Comparison of Fatigue Properties and Fatigue Crack Growth Rates of Various Implantable Metals

Abstract
:1. Introduction
2. Materials and Methods
2.1. Alloy Specimens and Heat Treatment

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Chemical compositions (mass%) | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Zr | Nb | Ta | Pd | Al | V | Fe | O | N | H | C | Ti | |||
| Ti-15Zr-4Nb-4Ta | 15.52 | 4.0 | 4.0 | 0.18 | - | - | 0.026 | 0.20 | 0.042 | 0.0011 | <0.005 | Bal. | ||
| C.P. grade 4 Ti | - | - | - | - | - | - | 0.197 | 0.275 | 0.003 | 0.0069 | 0.011 | Bal. | ||
| Ti-6Al-4V | - | - | - | - | 6.40 | 4.40 | 0.10 | 0.07 | 0.02 | 0.0027 | 0.025 | Bal. | ||
| Alloy | Cr | Nb | Mo | Ni | Cu | Mn | Fe | P | N | W | C | S | Co | Si |
| Stainless Steel | ||||||||||||||
| Co-Cr-Mo | 27.82 | - | 6.23 | 0.51 | - | 0.6 | 0.68 | - | - | - | 0.26 | - | Bal. | 0.6 |
| Co-Cr-Mo-Ni-Fe | ||||||||||||||
| Co-Cr-Ni-W | 20.49 | - | 0.23 | 10.52 | 0.01 | 1.32 | 1.69 | 0.003 | - | 14.97 | 0.09 | 0.002 | Bal. | 0.14 |
2.2. Tensile Test
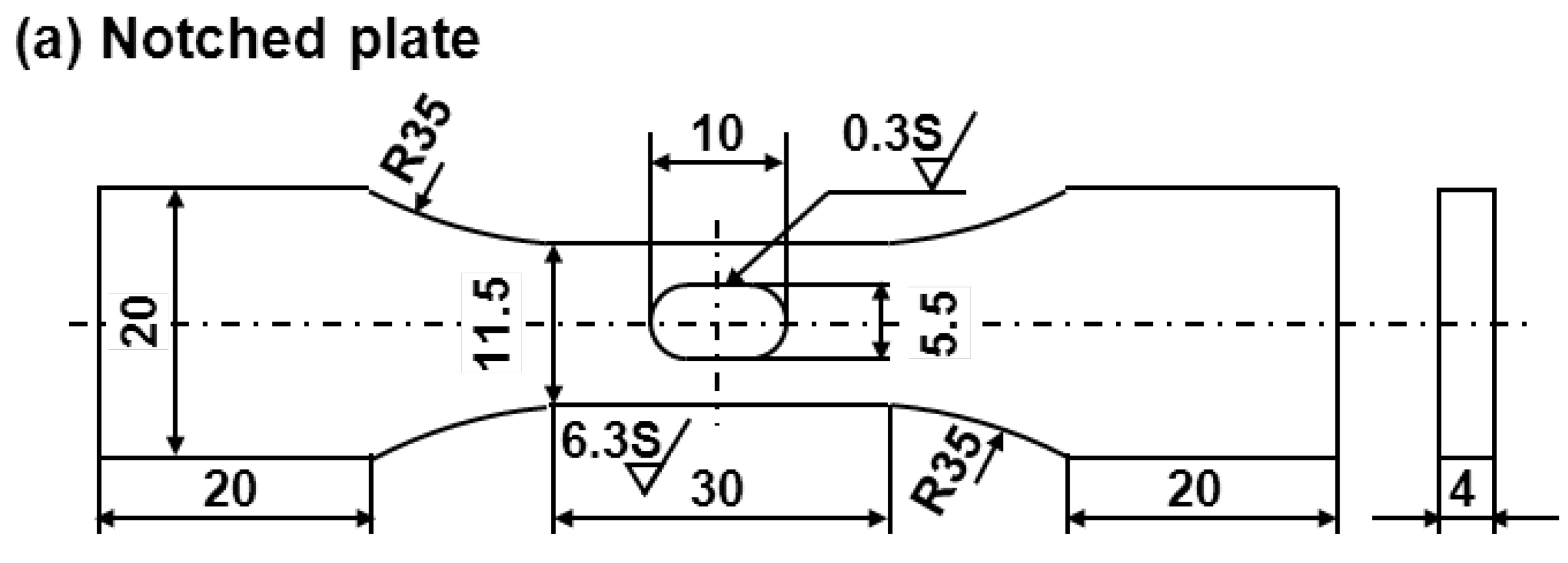
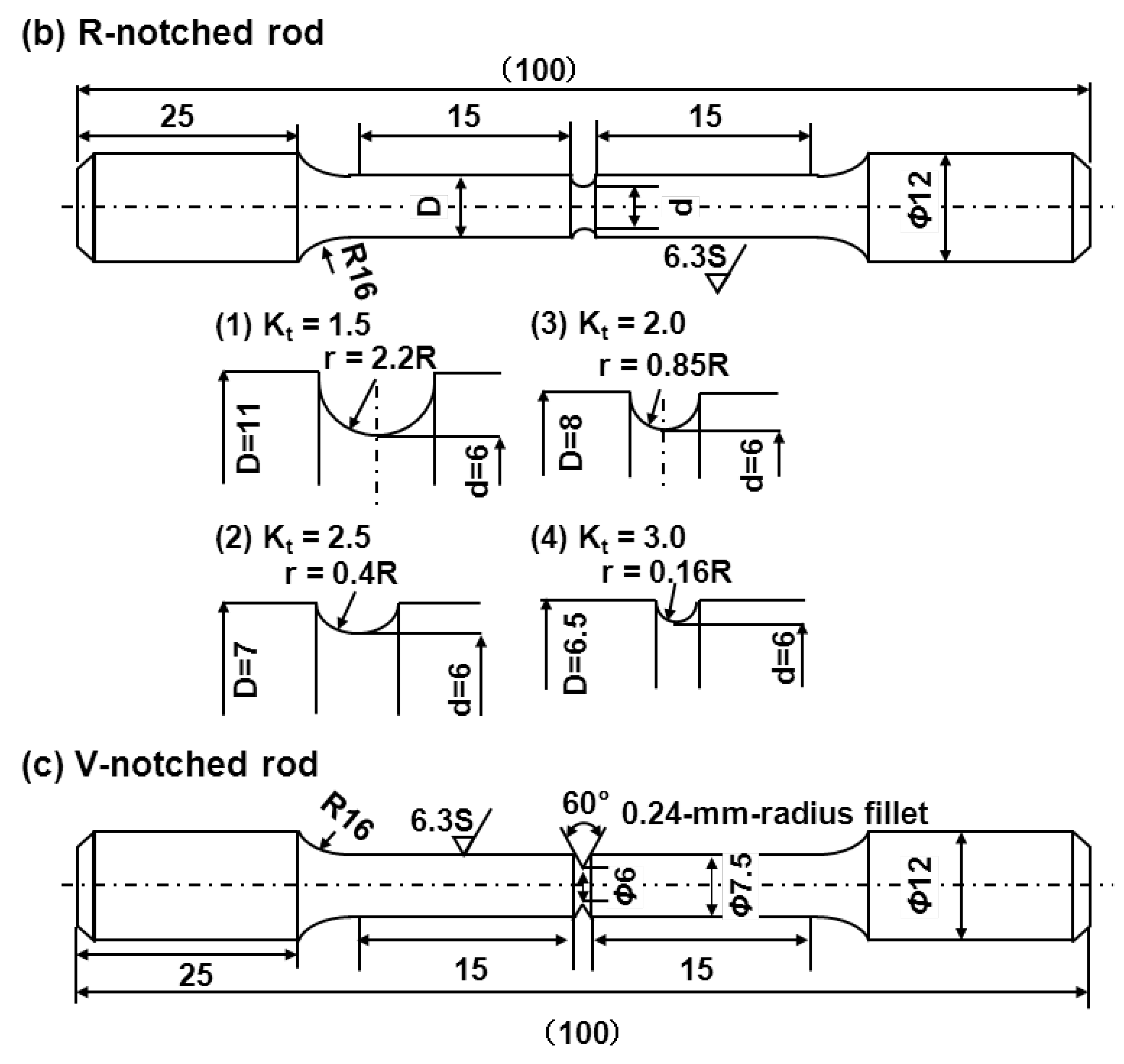
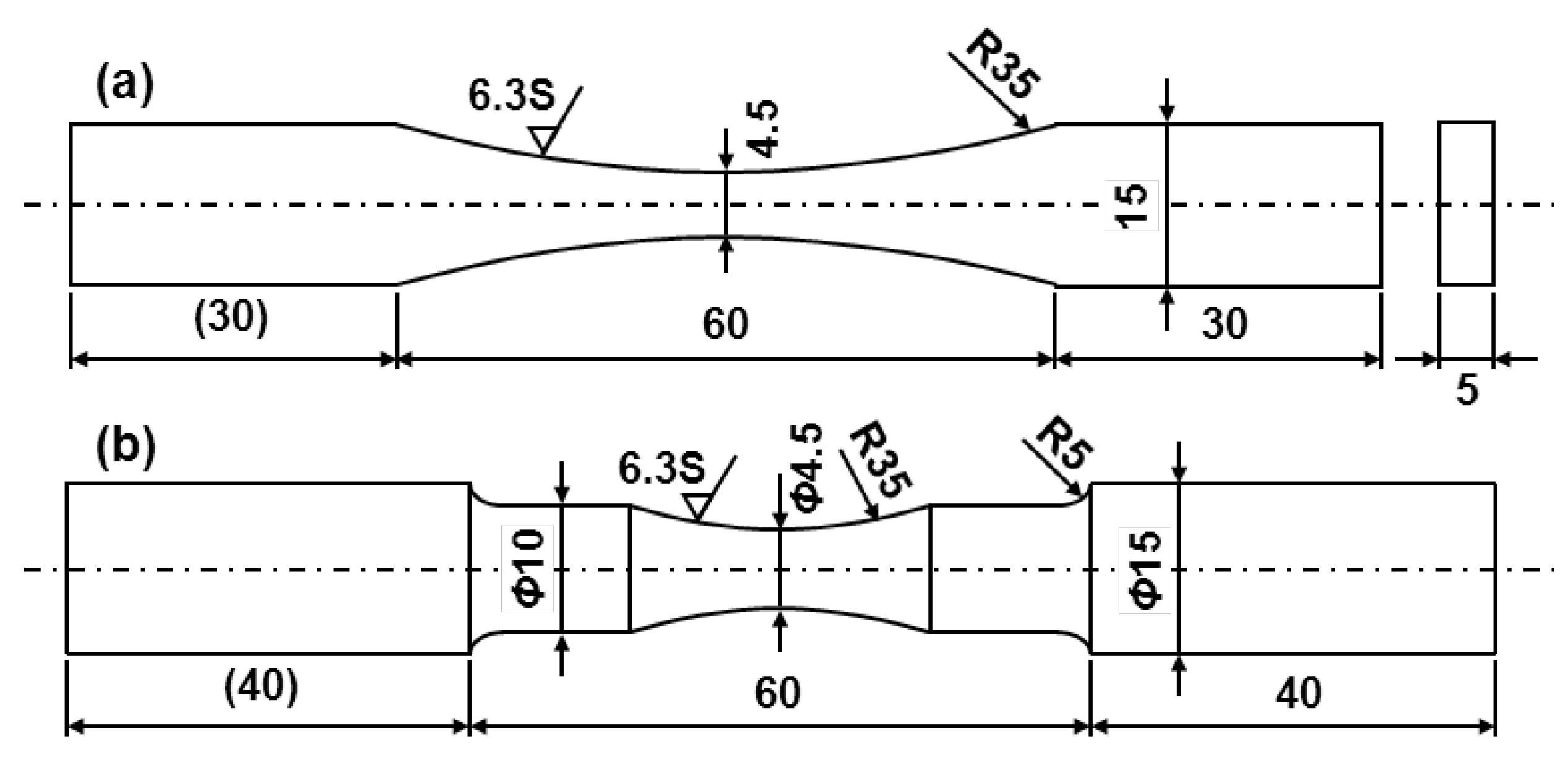
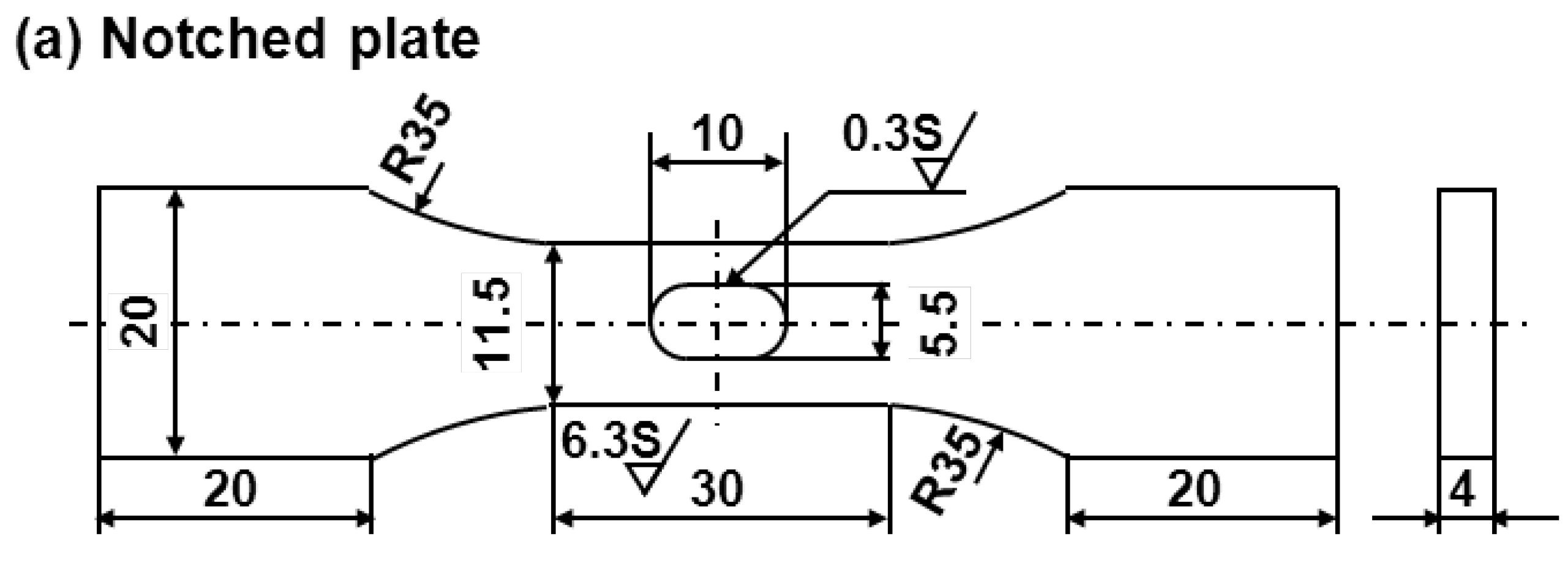
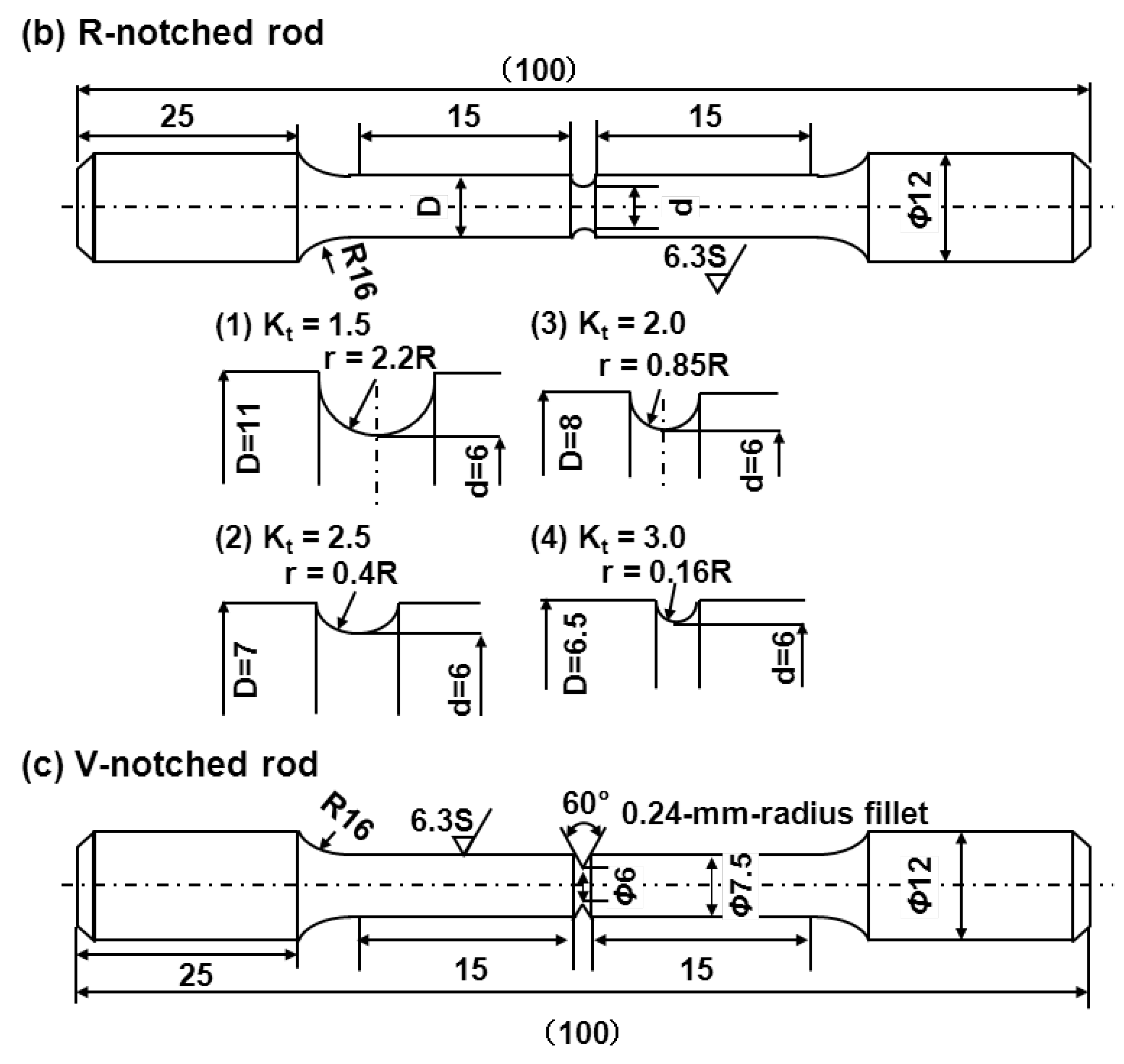
2.3. Specimens for Fatigue Test
2.4. Fatigue Test
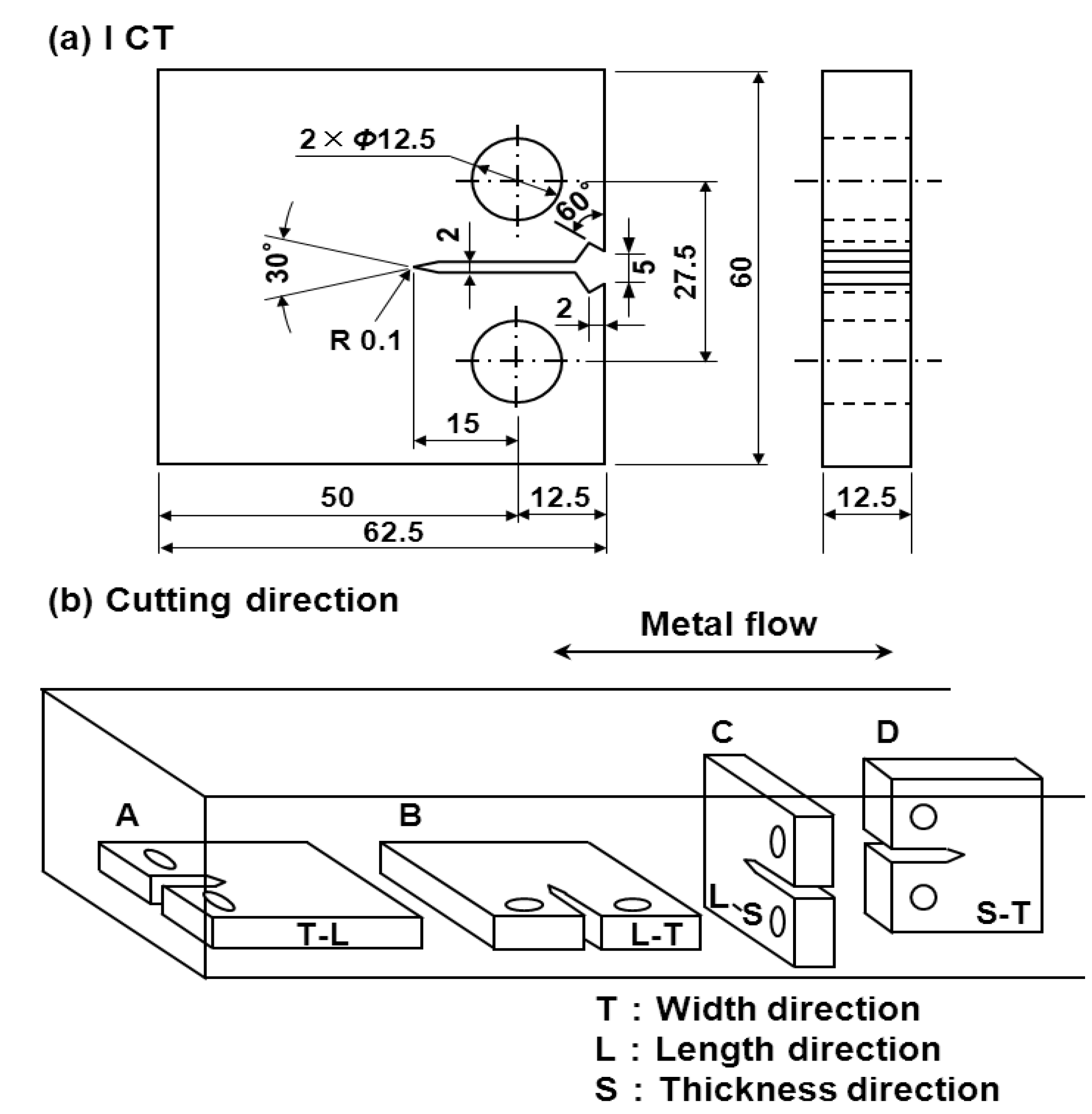
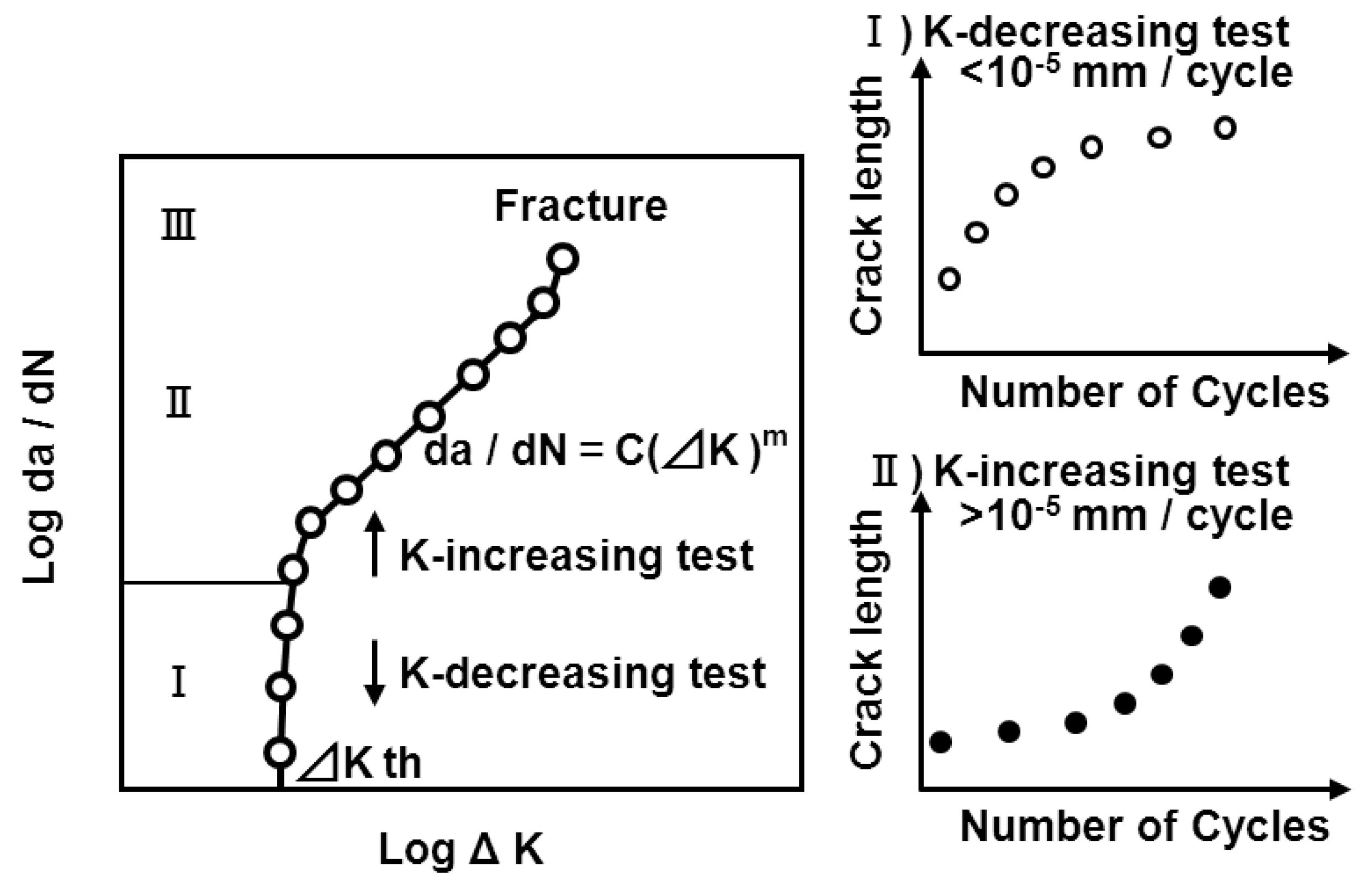
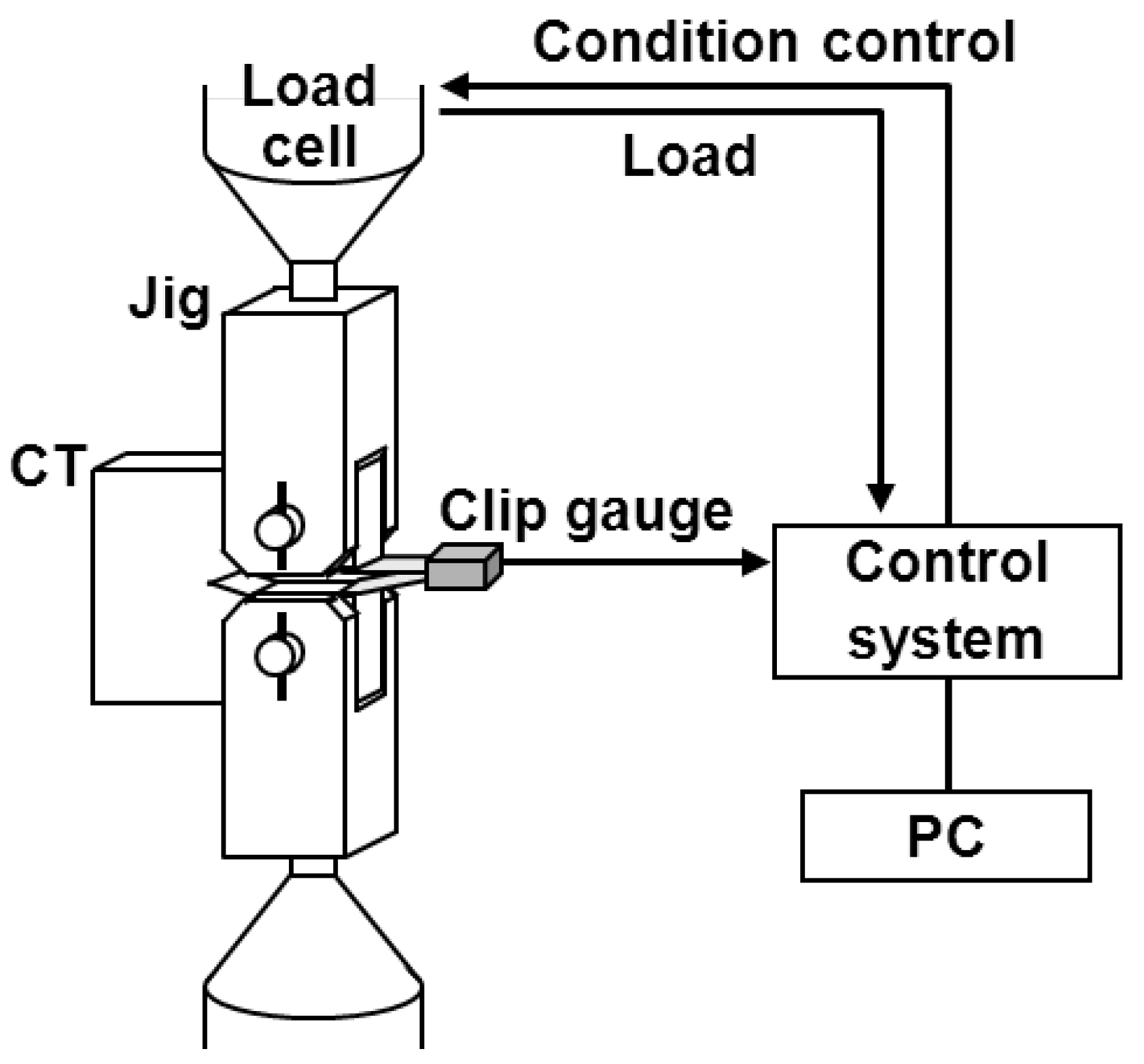
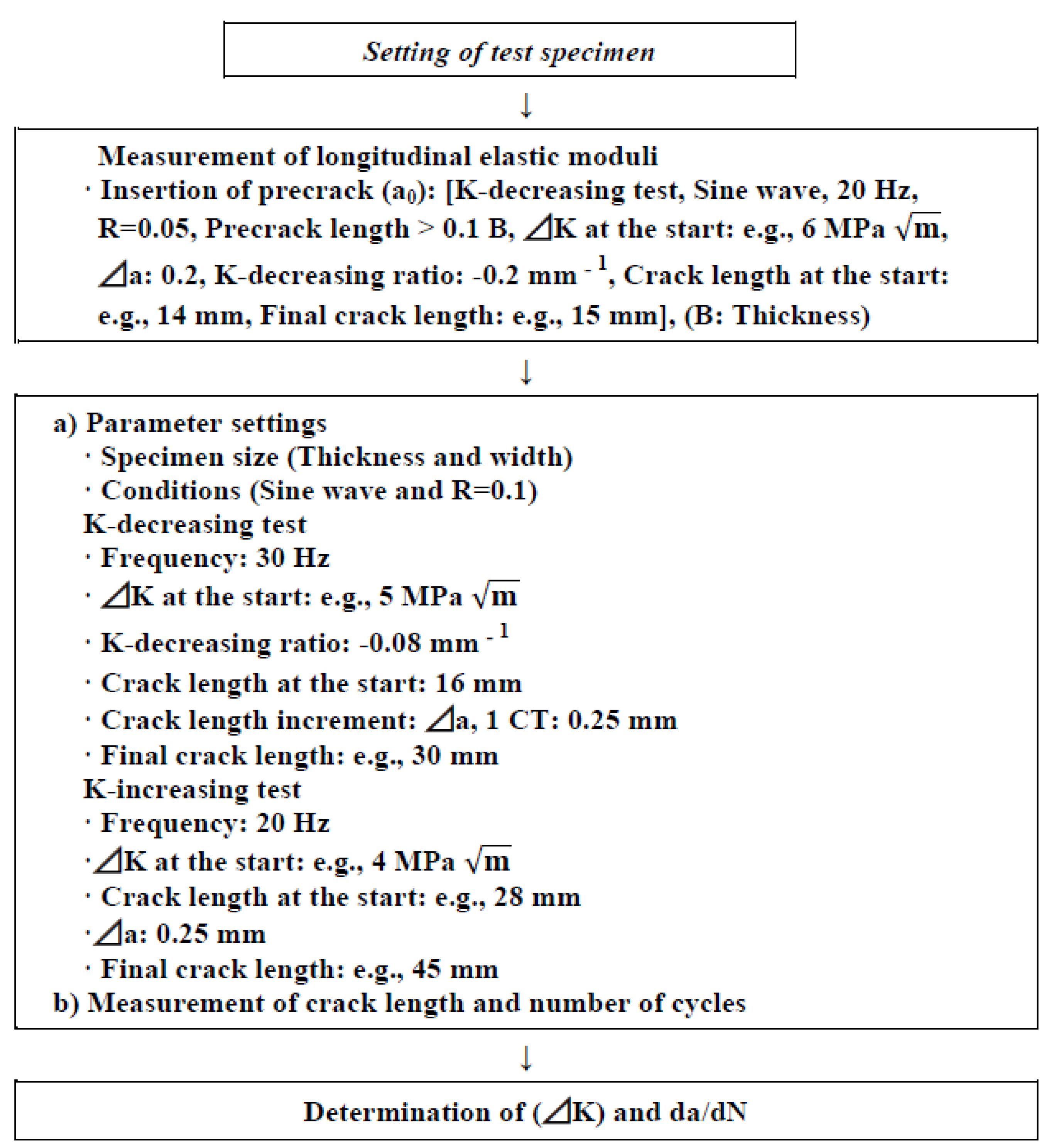
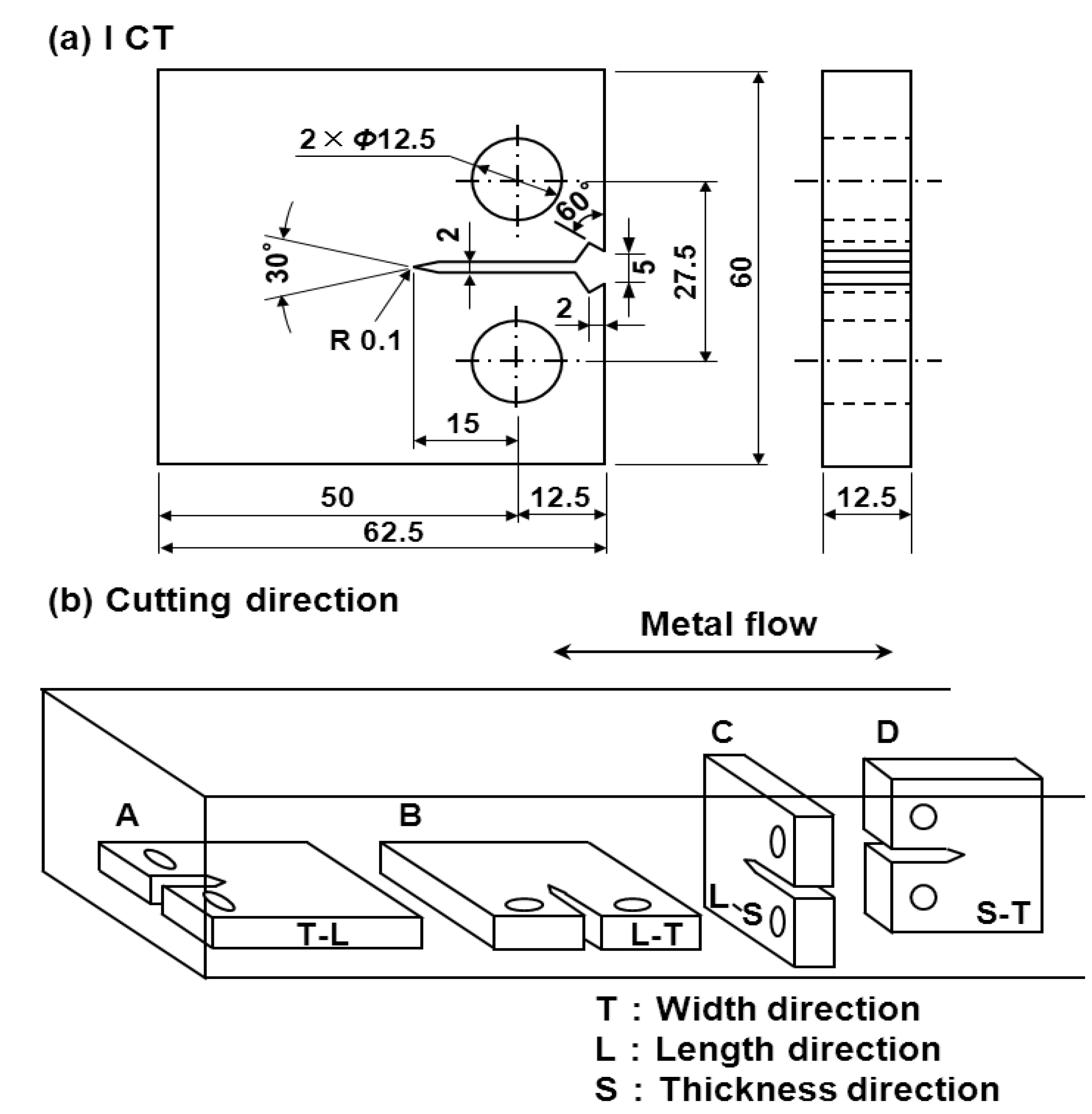
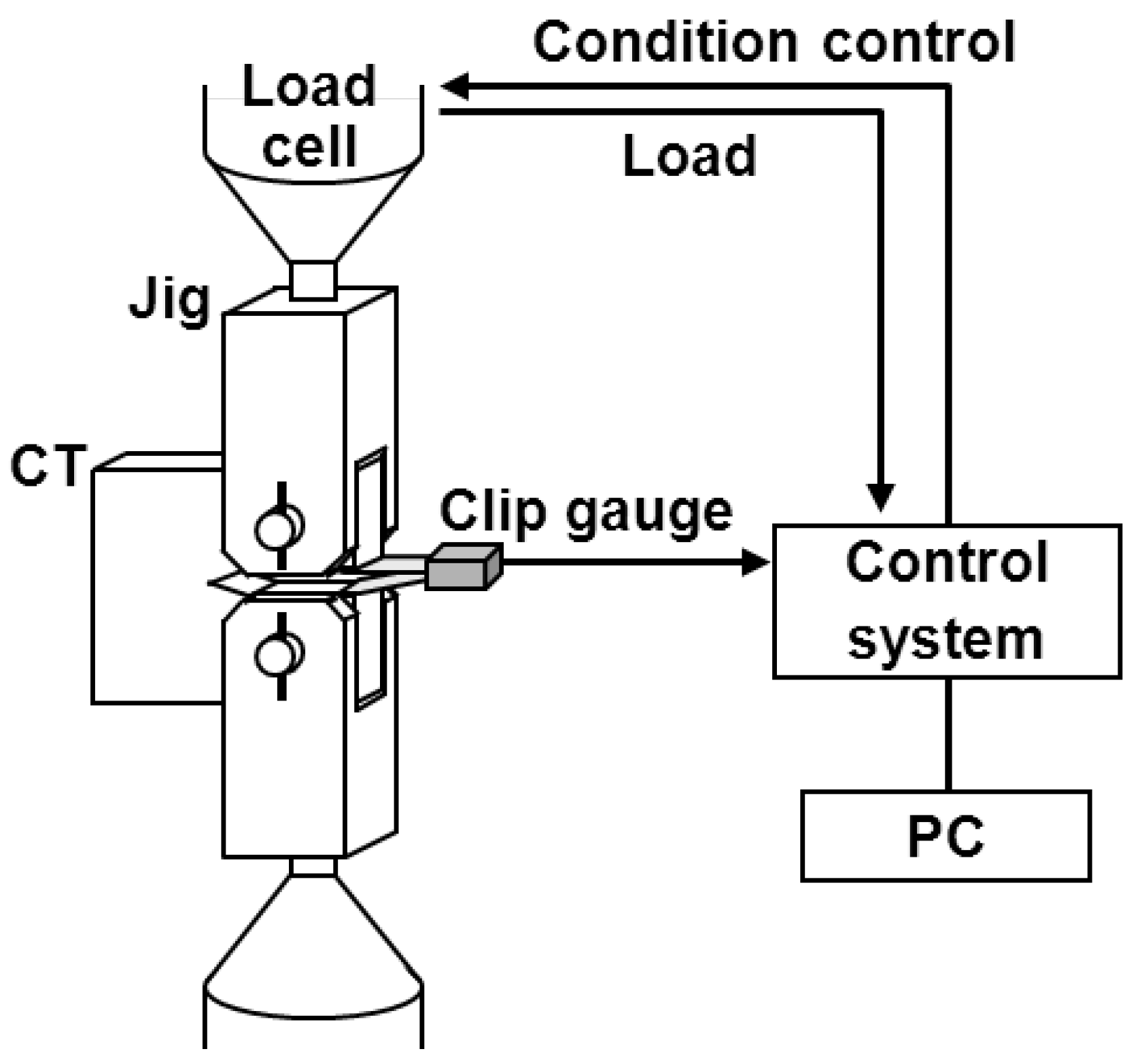
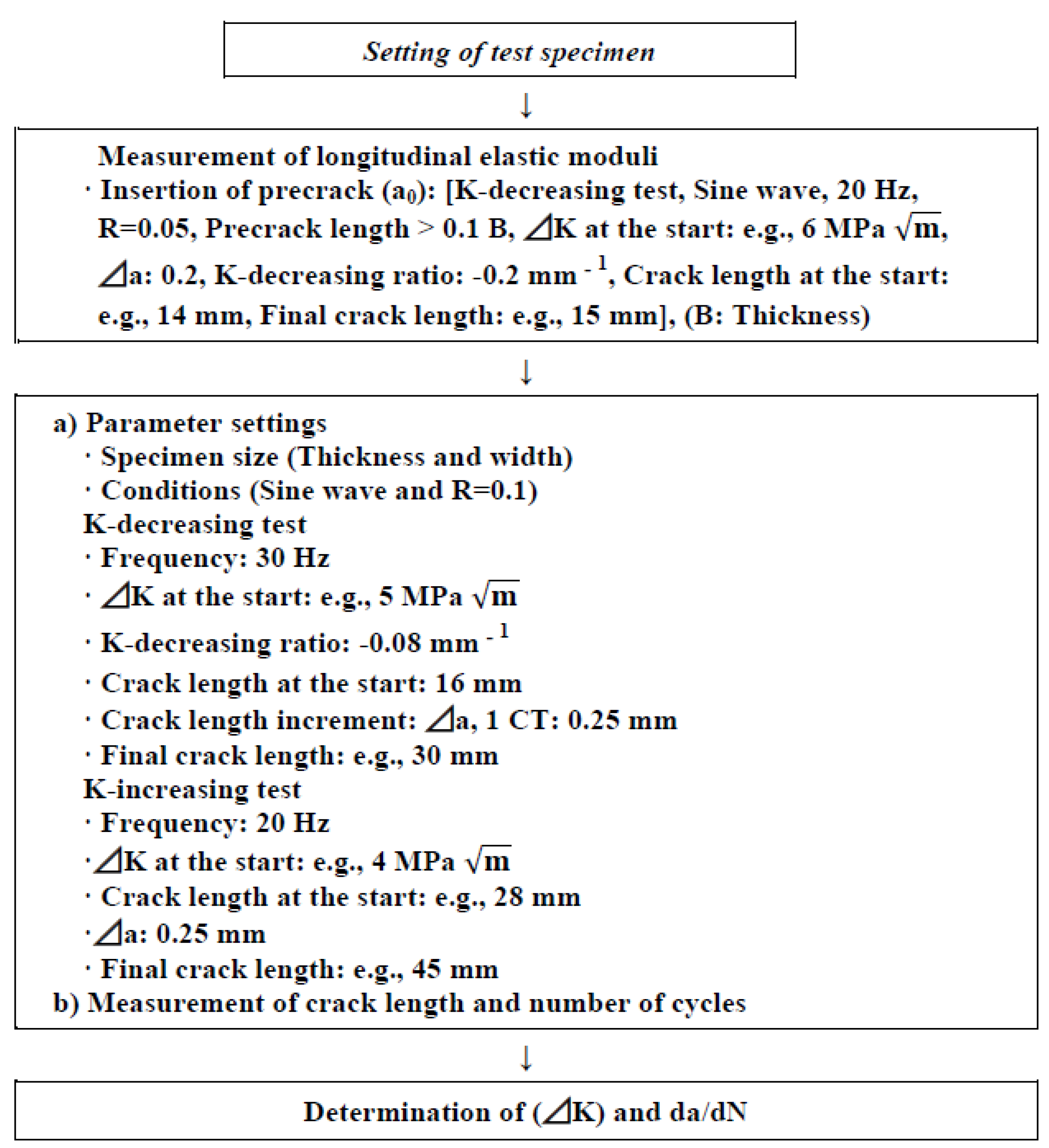
2.5. Fatigue-Crack Growth Test

3. Results and Discussion
3.1. Mechanical Properties of Various Implantable Metals
| Alloy | σ0.2%PS (MPa) | σUTS (MPa) | T.E (%) | R.A (%) | σFS/σUTS |
|---|---|---|---|---|---|
| Ti-15Zr-4Nb-4Ta | |||||
| Annealed (Plate) | 800 ± 14 | 910 ± 10 | 19 ± 2 | - | 0.54 |
| Annealed (Rod) | 848 ± 2 | 915 ± 3 | 21 ± 2 | 55 ± 3 | 0.80 |
| Aged (Rod) | 894 ± 5 | 1020 ± 8 | 15 ± 2 | 48 ± 3 | 0.89 |
| C.P. grade 4 Ti | |||||
| Annealed | 616 ± 6 | 700 ± 8 | 31 ± 4 | 44 ± 2 | 0.69 |
| 20% Cold-worked | 859 ± 2 | 870 ± 2 | 14 ± 1 | 39 ± 3 | 0.50 |
| Ti-6Al-4V | 849 ± 1 | 934 ± 1 | 16 ± 1 | 42 ± 3 | 0.73 |
| Stainless steel | |||||
| ISO 5832 | |||||
| Solution-treated | 338 ± 30 | 680 ± 8 | 68 ± 4 | 70 ± 2 | 0.55 |
| 20% Cold-worked | 760 ± 5 | 878 ± 19 | 30 ± 11 | 70 ± 4 | 0.79 |
| SUS 316L | |||||
| Solution-treated | 262 ± 6 | 567 ± 2 | 56 ± 6 | 74 ± 7 | 0.67 |
| High-N | |||||
| Solution-treated | 436 ± 4 | 830 ± 4 | 37 ± 2 | 48 ± 7 | 0.57 |
| Co-Cr-Mo | |||||
| As-cast | 380 ± 30 | 550 ± 50 | 6 ± 3 | 14 ± 2 | 0.72 |
| Annealed | 552 ± 4 | 915 ± 15 | 20 ± 2 | 14 ± 1 | 0.75 |
| Hot-forged | 669 ± 40 | 1075 ± 20 | 7 ± 2 | 10 ± 2 | 0.74 |
| Warm-worked | 760 ± 5 | 1153 ± 16 | 12 ± 2 | 8 ± 2 | 0.84 |
| Co-Cr-Mo-Ni-Fe | |||||
| High C | |||||
| Annealed | 474 ± 4 | 1003 ± 4 | 65 ± 2 | 47 ± 2 | 0.64 |
| Cold-drawn | 1220 ± 56 | 1622 ± 22 | 12 ± 2 | 44 ± 4 | 0.68 |
| Low C | |||||
| Annealed | 410 ± 10 | 900 ± 4 | 38 ± 4 | 54 ± 4 | - |
| Cold-drawn | 1174 ± 45 | 1549 ± 22 | 9 ± 2 | 36 ± 5 | 0.69 |
| Co-Cr-Ni-W | |||||
| Annealed | 568 ± 30 | 1096 ± 34 | 47 ± 2 | 40 ± 2 | 0.62 |
| Material | Smooth tensile test | Notch tensile | Ratio | ||
|---|---|---|---|---|---|
| σ0.2%PS | σUTS | σNTS | σNTS/σ0.2%PS | σNTS/σUTS | |
| Ti-15Zr-4Nb-4Ta (Annealed rod) | 848 ± 2 | 915 ± 3 | 1358 ± 17 | 1.60 | 1.48 |
| SUS 316L | 791 ± 11 | 1008 ± 7 | 1449 ± 3 | 1.83 | 1.44 |
| C.P. grade 4 Ti | 725 ± 8 | 888 ± 8 | 1310 ± 8 | 1.81 | 1.47 |
| Ti-6Al-4V | 827 ± 6 | 1024 ± 5 | 1426 ± 9 | 1.73 | 1.39 |
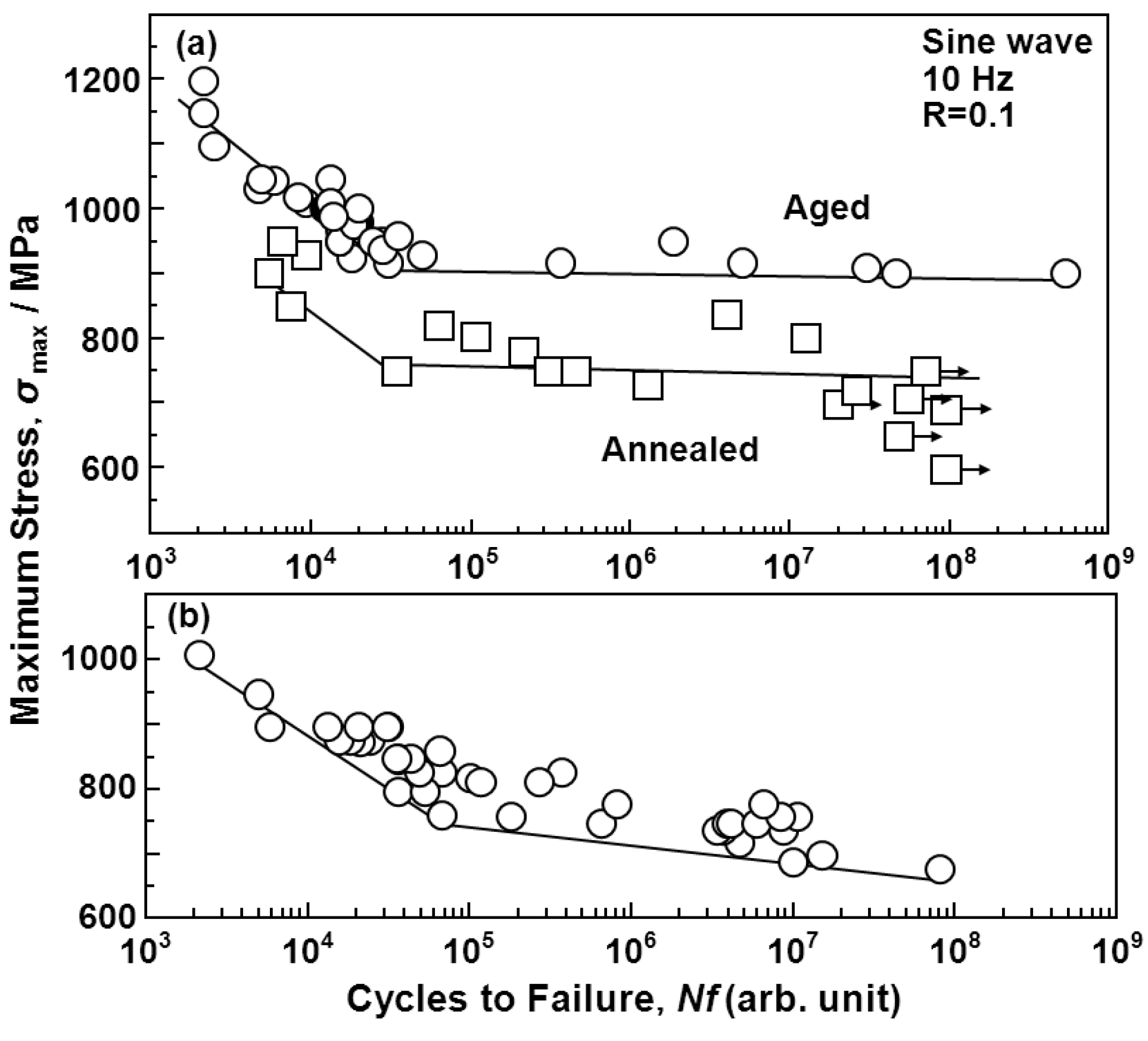
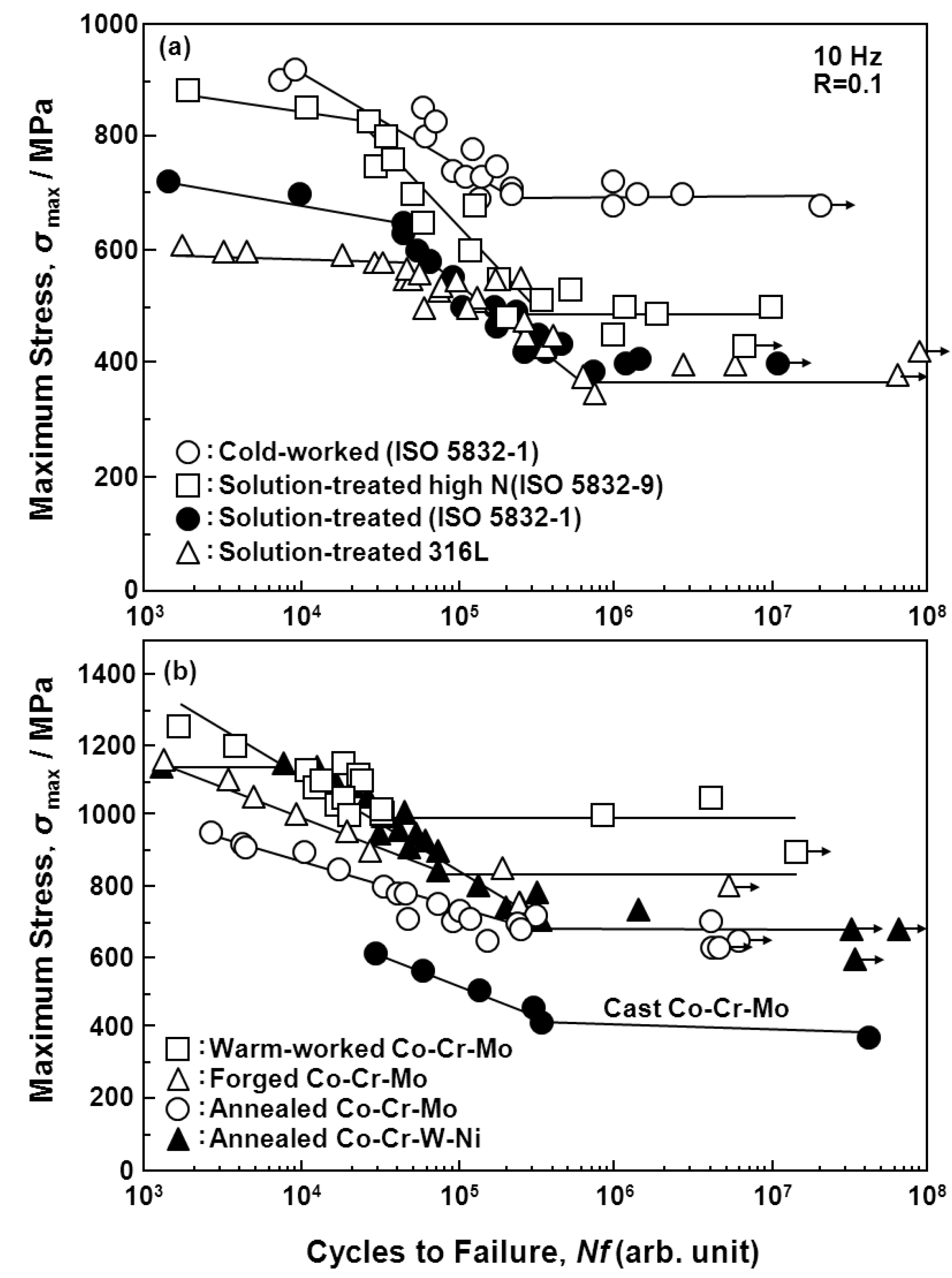
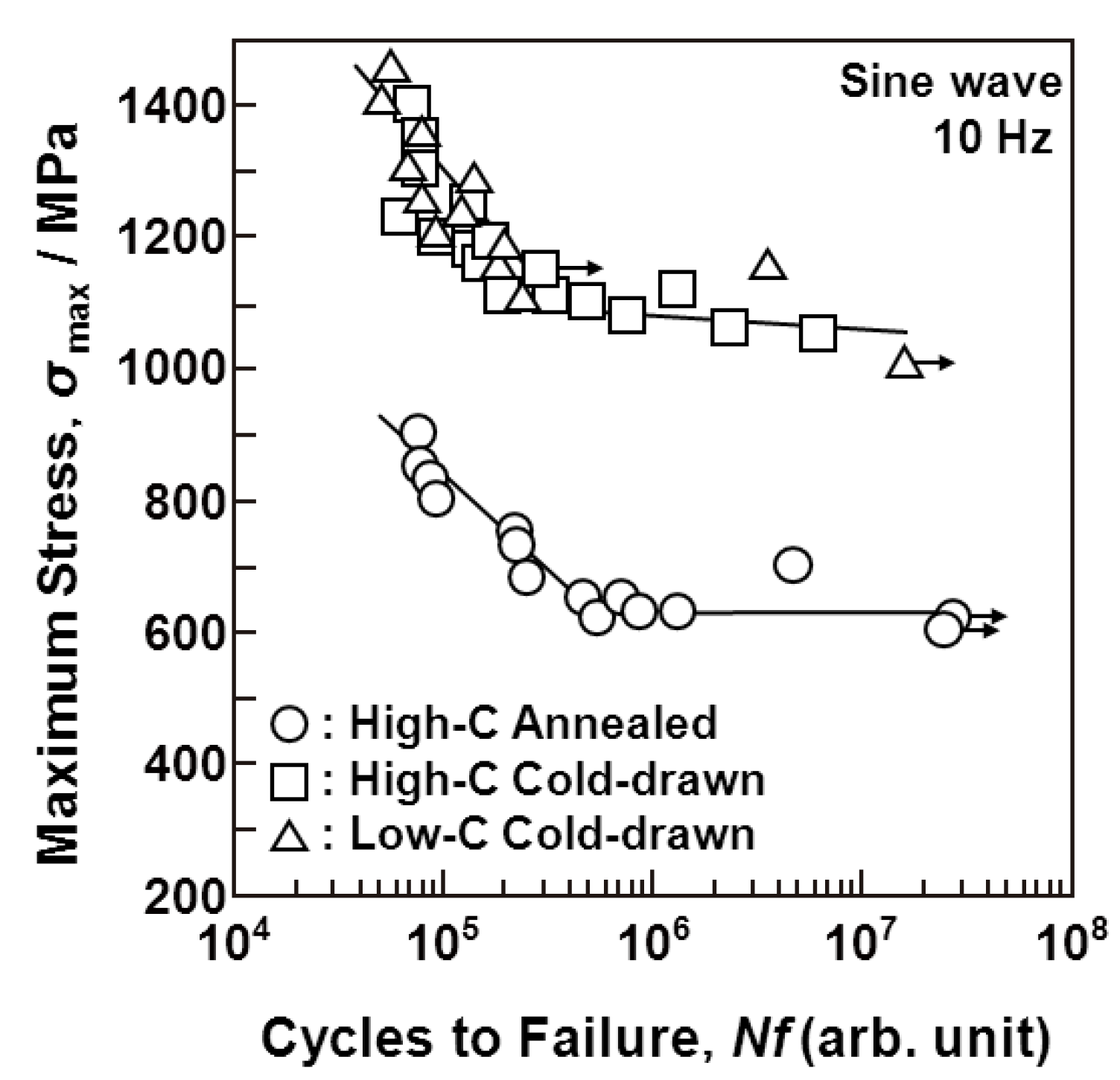
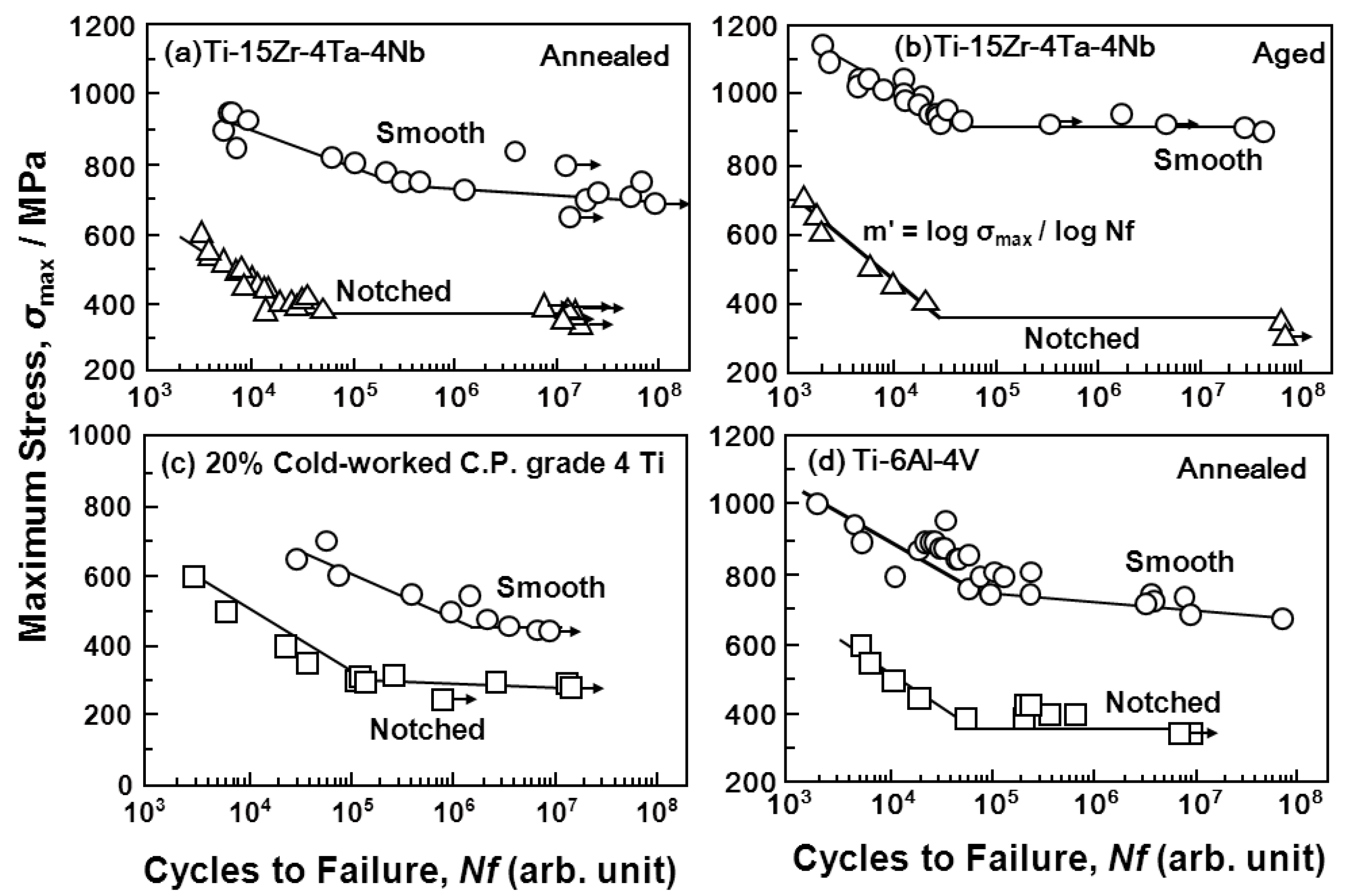
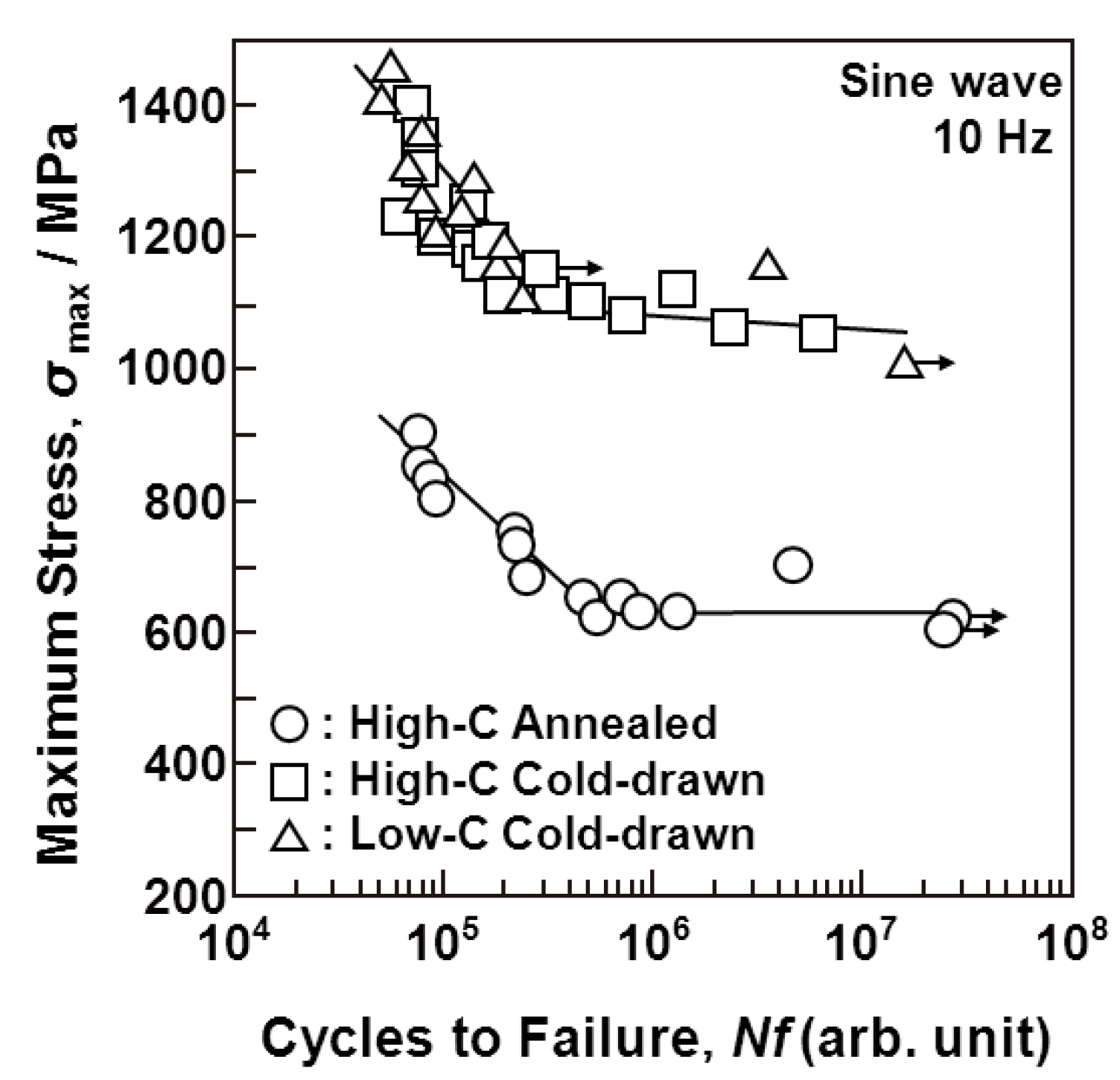
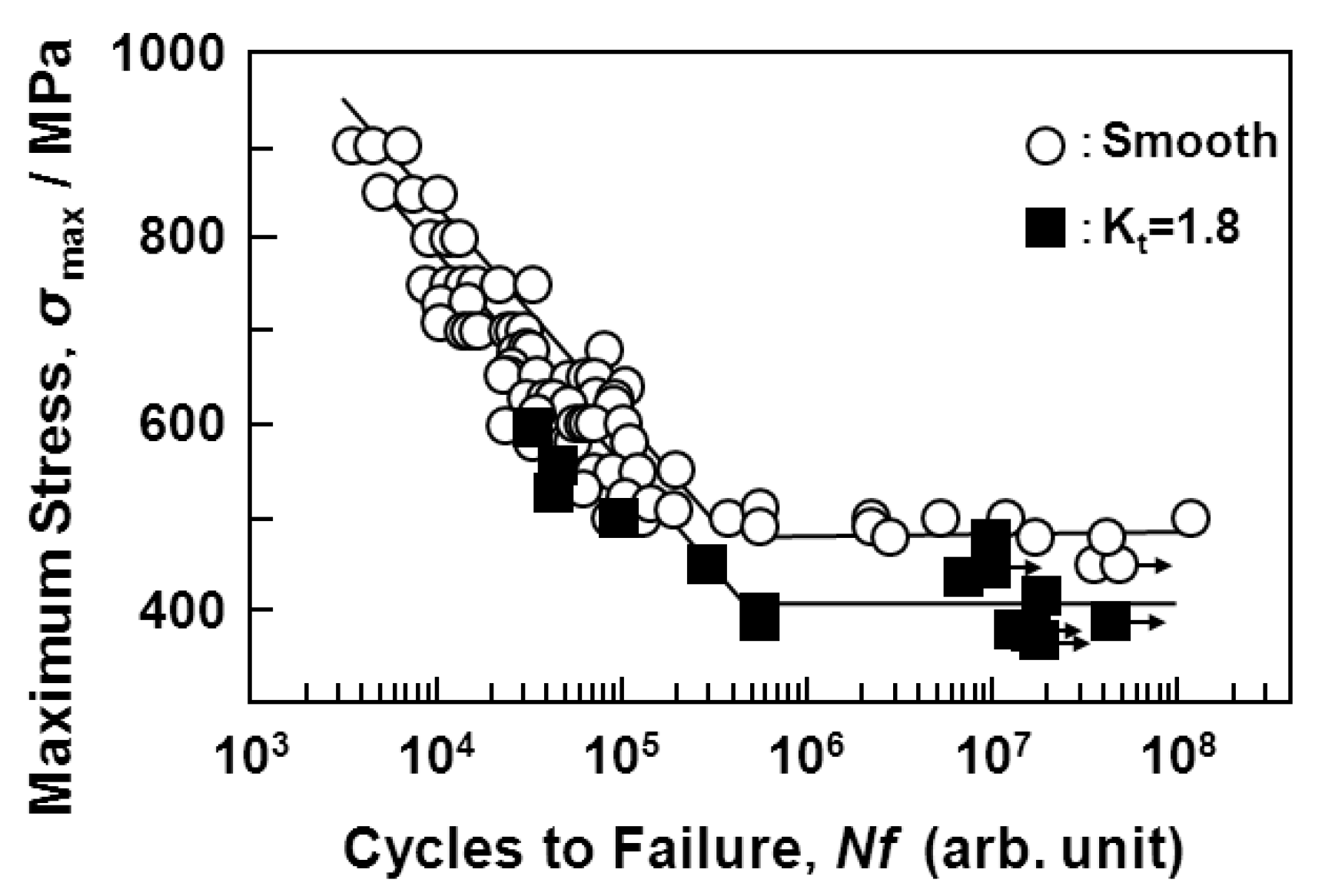
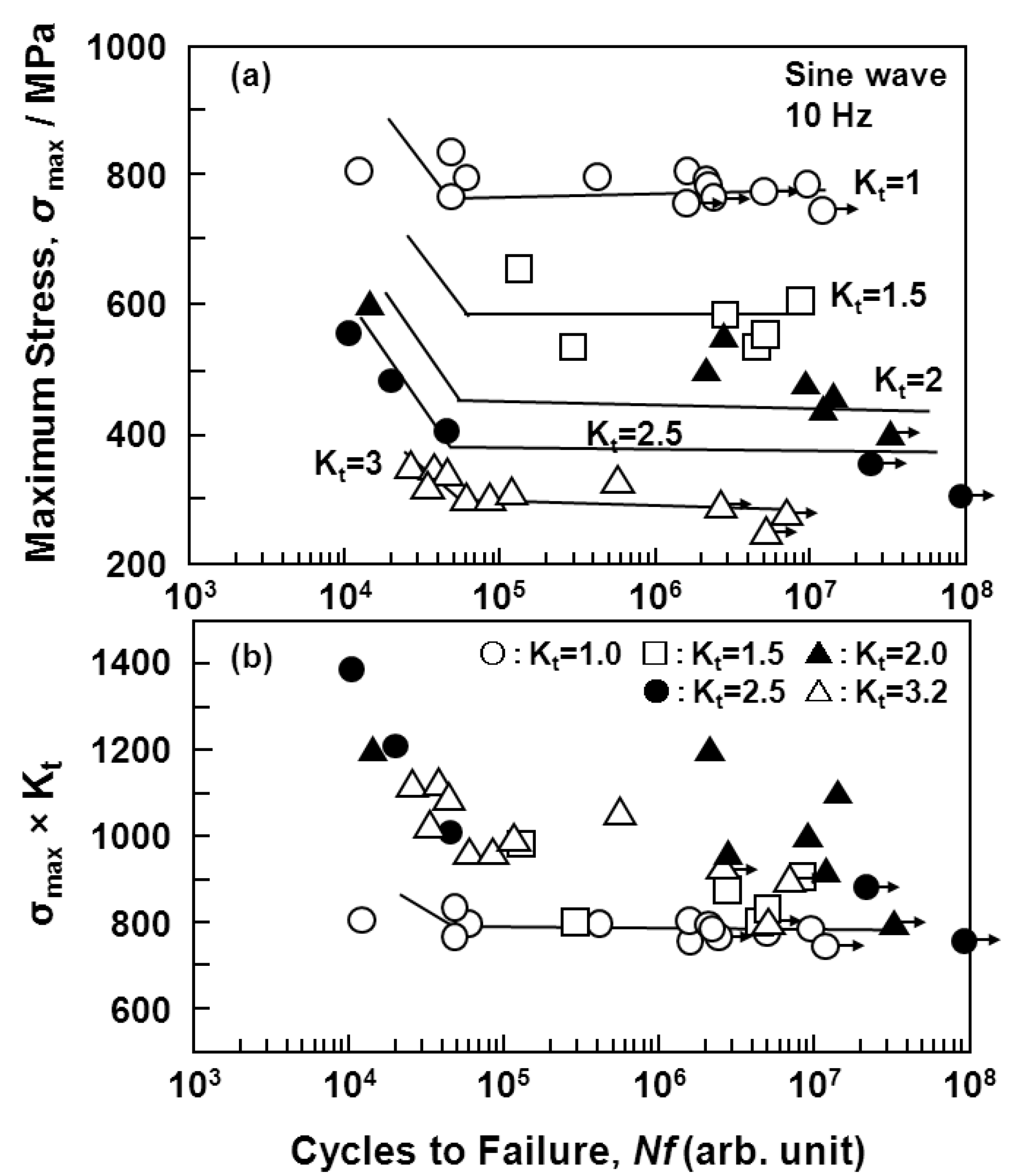
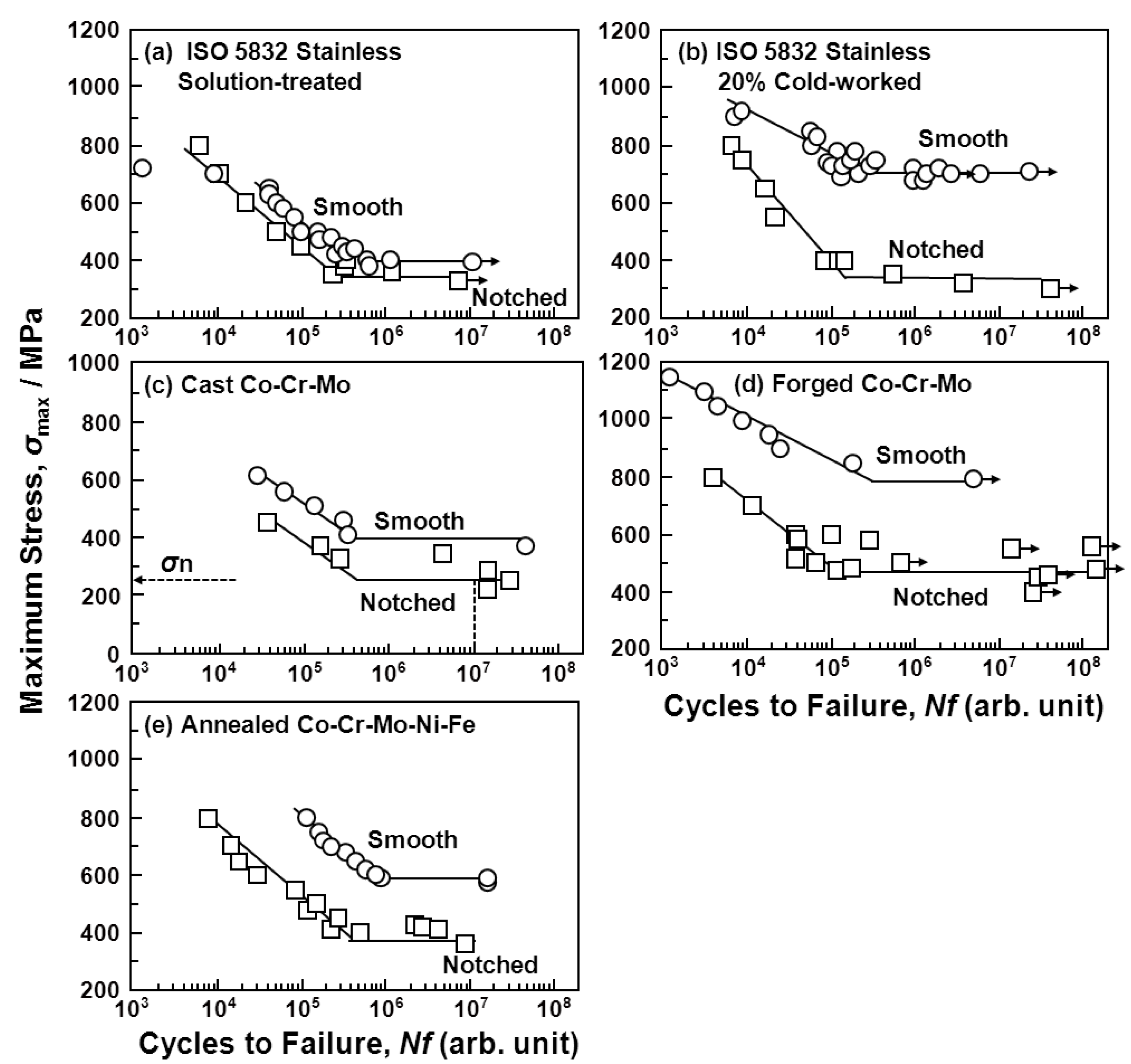
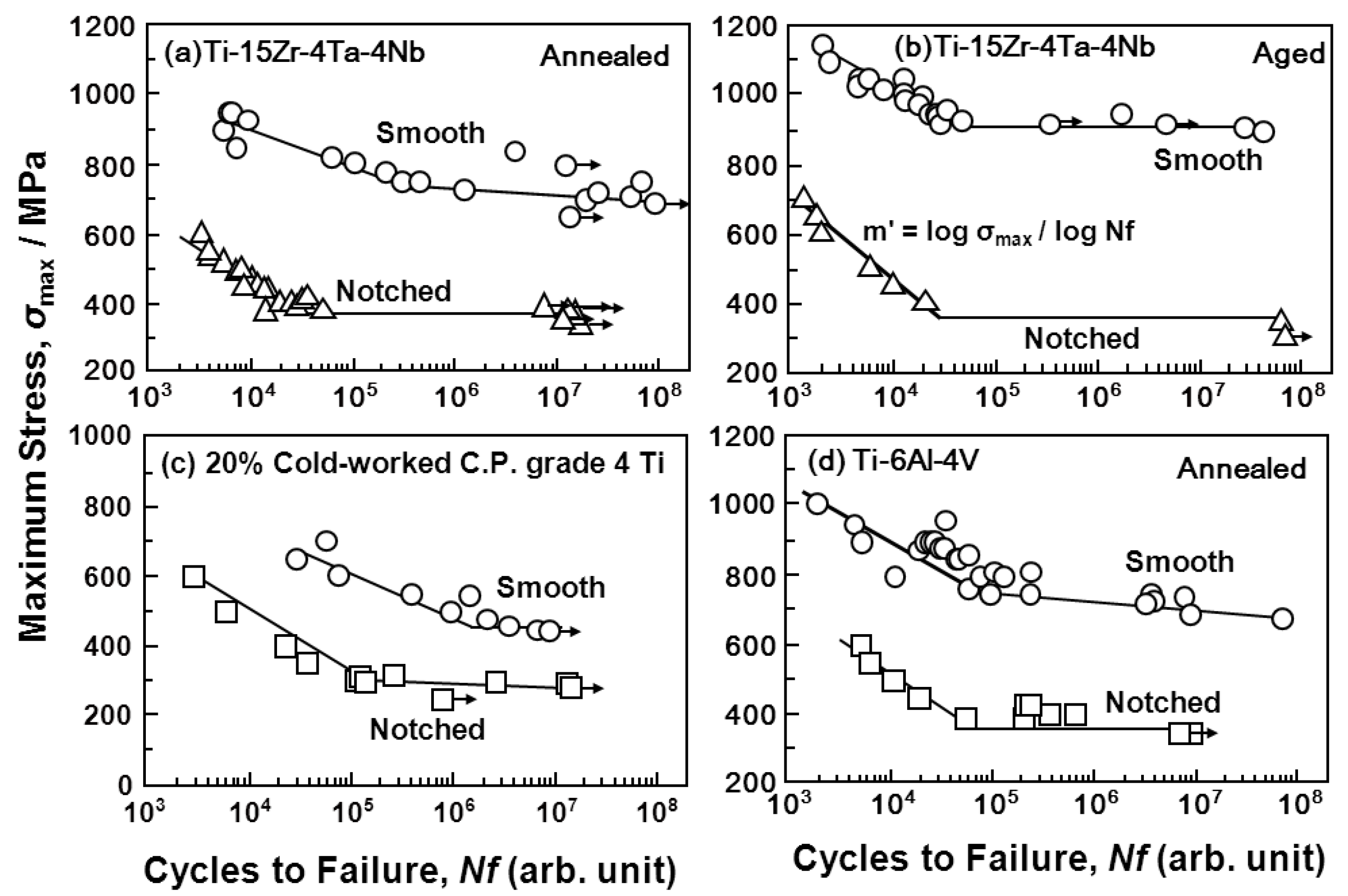
3.2. Fatigue Properties of Various Implantable Metals


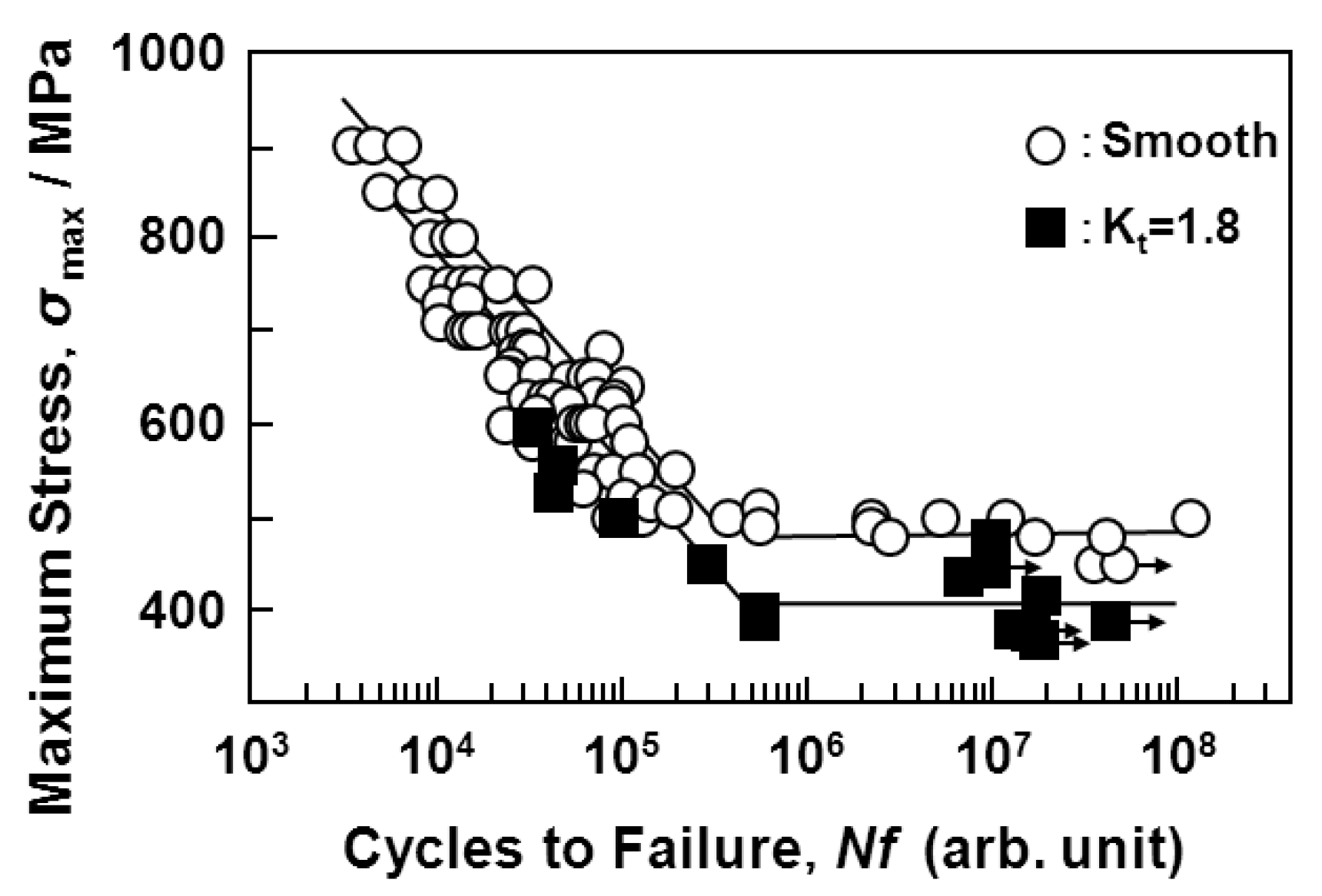
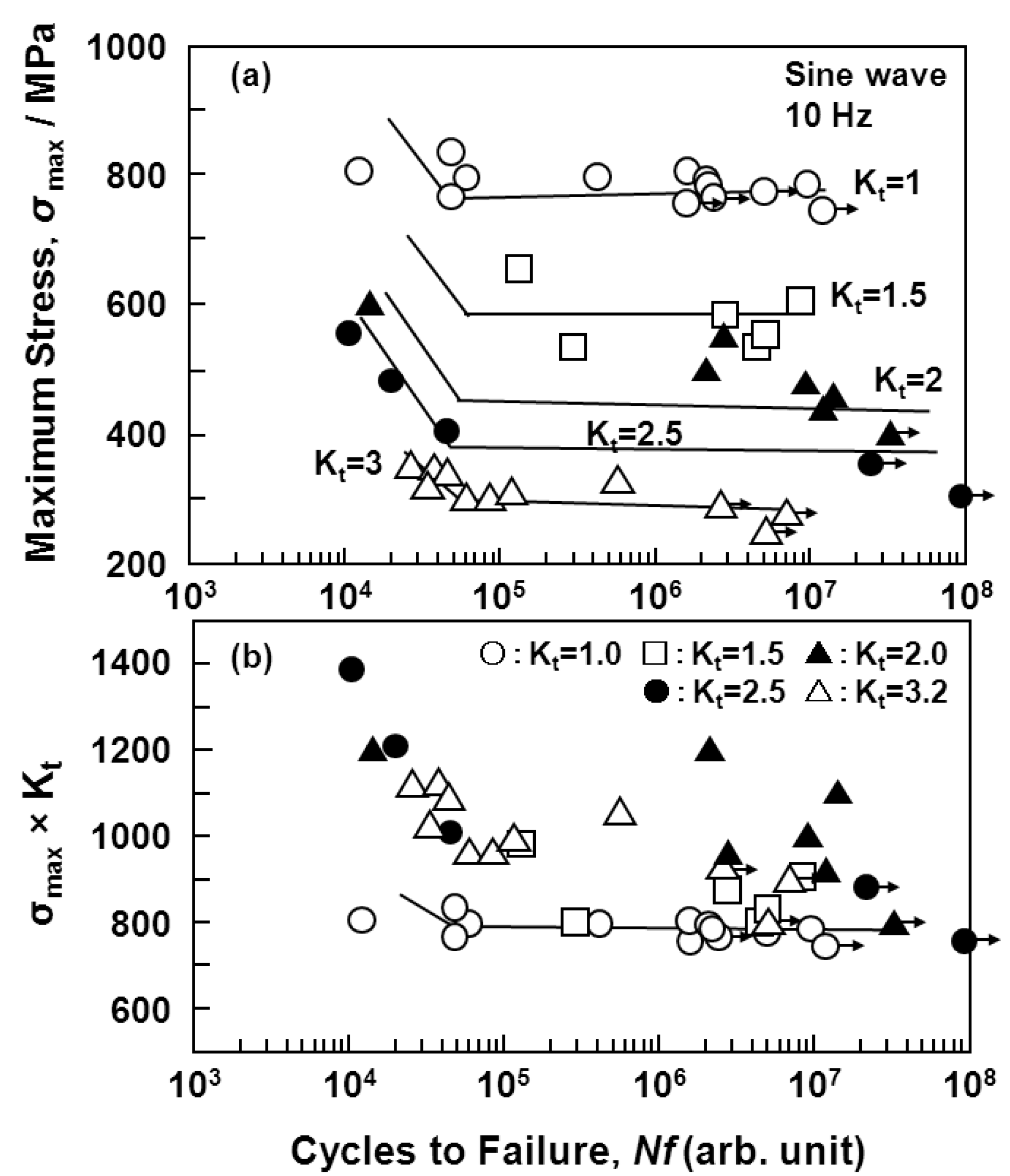
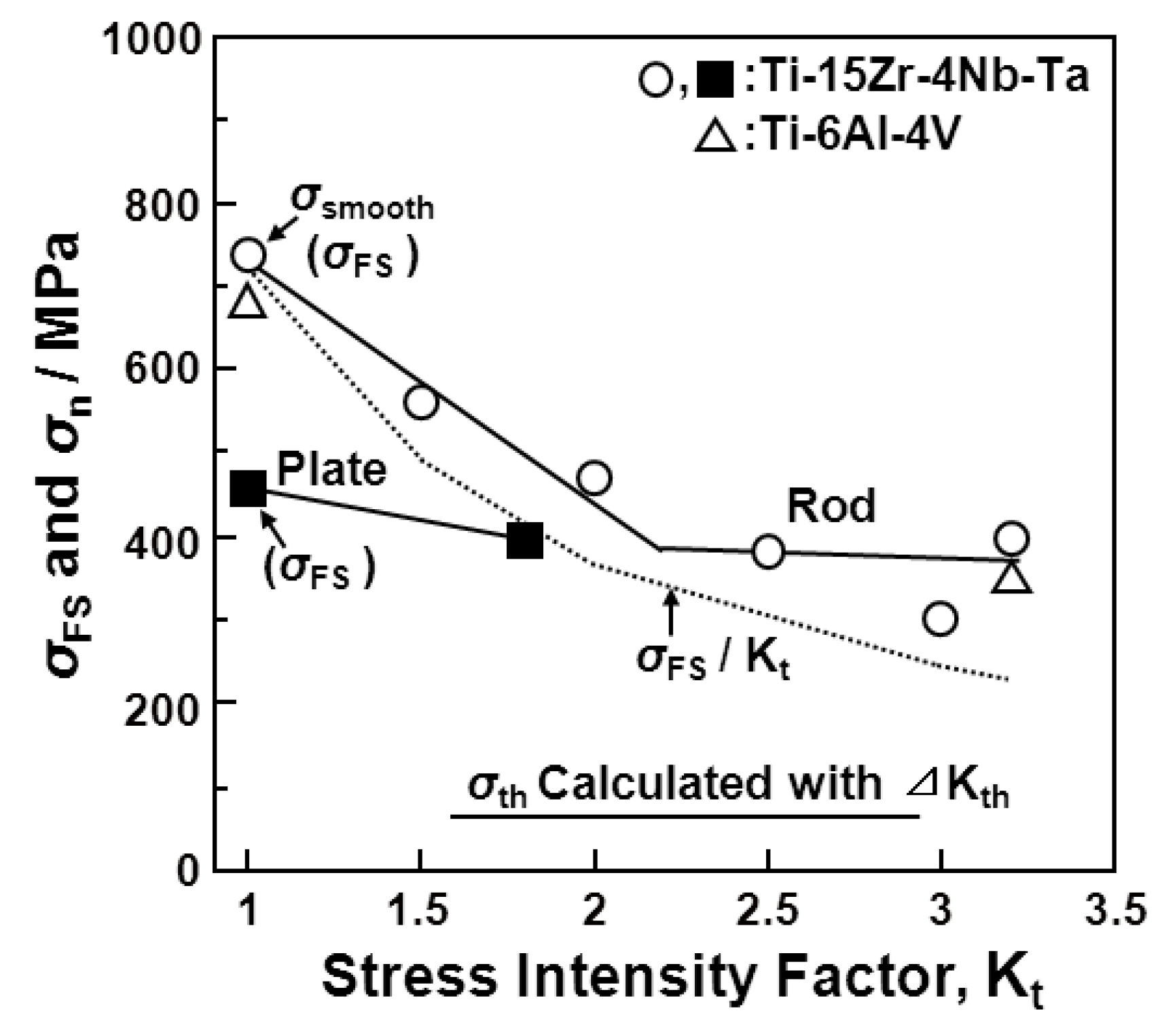
3.3. Effect of Notch on Fatigue Strength of Various Implantable Metals
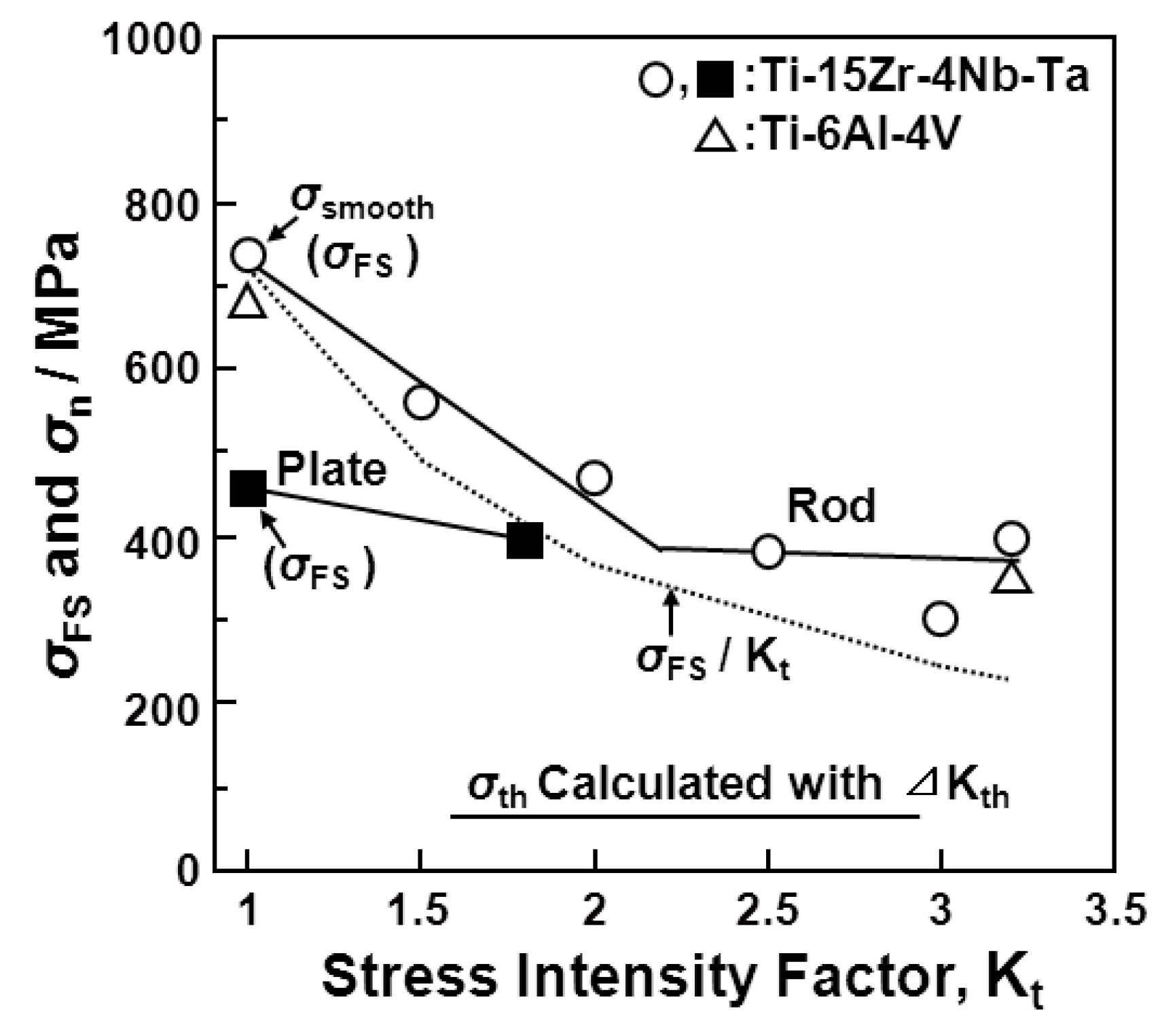
| Alloy | Kf | q | |
|---|---|---|---|
| Ti-15Zr-4Nb-4Ta | |||
| Annealed plate (Kt = 1.8) | 1.15 | 0.2 | |
| Annealed rod | - | - | |
| R-notch | Kt = 1.5 | 1.42 | 0.84 |
| Kt = 2.0 | 1.80 | 0.80 | |
| Kt = 2.5 | 2.30 | 0.86 | |
| Kt = 3.0 | 2.6 | 0.8 | |
| Ti-15Zr-4Nb-4Ta | |||
| V-notch | Kt = 3.2 | ||
| Annealed rod | 1.8 | 0.4 | |
| Aged rod | 2.5 | 0.7 | |
| Ti-6Al-4V | |||
| V-notch | Kt = 3.2 | 2 | 0.45 |
| Annealed rod | |||
| C.P. grade 4Ti | |||
| Kt = 3.2 (20% Cold-worked) | 1.55 | 0.25 | |
| ISO 5832 Stainless steel | |||
| Solution-treated (Kt = 3.2) | 1.29 | 0.13 | |
| 20% Cold-worked (Kt = 3.2) | 1.84 | 0.38 | |
| Co-Cr-Mo | |||
| Cast (Kt = 3.2) | 1.65 | 0.30 | |
| Forged (Kt = 3.2) | 1.56 | 0.25 | |
| Co-Cr-Mo-Ni-Fe | |||
| Annealed (Kt = 3.2) | 1.59 | 0.27 | |
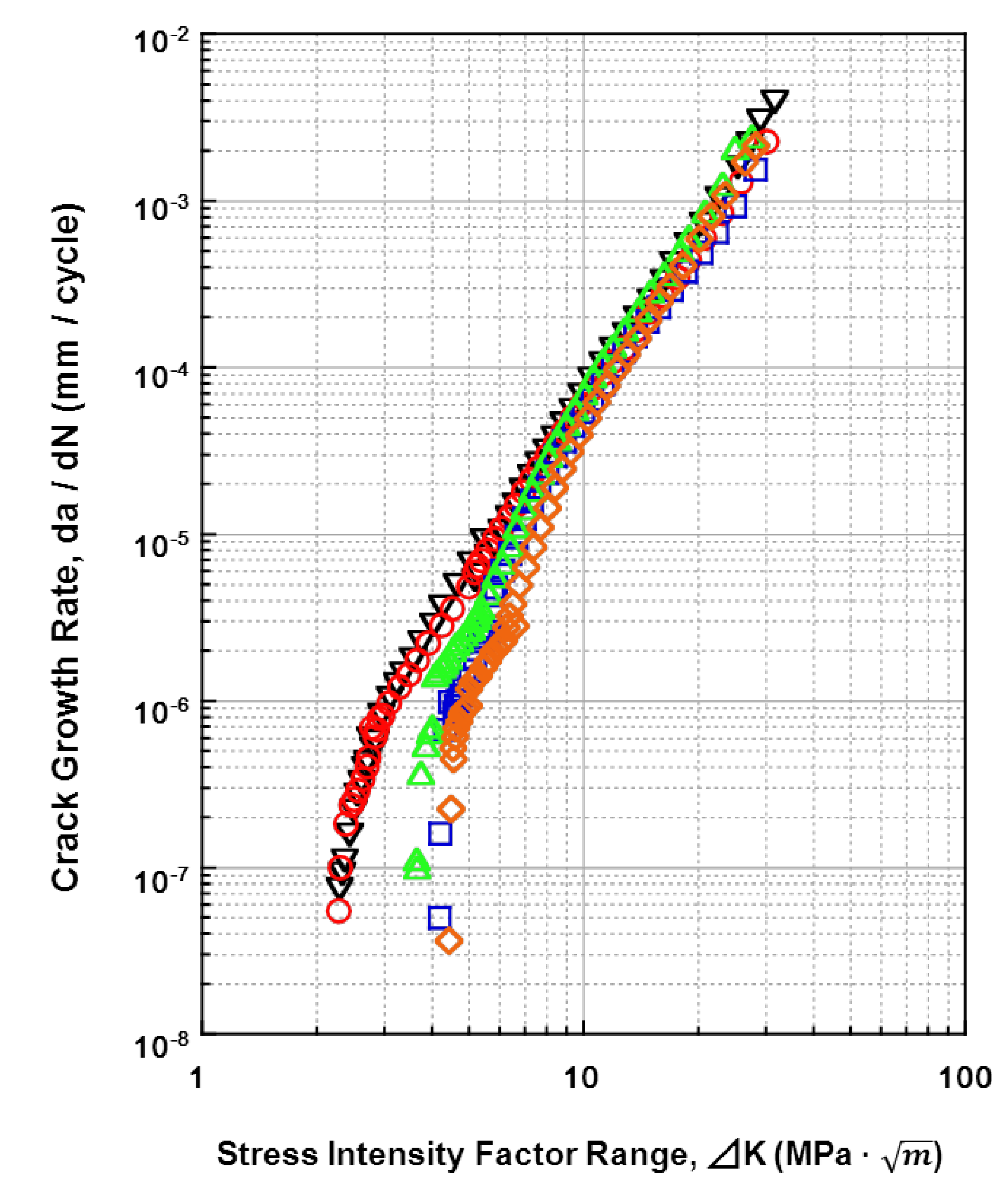
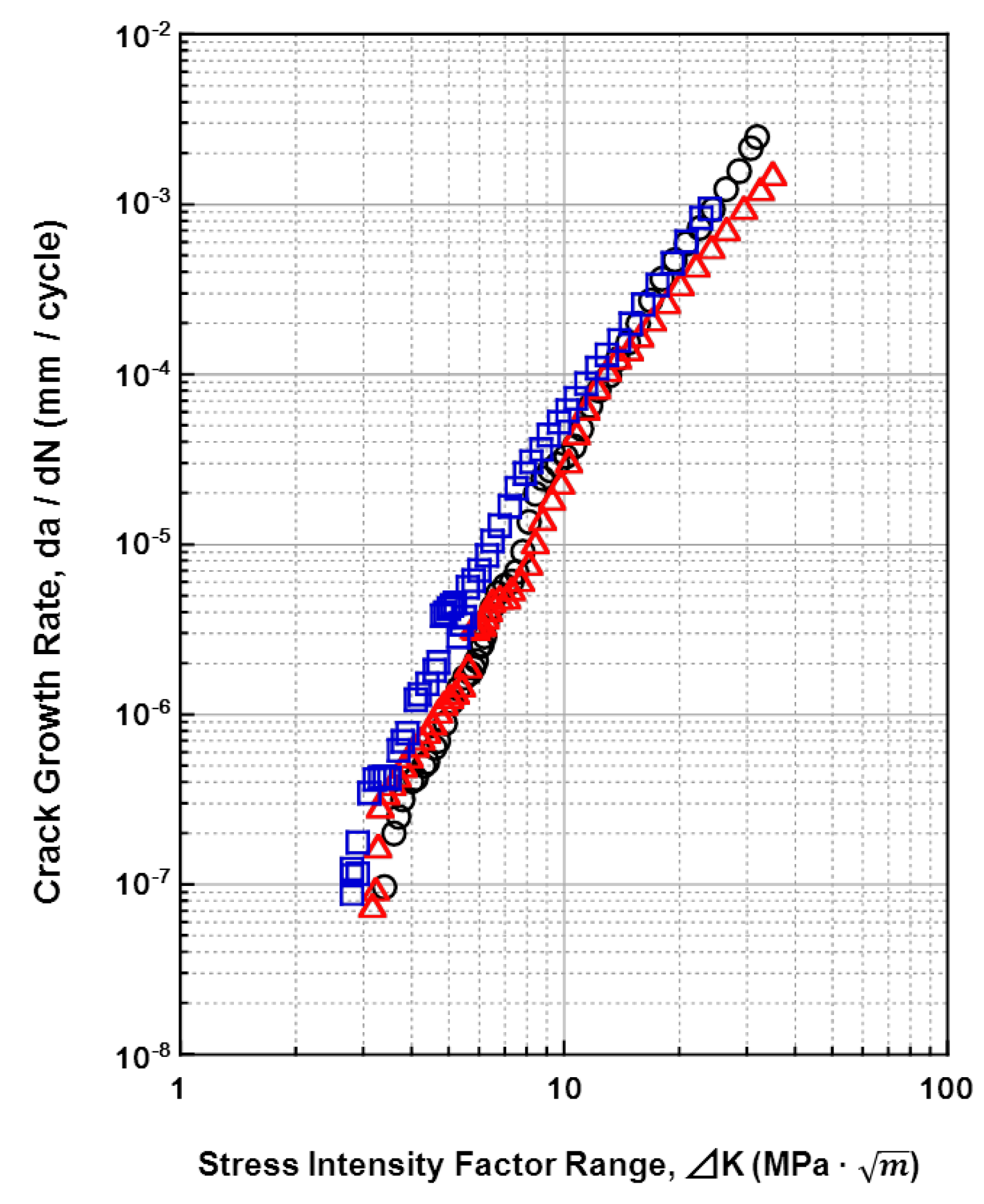
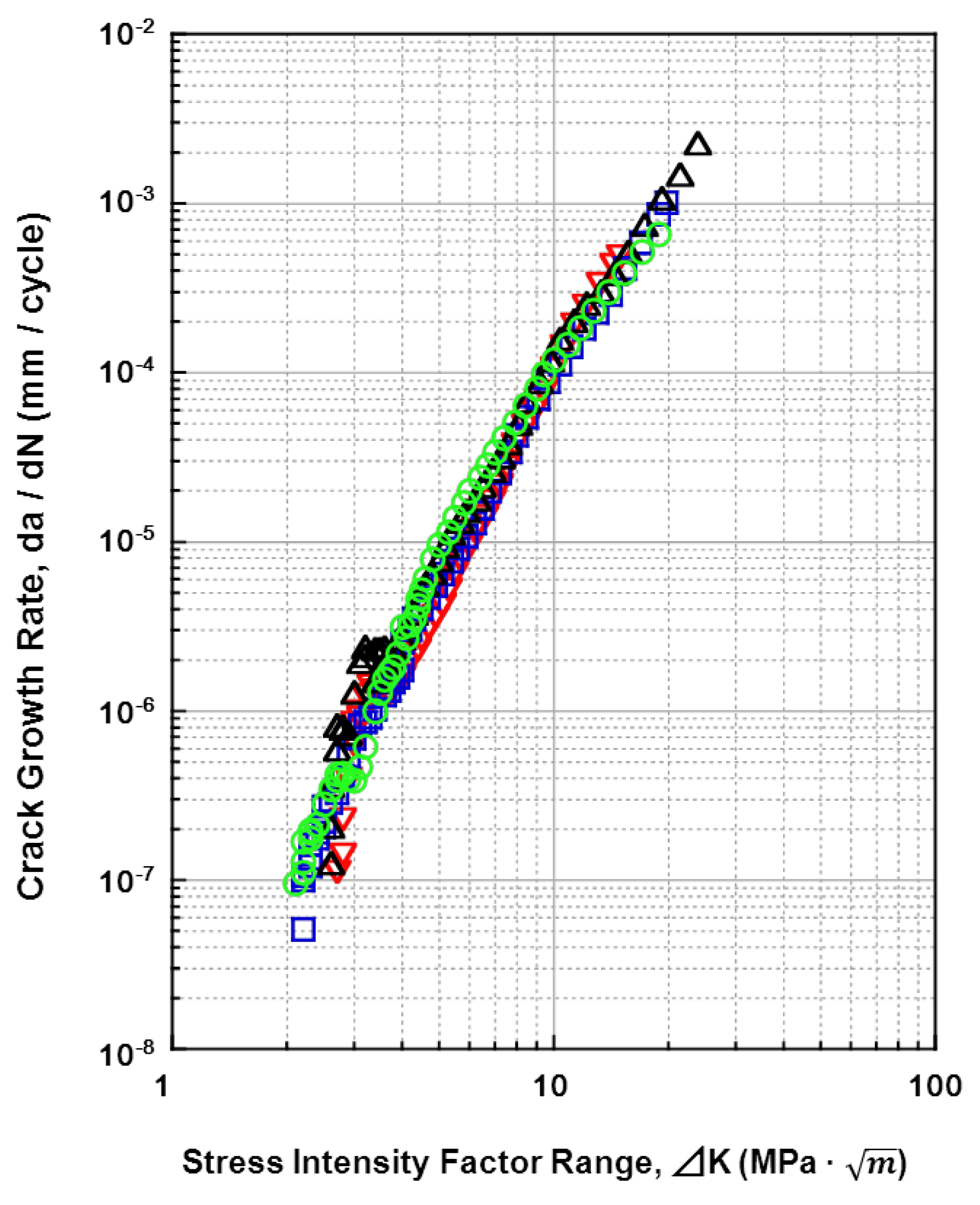
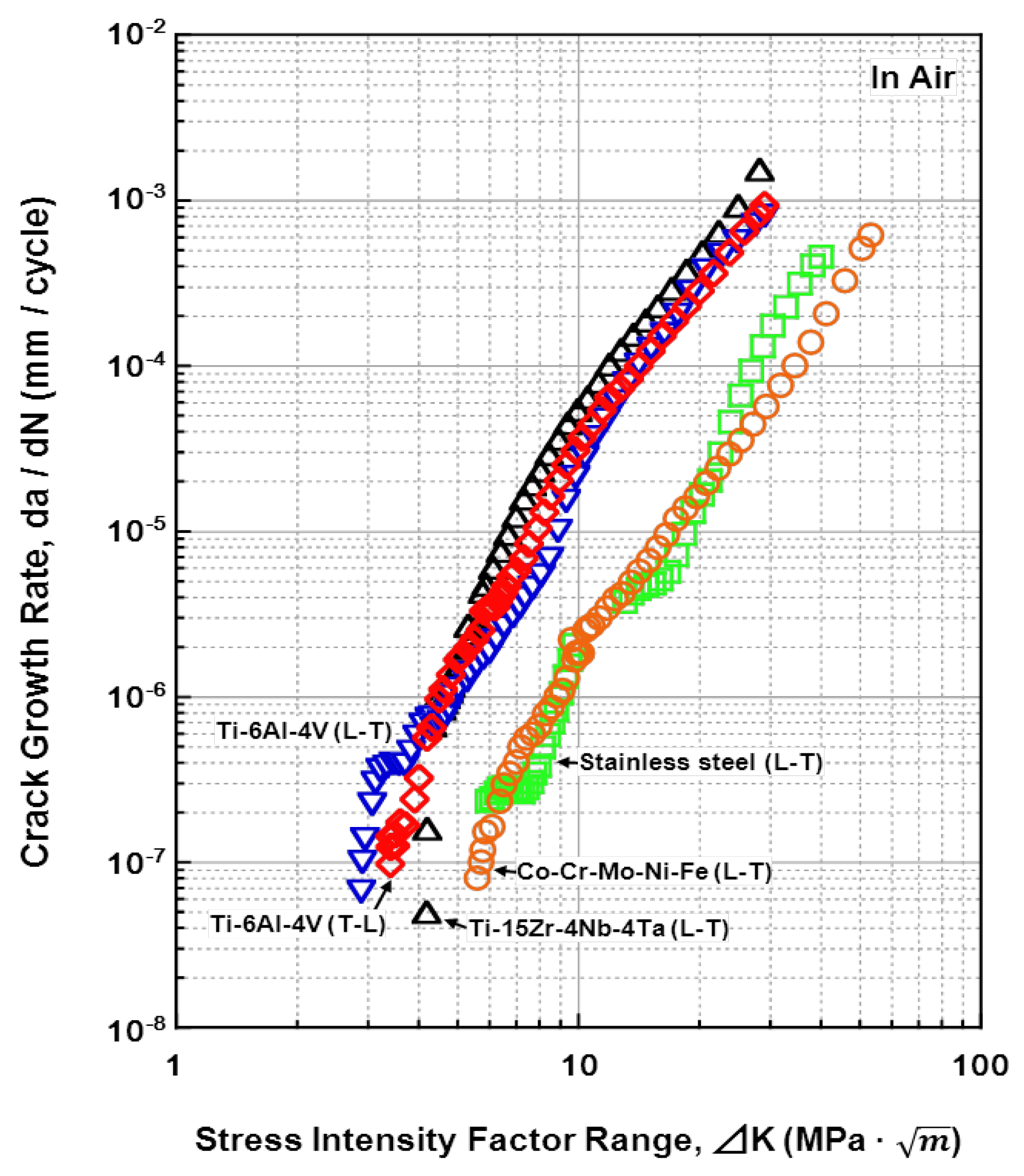
3.4. Fatigue-Crack Growth Properties of Various Implantable Metals
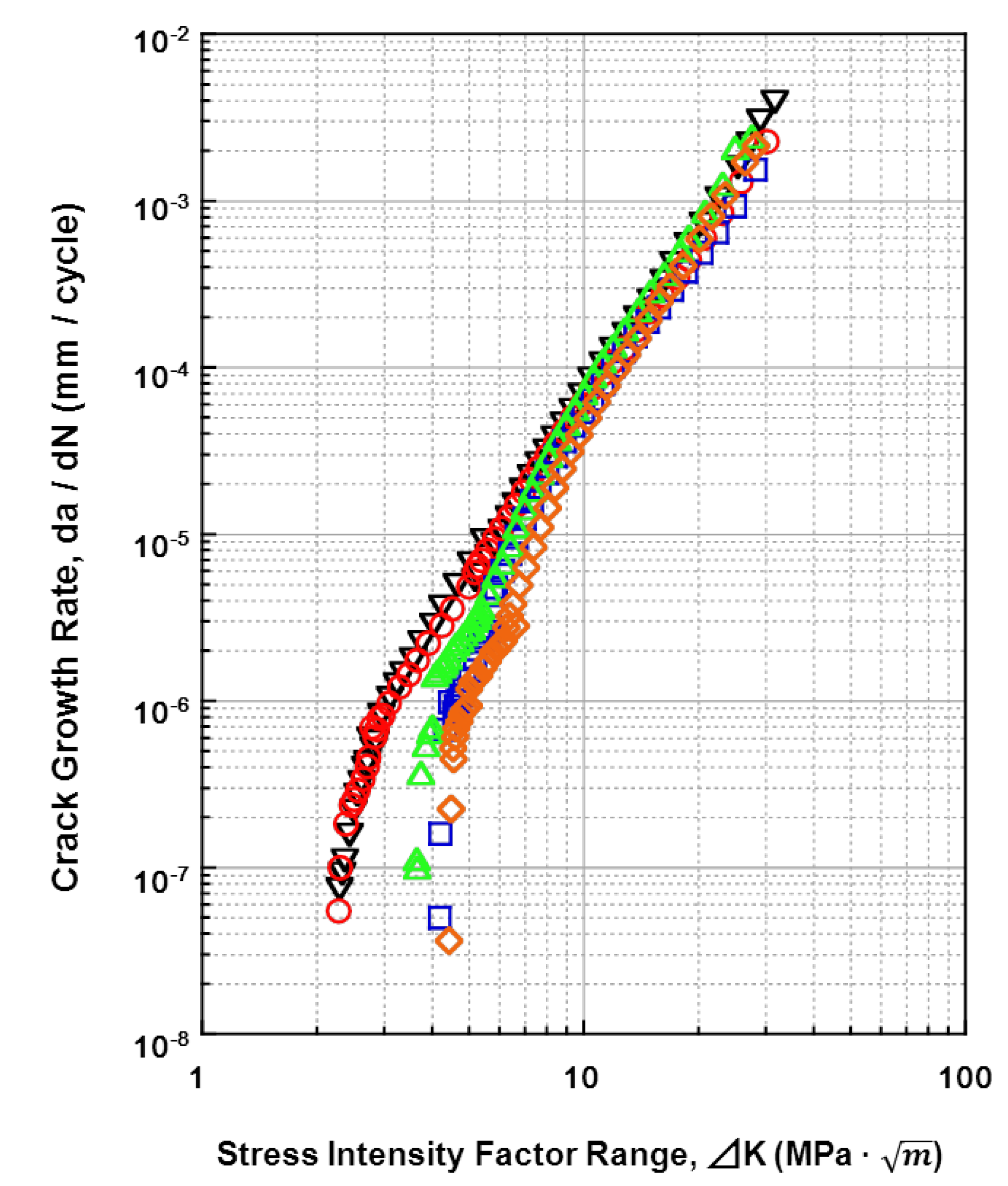
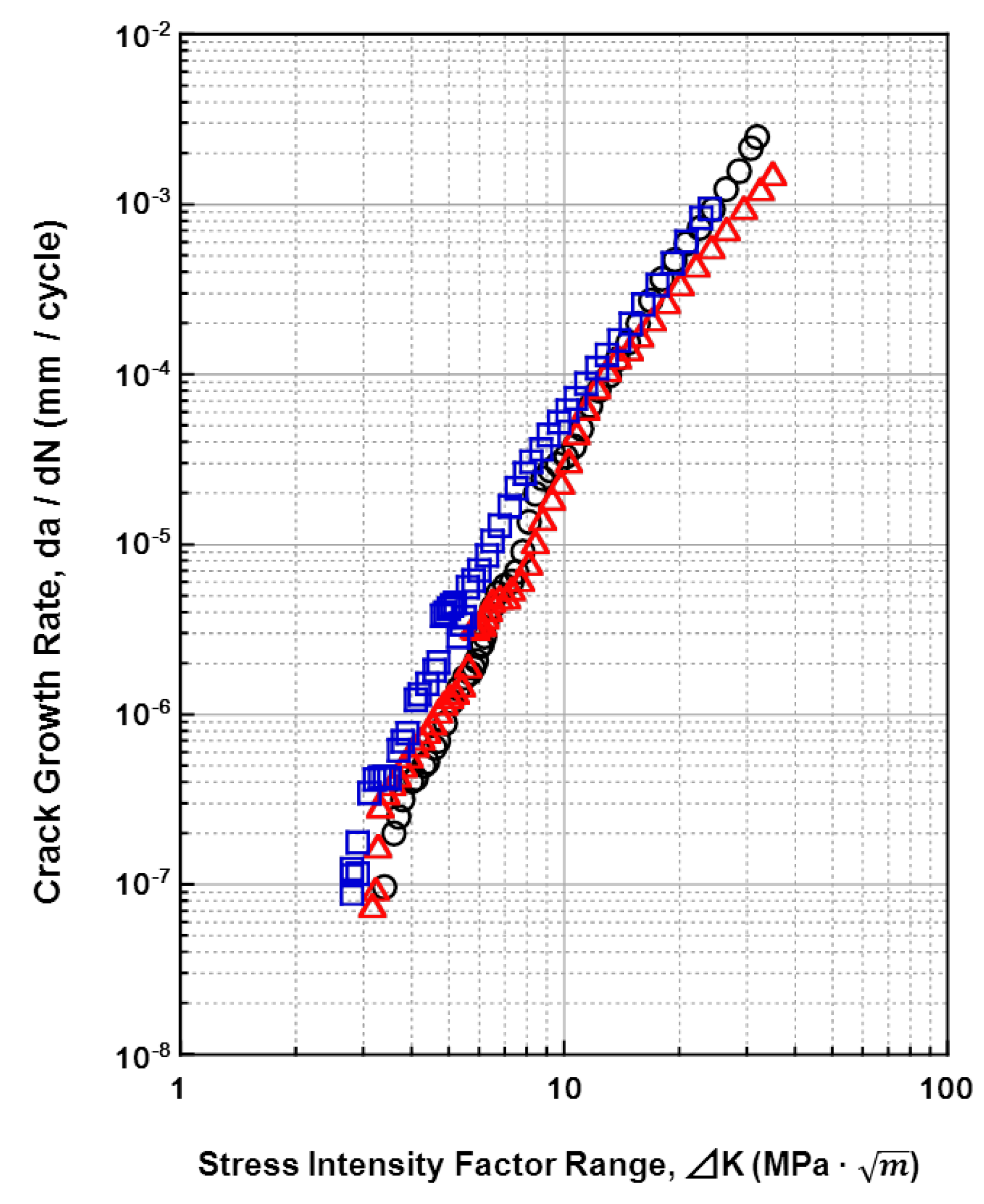
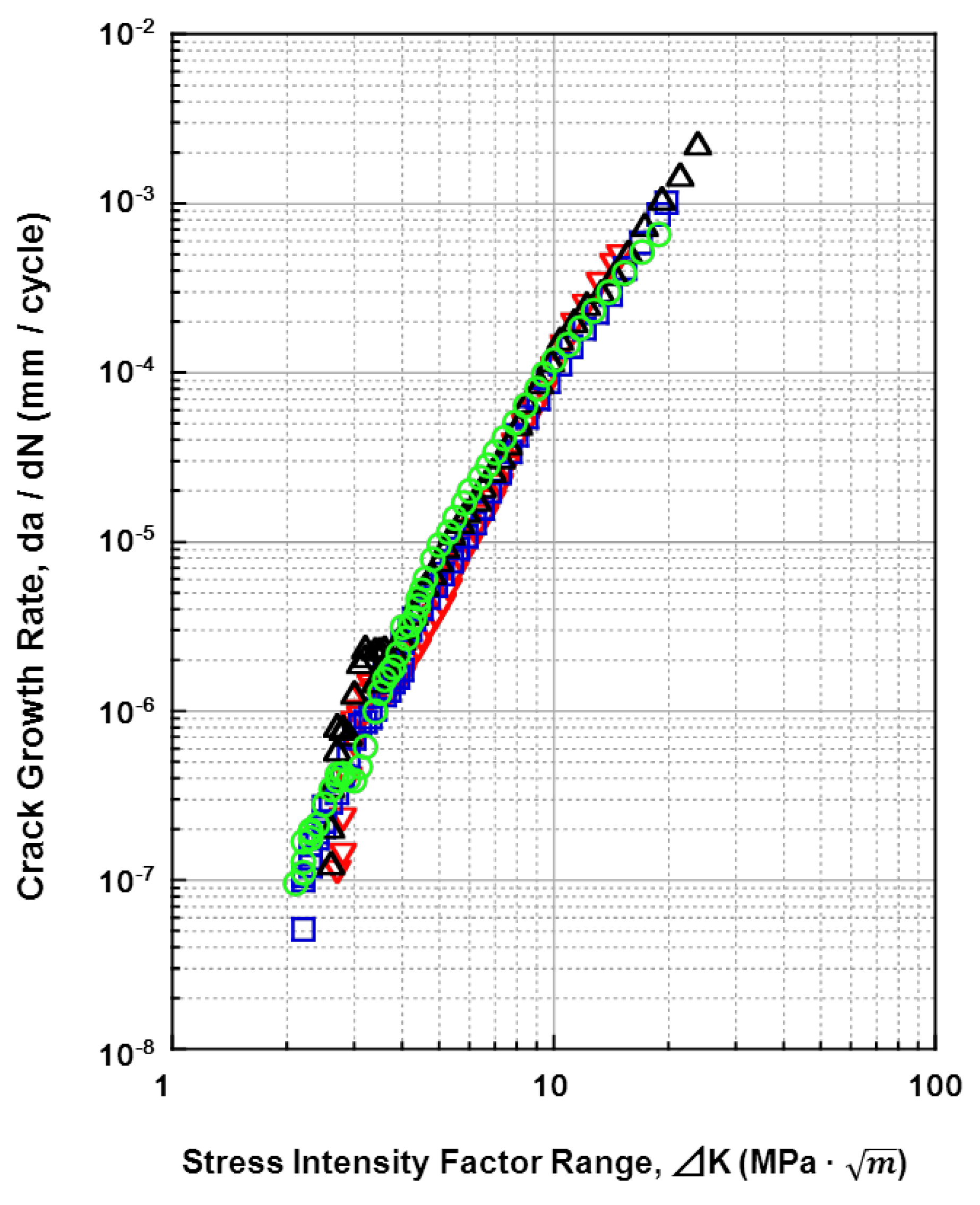
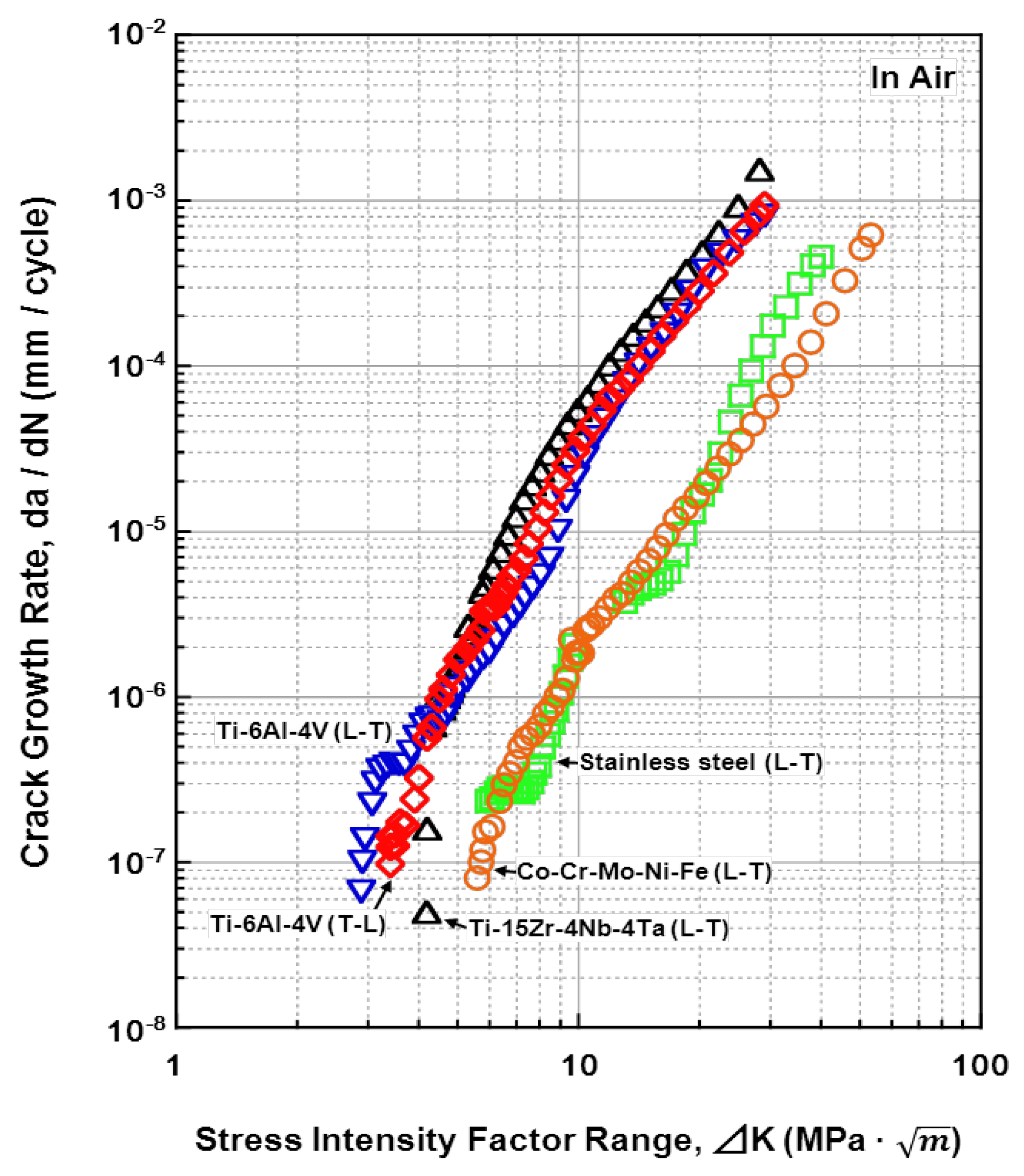
| Alloy | c | m | m' |
|---|---|---|---|
| Ti-15Zr-4Nb-4Ta | |||
| Annealed (L-T) | 3.44 × 10−8 | 3.48 | 1.3 |
| 0.9%NaCl (L-T) | 1.67 × 10−8 | 4.48 | |
| Aged (L-T) | 0.83 × 10−8 | 3.73 | 0.6 |
| Ti-6Al-4V | |||
| Annealed | 3.07 × 10−8 | 3.0 | 1.4 |
| Stainless (ISO 5832) | |||
| Solution-treated | 1.94 × 10−12 | 5.32 | 0.9 |
| Co-Cr-Mo-Ni-Fe | |||
| Annealed | 0.15 × 10−8 | 3.24 | 0.83 |
4. Conclusions
Acknowledgments
References
- Okazaki, Y. On the effects of hot forging and hot rolling on the microstructural development and mechanical response of a biocompatible Ti alloy. Materials 2012, 5, 1439–1461. [Google Scholar] [CrossRef]
- Okazaki, Y.; Gotoh, E.; Manabe, T.; Kobayashi, K. Comparison of metal concentrations in rat tibia tissues with various metallic implants. Biomaterials 2004, 25, 5913–5920. [Google Scholar] [CrossRef] [PubMed]
- Okazaki, Y.; Gotoh, E.; Nishimori, M.; Katsuda, S.; Manabe, T.; Kobayashi, K. Osteocompatibility of stainless steel, Co-Cr-Mo, Ti-6Al-4V and Ti-15Zr-4Nb-4Ta alloy implants in rat bone tissue. Mater. Trans. JIM 2005, 46, 1610–1617. [Google Scholar] [CrossRef]
- Japanese Industrial Standards Committee. Titanium Materials for Surgical Implant Applications Part 4 Wrought Titanium 15-Zirconium 4-Niobium 4-Tantalum Alloy; JIS T 7401-4; Japanese Industrial Standards Committee: Tokyo, Japan, 2009. [Google Scholar]
- Sharma, A.K.; Kumar, A.; Joshi, G.R.; John, J.T. Retrospective study of implant failure in orthopaedic surgery. Med. J. Armed Forces India 2006, 62, 70–72. [Google Scholar] [CrossRef]
- Brunner, H.; Simpson, J.P. Fatigue fracture of bone plates. Injury 1980, 11, 203–207. [Google Scholar] [CrossRef] [PubMed]
- Takase, K.; Yamamoto, K. Mechanical strength and optimal site of placement of a threaded bone screw assessed on the basis of the screw breakage for non-union of the scaphoid: A biomechanical study. Hand Surg. 2005, 10, 225–230. [Google Scholar] [CrossRef] [PubMed]
- Ongkiehong, B.F.; Leemans, R. Proximal femoral nail failure in a subtrochanteric fracture: The importance of fracture to distal locking screw distance. Inj. Extra 2007, 38, 445–450. [Google Scholar] [CrossRef]
- Najibi, S.; Lemos, M.; Fehnel, D. Mechanical failure of the long gamma nail in two proximal femur fractures. Iowa Orthop. J. 2010, 30, 205–210. [Google Scholar] [PubMed]
- Kasimatis, G.B.; Lambiris, E.; Tyllianakis, M.; Giannikas, D.; Mouzakis, D.; Panagiotopoulos, E. Gamma nail breakage: A report of four cases. J. Orthop. Surg. 2007, 15, 368–372. [Google Scholar]
- Gaebler, C.; Stanzl-Tschegg, S.; Tschegg, E.K.; Kukla, C.; Menth-Chiari, W.A.; Wozasek, G.E.; Heinz, T. Implant failure of the gamma nail. Injury 1999, 30, 91–99. [Google Scholar] [CrossRef] [PubMed]
- Dunlop, D.G.; Brenkel, I.J. The supracondylar intramedullary nail in elderly patients with distal femoral fractures. Injury 1999, 30, 475–484. [Google Scholar] [CrossRef] [PubMed]
- Ip, D. Premature biomechanical failure of the distal fixation screws of the IC nail. Injury 2003, 34, 786–788. [Google Scholar] [CrossRef] [PubMed]
- Bucholz, R.W.; Ross, S.E.; Lawrence, K.L. Fatigue fracture of the interlocking nail in the treatment of fractures of the distal part of the femoral shaft. J. Bone Joint Surg. Am. 1987, 69, 1391–1399. [Google Scholar] [PubMed]
- Syed, A.A.; Kennedy, J.G.; Mullet, H.; O’Flanagan, J.; Taylor, D. Fatigue failure of an AO spiral blade. Arch. Orthop. Trauma Surg. 2000, 120, 366–368. [Google Scholar] [CrossRef] [PubMed]
- Hahn, D.; Bradbury, N.; Hartley, R.; Radford, P.J. Intramedullary nail breakage in distal fractures of the tibia. Injury 1996, 27, 323–327. [Google Scholar] [CrossRef] [PubMed]
- Wee, J.L.H.; Sathappan, S.S.; Yeo, M.S.W.; Low, Y.P. Management of gamma nail breakage with bipolar hemi-arthroplasty. Singapore Med. J. 2009, 50, e44–e47. [Google Scholar] [PubMed]
- Wähnert, D.; Hoffmeier, K.L.; von Oldenburg, G.; Fröber, R.; Hofmann, G.O.; Mückley, T. Internal fixation of type-C distal femoral fractures in osteoporotic bone. J. Bone Joint Surg. Am. 2010, 92, 1442–1452. [Google Scholar] [CrossRef] [PubMed]
- Heiney, J.P.; Barnett, M.D.; Vrabec, G.A.; Schoenfeld, A.J.; Baji, A.; Njus, G.O. Distal femoral fixation: A biomechanical comparison of trigen retrograde intramedullary (i.m.) nail, dynamic condylar screw (DCS), and locking compression plate (LCP) condylar plate. J. Trauma Acute Care Surg. 2009, 66, 443–449. [Google Scholar] [CrossRef]
- Chen, C.S.; Chen, W.J.; Cheng, C.K.; Jao, S.H.E.; Chueh, S.C.; Wang, C.C. Failure analysis of broken pedicle screws on spinal instrumentation. Med. Eng. Phys. 2005, 27, 457–496. [Google Scholar]
- Lindsey, C.; Deviren, V.; Xu, Z.; Yeh, R.F.; Puttlitz, C.M. The effects of rod contouring on spinal construct fatigue strength. Spine 2006, 31, 1680–1687. [Google Scholar] [CrossRef] [PubMed]
- Chiu, Y.C.; Yang, S.C.; Yu, S.W.; Tu, Y.K. Pedicle screw breakage in a vertebral body: A rare complication in a dynamic stabilization device. Formos. J. Musculoskel. Disord. 2011, 2, 143–146. [Google Scholar] [CrossRef]
- Kirkpatrick, J.S.; Venugopalan, R.; Beck, P.; Lemons, J. Corrosion on spinal implants. J. Spinal Disord. Tech. 2005, 18, 247–251. [Google Scholar] [PubMed]
- Palmer, D.K.; Husain, A.; Phipatanakul, W.P.; Wongworawat, M.D. Failure of a new intramedullary device in fixation of clavicle fractures: A report of two cases and review of the literature. J. Should. Elbow. Surg. 2011, 20, e1–e4. [Google Scholar] [CrossRef]
- Huot Carlson, J.C.; van Citters, D.W.; Currier, J.H.; Bryant, A.M.; Mayor, M.B.; Collier, J.P. Femoral stem fracture and in vivo corrosion of retrieved modular femoral hips. J. Arthroplast. 2012, 27, 1389–1396. [Google Scholar] [CrossRef]
- Efe, T.; Schmitt, J. Analysis of prosthesis stem failures in noncemented modular hip revision protheses. J. Arthroplast. 2011, 26, e7–e12. [Google Scholar] [CrossRef]
- Ellman, M.B.; Levine, B.R. Fracture of the modular femoral neck component in total hip arthroplasty. J. Arthroplast. 2011, 28, e1–e5. [Google Scholar]
- Azzam, K.A.; Austin, M.S.; Sharkey, P.F. Early failure of a nonmodular titanium femoral stem after primary hip arthroplasty. J. Arthroplast. 2010, 25, e1–e5. [Google Scholar] [CrossRef]
- Wright, G.; Sporer, S.; Urban, R.; Jacobs, J. Fracture of a modular femoral neck after total hip arthroplasty. J. Bone Joint Surg. Am. 2010, 92, 1518–1521. [Google Scholar] [CrossRef] [PubMed]
- Vallier, A.H.; Hennessey, T.A.; Sontich, J.K.; Patterson, B.M. Failure of LCP condylar plate fixation in the distal part of the femur. J. Bone Joint Surg. Am. 2006, 88, 846–853. [Google Scholar] [CrossRef] [PubMed]
- Woolson, S.T.; Milbauer, J.P.; Bobyn, J.D.; Yue, S.; Maloney, W.J. Fatigue fracture of a forged cobalt-chromium-molybdenum femoral component inserted with cement. J. Bone Joint Surg. Am. 1997, 79, 1842–1848. [Google Scholar] [PubMed]
- Patel, A.; Bliss, J.; Calfee, R.P.; Froehlich, J.; Limbird, R. Modular femoral stem-sleeve junction failure after primary total hip arthroplasty. J. Arthroplast. 2009, 24, e1–e5. [Google Scholar] [CrossRef]
- Lakstein, D.; Eliaz, N.; Levi, O.; Backstein, D.; Kosashvili, Y.; Safir, O.; Gross, A.E. Fracture of cementless femoral stems at the mid-stem junction in modular revision hip arthroplasty systems. J. Bone Joint Surg. Am. 2011, 93, 57–65. [Google Scholar] [CrossRef] [PubMed]
- Buttaro, M.A.; Mayor, M.B.; van Citters, D.; Piccaluga, F. Fatigue fracture of a proximally modular, distally tapered fluted implant with diaphyseal fixation. J. Arthroplast. 2007, 22, 780–783. [Google Scholar] [CrossRef]
- Japanese Industrial Standards Committee. Test Method for Fatigue Properties of Metallic Biomaterials; JIS T 0309; Japanese Industrial Standards Committee: Tokyo, Japan, 2009. [Google Scholar]
- International Association for Testing Materials (ASTM). Standard Practice for Corrosion Fatigue Testing of Metallic Implant Materials; ASTM F1801; ASTM: West Conshohocken, PA, USA, 2004. [Google Scholar]
- Japanese Industrial Standards Committee. Test Method for Notch Sensitivity and Fatigue Crack Growth Properties of Metallic Biomaterials; JIS T 0310; Japanese Industrial Standards Committee: Tokyo, Japan, 2009. [Google Scholar]
- International Organization for Standardization. Implants for Surgery—Metallic Materials—Part 2: Unalloyed Titanium; ISO 5832-2; International Organization for Standardization: Geneva, Switzerland, 1999. [Google Scholar]
- International Organization for Standardization. Implants for Surgery—Metallic Materials—Part 3: Wrought Titanium 6-Aluminium 4-Vanadium Alloy; ISO 5832-3; International Organization for Standardization: Geneva, Switzerland, 1996. [Google Scholar]
- International Organization for Standardization. Implants for Surgery—Metallic Materials—Part 1: Wrought Stainless Steel; ISO 5832-1; International Organization for Standardization: Geneva, Switzerland, 2007. [Google Scholar]
- International Organization for Standardization. Implants for Surgery—Metallic Materials—Part 9: Wrought High Nitrogen Stainless Steel; ISO 5832-9; International Organization for Standardization: Geneva, Switzerland, 2007. [Google Scholar]
- Okazaki, Y. Effects of solution treatment and cold rolling on microstructure and mechanical properties of stainless steel for surgical implants. Mater. Trans. JIM 2008, 49, 1423–1427. [Google Scholar] [CrossRef]
- Okazaki, Y. Effects of heat treatment and hot forging on microstructure and mechanical properties of Co-Cr-Mo alloy for surgical implants. Mater. Trans. JIM 2008, 49, 817–823. [Google Scholar] [CrossRef]
- Okazaki, Y. Effects of annealing and cold drawing on microstructure and mechanical properties of Co-Cr-Mo-Ni-Fe alloys for surgical implants. Mater. Trans. JIM 2008, 49, 1656–1660. [Google Scholar] [CrossRef]
- International Association for Testing Materials (ASTM). Standard Specification for Wrought Cobalt-20chromium-15tungsten-10nickel Alloy for Surgical Implant Applications; ASTM F90; ASTM: West Conshohocken, PA, USA, 2009. [Google Scholar]
- Japanese Industrial Standards Committee. Titanium and Titanium Alloys—Sheets, Plates and Strips; JIS H 4600; Japanese Industrial Standards Committee: Tokyo, Japan, 2012. [Google Scholar]
- International Association for Testing Materials (ASTM). Standard Method for Sharp-Notch Tension Testing with Cylindrical Specimens; ASTM E602; ASTM: West Conshohocken, PA, USA, 2003. [Google Scholar]
- Peterson, R.E. Grooves and notches. In Stress Concentration Design Factors; John Wiley & Sons: New York, NY, USA, 1965; pp. 21–58. [Google Scholar]
- Roach, M.D.; Williamson, R.C.; Zardiackas, L.D. Comparison of the corrosion fatigue characteristics of CP Ti-Grade 4,Ti-6Al-4V ELI, Ti-6Al-7Nb, and Ti-15Mo. In Titanium, Niobium, Zirconium, and Tantalum for Medical and Surgical Applications; Zardiackas, L.D., Karaay, M.J., Freese, H.L., Eds.; ASTM: West Conshohocken, PA, USA, 2005; pp. 183–201. [Google Scholar]
- Berry, G.; Bolton, J.D.; Brown, J.B.; McQuaide, S. The production and properties of wrought high carbon Co-Cr-Mo alloys. In Cobalt-Base Alloys for Biomedical Applications; Disegi, J.A., Kennedy, R.L., Pillar, R., Eds.; ASTM: West Conshohocken, PA, USA, 1999; pp. 11–31. [Google Scholar]
- Murray, N.G.D.; Jablokov, V.R.; Freese, H.L. Mechanical and physical properties of Titanium-12molybdenum-6zirconium-2iron beta titanium alloy. In Titanium, Niobium, Zirconium, and Tantalum for Medical and Surgical Applications; Zardiackas, L.D., Karaay, M.J., Freese, H.L., Eds.; ASTM: West Conshohocken, PA, USA, 2005; pp. 3–15. [Google Scholar]
- Wang, K.K.; Gustavson, L.J.; Dumbleton, J.H. Microstructure and properties of a new beta titanium alloy, Ti-12Mo-6Zr-2Fe, developed for surgical implants. In Medical Applications of Titanium and Its Alloys; Brown, S.A., Lemons, J.E., Eds.; ASTM: West Conshohocken, PA, USA, 1996; pp. 76–87. [Google Scholar]
- Niinomi, M. Mechanical biocompatibilities of titanium alloys for biomedical applications. J. Mech. Behav. Biomed. Mater. 2008, 1, 30–42. [Google Scholar] [CrossRef] [PubMed]
- Niinomi, M.; Saga, A.; Fukunaga, K. Long crack growth behavior of implant material Ti-5Al-2.5Fe in air and simulated body environment related to microstructure. Int. J. Fatigue 2000, 22, 887–897. [Google Scholar] [CrossRef]
- Langy, M.A.; Stock, S.R. Fatigue-crack growth in Ti-6Al-4V-0.1Ru in air and seawater: Part I. Design of experiment, assessment, and crack-growth-rate curves. Metall. Mater. Trans. A 2001, 32A, 2297–2314. [Google Scholar]
- International Association for Testing Materials (ASTM). Standard Test Method for Measurement of Fatigue Crack Growth Rates; ASTM E647; ASTM: West Conshohocken, PA, USA, 2011. [Google Scholar]
- Tada, H.; Paris, P.C.; Irwin, G.R. Three-dimensional cracked configurations. In The Stress Analysis of Cracks Handbook, 3rd ed.; ASME: New York, NY, USA, 2000; pp. 333–414. [Google Scholar]
© 2012 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Okazaki, Y. Comparison of Fatigue Properties and Fatigue Crack Growth Rates of Various Implantable Metals. Materials 2012, 5, 2981-3005. https://doi.org/10.3390/ma5122981
Okazaki Y. Comparison of Fatigue Properties and Fatigue Crack Growth Rates of Various Implantable Metals. Materials. 2012; 5(12):2981-3005. https://doi.org/10.3390/ma5122981
Chicago/Turabian StyleOkazaki, Yoshimitsu. 2012. "Comparison of Fatigue Properties and Fatigue Crack Growth Rates of Various Implantable Metals" Materials 5, no. 12: 2981-3005. https://doi.org/10.3390/ma5122981
APA StyleOkazaki, Y. (2012). Comparison of Fatigue Properties and Fatigue Crack Growth Rates of Various Implantable Metals. Materials, 5(12), 2981-3005. https://doi.org/10.3390/ma5122981