
Feasibility Studies of Palm Oil Mill Waste Aggregates for the Construction Industry

 ,
,
Abstract
:1. Introduction

| Reference | Type of Waste | Content | Findings |
|---|---|---|---|
| Pinto, Vieira, Pereira, Jacinto, Vilela, Paiva, Pereira, Cunha and Varum [12] | Agricultural waste | Granulated corn cob | Suitable for non-structural purposes |
| Sales and Lima [13] | Agricultural waste | Sugarcane bagasse ash | Strength values greater than the control specimens |
| Chatveera and Lertwattanaruk [14] | Agricultural waste | Black rice husk ash (BRHA) | Leaching of concrete reduced for HCl and H2SO4 attack |
| Kanning, Portella, Bragança, Bonato and dos Santos [15] | Agricultural waste | Banana leaf ash | Concrete with a strength of 48 ± 2 MPa at 28 days |
| Kanadasan and Abdul Razak [32] | Agricultural waste | Palm oil clinker (POC) | Reduces the carbon emission by almost 23% |
| Senthamarai,Manoharan and Gobinath [17] | Industrial waste | Ceramic electrical insulator waste | Similar permeation characteristics to that of normal concrete |
| Ramos, Matos, Schmidt, Rio and Sousa-Coutinho [18] | Industrial waste | Superfine powder from granitic quarry sludge waste | Elevate the performance of chloride resistance by 70% compared to the control mix |
| Kalla, Rana, Chad, Misra and Csetenyi [20] | Industrial waste | Wollastonite | Enhanced the strength and durability properties of concrete |
| Chen, Wang and Tang [26] | Industrial waste | Municipal solid waste incineration fly ash and reaction ash with reservoir sediment | Lightweight concrete with a strength of 40 MPa with 63 MPa mortar strength |
2. Experimental Procedure
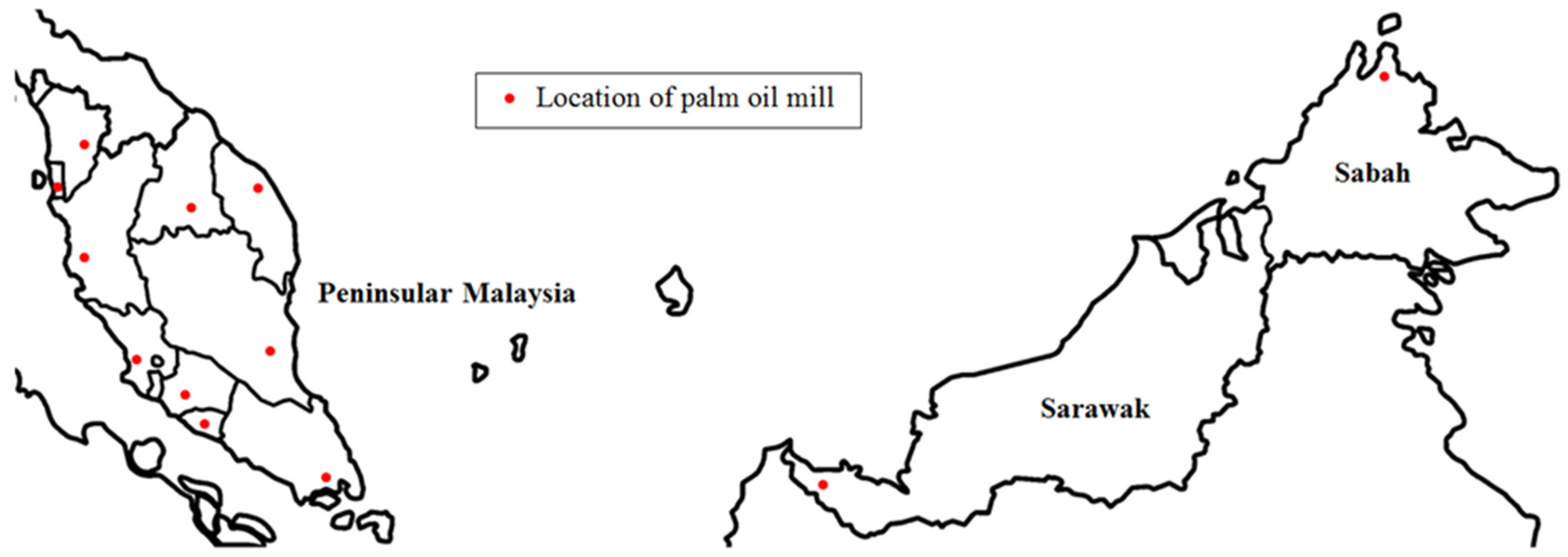
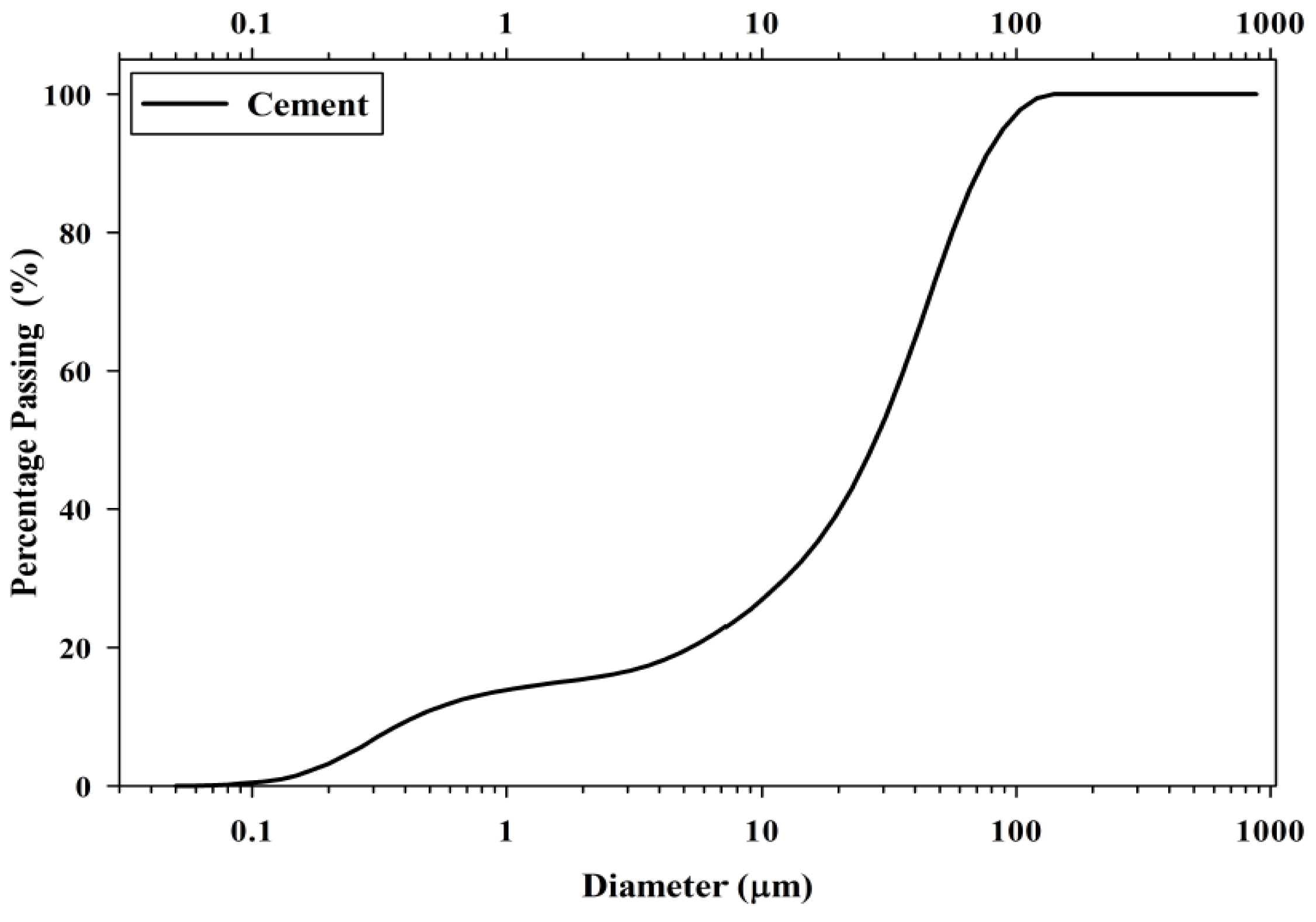
Materials, Mix Proportion and Test Methods
| Oxides | CEM I 52.5N |
|---|---|
| Al2O3 | 5.37 |
| CaO | 64.00 |
| Fe2O3 | 2.94 |
| K2O | 0.17 |
| MgO | 3.13 |
| Mn2O3 | 0.24 |
| Na2O | 0.12 |
| SiO2 | 20.29 |
| SO3 | 2.61 |
| P2O5 | 0.07 |
| TiO2 | 0.12 |
| Others | 0.94 |
| Loss on ignition | 1.40 |
| Bogue Compound Composition of Cement (Compound) | % by Mass |
| C2S | 13.95 |
| C3A | 9.26 |
| C3S | 58.62 |
| C4AF | 8.95 |
| State | Abbreviation | Cement (kg) | Water (kg) | POC Fine (kg) | Water/Cement Ratio | Superplastisizer Dosage (%) |
|---|---|---|---|---|---|---|
| Kedah | KDH | 2.28 | 0.64 | 2.509 | 0.28 | 0.4–0.6 |
| Kelantan | KLT | 2.28 | 0.64 | 2.036 | ||
| Terengganu | TRG | 2.28 | 0.64 | 2.329 | ||
| Penang | PNG | 2.28 | 0.64 | 2.396 | ||
| Perak | PRK | 2.28 | 0.64 | 2.374 | ||
| Pahang | PHG | 2.28 | 0.64 | 2.576 | ||
| Negeri Sembilan | NSE | 2.28 | 0.64 | 2.621 | ||
| Selangor | SEL | 2.28 | 0.64 | 2.374 | ||
| Melaka | MLK | 2.28 | 0.64 | 2.565 | ||
| Johor | JHR | 2.28 | 0.64 | 2.486 | ||
| Sabah | SBH | 2.28 | 0.64 | 2.340 | ||
| Sarawak | SWK | 2.28 | 0.64 | 2.430 | ||
| Selangor | NML * | 2.28 | 0.64 | 2.925 (Sand) |
3. Results and Discussion
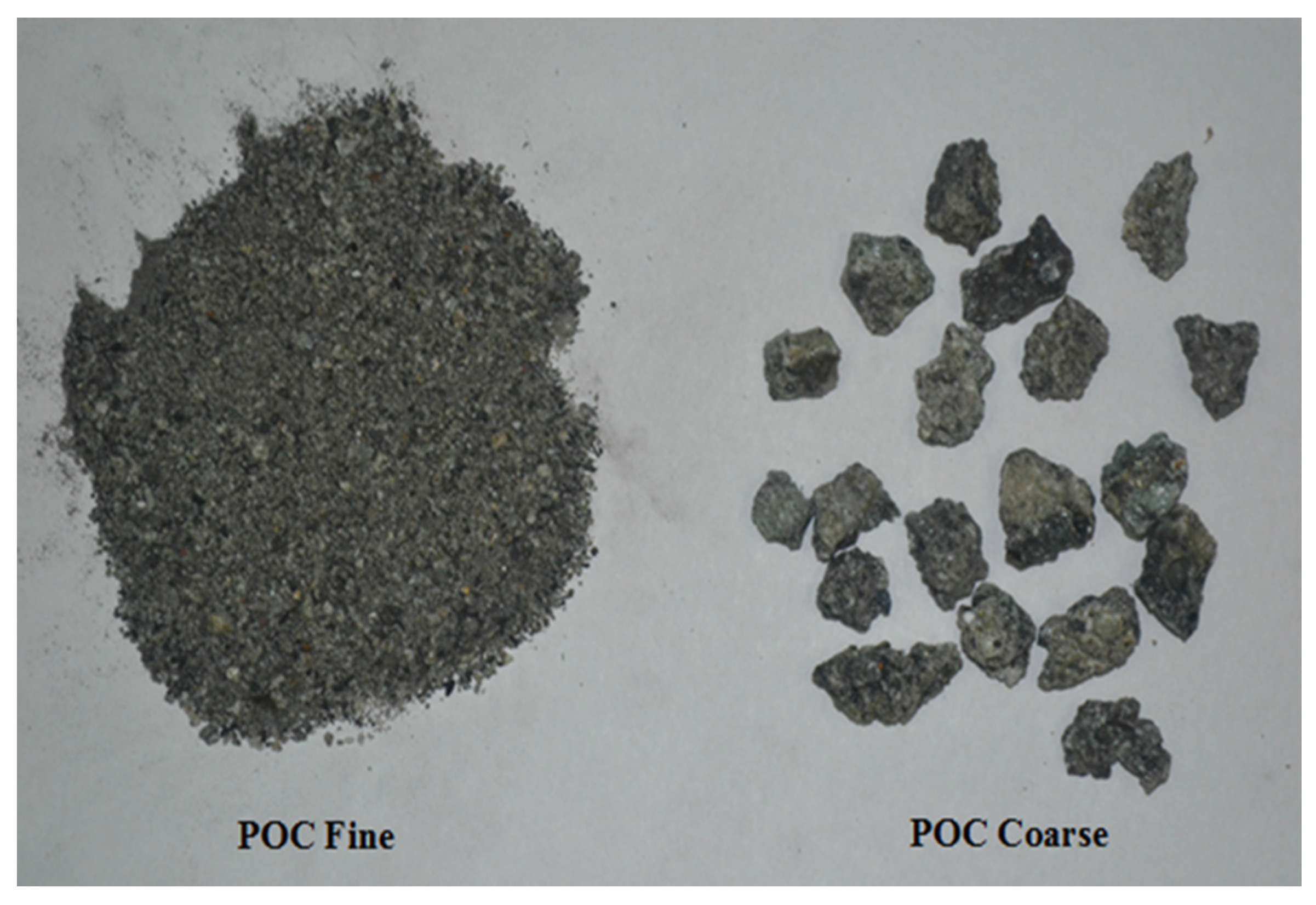
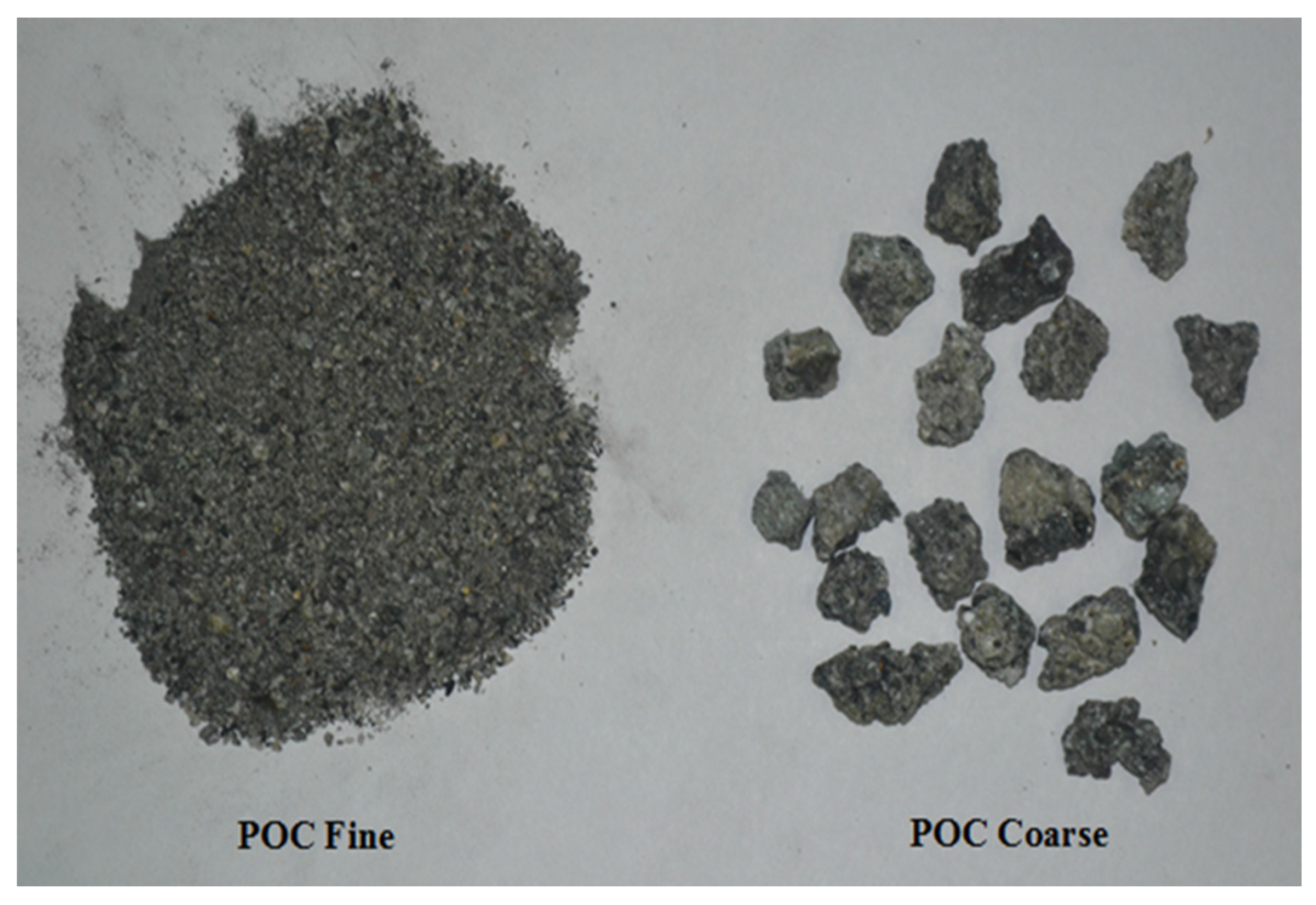
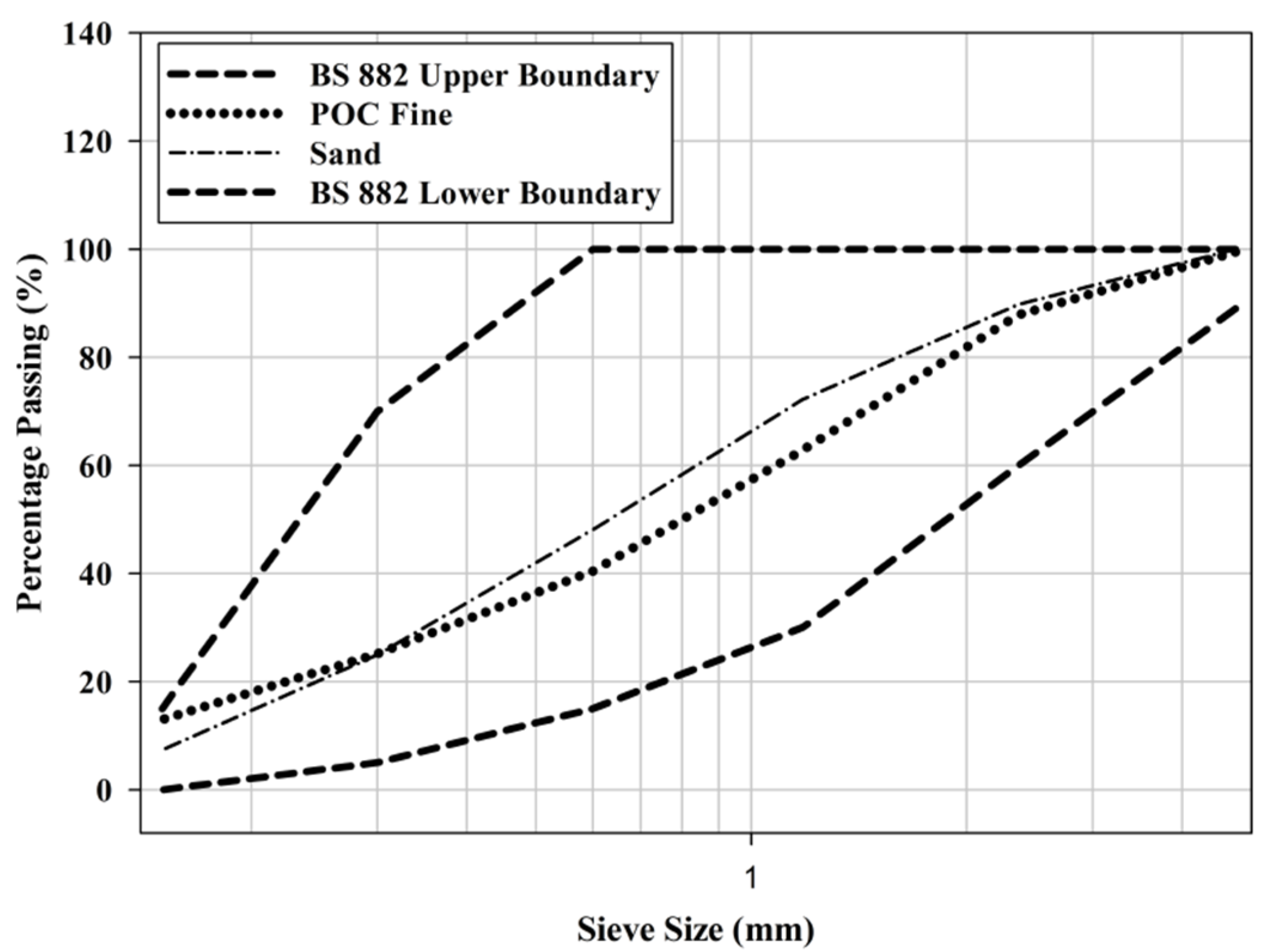
3.1. Physical and Chemical Properties of POC

| State | Abbreviation | Specific Gravity | Water Absorption (%) | Moisture Content (%) |
|---|---|---|---|---|
| Kedah | KDH | 2.23 | 1.93 | 0.17 |
| Kelantan | KLT | 1.81 | 4.12 | 0.25 |
| Terengganu | TRG | 2.07 | 2.28 | 0.04 |
| Penang | PNG | 2.13 | 3.05 | 0.07 |
| Perak | PRK | 2.11 | 1.40 | 0.04 |
| Pahang | PHG | 2.29 | 2.34 | 0.03 |
| Negeri Sembilan | NSE | 2.33 | 4.05 | 0.31 |
| Selangor | SEL | 2.11 | 4.10 | 0.48 |
| Melaka | MLK | 2.28 | 1.65 | 0.02 |
| Johor | JHR | 2.21 | 2.37 | 0.17 |
| Sabah | SBH | 2.08 | 2.54 | 0.05 |
| Sarawak | SWK | 2.16 | 5.67 | 0.04 |
| Selangor | NML * | 2.60 | 1.59 | 0.07 |
| State | SiO2 | K2O | CaO | SO3 | Fe2O3 | Al2O3 | MgO | P2O5 | TiO2 | Na2O | Loss on Ignition |
|---|---|---|---|---|---|---|---|---|---|---|---|
| KDH | 65.10 | 9.23 | 3.89 | 0.16 | 6.34 | 3.28 | 2.34 | 3.06 | 0.13 | 0.07 | 0.91 |
| KLT | 73.31 | 8.78 | 4.01 | 0.13 | 6.13 | 6.00 | 2.83 | 1.43 | 0.28 | 0.09 | −0.59 |
| TRG | 72.64 | 9.65 | 4.42 | 0.17 | 3.89 | 5.18 | 2.56 | 3.96 | 0.17 | 0.01 | 0.16 |
| PNG | 69.91 | 9.24 | 8.56 | 0.14 | 5.15 | 4.15 | 3.92 | 3.24 | 0.15 | 0.12 | −0.12 |
| PRK | 74.29 | 6.22 | 5.10 | 0.15 | 2.09 | 3.11 | 1.72 | 2.79 | 0.15 | <0.1 | 0.49 |
| PHG | 60.79 | 5.17 | 10.88 | 0.18 | 15.64 | 7.27 | 2.23 | 1.61 | 0.27 | 0.13 | −0.89 |
| NSE | 65.64 | 7.26 | 4.11 | 0.25 | 14.41 | 7.56 | 2.64 | 1.73 | 0.29 | 0.08 | −0.26 |
| SEL | 64.84 | 12.82 | 5.96 | 0.16 | 4.19 | 3.42 | 5.01 | 3.37 | 0.12 | 0.09 | 1.54 |
| MLK | 57.41 | 11.32 | 6.95 | 0.22 | 10.11 | 4.95 | 4.01 | 4.90 | 0.17 | 0.12 | <0.1 |
| JHR | 69.05 | 11.09 | 5.70 | 0.19 | 3.71 | 4.73 | 2.27 | 3.22 | 0.23 | <0.1 | 0.78 |
| SBH | 62.45 | 13.48 | 9.51 | 0.21 | 2.20 | 1.42 | 6.09 | 7.33 | 0.07 | 0.05 | 0.35 |
| SWK | 62.52 | 8.44 | 16.74 | 0.23 | 1.10 | 0.82 | 3.43 | 4.75 | 0.08 | 0.11 | 0.28 |
| Mean | 66.50 | 9.39 | 7.15 | 0.18 | 6.25 | 4.32 | 3.25 | 3.45 | 0.18 | 0.09 | 0.23 |
| Standard Deviation | 5.13 | 2.40 | 3.63 | 0.04 | 4.54 | 1.99 | 1.24 | 1.59 | 0.07 | 0.03 | 0.64 |
| State | Soil Classification |
|---|---|
| KDH | Clayey-Skeletal (>35% gravel within 50 cm depth, >35% Clay) |
| KLT | Fine silty (35%–60% Clay, >30% silt) |
| TRG | Fine clayey (35%–60% Clay, <30% silt). Moderately deep (50–100 cm) soil |
| PNG | Clayey (>35% Clay) |
| PRK | Very fine (>60% Clay) |
| PHG | Fine clayey (35%–60% Clay; <30% silt) |
| NSE | Fine silty (35%–60% Clay, >30% silt) |
| SEL | Fine clayey (35%–60% Clay, <30% silt) |
| MLK | Fine clayey (35%–60% Clay; <30% silt) |
| JHR | Fine loamy (18%–35% Clay) |
| SBH | Fine sandy clay (35%–60% Clay; <30% silt) |
| SWK | Fine loamy (18%–35% Clay) |
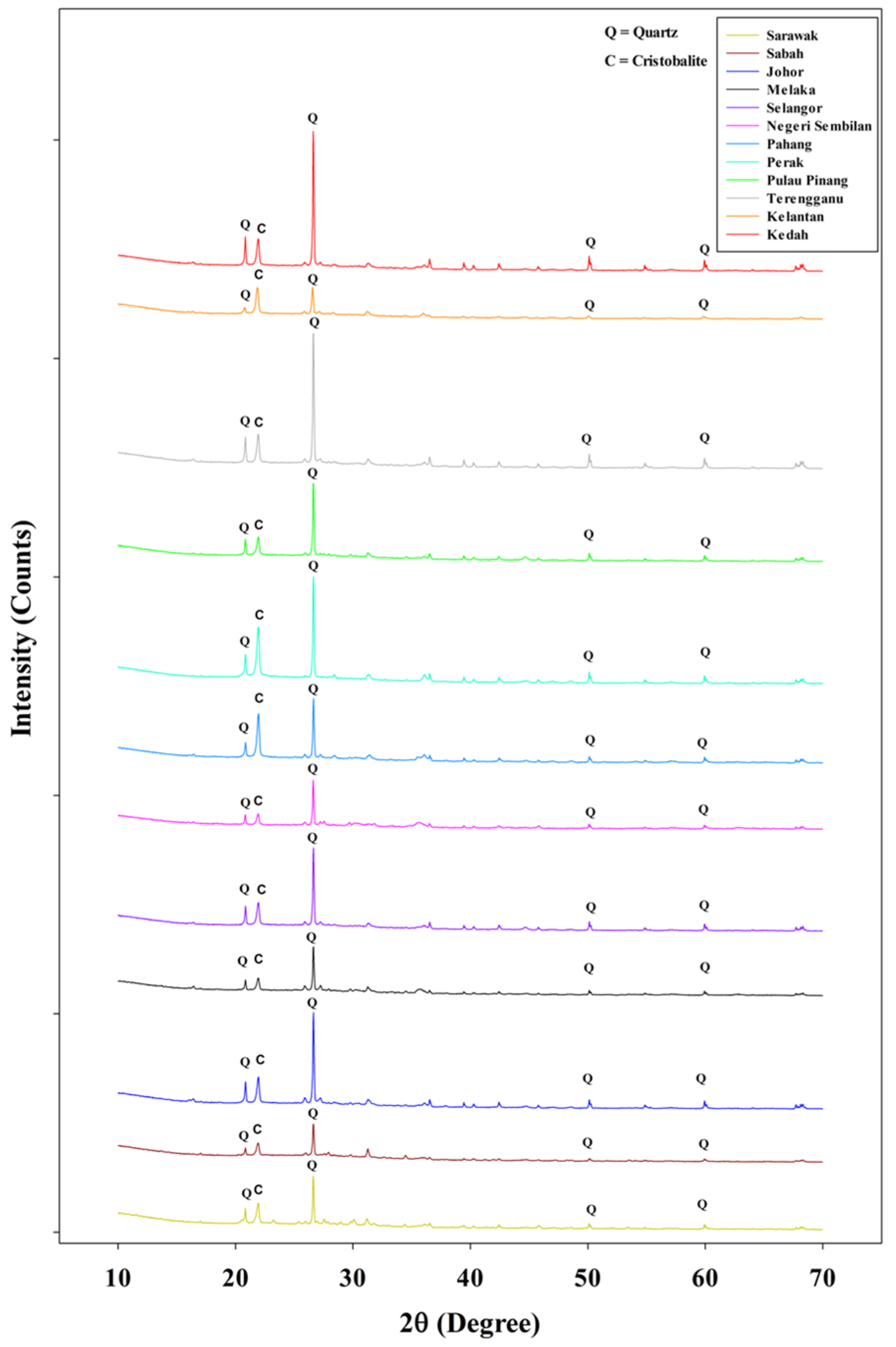
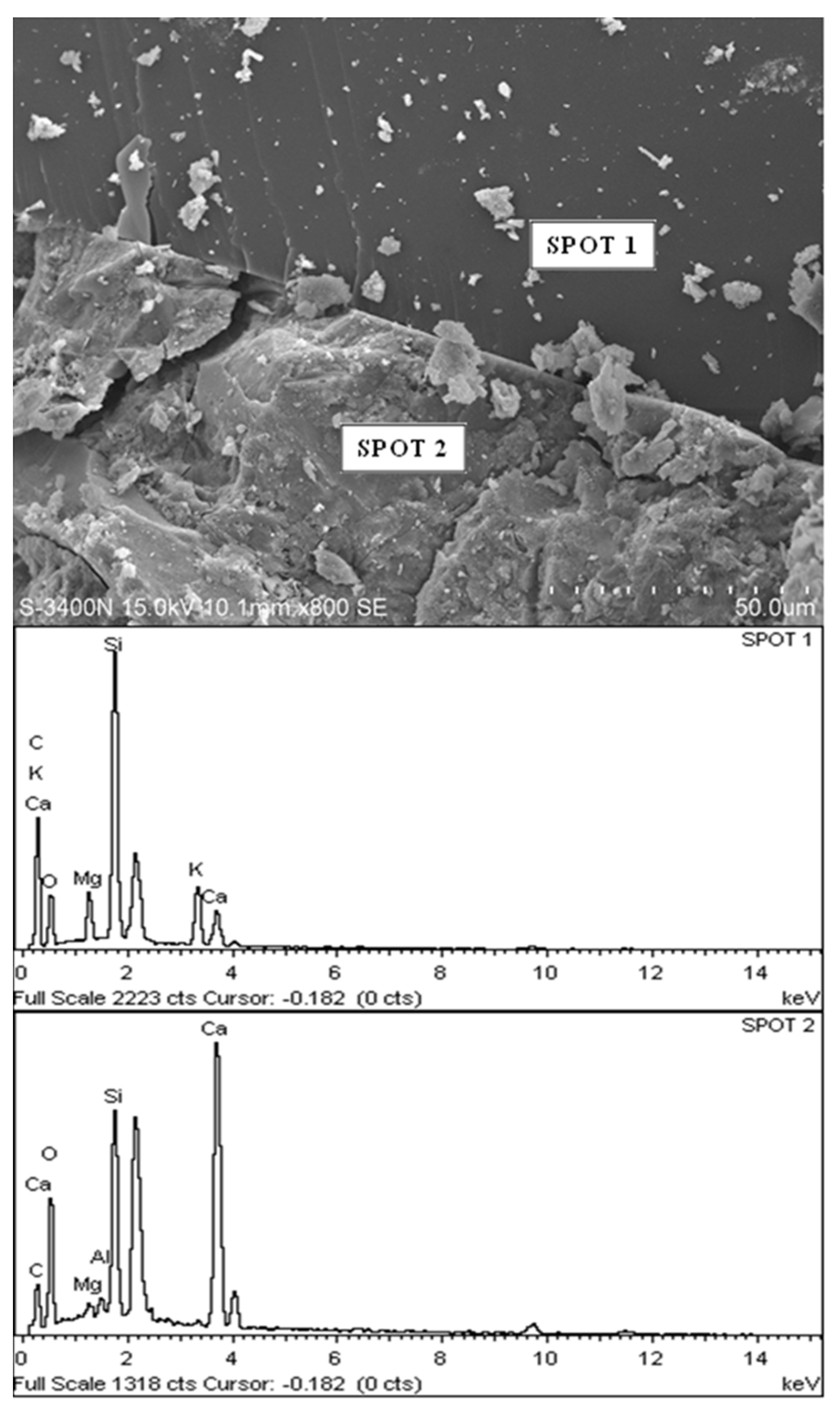
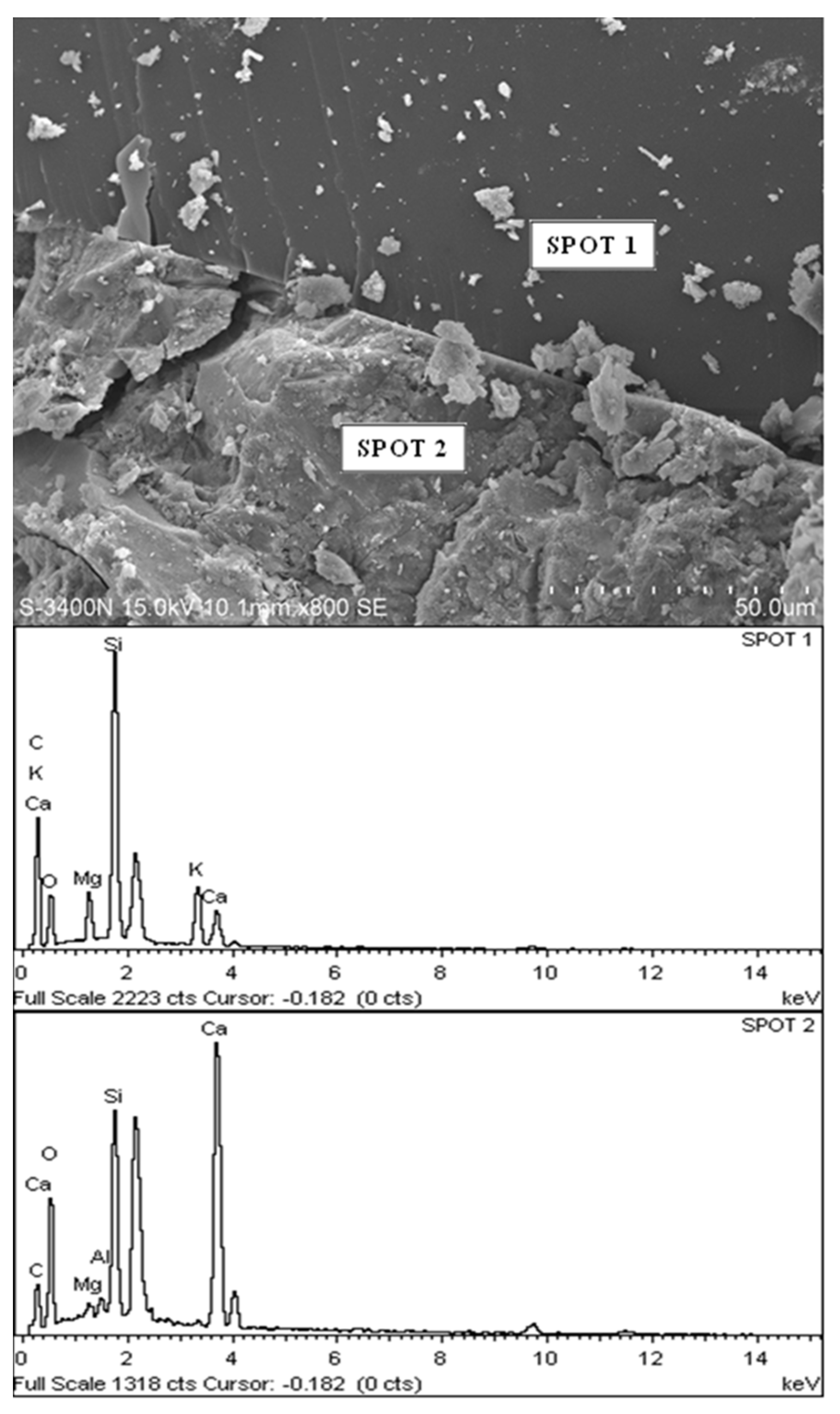
3.2. Mineralogical Properties
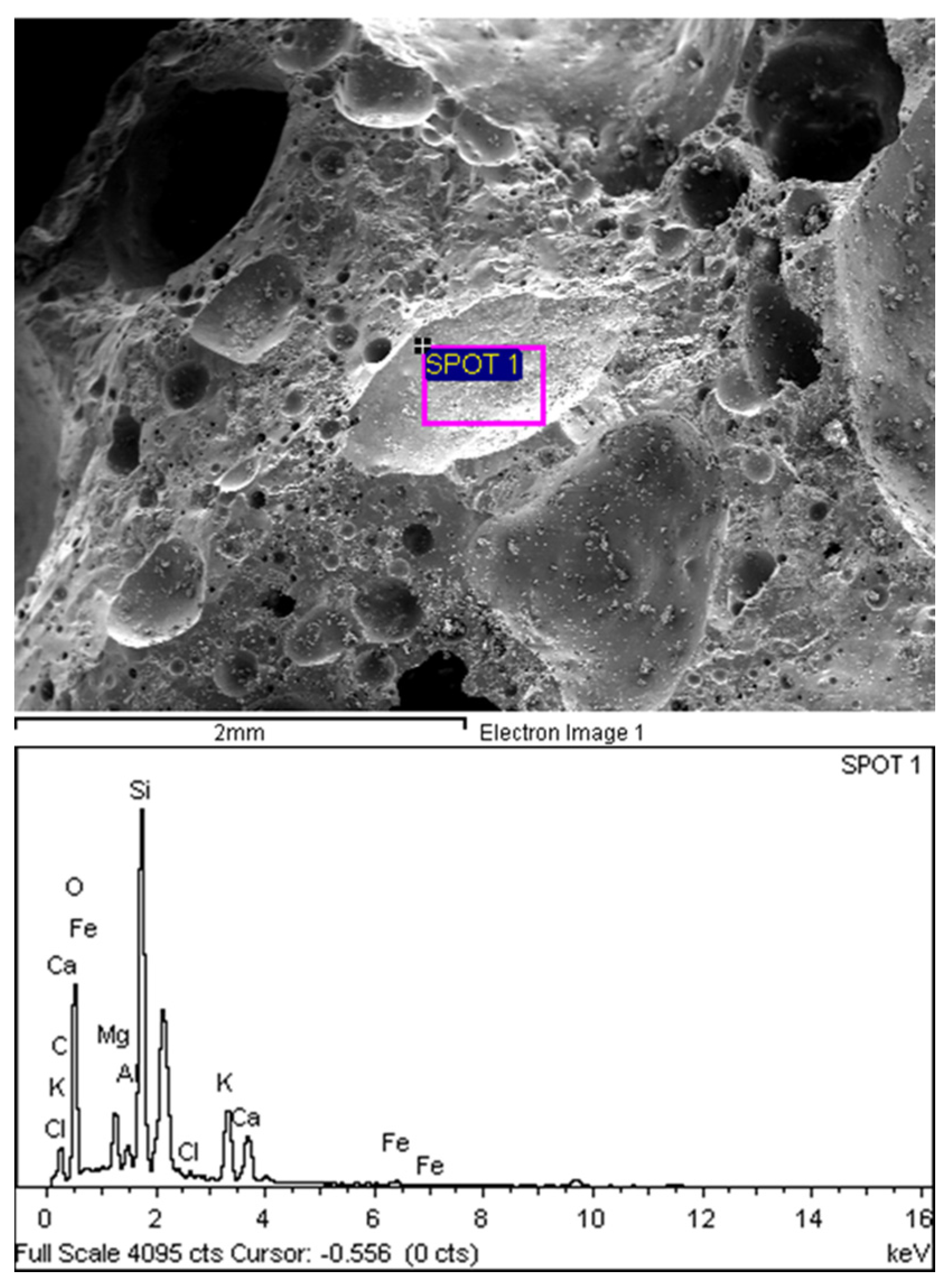
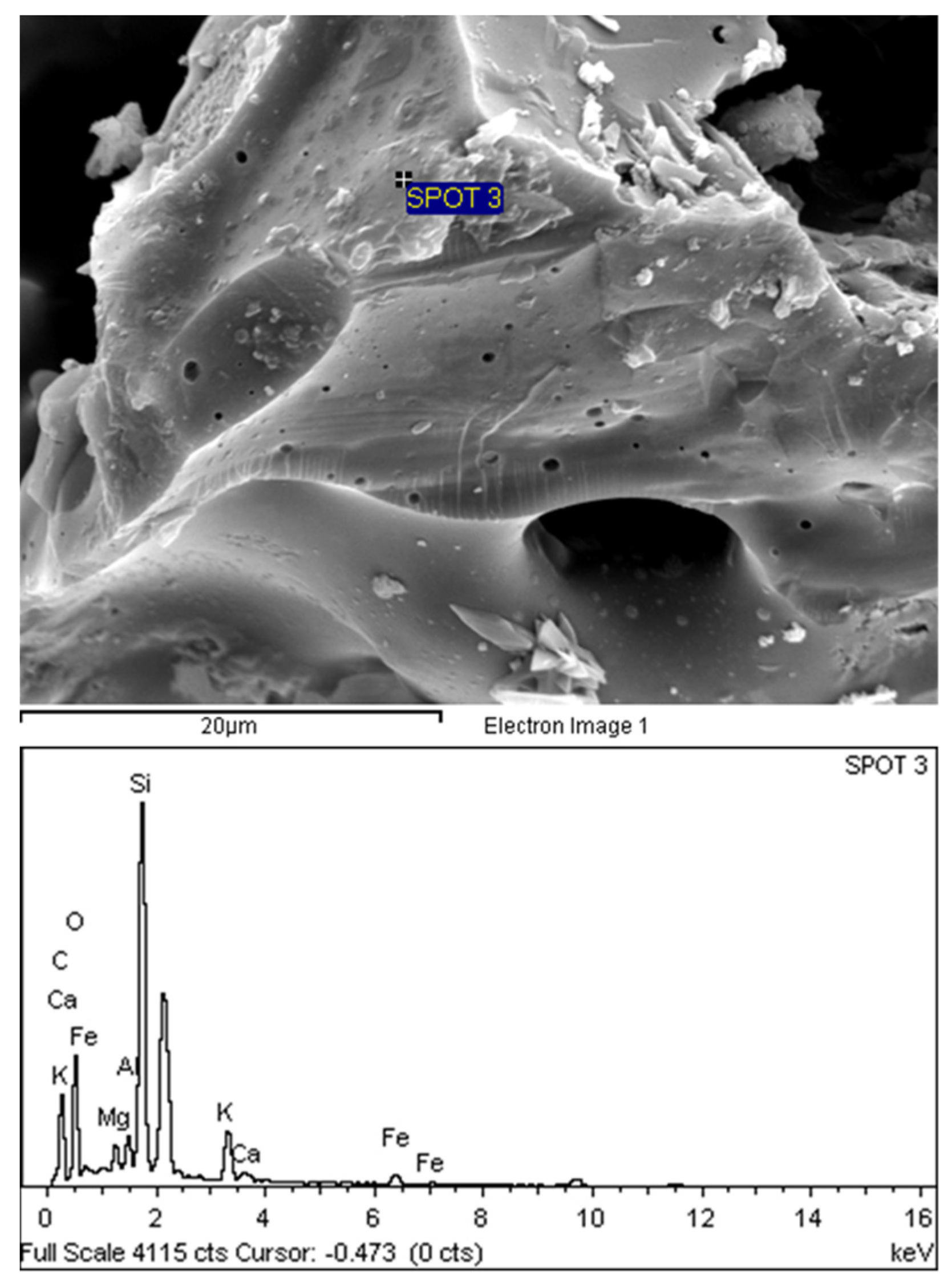
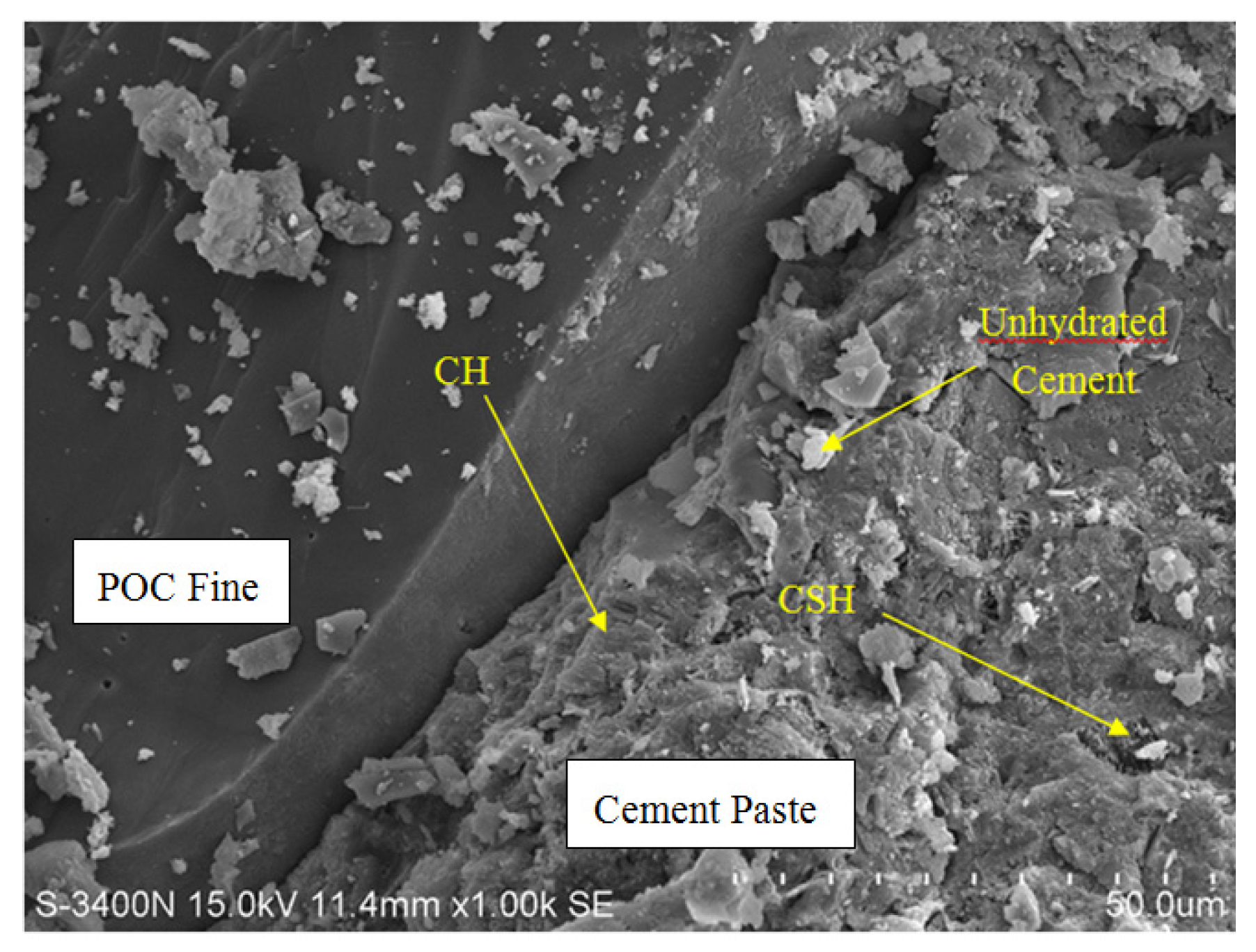
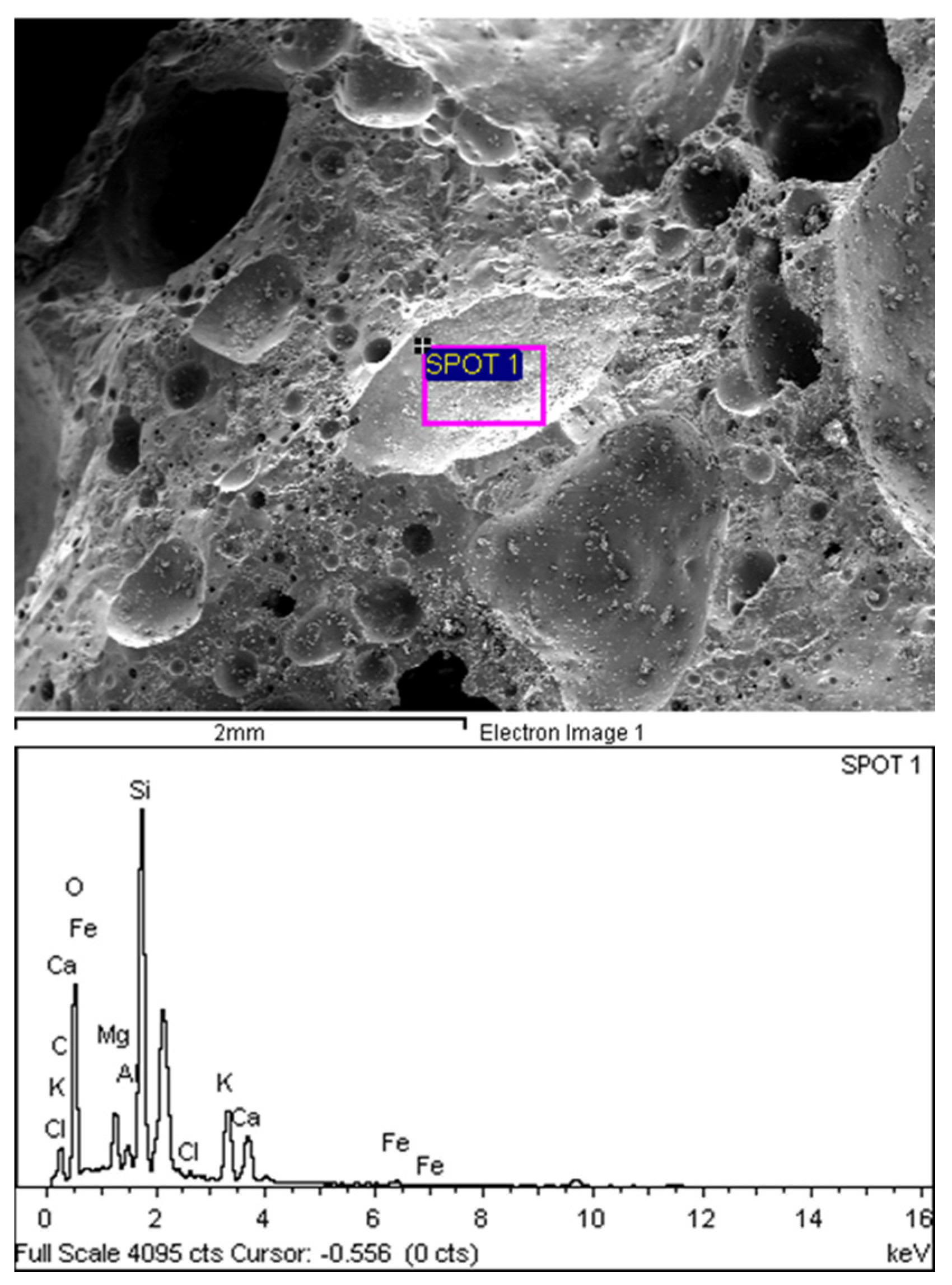
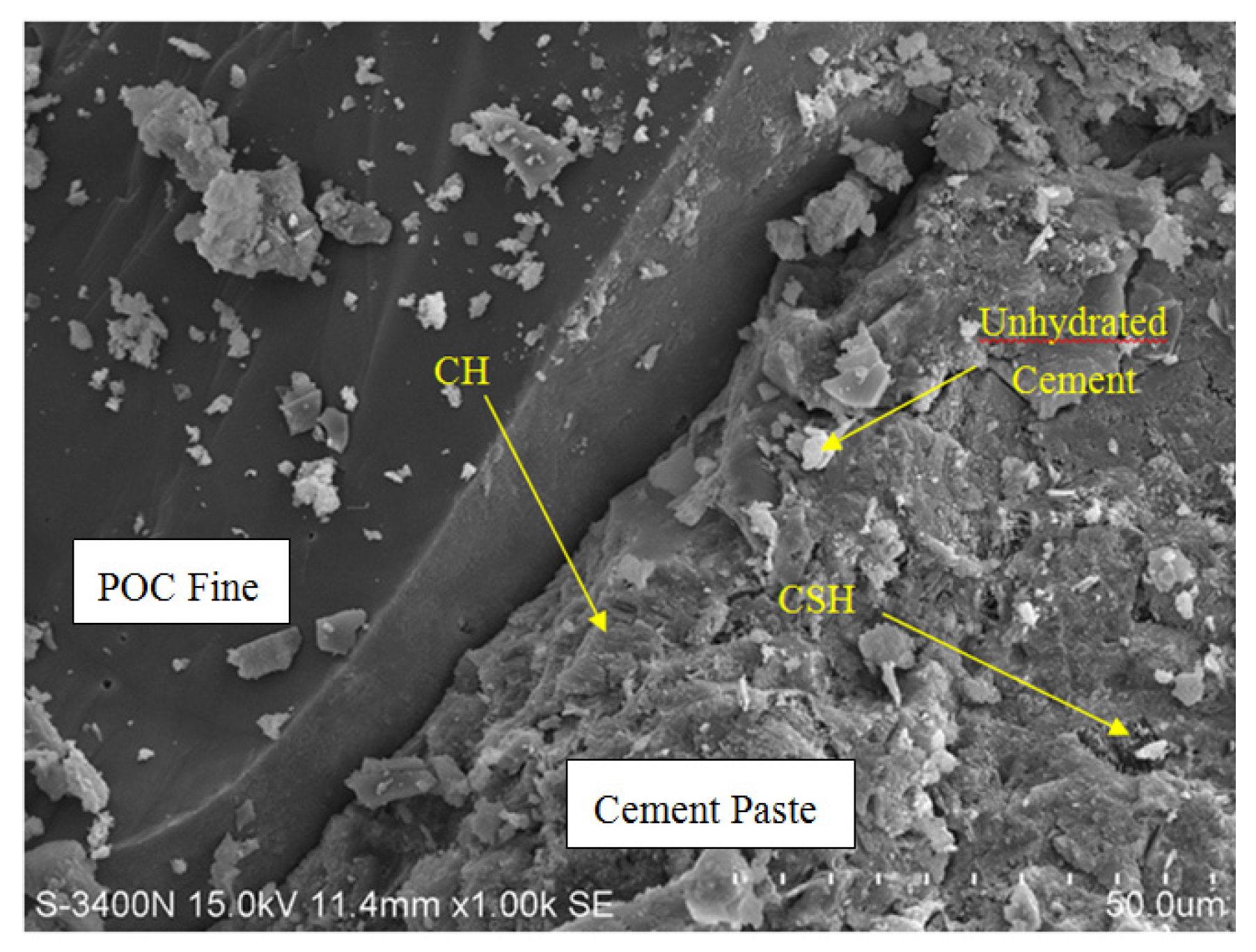
3.3. Microstructure of POC Aggregate
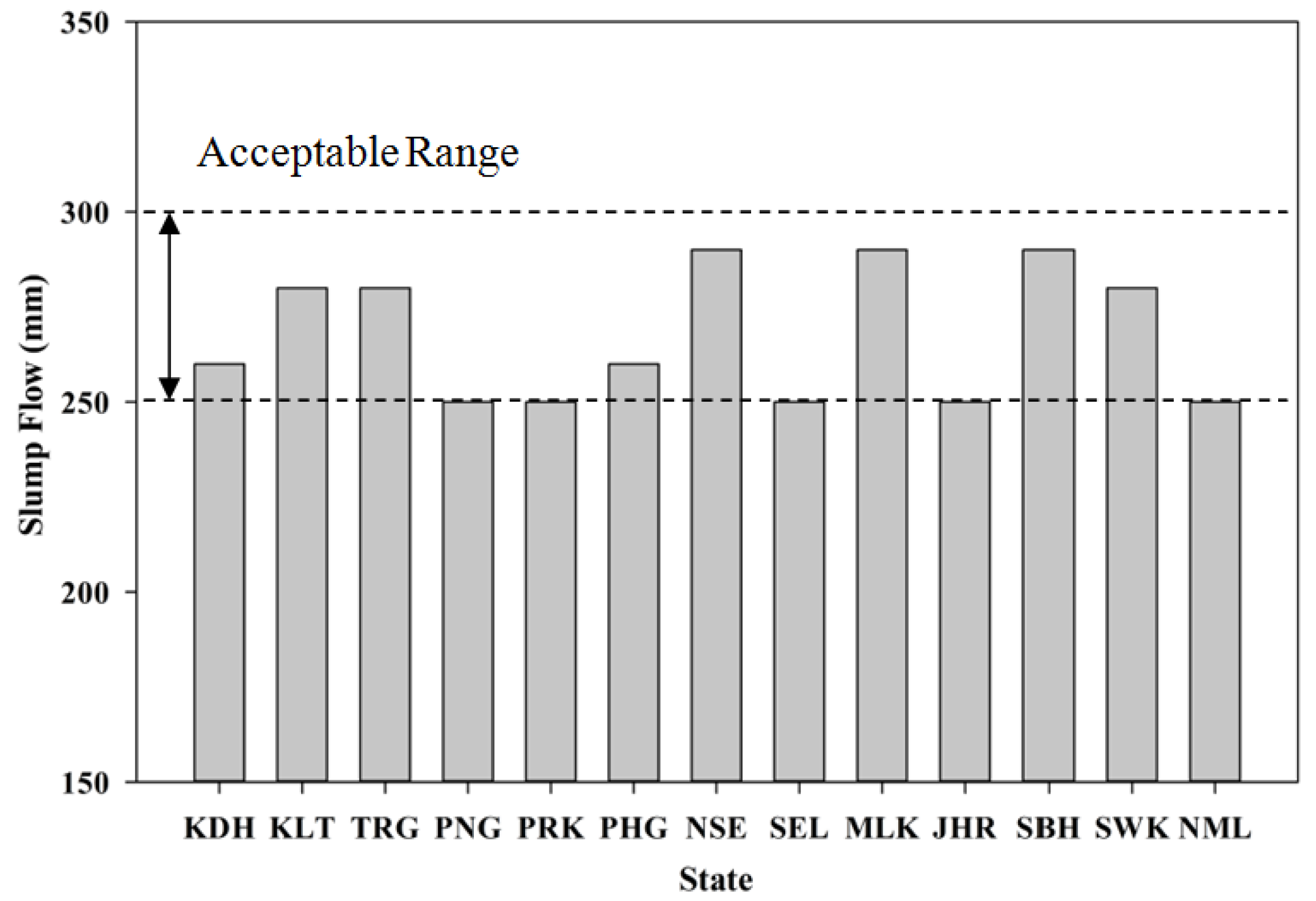
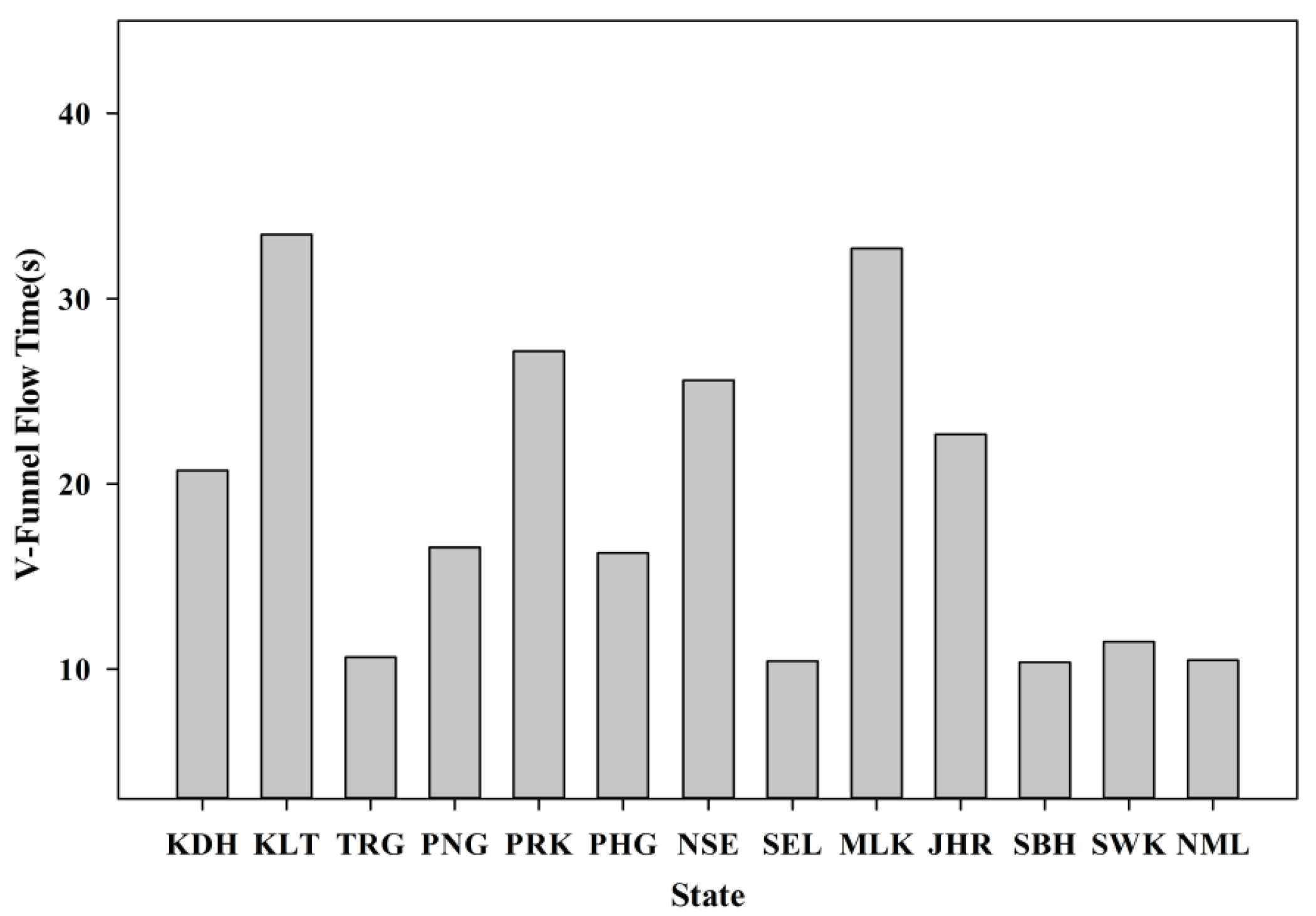
3.4. Fresh Mortar Properties
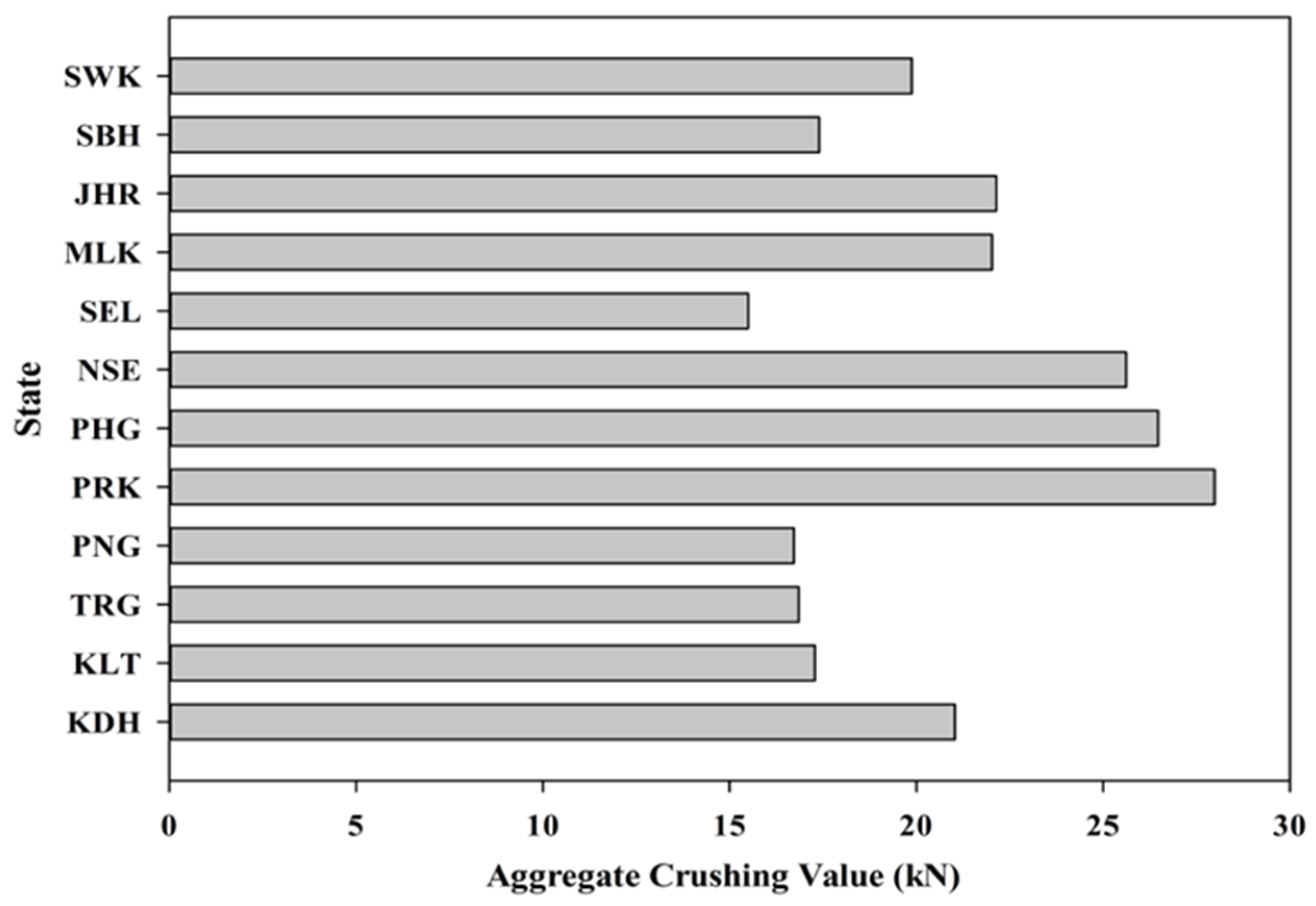
3.5. Engineering Properties
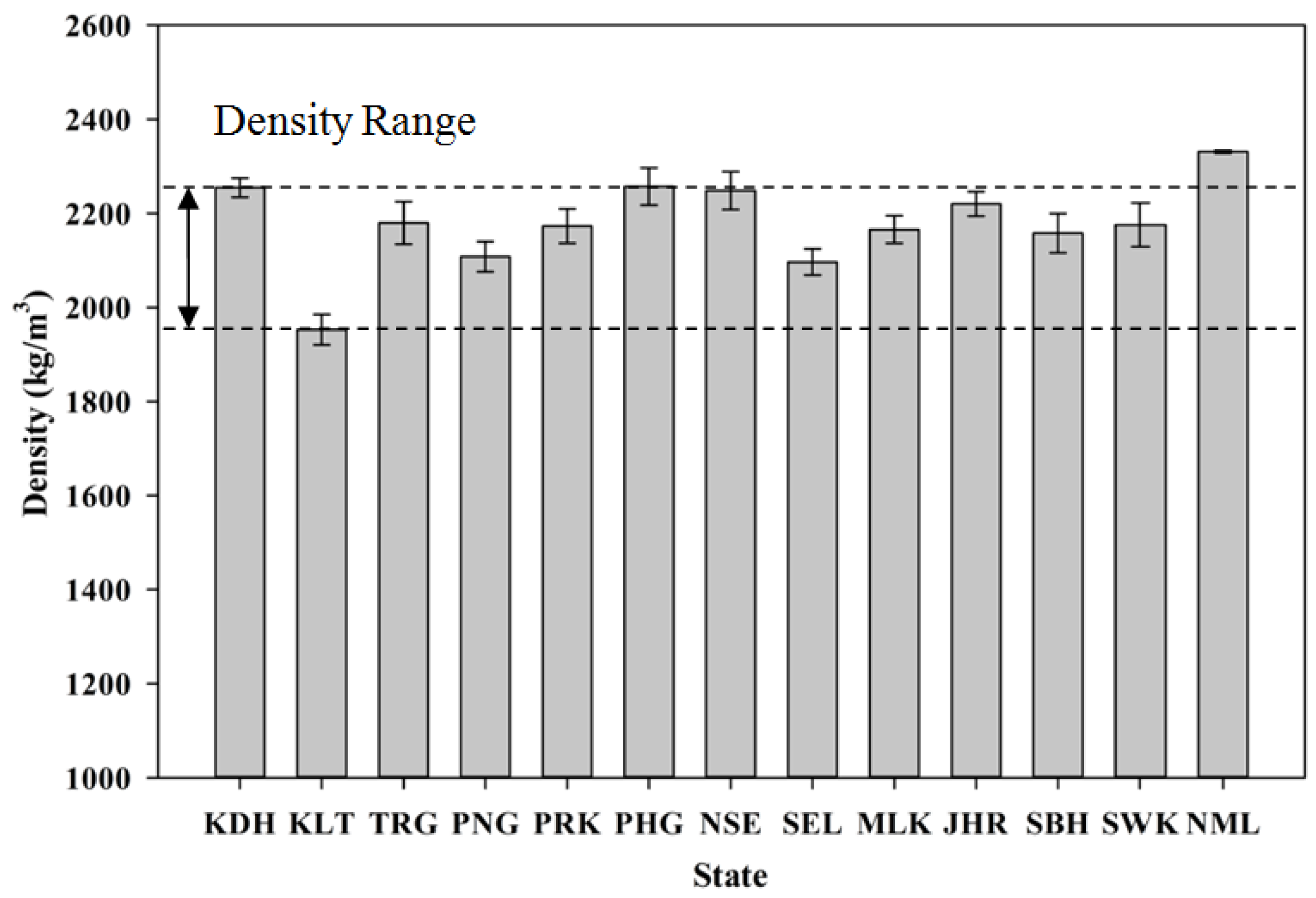
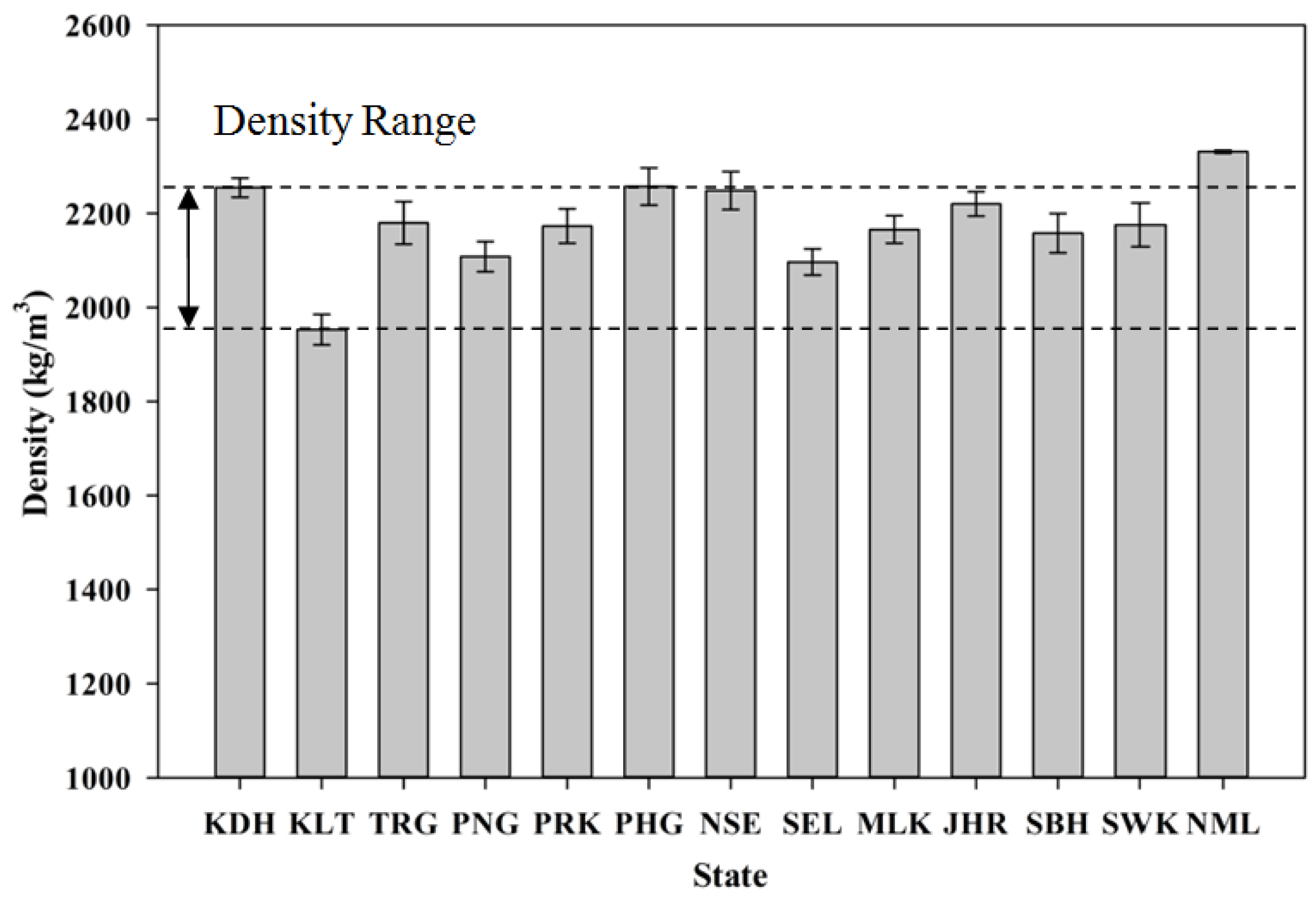
3.5.1. Density
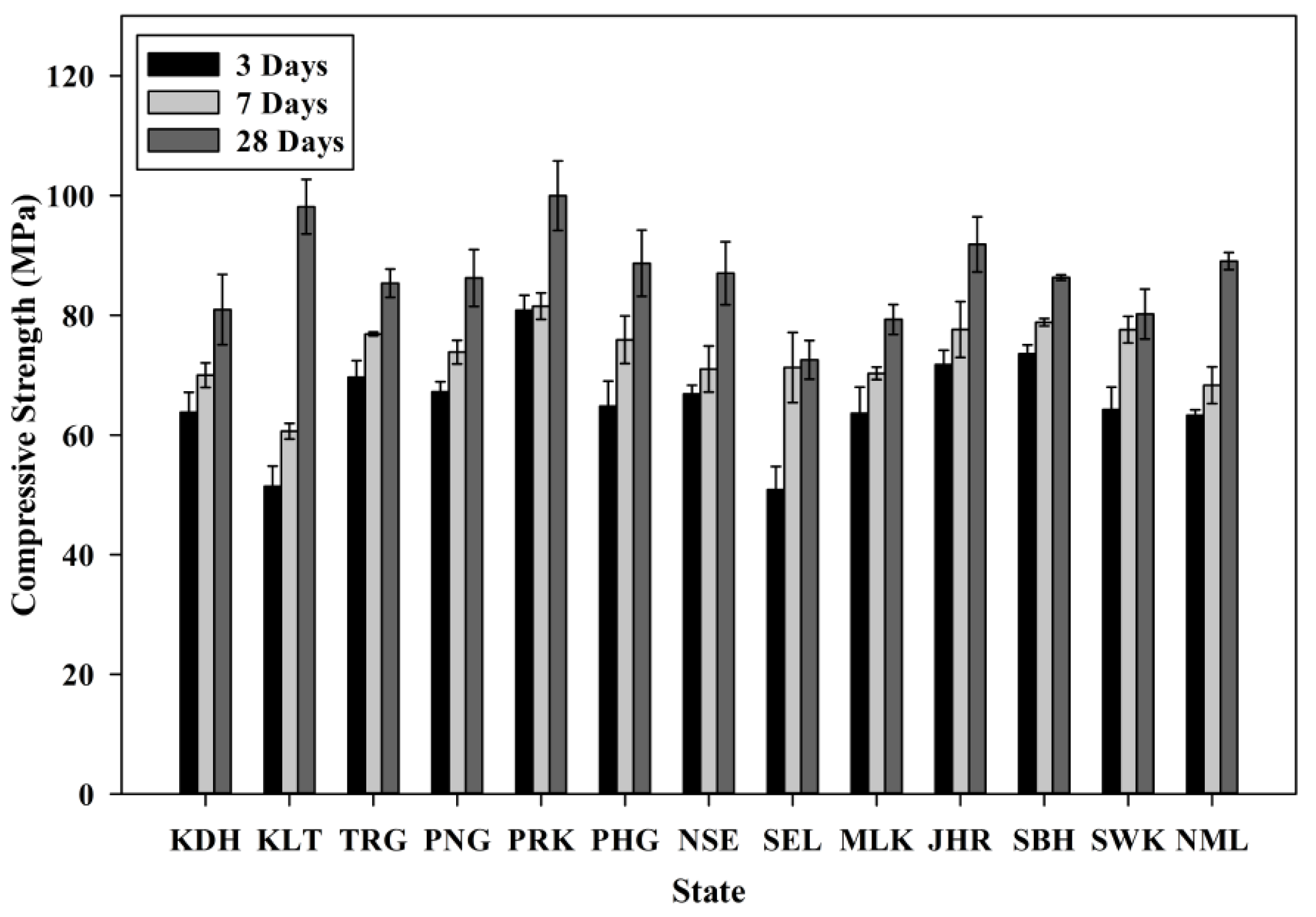
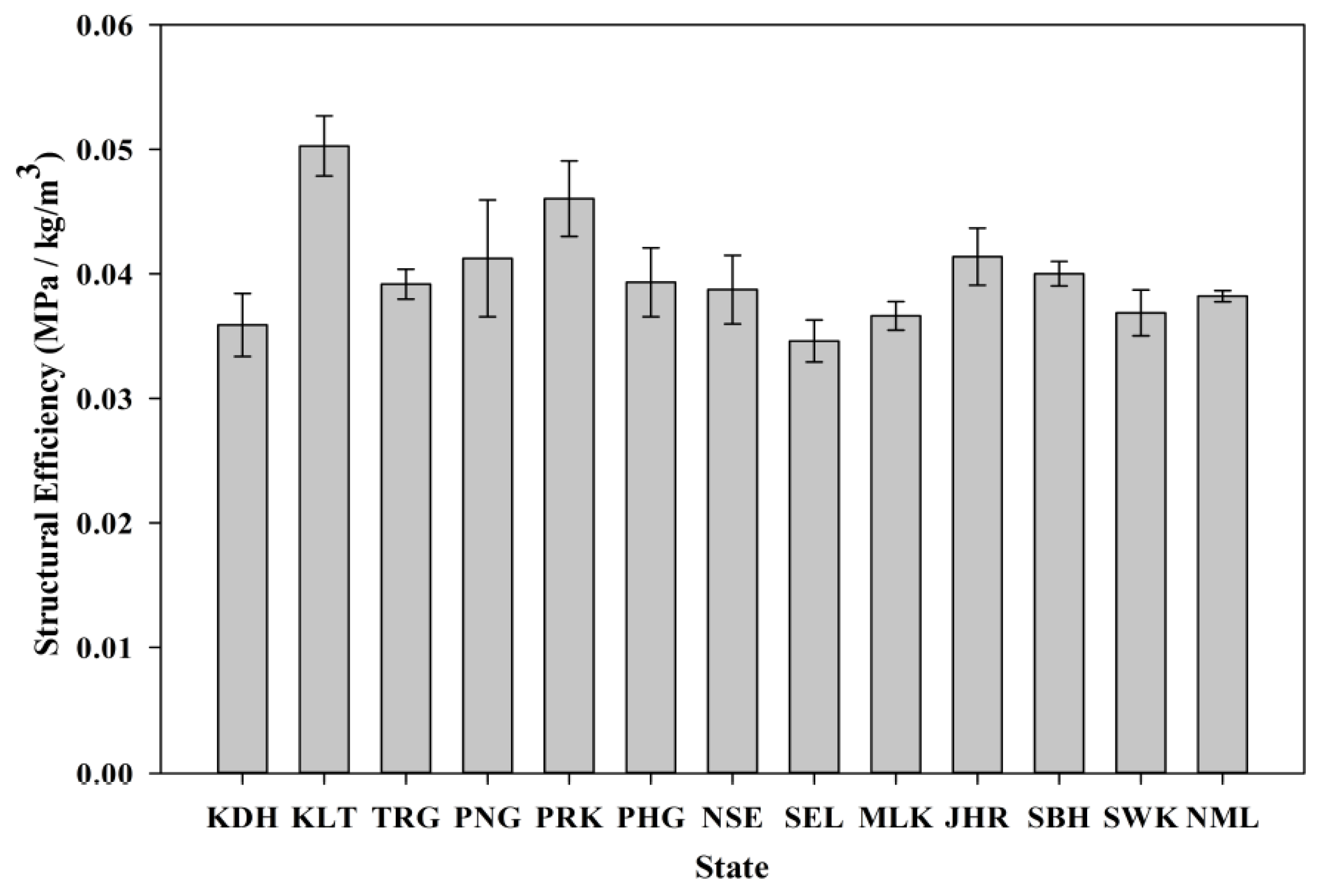
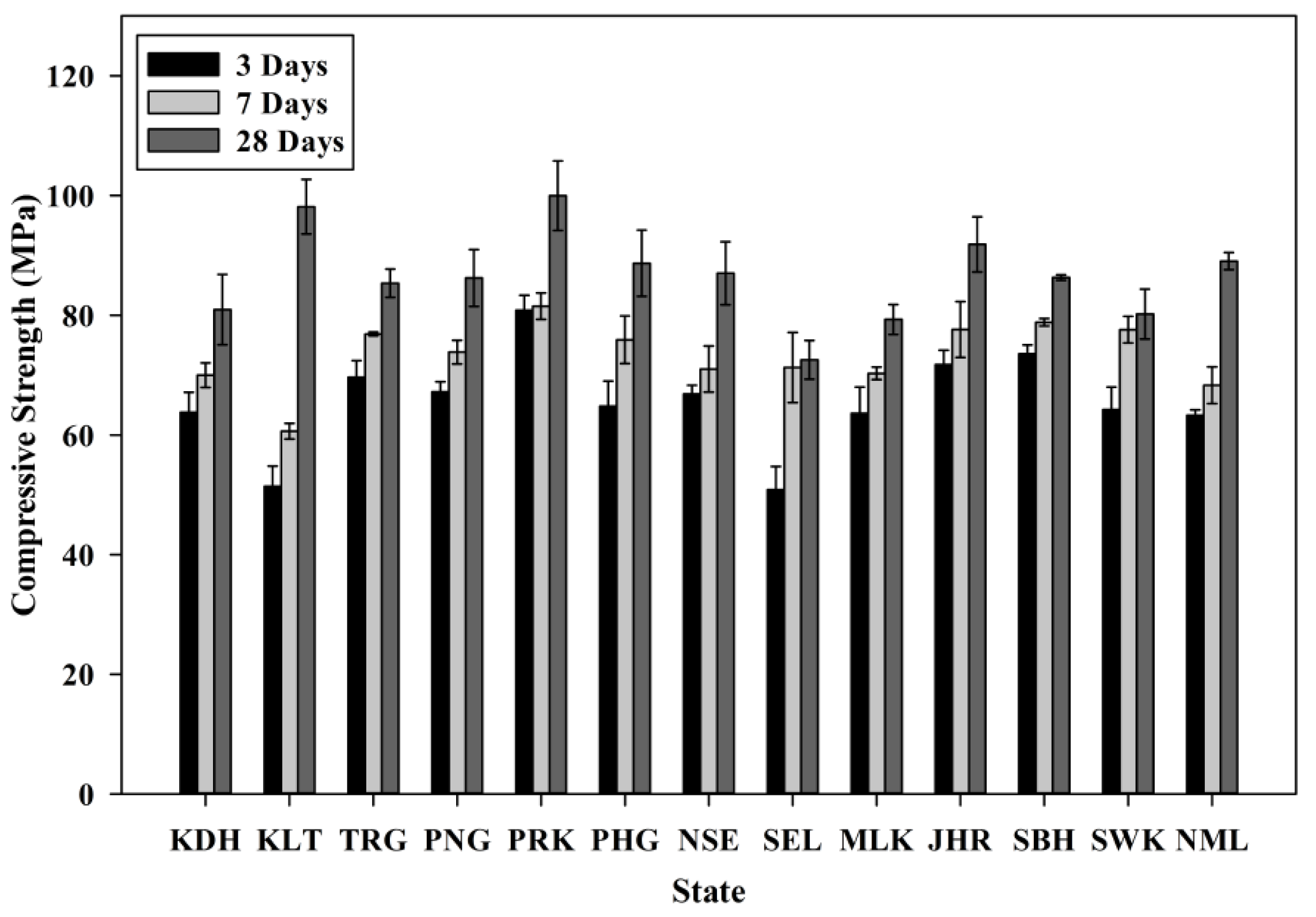
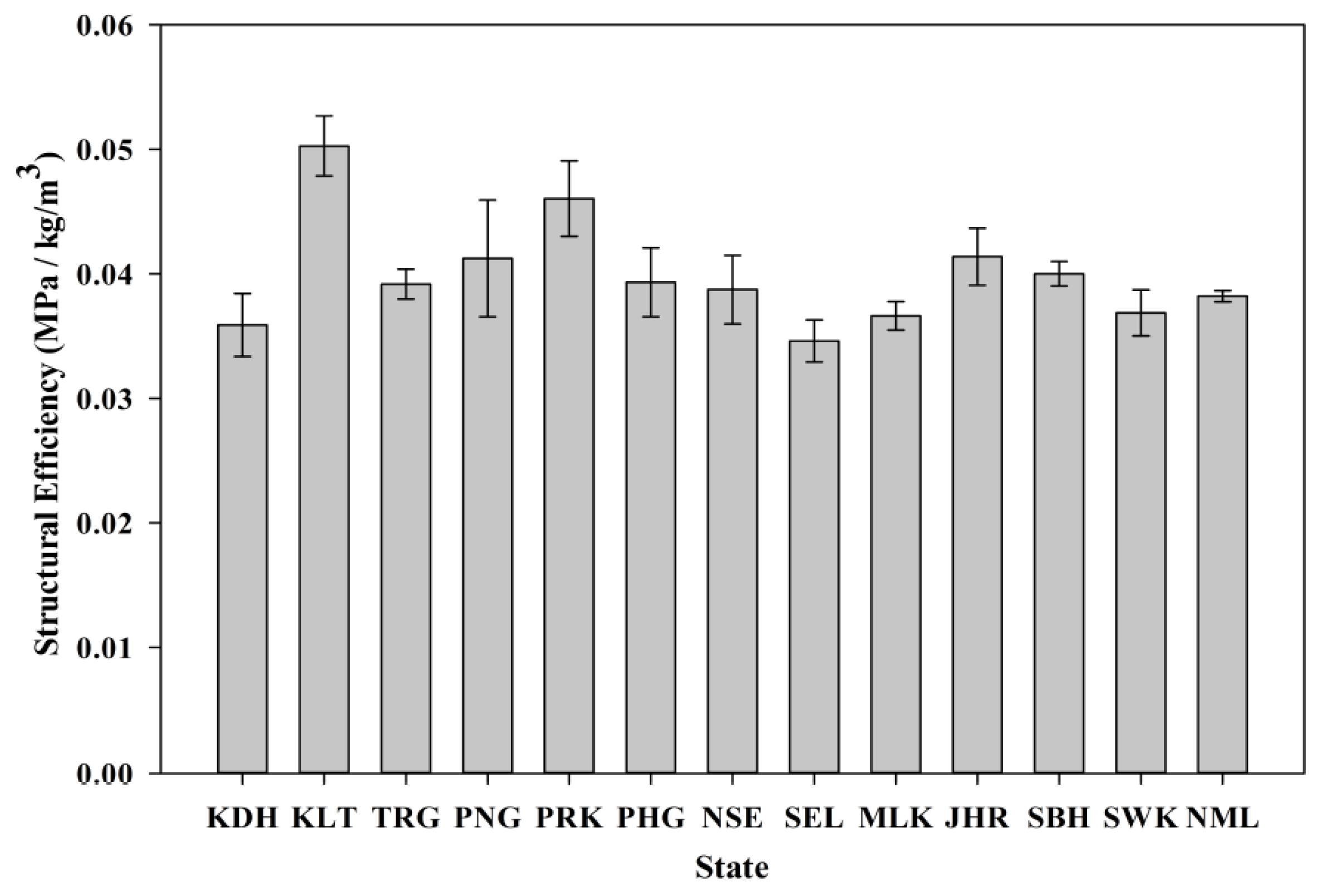
3.5.2. Compressive Strength and Structural Efficiency
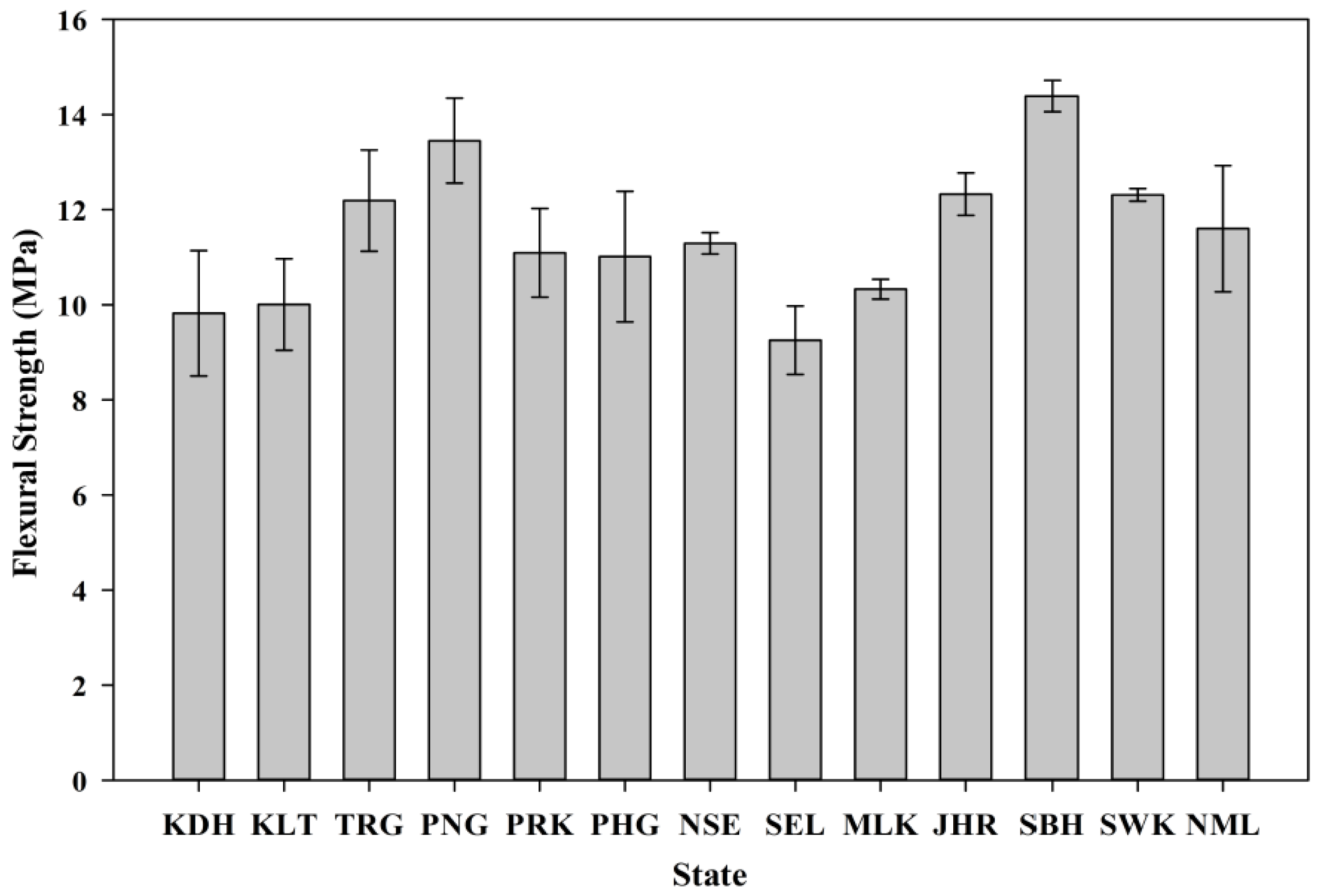
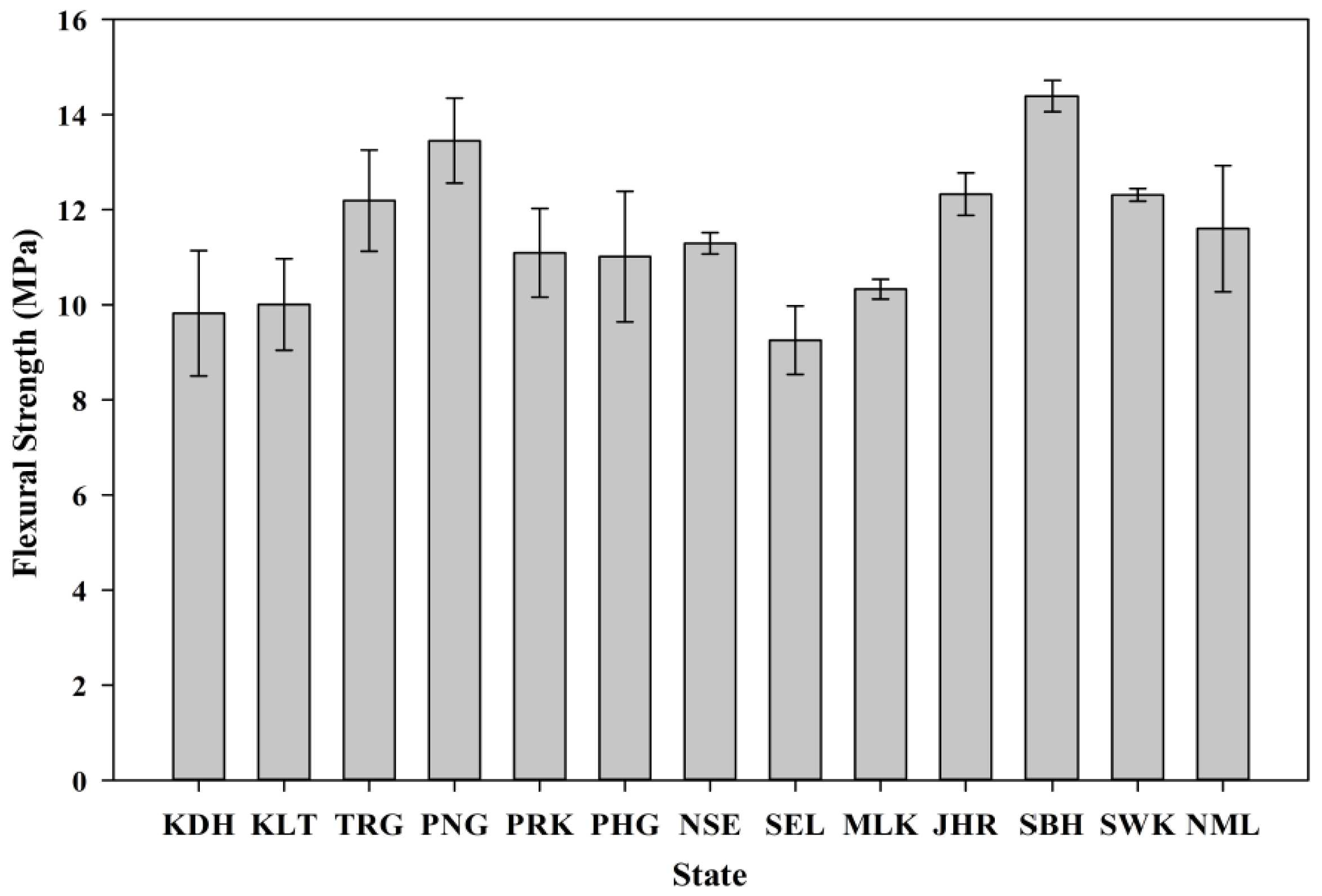
3.5.3. Flexural Strength
3.5.4. Microstructure (POC Aggregate in Mortar)
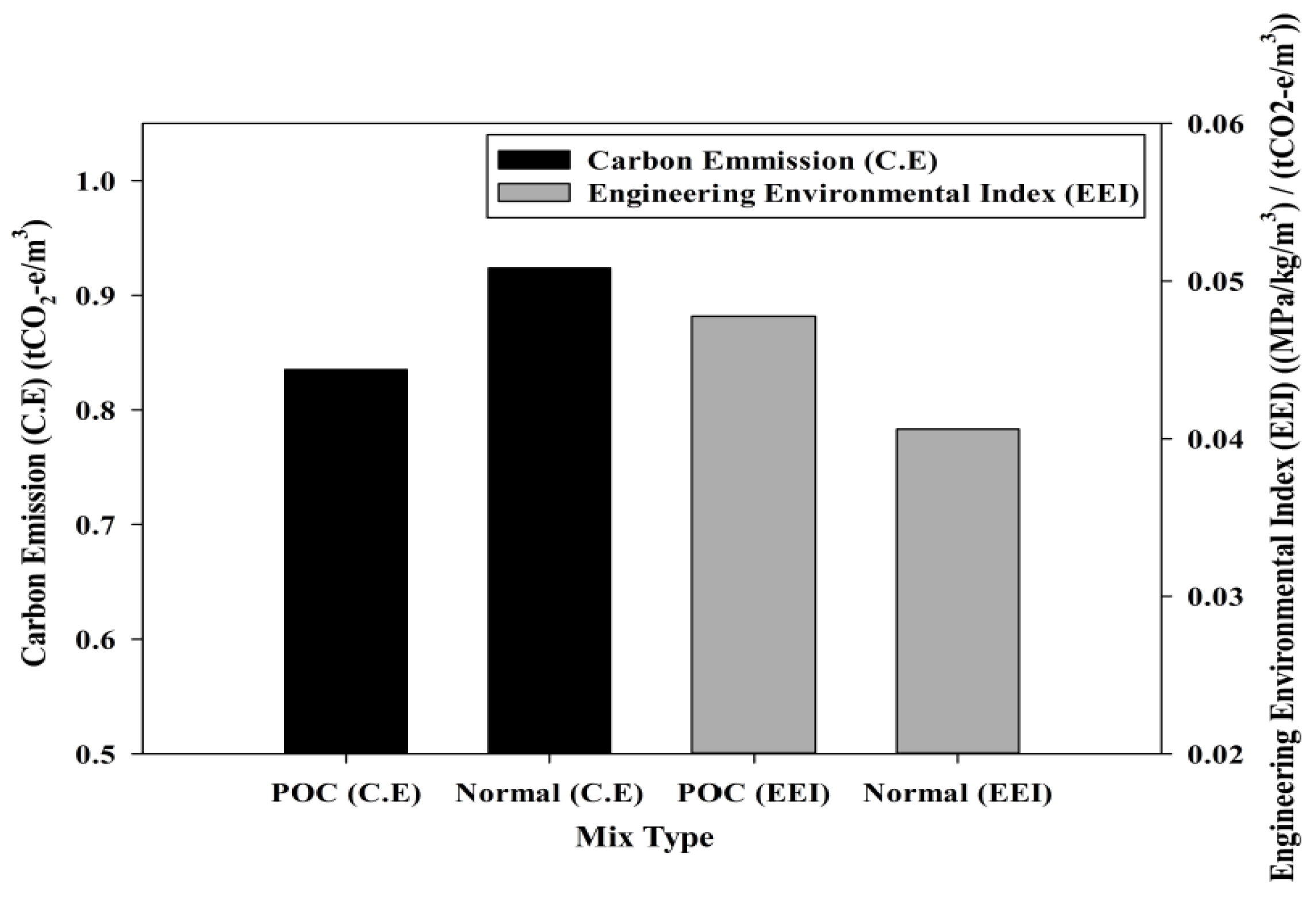
3.6. Sustainability Components

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
4. Conclusions
- (1)
- Based on the overall characterization test carried out on each sample collected throughout each state in Malaysia, it can be concluded that the variation is not great and most of them fall in a narrow range.
- (2)
- The satisfactory results obtained through the fresh and hardened properties test indicate the suitability of POC to be used as aggregate and in later stages as a binder material. The structural efficiency is within a range between 0.035 and 0.05 MPa/(kg·m−3), which is similar to normal mortar. The flexural strength of POC in this study is between 10 and 15 MPa. This process of utilizing waste materials from the agricultural industry also contributes to a better waste management system in addition to enhance the sustainability of the construction industry.
- (3)
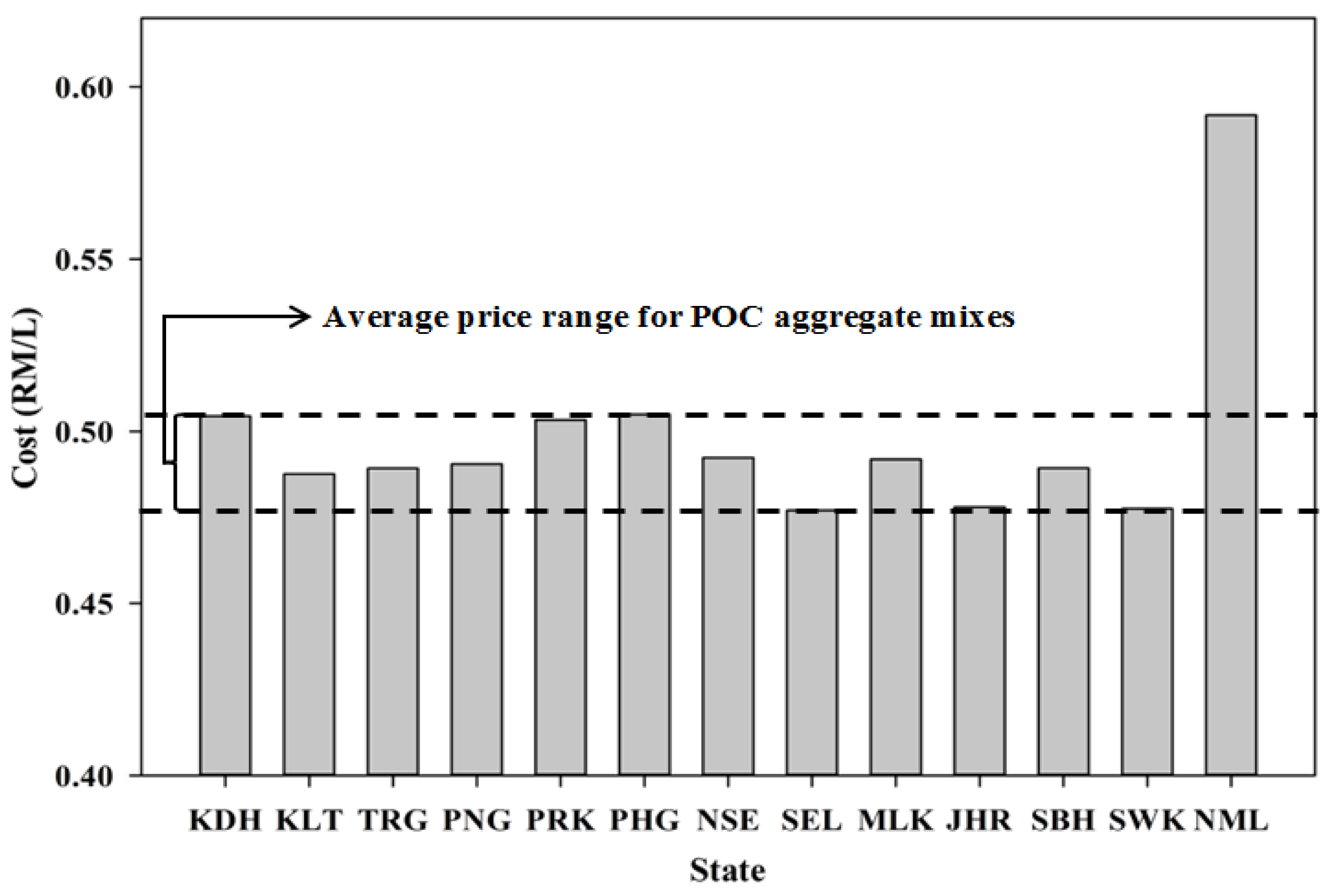
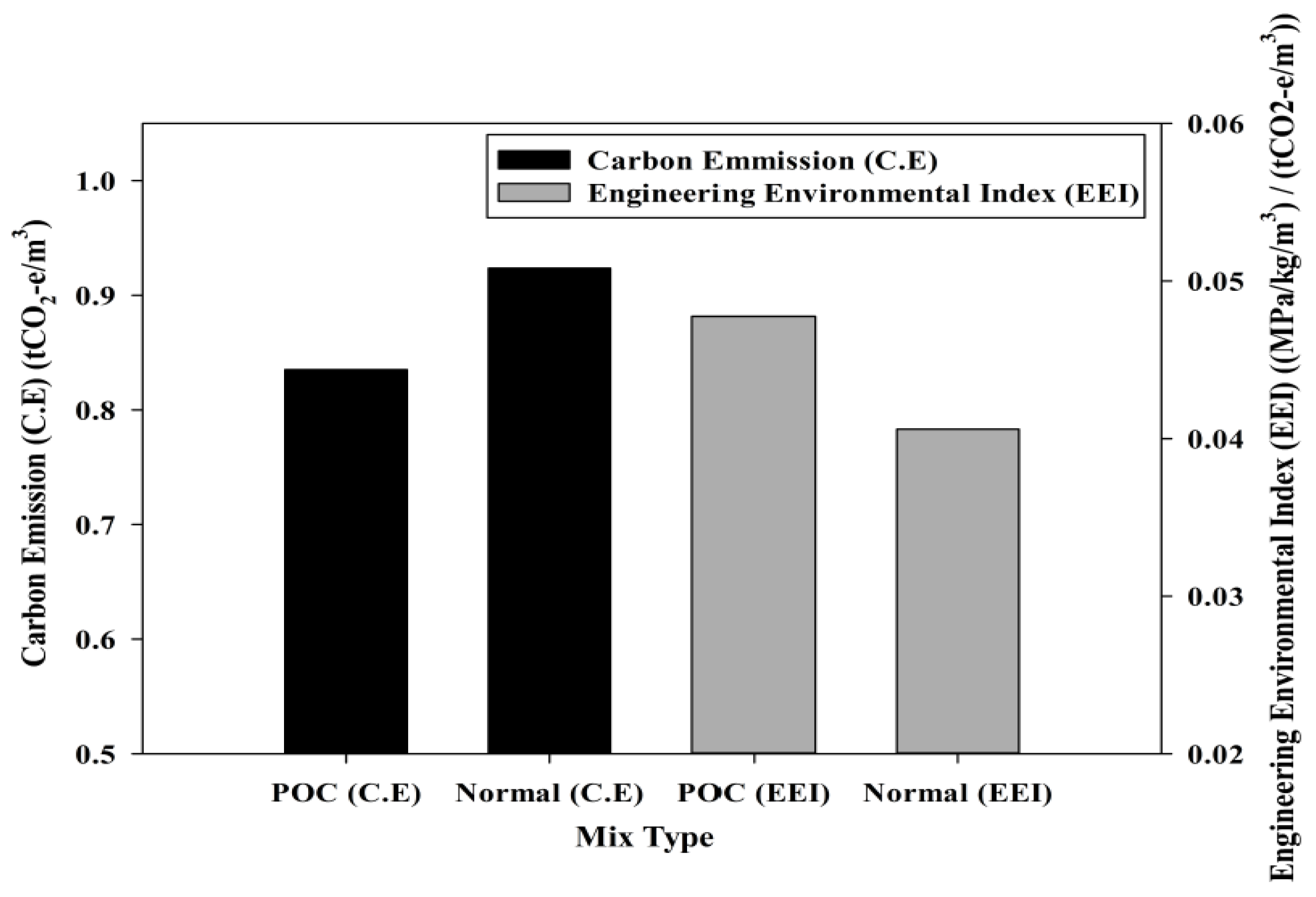
- The engineering and environmental features were also on the positive side with respect to the amount of greenhouse gas emissions, energy consumption and economic performance. POC can reduce the cost of construction by 17% compared to ordinary aggregates. The carbon emission and EEI value of POC was lowered by 9.6% and 17.6%, respectively. This indicates the potential of POC to replace the normal sand at a higher substitution rate.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Al-Oqla, F.M.; Sapuan, S.M. Natural fiber reinforced polymer composites in industrial applications: Feasibility of date palm fibers for sustainable automotive industry. J. Clean Prod. 2014, 66, 347–354. [Google Scholar] [CrossRef]
- Li, H.; Yang, X.; Xu, W.; Wu, J.; Xu, J.; Zhang, G.; Xia, Y. Application of dry composite electroplating sludge into preparation of cement-based decorative mortar as green pigment. J. Clean Prod. 2014, 66, 101–106. [Google Scholar] [CrossRef]
- Li, H.; Xu, W.; Yang, X.; Wu, J. Preparation of portland cement with sugar filter mud as lime-based raw material. J. Clean Prod. 2014, 66, 107–112. [Google Scholar] [CrossRef]
- Batouli, S.M.; Zhu, Y.; Nar, M.; D’Souza, N.A. Environmental performance of kenaf-fiber reinforced polyurethane: A life cycle assessment approach. J. Clean Prod. 2014, 66, 164–173. [Google Scholar] [CrossRef]
- Sua-iam, G.; Makul, N. Utilization of high volumes of unprocessed lignite-coal fly ash and rice husk ash in self-consolidating concrete. J. Clean Prod. 2014, 78, 184–194. [Google Scholar] [CrossRef]
- Akram, T.; Memon, S.A.; Obaid, H. Production of low cost self compacting concrete using bagasse ash. Constr. Build. Mater. 2009, 23, 703–712. [Google Scholar] [CrossRef]
- Malaysian Palm Oil Board. Overview of the Malaysian oil Palm Industry. 2013. Available online: http://bepi.mpob.gov.my/images/overview/Overview_of_Industry_2013.pdf (accessed on 16 September 2015). [Google Scholar]
- Malaysian Palm Oil Board. Economics & Industry Development Division. 2014. Available online: http://bepi.mpob.gov.my/index.php/statistics/sectoral-status/127-sectoral-status-2014/676-number-a-capacities-of-palm-oil-sectors-2014.html (accessed on 16 September 2015). [Google Scholar]
- Murphy, D.J. The future of oil palm as a major global crop: Opportunities and challenges. J. Oil Palm Res. 2014, 26, 1–24. [Google Scholar]
- United States Department of Agriculture. Malaysia: Stagnating Palm Oil Yields Impede Growth. Commodity Intelligence Report. 2012. Available online: http://www.pecad.fas.usda.gov/highlights/2012/12/Malaysia/ (accessed on 11 December 2012). [Google Scholar]
- Vijaya, S.; Ma, A.; Choo, Y.; Nik Meriam, N. Life cycle inventory of the production of crude palm oil—A gate to gate case study of 12 palm oil mills. J. Oil Palm Res. 2008, 20, 484–494. [Google Scholar]
- Pinto, J.; Vieira, B.; Pereira, H.; Jacinto, C.; Vilela, P.; Paiva, A.; Pereira, S.; Cunha, V.M.C.F.; Varum, H. Corn cob lightweight concrete for non-structural applications. Constr. Build. Mater. 2012, 34, 346–351. [Google Scholar] [CrossRef]
- Sales, A.; Lima, S.A. Use of brazilian sugarcane bagasse ash in concrete as sand replacement. Waste Manag. 2010, 30, 1114–1122. [Google Scholar] [CrossRef] [PubMed]
- Chatveera, B.; Lertwattanaruk, P. Durability of conventional concretes containing black rice husk ash. J. Environ. Manag. 2011, 92, 59–66. [Google Scholar] [CrossRef] [PubMed]
- Kanning, R.C.; Portella, K.F.; Bragança, M.O.G.P.; Bonato, M.M.; dos Santos, J.C.M. Banana leaves ashes as pozzolan for concrete and mortar of portland cement. Constr. Build. Mater. 2014, 54, 460–465. [Google Scholar] [CrossRef]
- Rukzon, S.; Chindaprasirt, P. Utilization of bagasse ash in high-strength concrete. Mater. Des. 2012, 34, 45–50. [Google Scholar] [CrossRef]
- Senthamarai, R.M.; Manoharan, P.D.; Gobinath, D. Concrete made from ceramic industry waste: Durability properties. Constr. Build. Mater. 2011, 25, 2413–2419. [Google Scholar] [CrossRef]
- Ramos, T.; Matos, A.M.; Schmidt, B.; Rio, J.; Sousa-Coutinho, J. Granitic quarry sludge waste in mortar: Effect on strength and durability. Constr. Build. Mater. 2013, 47, 1001–1009. [Google Scholar] [CrossRef]
- Tan, K.H.; Du, H. Use of waste glass as sand in mortar: Part I—Fresh, mechanical and durability properties. Cem. Concr. Compos. 2013, 35, 109–117. [Google Scholar] [CrossRef]
- Kalla, P.; Rana, A.; Chad, Y.B.; Misra, A.; Csetenyi, L. Durability studies on concrete containing wollastonite. J. Clean Prod. 2015, 87, 726–734. [Google Scholar] [CrossRef]
- Kanadasan, J.; Razak, H.A. Mix design for self-compacting palm oil clinker concrete based on particle packing. Mater. Des. 2014, 56, 9–19. [Google Scholar] [CrossRef]
- Wang, H.Y. Durability of self-consolidating lightweight aggregate concrete using dredged silt. Constr. Build. Mater. 2009, 23, 2332–2337. [Google Scholar] [CrossRef]
- Chen, S.H.; Wang, H.Y.; Jhou, J.W. Investigating the properties of lightweight concrete containing high contents of recycled green building materials. Constr. Build. Mater. 2013, 48, 98–103. [Google Scholar] [CrossRef]
- Mun, K.J. Development and tests of lightweight aggregate using sewage sludge for nonstructural concrete. Constr. Build. Mater. 2007, 21, 1583–1588. [Google Scholar] [CrossRef]
- Huang, C.H.; Wang, S.Y. Application of water treatment sludge in the manufacturing of lightweight aggregate. Constr. Build. Mater. 2013, 43, 174–183. [Google Scholar] [CrossRef]
- Chen, H.J.; Wang, S.Y.; Tang, C.W. Reuse of incineration fly ashes and reaction ashes for manufacturing lightweight aggregate. Constr. Build. Mater. 2010, 24, 46–55. [Google Scholar] [CrossRef]
- Nguyen, L.H.; Beaucour, A.L.; Ortola, S.; Noumowé, A. Influence of the volume fraction and the nature of fine lightweight aggregates on the thermal and mechanical properties of structural concrete. Constr. Build. Mater. 2014, 51, 121–132. [Google Scholar] [CrossRef]
- Huang, X.; Ranade, R.; Zhang, Q.; Ni, W.; Li, V.C. Mechanical and thermal properties of green lightweight engineered cementitious composites. Constr. Build. Mater. 2013, 48, 954–960. [Google Scholar] [CrossRef]
- Karahan, O.; Hossain, K.M.A.; Ozbay, E.; Lachemi, M.; Sancak, E. Effect of metakaolin content on the properties self-consolidating lightweight concrete. Constr. Build. Mater. 2012, 31, 320–325. [Google Scholar] [CrossRef]
- Sua-iam, G.; Makul, N. Use of limestone powder during incorporation of pb-containing cathode ray tube waste in self-compacting concrete. J. Environ. Manag. 2013, 128, 931–940. [Google Scholar] [CrossRef] [PubMed]
- Bogas, J.A.; de Brito, J.; Figueiredo, J.M. Mechanical characterization of concrete produced with recycled lightweight expanded clay aggregate concrete. J. Clean Prod. 2015, 89, 187–195. [Google Scholar] [CrossRef]
- Kanadasan, J.; Abdul Razak, H. Engineering and sustainability performance of self-compacting palm oil mill incinerated waste concrete. J. Clean Prod. 2015, 89, 78–86. [Google Scholar] [CrossRef]
- BSI Standards Publication. Testing Aggregates. Methods for Determination of Density; BS 812-2:1995; British Standards Institute: London, UK, 1995. [Google Scholar]
- BSI Standards Publication. Testing Aggregates. Methods for Determination of Moisture Content; BS 812-109; British Standards Institute: London, UK, 1990. [Google Scholar]
- Paramananthan, S. Soils of Malaysia: Their Characteristics and Identification; Academy of Sciences Malaysia: Kuala Lumpur, Malaysia, 2000.
- BSI Standards Publication. Testing Aggregates. Methods for Determination of Aggregate Crushing Value (ACV); BS 812-110; British Standards Institute: London, UK, 1990. [Google Scholar]
- BSI Standards Publication. Testing Aggregates. Methods for Determination of Ten per Cent Fines Value (TFV); BS 812-111; British Standards Institute: London, UK, 1990. [Google Scholar]
- EFNARC. The European Guidelines for Self-Compacting Concrete, Specification, Production and Use; EFNARC: Farnham, UK, 2005; p. 68. [Google Scholar]
- Kim, Y.J.; Choi, Y.W.; Lachemi, M. Characteristics of self-consolidating concrete using two types of lightweight coarse aggregates. Constr. Build. Mater. 2010, 24, 11–16. [Google Scholar] [CrossRef]
- BSI Standards Publication. Testing Hardened Concrete—Compressive Strength of Test Specimens; BS EN 12390-3; British Standards Institute: London, UK, 2009. [Google Scholar]
- Choi, Y.W.; Kim, Y.J.; Shin, H.C.; Moon, H.Y. An experimental research on the fluidity and mechanical properties of high-strength lightweight self-compacting concrete. Cem. Concr. Res. 2006, 36, 1595–1602. [Google Scholar] [CrossRef]
- Choi, Y.W.; Moon, D.J.; Kim, Y.J.; Lachemi, M. Characteristics of mortar and concrete containing fine aggregate manufactured from recycled waste polyethylene terephthalate bottles. Constr. Build. Mater. 2009, 23, 2829–2835. [Google Scholar] [CrossRef]
- Rossignolo, J.A.; Agnesini, M.V.C. Mechanical properties of polymer-modified lightweight aggregate concrete. Cem. Concr. Res. 2002, 32, 329–334. [Google Scholar] [CrossRef]
- American Society for Testing Materials. Standard Test Method for Flexural Strength of Hydraulic-Cement Mortars; ASTM C348-14; ASTM International: West Conshohocken, PA, USA, 2014. [Google Scholar]
- Hong, L.; Gu, X.; Lin, F. Influence of aggregate surface roughness on mechanical properties of interface and concrete. Constr. Build. Mater. 2014, 65, 338–349. [Google Scholar] [CrossRef]
- Elinwa, A.U.; Ejeh, S.P.; Mamuda, A.M. Assessing of the fresh concrete properties of self-compacting concrete containing sawdust ash. Constr. Build. Mater. 2008, 22, 1178–1182. [Google Scholar] [CrossRef]
- Mineral Products Association. Fact Sheet 18 [Part 1] Embodied CO2 of UK Cement, Additions and Cementitious Material; Mineral Products Association: Gillingham, UK, 2012; p. 8. [Google Scholar]
- Department of Energy and Climate Change. Guidelines to Defra/DECC’s GHG Conversion Factors for Company Reporting; Department of Energy and Climate Change: London, UK, 2011; p. 50.
© 2015 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kanadasan, J.; Fauzi, A.F.A.; Razak, H.A.; Selliah, P.; Subramaniam, V.; Yusoff, S. Feasibility Studies of Palm Oil Mill Waste Aggregates for the Construction Industry. Materials 2015, 8, 6508-6530. https://doi.org/10.3390/ma8095319
Kanadasan J, Fauzi AFA, Razak HA, Selliah P, Subramaniam V, Yusoff S. Feasibility Studies of Palm Oil Mill Waste Aggregates for the Construction Industry. Materials. 2015; 8(9):6508-6530. https://doi.org/10.3390/ma8095319
Chicago/Turabian StyleKanadasan, Jegathish, Auni Filzah Ahmad Fauzi, Hashim Abdul Razak, Paramananthan Selliah, Vijaya Subramaniam, and Sumiani Yusoff. 2015. "Feasibility Studies of Palm Oil Mill Waste Aggregates for the Construction Industry" Materials 8, no. 9: 6508-6530. https://doi.org/10.3390/ma8095319
APA StyleKanadasan, J., Fauzi, A. F. A., Razak, H. A., Selliah, P., Subramaniam, V., & Yusoff, S. (2015). Feasibility Studies of Palm Oil Mill Waste Aggregates for the Construction Industry. Materials, 8(9), 6508-6530. https://doi.org/10.3390/ma8095319