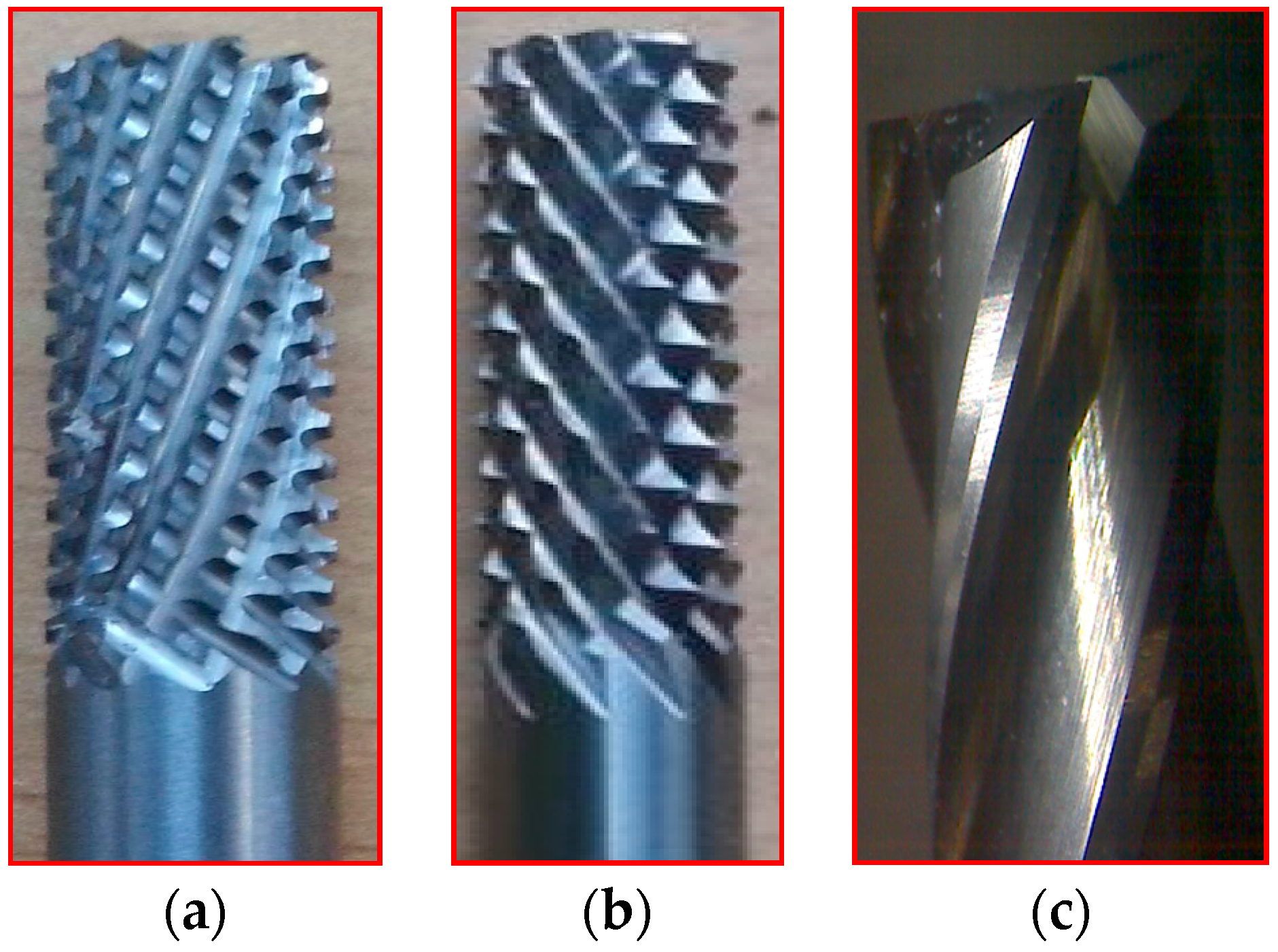
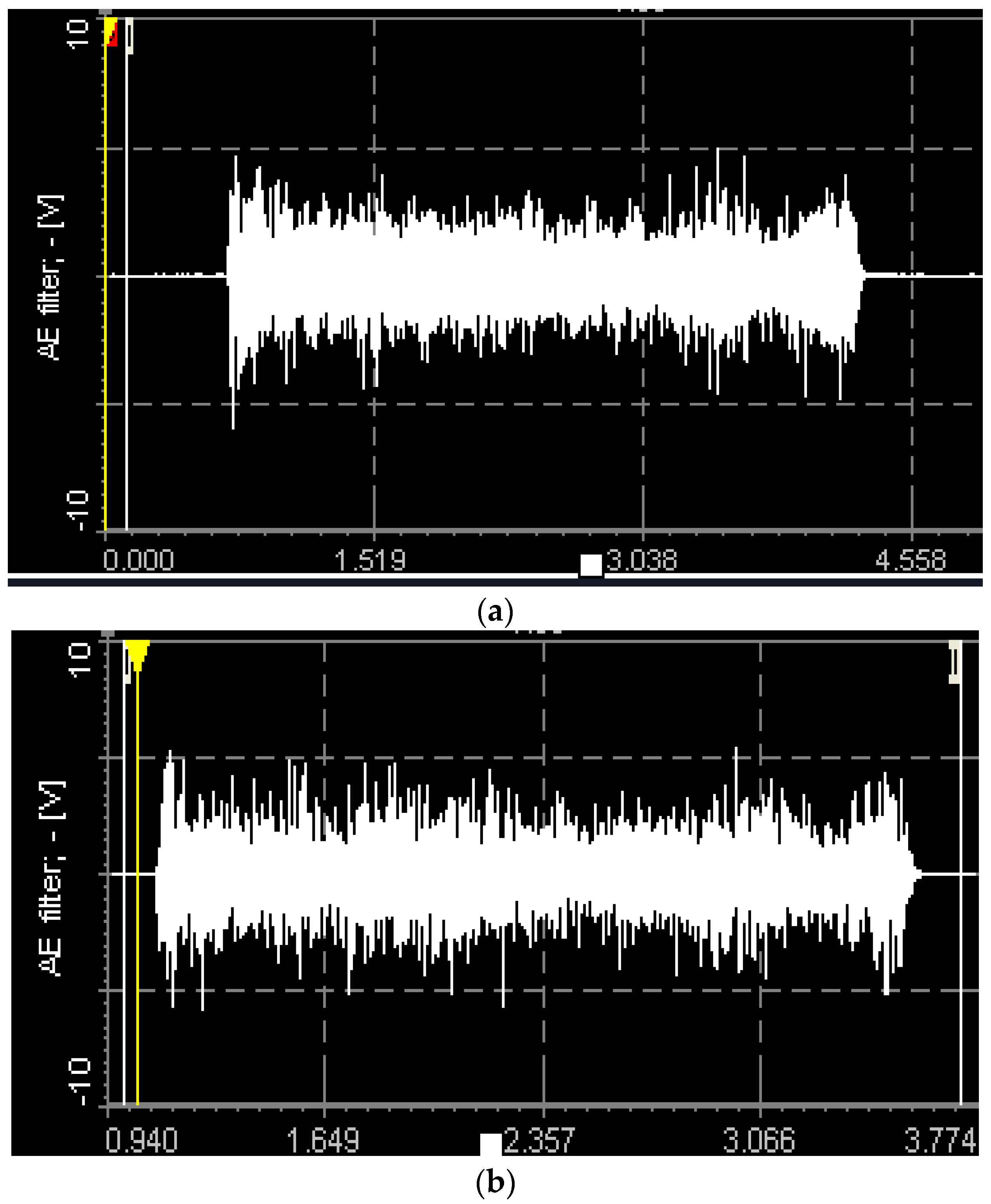
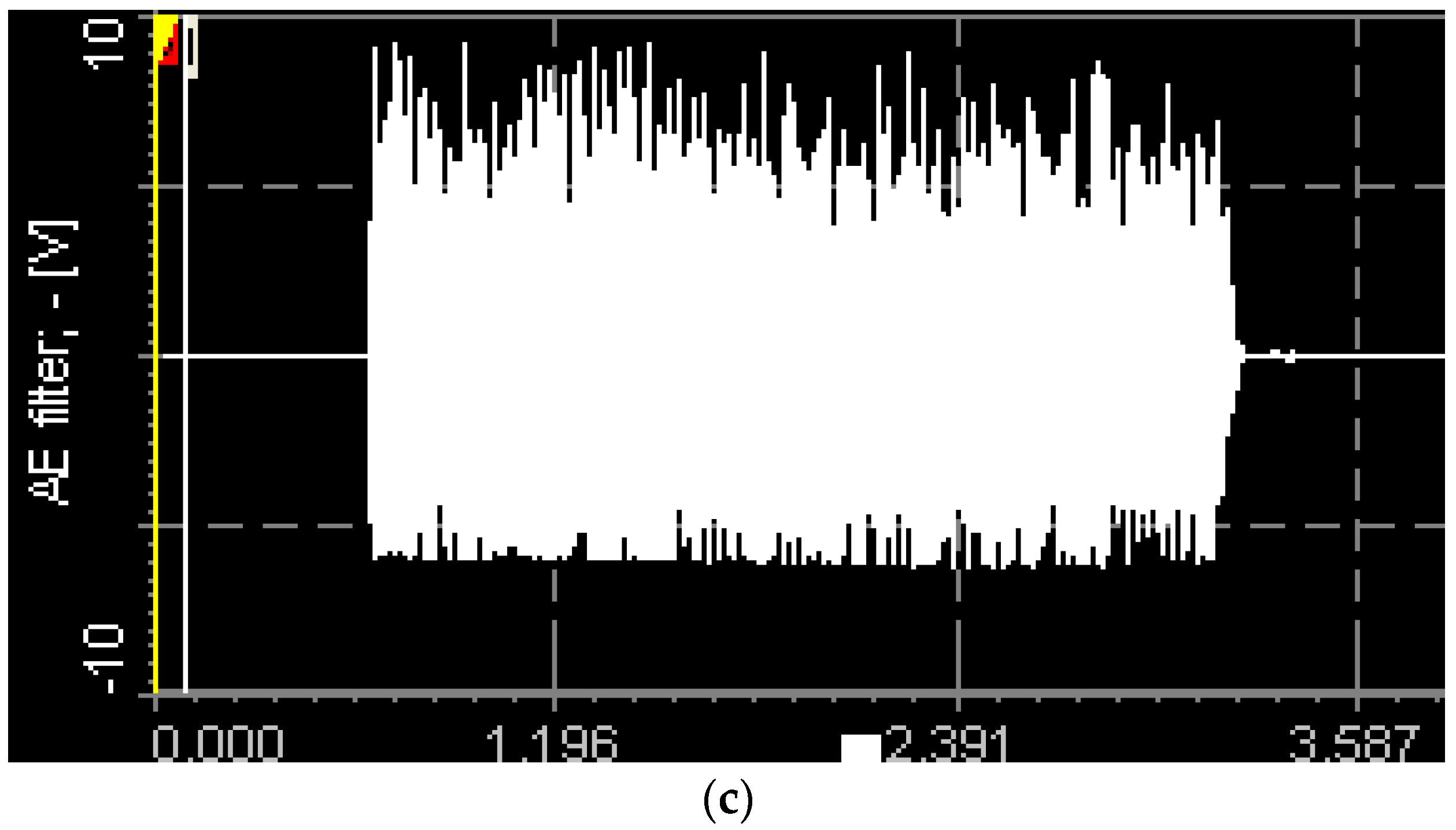
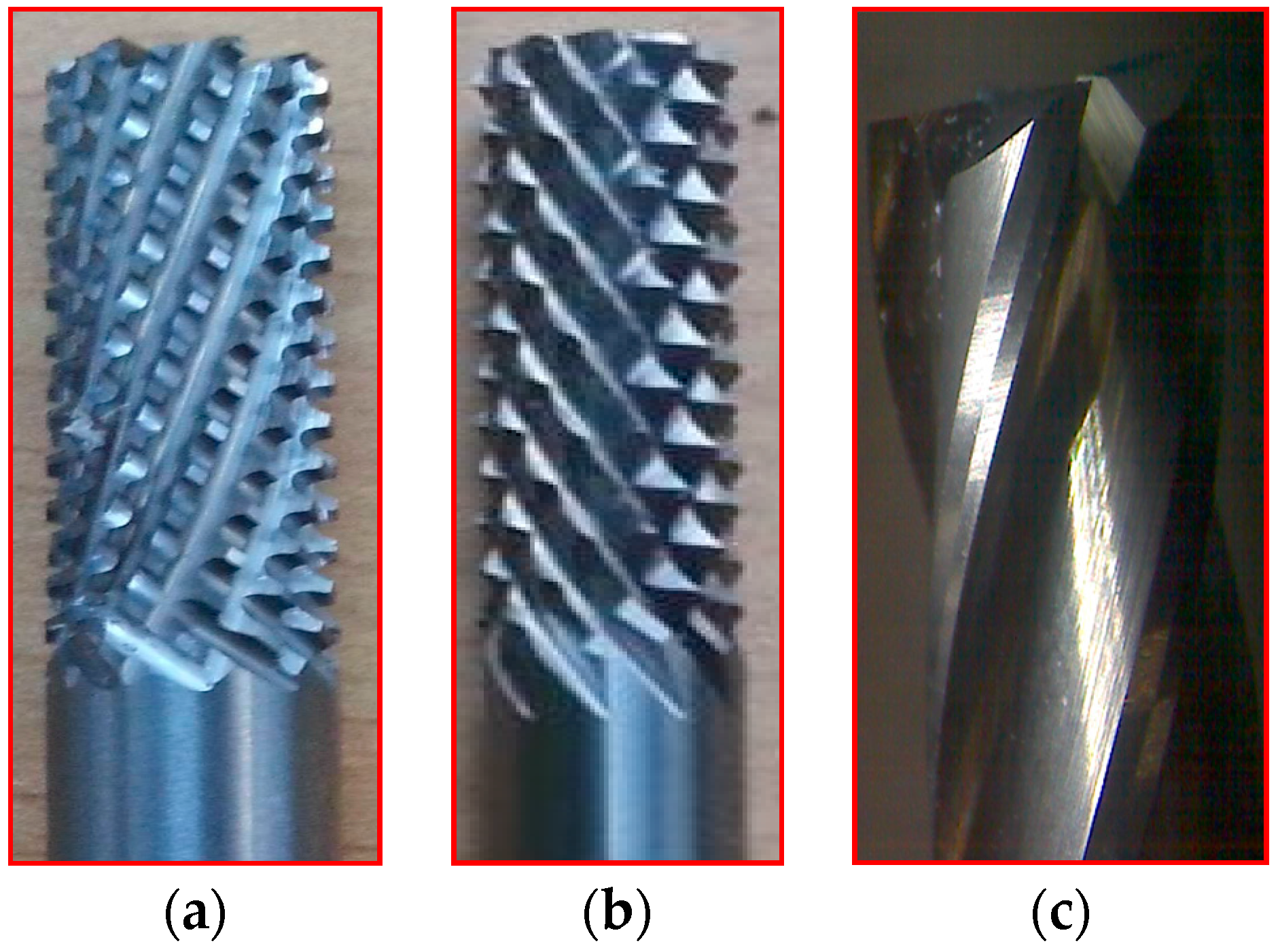
22] quantified the surface quality based on delamination depth and surface roughness, found that delamination depth and surface roughness increase with an increase in feed and an increase in cutting distance, and decrease with an increase in spindle speed. Tool wear and failure monitoring have raised a lot of interest among researchers, as it can help to prevent damage of workpieces as well as improve the quality of the surface finish. In principle, tool wear monitoring methods can be classified into two categories, namely direct and indirect methods. Direct measurement of tool performance using optical methods requires that the machine be stopped, and the tool has to be removed from the spindle and visually inspected which results in machine downtime and human intervention costs. Indirect methods of tool performance monitoring without shutting down the machine can be realized without interrupting the production process and can be performed by signal collection and processing. Measurement of tool wear is also problematic in cases of complex cutting tool geometries, such as router tools and abrasive cutters. In these cutting tools, multiple faces and cutting edges are engaged in the cut and wear is often not uniform. It is found to be more reasonable in such cases that tool wear is measured indirectly and online by monitoring the cutting forces, using acoustic emission (AE) signals [
23,
24,
25]. Though many methods exist for tool wear monitoring, the AE signal is very effective for indirect methods because of ease of operation and fast dynamic response. Elastic stress waves (AE waves) produced by the release of strain energy during machining (deformation and fracture of materials) are used in nondestructive inspection and analysis. These elastic stress waves are typically measured employing an AE sensor that converts them into an electrical voltage signal. Many studies have been done on monitoring the state of machining surfaces and the condition of tools by the analysis of the associated acoustic emissions (AE) [
26,
27]. AE mean value changes in response to wear of the cutting tool and the roughness of the machined surface. The formation of chips, breakage and collision of chips, rubbing action between the cutting tool and chips, rubbing action between the cutting tool and the work piece, and failure and wear of the cutting tool are the primary sources of AE waves [
28,
29,
30]. The usefulness of the AE method in detecting damage on CFRP trimmed edges (delamination and Surface roughness) and cutting tools (breakage, chipping, etc.) has been promoted to investigate on edge trimming on CFRP materials using router tools [
31]. Prakash [
32] has found a strong relationship between tool wear and acoustic emission signals and surface roughness (
Ra) in micro end milling. Therefore, in this study, cutting experiments involving various cutting conditions and router cutting tools were performed to investigate the relationship between AE signals and the state of a cutting operation regarding tool wear and the roughness of the trimmed surface [
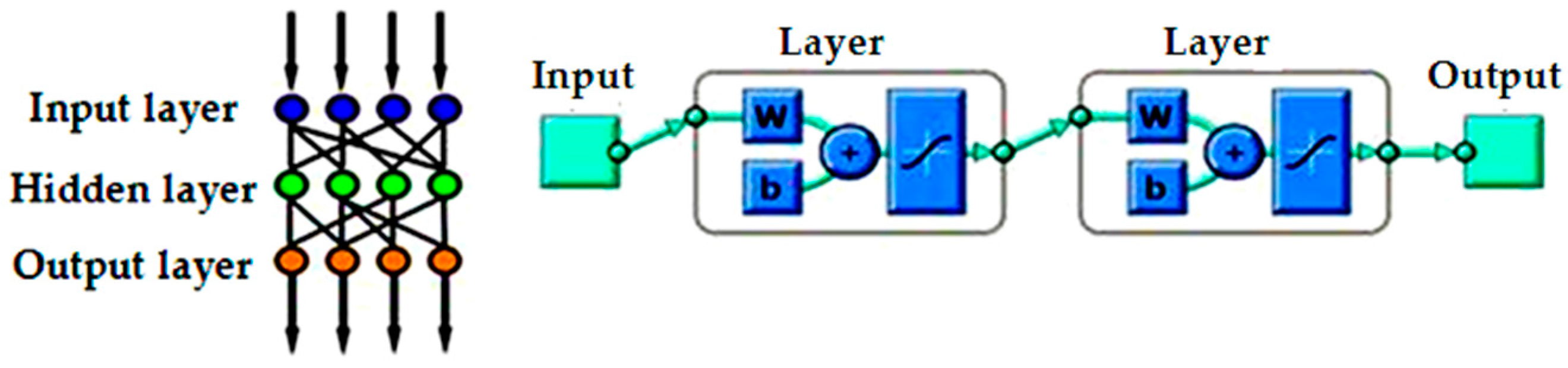
33]. Although Artificial Neural Network is ideally suited for predicting complex fiber reinforced problems because it can be trained easily to find solutions. Kalla et al. [
34,
35] showed that Artificial Neural Networks had a lot of potential to offer for application in the modeling of fiber reinforced polymers machining processes. The limited amount of published literature on the fundamentals of CFRP machining, especially with router tools, motivated to conduct a series of experiments for correlating the cutting force, tool performance, and surface roughness obtained with different cutting conditions and tool geometries [
36]. This work focuses on selecting the suitable tool for edge trimming of CFRP. AE method has been used for evaluating the ease of machining of router tools in edge trimming.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}