Novel Textile Scaffolds Generated by Flock Technology for Tissue Engineering of Bone and Cartilage



Abstract
:
1. Introduction
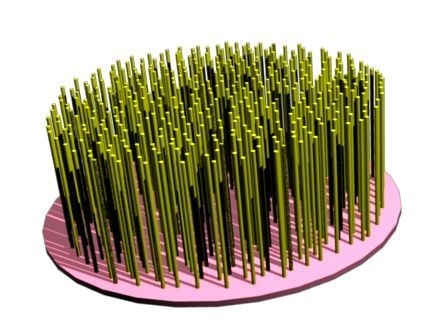
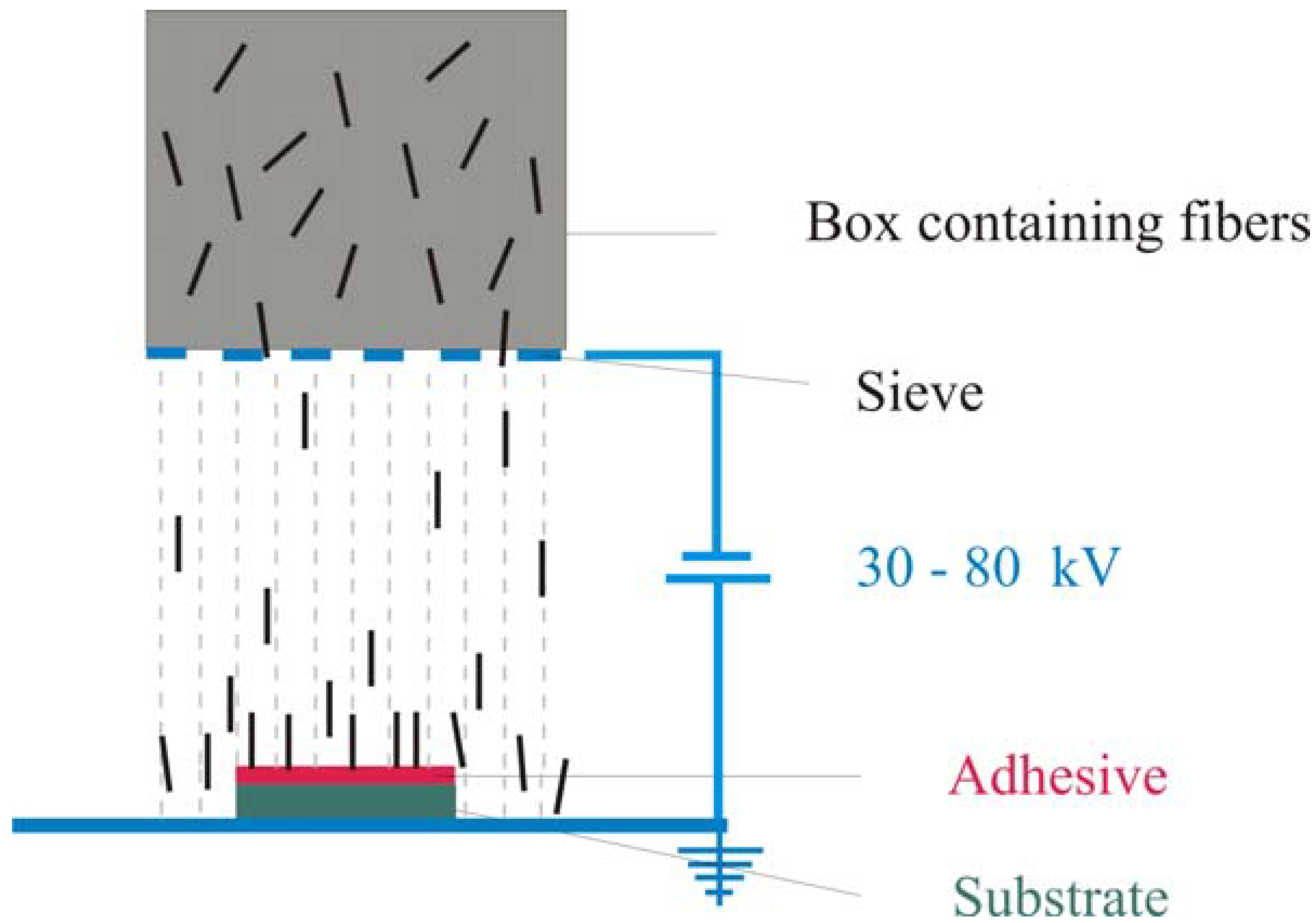
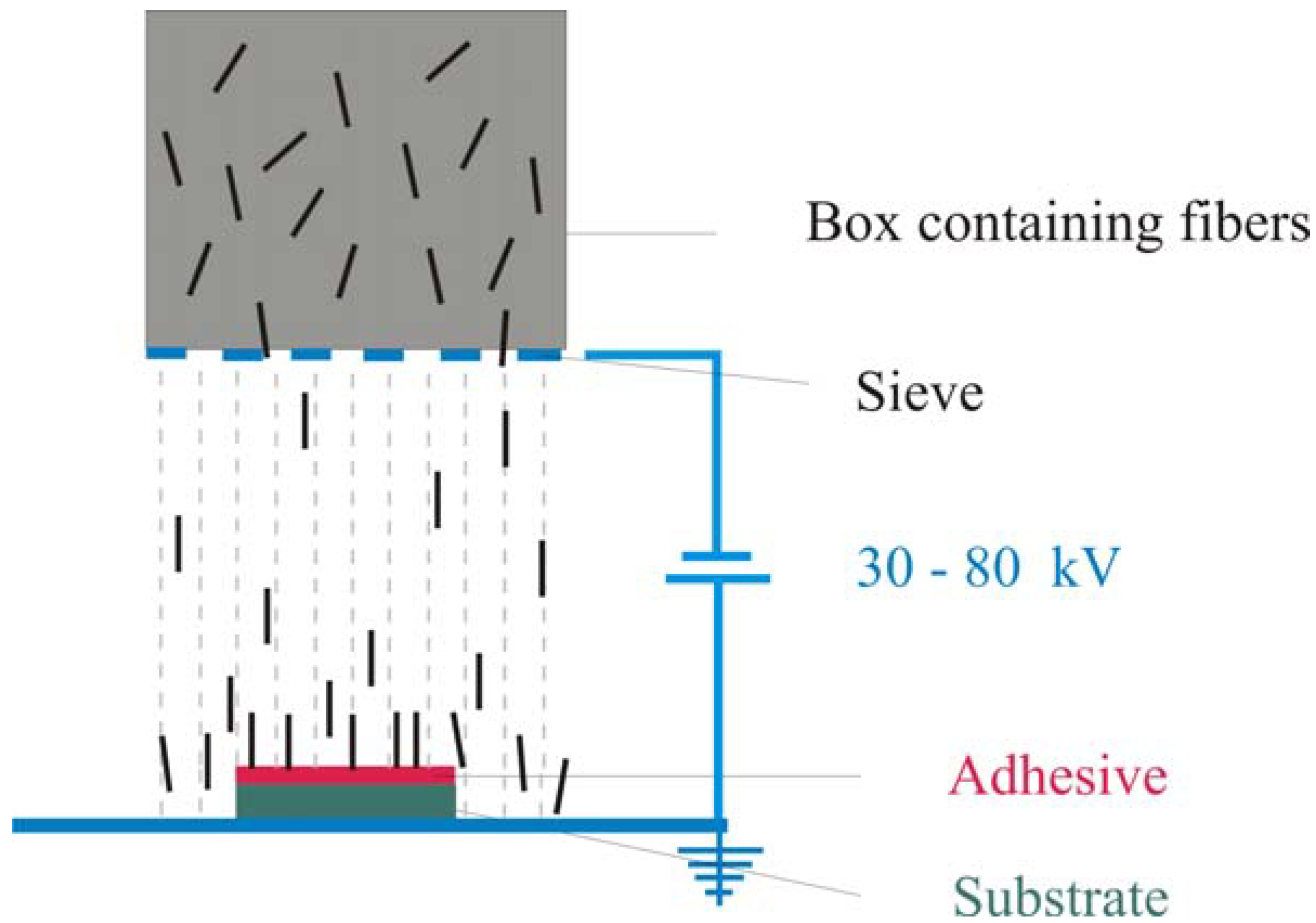
1.1. Flock Technology
2. Results and Discussion
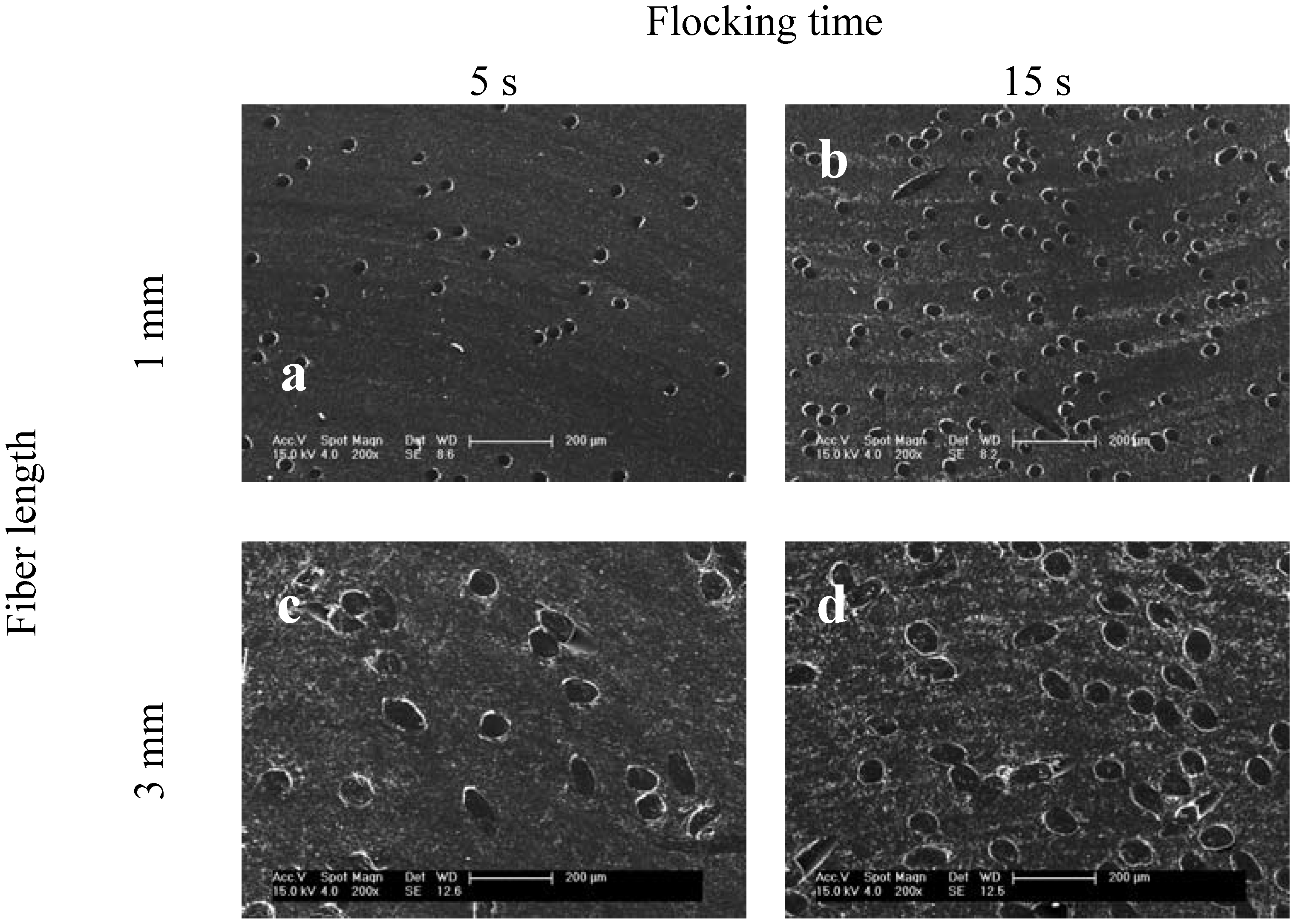
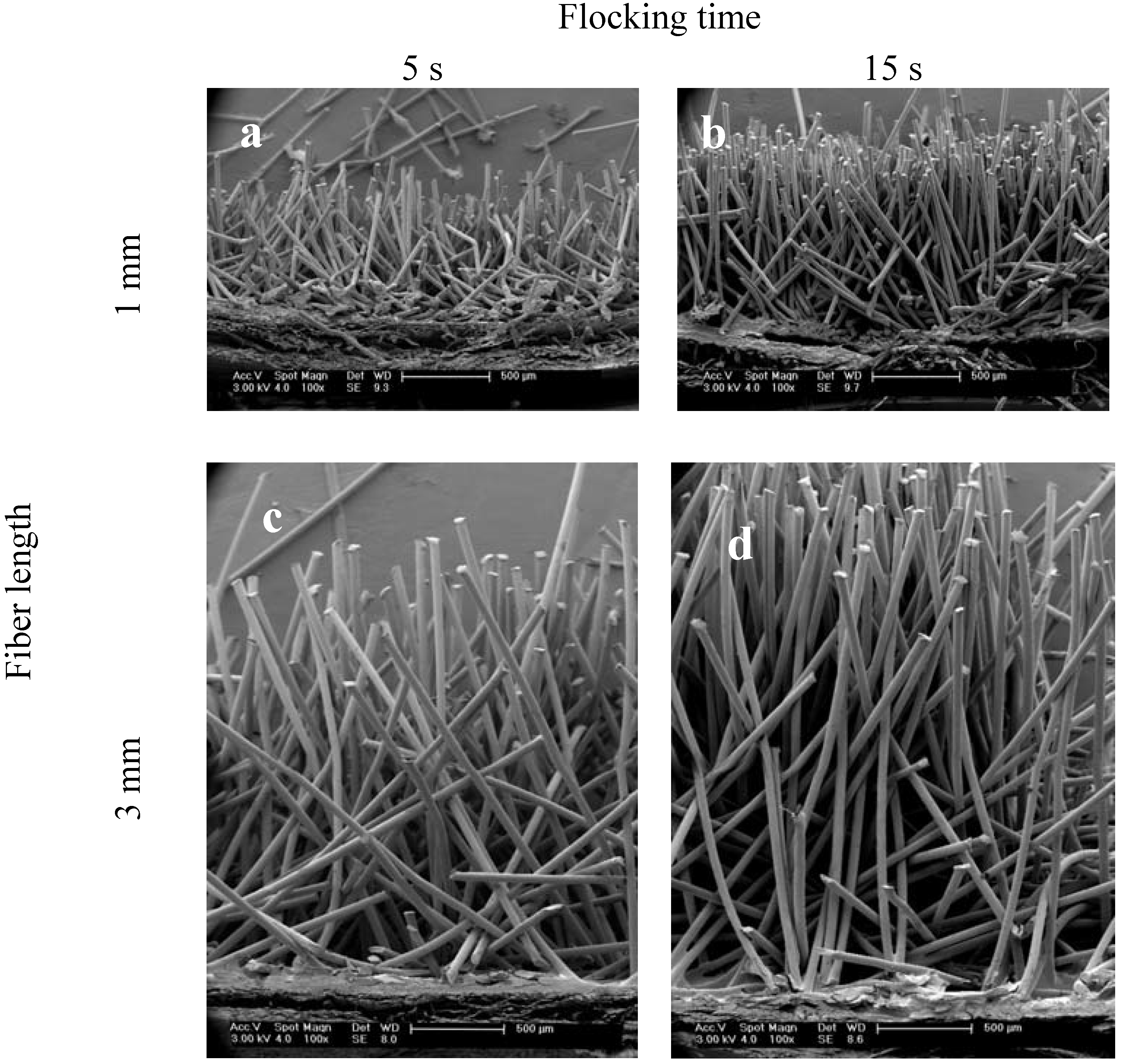
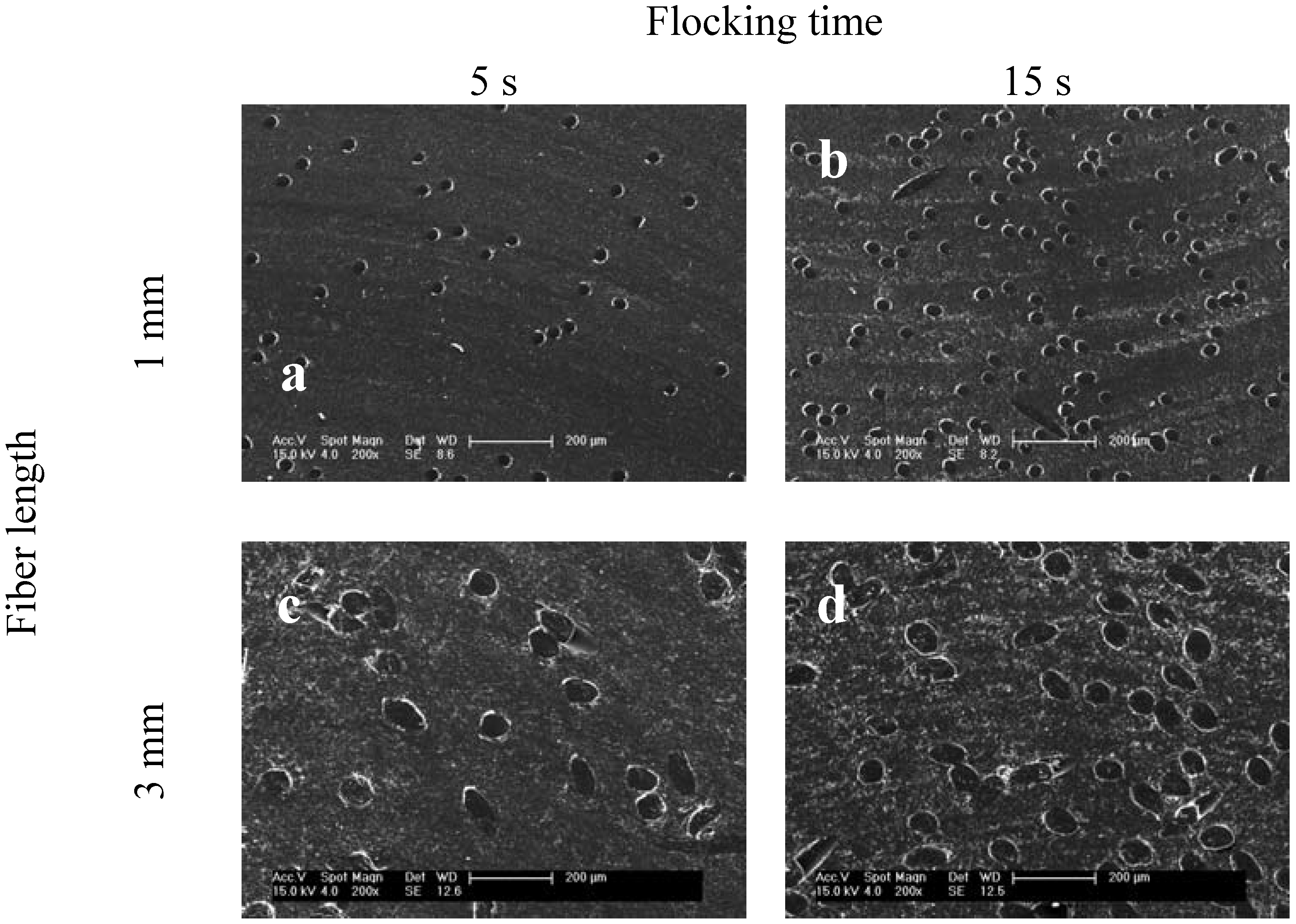
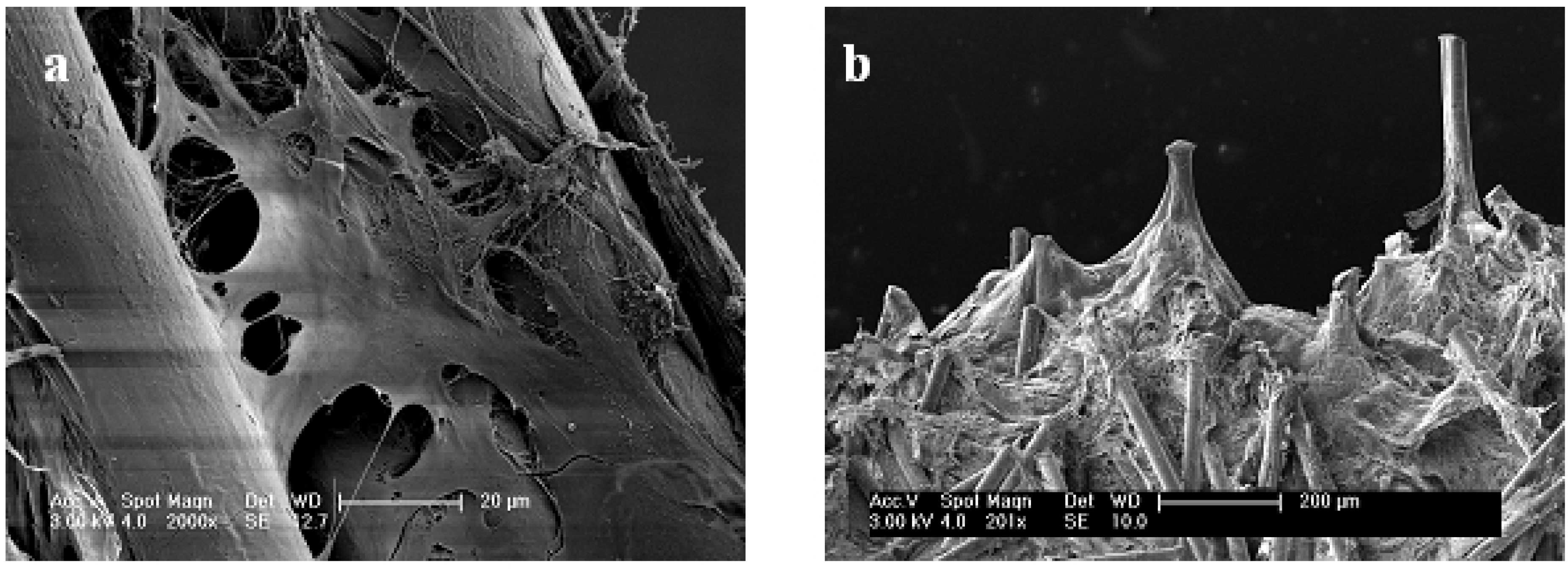
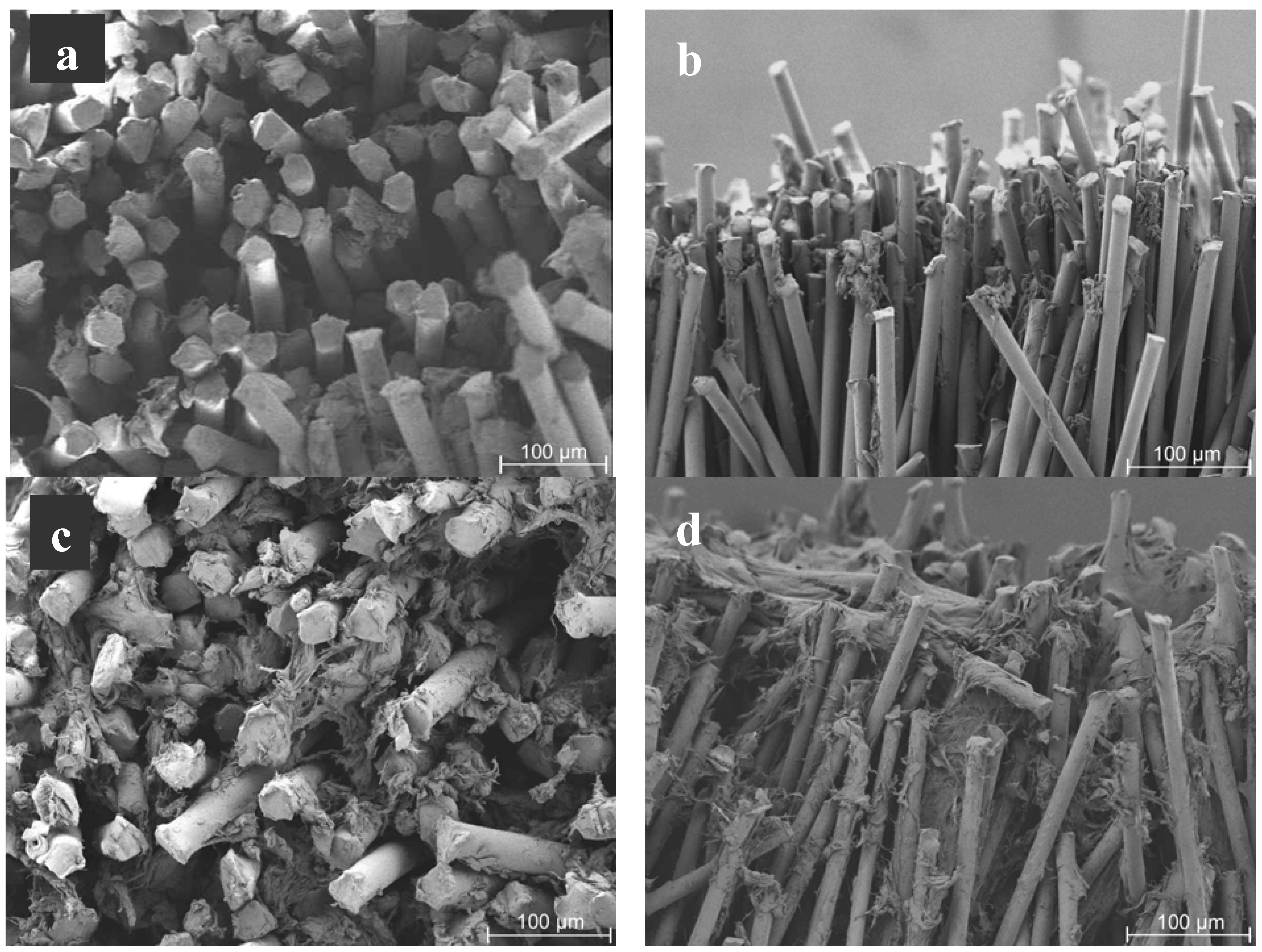
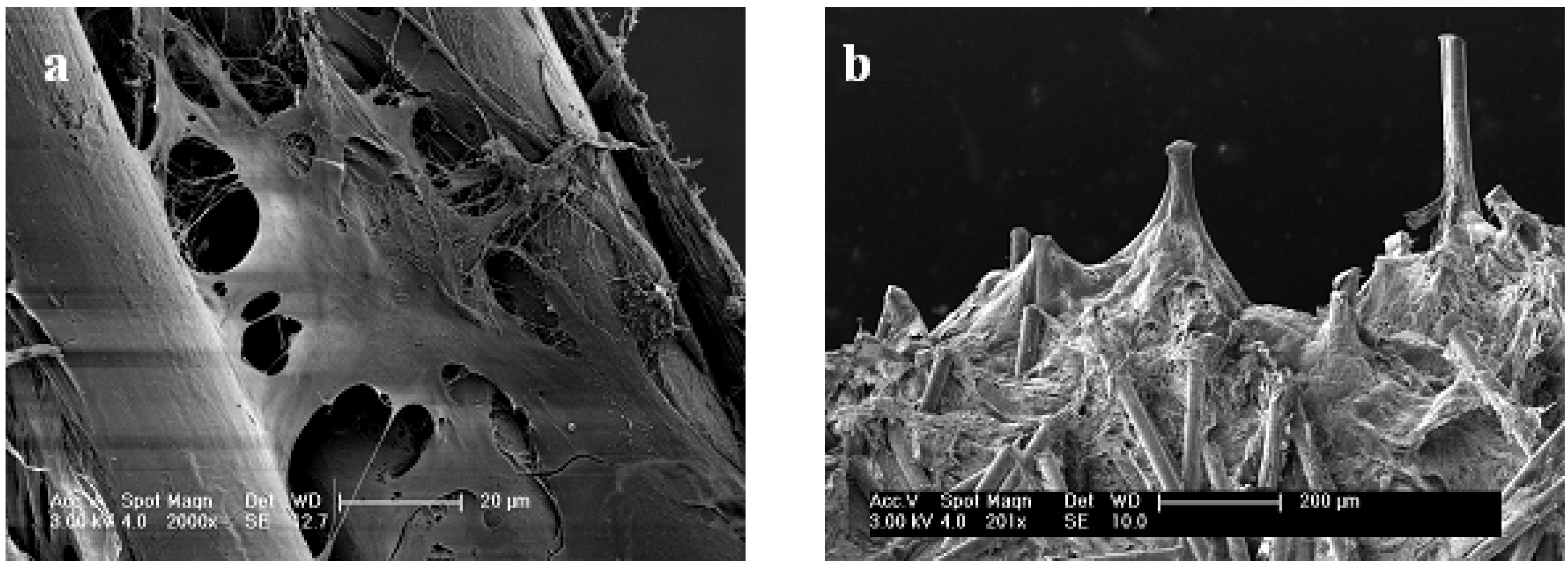
2.1. Microscopic Investigation of Different Scaffold Types
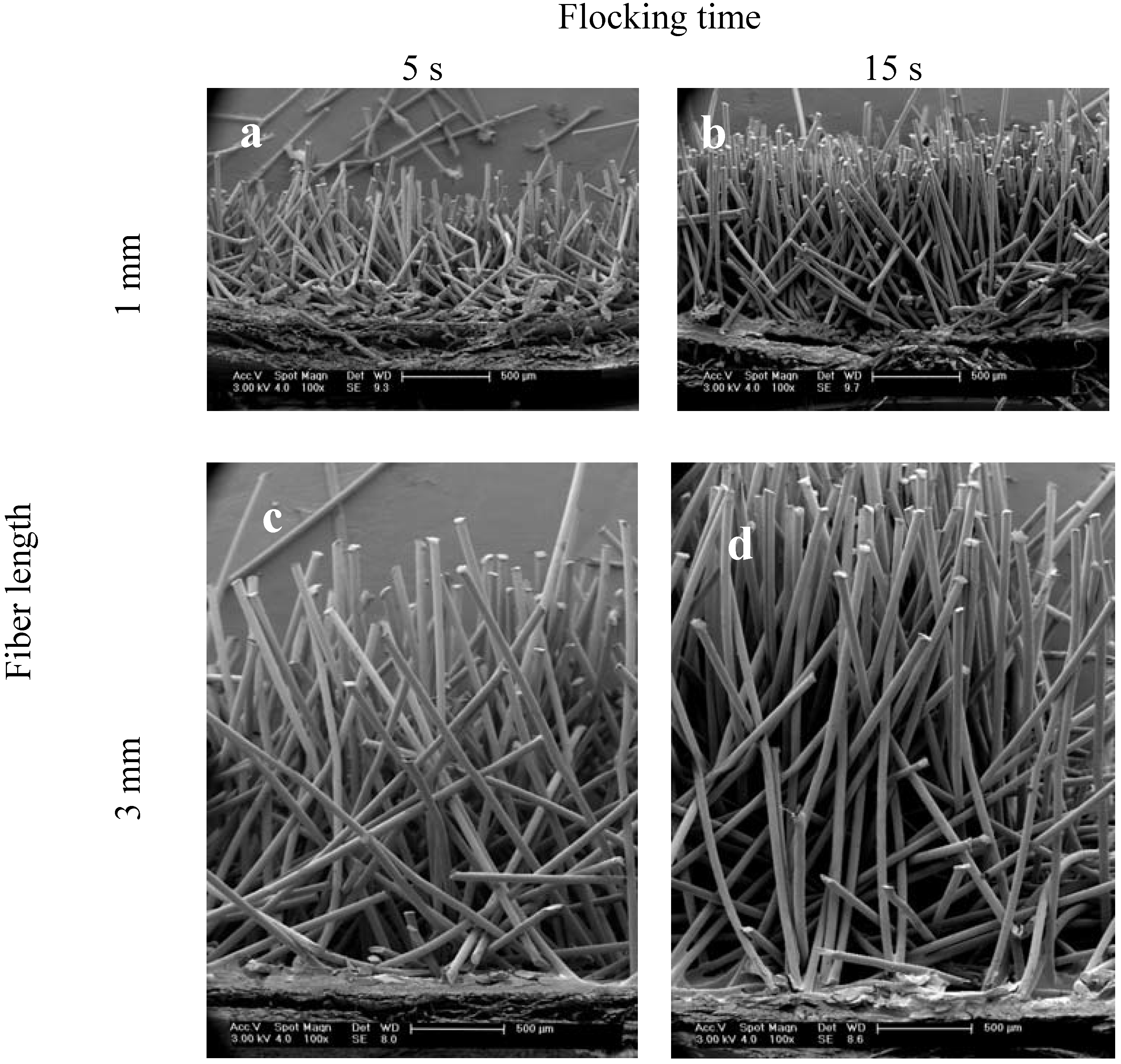
2.2. Flock Density

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fiber length [mm] | Flocking time [s] | Flock density [fibers/mm2] | Calculated porosity of the scaffold [%] |
|---|---|---|---|
| 1 | 5 | 72 ± 11.2 | 94.9 ± 0.8 |
| 1 | 15 | 104.5 ± 10.7 | 92.6 ± 0.8 |
| 3 | 5 | 11.4 ± 1.8 | 97.6 ± 0.4 |
| 3 | 15 | 21 ± 3.3 | 95.9 ± 0.65 |
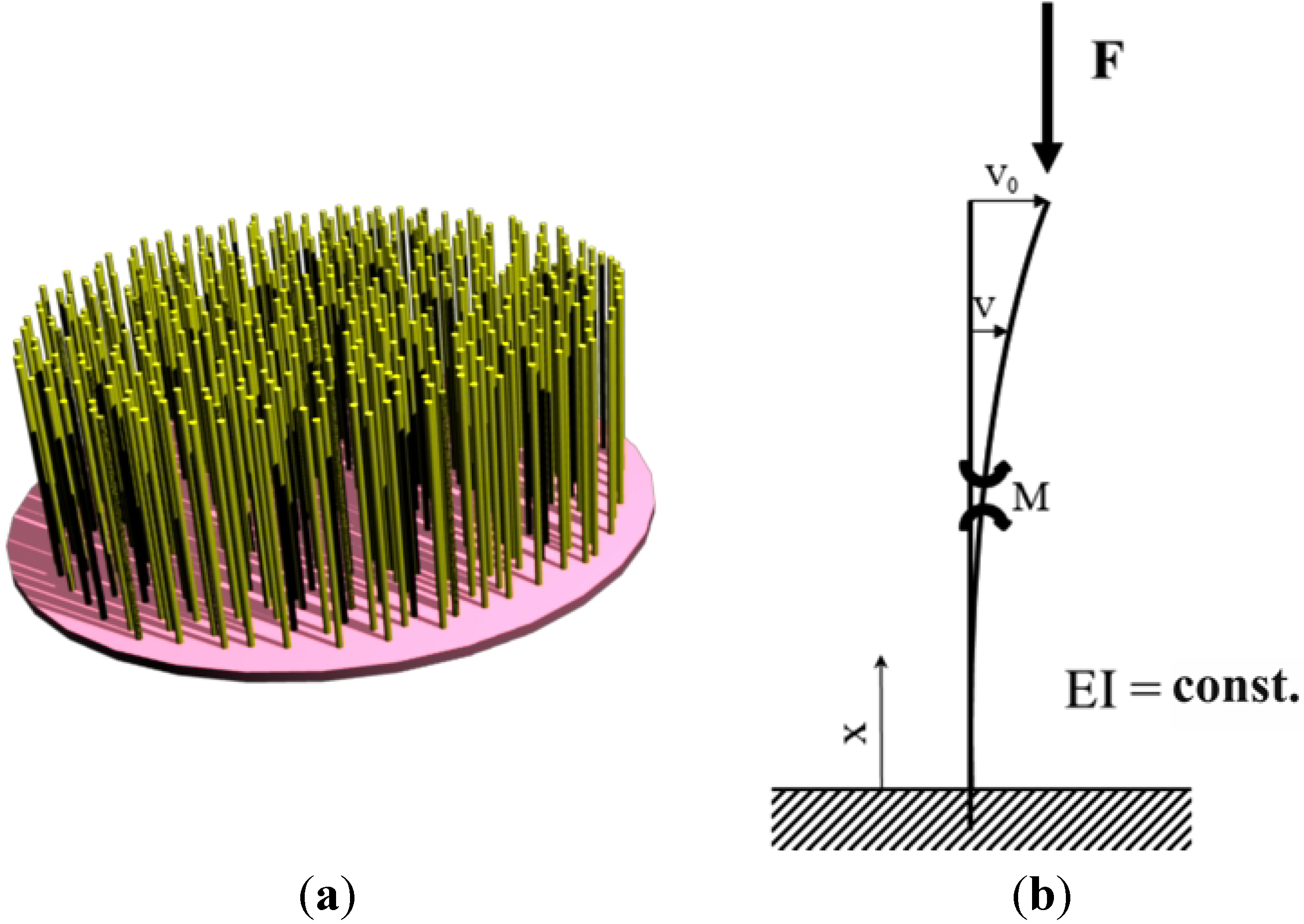
2.3. Biomechanical Characterization of the Scaffolds
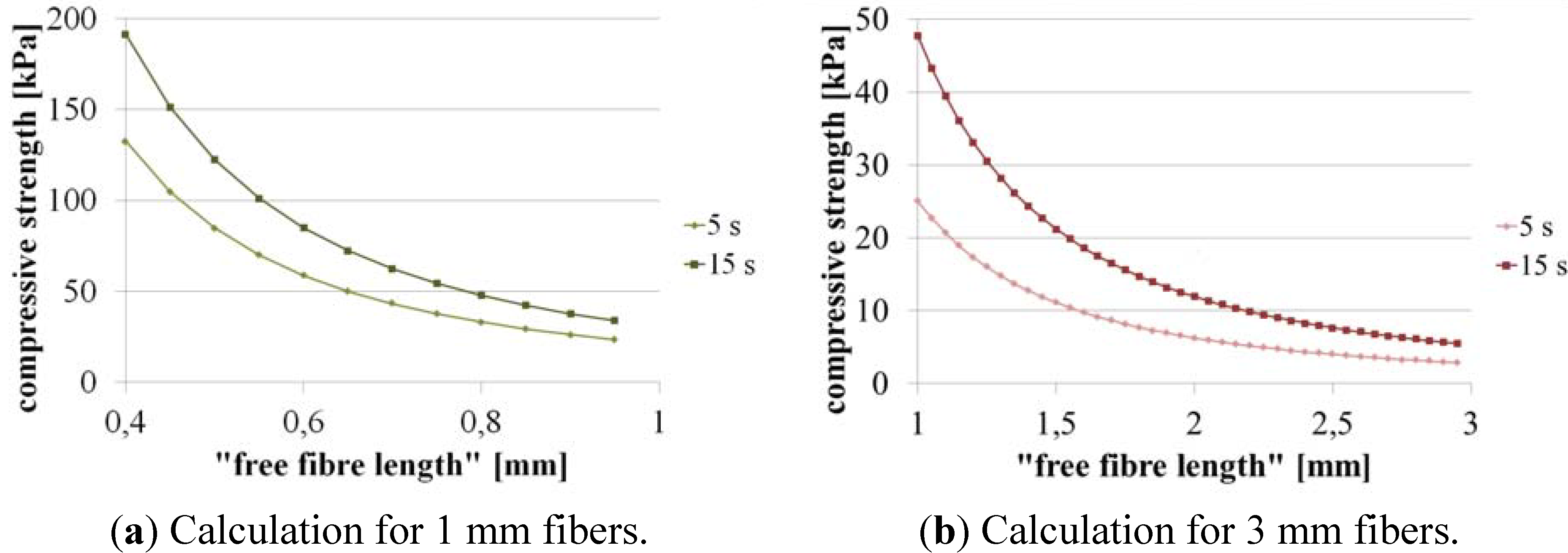
2.3.1. Theoretical Model—Calculation of Mechanical Strength

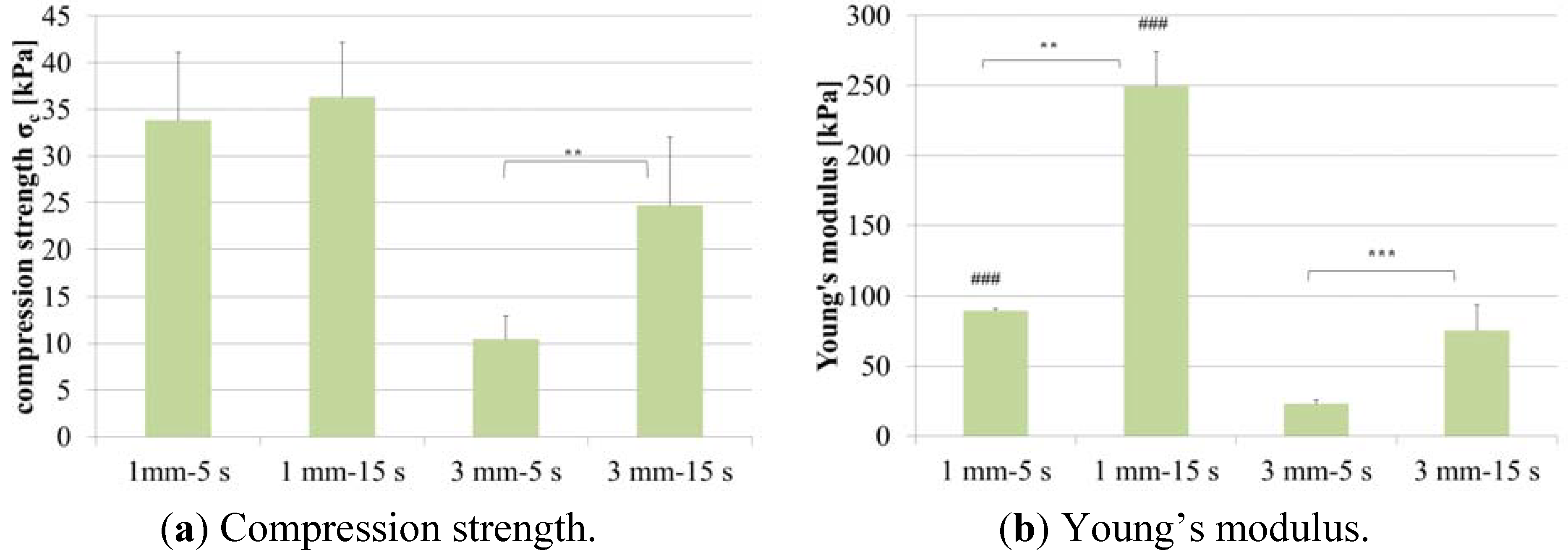
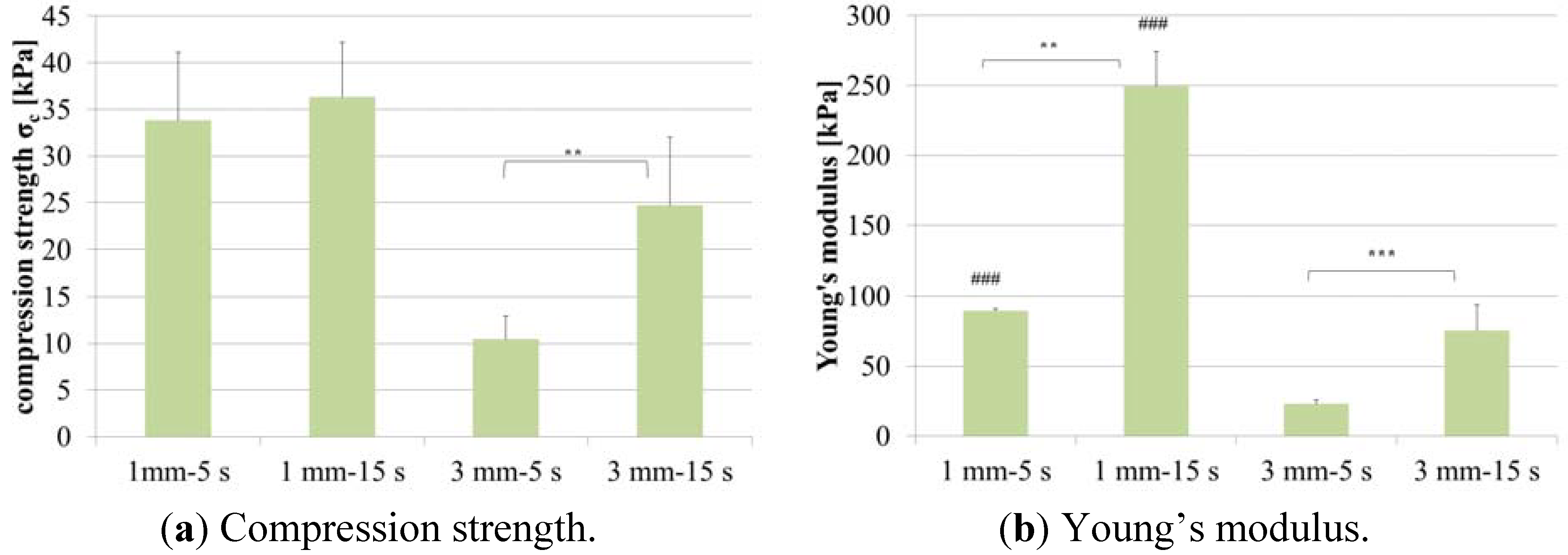
2.3.2. Experimental Results of Compression Testing
| Scaffold parameters (fiber length—flocking time) | “Free fiber length” [mm] | Calculated compression strength [kPa] | Measured compression strength [kPa] |
|---|---|---|---|
| 1 mm—5 s | 0.8–0.95 | 30–40 | 34 ± 7 |
| 1 mm—15 s | 0.8–0.95 | 40–50 | 36 ± 6 |
| 3 mm—5 s | 2.3–2.8 | 4–6 | 10 ± 3 |
| 3 mm—15 s | 2.3–2.8 | 6–10 | 25 ± 7 |
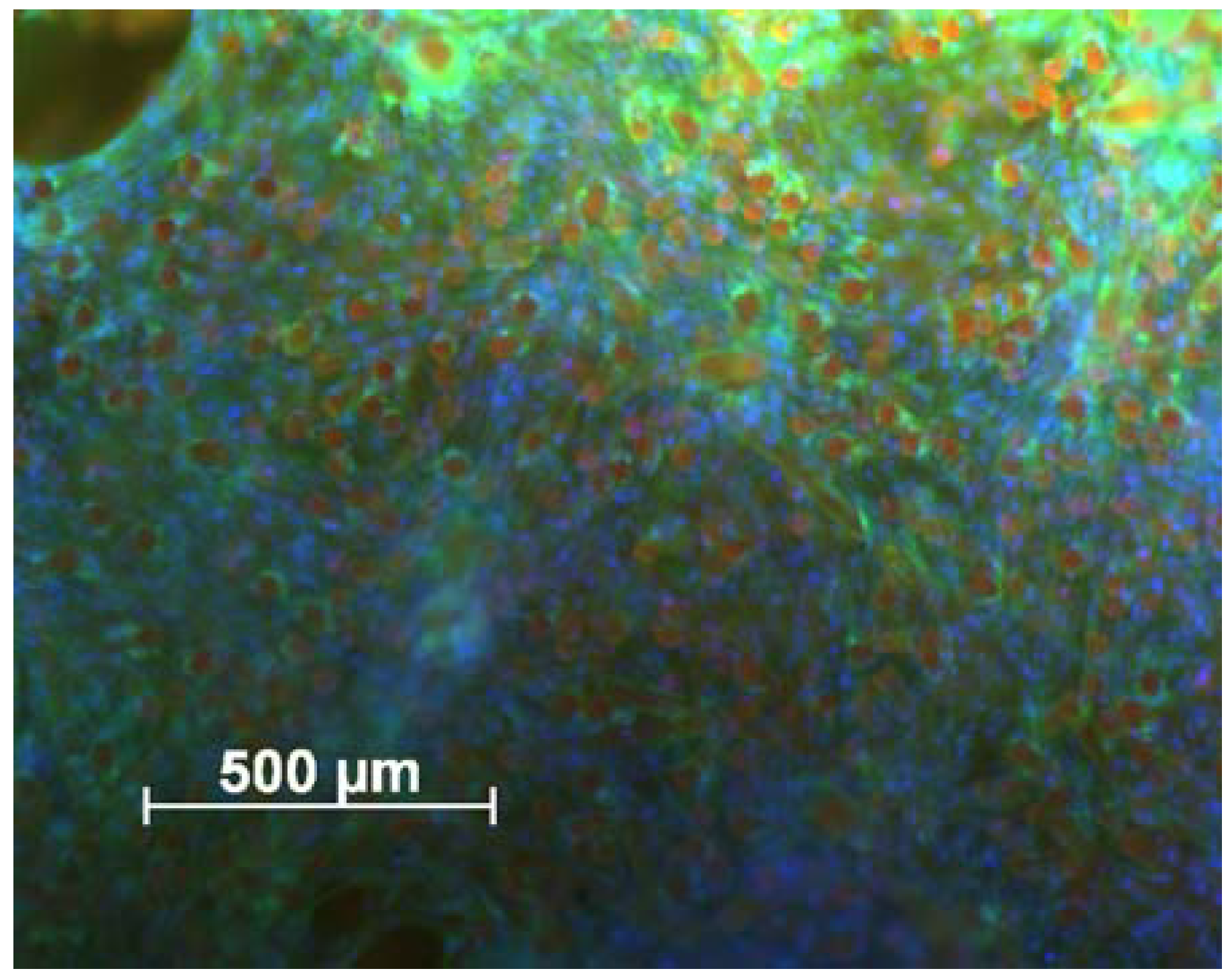
2.4. Microscopic Evaluation of Cell Seeded Flock Scaffolds

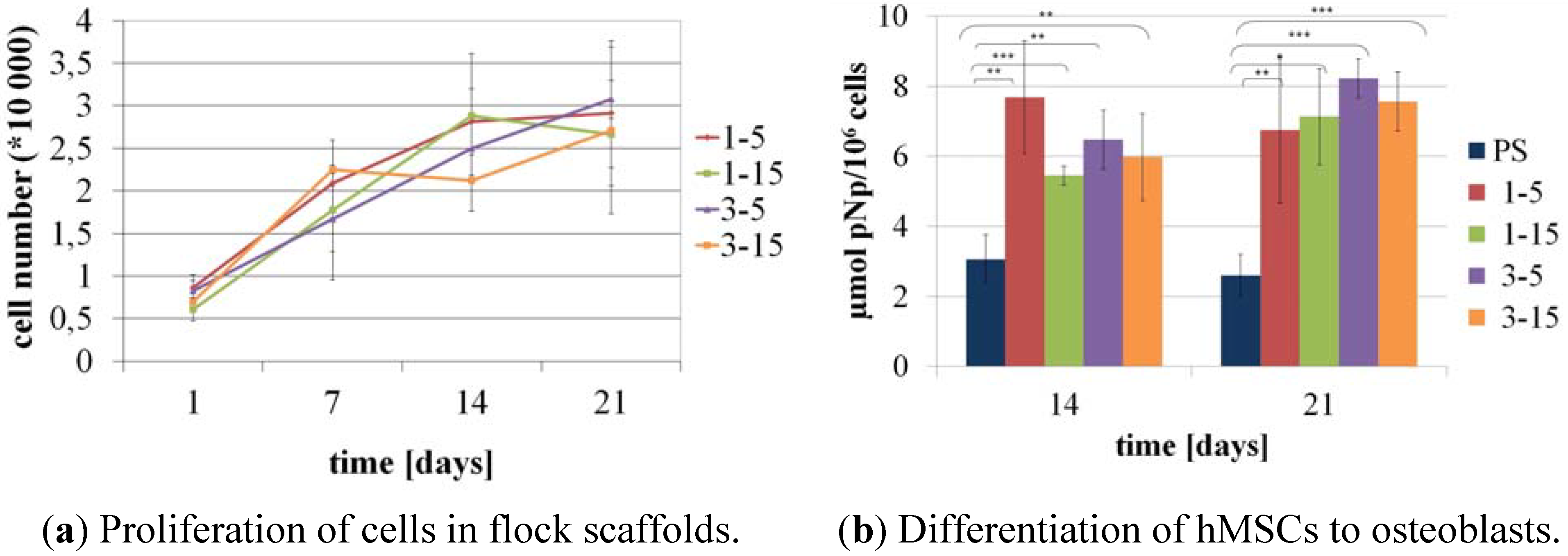
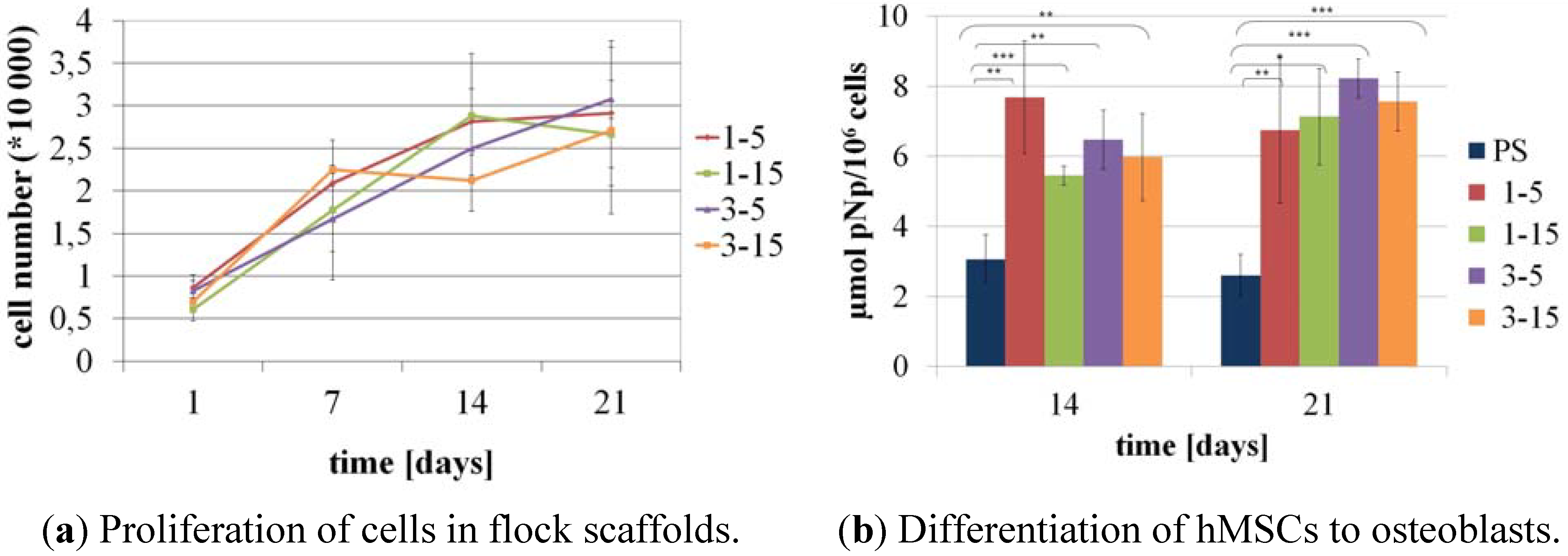
2.5. Cell Proliferation and Osteogenic Differentiation
3. Experimental Section
3.1. Fabrication of Flock Scaffolds
| Length [mm] | Linear density [dtex] | Diameter [µm] | Slenderness ratio | Profile |
|---|---|---|---|---|
| 1 | 6.7 | 30 | 6.7 | round |
| 3 | 22 | 50 | 7.3 | round |
3.2. Scanning Electron Microscopy (SEM)
3.3. Flock Density
3.4. Mechanical Testing
3.5. Cell Culture Experiments
3.6. Microscopic Evaluation of Cell Seeded Samples
3.6.1. Scanning Electron Microscopy
3.6.2. Confocal Laser Scanning Microscopy (cLSM) and DAPI/Phalloidine Staining
3.7. Analyses of Alkaline Phosphatase (ALP) Activity and DNA Content
3.8. Statistical Analysis
4. Conclusions
Acknowledgments
References
- Holzwarth, J.M.; Ma, P.X. Biomimetic nanofibrous scaffolds for bone tissue engineering. Biomaterials 2011, 32, 9622–9629. [Google Scholar] [PubMed]
- McCullen, S.D.; Ramaswamy, S.; Clarke, L.I.; Gorga, R.E. Nanofibrous composites for tissue engineering applications. Wiley Interdiscip. Rev. Nanomed. Nanobiotechnol. 2009, 1, 369–390. [Google Scholar] [CrossRef] [PubMed]
- Sell, S.A.; Wolfe, P.S.; Garg, K.; McCool, J.M.; Rodriguez, I.A.; Bowlin, G.L. The use of natural polymers in tissue engineering: A focus on electrospun extracellular matrix analogues. Polymers 2010, 2, 522–553. [Google Scholar] [CrossRef]
- Houis, S.; Deichmann, T.; Veit, D.; Gries, T. Medizinische textilien. In Medizintechnik: Life Science Engineering, 5th ed.; Wintermantel, E., Ha, S.W., Eds.; Springer: Berlin, Germany, 2009; pp. 961–992. [Google Scholar]
- Ramakrishna, S. Textile scaffolds for tissue engineering. In Smart Fibers, Fabrics and Clothing; Tao, X., Ed.; CRC Press: Boca Raton, FL, USA, 2001; pp. 291–313. [Google Scholar]
- Bersev, J.N.; Liebscher, U. Elektrostatisches Beflocken; Fachbuchverlag: Leipzig, Germany, 1983. [Google Scholar]
- Walther, A.; Bernhardt, A.; Pompe, W.; Gelinsky, M.; Mrozik, B.; Hoffmann, G.; Cherif, C.; Bertram, H.; Richter, W.; Schmack, G. Development of novel scaffolds for tissue engineering by flock technology. Textile Res. J. 2007, 77, 892–899. [Google Scholar] [CrossRef]
- Nam, J.; Huang, Y.; Agarwal, S.; Lannutti, J. Improved cellular infiltration in electrospun fiber via engineered porosity. Tissue Eng. 2007, 13, 2249–2257. [Google Scholar] [CrossRef] [PubMed]
- Göldner, H.; Holzweissig, F. Leitfaden der Technischen Mechanik: Statik, Festigkeitslehre, Kinematik, Dynamik, 11th ed.; Fachbuchverlag: Leipzig, Germany, 1989. [Google Scholar]
- Janjanin, S.; Li, W-J.; Morgan, M.T.; Shanti, R.M.; Tuan, R.S. Mold-shaped, nanofiber scaffold-based cartilage engineering using human mesenchymal stem cells and bioreactor. J. Surg. Res. 2008, 149, 47–56. [Google Scholar] [CrossRef] [PubMed]
- Steck, E.; Bertram, H.; Walther, A.; Brohm, K.; Mrozik, B.; Rathmann, M.; Merle, C.; Gelinsky, M.; Richter, W. Enhanced biochemical and biomechanical properties of scaffolds generated by flock technology for cartilage tissue engineering. Tissue Eng. A 2010, 16, 3697–3707. [Google Scholar] [CrossRef]
- Bradt, J.H.; Mertig, M.; Teresiak, A.; Pompe, W. Biomimetic mineralization of collagen by combined fibril assembly and calcium phosphate formation. Chem. Mater. 1999, 11, 2694–2701. [Google Scholar] [CrossRef]
- Burth, R.; Gelinsky, M.; Pompe, W. Collagen-hydroxyapatite tapes—A new implant material. Tech. Textile 1999, 8, 20–21. [Google Scholar]
- Gelinsky, M. Mineralised collagen as biomaterial and matrix for bone tissue engineering. In Fundamentals of Tissue Engineering and Regenerative Medicine; Meyer, U., Meyer, T.H., Handschel, J., Wiesmann, H.-P., Eds.; Springer: Berlin, Germany, 2009; pp. 485–493. [Google Scholar]
- Bernhardt, A.; Lode, A.; Boxberger, S.; Pompe, W.; Gelinsky, M. Mineralised collagen—An artificial, extracellular bone matrix—Improves osteogenic differentiation of bone marrow stromal cells. J. Mater. Sci. Mater. Med. 2008, 19, 269–275. [Google Scholar] [CrossRef] [PubMed]
- Spurr, A.R. A low-viscosity epoxy resin embedding medium for electron microscopy. J. Ultrastruct. Res. 1969, 26, 31–43. [Google Scholar] [CrossRef] [PubMed]
© 2012 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Walther, A.; Hoyer, B.; Springer, A.; Mrozik, B.; Hanke, T.; Cherif, C.; Pompe, W.; Gelinsky, M. Novel Textile Scaffolds Generated by Flock Technology for Tissue Engineering of Bone and Cartilage. Materials 2012, 5, 540-557. https://doi.org/10.3390/ma5030540
Walther A, Hoyer B, Springer A, Mrozik B, Hanke T, Cherif C, Pompe W, Gelinsky M. Novel Textile Scaffolds Generated by Flock Technology for Tissue Engineering of Bone and Cartilage. Materials. 2012; 5(3):540-557. https://doi.org/10.3390/ma5030540
Chicago/Turabian StyleWalther, Anja, Birgit Hoyer, Armin Springer, Birgit Mrozik, Thomas Hanke, Chokri Cherif, Wolfgang Pompe, and Michael Gelinsky. 2012. "Novel Textile Scaffolds Generated by Flock Technology for Tissue Engineering of Bone and Cartilage" Materials 5, no. 3: 540-557. https://doi.org/10.3390/ma5030540
APA StyleWalther, A., Hoyer, B., Springer, A., Mrozik, B., Hanke, T., Cherif, C., Pompe, W., & Gelinsky, M. (2012). Novel Textile Scaffolds Generated by Flock Technology for Tissue Engineering of Bone and Cartilage. Materials, 5(3), 540-557. https://doi.org/10.3390/ma5030540