
Investigation on the Mechanical Properties of a Cement-Based Material Containing Carbon Nanotube under Drying and Freeze-Thaw Conditions



Abstract
:1. Introduction
2. Experimental Program
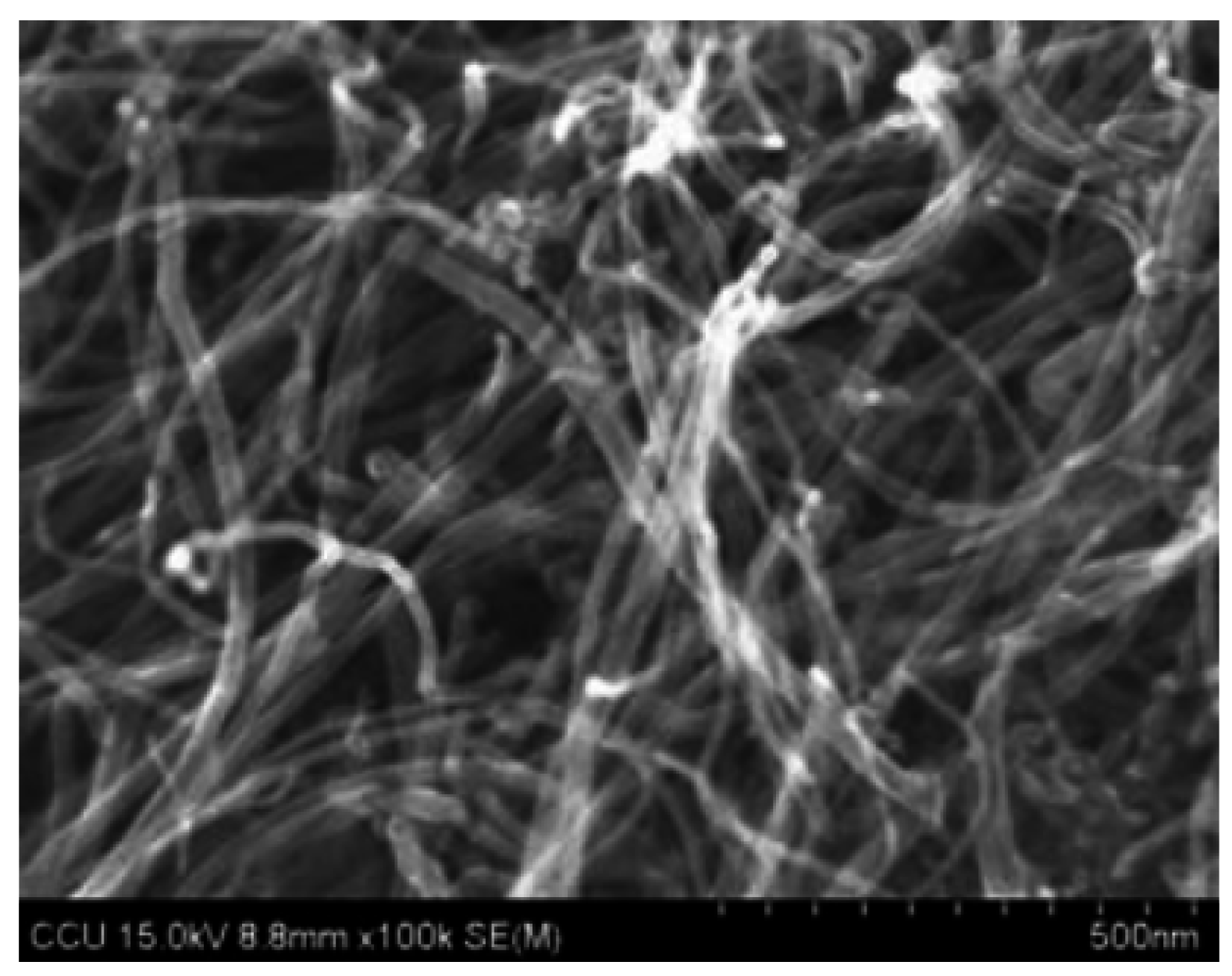
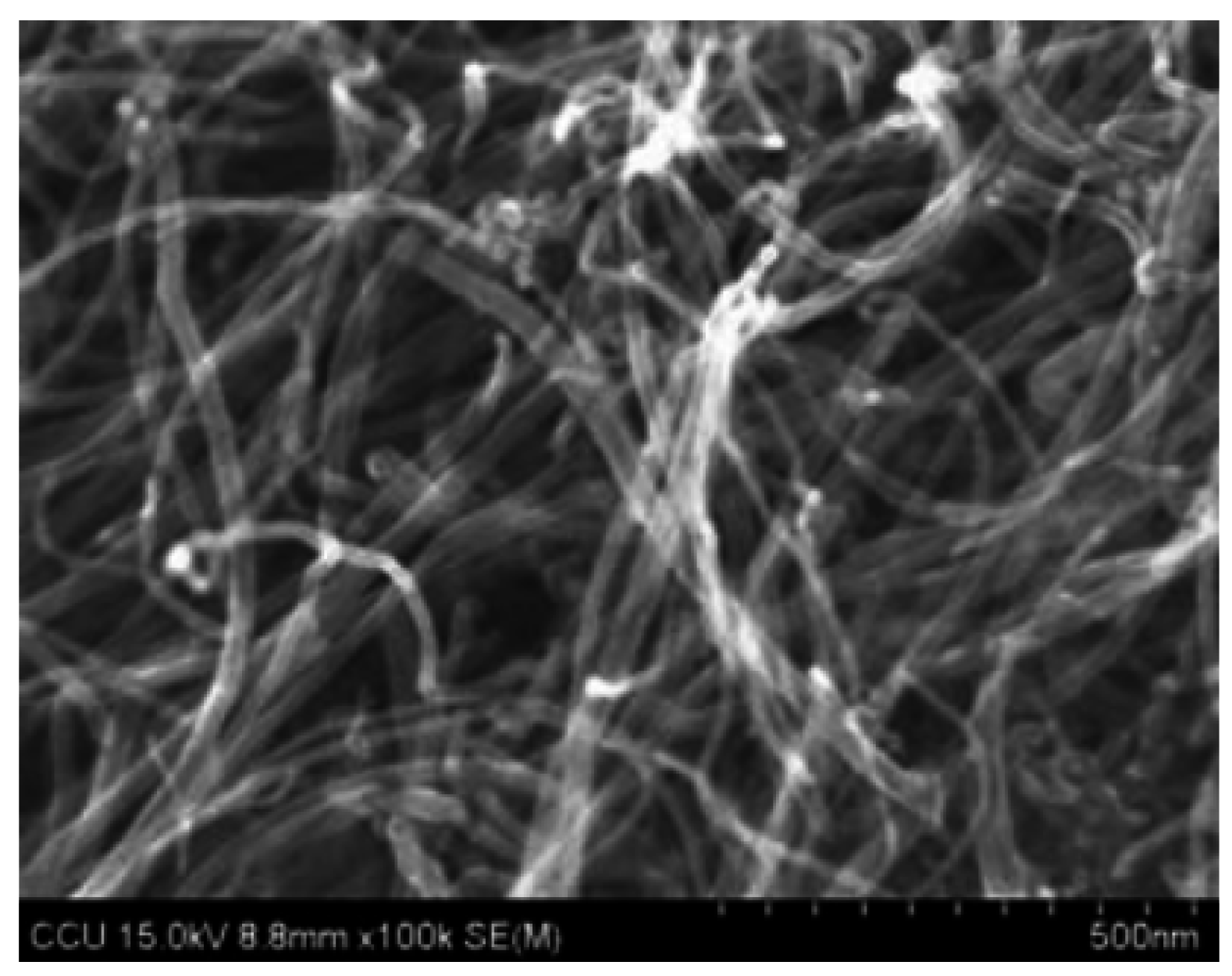
2.1. Materials
2.2. Mix Proportions

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type | Diameter | Length | Purity | Specific Surface Area | -COOH |
|---|---|---|---|---|---|
| MWCNT | 10–20 nm | 10–30 μm | >95% | >120 m2·g−1 | 2 wt % |
| Specimen | Cement | Sand | Water | MWCNT | Superplasticizer |
|---|---|---|---|---|---|
| Control | 100 | 100 | 45 | 0 | 0.2 |
| Q1-CNT | 100 | 100 | 45 | 0.1 | 0.3 |
| Q3-CNT | 100 | 100 | 45 | 0.3 | 0.4 |
| Q5-CNT | 100 | 100 | 45 | 0.5 | 0.6 |
2.3. Manufacture and Curing of Specimens
- One g of MWCNT was mixed with 20 g of cement into an agate jar for the ball milling process, and the ball/mixture ratio (by mass) was 40:1;
- The mixtures of cement and MWCNT were milled for 0.5 h with a QM-QX2 ball mill, manufactured by Nanjing Nanda Co., Ltd. (Nanjing, China), at a speed of 200 rpm for a homogeneous dry MWCNT-cement mixture;
- Cement, sand, superplasticizer, and the pre-milled MWCNT-cement mixture were added into a NJ-160A cement mixer (manufactured by Wuxi Jianyi Experimental Instrument Co., Ltd., Wuxi, China), together with designated amount of water. The mixer was switched on at a quick speed for 3 min for fresh CNT/cement composite;
- Fresh specimens were cast with steel molds into two different dimensions, which were 280 mm × 25 mm × 25 mm and 160 mm × 40 mm × 40 mm. The previous samples were cast for testing the drying shrinkage; the latter ones were cast to study the mechanical properties and analyses of the microstructure;
- The specimens were demolded after 24 h from the cast and cured by two different regimes. The 280 mm × 25 mm × 25 mm samples designed for testing the drying properties were exposed to a drying condition with 20 °C and relative humidity (RH) of 50%; the 160 mm × 40 mm × 40 mm samples were exposed to a standard curing condition with 20 °C and RH of 95% until test.
2.4. Mechanical Properties Test
2.5. Morphology and Pore Characteristics Study
2.6. Properties under Drying Conditions
2.7. Freeze-Thaw Cycling
3. Experimental Analysis
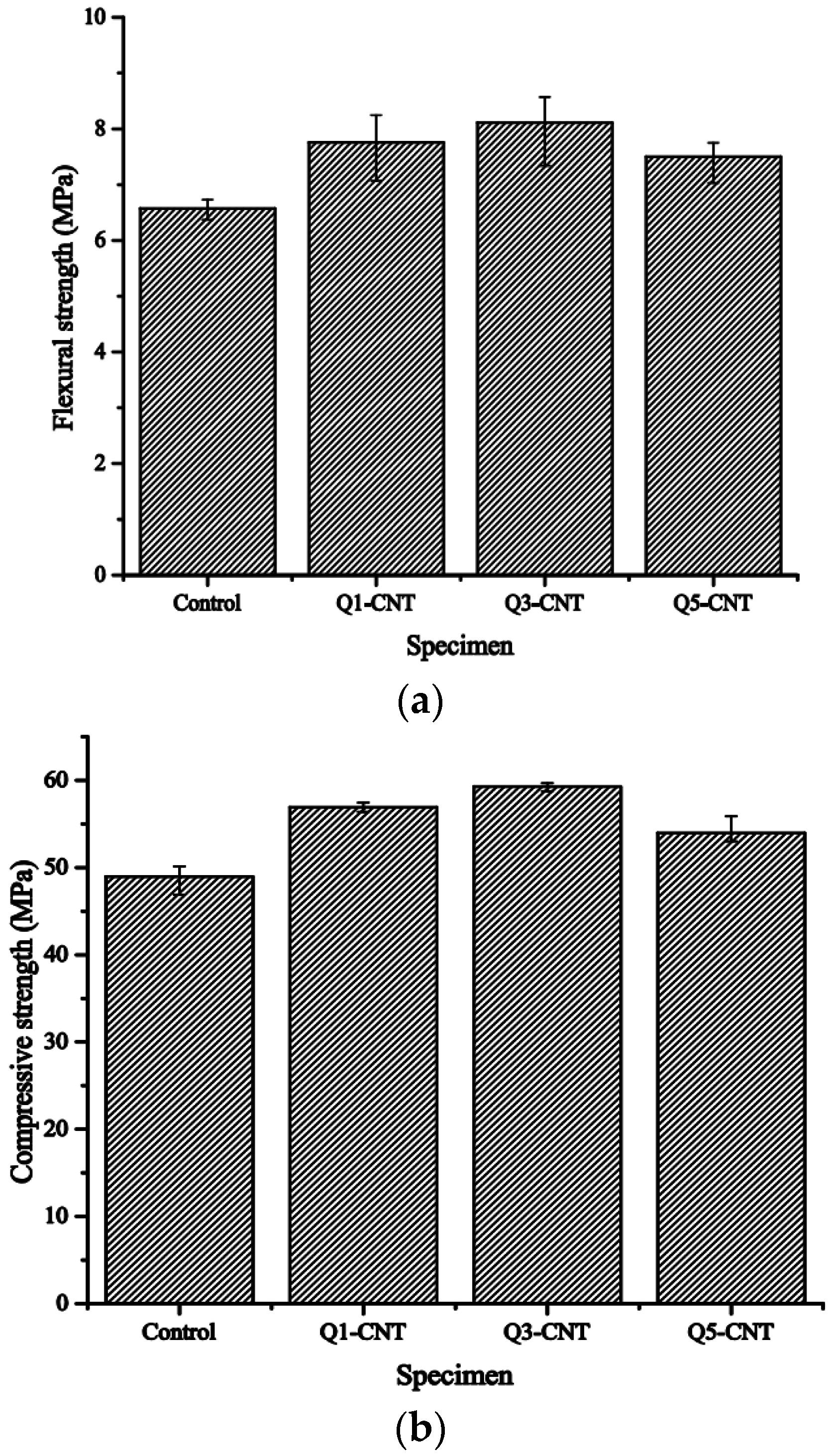
3.1. Mechanical Strengths

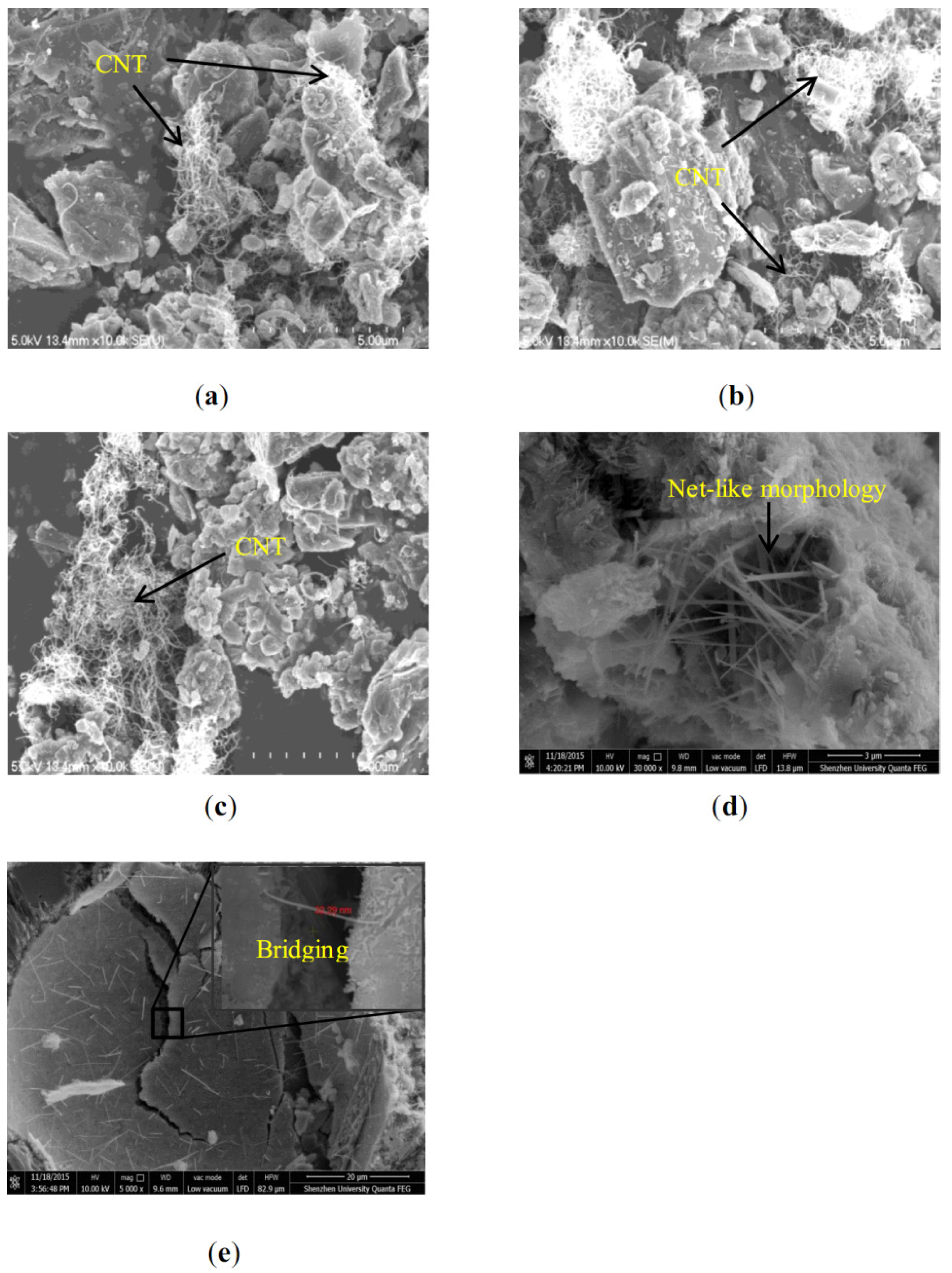
- The effective network formed by MWCNT embedding firmly in the hydration products plays significant roles of bonding and bridging effects for the matrix [11]. This enhancement can provide higher stress when the crack goes straight toward the MWCNT reinforced zone area and prevent propagation of cracks at a high speed [25].
- Carboxylic acid groups on the surface of MWCNT react with the calcium silicate hydrate and result in a strong embedding strength between the MWCNT and matrix [19].
| Type and Content | Dispersion Technique | Improvement in Mechanical Properties | Researchers and Reference |
|---|---|---|---|
| 0.05% MWCNT | Ultrasonication and superplasticizer | Compressive and flexural strength improved by 7% and 6% | Del et al. [16] |
| 0.5% MWCNT | Functionalization with HNO3/H2SO4 mixture and direct mixing with cement | Compressive and flexural strength improved by 19% and 25% | Li et al. [19] |
| 0.15% MWCNT | Direct mixing with cement | No improvement in compressive strength | Kim et al. [25] |
| 0.1% SWCNT | Ultrasonication and surfactant | Compressive and flexural strength improved by 19% and 7% | Parveen et al. [26] |
| 1% MWCNT | Direct mixing with cement | Compressive strength improved by 10% | Torkittikul et al. [27] |
| 0.3% MWCNT | Ball-milling | Compressive and flexural strength improved by 23.4% and 21.1% | Li et al. (Present work) |
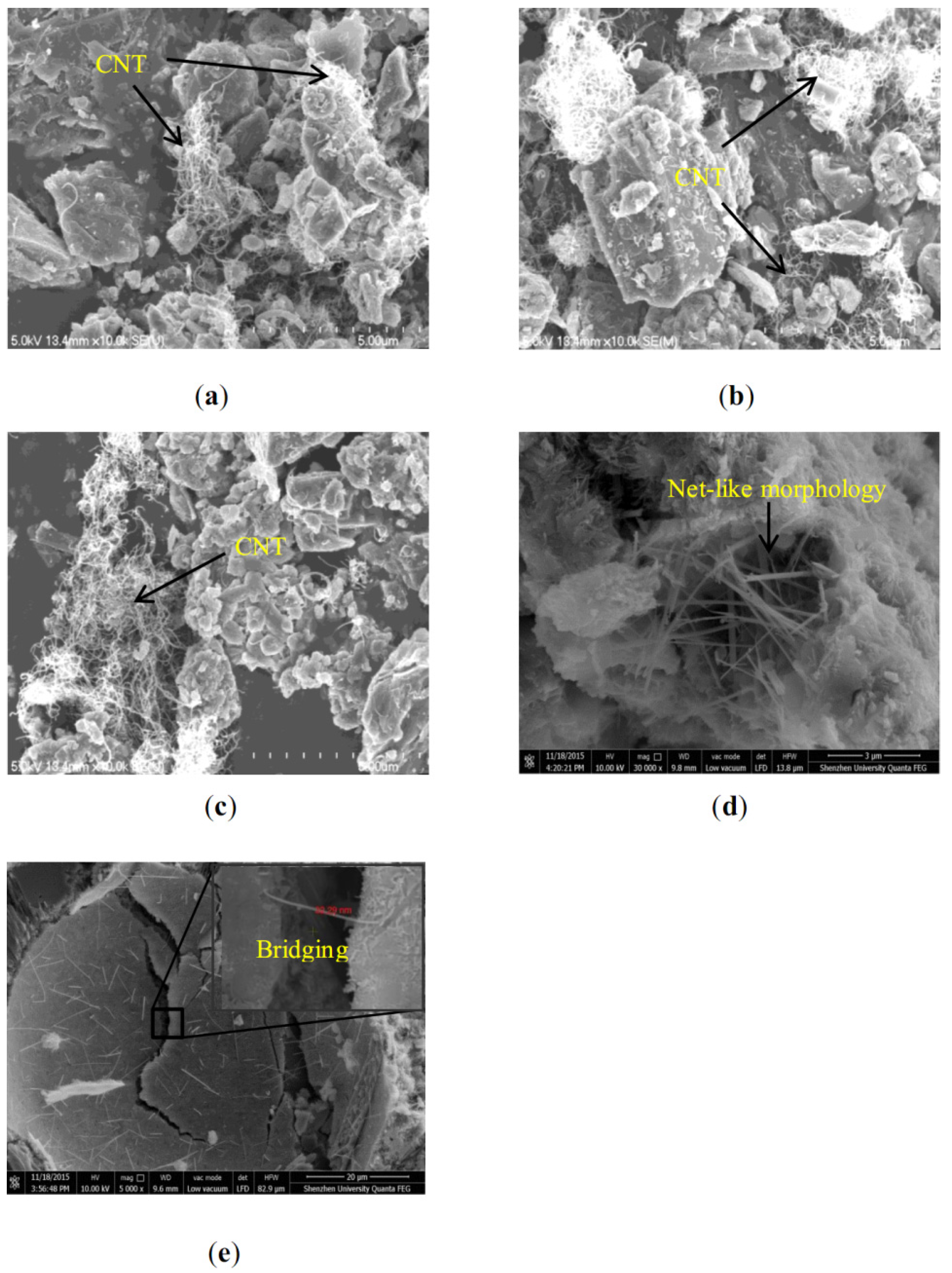
3.2. Microstructure of Specimens
3.2.1. Morphology of the CNT/Cement Composite
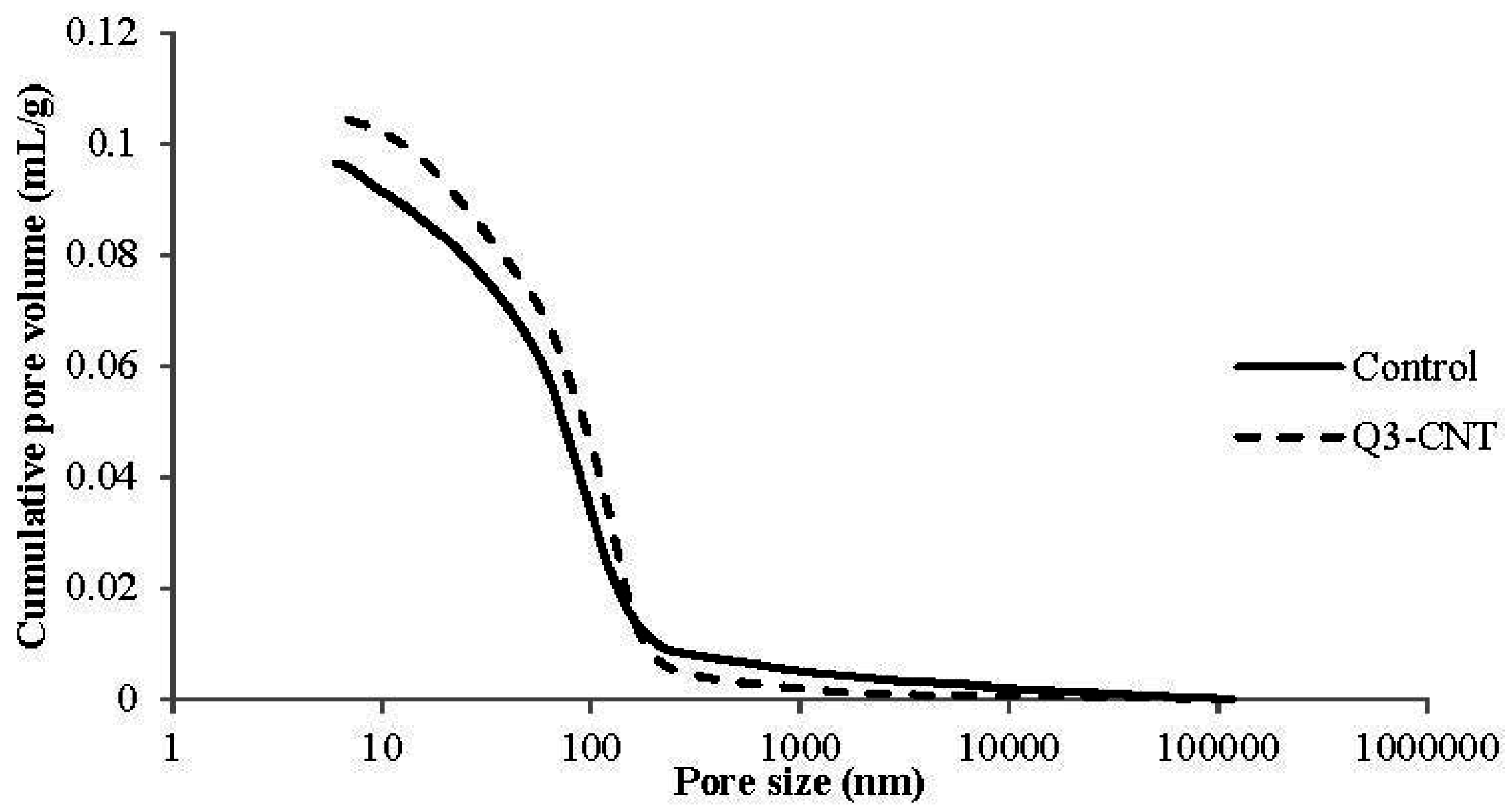
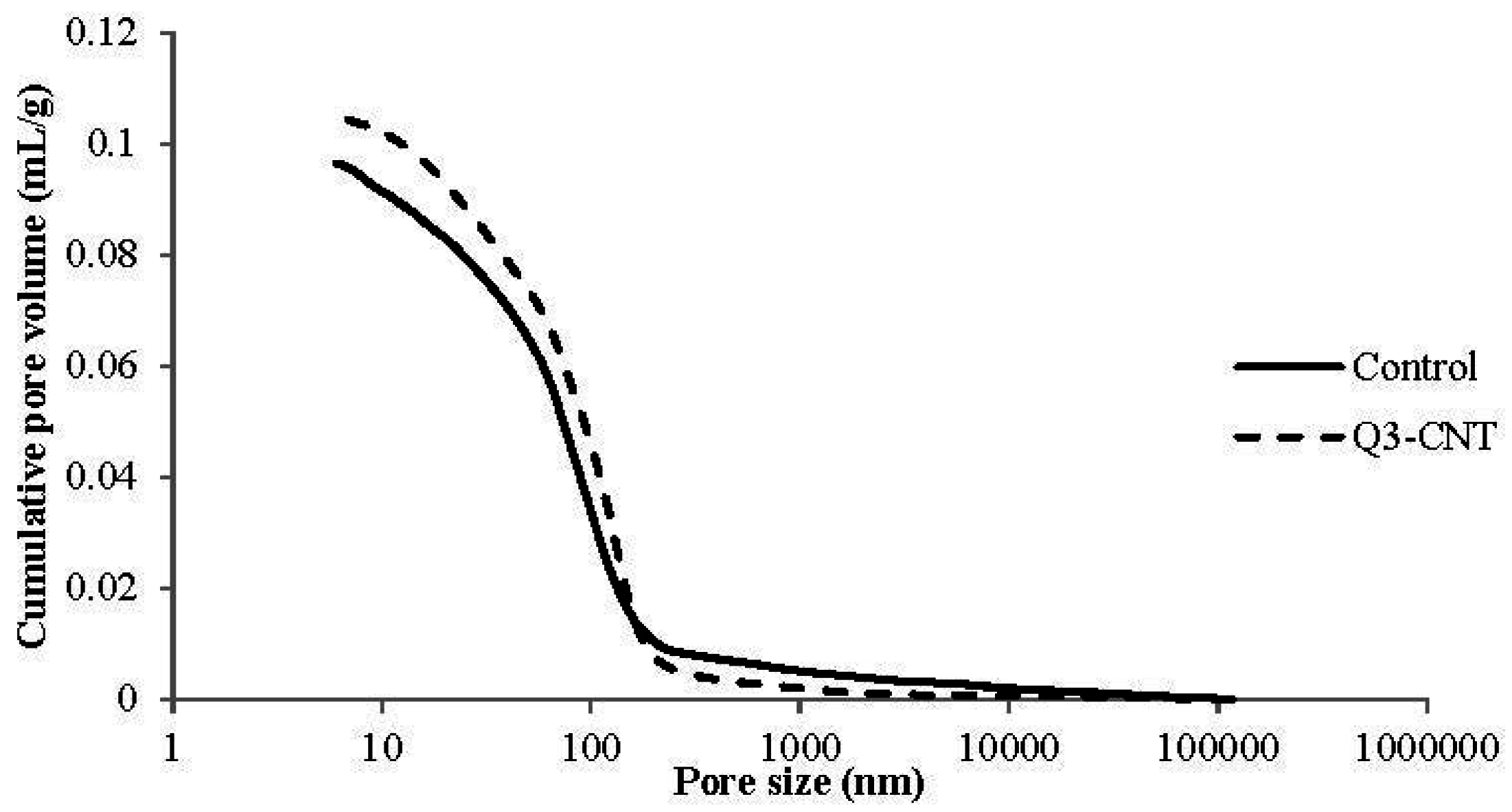
3.2.2. Pore Characteristics of the CNT/Cement Composite
| Specimen | Porosity (%) | Pore Size Distribution (mL/g) | |||
|---|---|---|---|---|---|
| <50 nm | 50~100 nm | 100~200 nm | >200 nm | ||
| Control | 18.59 | 0.0316 | 0.0284 | 0.0274 | 0.0092 |
| Q3-CNT | 19.62 | 0.0317 | 0.0250 | 0.0425 | 0.0061 |
3.3. Drying Properties
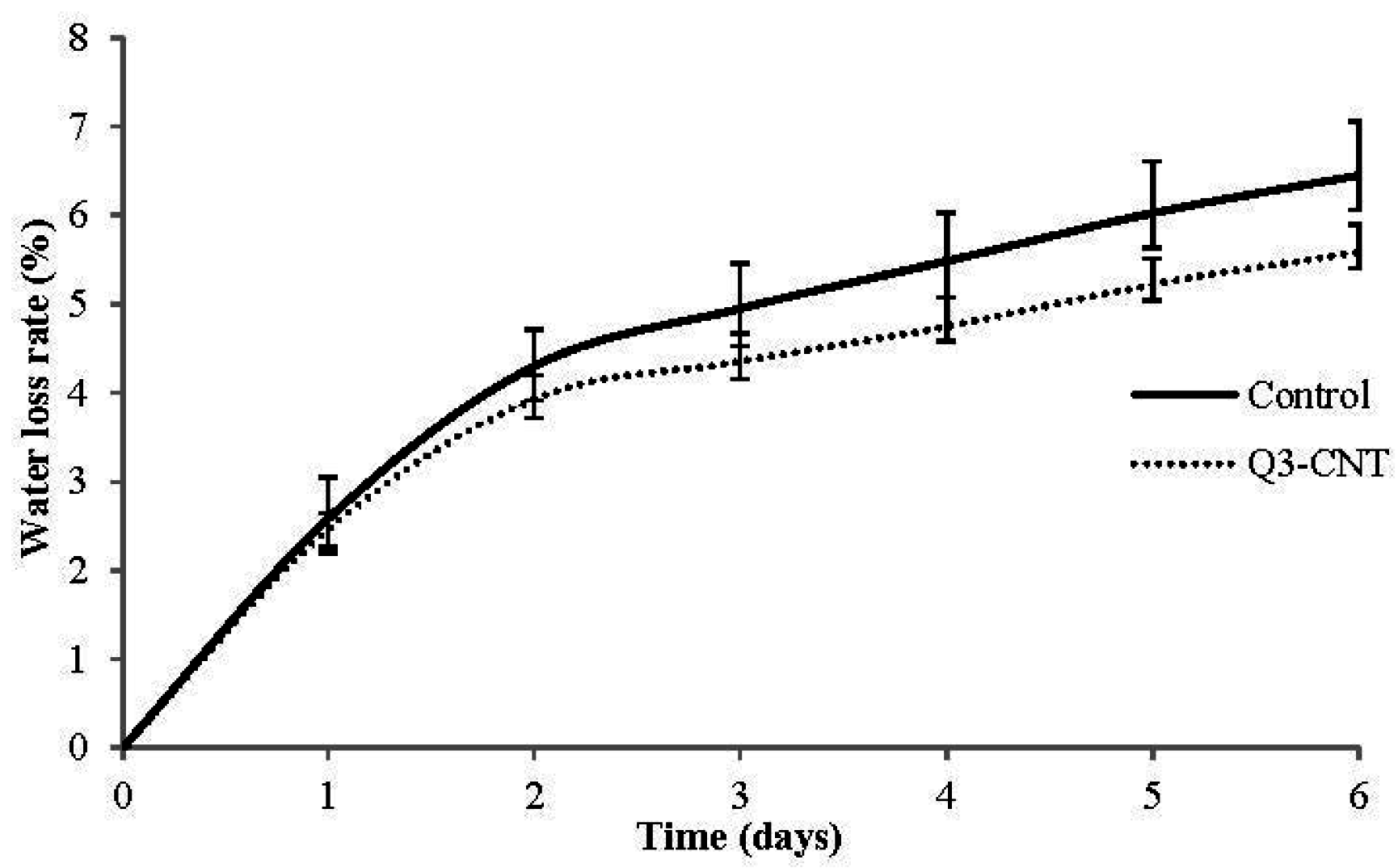
3.3.1. Water Loss of Specimen under Drying

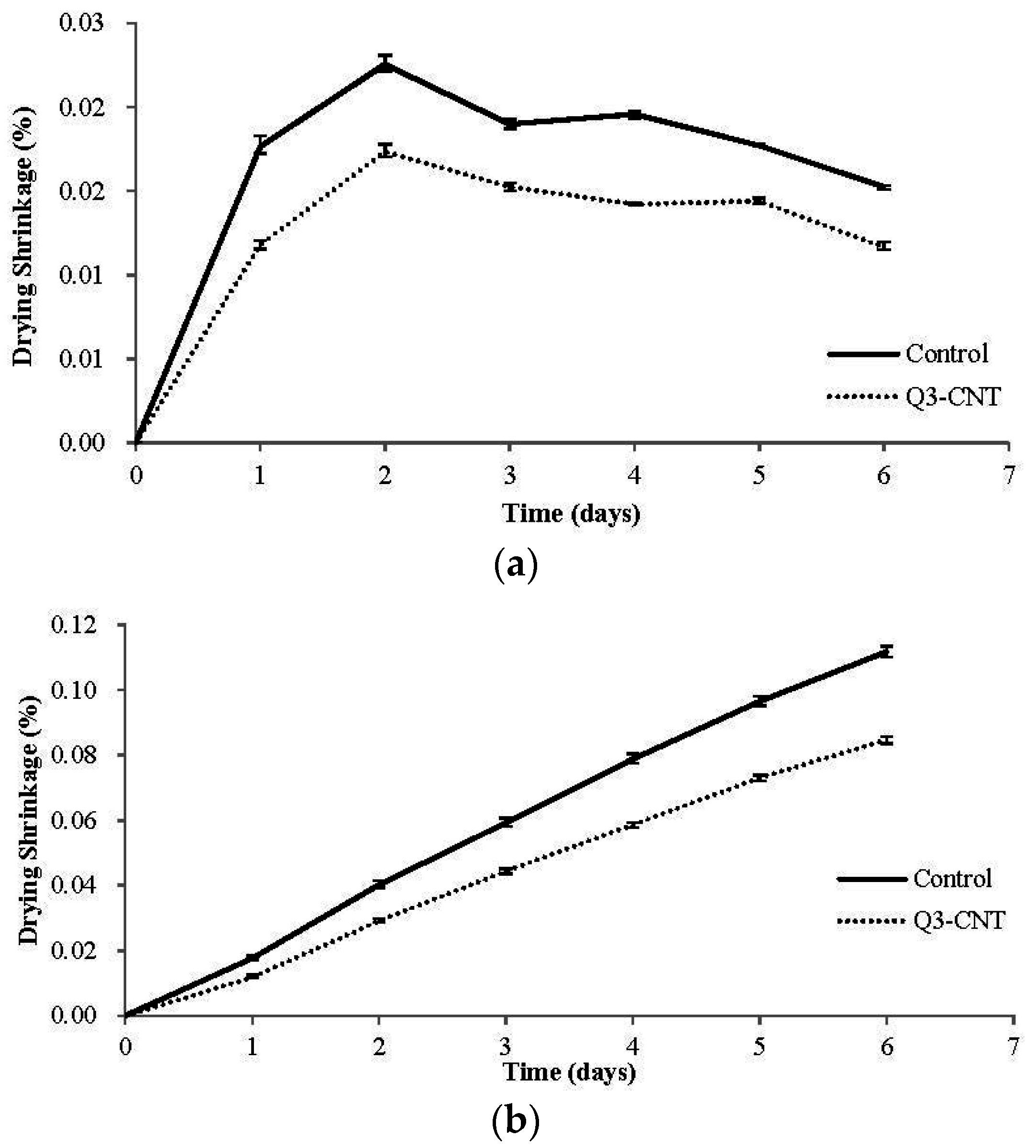
3.3.2. Drying Shrinkage
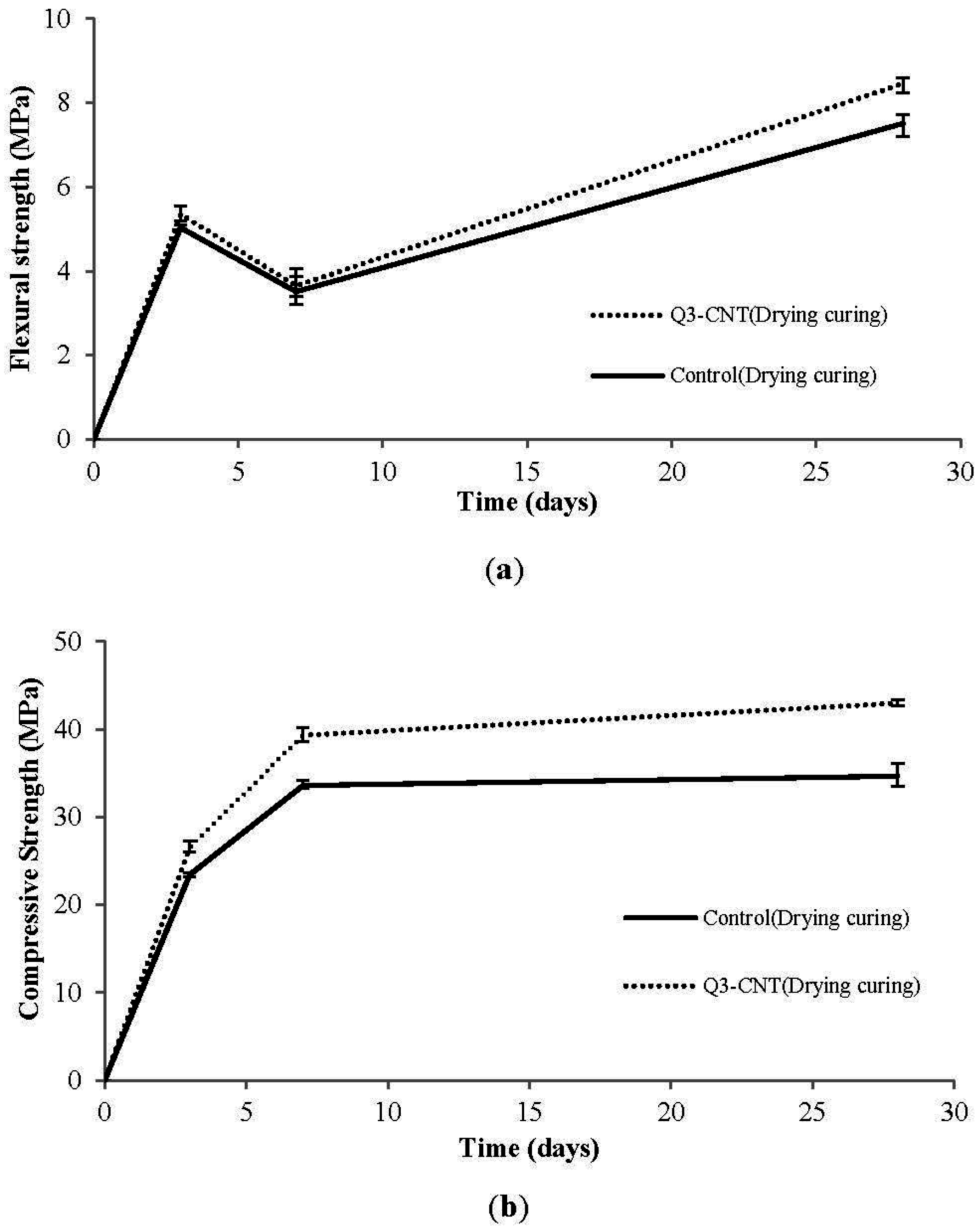
3.3.3. Development of Flexural Strength and Compressive Strength under the Drying Condition

- The reasons for lower shrinkage could be attributed to less moisture migration and improved pore structures. For one reason, addition of MWCNT caused a reduction in the evaporation paths for water and the rate of water loss, preventing moisture migration to the outer surface and leading finally to lower drying shrinkage [32]. For another, MWCNT achieved the enhancement effect by increasing the amount of C-S-H gel of high hardness and improving pore structures [33].
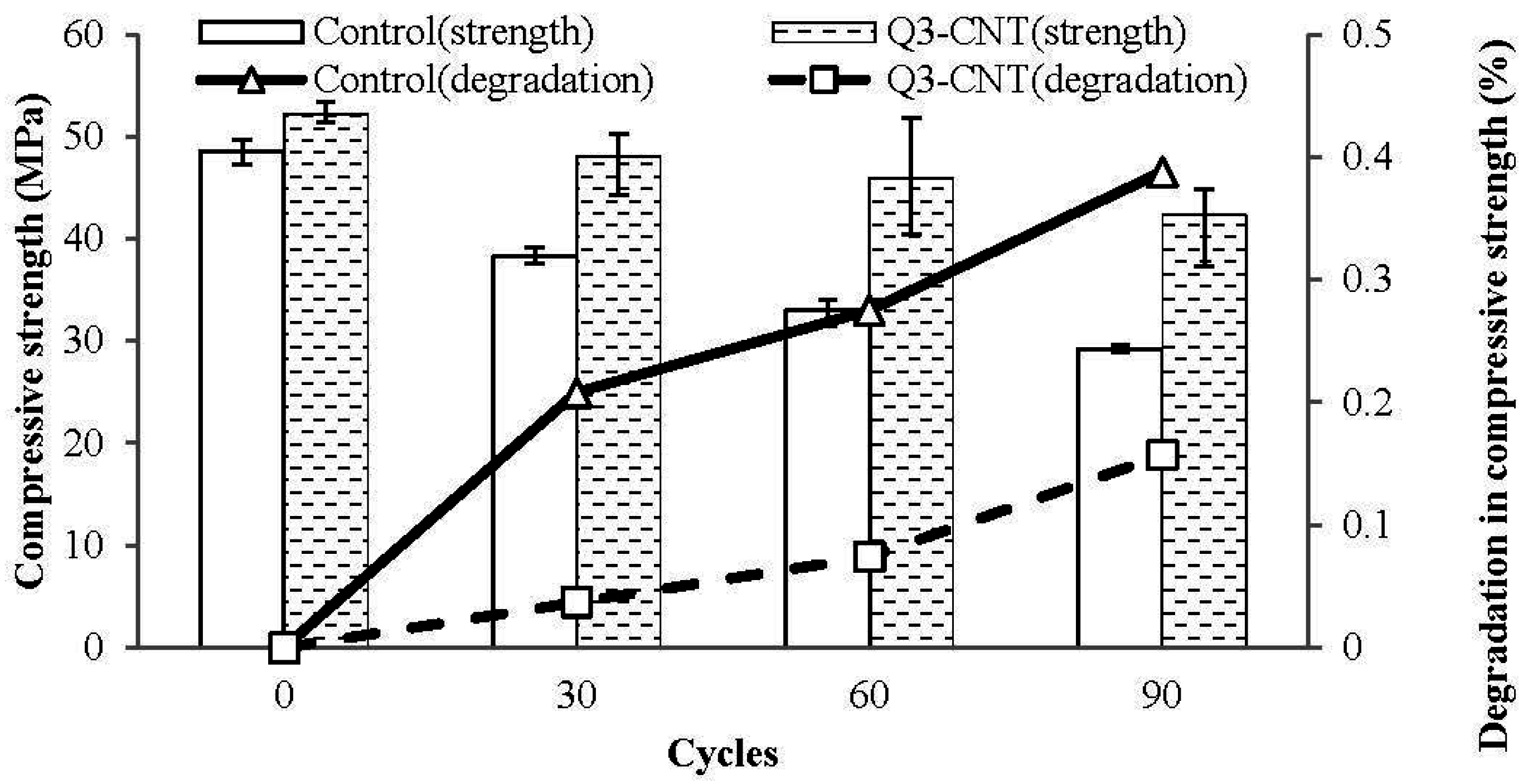
- The reasons for higher mechanical strength could be attributed to the improved pore structures and higher anti-cracking resistance. Both micro-cracks caused by a tension state on the surface [34] and insufficient hydration are detrimental to dried mortar and theoretically lead to reduction in compressive strength of the specimens. For one reason, during evaporation, water transports from the core area to the surface through pores of different dimensions, in which capillary pores act as a moving path and macro pores act as reservoirs for water evaporation. In the Q3-CNT specimen, there are less large pores on the surface zone and more water remains in the specimen [35], leading to further cement hydration. For another, the lower shrinkage has a significant effect on the mechanical behavior, as the development of micro-cracks due to volumetric changes is reduced. The bridging effect of MWCNT shown in SEM images will also lead to higher flexural and compressive strengths in the drying conditions.
3.4. Freeze-Thaw Cycling Test

4. Conclusions
- Carbon nanotube dispersed by the ball-milling method in cement matrix provided enhanced mechanical properties. At a dosage of 0.3% of cement, the carbon nanotube/cement composite has the highest mechanical strength in this study.
- With addition of carbon nanotube to the cement mortar, pores with a diameter of bigger than 200 nm are likely to be refined to 50–100 nm; the disconnection of pores was also improved.
- Samples incorporated with carbon nanotube have a better performances than the pure cement mortar under drying and the freeze-thaw conditions. This is attributed to pores refinement, drying shrinkage reinforcement, and the bridging effect of the carbon nanotube.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Salvetat, J.P.; Bonard, J.M.; Thomson, N.H.; Kulik, A.J.; Forro, L.; Benoit, W.; Zuppiroli, L. Mechanical properties of carbon nanotubes. Appl. Phys. A 1999, 69, 255–260. [Google Scholar] [CrossRef]
- Belytschko, T.; Xiao, S.P.; Schatz, G.C.; Ruoff, R.S. Atomistic simulations of nanotube fracture. Phy. Rev. B 2002, 65, 235430–235438. [Google Scholar] [CrossRef]
- Kaushik, B.K.; Goel, S.; Rauthan, G. Future VLSI interconnects: Optical fiber or carbon nanotube—A review. Microelectron. Int. 2007, 24, 53–63. [Google Scholar] [CrossRef]
- Badr, A. Influence of severe environment on the performance of concrete containing construction and industrial waste. Available online: http://conmat15.ic-impacts.com/wp-content/uploads/2015/03/Paper116_Badr.pdf (accessed on 1 December 2015).
- Atiş, C.D.; Özcan, F.; Kılıc, A.; Karahan, O.; Bilim, C.; Severcan, M.H. Influence of dry and wet curing conditions on compressive strength of silica fume concrete. Build. Environ. 2005, 40, 1678–1683. [Google Scholar] [CrossRef]
- Carde, C.; Francois, R. Modelling the loss of strength and porosity increase due to the leaching of cement pastes. Cem. Concr. Compos. 1999, 21, 181–188. [Google Scholar] [CrossRef]
- Mainguy, M.; Tognazzi, C.; Torrenti, J.M.; Adenot, F. Modelling of leaching in pure cement paste and mortar. Cem. Concr. Res. 2000, 30, 83–90. [Google Scholar] [CrossRef]
- Moranville, M.; Kamali, S.; Guillon, E. Physicochemical equilibria of cement-based materials in aggressive environments—Experiment and modeling. Cem. Concr. Res. 2004, 34, 1569–1578. [Google Scholar] [CrossRef]
- Rozière, E.; Loukili, A.; el Hachem, R.; Grondin, F. Durability of concrete exposed to leaching and external sulphate attacks. Cem. Concr. Res. 2009, 39, 1188–1198. [Google Scholar] [CrossRef]
- Medina, C.; de Rojas, M.I.S.; Frías, M. Freeze-thaw durability of recycled concrete containing ceramic aggregate. J. Clean. Prod. 2013, 40, 151–160. [Google Scholar] [CrossRef]
- Xu, S.; Liu, J.; Li, Q. Mechanical properties and microstructure of multi-walled carbon nanotube-reinforced cement paste. Constr. Build. Mater. 2015, 76, 16–23. [Google Scholar] [CrossRef]
- Ning, J.; Zhang, J.; Pan, Y.; Guo, J. Fabrication and mechanical properties of SiO2 matrix composites reinforced by carbon nanotube. Mater. Sci. Eng. A 2003, 357, 392–396. [Google Scholar] [CrossRef]
- Saffar, K.P.; Najafi, A.R.; Moeinzadeh, M.H.; Sudak, L.J. A Finite Element Study of Crack Behavior for Carbon Nanotube Reinforced Bone Cement. World J. Mech. 2013, 3, 13–21. [Google Scholar] [CrossRef]
- Maker, J.M.; Margeson, J.C.; Luh, J. Carbon nanotube/cement composites early results and potential applications. In Proceedings of the 3rd International Conference on Construction Materials: Performance, Innovations and Structural Implications, Vancouver, BC, Canada, 22–24 August 2005; pp. 1–10.
- Han, B.; Yang, Z.; Shi, X.; Yu, X. Transport properties of carbon-nanotube/cement composites. J. Mater. Eng. Perform. 2013, 22, 184–189. [Google Scholar] [CrossRef]
- Del, C.C.M.; Galao, O.; Baeza, F.J.; Zornoza, E.; Garcés, P. Mechanical properties and durability of CNT cement composites. Materials 2014, 7, 1640–1651. [Google Scholar]
- Al-Rub, R.K.A.; Ashour, A.I.; Tyson, B.M. On the aspect ratio effect of multi-walled carbon nanotube reinforcements on the mechanical properties of cement-based nanocomposites. Constr. Build. Mater. 2012, 35, 647–655. [Google Scholar] [CrossRef]
- Collins, F.; Lambert, J.; Duan, W.H. The influences of admixtures on the dispersion, workability, and strength of carbon nanotube–OPC paste mixtures. Cem. Concr. Compos. 2012, 34, 201–207. [Google Scholar] [CrossRef]
- Li, G.Y.; Wang, P.M.; Zhao, X. Mechanical behavior and microstructure of cement composites incorporating surface-treated multi-walled carbon nanotubes. Carbon 2005, 43, 1239–1245. [Google Scholar] [CrossRef]
- Wang, B.; Han, Y.; Liu, S. Effect of highly dispersed carbon nanotubes on the flexural toughness of cement-based composites. Constr. Build. Mater. 2013, 46, 8–12. [Google Scholar] [CrossRef]
- Konsta-Gdoutos, M.S.; Metaxa, Z.S.; Shah, S.P. Highly dispersed carbon nanotube reinforced cement based materials. Cem. Concr. Res. 2010, 40, 1052–1059. [Google Scholar] [CrossRef]
- Kim, H.K.; Nam, I.W.; Lee, H.K. Enhanced effect of carbon nanotube on mechanical and electrical properties of cement composites by incorporation of silica fume. Compos. Struct. 2014, 107, 60–69. [Google Scholar] [CrossRef]
- Rossell, M.D.; Kuebel, C.; Ilari, G.; Rechberger, F.; Heiligtag, F.J.; Niederberger, M.; Erni, R. Impact of sonication pretreatment on carbon nanotubes: A transmission electron microscopy study. Carbon 2013, 61, 404–411. [Google Scholar] [CrossRef]
- Saravanan, S.; Sivaprasad, K.; Kumaresh, B.S.P. Dispersion and thermal analysis of Carbon nanotube reinforced AA 4032 Alloy produced by high energy ball milling. Exp. Tech. 2013, 37, 14–18. [Google Scholar] [CrossRef]
- Sobolkina, A.; Mechtcherine, V.; Khavrus, V.; Maier, D.; Mende, M.; Ritschel, M.; Leonhardt, A. Dispersion of carbon nanotubes and its influence on the mechanical properties of the cement matrix. Cem. Concr. Compos. 2012, 34, 1104–1113. [Google Scholar] [CrossRef]
- Parveen, S.; Rana, S.; Fangueiro, R.; Paiva, M.C. Microstructure and mechanical properties of carbon nanotube reinforced cement-based composites developed using a novel dispersion technique. Cem. Concr. Res. 2015, 73, 215–227. [Google Scholar] [CrossRef]
- Torkittikul, P.; Chaipanich, A. Bioactivity and mechanical properties of White Portland cement paste with carbon nanotubes. In Proceedings of the 3rd International Nanoelectronics Conference (INEC), Hong Kong, China, 3–9 January 2010; pp. 838–839.
- Liu, Z.Y.; Xu, S.J.; Xiao, B.L.; Xue, P.; Wang, W.G.; Ma, Z.Y. Effect of ball-milling time on mechanical properties of carbon nanotubes reinforced aluminum matrix composites. Compos. A Appl. Sci. Manuf. 2012, 43, 2161–2168. [Google Scholar] [CrossRef]
- Pandurangappa, M.; Raghu, G.K. Chemically Modified Carbon Nanotubes: Derivatization and Their Applications; INTECH Open Access Publisher: Bangalore, India, 2012; pp. 499–526. [Google Scholar]
- Wu, Z.W.; Lian, H.Z. High Performance Concrete; China Railway Publishing House: Beijing, China, 1999. [Google Scholar]
- Tyson, B.M.; Abu Al-Rub, R.K.; Yazdanbakhsh, A.; Grasley, Z. Carbon nanotubes and carbon nanofibers for enhancing the mechanical properties of nanocomposite cement-based materials. J. Mater. Civ. Eng. 2011, 23, 1028–1035. [Google Scholar] [CrossRef]
- Numao, T.; Mihashi, H. Moisture migration and shrinkage of hardened cement paste at elevated temperatures. In Proceedings of the Transactions of the 11th International Conference on Structural Mechanics in Reactor Technology, Tokyo, Japan, 18–23 August 1991.
- Khater, H.M.; Gawwad, H.A.A. Characterization of alkali activated geopolymer mortar doped with MWCNT. Adv. Mater. Res. 2015, 4, 45–61. [Google Scholar] [CrossRef]
- Wang, Z.W.; Zhang, H.Z. Expansive Concrete; China Railway Publishing House: Beijing, China, 1990. [Google Scholar]
- Wilk, D.; Bratasz, Ł.; Kozłowski, R. Shrinkage cracking in Roman cement pastes and mortars. Cem. Concr. Res. 2013, 53, 168–175. [Google Scholar] [CrossRef]
- Penttala, V. Freezing-induced strains and pressures in wet porous materials and especially in concrete mortars. Adv. Cem. Based Mater. 1998, 7, 8–19. [Google Scholar] [CrossRef]
© 2015 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons by Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, W.-W.; Ji, W.-M.; Wang, Y.-C.; Liu, Y.; Shen, R.-X.; Xing, F. Investigation on the Mechanical Properties of a Cement-Based Material Containing Carbon Nanotube under Drying and Freeze-Thaw Conditions. Materials 2015, 8, 8780-8792. https://doi.org/10.3390/ma8125491
Li W-W, Ji W-M, Wang Y-C, Liu Y, Shen R-X, Xing F. Investigation on the Mechanical Properties of a Cement-Based Material Containing Carbon Nanotube under Drying and Freeze-Thaw Conditions. Materials. 2015; 8(12):8780-8792. https://doi.org/10.3390/ma8125491
Chicago/Turabian StyleLi, Wei-Wen, Wei-Ming Ji, Yao-Cheng Wang, Yi Liu, Ruo-Xu Shen, and Feng Xing. 2015. "Investigation on the Mechanical Properties of a Cement-Based Material Containing Carbon Nanotube under Drying and Freeze-Thaw Conditions" Materials 8, no. 12: 8780-8792. https://doi.org/10.3390/ma8125491
APA StyleLi, W.-W., Ji, W.-M., Wang, Y.-C., Liu, Y., Shen, R.-X., & Xing, F. (2015). Investigation on the Mechanical Properties of a Cement-Based Material Containing Carbon Nanotube under Drying and Freeze-Thaw Conditions. Materials, 8(12), 8780-8792. https://doi.org/10.3390/ma8125491