Synthesis and Characterization of Nano Boron Nitride Reinforced Magnesium Composites Produced by the Microwave Sintering Method


 and
and 
Abstract
:1. Introduction
2. Results and Discussion
2.1. Synthesis
2.2. Density and Porosity

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| S. No. | Material | BN (vol.%) | Theoretical density | Experimental density | Porosity |
|---|---|---|---|---|---|
| 1 | Pure Mg | 0.00 | 1.7400 | 1.7365 ± 0.0011 | 0.20 ± 0.005 |
| 2 | Mg-0.5BN | 0.29 | 1.7436 | 1.7391 ± 0.0034 | 0.26 ± 0.001 |
| 3 | Mg-1.5BN | 0.86 | 1.7506 | 1.7458 ± 0.0014 | 0.21 ± 0.001 |
| 4 | Mg-2.5BN | 1.44 | 1.7579 | 1.7512 ± 0.0019 | 0.38 ± 0.004 |
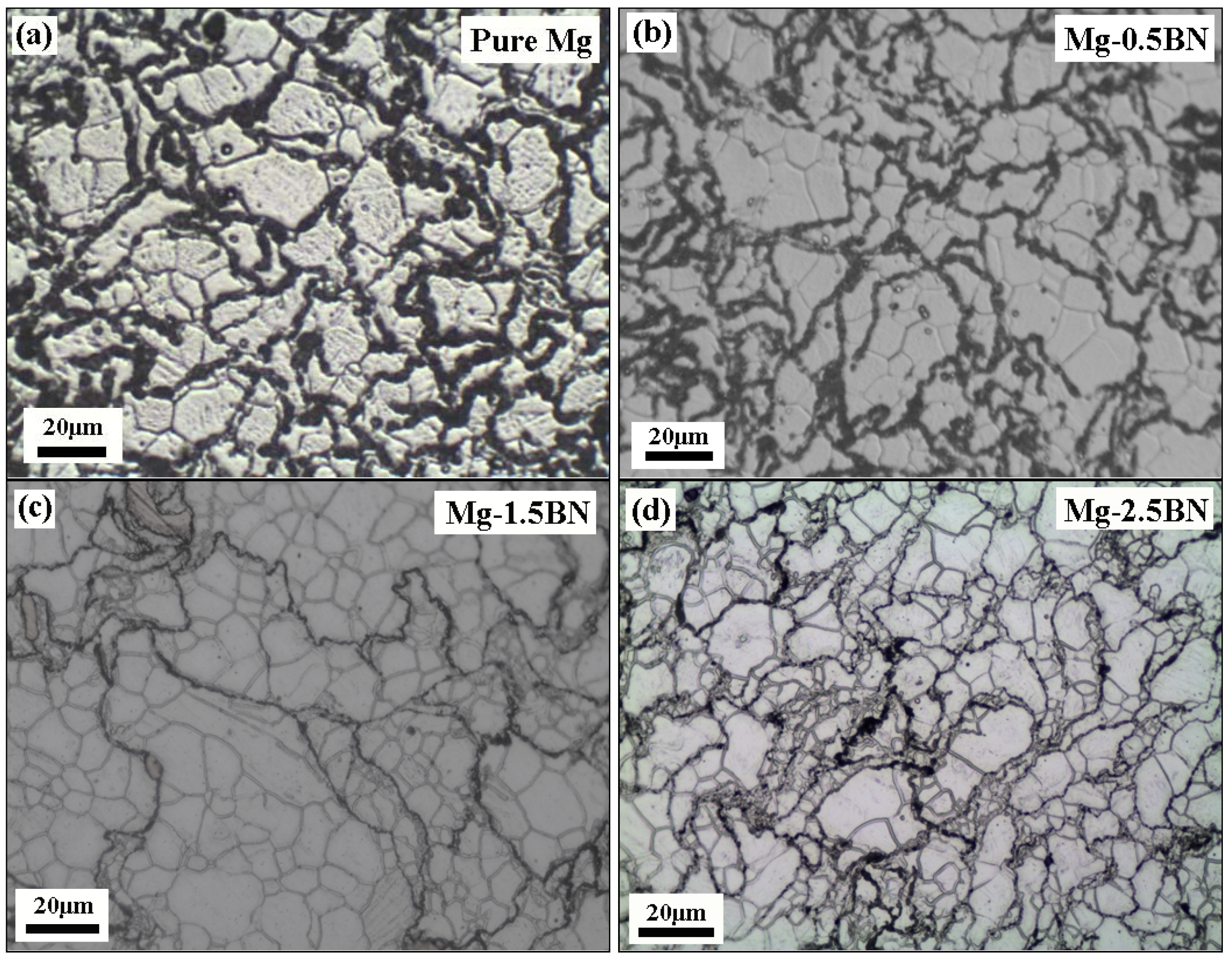
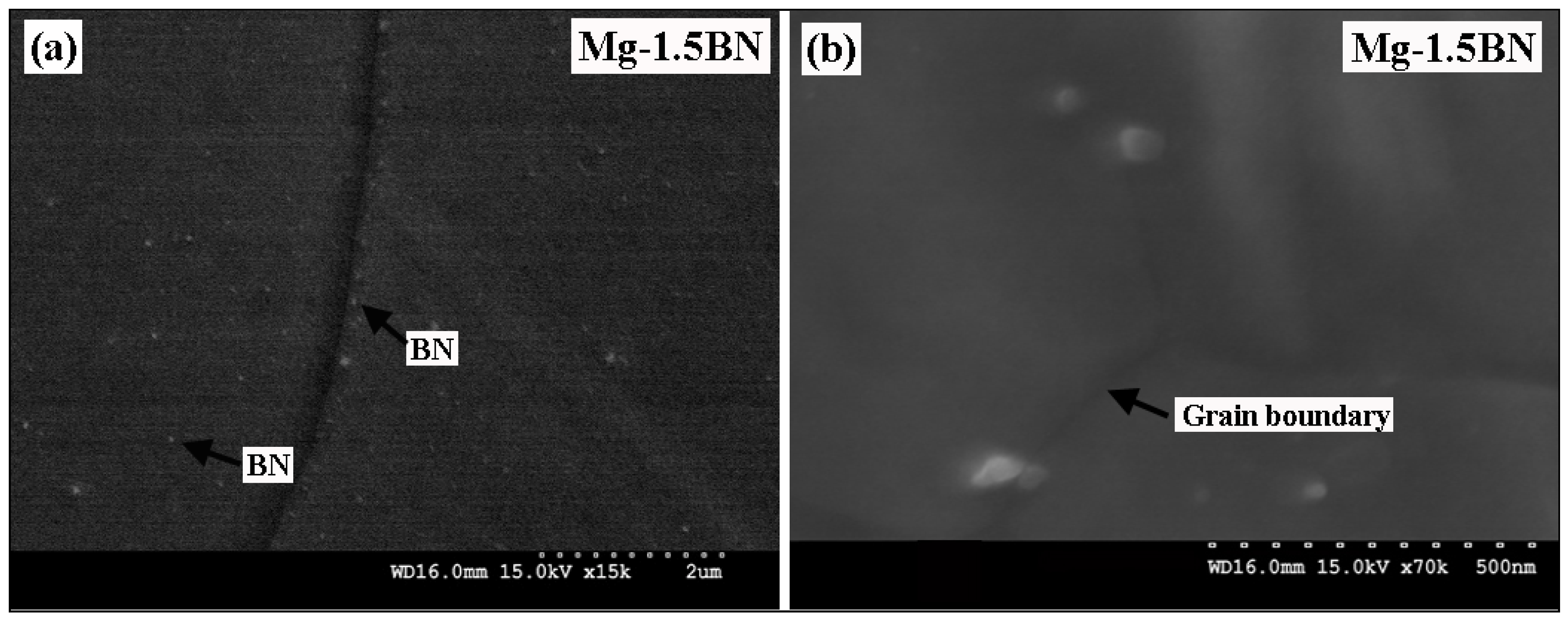
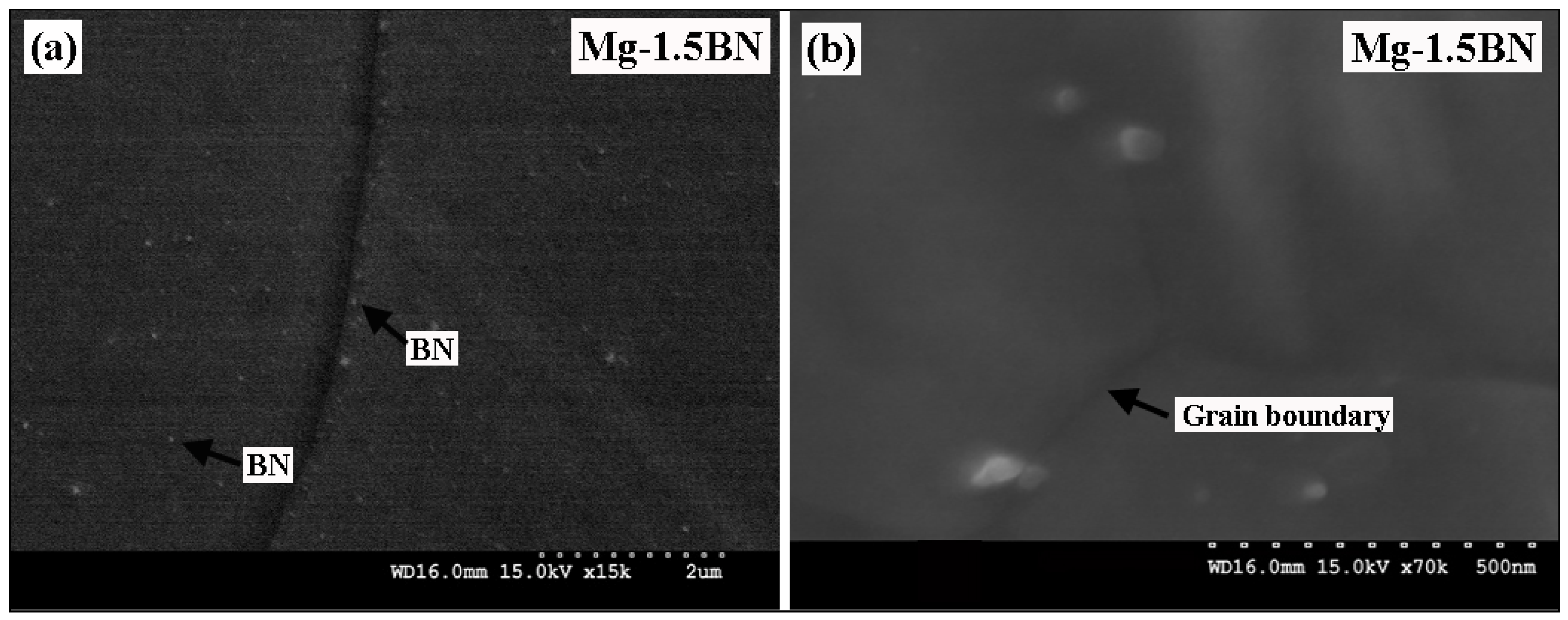
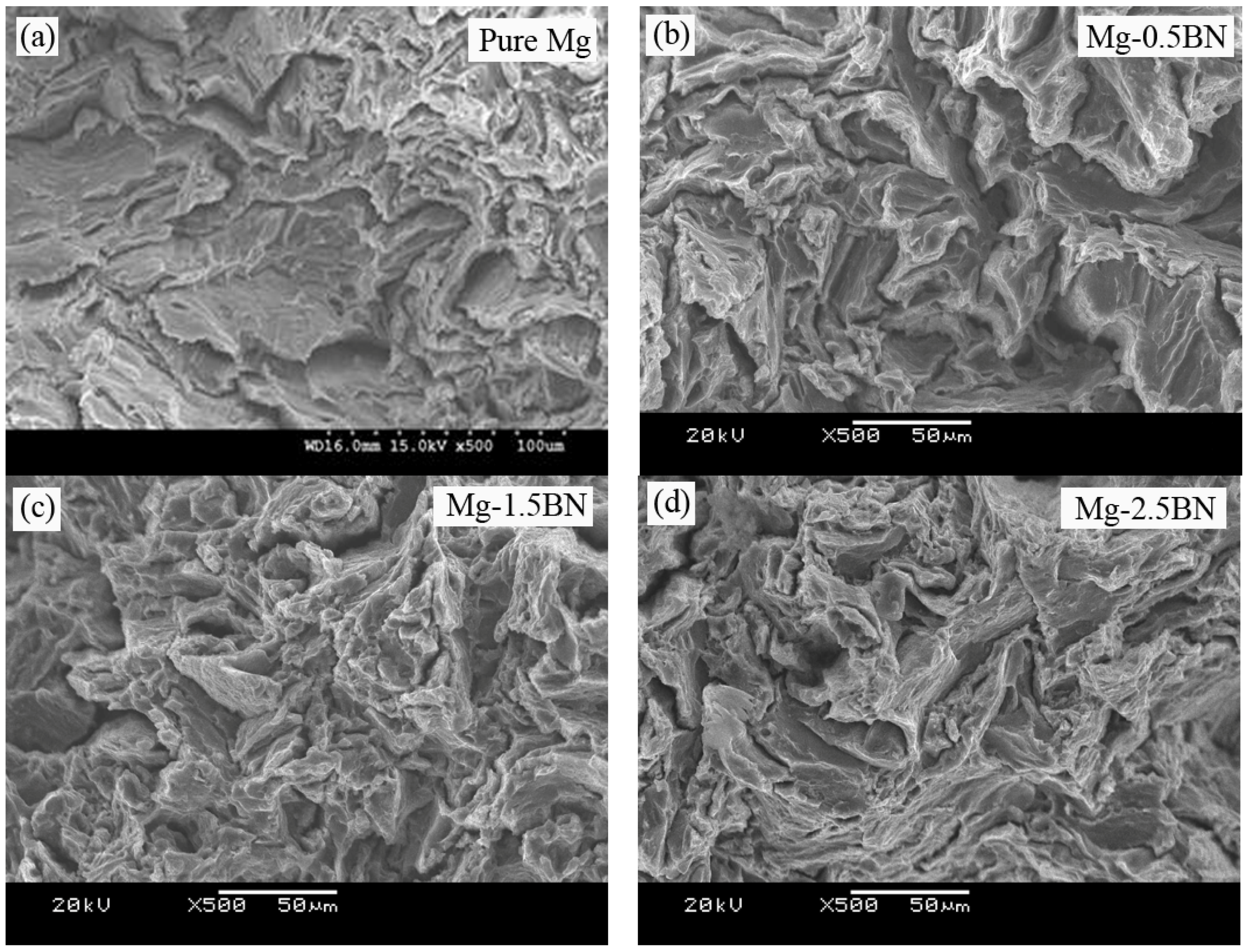
2.3. Microstructure
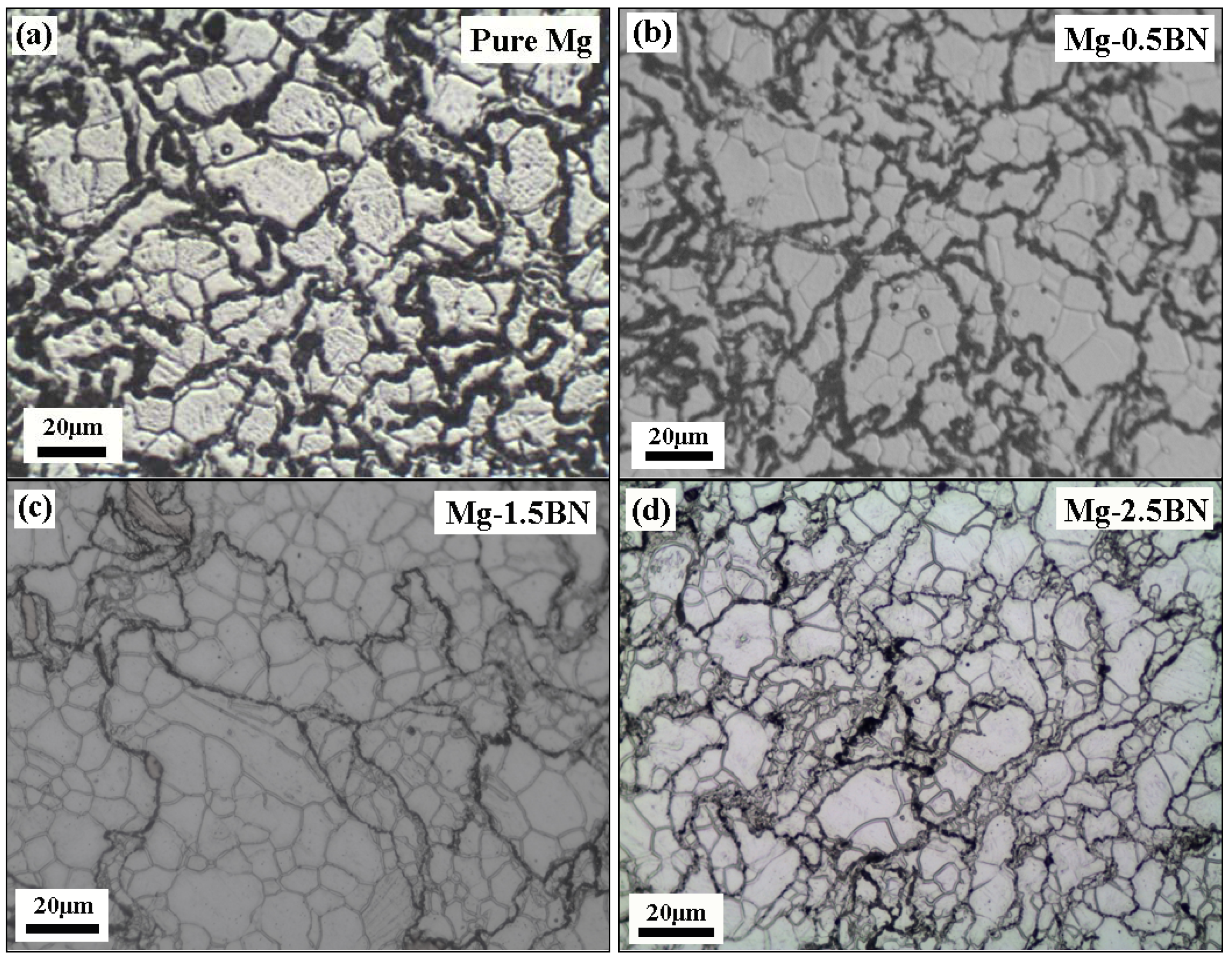
| S. No. | Material | Grain size (µm) | Aspect ratio |
|---|---|---|---|
| 1 | Pure Mg | 28.94 ± 5.86 | 1.61 ± 0.55 |
| 2 | Mg-0.5BN | 21.42 ± 2.67 | 1.54 ± 0.44 |
| 3 | Mg-1.5BN | 22.15 ± 1.92 | 1.67 ± 0.39 |
| 4 | Mg-2.5BN | 19.43 ± 3.43 | 1.56 ± 0.42 |
2.4. Coefficient of Thermal Expansion
| S. No. | Material | Thermal expansion coefficient (CTE) (× 10−6/K) | ||
|---|---|---|---|---|
| Theoretical | Experimental | |||
| ROM | Turner model | |||
| 1 | Pure Mg | 28.40 | 28.40 | 28.52 |
| 2 | Mg-0.5BN | 28.32 | 28.08 | 27.19 |
| 3 | Mg-1.5BN | 28.17 | 27.47 | 26.82 |
| 4 | Mg-2.5BN | 28.01 | 26.87 | 24.63 |
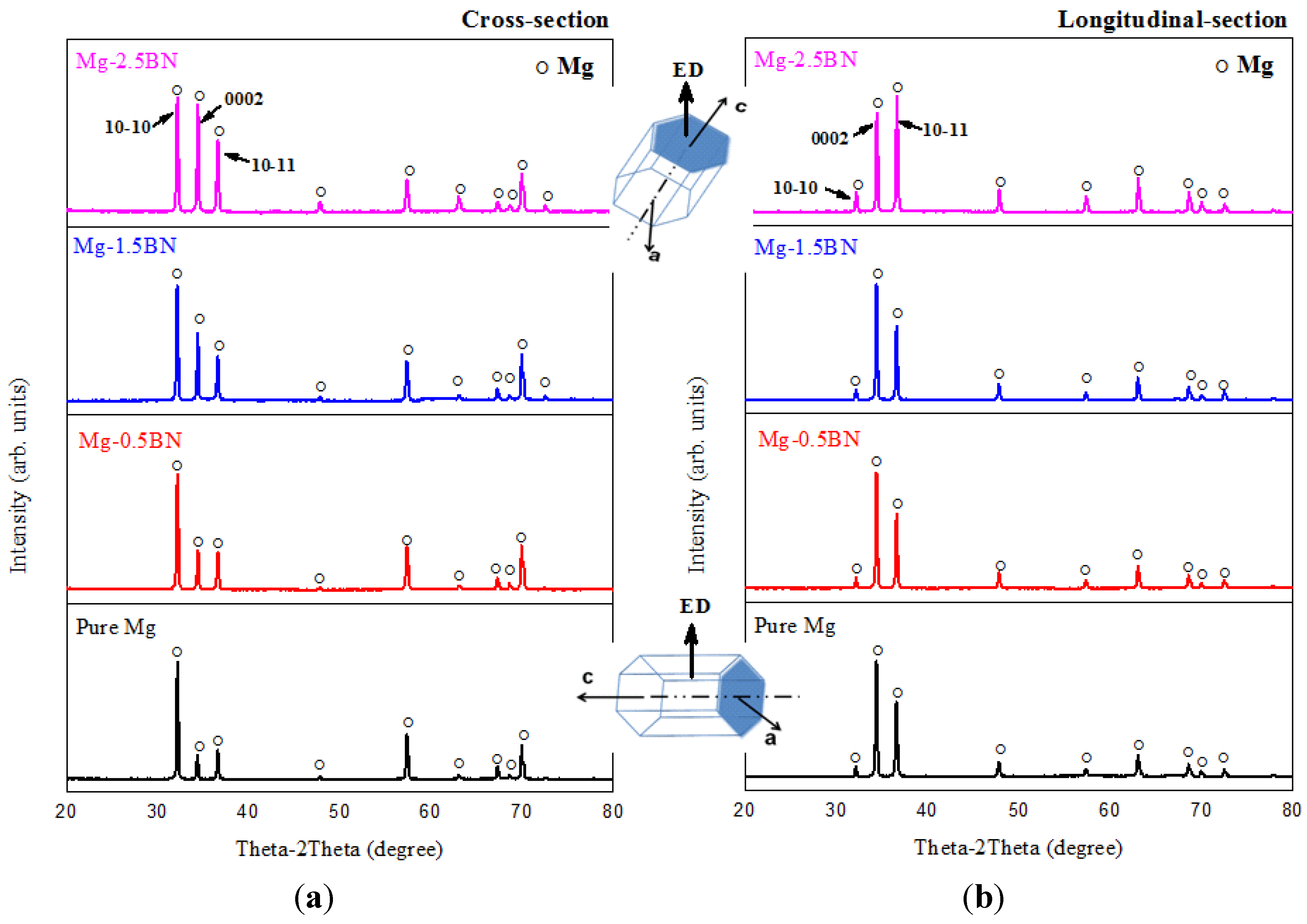
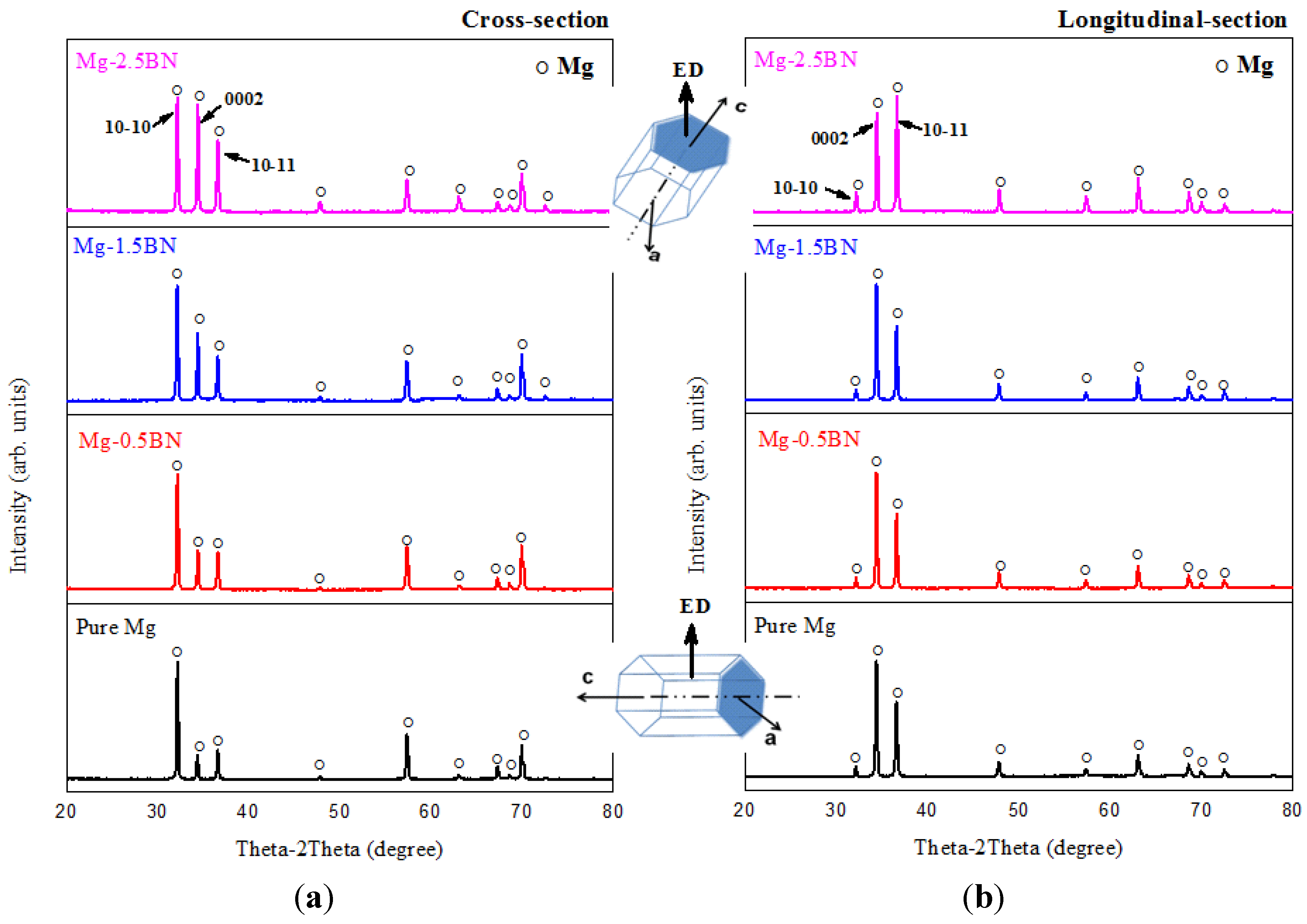
2.5. X-ray Diffraction Studies
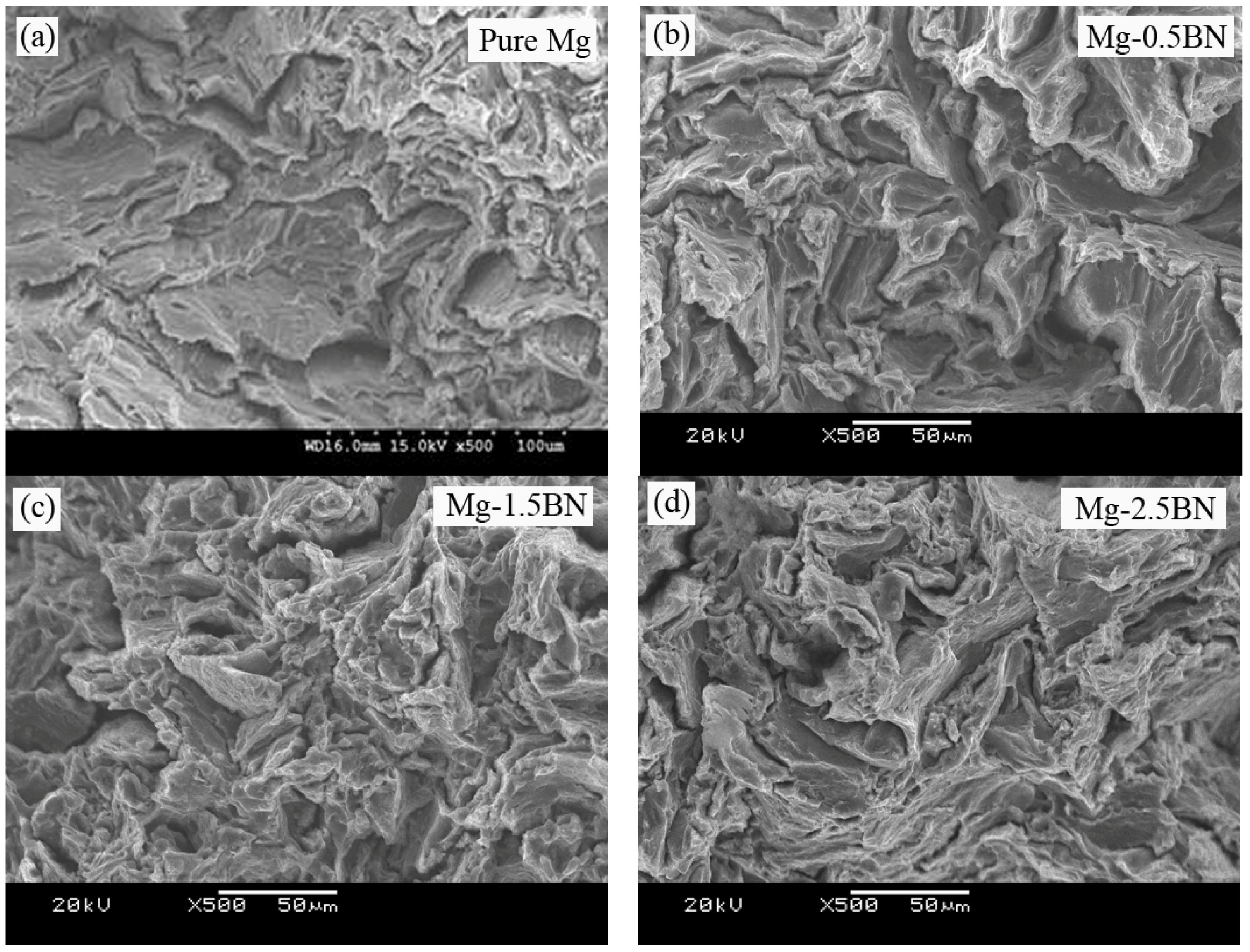
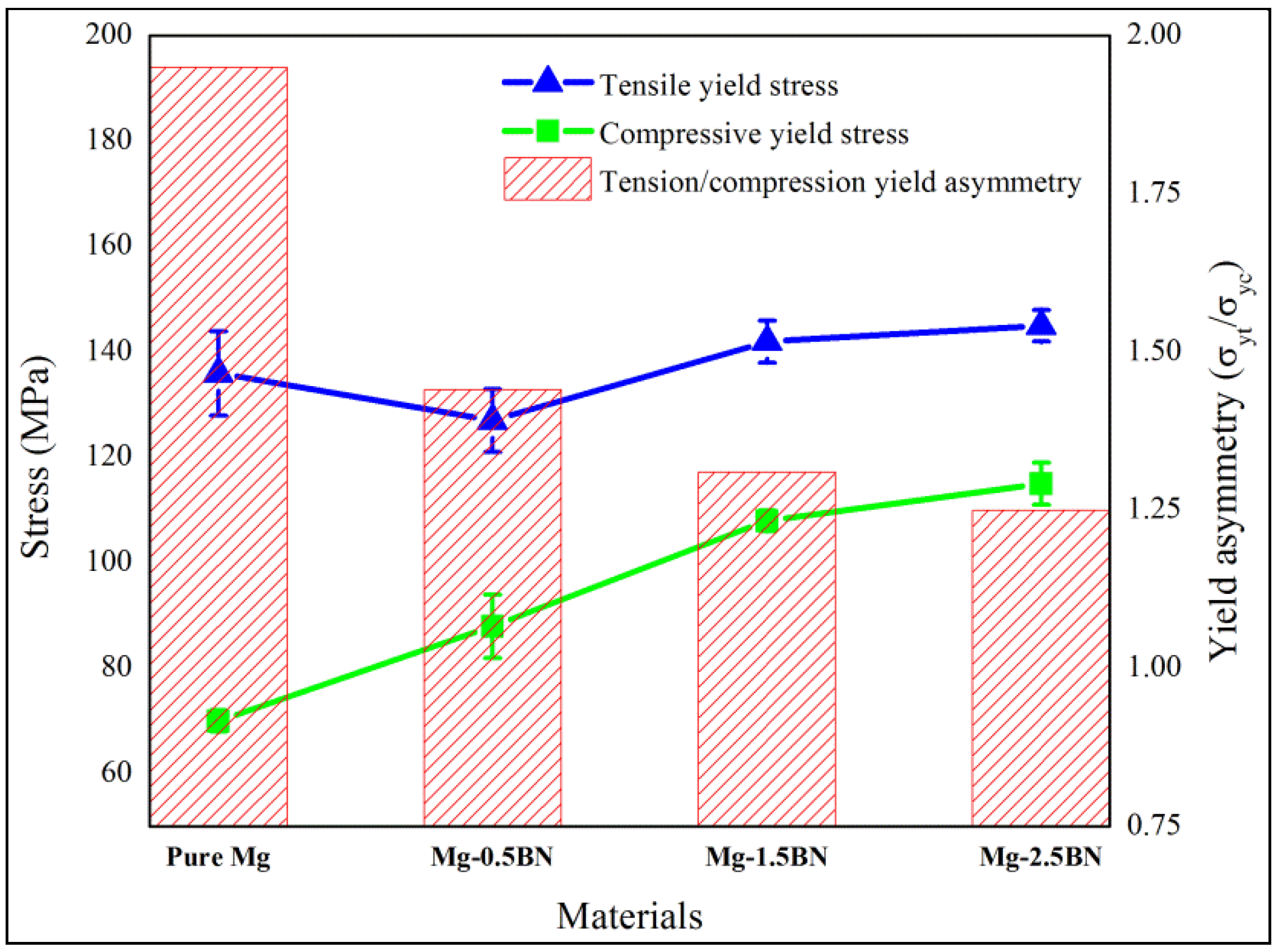
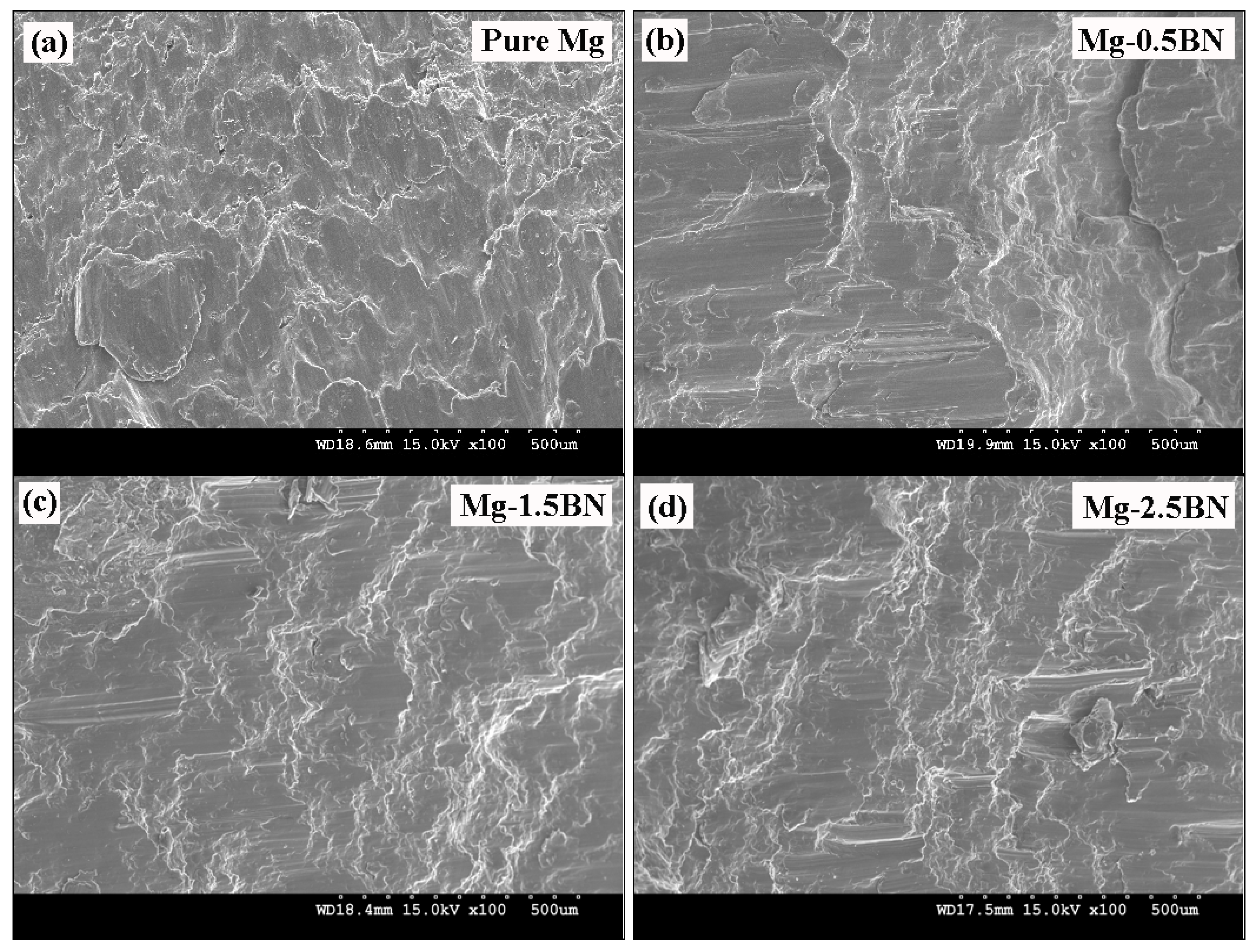
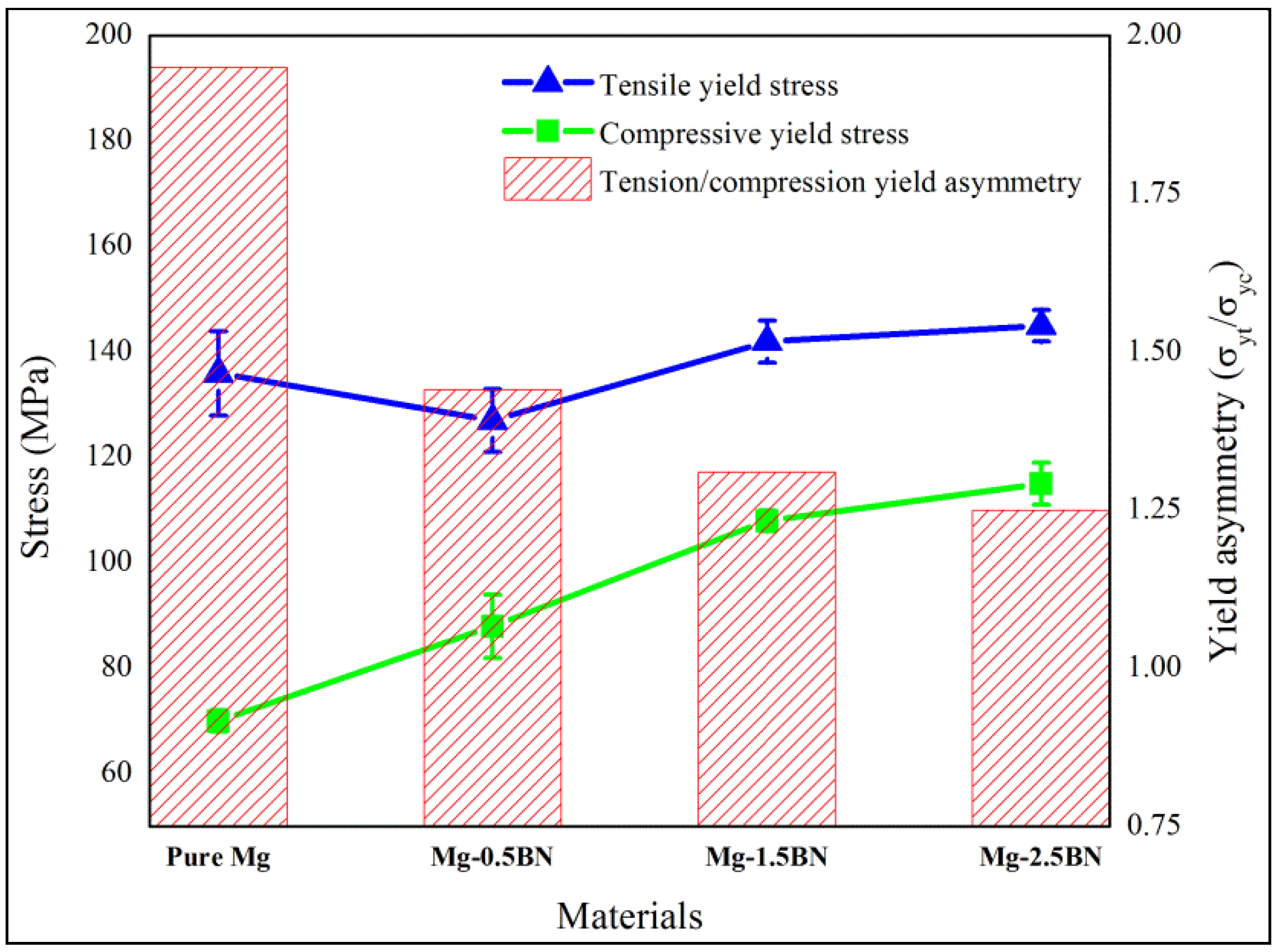
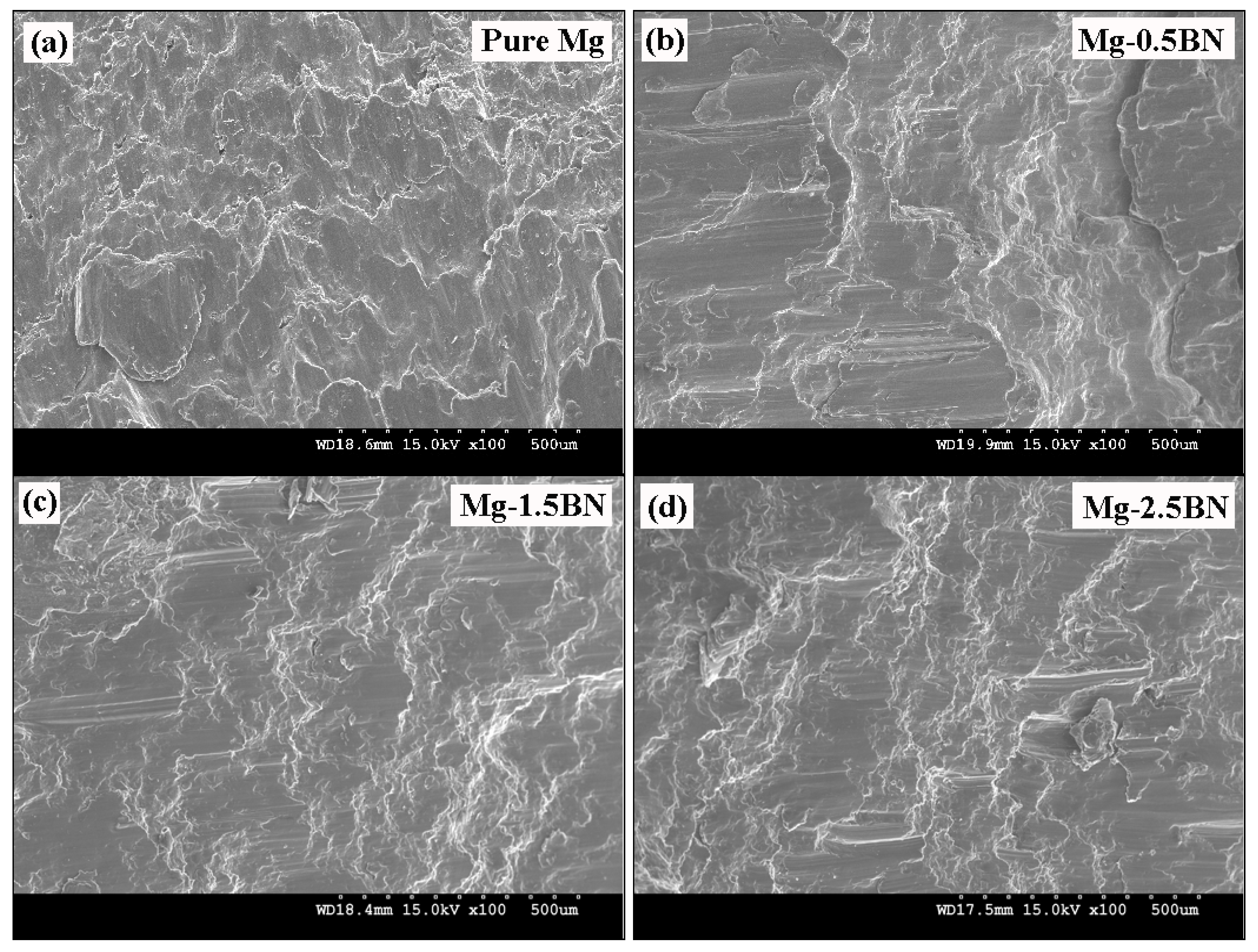
2.6. Mechanical Behavior
| S. NO. | Material | Microhardness Hv |
|---|---|---|
| 1 | Pure Mg | 48 ± 1 |
| 2 | Mg-0.5BN | 51 ± 3 |
| 3 | Mg-1.5BN | 55 ± 3 |
| 4 | Mg-2.5BN | 57 ± 2 |
| S. No. | Material | 0.2 YS [MPa] | UTS [MPa] | Fracture Strain [%] |
|---|---|---|---|---|
| 1 | Pure Mg | 136 ± 8 | 170 ± 7 | 6.1 ± 1.2 |
| 2 | Mg-0.5BN | 127 ± 6 | 192 ± 8 | 7.8 ± 0.9 |
| 3 | Mg-1.5BN | 142 ± 4 | 200 ± 5 | 8.6 ± 0.5 |
| 4 | Mg-2.5BN | 145 ± 3 | 217 ± 5 | 7.2 ± 0.8 |
| S. No. | Material | 0.2 CYS (Mpa) | UCS (Mpa) | Fracture Strain (%) |
|---|---|---|---|---|
| 1 | Pure Mg | 70 ± 2 | 250 ± 7 | 24.5 ± 2.7 |
| 2 | Mg-0.5BN | 88 ± 6 | 290 ± 9 | 20.9 ± 1.8 |
| 3 | Mg-1.5BN | 108 ± 2 | 312 ± 8 | 19.9 ± 1.2 |
| 4 | Mg-2.5BN | 115 ± 4 | 319 ± 4 | 19.7 ± 1.4 |
3. Experimental Procedure
3.1. Materials
3.2. Synthesis
3.3. Materials Characterization
3.3.1. Density Measurements
3.3.2. Coefficient of Thermal Expansion
3.3.3. Microstructure
3.3.4. X-ray Diffraction Studies
3.3.5. Mechanical Behavior
4. Conclusions
- The addition of nanoscale BN reinforcements marginally reduced the average grain size and CTE and increased the hardness when compared to monolithic Mg.
- XRD studies conducted on developed Mg/BN composites showed basal texture weakening with an increase in nano-BN addition.
- Under tensile loads, the developed Mg/BN nanocomposites exhibit similar yield strength and enhanced ultimate tensile strength and ductility attributed to the strengthening effect and non-basal slip activation.
- Under compressive loads, the addition of nano-BN particulates significantly enhanced the strength and reduced the ductility owing to the difficulty in twinning and slip dominated flow.
- The reduction of tension-compression yield asymmetry ratio was attributed to the weakening of strong basal texture in pure Mg.
Acknowledgements
References
- Kainer, K.U.; Buch, F. Magnesium Alloys and Technology; Wiley-VCH: Weinheim, Germany, 2003; pp. 1–22. [Google Scholar]
- Lloyd, D.J. Particle reinforced aluminium and magnesium matrix composites. Int. Mater. Rev. 1994, 39, 1–23. [Google Scholar] [CrossRef]
- Dieter, G.E. Mechanical Metallurgy; McGraw-Hill: New York, NY, USA, 1986. [Google Scholar]
- Wang, Y.N.; Huang, J.C. Review: Texture analysis in hexagonal materials. Mater. Chem. Phys. 2003, 81, 11–26. [Google Scholar] [CrossRef]
- Yoo, M.H. Slip, twinning, and fracture in hexagonal close-packed metals. Metall. Trans. A 1981, 12, 409–418. [Google Scholar] [CrossRef]
- Yoshinaga, H.; Obara, T.; Morozumi, S. Twinning deformation in magnesium compressed along the C-Axis. Mater. Sci. Eng. 1973, 12, 255–264. [Google Scholar] [CrossRef]
- Gehrmann, R.; Frommert, M.M.; Gottstein, G. Texture effects on plastic deformation of magnesium. Mater. Sci. Eng. A 2005, 395, 338–349. [Google Scholar] [CrossRef]
- Gupta, M.; Ling, M. Magnesium Technology; Wiley-VCH: Weinheim, Germany, 2011. [Google Scholar]
- Hassan, S.F.; Gupta, M. Development of high performance magnesium nano-composites using nano-Al2O3 as reinforcement. Mater. Sci. Eng. A 2005, 392, 163–168. [Google Scholar] [CrossRef]
- Dieringa, H. Properties of magnesium alloys reinforced with nanoparticles and carbon nanotubes. J. Mater. Sci. 2011, 46, 289–306. [Google Scholar] [CrossRef]
- Goh, C.S.; Wei, J.; Lee, L.C.; Gupta, M. Properties and deformation behaviour of Mg-Y2O3 nanocomposites. Acta Mater. 2007, 55, 5115–5121. [Google Scholar] [CrossRef]
- Tun, K.S.; Jayaramanavar, P.; Nguyen, Q.B.; Chan, J.; Kwok, R.; Gupta, M. Investigation into tensile and compressive responses of Mg-ZnO composites. Mater. Sci. Technol. 2011, 28, 582–588. [Google Scholar] [CrossRef]
- Lee, K.B.; Sim, H.S.; Heo, S.W.; Yoo, H.R.; Cho, S.Y.; Kwon, H. Tensile properties and microstructures of Al composite reinforced with BN particles. Composities Part A Appl. Sci. Manuf. 2002, 33, 709–715. [Google Scholar] [CrossRef]
- Xia, Z.P.; Li, Z.Q.; Lu, C.J.; Zhang, B.; Zhou, Y. Structural evolution of Al/BN mixture during mechanical alloying. J. Alloys Compd. 2005, 399, 139–143. [Google Scholar] [CrossRef]
- Gupta, M.; Wong, E. Microwaves and Metals; John Wiley: Hoboken, NJ, USA, 2007. [Google Scholar]
- Wong, W.L.E.; Gupta, M. Enhancing overall mechanical performance of metallic materials using two-directional microwave assisted rapid sintering. Scr. Mater. 2005, 52, 479–483. [Google Scholar] [CrossRef]
- Humphreys, F.J.; Hatherly, M. Recrystallisation and Related Annealing Phenomena; Pergamon: Oxford, UK, 1995. [Google Scholar]
- Mabuchi, M.; Kubota, K.; Higashi, K. Effect of hot extrusion on the mechanical properties of a Mg-Si-Al Alloy. Mater. Lett. 1994, 19, 247–250. [Google Scholar] [CrossRef]
- Lavrenko, V.A.; Gogotsi, Y.G. Influence of oxidation on the composition and structure of the surface layer of hot-pressed boron carbide. Oxidat. Metals 1988, 29, 193–202. [Google Scholar] [CrossRef]
- Lynch, C.T. CRC Handbook of Materials Science; CRC Press Inc.: Boca Raton, FL, USA, 1984. [Google Scholar]
- Gu, M.Y.; Wu, Z.G.; Jin, Y.P.; Koçak, M. The interfacial reaction and microstructure in a ZK60-based hybrid composite. J. Mater. Sci. 2000, 35, 2499–2505. [Google Scholar] [CrossRef]
- Nikhilesh, C.; Chawla, K.K. Metal Matrix Composites; Springer: New York, NY, USA, 2006. [Google Scholar]
- Turner, P.S. Thermal-expansion stresses in reinforced plastics. J. Res. Natl. Bur. Stand. 1946, 37, 239–260. [Google Scholar] [CrossRef]
- Smithells, C.J. Metals Reference Book, 5th ed.; Butterworth’s & Co. Ltd.: London, UK, 1976. [Google Scholar]
- Xu, Z.R.; Chawla, K.K.; Mitra, R.; Fine, M.E. Effect of particle size on the thermal expansion of Tic/A1 XDTM Composites. Scr. Metall. Mater. 1994, 31, 1525–1530. [Google Scholar] [CrossRef]
- Stanford, N.; Atwell, D.; Beer, A.; Davies, C.; Barnett, M.R. Effect of microalloying with rare-earth elements on the texture of extruded magnesium-based alloys. Scripta Mater. 2008, 59, 772–775. [Google Scholar] [CrossRef]
- Jayalakshmi, S.; Sankaranarayanan, S.; Koh, S.P.X.; Gupta, M. Effect of Ag and Cu trace additions on the microstructural evolution and mechanical properties of Mg-5Sn alloy. J. Alloys Compd. 2013, 565, 56–65. [Google Scholar] [CrossRef]
- Garces, G.; Rodriguez, M.; Perez, P.; Adeva, P. Effect of volume fraction and particle size on the microstructure and plastic deformation of Mg-Y2O3 composites. Mater. Sci. Eng. A 2006, 419, 357–364. [Google Scholar] [CrossRef]
- Garces, G.; Perez, P.; Adeva, P. Effect of the extrusion texture on the mechanical behaviour of Mg-SiCp composites. Scripta Mater. 2005, 52, 615–619. [Google Scholar] [CrossRef]
- Wang, X.L.; Yu, Y.; Wang, E.D. The effects of grain size on ductility of AZ31 magnesium alloy. Mater. Sci. Forum 2005, 488–489, 535–538. [Google Scholar]
- Mukai, T.; Yamanoi, M.; Watanabe, H.; Higashi, K. Ductility enhancement in AZ31 magnesium alloy by controlling its grain structure. Scripta Mater. 2001, 45, 89–94. [Google Scholar] [CrossRef]
- Kleiner, S.; Uggowitzer, P.J. Mechanical anisotropy of extruded Mg-6% Al-1% Zn alloy. Mater. Sci. Eng. A 2004, 379, 258–263. [Google Scholar] [CrossRef]
- McDanels, D.C. Analysis of stress-strain, fracture, and ductility behavior of aluminum matrix composites containing discontinuous silicon carbide reinforcement. Metall. Trans. 1985, A16, 1105–1115. [Google Scholar] [CrossRef]
- Kettunen, P.O.; Kuokkala, V.T. Plastic Deformation and Strain Hardening; Trans Tech: Enfield, NH, USA, 2002. [Google Scholar]
- Koike, J.; Kobayashi, T.; Mukai, T.; Watanabe, H.; Suzuki, M.; Maruyama, K.; Higashi, K. The activity of non-basal slip systems and dynamic recovery at room temperature in fine-grained AZ31B magnesium alloys. Acta Mater. 2003, 51, 2055–2065. [Google Scholar] [CrossRef]
- Kima, H.L.; Lee, J.H.; Lee, C.S.; Bang, W.; Ahn, S.H.; Chang, Y.W. Shear band formation during hot compression of AZ31 Mg alloy sheets. Mater. Sci. Eng. A 2012, 558, 431–438. [Google Scholar] [CrossRef]
© 2013 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Seetharaman, S.; Subramanian, J.; Tun, K.S.; Hamouda, A.S.; Gupta, M. Synthesis and Characterization of Nano Boron Nitride Reinforced Magnesium Composites Produced by the Microwave Sintering Method. Materials 2013, 6, 1940-1955. https://doi.org/10.3390/ma6051940
Seetharaman S, Subramanian J, Tun KS, Hamouda AS, Gupta M. Synthesis and Characterization of Nano Boron Nitride Reinforced Magnesium Composites Produced by the Microwave Sintering Method. Materials. 2013; 6(5):1940-1955. https://doi.org/10.3390/ma6051940
Chicago/Turabian StyleSeetharaman, Sankaranarayanan, Jayalakshmi Subramanian, Khin Sandar Tun, Abdelmagid S. Hamouda, and Manoj Gupta. 2013. "Synthesis and Characterization of Nano Boron Nitride Reinforced Magnesium Composites Produced by the Microwave Sintering Method" Materials 6, no. 5: 1940-1955. https://doi.org/10.3390/ma6051940
APA StyleSeetharaman, S., Subramanian, J., Tun, K. S., Hamouda, A. S., & Gupta, M. (2013). Synthesis and Characterization of Nano Boron Nitride Reinforced Magnesium Composites Produced by the Microwave Sintering Method. Materials, 6(5), 1940-1955. https://doi.org/10.3390/ma6051940