Microstructural and Wear Behavior Characterization of Porous Layers Produced by Pulsed Laser Irradiation in Glass-Ceramics Substrates

Abstract
:1. Introduction
2. Experimental
2.1. Laser Processing

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Value | Unit |
|---|---|---|
| Density | 2.5 * | g/cm3 |
| Bending strength | 110 * | MPa |
| Knoop Hardness | 600 * | – |
| Thermal conductivity | 1.7 * | W/mK |
| Thermal diffusivity | 0.85 # | m2/s × 10−6 |
| Melting temperature | 1300 * | K |
2.2. Characterization Techniques
| Test Parameters | Tests 1 | Tests 2 | ||
|---|---|---|---|---|
| Ball material/diameter, mm | AISI 316/6 mm | Al2O3/3mm | ||
| Wear track diameter, mm | 4 | 4 | ||
| Frequency, rpm/Hz | 480/8 | 480/8 | ||
| Sliding speed, m/s | 0.1 | 0.1 | ||
| Load, N | 3 | 1 | 2 | 1 |
| Sliding distance, m | 500 | 200 | 50 | 100 |
3. Results and Discussion
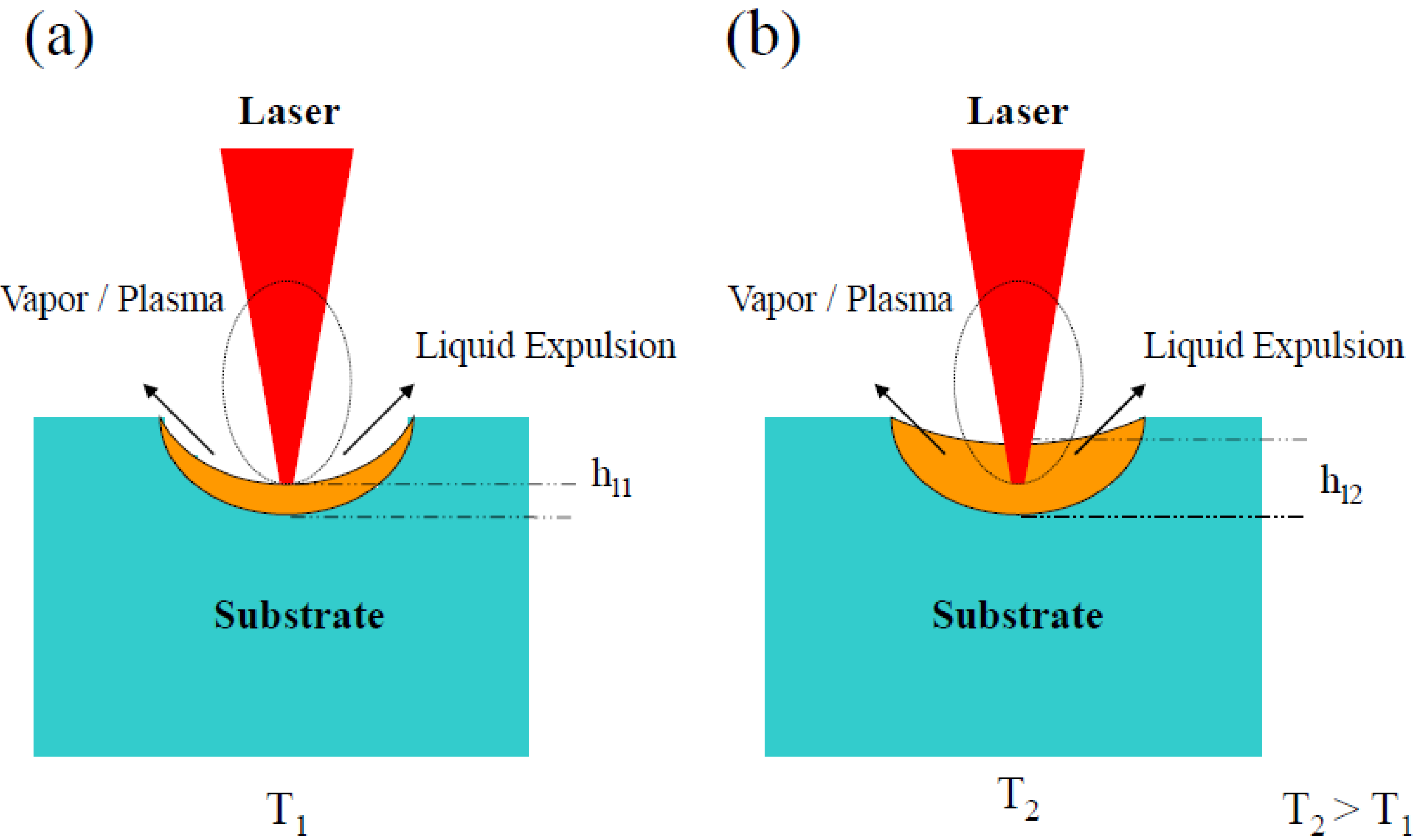
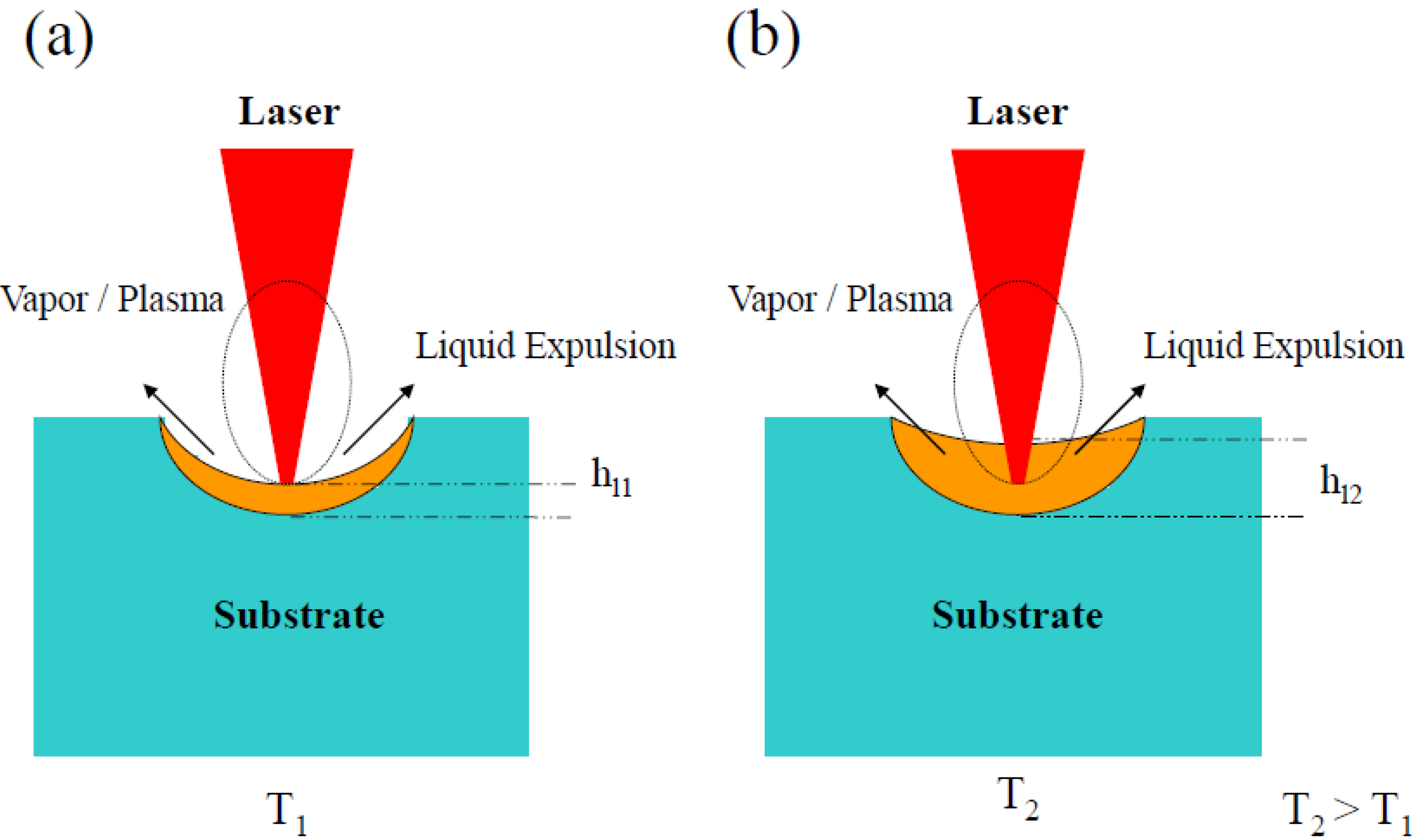
3.1. Layer Formation Mechanisms
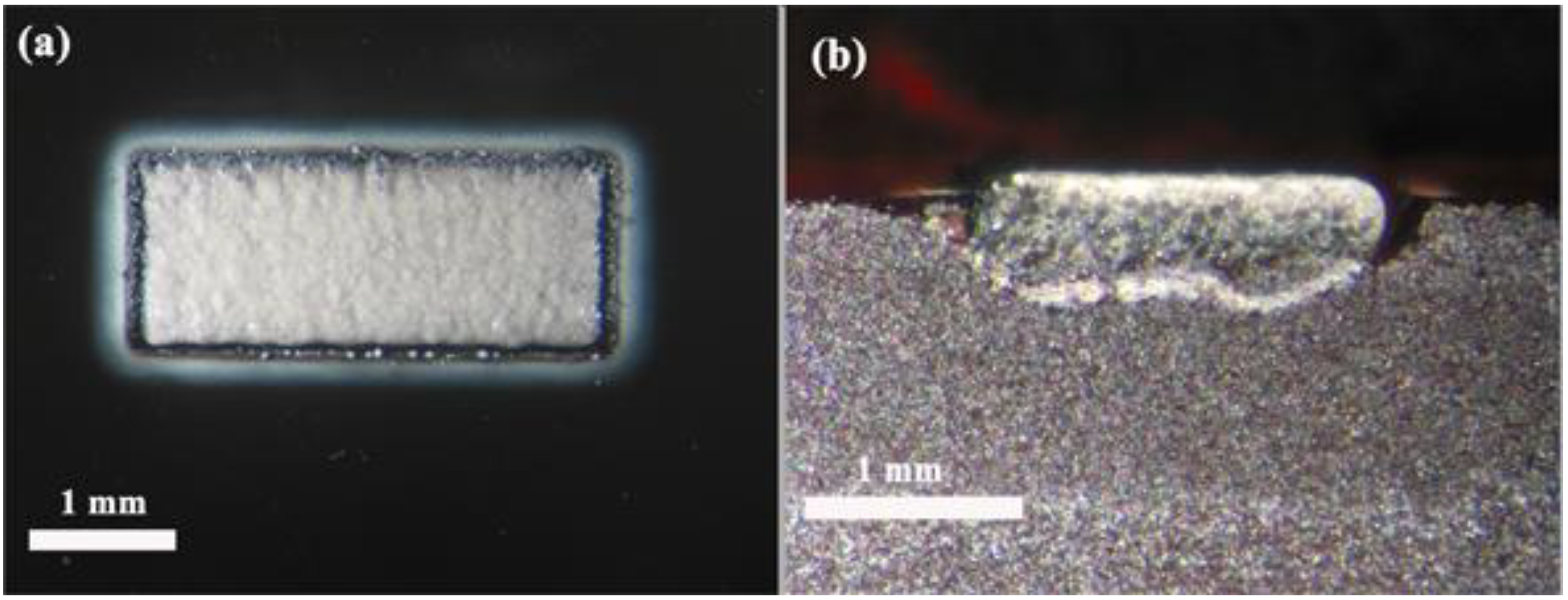
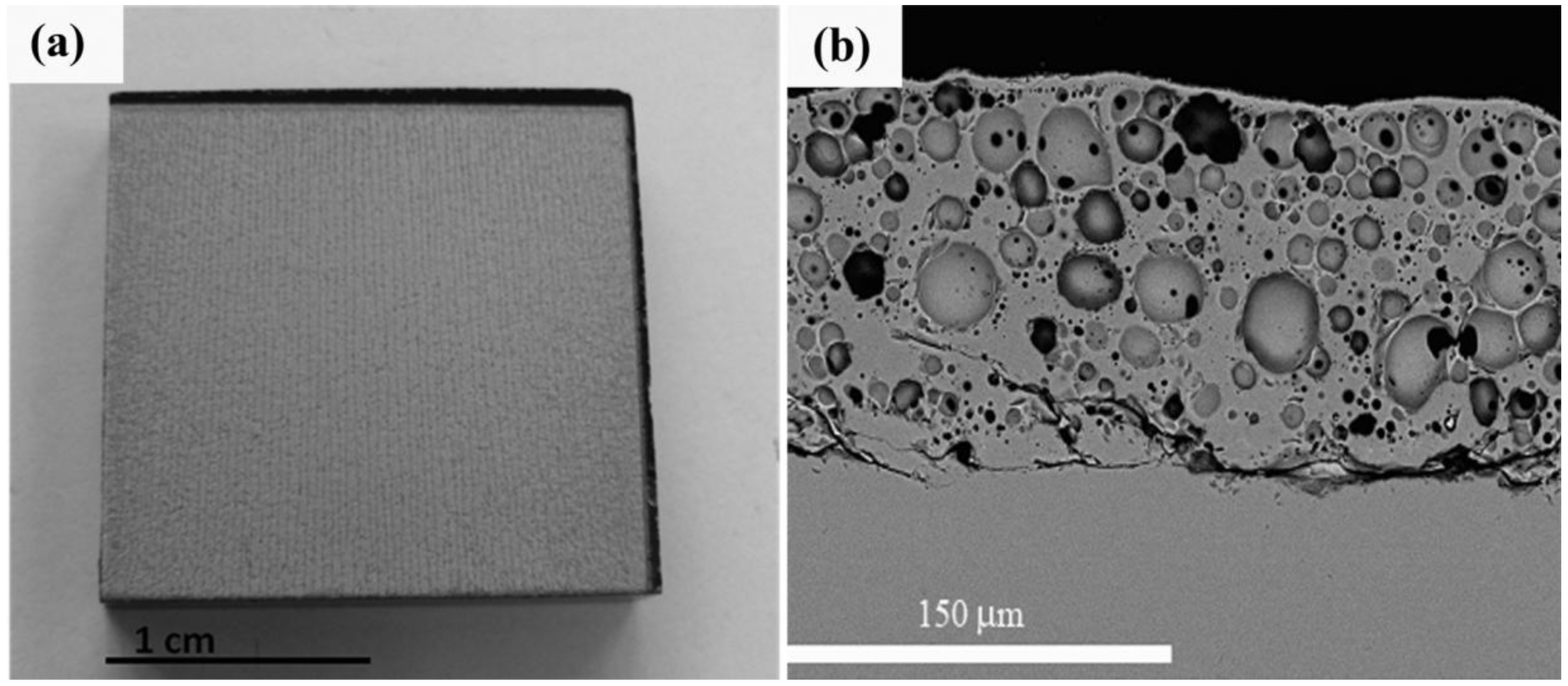
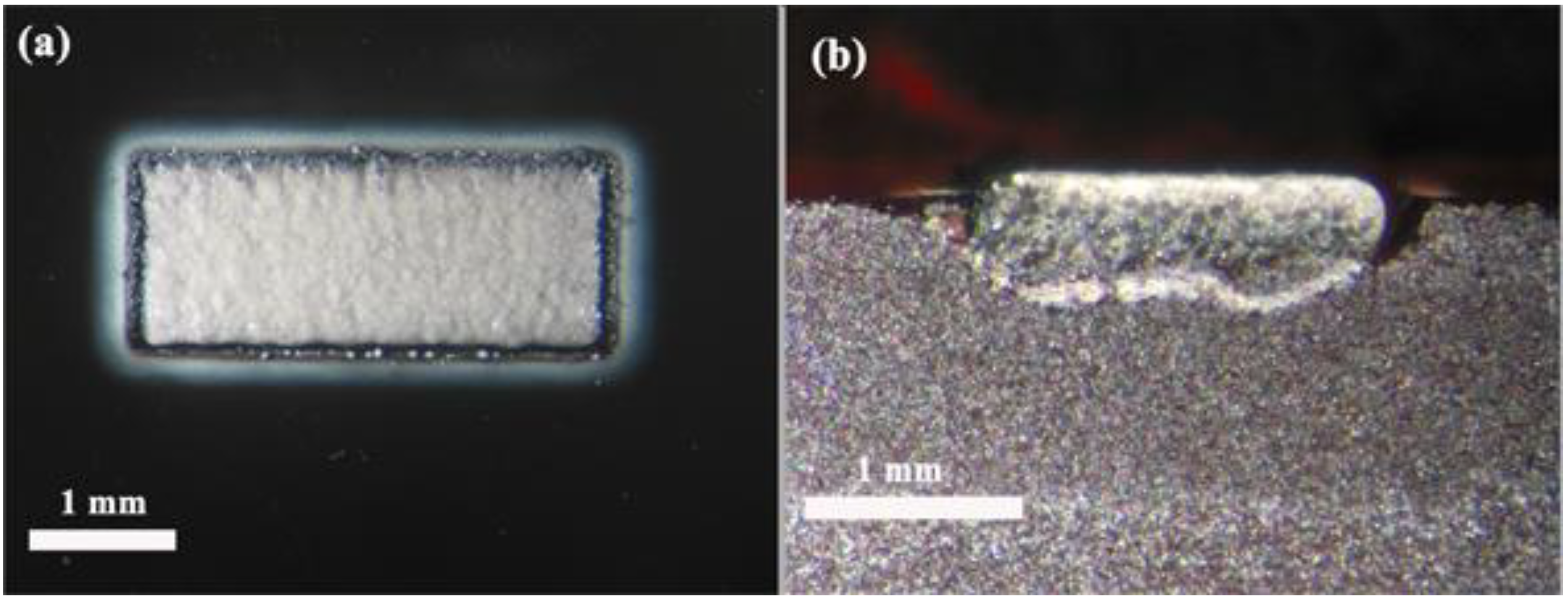
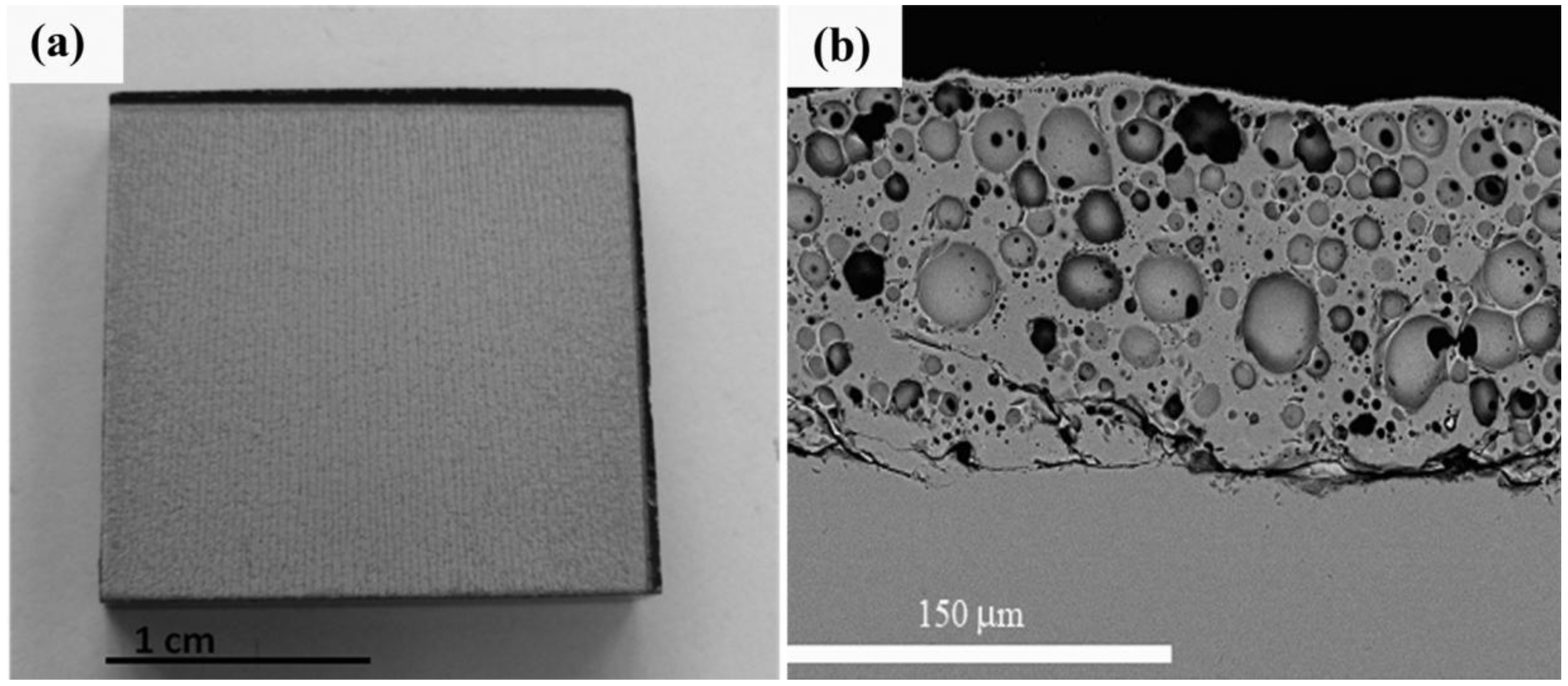
3.2. Compositional and Microstructural Characterization
| at. % | Porous Layer | Worn Layer against AISI316 | Worn Layer against Al2O3 |
|---|---|---|---|
| O | 72.10 | 69.16 | 72.17 |
| Mg | 0.51 | 0.50 | 0.53 |
| Al | 6.15 | 5.74 | 6.96 |
| Si | 19.63 | 16.15 | 16.45 |
| Zn | 1.33 | 0.20 | 0.48 |
| Ti | 0.31 | 0.71 | 0.41 |
| Cr | – | 1.15 | – |
| Fe | – | 6.21 | – |
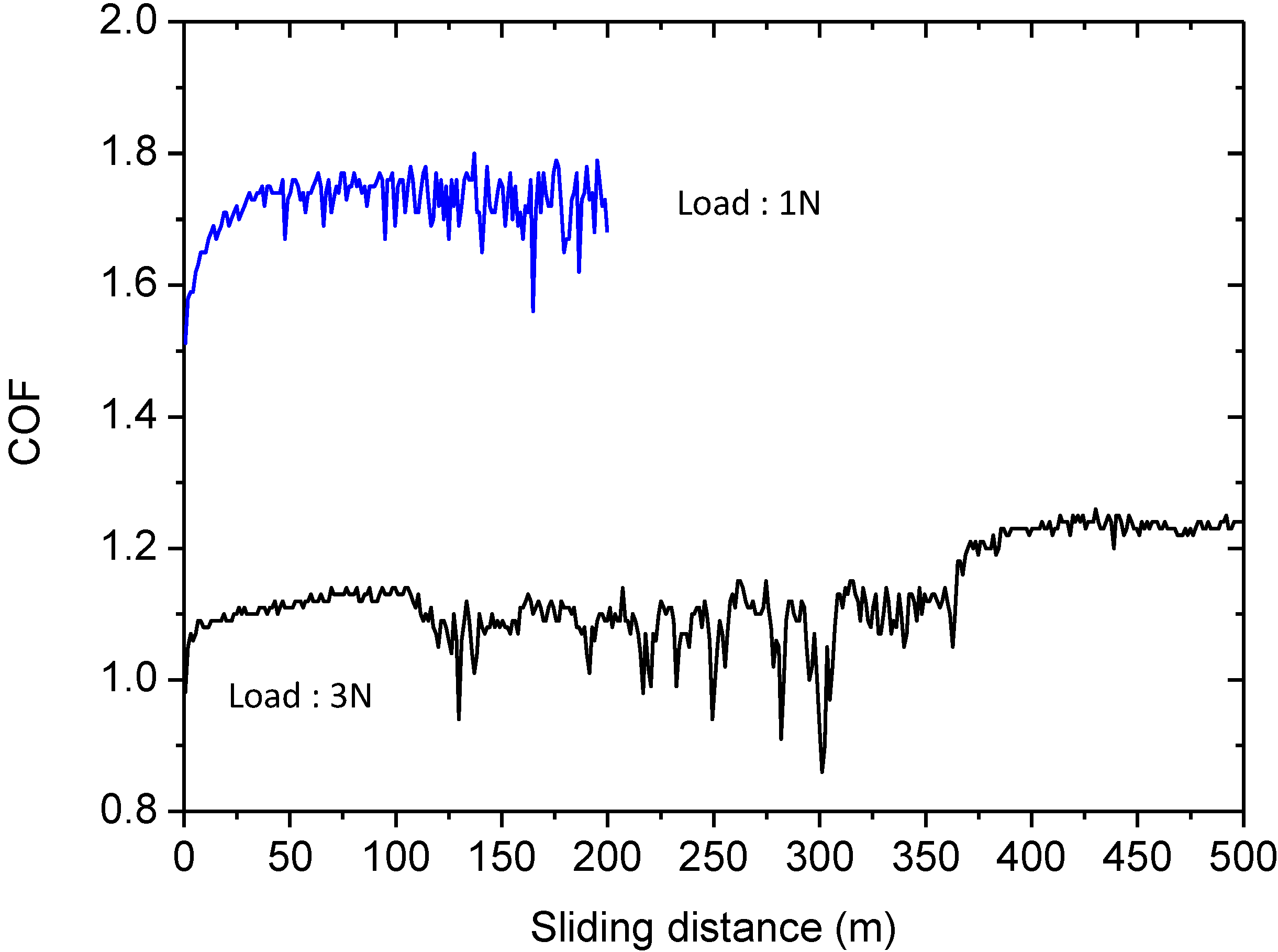
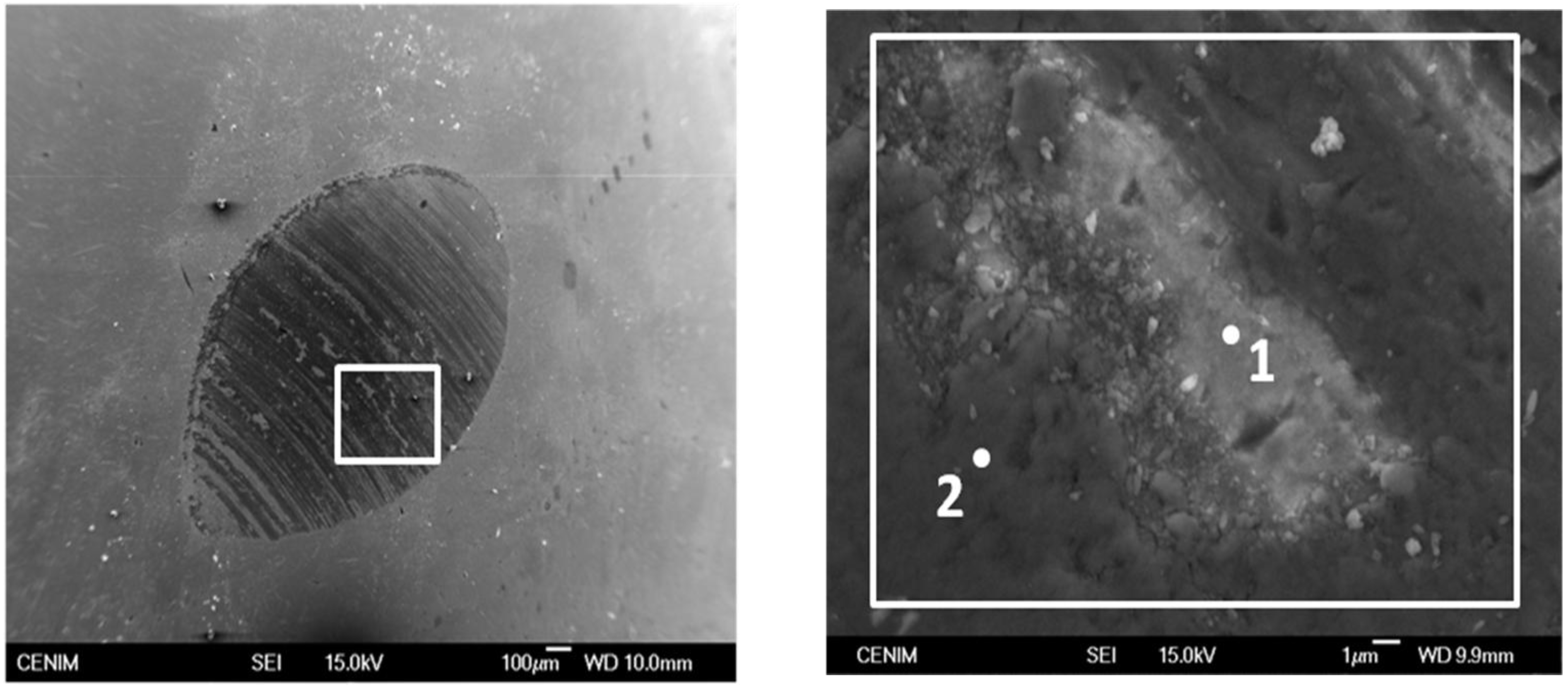
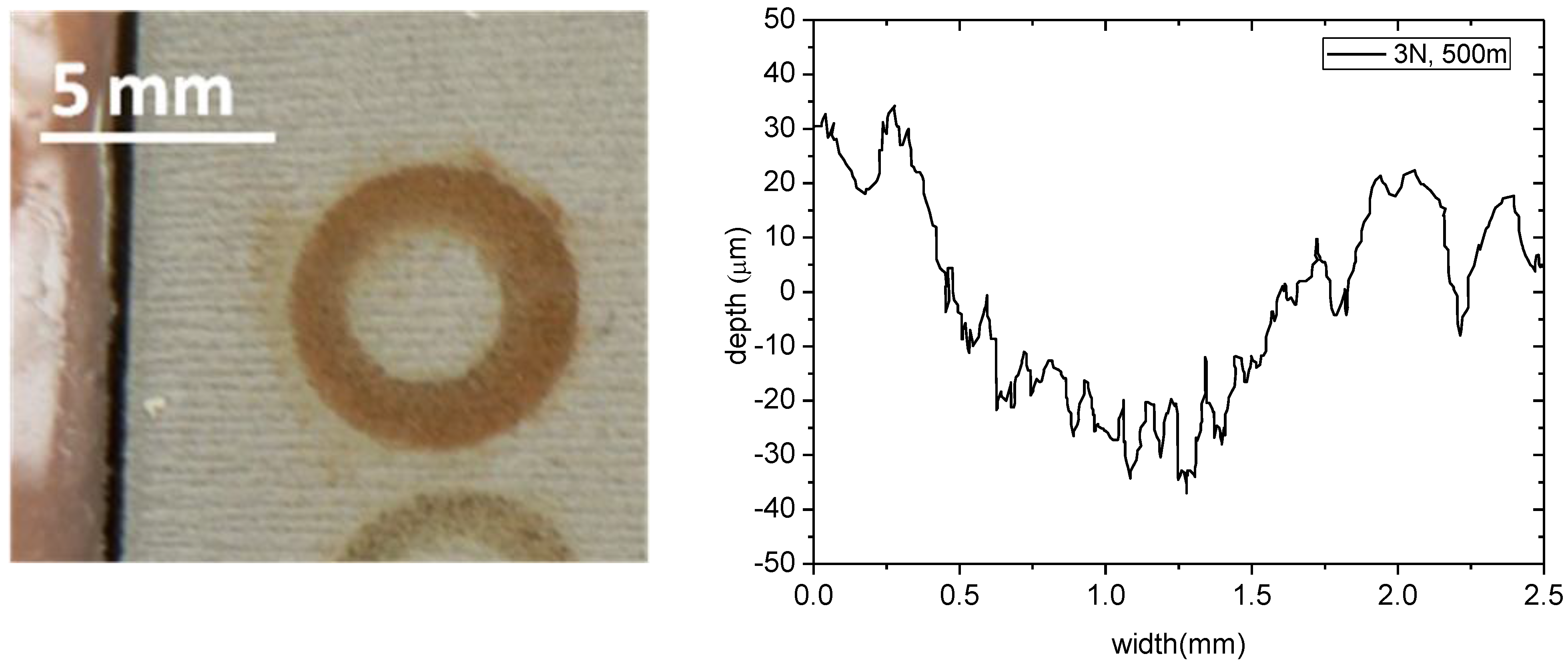
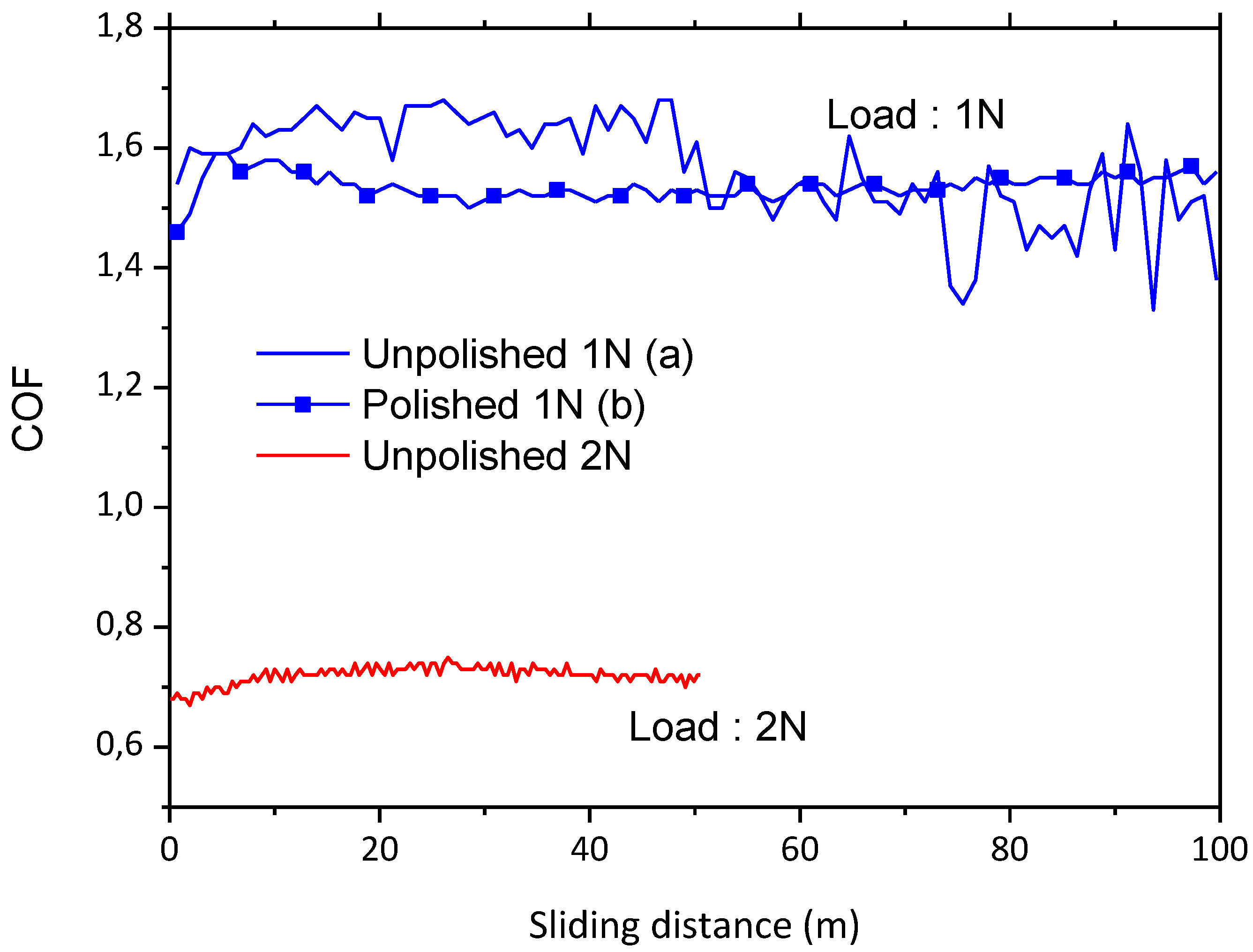
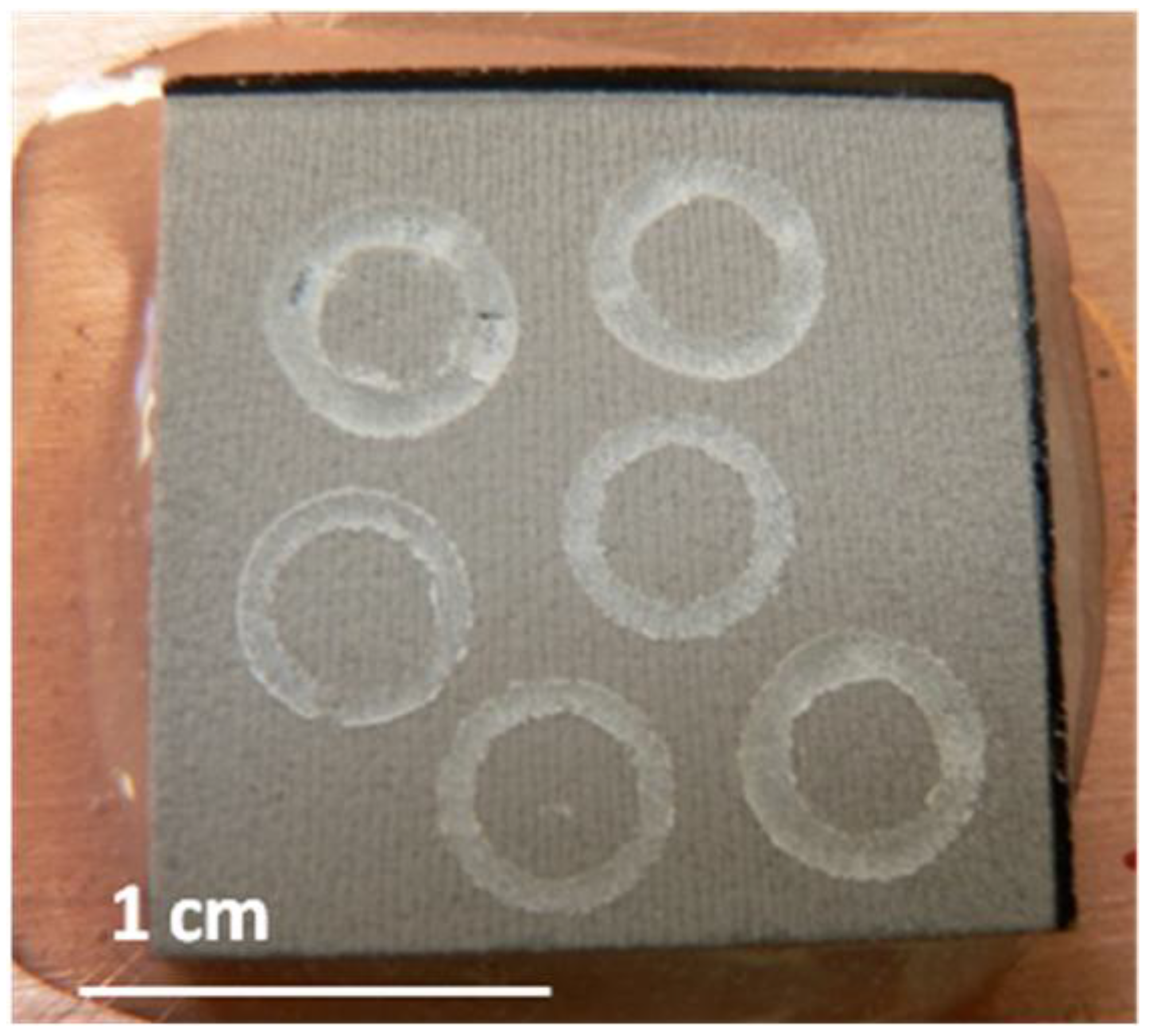
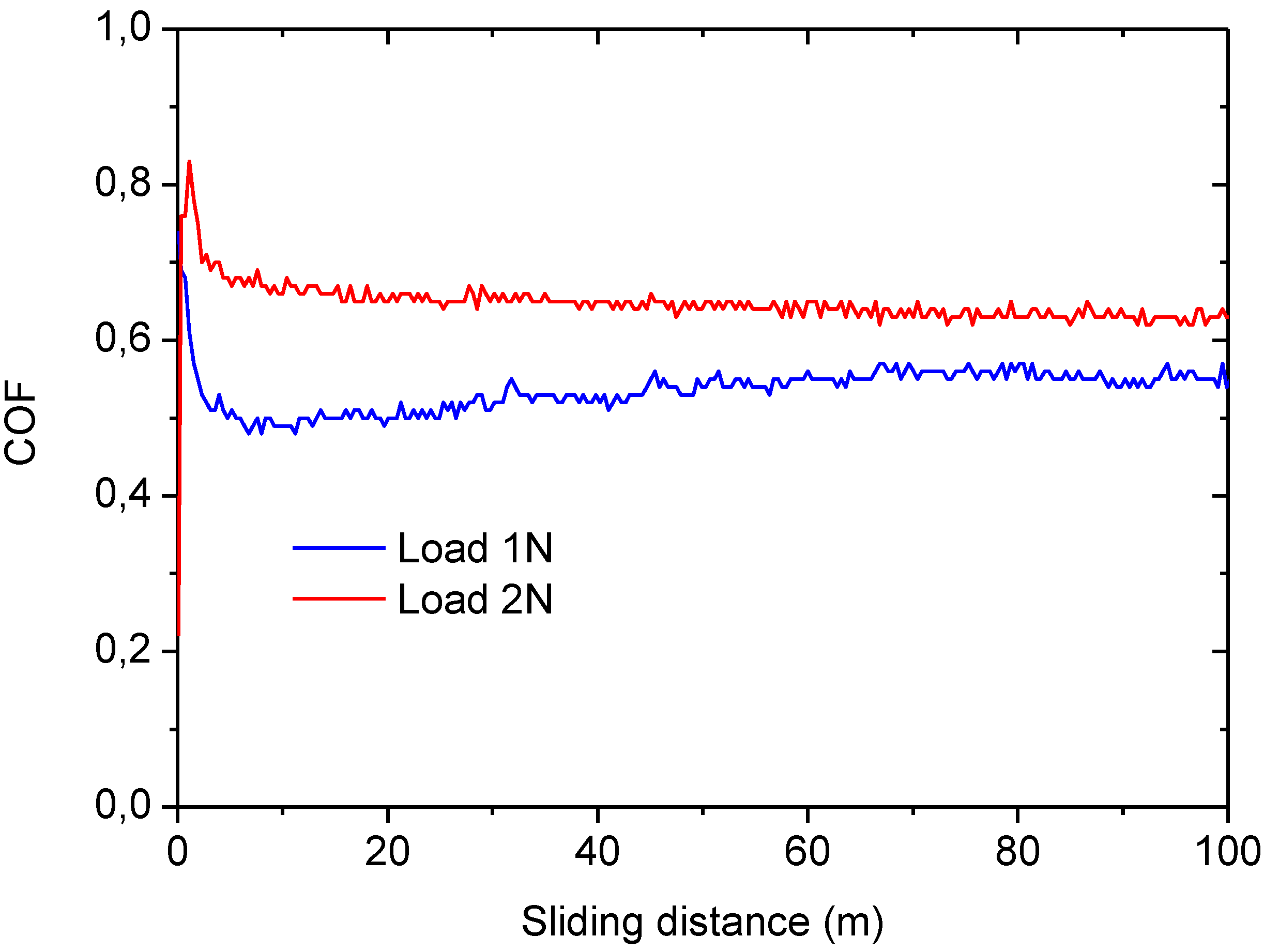
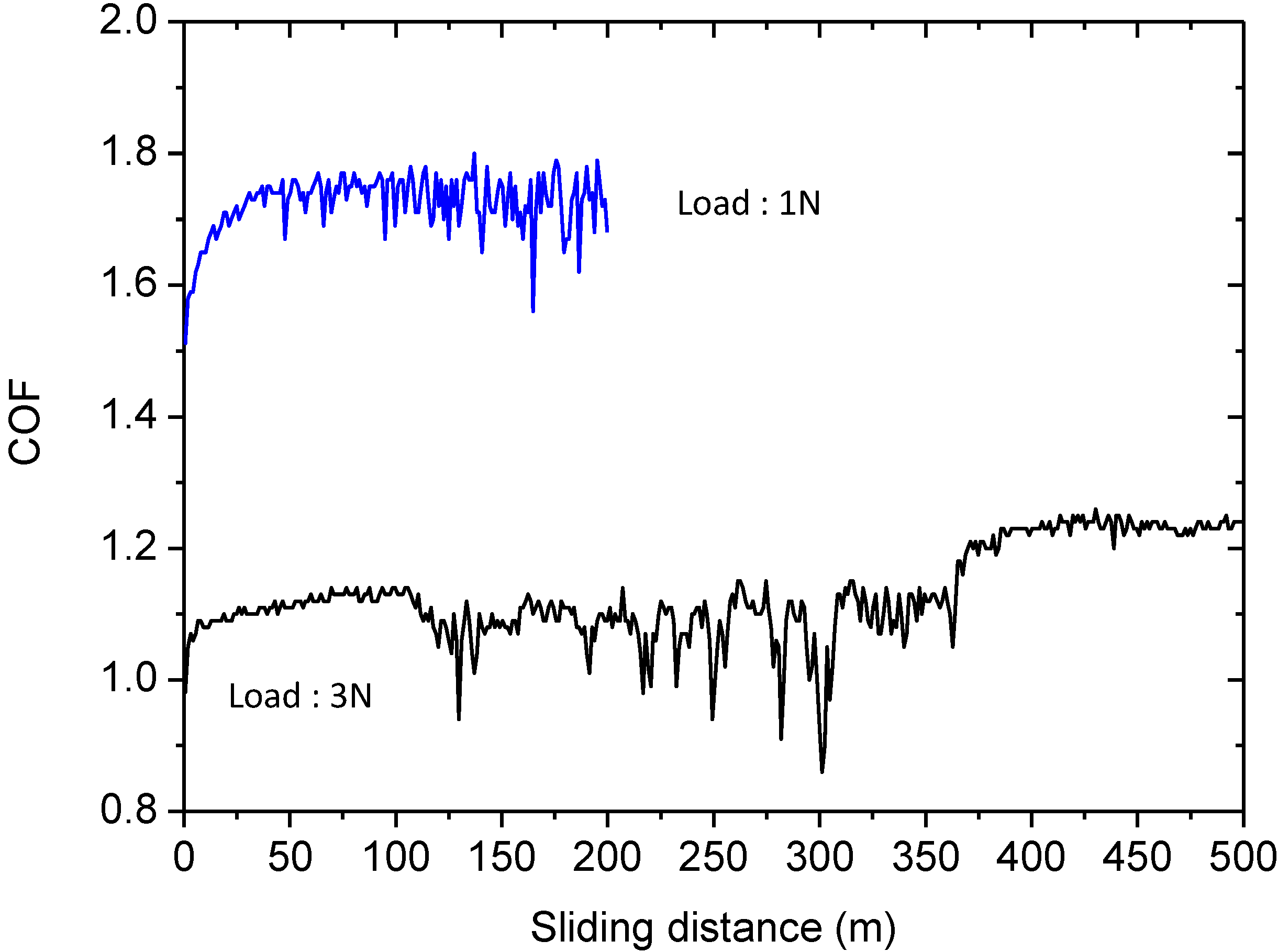
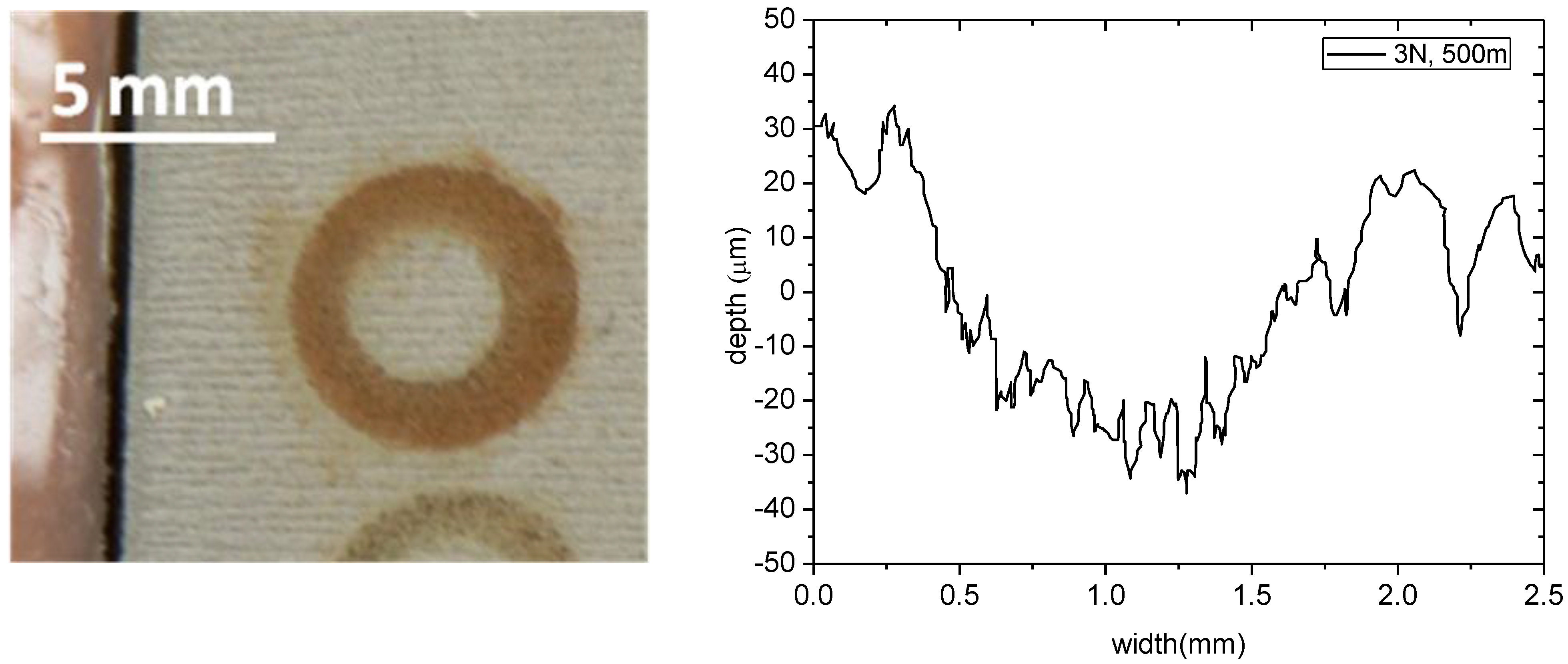
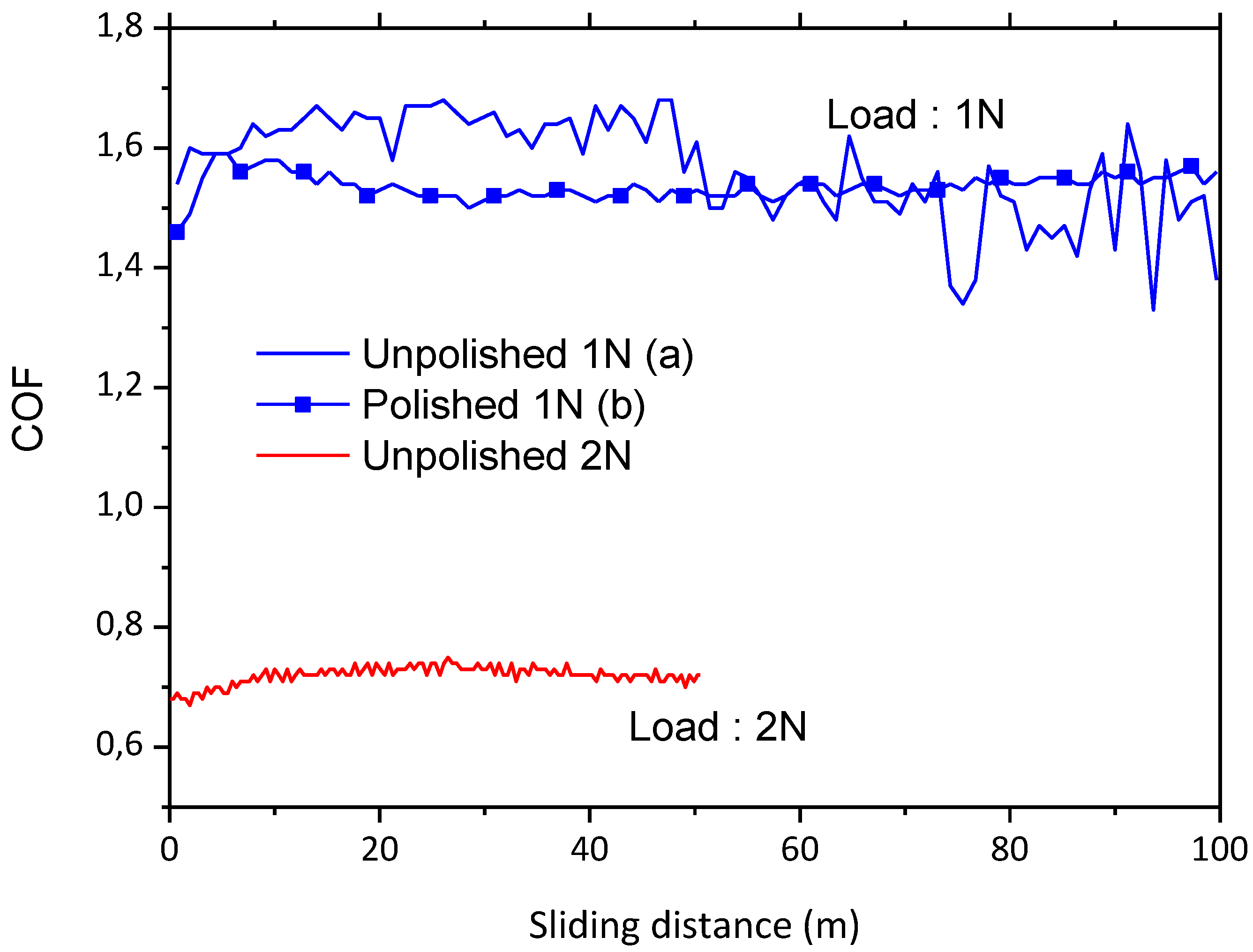
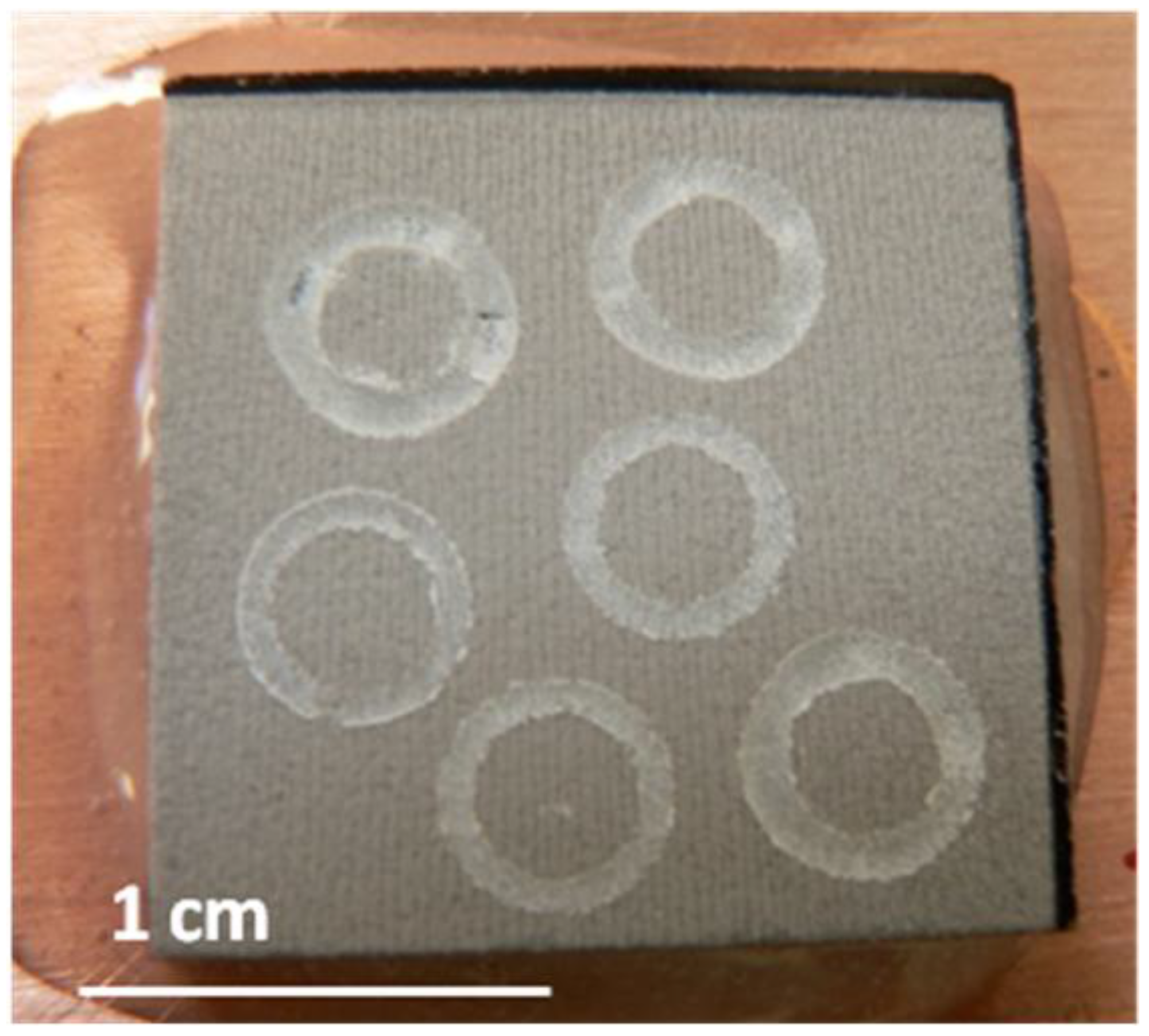
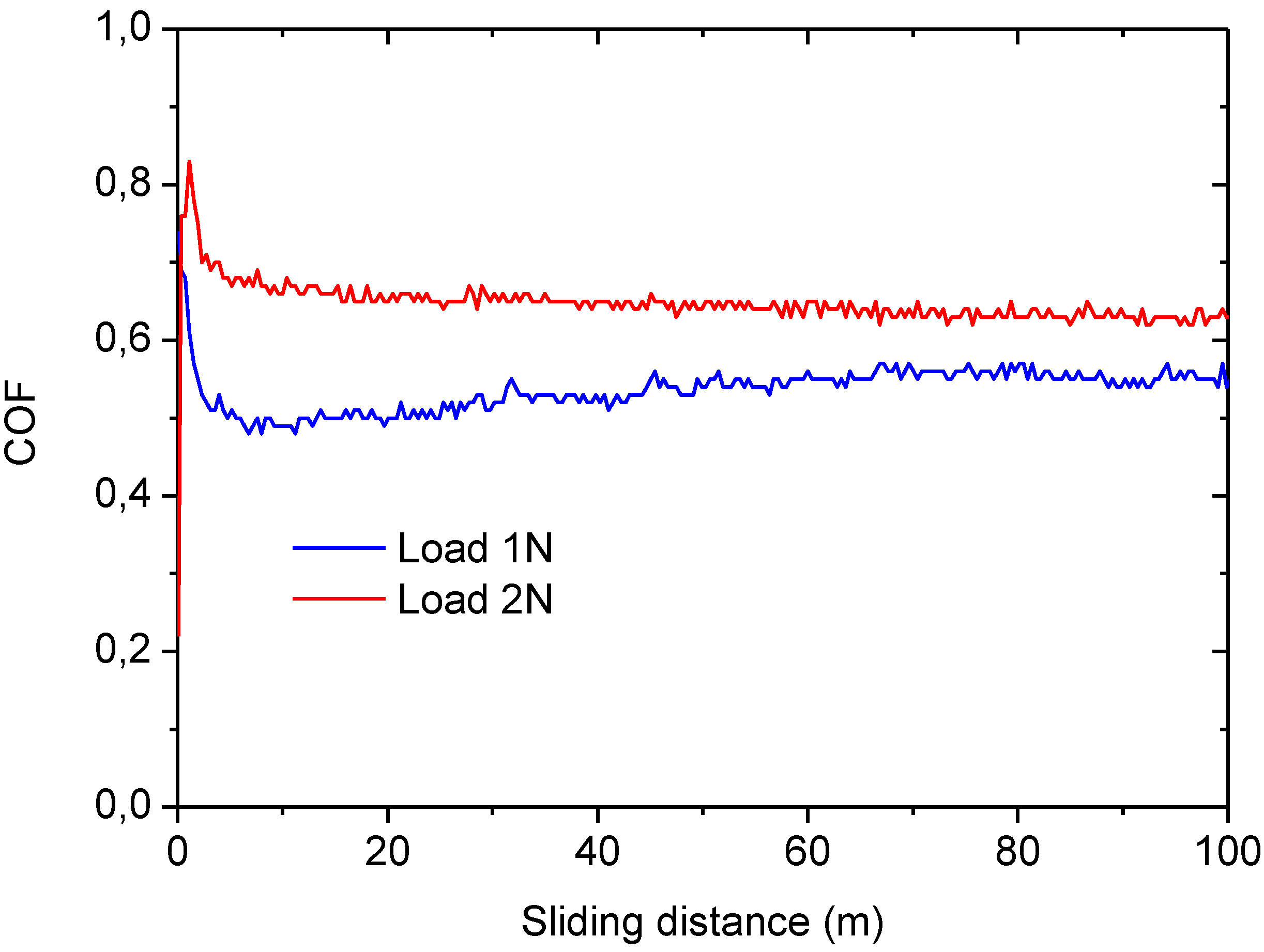
3.3. Tribological Behaviour
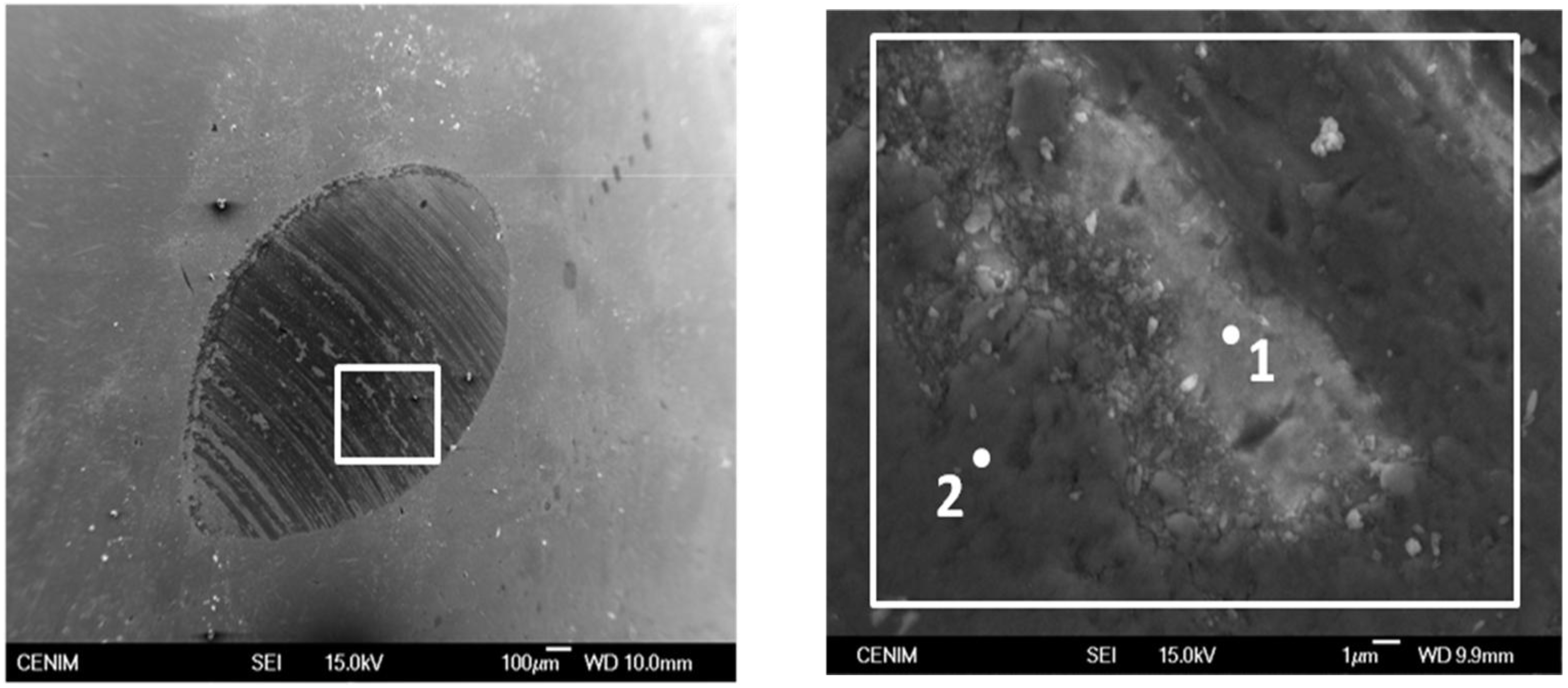
| at.% | AISI316 | Worn AISI316 Ball | |
|---|---|---|---|
| Ball | 1 | 2 | |
| Mg | – | 0.03 | 0.31 |
| Al | – | 0.06 | 2.75 |
| Si | – | 1.70 | 7.51 |
| Ti | – | – | 0.12 |
| Cr | 14.16 | 11.41 | 4.06 |
| Fe | 85.24 | 64.97 | 21.35 |
| Ni | 0.49 | – | – |
4. Conclusions
Acknowledgments
Conflicts of Interest
References
- Steen, W.M. Laser Material Processing; Springer-Verlag: Berlin/Heidelberg, Germany, 2003. [Google Scholar]
- Bäuerler, D. Laser Processing and Chemistry, 3rd ed.; Springer-Verlag: Berlin/Heidelberg, Germany, 2000. [Google Scholar]
- Allmen, M.V.; Blatter, A. Laser-beam Interactions with Materials: Physical Principles and Applications; Springer: Berlin/Heidelberg, Germany, 2002; p. 208. [Google Scholar]
- Pauleau, Y. Materials Surface Processing by Directed Energy Techniques; European Materials Research Society Series; Elsevier Science: Amsterdam, The Netherlands, 2006; p. 744. [Google Scholar]
- Sola, D.; Escartin, A.; Cases, R.; Pena, J.I. Laser ablation of advanced ceramics and glass-ceramic materials: Reference position dependence. Appl. Surf. Sci. 2011, 257, 5413–5419. [Google Scholar]
- Misawa, H.; Juodkazis, S. 3D Laser Microfabrication; Wiley-VCH: Weinheim, Germany, 2006. [Google Scholar]
- Gamaly, E.G.; Rode, A.V.; Luther-Davies, B. Ultrafast ablation with high-pulse-rate lasers. Part I: Theoretical considerations. J. Appl. Phys. 1999, 85, 4213–4221. [Google Scholar] [CrossRef]
- Rode, A.V.; Luther-Davies, B.; Gamaly, E.G. Ultrafast ablation with high-pulse-rate lasers. Part II: Experiments on laser deposition of amorphous carbon films. J. Appl. Phys. 1999, 85, 4222–4230. [Google Scholar] [CrossRef]
- Chichkov, B.N.; Momma, C.; Nolte, S.; von Alvensleben, F.; Tunnermann, A. Femtosecond, picosecond and nanosecond laser ablation of solids. Appl. Phys. Mater. Sci. Process. 1996, 63, 109–115. [Google Scholar] [CrossRef]
- Momma, C.; Chichkov, B.N.; Nolte, S.; von Alvensleben, F.; Tunnermann, A.; Welling, H.; Wellegehausen, B. Short-pulse laser ablation of solid targets. Opt. Commun. 1996, 129, 134–142. [Google Scholar] [CrossRef]
- Bulgakov, A.V.; Bulgakova, N.M. Thermal model of pulsed laser ablation under the conditions of formation and heating of a radiation-absorbing plasma. Quantum Electron. 1999, 29, 433–437. [Google Scholar] [CrossRef]
- Gusarov, A.V.; Smurov, I. Thermal model of nanosecond pulsed laser ablation: Analysis of energy and mass transfer. J. Appl. Phys. 2005, 97, 014307:1–014307:13. [Google Scholar] [CrossRef]
- Amoruso, S.; Bruzzese, R.; Spinelli, N.; Velotta, R. Characterization of laser-ablation plasmas. J. Phys. Atomic Mol. Opt. Phys. 1999, 32, R131–R172. [Google Scholar] [CrossRef]
- Balda, R.; Merino, R.I.; Pena, J.I.; Orera, V.M.; Fernandez, J. Laser spectroscopy of Nd3+ ions in glasses with the 0.8CaSiO3–0.2Ca3(PO4)2 eutectic composition. Opt. Mater. 2009, 31, 1319–1322. [Google Scholar] [CrossRef]
- Balda, R.; Fernandez, J.; Iparraguirre, I.; Azkargorta, J.; Garcia-Revilla, S.; Ignacio Pena, J.; Merino, R.I.; Orera, V.M. Broadband laser tunability of Nd3+ ions in 0.8CaSiO3–0.2Ca3(PO4)2 eutectic glass. Opt. Express 2009, 17, 4382–4387. [Google Scholar] [CrossRef]
- Sola, D.; Balda, R.; Pena, J.I.; Fernandez, J. Site-selective laser spectroscopy of Nd3+ ions in 0.8CaSiO3–0.2Ca3(PO4)2 biocompatible eutectic glass-ceramics. Opt. Express 2012, 20, 10701–10711. [Google Scholar] [CrossRef] [PubMed]
- Sola, D.; Balda, R.; Al-Saleh, M.; Pena, J.I.; Fernandez, J. Time-resolved fluorescence line-narrowing of Eu3+ in biocompatible eutectic glass-ceramics. Opt. Express 2013, 21, 6561–6571. [Google Scholar] [CrossRef] [PubMed]
- Davis, K.M.; Miura, K.; Sugimoto, N.; Hirao, K. Writing waveguides in glass with a femtosecond laser. Opt. Lett. 1996, 21, 1729–1731. [Google Scholar] [CrossRef] [PubMed]
- Sola, D.; Martínez de Mendibil, J.; Vázquez de Aldana, J.R.; Lifante, G.; Balda, R.; de Aza, A.H.; Pena, P.; Fernández, J. Stress-induced buried waveguides in the 0.8CaSiO3–0.2Ca3(PO4)2 eutectic glass doped with Nd3+ ions. Appl. Surf. Sci. 2013, 278, 289–294. [Google Scholar] [CrossRef]
- Sola, D.; Pena, J.I. Laser machining and functional applications of glass-ceramic materials. Int. J. Appl. Ceram. Technol. 2013, 10, 484–491. [Google Scholar] [CrossRef]
- Sola, D.; Escartin, A.; Cases, R.; Pena, J.I. Crystal growth induced by Nd:YAG laser irradiation in patterning glass ceramic substrates with dots. Opt. Mater. 2011, 33, 728–734. [Google Scholar] [CrossRef]
- Sola, D.; Pena, J.I. Foamy coating obtained by laser ablation of glass ceramic substrates at high temperature. Appl. Surf. Sci. 2009, 255, 5322–5328. [Google Scholar] [CrossRef]
- Sola, D.; Escartin, A.; Cases, R.; Pena, J.I. Formation of nanocrystalline foamy coatings by laser irradiation of glass-ceramic substrates in the nanosecond regime substrate temperature and wavelength dependence. Surf. Coat. Technol. 2011, 205, 4260–4266. [Google Scholar] [CrossRef]
- Barin, I.; Platzki, G. Thermochemical Data of Pure Substances; Wiley-VCH: Weinheim, Germany, 1995. [Google Scholar]
- Lide, D.R. Handbook of Chemistry and Physics, 84 ed.; CRC Press: Boca Raton, FL, USA, 2004. [Google Scholar]
- Bressel, L.; Ligny, D.; Sonneville, C.; Martinez, V.; Mizeikis, V.; Buividas, R.; Juodkazis, S. Femtosecond laser induced changes in GeO2 and SiO2 glasses: Fictive temperature effect. Opt. Mater. Express 2011, 1, 605–613. [Google Scholar] [CrossRef]
- Larrea, A.; Sola, D.; Laguna-Bercero, M.A.; Peña, J.I.; Merino, R.I.; Orera, V.M. Self-supporting thin Yttria-Stabilised Zirconia electrolytes for Solid Oxid Fuel Cells prepared by laser machining. J. Electrochem. Soc. 2011, 158, B1193–B1197. [Google Scholar] [CrossRef]
- Jahanmir, S.; Dong, X. Wear mechanism of a dental glass-ceramic. Wear 1995, 181–183, 821–825. [Google Scholar] [CrossRef]
- Molla, A.R.; Kumar, B.V.M.; Basu, B. Friction and wear mechanisms of K2O-B2O3-Al2O3-SiO2-MgO-F glass-ceramics. J. Eur. Ceram. Soc. 2009, 29, 2481–2489. [Google Scholar] [CrossRef]
- Park, J.; Ozturk, A. Tribological properties of MgO-CaO-SiO2-P2O5-F-based glass-ceramic for dental applications. Mater. Lett. 2007, 61, 1916–1921. [Google Scholar] [CrossRef]
- Cranmer, D.C. Tribological properties of glass-ceramics. J. Am. Ceram. Soc. 1984, 67, C180–C182. [Google Scholar] [CrossRef]
- Buchner, S.; Mikowski, A.; Lepienski, C.M.; Ferreira, E.B.; Zanotto, E.D.; Torres, R.D.; Soares, P. Mechanical and tribological properties of a sintered glass-ceramic compared to granite and porcelainized stoneware. Wear 2011, 271, 875–880. [Google Scholar] [CrossRef]
- Chen, Q.; Li, D.Y.; Cook, B. Is porosity always detrimental to the wear resistance of materials?—A computational study on the effect of porosity on erosive wear of TiC/Cu composites. Wear 2009, 267, 1153–1159. [Google Scholar] [CrossRef]
- Piwonski, I. Preparation method and some tribological properties of porous titanium dioxide layers. Thin Solid Films 2007, 515, 3499–3506. [Google Scholar] [CrossRef]
- Bundschuh, W.; Zumgahr, K.H. Influence of porosity on friction and sliding wear of tetragonal zirconia polycrystal. Wear 1991, 151, 175–191. [Google Scholar] [CrossRef]
- He, Y.J.; Winnubst, L.; Burggraaf, A.J.; Verweij, H.; vander Varst, P.G.T.; de With, B. Influence of porosity on friction and wear of tetragonal zirconia polycrystal. J. Am. Ceram. Soc. 1997, 80, 377–380. [Google Scholar] [CrossRef]
© 2013 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Sola, D.; Conde, A.; García, I.; Gracia-Escosa, E.; De Damborenea, J.J.; Peña, J.I. Microstructural and Wear Behavior Characterization of Porous Layers Produced by Pulsed Laser Irradiation in Glass-Ceramics Substrates. Materials 2013, 6, 3963-3977. https://doi.org/10.3390/ma6093963
Sola D, Conde A, García I, Gracia-Escosa E, De Damborenea JJ, Peña JI. Microstructural and Wear Behavior Characterization of Porous Layers Produced by Pulsed Laser Irradiation in Glass-Ceramics Substrates. Materials. 2013; 6(9):3963-3977. https://doi.org/10.3390/ma6093963
Chicago/Turabian StyleSola, Daniel, Ana Conde, Iñaki García, Elena Gracia-Escosa, Juan J. De Damborenea, and Jose I. Peña. 2013. "Microstructural and Wear Behavior Characterization of Porous Layers Produced by Pulsed Laser Irradiation in Glass-Ceramics Substrates" Materials 6, no. 9: 3963-3977. https://doi.org/10.3390/ma6093963
APA StyleSola, D., Conde, A., García, I., Gracia-Escosa, E., De Damborenea, J. J., & Peña, J. I. (2013). Microstructural and Wear Behavior Characterization of Porous Layers Produced by Pulsed Laser Irradiation in Glass-Ceramics Substrates. Materials, 6(9), 3963-3977. https://doi.org/10.3390/ma6093963