Fracture Toughness of Polypropylene-Based Particulate Composites



Abstract
:
1. Introduction
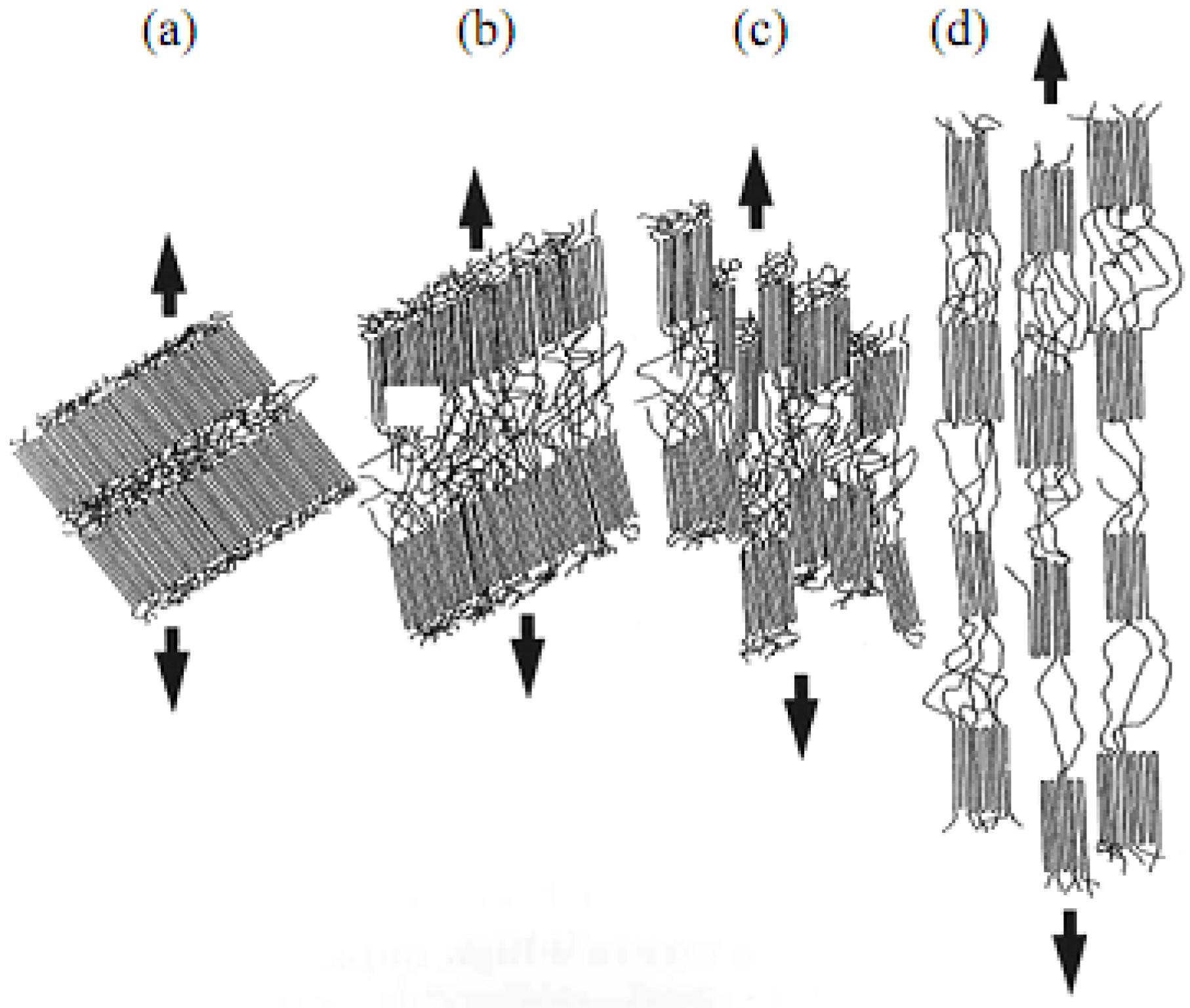
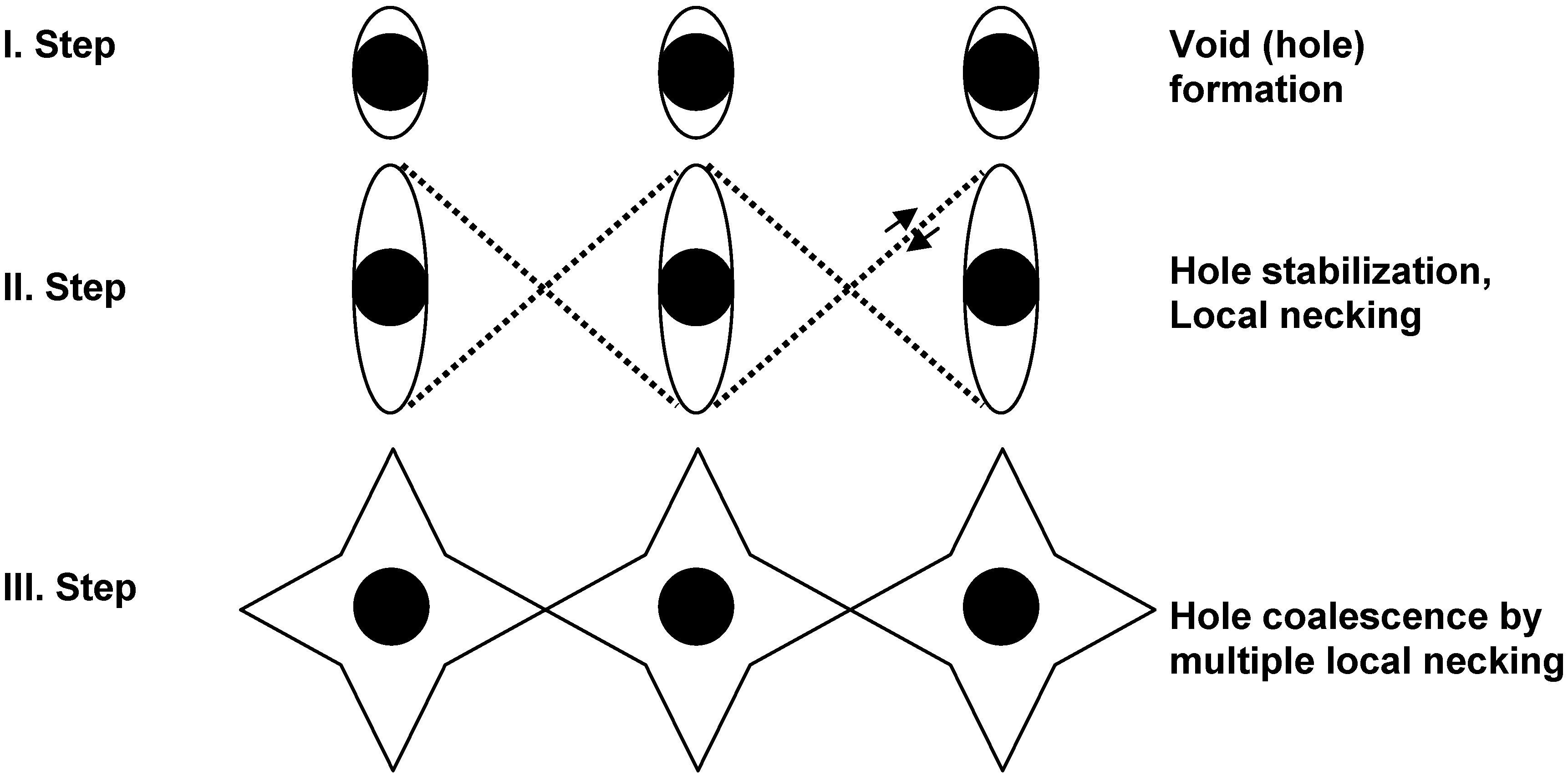
2. Deformation and Fracture Mechanisms in Polypropylene-Based Materials
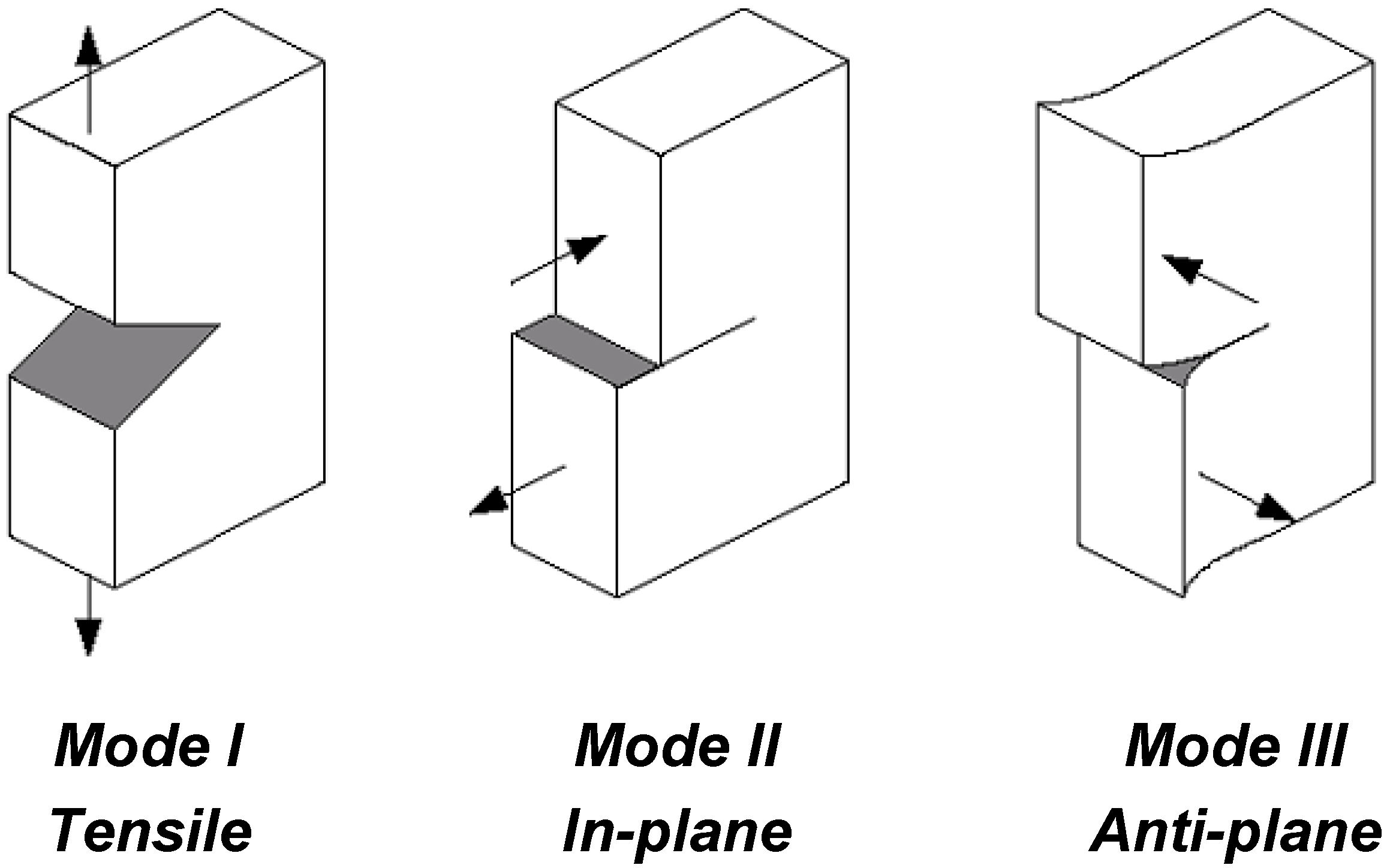
3. Topics of Fracture Mechanics
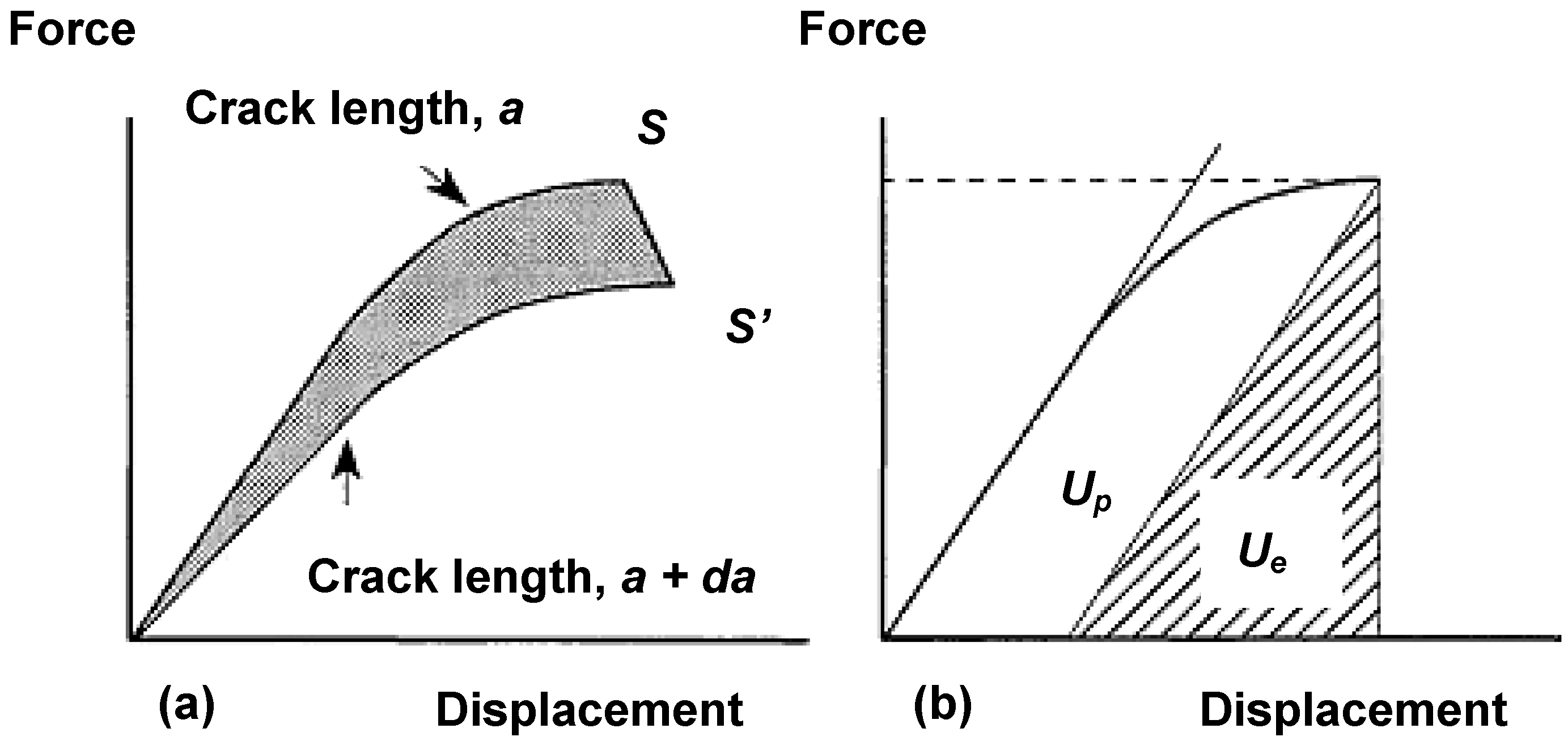
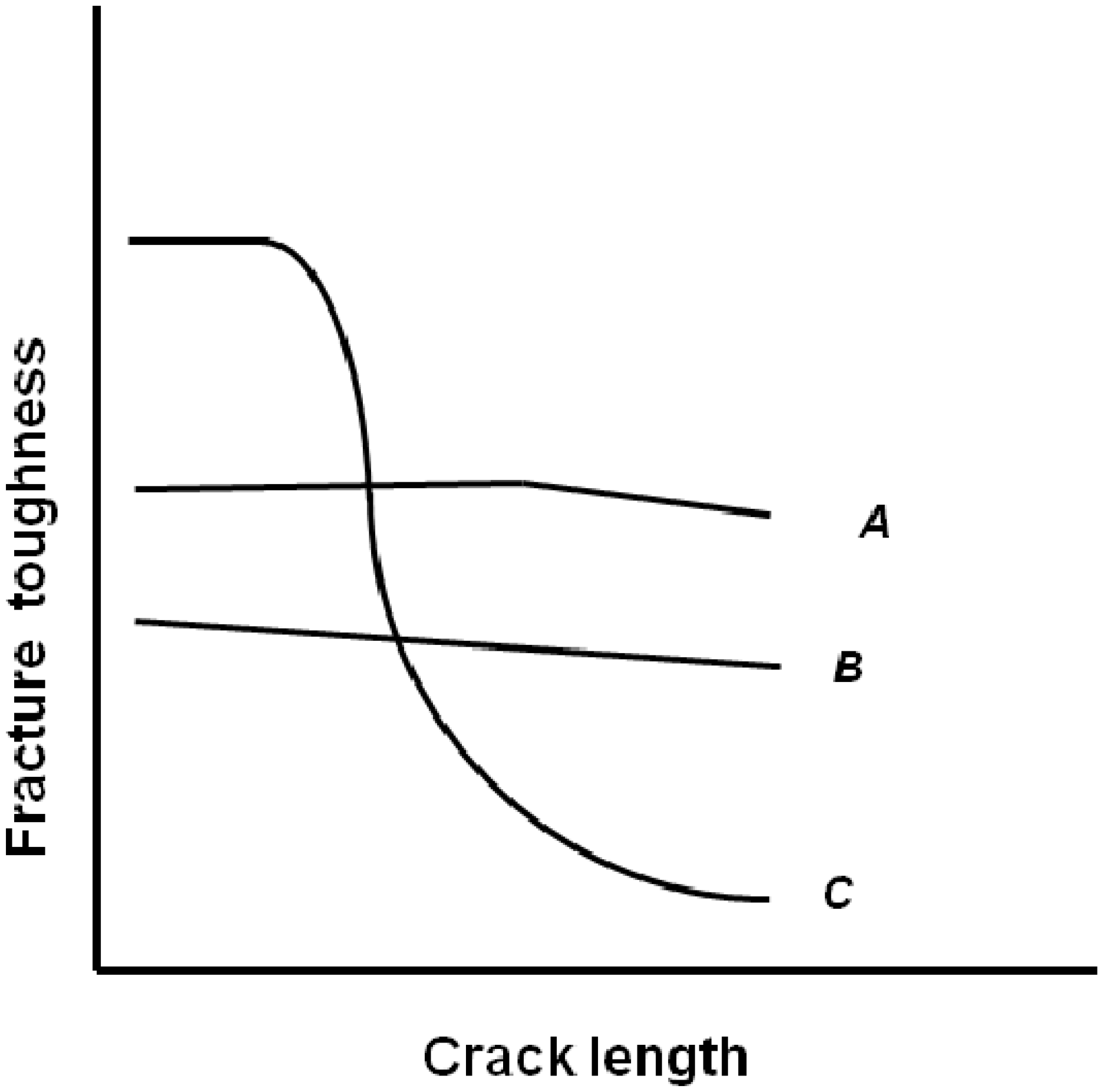
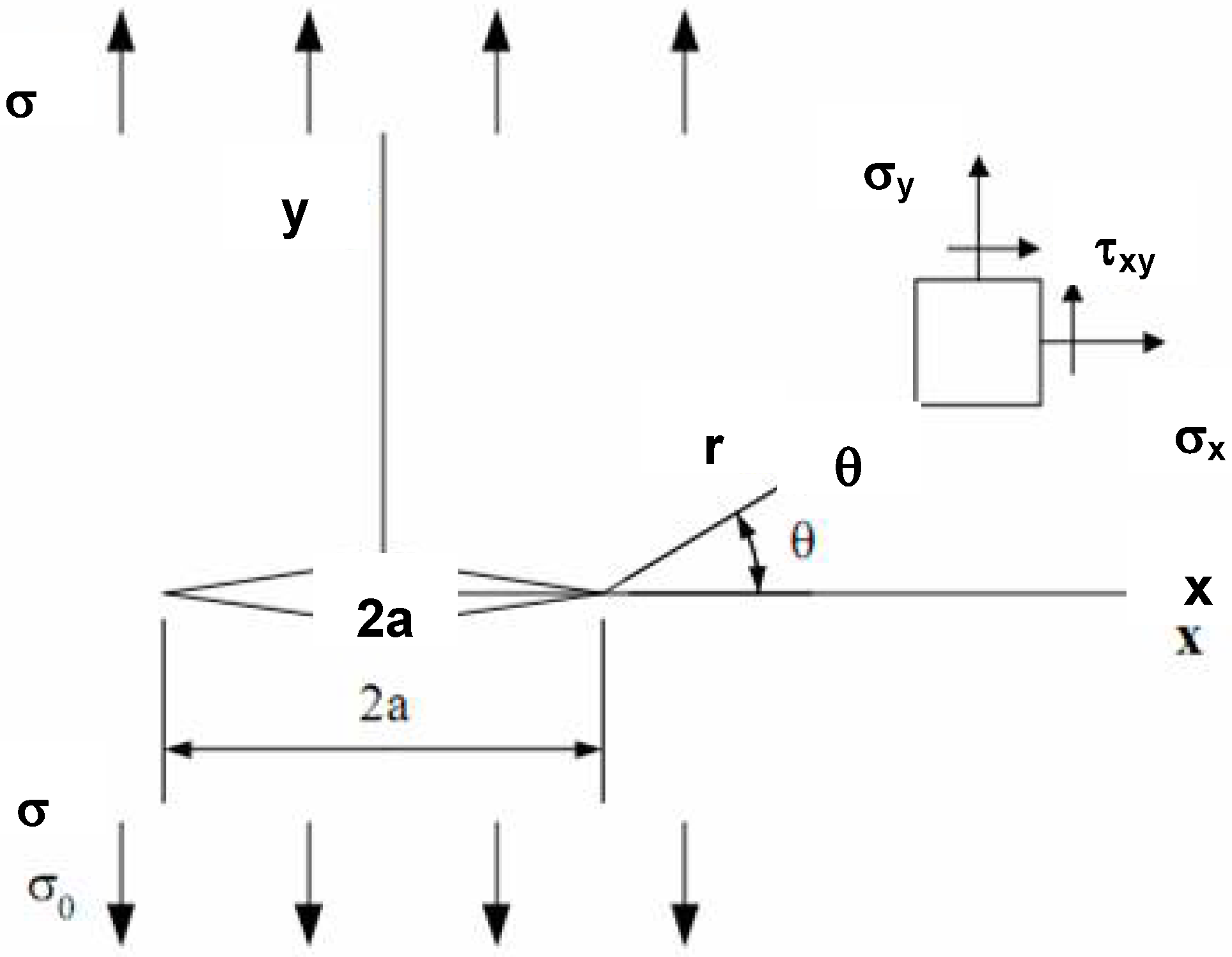
3.1. Linear Elastic Fracture Mechanics (LEFM)
- (a)
- Because of the relatively low yield stress values of many plastics, plastic deformation at crack tip is far more likely to occur.
- (b)
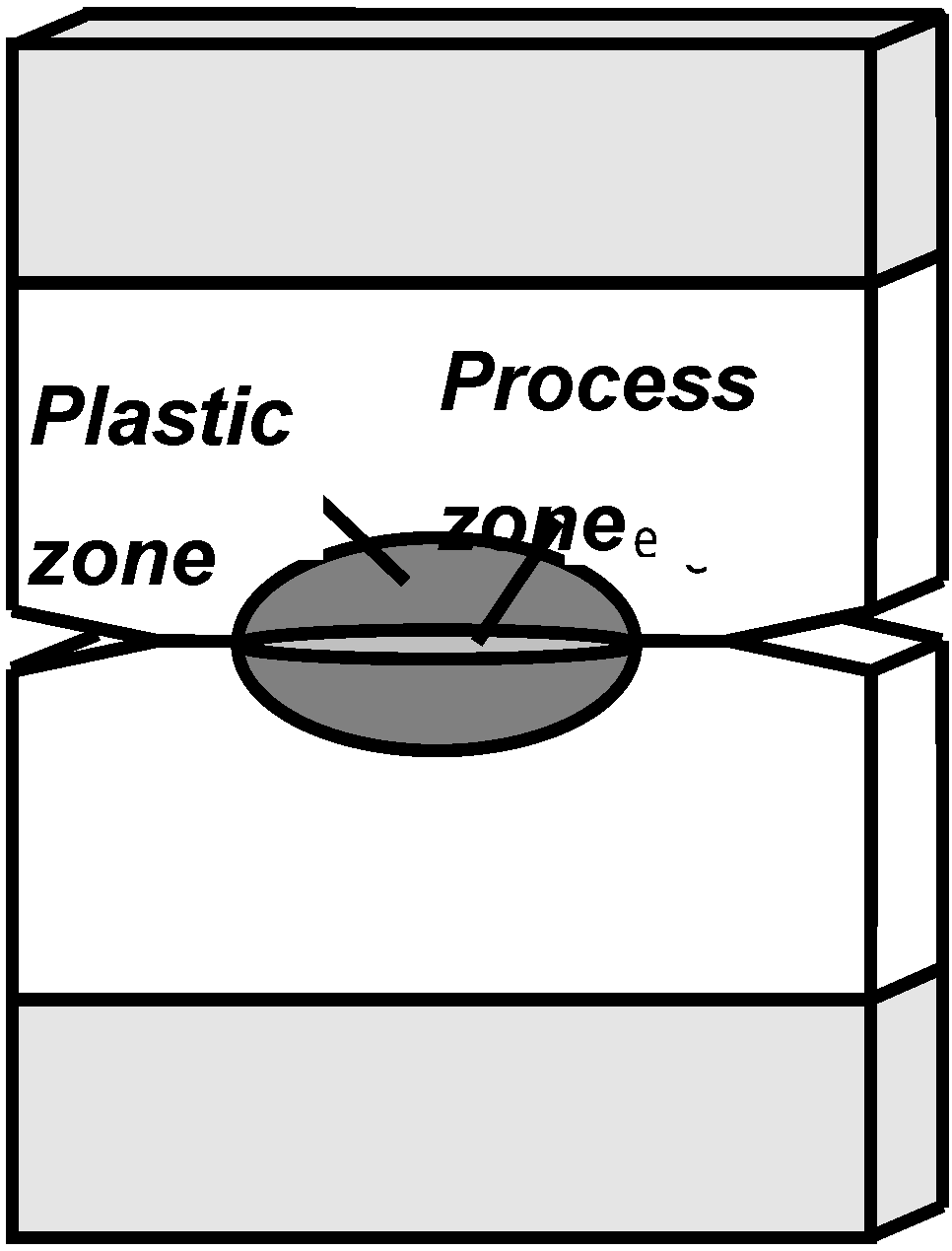
- While a small degree of dissipative energy can be accommodated in the overall work of fracture, it is obvious that as this assumes greater significance, there is much greater possibility that a fracture mechanics approach will lose its general validity.
- (c)
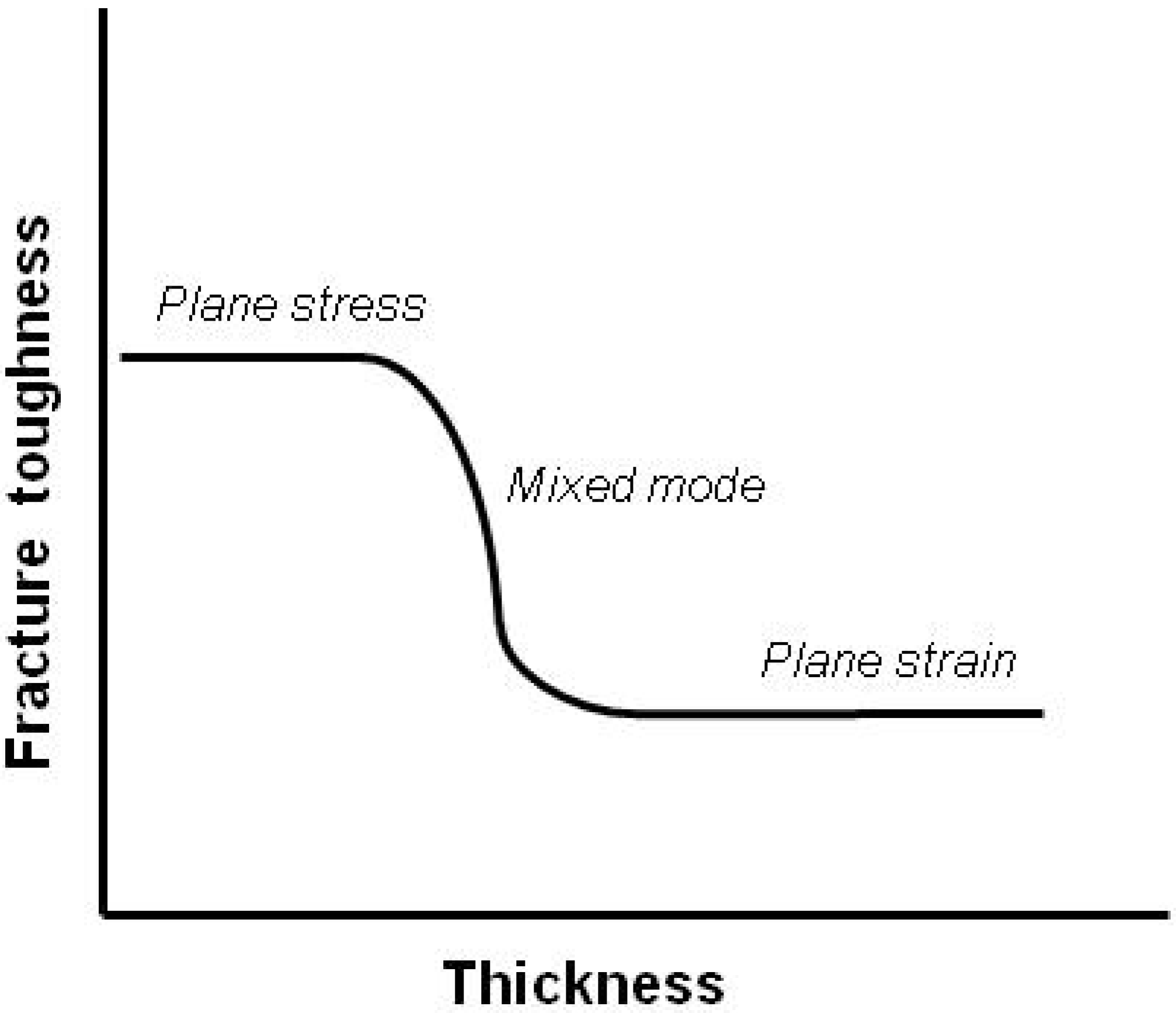
- Plastic properties such as fracture toughness and yield stress are dependent on many variables related to fracture testing, and for a given material, the test conditions necessary to ensure validity are therefore quite restricted.
3.2. Elastic-Plastic Fracture Mechanics (EPFM)
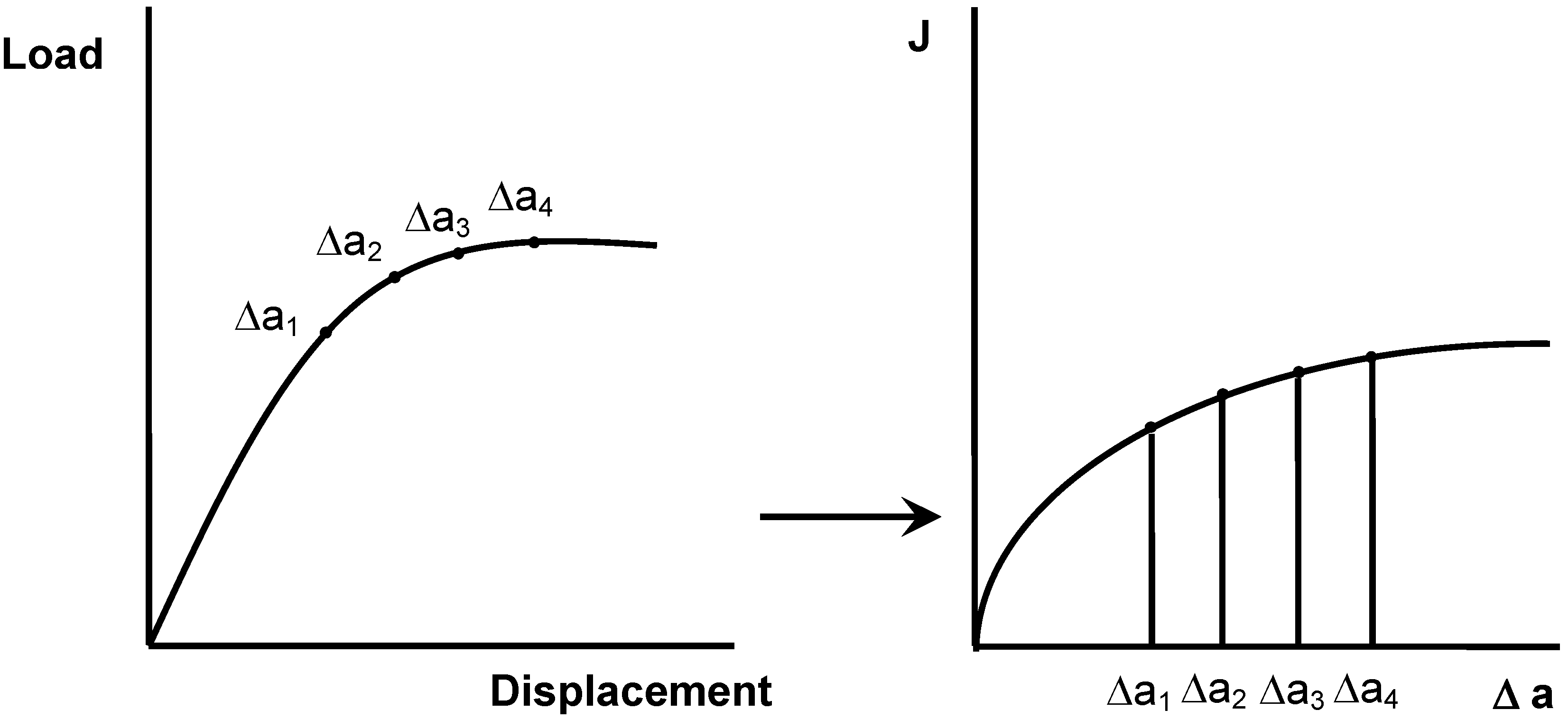
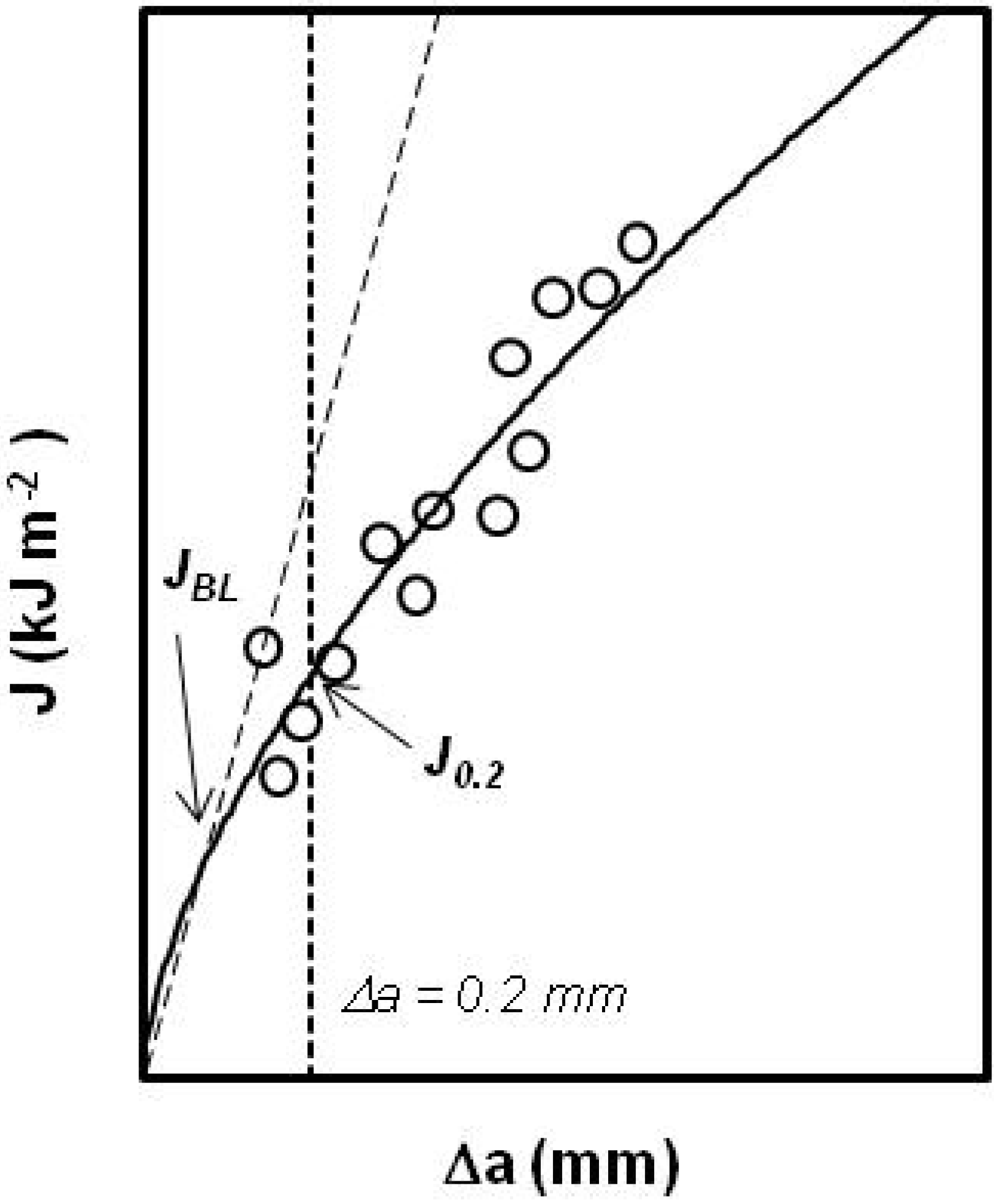
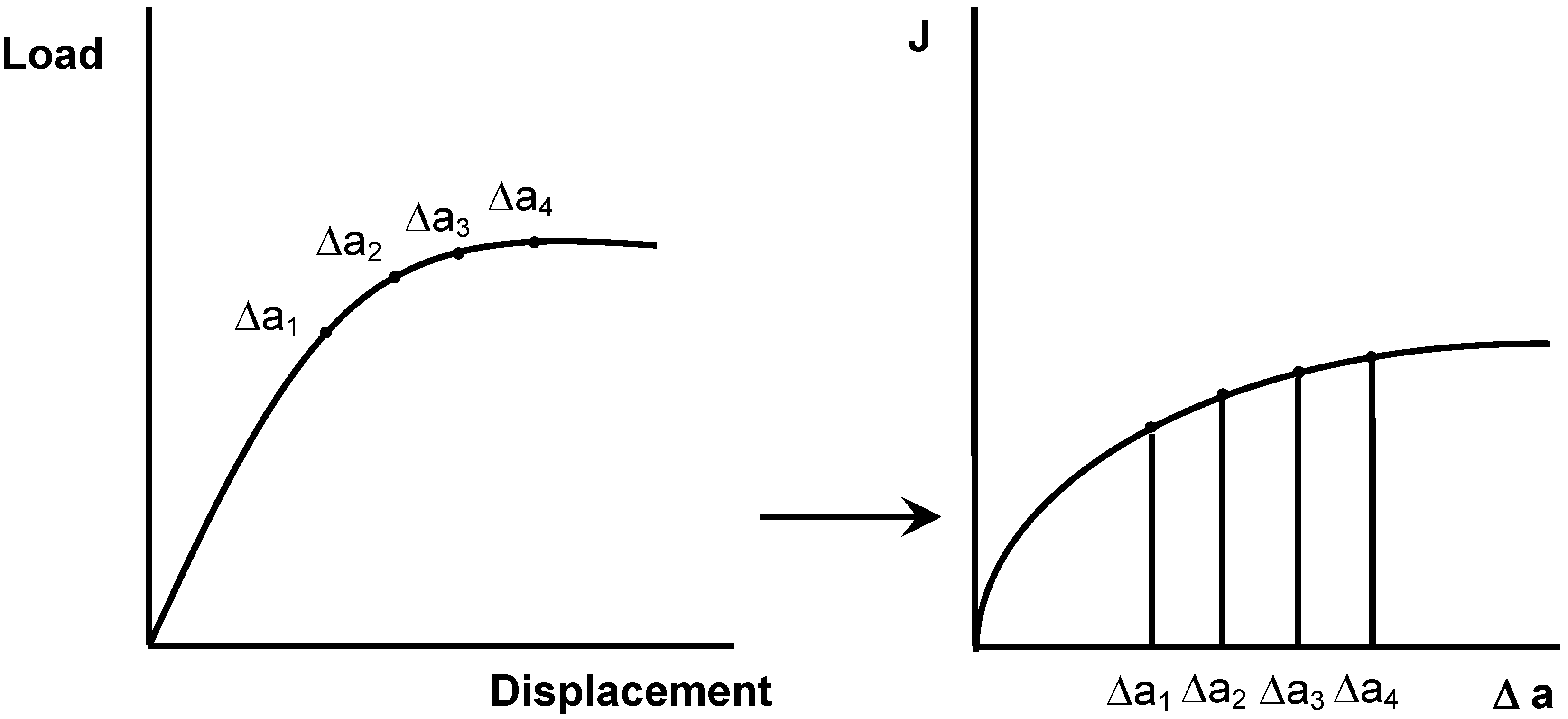
3.2.1. The J-integral concept
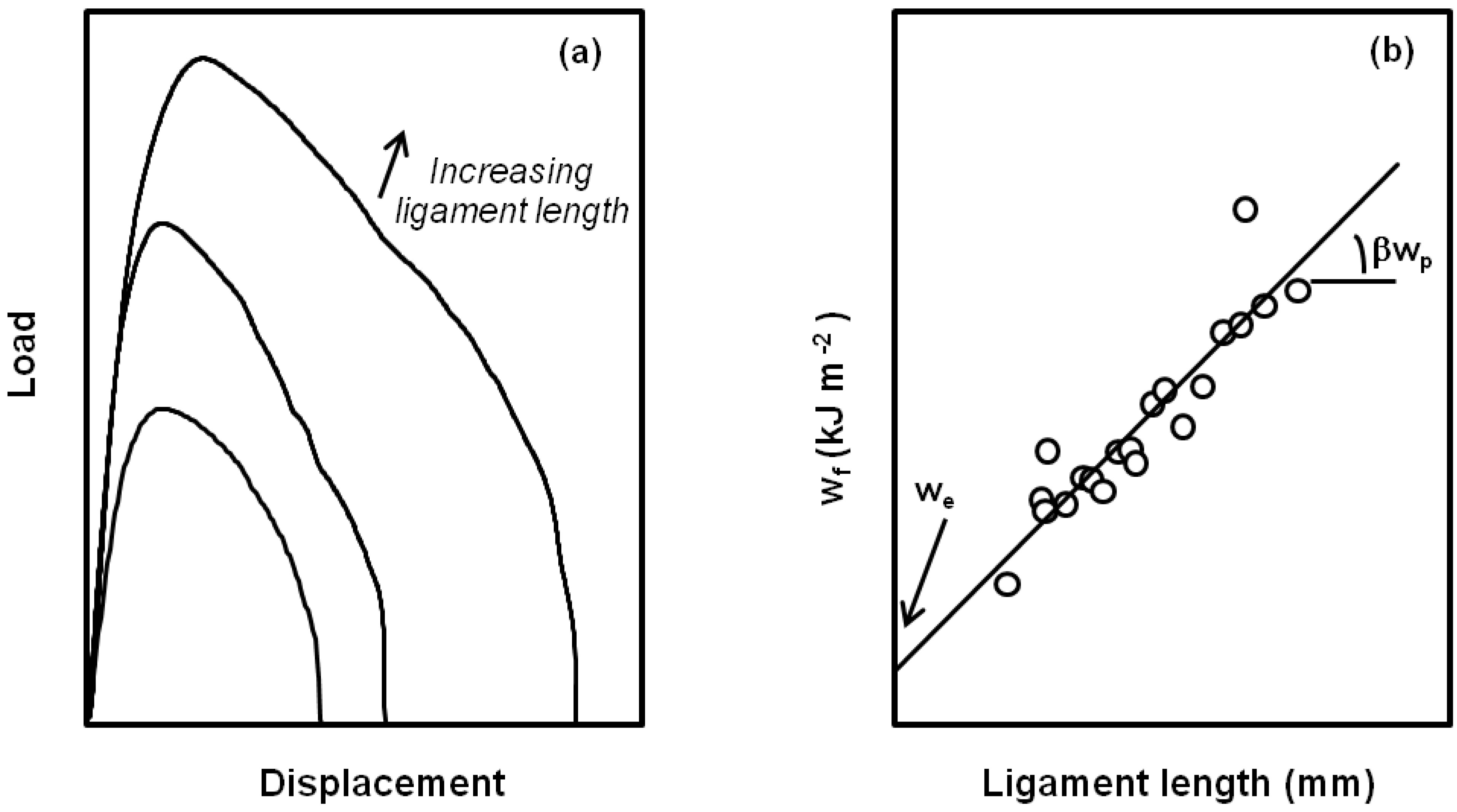
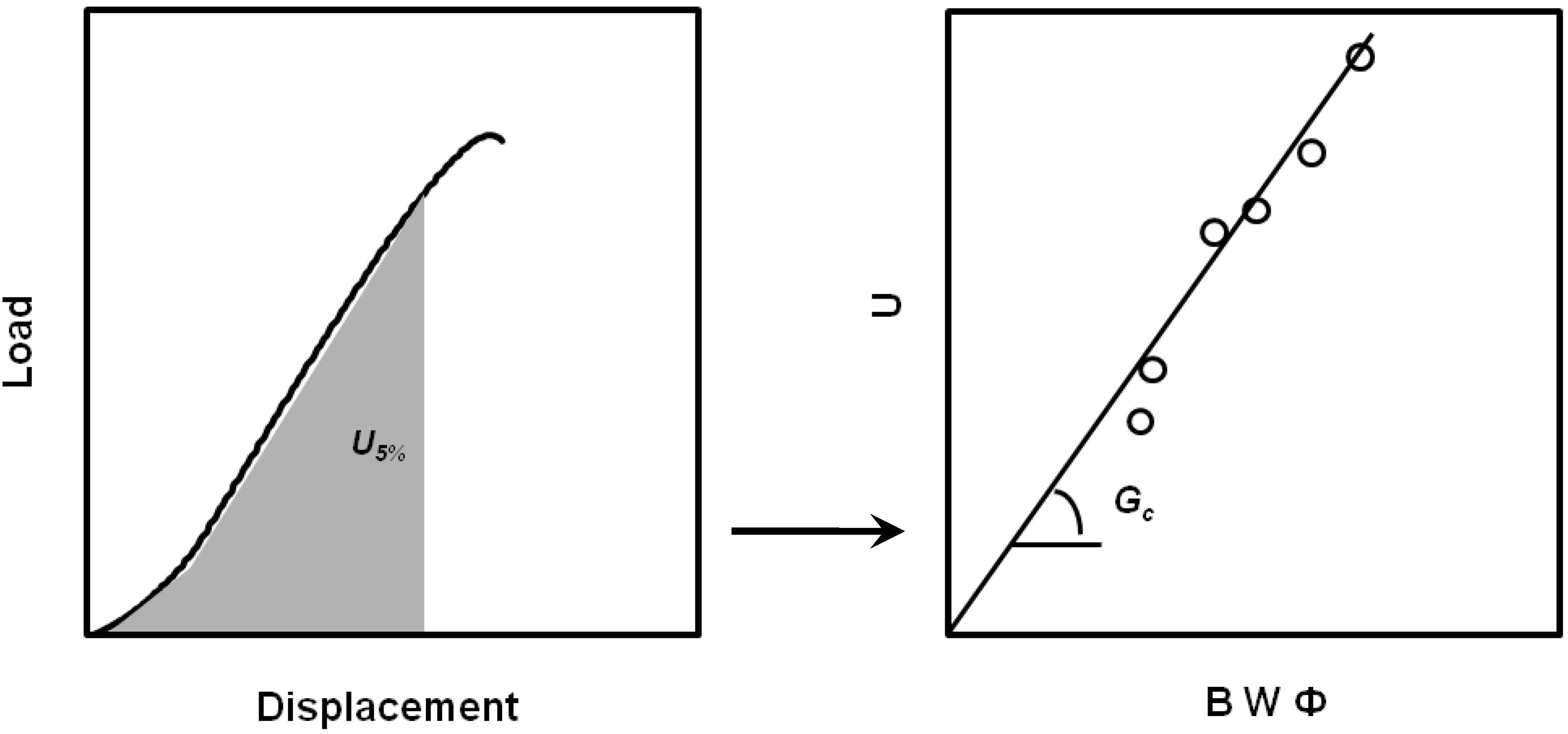
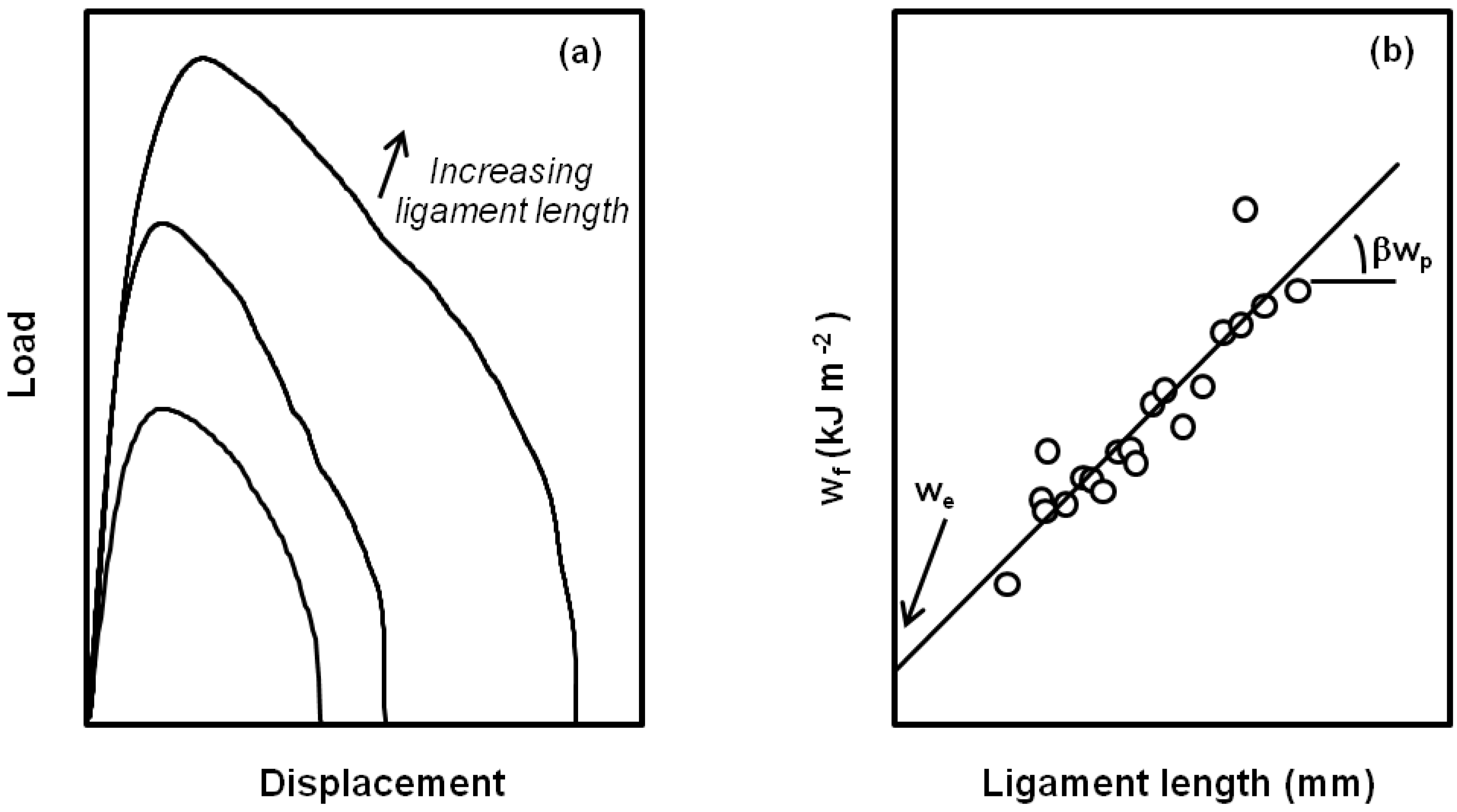
3.2.2. Essential Work of Fracture (EWF)
4. Experimental Procedures to Determine Fracture Parameters
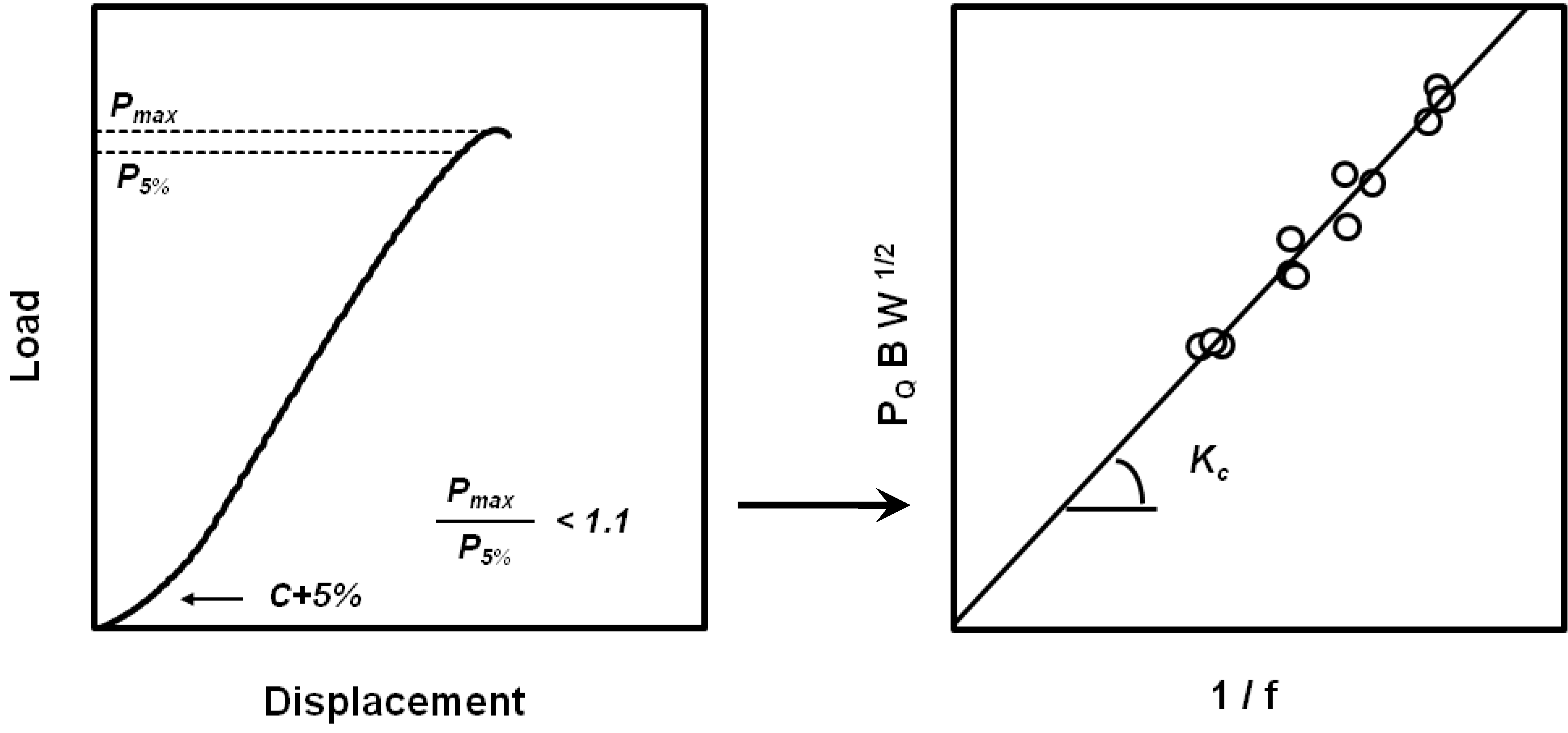
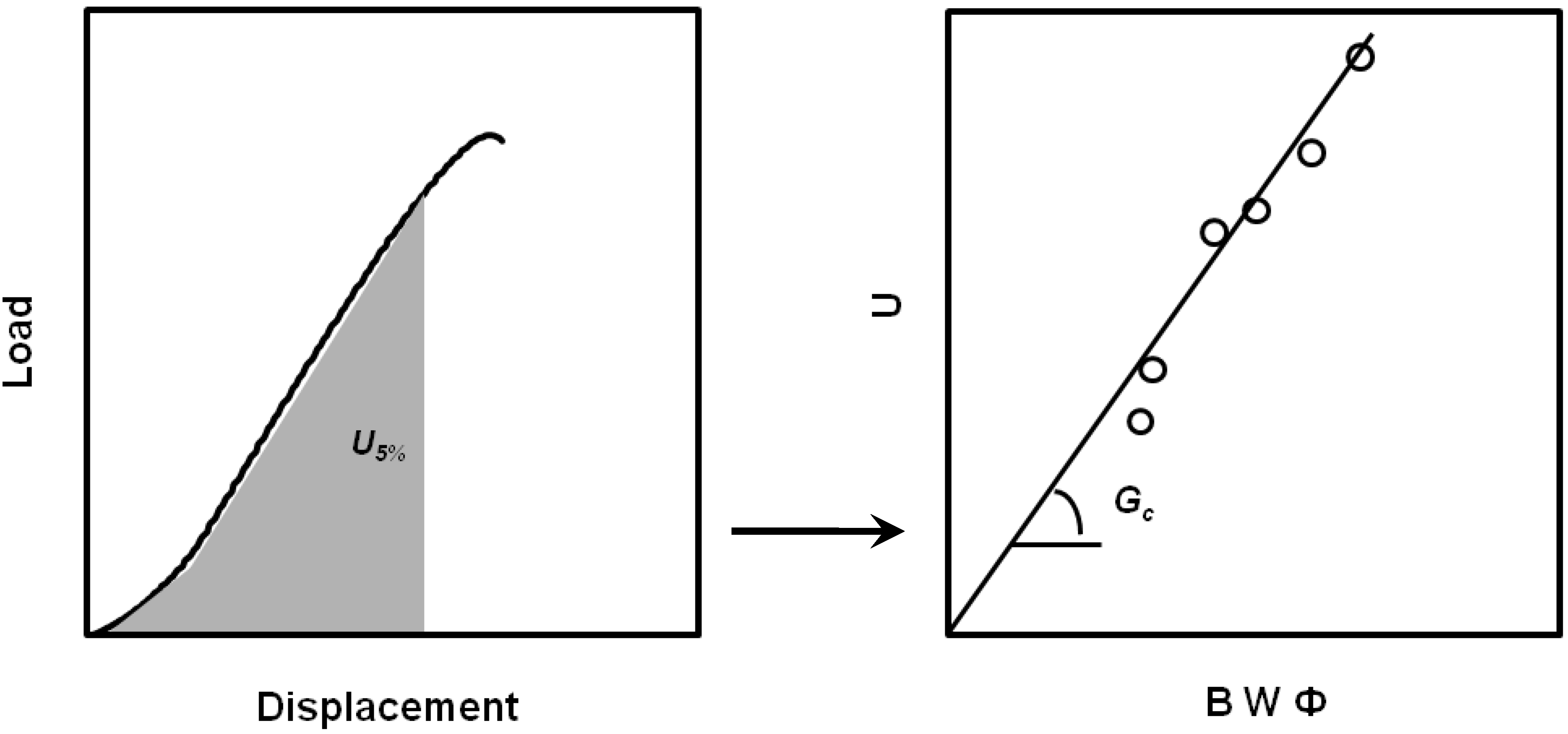
4.1. Linear Elastic Fracture Mechanics Testing
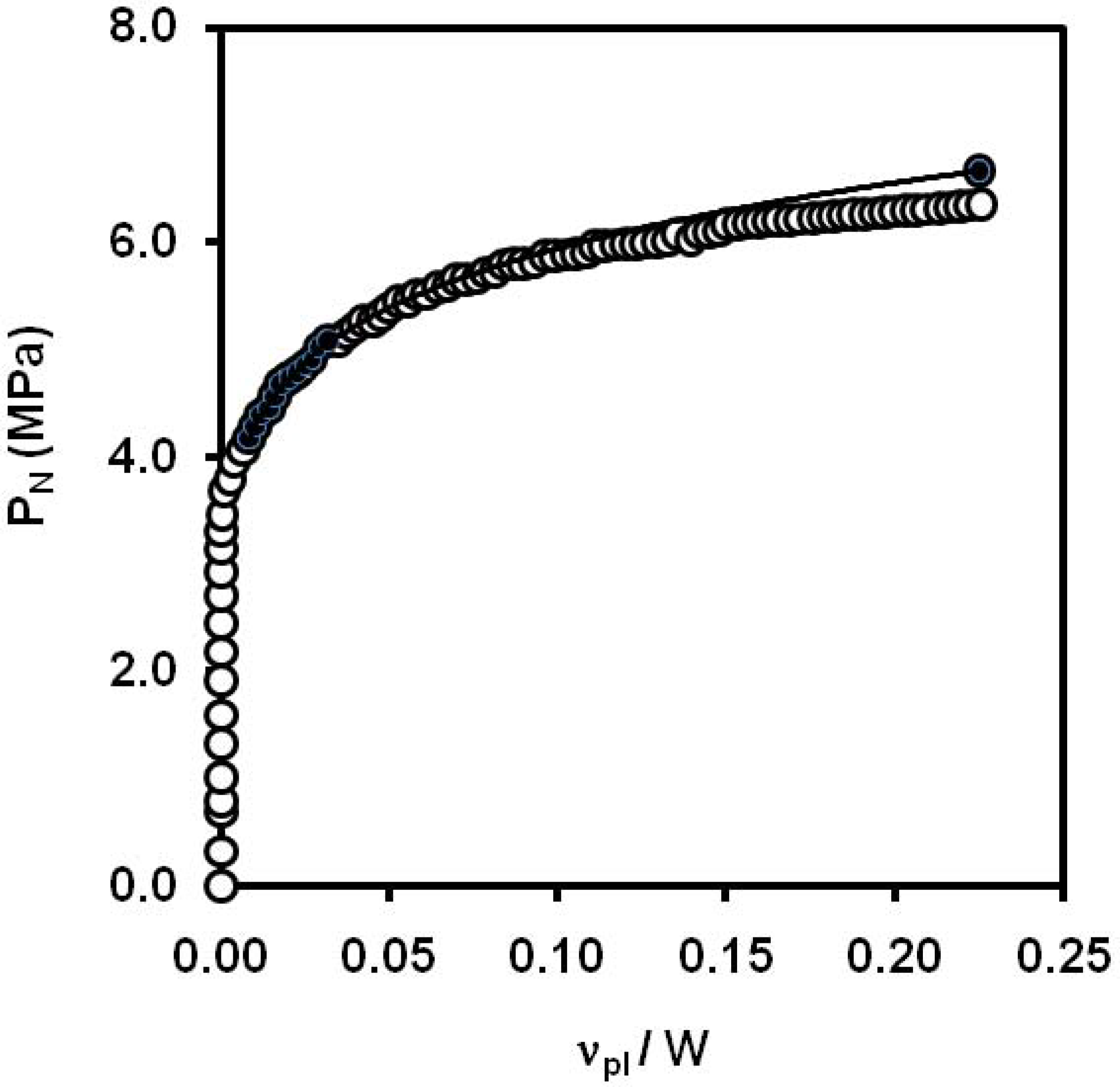
4.2. J-R Resistance Curve Determination
4.3. Essential Work of Fracture Testing
4.4. Impact Tests: Charpy, Izod, Falling Weight
5. Fracture Toughness Characterization of PP Microcomposites
5.1. PP Composites with Spherical Particles
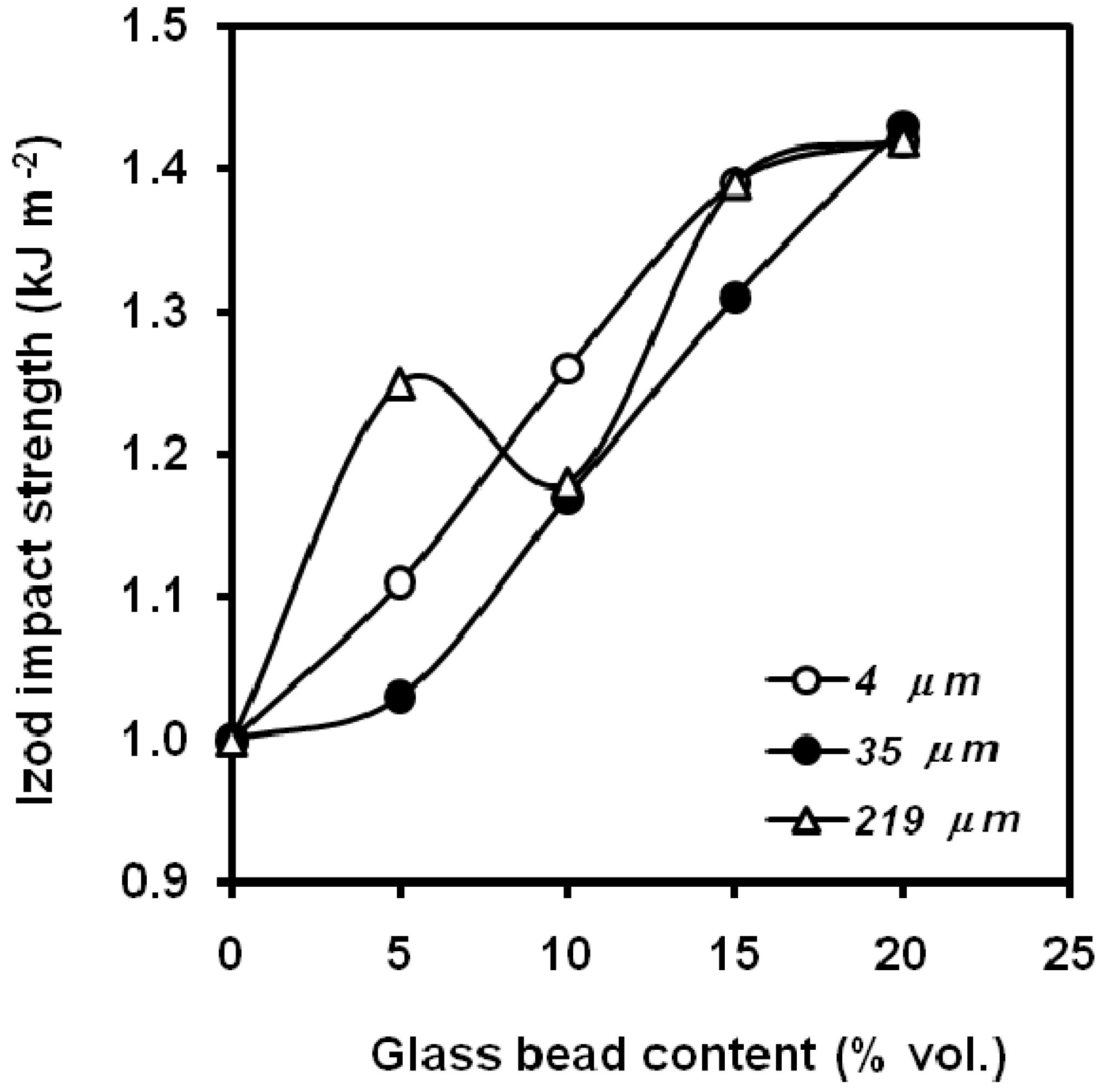
5.1.1. Glass beads

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material* | Filler (vol. %) | Izod strength (kJ m -2) | Drop weight energy (J) |
|---|---|---|---|
| neat PP | 0 | no break | 5.89 |
| A5 | 4.8 | 12.5 | 5.98 |
| B5 | 4.8 | 10.9 | 5.81 |
| A20 | 19.3 | 7.2 | 5.65 |
| B20 | 21.0 | 6.1 | 1.43 |
| Matrix | Surface treatment | J-R curve analysis | EWF analysis | ||
|---|---|---|---|---|---|
| JIc (kJ m -2) | J0.2 (kJ m -2) | we (kJ m -2) | βwp (MJ m -3) | ||
| PP | untreated | 3.5 | 5.3 | 12.2 | 3.6 |
| A-189 | 3.3 | 5.2 | 11.0 | 3.5 | |
| Z-6020 | 2.3 | 3.0 | 10.1 | 2.7 | |
| PP/PET (95/5) | untreated | 0.6 | 1.5 | 8.3 | 2.3 |
| A-189 | 0.8 | 1.5 | 9.9 | 2.5 | |
| Z-6020 | 1.0 | 2.0 | 10.8 | 3.3 | |
| Matrix | Surface treatment | Low strain rate | High strain rate | ||
|---|---|---|---|---|---|
| KIc (MPa m1/2) | GIc (kJ m -2) | KIc (MPa m1/2) | GIc (kJ m -2) | ||
| PP | untreated | — | — | 2.5 | 1.9 |
| A-189 | — | — | 2.5 | 2.1 | |
| Z-6020 | — | — | 2.4 | 1.3 | |
| Z-6032 | — | — | 2.4 | 1.1 | |
| PP/MAPP (97/3) | untreated | — | — | 2.6 | 1.5 |
| A-189 | — | — | 2.2 | 1.0 | |
| Z-6020 | 2.2 | 1.4 | 2.8 | 1.6 | |
| Z-6032 | 2.4 | 1.8 | 2.9 | 2.1 | |
| PP/PET (95/5) | untreated | — | — | 2.4 | 1.3 |
| A-189 | — | — | 2.3 | 1.3 | |
| Z-6020 | — | — | 2.5 | 1.6 | |
| Z-6032 | — | — | 2.3 | 1.0 | |
| PP/MAPP/PET (92/3/5) | untreated | 1.7 | 0.9 | 2.3 | 1.0 |
| A-189 | 1.7 | 0.9 | 2.1 | 0.9 | |
| Z-6020 | 2.2 | 1.2 | 2.8 | 1.8 | |
| Z-6032 | 2.3 | 1.5 | 3.1 | 2.2 | |
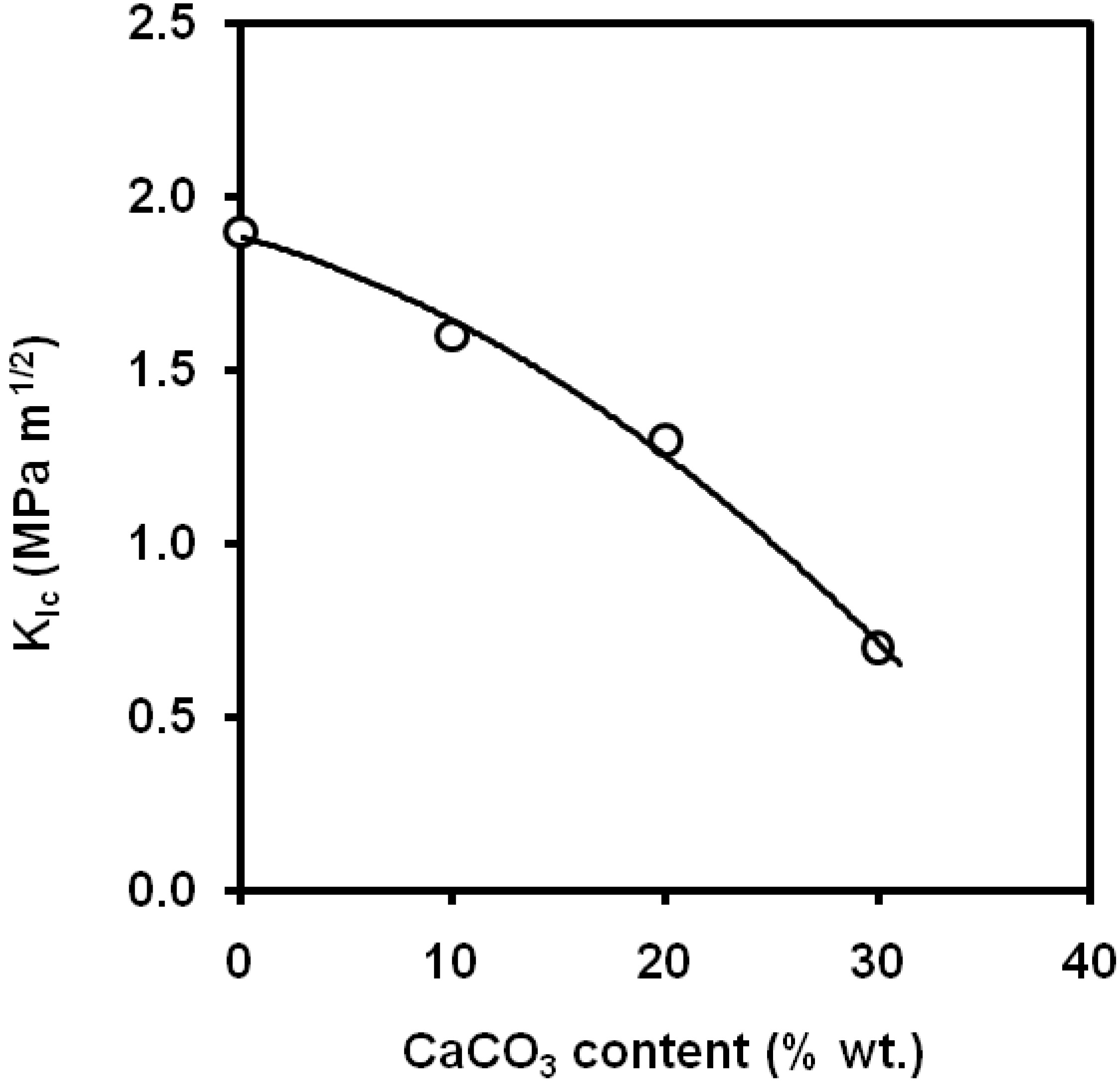
5.1.2. Calcium carbonate
| PP/CaCO3 /MAPP (mass ratio) | we (kJ m -2) | βwp (MJ m -3) |
|---|---|---|
| 100/0 | 21.82 | 11.57 |
| 90/10 | 18.30 | 10.11 |
| 80/20 | 19.56 | 8.97 |
| 70/30 | 19.33 | 7.01 |
| 80/20/3 | 23.72 | 7.48 |
| 80/20/5 | 19.54 | 7.67 |
| 80/20/7 | 16.56 | 6.99 |
5.1.3. Other fillers
| Material | KIc (MPa m1/2) | GIc (kJ m-2) |
|---|---|---|
| PP | 2.36 | 2.40 |
| PPOL | 2.43 | 2.07 |
| PPON | 2.22 | 1.82 |
5.2. PP Composites with Lamellar Particles
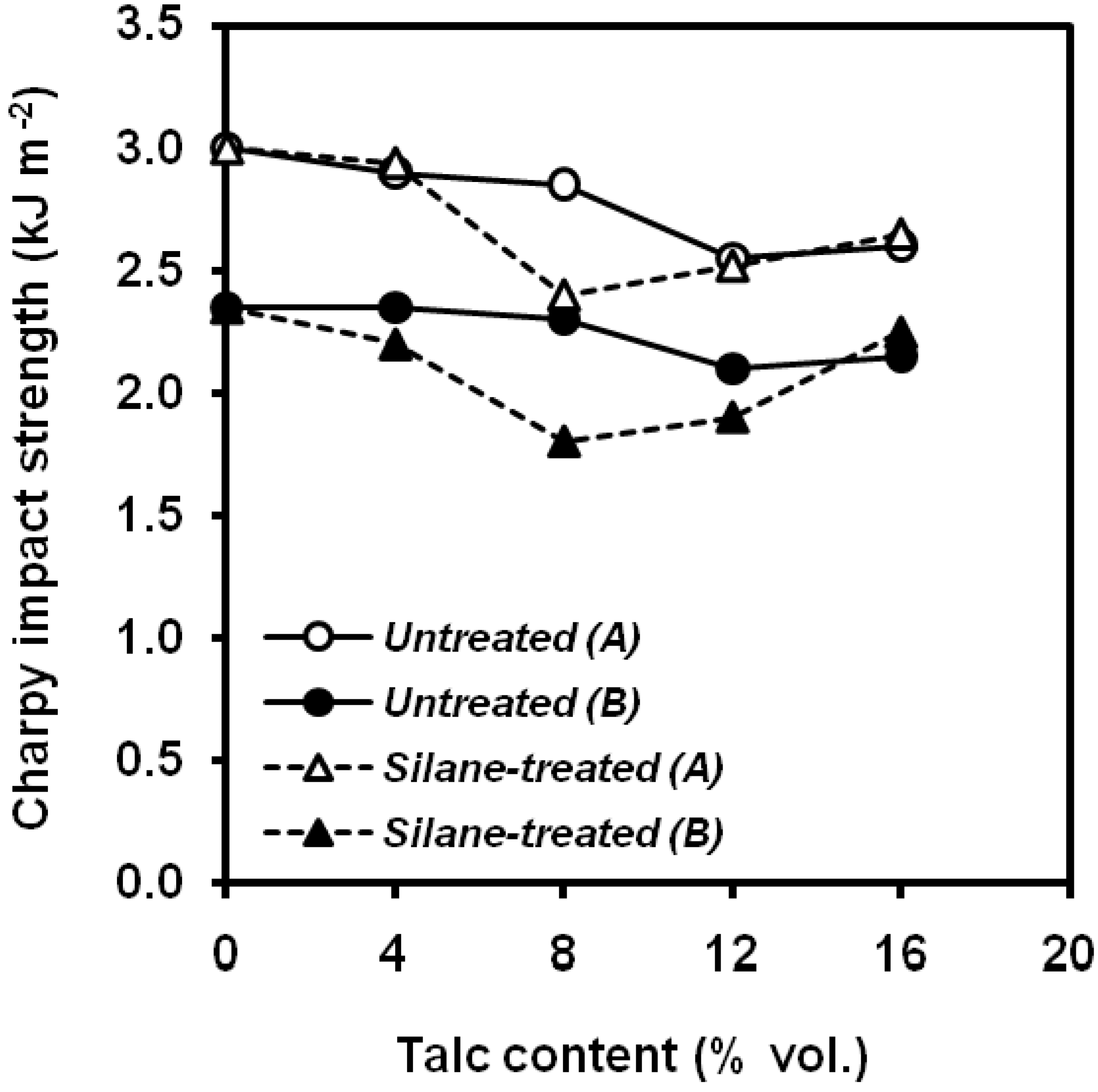
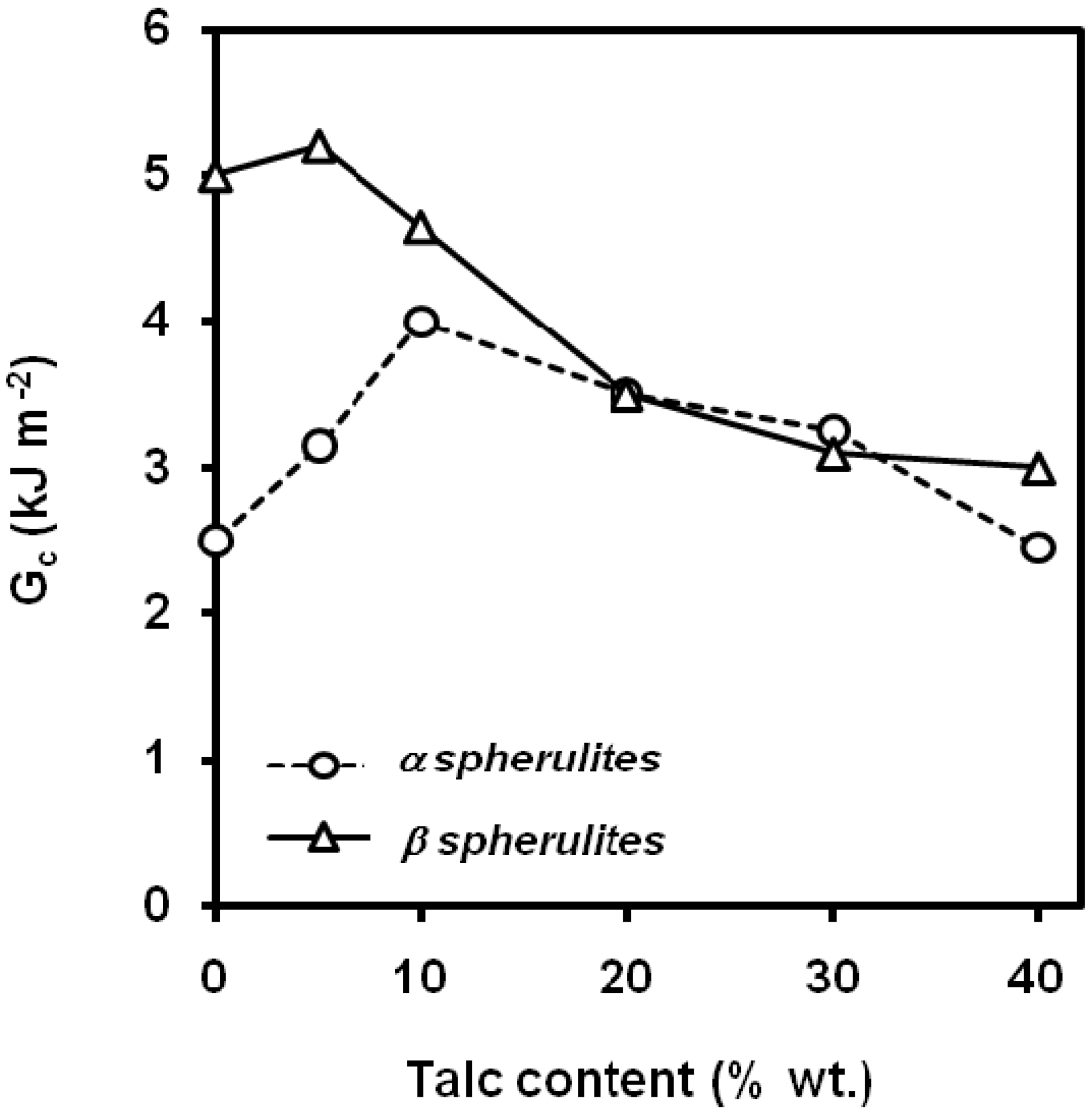
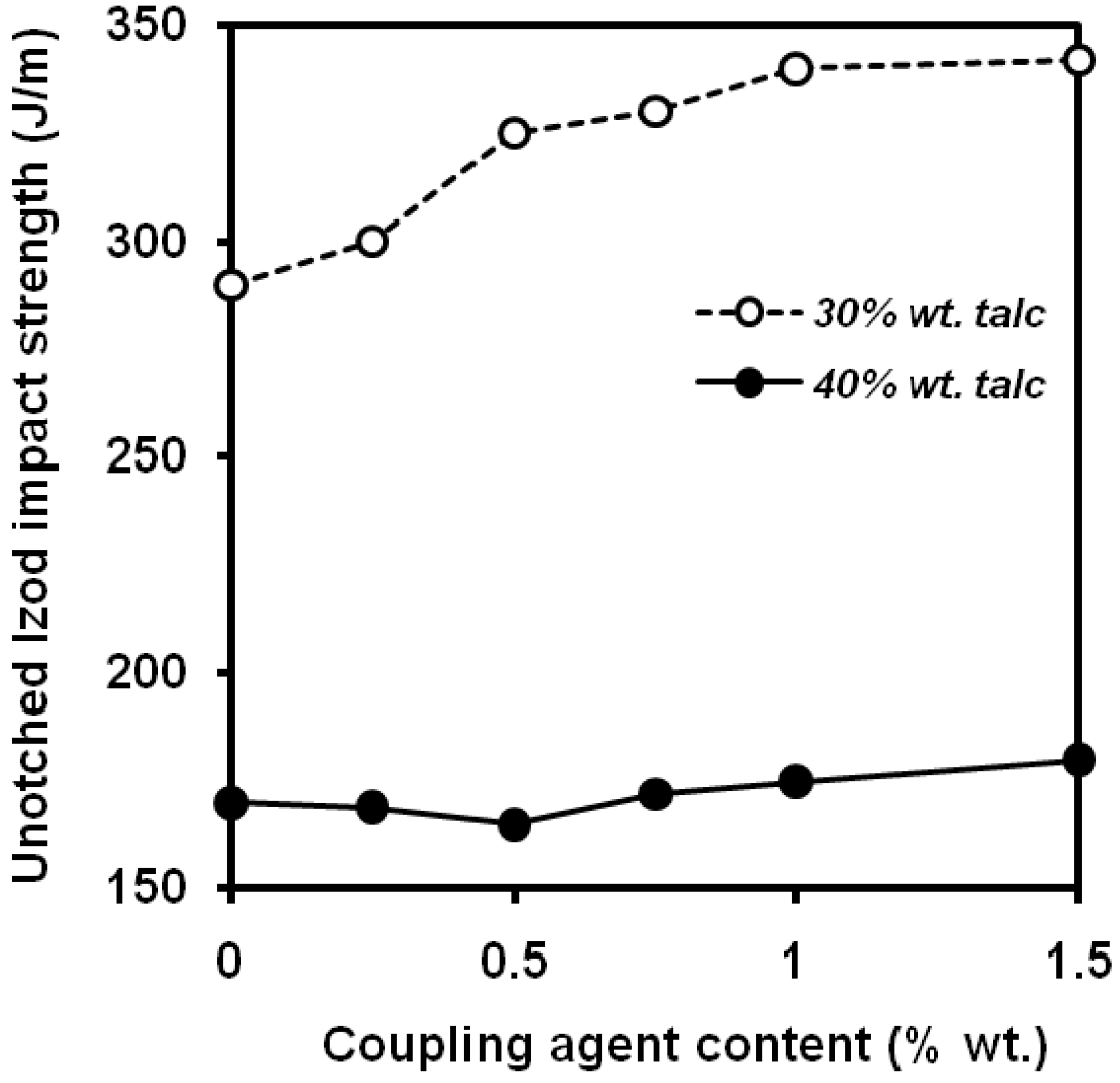
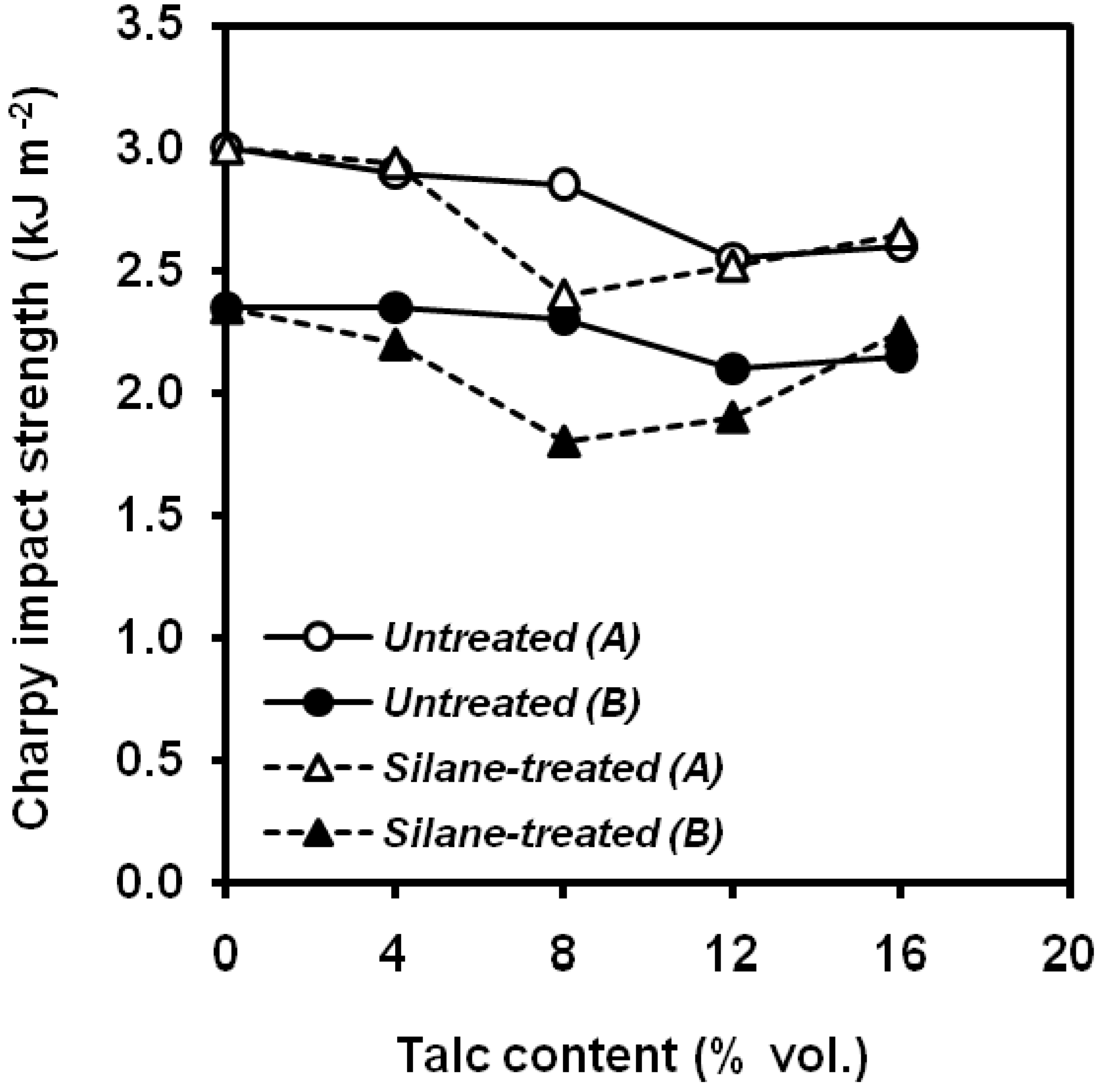
5.2.1. Talc
| Material | LEFM analysis | J-integral analysis | ||
|---|---|---|---|---|
| Kc (MPa m 1/2) | Gc (kJ m -2) | Jc (kJ m -2) | J0.2 (kJ m -2) | |
| Neat PP | 1.90 | 2.10 | n.d | n.d. |
| N2 | 2.02 | 2.23 | 3.53 | 4.39 |
| N10 | 2.42 | 2.95 | 3.67 | 4.35 |
| N20 | 2.47 | 3.11 | 3.51 | 4.80 |
| N40 | 2.63 | 2.49 | 2.96 | 4.06 |
| S2 | 2.13 | 2.35 | 1.85 | 2.24 |
| S10 | 2.39 | 2.81 | 1.63 | 1.97 |
| S20 | 2.69 | 2.93 | 1.47 | 1.85 |
| S40 | 2.47 | 1.80 | 0.85 | 1.52 |
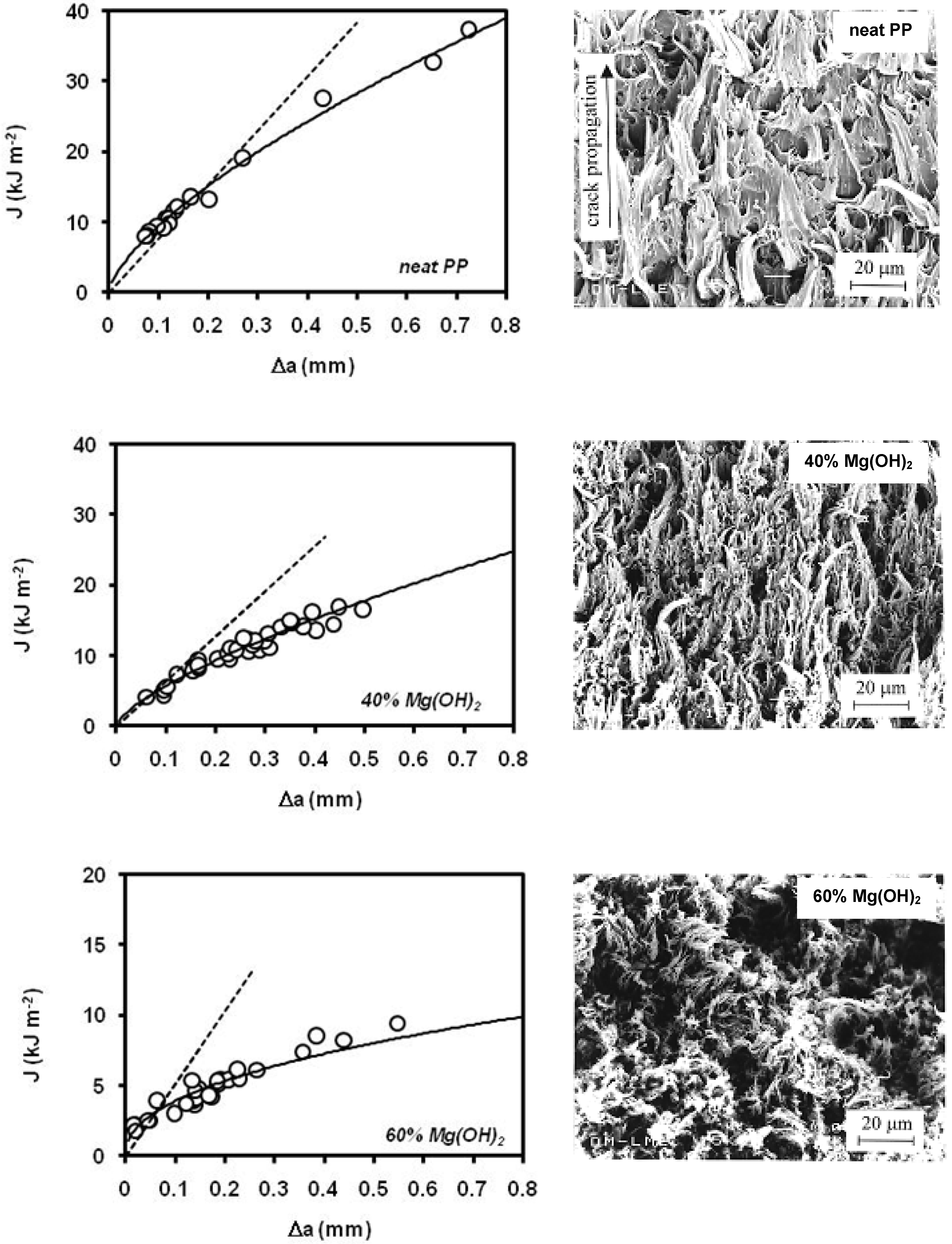
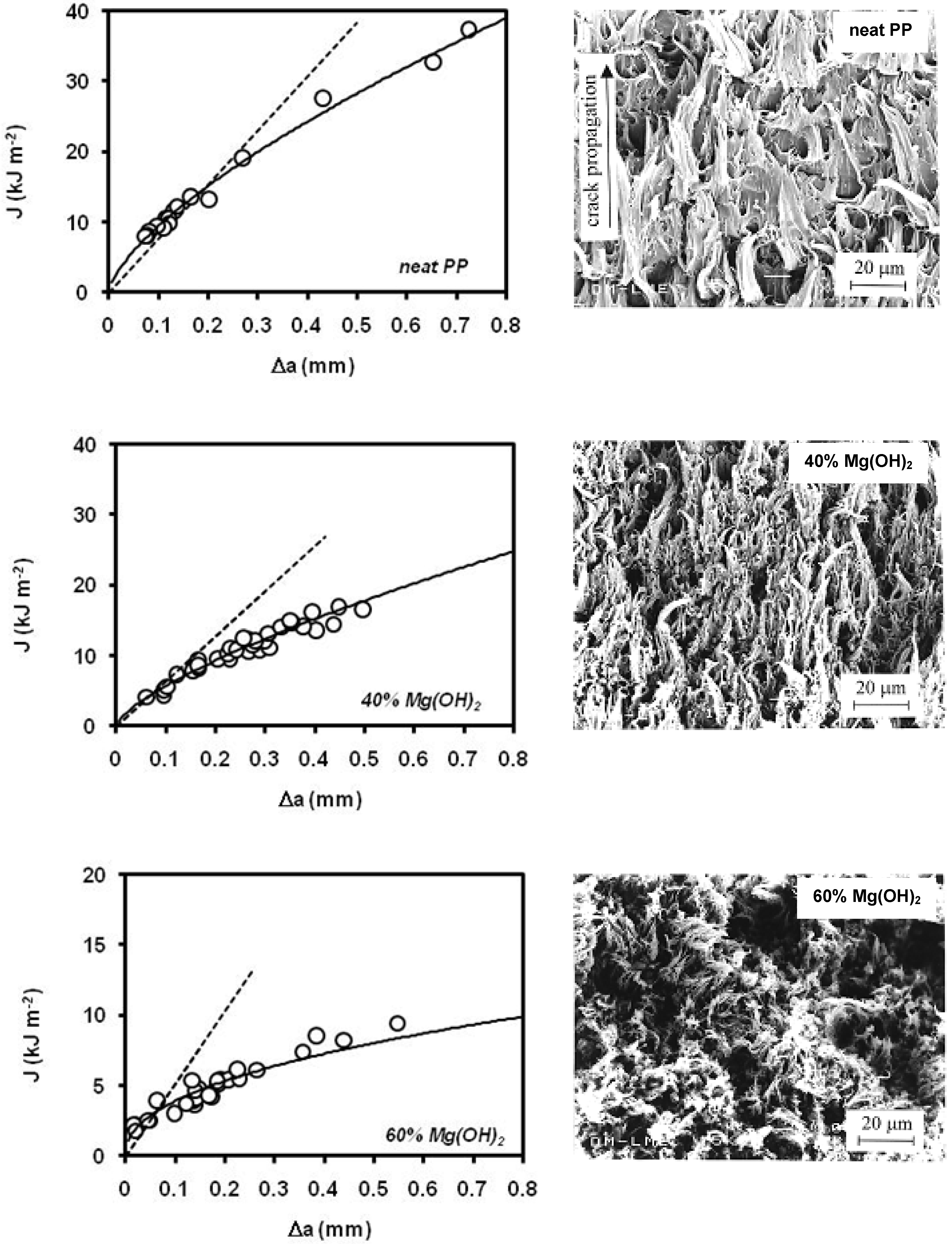
5.2.2. Magnesium hydroxide
| Trade name | Chemical name | Content ( wt.%) | Application temp. (ºC) | Impact strength (J 6 mm) |
|---|---|---|---|---|
| Z-6070 | Methyltrimethyoxysilane | 3 | 18 | 2.3 |
| Dynasylan | Octyltriethoxysilane | 3 | 18 | 2.3 |
| Z-6032 | (n-vinylbenzylaminoethyl)-γ- aminopropyltrimethoxysilane hydrogen chloride | 1 | 18 | 2.2 |
| Z-6082 | Vinyltris (-γ-methoxyethoxy) silane | 1 | 18 | 2.3 |
| KRTTS | Isopropyltriisostearoyl titanate | 3 | 45 | 3.2 |
| KR12 | Isopropoxy-tris(dioctylphospato) titanate | 3 | 45 | 2.9 |
| KR38S | Isopropoxy-tris(dioctyl-pyrophospate) titanate | 3 | 45 | 2.3 |
| KR41B | Tetraisopropoxy-bis(dioctyl-phosphito) titanate | 3 | 45 | 2.6 |
| TILCOM CA10 | Isopropoxy triisostearoyl titanate | 3 | 45 | 2.8 |
| Hycar HM10 | Calcium oxidate soap | 10 | 160 | 6.2 |
| Magnesium estearate | 10 | 160 | 10.3 | |
| Zinc estearate | 10 | 160 | 10.7 | |
| Stearic acid | 10 | 45 | 5.9 | |
| Glycerolmonostearate | 6 | 160 | 5.9 | |
| Azeleic acid | 10 | 45 | 1.6 | |
| Oleic acid | 6 | 160 | 1.7 |
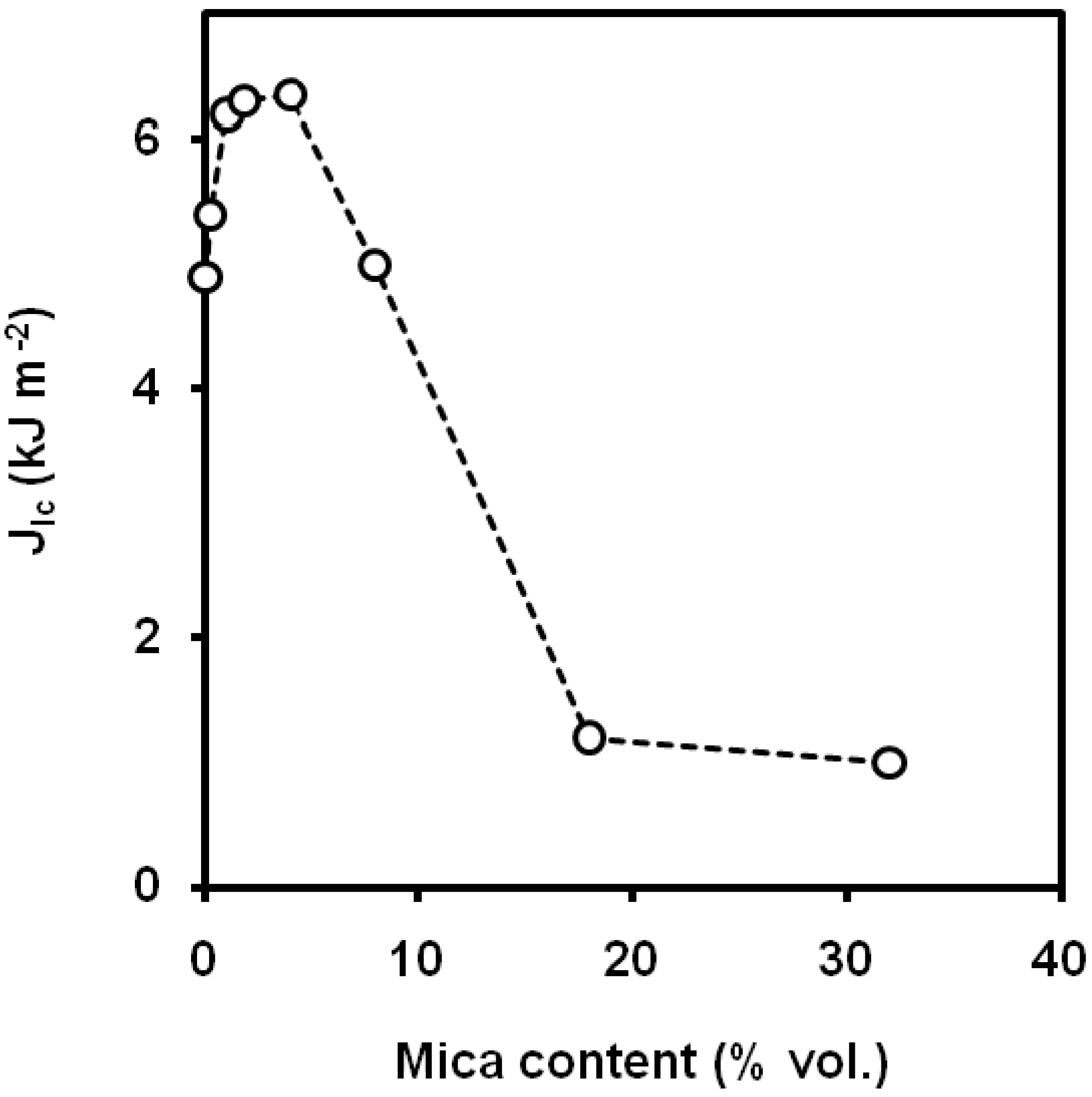
5.2.3. Mica
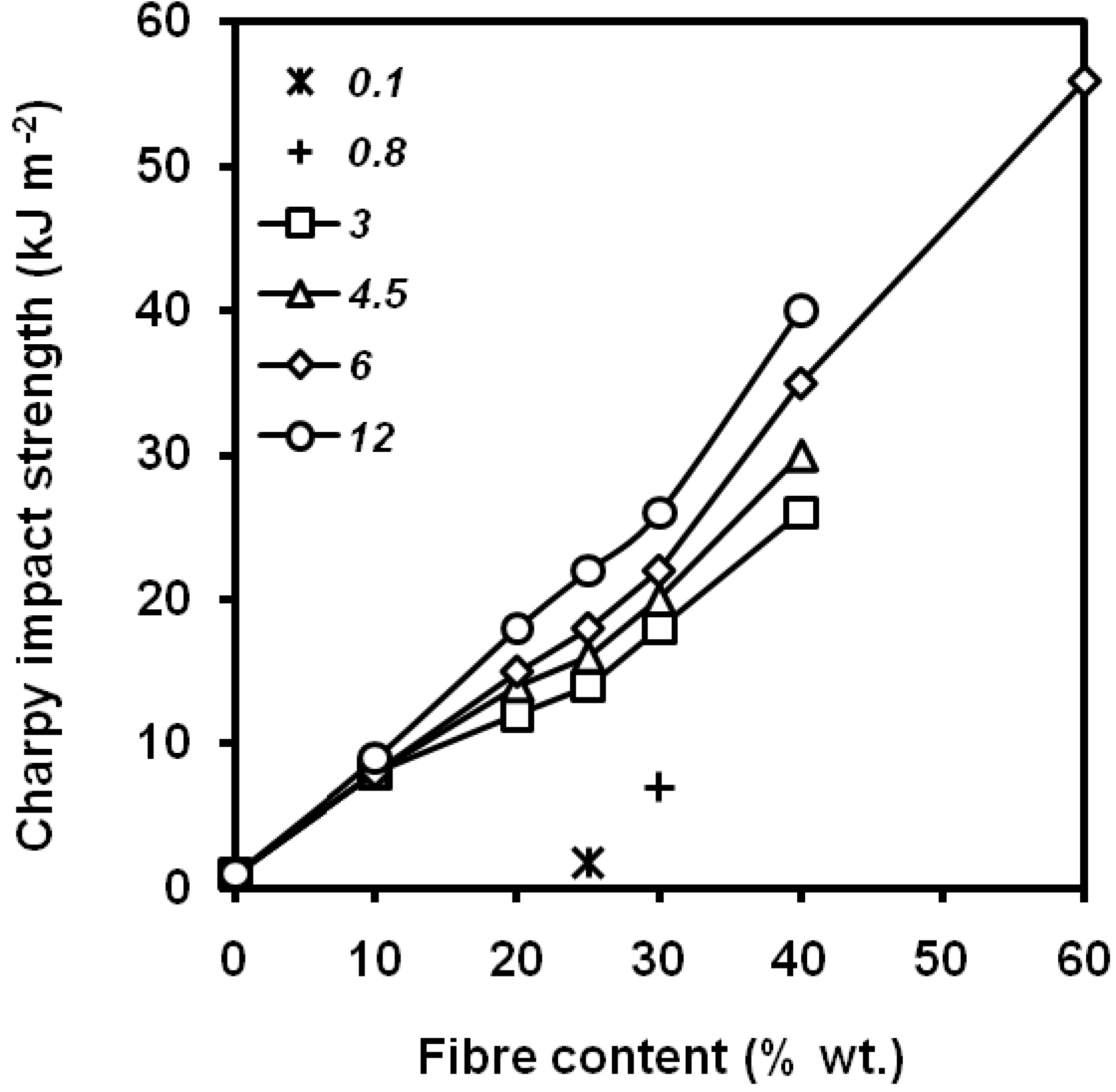
5.3. PP Composites with Short Fibres
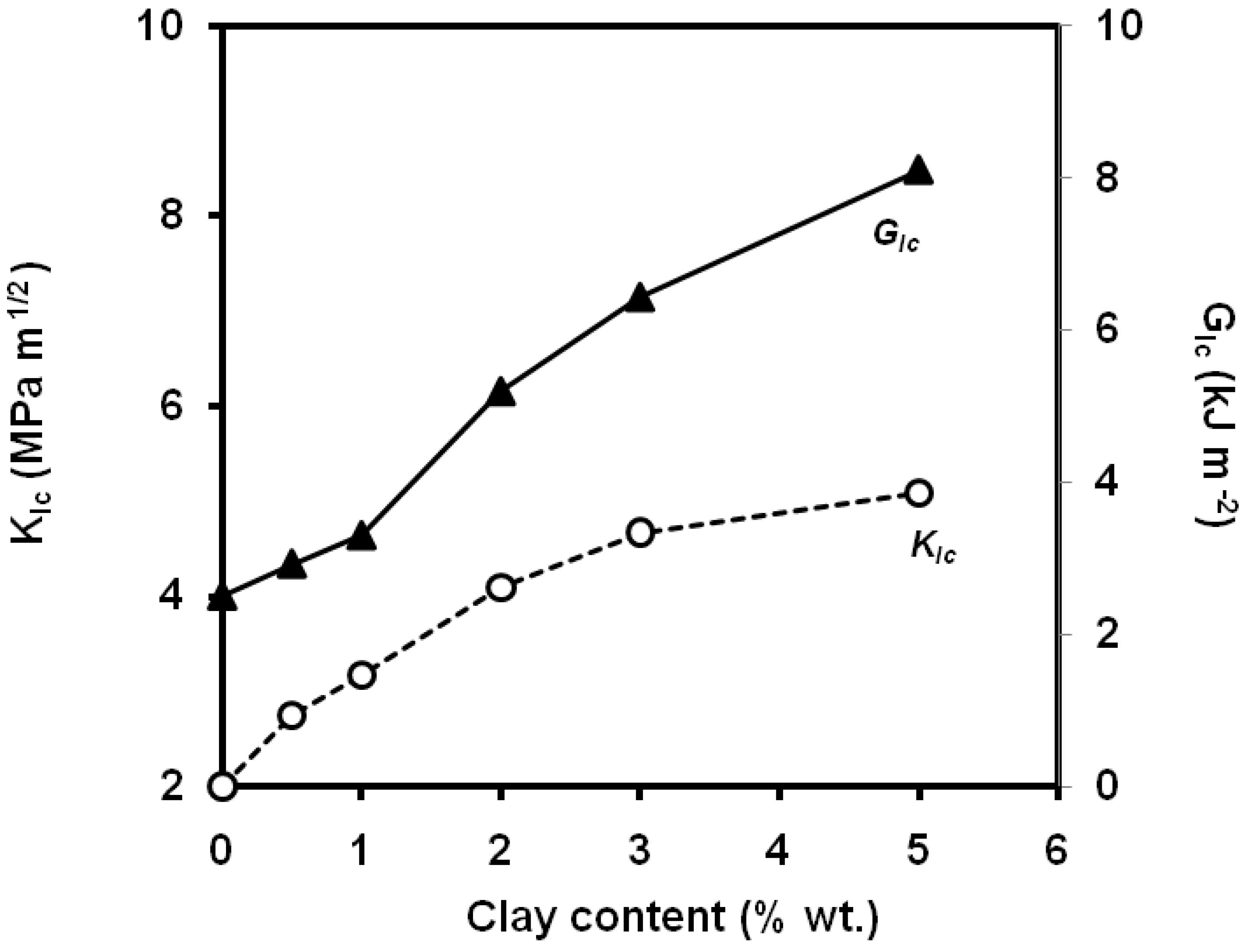
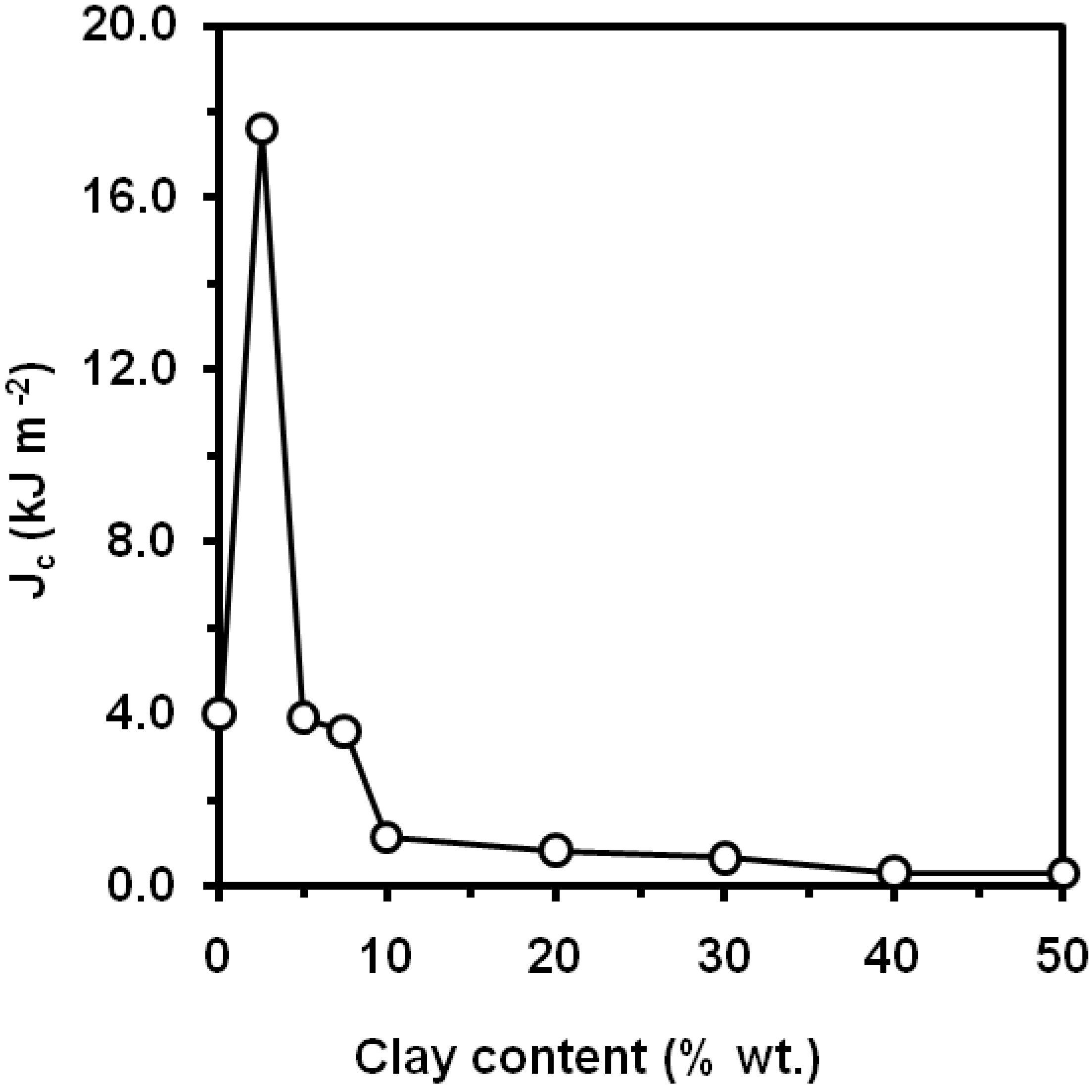
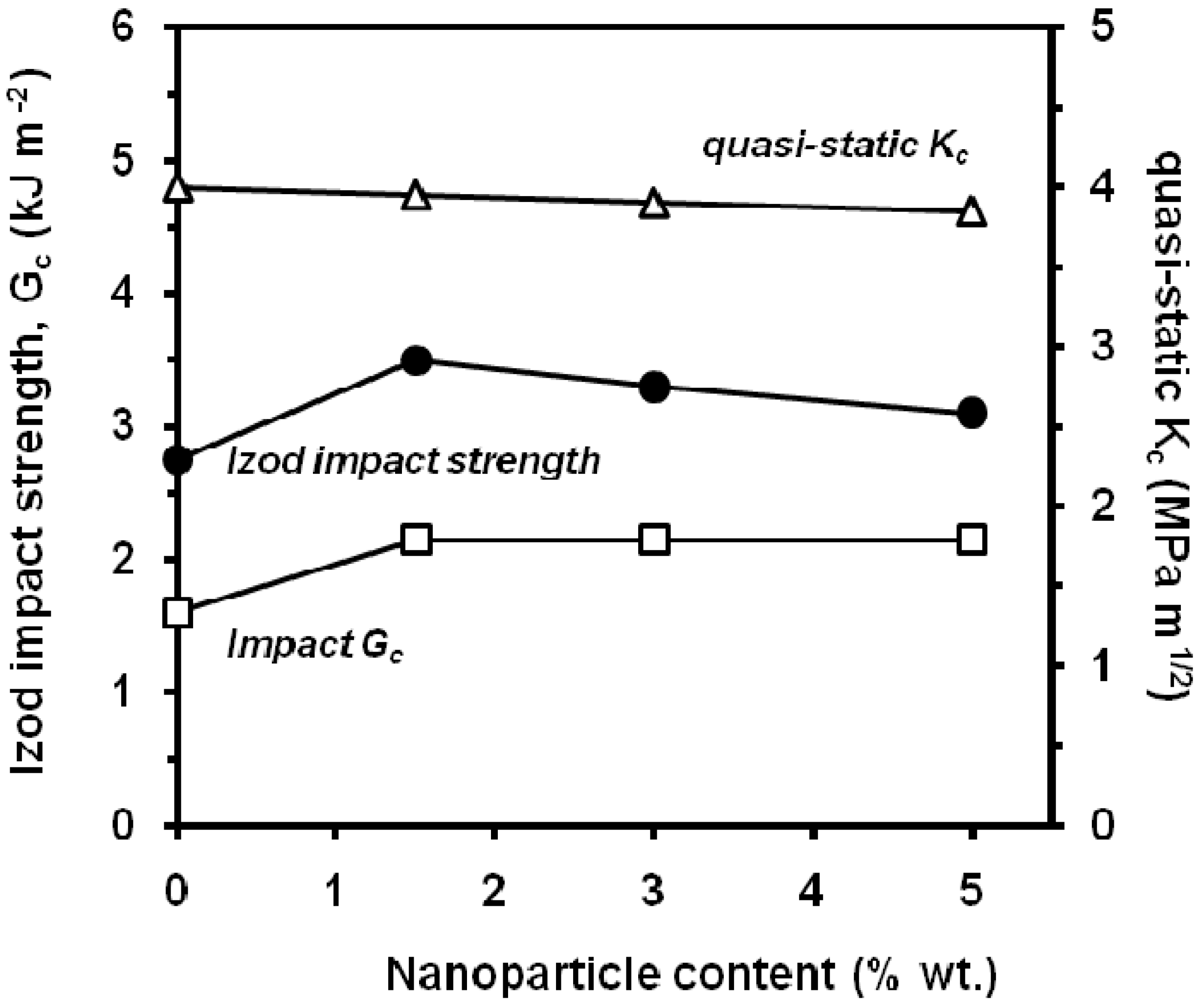
6. Fracture Toughness Characterization of PP Nanocomposites

| Matrix | Clay | MAPP | we (kJ m-2) | βwp (MJ m-3) |
|---|---|---|---|---|
| PP | 14.9 | 0.38 | ||
| PP | 2% Cloisite 15A | 3.8 | 1.29 | |
| PP | 2% Cloisite 15A | 4% Epolene E43 | 7.0 | 1.63 |
| PP | 2% Cloisite 15A | 4% Polybond 3150 | 6.8 | 1.59 |
| PP | 2% Cloisite 15A | 4% Polybond 3150 | 15.9 | 0.65 |
| PP | 2% Cloisite 30B | 4% Polybond 3150 | 12.9 | 1.19 |
7. Conclusions
Acknowledgments
References and Notes
- Pukánszky, B. Particulate filled polypropylene: Structure and properties. In Polypropylene, Structure, Blends and Composites; Karger-Kocsis, J., Ed.; Chapman and Hall: London, UK, 1995; Volume 3, pp. 1–70. [Google Scholar]
- Pukánszky, B. Fillers for polypropylene. In Polypropylene. An A-Z reference; Karger-Kocsis, J., Ed.; Kluwer Academic: Dordrecht, The Netherlands, 1999; pp. 240–246. [Google Scholar]
- Ferrigno, T.H. Principles of filler selection and use. In Handbook of Fillers and Reinforcements for Plastics; Katz, H.S., Milewski, J.V., Eds.; Van Nostrand Reinhold: New York, NY, USA, 1987; pp. 8–62. [Google Scholar]
- Weidenfeller, B.; Höfer, M.; Schillling, F. Cooling behaviour of particle filled polypropylene during injection moulding process. Composites: Part A 2005, 36, 345–351. [Google Scholar] [CrossRef]
- Bertelli, G.; Camino, G.; Marchetti, E.; Costa, L.; Casorati, E.; Locatelli, R. Parameters affecting fire retardant effectiveness in intumescent systems. Polym. Degrad. Stabil. 1989, 25, 277–292. [Google Scholar] [CrossRef]
- Mózczó, J.; Pukánszky, B. Polymer micro and nanocomposites: Structure, interactions, properties. J. Indust. Engin. Chem. 2008, 14, 535–563. [Google Scholar] [CrossRef]
- Nielsen, L.E.; Landel, R.F. Particle-filled polymers. In Mechanical Properties of Polymers and Composites; Marcel Dekker: New York, NY, USA, 1993; pp. 377–450. [Google Scholar]
- Rothon, R.N. Particulate-Filled Polymer Composites; Rapra Technology: Shrewsbury, UK, 2003. [Google Scholar]
- Ishida, H. Interfaces in Polymer, Ceramic, and Metal Matrix Composites; Elsevier: New York, NY, USA, 1988. [Google Scholar]
- Irwin, G.R. Analysis of stress and strains near the end of a crack transversing a plate. J. Appl. Mech. 1957, 24, 361–364. [Google Scholar]
- Broek, D. Elementary Engineering Fracture Mechanics, 4th ed.; Kluwer Academic Publishers: Dordrecth, The Netherlands, 2002. [Google Scholar]
- Atkins, A.G.; Mai, Y.W. Elastic and Plastic Fracture: Metals, Polymers, Ceramics, Composites, Biological, Material; Ellis Horwood, Ltd./John Wiley and Sons: Chichester, UK, 1985. [Google Scholar]
- Kissel, W.J.; Han, J.H.; Meyer, J.A. Polypropylene: Structure, properties, manufacturing and applications. In Handbook of Polyropylene; Karian, H., Ed.; Marcel Dekker AG: Basel, Switzerland, 2003; pp. 10–27. [Google Scholar]
- Maier, C.; Calafut, T. Polypropylene. The Definitive Data User’s and Guidebook; Plastics Design Library: Norwich, CT, USA, 1998; pp. 473–488. [Google Scholar]
- Pasquini, N.; Sgarzi, P. III Polypropylene—The market. In Polypropylene Handbook, 2nd ed.; Pasquini, N., Ed.; Carl Hanser Verlag: München, Germany, 2005. [Google Scholar]
- Perkins, W.G. Polymer toughness and impact resistance. Polym. Eng. Sci. 1997, 39, 2445–2460. [Google Scholar] [CrossRef]
- Walker, I.; Collyer, A.A. Rubber toughening mechanisms in polymeric materials. In Rubber Toughened Engineering Plastics, 1st ed.; Collyer, A.A., Ed.; Chapman and Hall: London, UK, 1994; pp. 29–56. [Google Scholar]
- Martuscelli, E. Structure and properties of polypropylene-elastomer blends. In Polypropylene, Structure, Blends and Composites; Karger-Kocsis, J., Ed.; Chapman and Hall: London, UK, 1995; pp. 95–142. [Google Scholar]
- Kinloch, A.J.; Young, R.J. Fracture Behaviour of Polymers; Applied Science Publishers: Essex, UK, 1983. [Google Scholar]
- Oswald, T.A.; Menges, G. Materials Science of Polymers for Engineers, 2nd ed.; Hanser: Munich, Germany, 2003; p. 622. [Google Scholar]
- Friedrich, K. Crazes and shear bands in semy-crystalline thermoplastics. In Crazing in Polymers; Hausch, H.H., Ed.; Springer-Verlag: Berlin, Germany, 1983; pp. 225–274. [Google Scholar]
- Narisawa, I.; Ishikawa, M. Crazing in semicrystalline thermoplastics. In Advances in Polymer Science 91/92, Crazing in Polymers; Kausch, H.H., Ed.; Springer Verlag: Berlin, Germany, 1990; Volume 2, pp. 353–391. [Google Scholar]
- Friedrich, K.; Carlsson, L.A.; Gillespie, J.W.; Karger-Kocsis, J. Fracture of thermoplastic composites. In Thermoplastic Composite Materials; Carlsson, L.A., Ed.; Elsevier: Amsterdam, The Netherlands, 1991; pp. 233–294. [Google Scholar]
- Varga, J. Supermolecular structure of isotactic polypropylene. J. Mater. Sci. 1991, 27, 2557–2579. [Google Scholar] [CrossRef]
- Karger-Kocsis, J. Microstructural aspects of fracture in polypropylene and in its filled chopped fibre and fibre mat reinforced composites. In Polypropylene. Structure, Blends and Composites; Karger-Kocsis, J., Ed.; Chapman and Hall: London, UK, 1995; Volume 3, pp. 142–201. [Google Scholar]
- Kowalewski, T.; Galeski, A.; Kryszewski, M. The structure and tensile properties of cold drawn modified chalk filled polypropylene. In Polymer Blends. Processing, Morphology and Properties; Kryszewski, M., Galeski, A., Martuscelli, E., Eds.; Plenum Press: New York, NY, USA, 1984; pp. 223–241. [Google Scholar]
- Pukánszky, B.; Vanes, M.; Maurer, F.H.J.; Vörós, G. Micromechanical deformations in particulate-filled thermoplastics: Volume strain measurements. J. Mater. Sci. 1994, 29, 2350–2358. [Google Scholar] [CrossRef]
- Zhuk, A.V.; Knunyants, N.N.; Oshmyan, V.G.; Topolkaraev, V.A.; Berlin, A.A. Debonding microprocesses and interfacial strength in particle-filled polymer materials. J. Mater. Sci. 1993, 28, 4995–5606. [Google Scholar] [CrossRef]
- Van Hartingsveldt, E.A.A.; van Aartsen, J.J. Interfacial debonding in polyamide-6 glass bead composites. Polymer 1989, 30, 1984–1991. [Google Scholar] [CrossRef]
- Friedrich, K.; Karsch, U.A. Failure processes in particulate filled polypropylene. J. Mater. Sci. 1981, 16, 2167–2175. [Google Scholar] [CrossRef]
- Theocaris, P.S.; Demakos, C.B. Crack propagation modes in particulates: A study approaching reality. J. Compos. Mater. 1988, 22, 154–176. [Google Scholar] [CrossRef]
- Karger-Kocsis, J.; Friedrich, K. Fatigue crack propagation and related failure in modified, anhydride-cured epoxy-resing. Colloid Polym. Sci. 1992, 270, 549–562. [Google Scholar] [CrossRef]
- Vu-Khanh, T.; Fisa, B. Impact fracture on glass-flake reinforced polypropylene. Polym. Composite. 1986, 7, 375–382. [Google Scholar] [CrossRef]
- Pukánszky, B.; Tüdos, F.; Kelen, T. Mechanical and rheological properties of multicomponent polypropylene blends. Polym. Composite. 1986, 7, 106–115. [Google Scholar] [CrossRef]
- Jančář, J.; Di Benedetto, A.T. The mechanical properties of ternary composites of polypropylene with inorganic fillers and elastomer inclusions. J. Mater. Sci. 1994, 29, 4651–4658. [Google Scholar] [CrossRef]
- Levita, G.; Marchetti, A.; Lazzeri, A. Fracture of ultra-fine calcium carbonate polypropylene composites. Polym. Composite. 1989, 10, 39–43. [Google Scholar] [CrossRef]
- Fernando, P.L. Fracture toughness of filled polypropylene copolymer systems. Polym. Eng. Sci. 1988, 28, 806–814. [Google Scholar] [CrossRef]
- Maiti, S.N.; Sharma, K.K. Studies on polyproylene composites filled with talc particles: 1. Mechanical properties. J. Mater. Sci. 1992, 27, 4605–4613. [Google Scholar] [CrossRef]
- Stamhuis, J.E. Mechanical properties and morphology of polypropylene composites. 2. Effect of polar components in talc-filled polypropylene. Polym. Composite. 1988, 9, 72–77. [Google Scholar] [CrossRef]
- Arencón, D.; Velasco, J.I.; Realinho, V.; Sánchez-Soto, M.A.; Gordillo, A. Fracture toughness of glass microsphere filled polypropylene and polypropylene/poly(ethylene terephthalate-co-isophthalate) blend-matrix composites. J. Mater. Sci. 2007, 42, 19–29. [Google Scholar] [CrossRef]
- Kolařík, J.; Jančář, J. Ternary Composites of Polypropylene/Elastomer/CaCO3:Effect of Functionalized Components on Phase Structure and Mechanical Properties. Polymer 1992, 33, 4961–4967. [Google Scholar] [CrossRef]
- Long, Y.; Shanks, R.A. PP-elastomer-filler hybrids. I. Processing, microstructure, and mechanical properties. J. Appl. Polym. Sci. 1998, 61, 1877–85. [Google Scholar] [CrossRef]
- Narisawa, I. Fracture, impact and toughness. In Performance of Plastics; Brostow, E., Ed.; Hanser/Gardner: Cincinatti, OH, USA, 2000; pp. 33–45. [Google Scholar]
- Griffith, A.A. The phenomena of rupture and flow in solids. Phil. Trans. Roy. Soc. London A 1920, 221, 163–198. [Google Scholar] [CrossRef]
- Peterlin, A. Plastic Deformation of Polymers; Marcel Decker: New York, NY, USA, 1971. [Google Scholar]
- Rice, J. A path independent integral and approximate analysis of strain concentration by notches and cracks. J. Appl. Mech. 1968, 2, 379–386. [Google Scholar] [CrossRef]
- Sumpter, J.D.G.; Turner, C.E. Application of J to elastic-plastic materials. Int. J. Fracture 1973, 9, 320–321. [Google Scholar] [CrossRef]
- Broberg, K.B. Critical review of some theories in fracture mechanics. Int. J. Fracture 1968, 4, 11–18. [Google Scholar]
- Williams, J.G. A Linear Elastic Fracture Mechanics standard for determining Kc and Gc for plastics. Testing protocol prepared for ESIS TC4. 1990. [Google Scholar]
- ISO/DIS 13586. Plastics. Determination of fracture toughness (Gc and Kc) Linear Elastic Fracture Mechanics (LEFM) approach
- Pavan, A. Determination of fracture toughness (GIc and KIc) at moderately high loading rates. In Fracture Mechanics: Testing Methods for Polymers Adhesives and Composites; Moore, D.R., Pavan, A., Williams, J.G., Eds.; ESIS Publication 28, Elsevier Science Ltd.: Oxford, UK, 2001; pp. 27–58. [Google Scholar]
- ISO/CD 17281. Plastics. Determination of fracture toughness (Gc and Kc) at high loading rates
- ASTM D5045 - 99(2007)e1. Standard test methods for plane-strain fracture toughness and strain energy release rate of plastic materials, 2007
- Hale, G.; Ramsteiner, F. J-Fracture toughness of polymers at low speed. Appendix: A testing protocol for conducting J-crack growth resistance curve tests on plastics. In Fracture Mechanics: Testing Methods for Polymers, Adhesives and Composites; Moore, D.R., Pavan, A., William, J.G., Eds.; Elsevier Science Ltd.: Oxford, UK, 2001; pp. 123–157. [Google Scholar]
- ASTM D6068. Standard test method for determining J-R curves of plastic materials
- Sharobeam, M.H.; Landes, J.D. The load separation criterion and methodology in ductile fracture mechanics. Int. J. Fracture 1991, 47, 81–104. [Google Scholar] [CrossRef]
- Mai, Y.W.; Cotterell, B. On the essential work of ductile fracture in polymers. Int. J. Fracture 1986, 32, 105–125. [Google Scholar] [CrossRef]
- Clutton, E. Essential work of fracture. In Fracture Mechanics: Testing Methods for Polymers, Adhesives and Composites; Moore, D.R., Pavan, A., William, J.G., Eds.; Elsevier Science Ltd.: Oxford, UK, 2001; pp. 177–195. [Google Scholar]
- Grellman, W.; Seidler, S. Deformation and Fracture Behaviour of Polymers; Springer Verlag: Berlin, Germany, 2001. [Google Scholar]
- Zukas, J.A.; Greszczuk, L.B. Damage in composite materials due to low velocity impact. In Impact Dynamics; Greszckzuz, J.A., Nicholas, T., Swift, H.F., Greszczuk, L.B., Curran, D.R., Eds.; Wiley: New York, NY, USA, 1982; pp. 55–94. [Google Scholar]
- Sánchez-Soto, M.A.; Martínez, A.B.; Santana, O.O.; Gordillo, A. On the application of a damped model to the falling weight impact characterization of glass-beads-polystyrene composites. J. Appl. Polym. Sci. 2004, 93, 1271–1284. [Google Scholar] [CrossRef]
- Sjöngren, B.A.; Berglund, L.A. Failure mechanisms in polypropylene with glass beads. Polym. Composite. 1997, 18, 1–8. [Google Scholar] [CrossRef]
- Asp, L.E.; Sjöngren, B.A.; Berglund, L.A. Prediction of failure initiation in polypropylene with glass beads. Polym. Composite. 1997, 18, 9–15. [Google Scholar] [CrossRef]
- Tsui, C.P.; Tang, C.Y.; Lee, T.C. Finite element analysis of polymer composites filled by interphase coated particles. J. Mater. Process. Technol. 2001, 117, 105–110. [Google Scholar] [CrossRef]
- Liang, J.Z.; Li, R.K.Y.; Tjong, S.C. Effects of filler content and size on drop-weight dart impact fracture behaviour of glass bead-filled polypropylene composites. J. Thermoplast. Compo. Mater. 2000, 13, 241–245. [Google Scholar] [CrossRef]
- Liang, J.Z.; Li, R.K.Y. Brittle-ductile transition in polypropylene filled with glass beads. Polymer 1999, 40, 3191–3195. [Google Scholar] [CrossRef]
- Liang, J.Z.; Li, R.K.Y. Mechanical properties and morphology of glass-bead filled polypropylene composites. Polym. Composite 1998, 19, 699–703. [Google Scholar] [CrossRef]
- Dubnikova, I.L.; Berezina, S.M.; Oshmyan, V.G.; Kuleznev, V.N. Effect of interfacial adhesion on the deformation behaviour and toughness of particulate-filled polypropylene. Polym. Sci. Ser. A 2003, 45, 873–884. [Google Scholar]
- Liang, J.Z. Impact fracture toughness of hollow glass bead filled polypropylene. J. Mater. Sci. 2007, 42, 841–846. [Google Scholar] [CrossRef]
- Davies, L.C.; Sothern, G.R.; Hodd, K.A. Pulverized fuel ash, its use as filler for polyolefins. Part 2: Coupling agents and a comparison with Ballotini. Plast. Rubber Process. Appl. 1985, 5, 9–14. [Google Scholar]
- Li, D.; Zheng, W.; Qi, Z. The J-integral fracture toughness of PP/CaCO3 composites. J. Mater. Sci. 1994, 29, 3754–3758. [Google Scholar] [CrossRef]
- Pukánszky, B.; Maurer, F.H.J. Composition dependence of the fracture toughness of heterogeneous polymer systems. Polymer 1995, 36, 1617–1625. [Google Scholar] [CrossRef]
- Zuiderduin, W.C.J.; Westzaan, C.; Huetink, J; Gaymans, R.J. Toughening of polypropylene with calcium carbonate particles. Polymer 2003, 44, 261–275. [Google Scholar] [CrossRef]
- Zebarjad, S.M.; Tahani, M.; Sajjadi, S.A. Influence of filler particles on deformation and fracture mechanism of isotactic polypropylene. J. Mat. Process. Technol. 2004, 155-156, 1459–1464. [Google Scholar] [CrossRef]
- Leong, Y.W.; Abu Bakar, M.B.; Ishak, Z.A.M.; Ariffin, A.; Pukánszky, B. Comparison of the mechanical properties and interfacial interactions between talc, kaolin, and calcium carbonate filled polypropylene composites. J. Appl. Polym. Sci. 2004, 91, 3315–26. [Google Scholar] [CrossRef]
- Jančář, J.; DiBenedetto, A.T.; DiAnselmo, A. Effect of adhesion on the fracture toughness of calcium carbonate-filled polypropylene. Polym. Eng. Sci. 1993, 33, 559–63. [Google Scholar] [CrossRef]
- Gong, G.; Xie, B.-H.; Yang, W.; Li, Z.-M.; Zhang, W.-Q.; Yang, M.-B. Essential work of fracture (EWF) analysis for polypropylene grafted with maleic anhydride modified polypropylene/calcium carbonate composites. Polym. Testing 2004, 24, 410–417. [Google Scholar] [CrossRef]
- Gong, G.; Xie, B.-H.; Yang, W.; Li, Z.-M.; Lai, S.-M.; Yang, M.-B. Plastic deformation behaviour of polypropylene/calcium carbonate composites with and without maleic anhydride grafted polypropylene incorporated using the essential work of fracture method. Polym. Testing 2006, 25, 98–106. [Google Scholar] [CrossRef]
- Meng, M.R.; Dou, Q. Effect of filler treatment on crystallization, morphology and mechanical properties of polypropylene/calcium carbonate composites. J. Macromol. Sci. Part B: Phys. 2009, 48, 213–225. [Google Scholar] [CrossRef]
- Kucera, J.; Nezbedova, E. Poly(propylene) with micro-fillers—the way of enhancement of toughness. Polym. Adv. Technol. 2007, 18, 112–116. [Google Scholar] [CrossRef]
- Wang, Y.; Huang, J.-S. Single screw extrusion compounding of particulate filled thermoplastics: State of dispersion and its influence on impact properties. J. Appl. Polym. Sci. 1996, 60, 1179–1191. [Google Scholar]
- Thio, Y.S.; Argon, A.S. Toughening of isotactic polypropylene with CaCO3 particles. Polymer 2002, 43, 3661–3674. [Google Scholar] [CrossRef]
- Yang, K.; Ya, Q.; Li, G.; Sun, J.; Feng, D. Mechanical properties and morphologies of polypropylene with different sizes of calcium carbonate particles. Polym. Composite. 2006, 27, 443–450. [Google Scholar] [CrossRef]
- Fekete, E.; Molnár, S.Z.; Kim, G.-M.; Michler, G.-H.; Pukánszky, B. Aggregation, fracture initiation of PP/CaCO3 composites. J. Macromol. Sci., Part B: Phys. 1999, 38, 885–899. [Google Scholar] [CrossRef]
- Wang, Y.; Lee, W.-C. Interfacial interactions in calcium carbonate-polypropylene composites. 2: Effect of compounding on the dispersion and the impact properties of surface-modified composites. Polym. Composite 2004, 25, 451–460. [Google Scholar] [CrossRef]
- Hutar, P.; Majer, Z.; Nahlik, L.; Shestakova, L.; Knesl, Z. Influence of particle size on the fracture toughness of a PP-based particulate composite. Mech. Compos. Mater. 2009, 45, 281–286. [Google Scholar] [CrossRef]
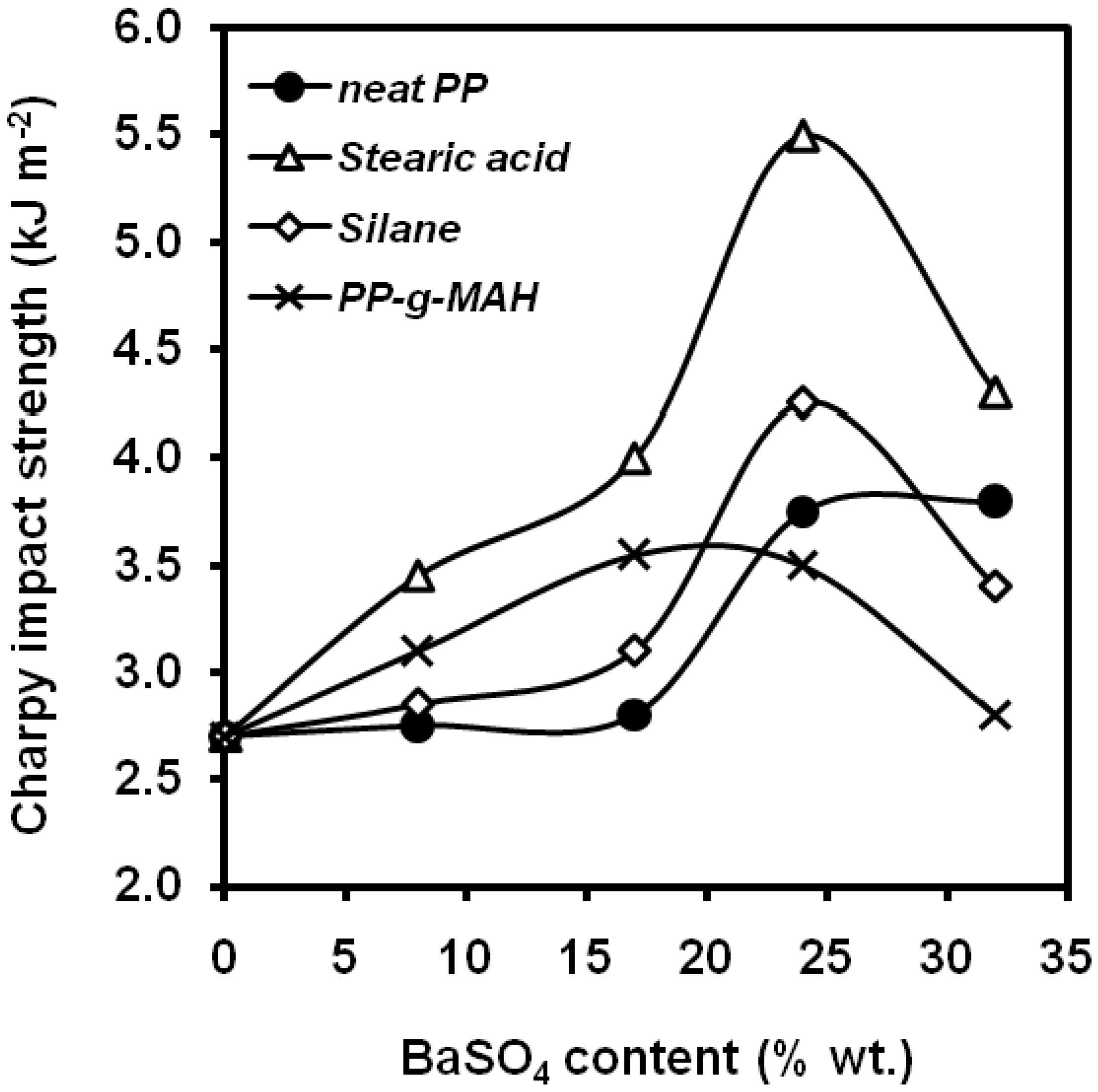
- Wang, K.; Wu, J.; Ye, L.; Zeng, H. Mechanical properties and toughening mechanisms of polypropylene/barium sulfate composites. Composites: Part A 2003, 34, 1192–1205. [Google Scholar] [CrossRef]
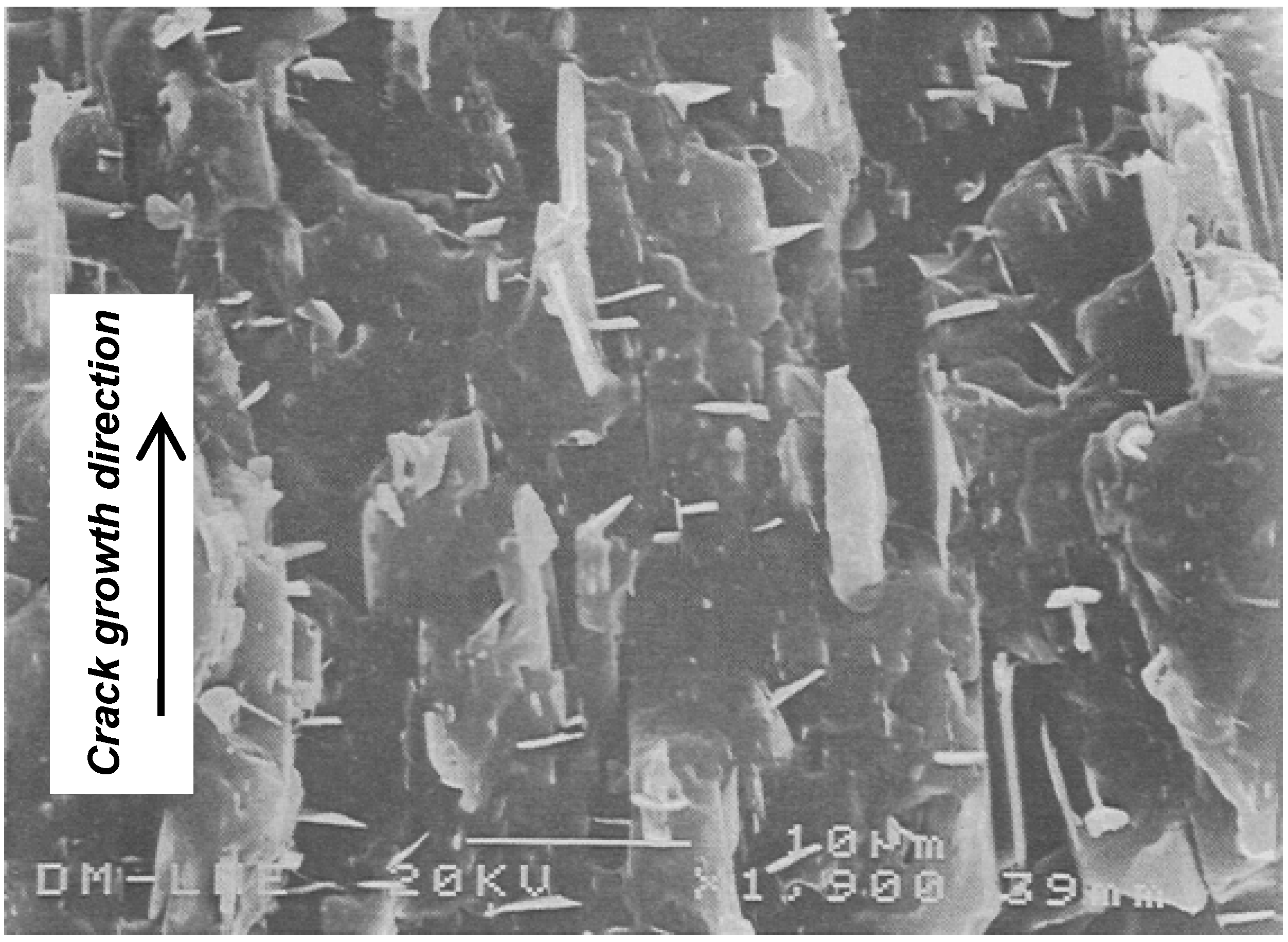
- Wang, K.; Wu, J.; Zeng, H. Microstructure and fracture behaviour of polypropylene/barium sulfate composites. J. Appl. Polym. Sci. 2006, 99, 1207–1213. [Google Scholar] [CrossRef]
- Mareri, P.; Bastidé, S.; Binda, N.; Crespy, A. Mechanical behaviour of polypropylene composites containing fine mineral filler: Effect of filler surface treatment. Compos. Sci. Technol. 1998, 58, 747–752. [Google Scholar] [CrossRef]
- Chamoumi, M.; Crespy, A.; Benhassaine, A.; Boukhari, A.; Aride, J. Improvement of impact strength of polypropylene filled with latex coated kaolin. Ann. Chim. – Sci. Mater. 1994, 19, 395–398. [Google Scholar]
- Ariffin, A.; Mansor, A.S.; Jikan, S.S.; Ishak, Z.A.M. Mechanical, morphological, and thermal properties of polypropylene/kaolin composite. Part 1. The effects of surface-treated kaolin and processing enhancement. J. Appl. Polym. Sci. 2008, 108, 3901–3916. [Google Scholar] [CrossRef]
- Velasco, J.I.; Morhain, C.; Maspoch, M.Ll.; Santana, O.O. Effect of particle size on the fracture behaviour of aluminium hydroxide filled polypropylene. In ECF 12 Fracture from Defects; Brown, M.W., de los Ríos, E.R., Miller, K.J., Eds.; Engineering Materials Advisory Services: Sheffield, UK, 1998; pp. 1381–1386. [Google Scholar]
- Mai, K.; Li, Z.; Qiu, Y.; Zeng, H. Mechanical properties and fracture morphology of Al(OH)3/polypropylene composites modified by PP grafting with acrylic acid. J. Appl. Polym. Sci. 2001, 80, 2617–2623. [Google Scholar] [CrossRef]
- Mai, K; Li, Z.; Qiu, Y.; Zeng, H. Physical and mechanical properties of Al(OH)3/polypropylene composites modified by in situ-functionalized polypropylene. J. Appl. Polym. Sci. 2002, 83, 2850–2857. [Google Scholar] [CrossRef]
- Velasco, J.I.; de Saja, J.A.; Martínez, A.B. Fracture behaviour of untreated and silane-treated talc-filled polypropylene composites. Fatigue Fract. Eng. Materi.Struct. 1997, 20, 659–670. [Google Scholar] [CrossRef]
- Pukánszky, B.; Belina, K.; Rockenbauer, A.; Maurer, F.H.J. Effect of nucleation, filler anisotropy and orientation on the properties of PP composites. Composites 1994, 25, 205–214. [Google Scholar] [CrossRef]
- Zilhif, A.M.; Ragosta, G. Mechanical properties of talc-polypropylene composites. Mater. Lett. 1991, 11, 368–372. [Google Scholar] [CrossRef]
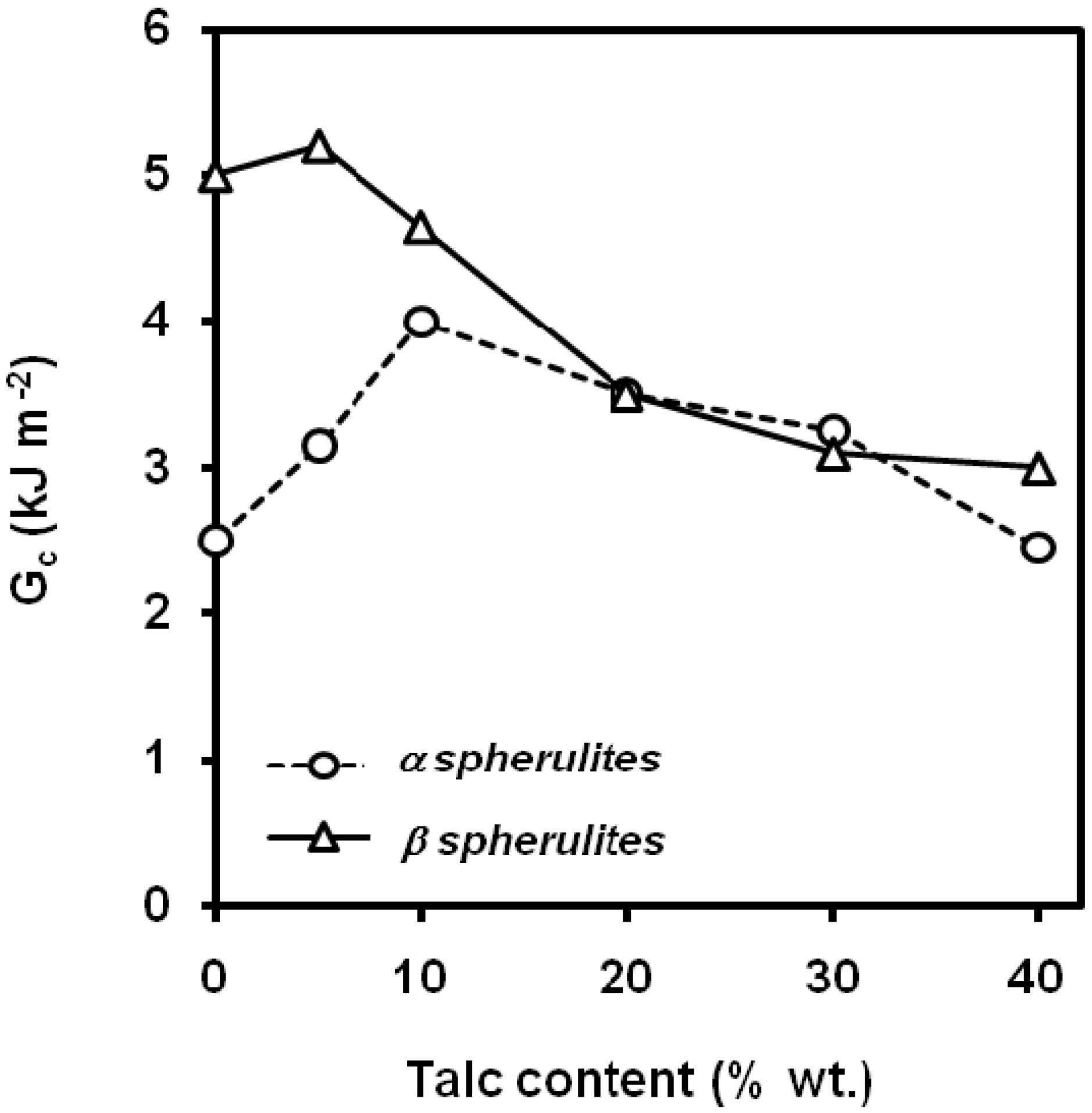
- Tjong, S.C.; Li, R.K.Y. Mechanical properties and impact toughness of talc-filled beta-crystalline phase polypropylene composites. J. Vinyl Additive Technol. 1997, 3, 89–95. [Google Scholar] [CrossRef]
- Shelesh-Nezhad, K.; Taghizadeh, A. Shrinkage behaviour and mechanical performances of injection moulded polypropylene/talc composites. Polym. Eng. Sci. 2007, 47, 2124–2128. [Google Scholar] [CrossRef]
- Leong, Y.W.; Abu Bakar, M.B.; Ishak, Z.A.M.; Ariffin, A.; Pukánszky, B. J. Appl. Polym. Sci. 2004, 91, 3315–3326. [CrossRef]
- Svehlova, V.; Poloucek, E. Mechanical properties of talc-filled polypropylene: Influence of filler content, filler particle size and quality of dispersion. Angew. Makromol. Chem. 1994, 214, 91–99. [Google Scholar] [CrossRef]
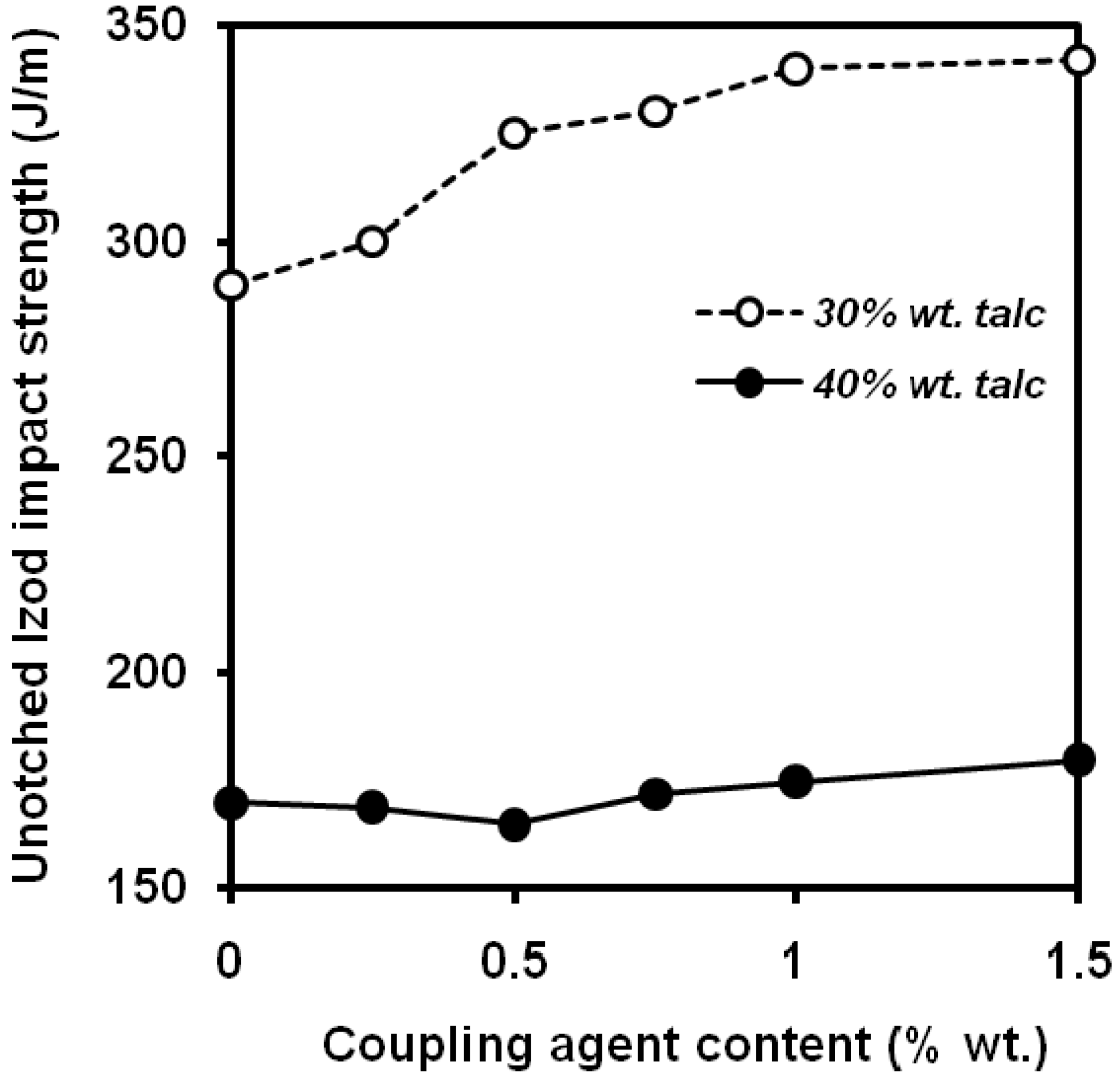
- Wah, C.A.; Choong, L.Y.; Neon, G.S. Effects of titanate coupling agent on rheological behaviour, dispersion characteristics and mechanical properties of talc filled polypropylene. Eur. Polym. J. 2000, 36, 789–801. [Google Scholar] [CrossRef]
- Kim, J.S.; Choi, M.A.; Park, T.W.; Kim, D. Mechanical properties of talc-filled polypropylene: Coupling agent effect. Polymer-Korea 2000, 24, 770–776. [Google Scholar]
- Denac, M.; Musil, V.; Smit, I.; Ranogajec, F. Effects of talc and gamma irradiation on mechanical properties of isotactic polypropylene/talc composites. Polym. Degrad. Stabil. 2003, 82, 263–270. [Google Scholar] [CrossRef]
- Velasco, J.I.; Morhain, C.; Arencón, D.; Santana, O.O.; Maspoch, M.Ll. Low-rate fracture behaviour of magnesium hydroxide filled polypropylene block copolymer. Polym. Bull. 1998, 41, 615–622. [Google Scholar] [CrossRef]
- Hornsby, P.R.; Watson, C.L. Interfacial modification of polypropylene composites filled with magnesium hydroxide. J. Mater. Sci. 1995, 30, 5347–5355. [Google Scholar] [CrossRef]
- Cheng, X.; Yu, J.; Guo, S. Structure and properties of polypropylene composites filled with magnesium hydroxide. J. Appl. Polym. Sci. 2006, 102, 4943–4951. [Google Scholar] [CrossRef]
- Qiu, Y.; Lin, Z.; Mai, K. Fracture of Mg(OH)2/Polypropylene composites modified by functionalized polypropylene. J. Appl. Polym. Sci. 2002, 88, 2148–2159. [Google Scholar] [CrossRef]
- Shen, H.; Wang, Y.; Mai, K. Effect of compatibilizers on thermal stability and mechanical properties of magnesium hydroxide filled polypropylene composites. Thermochim. Acta 2009, 483, 36–40. [Google Scholar] [CrossRef]
- Morhain, C.; Velasco, J.I. J-R Curve determination of magnesium hydroxide filled polypropylene using the normalization method. J. Mater. Sci. 2002, 37, 1635–1644. [Google Scholar] [CrossRef]
- Vu-Khanh, T.; Fisa, B. Fracture behaviour of mica-reinforced polypropylene: Effects of coupling agent, flake orientation, and degradation. Polym. Composite. 1986, 7, 219–226. [Google Scholar] [CrossRef]
- Khonakdar, H.A.; Morshedian, J.; Yazdani, H. Investigation of thermal, rheological and mechanical properties of interfacially modified PP/mica composites. E-Polymers 2008. no. 099. [Google Scholar]
- Yazdani, H.; Morshedian, J.; Khonakdar, H.A. Effect of maleated polypropylene and impact modifiers on the morphology and mechanical properties of PP/mica composites. Polym. Composite. 2006, 27, 614–620. [Google Scholar] [CrossRef]
- Chiang, W-Y.; Yang, W-D.; Punkánszky, B. Polypropylene composites. III: Chemical modification of the interphase and its influence on the properties of PP/mica composites. Polym. Eng. Sci. 1994, 34, 485–492. [Google Scholar] [CrossRef]
- Lauke, B.; Schultrich, B. Deformation-behaviour of short-fibre reinforced materials with debonding interfaces. Fibre Sci. Technol. 1983, 19, 111–126. [Google Scholar] [CrossRef]
- Lauke, B.; Schultrich, B.; Barthel, R. Contribution to the micromechanical interpretation of fracture work of short-fibre reinforced thermoplastics. Compos. Sci. Technol. 1985, 23, 21–23. [Google Scholar] [CrossRef]
- Lauke, B.; Pompe, W. Fracture toughness of short-fibre reinforced. Compos. Sci. Technol. 1986, 26, 37–57. [Google Scholar] [CrossRef]
- Lauke, B.; Pompe, W. Relation between work of fracture and fracture-toughness of short-fibre reinforced polymers. Compo. Sci. Technol. 1988, 31, 25–33. [Google Scholar] [CrossRef]
- Lauke, B.; Schultrich, B.; Pompe, W. Theoretical considerations of toughness of short-fibre reinforced thermoplastics. Polym. Plast. Technol. Eng. 1990, 29, 607–806. [Google Scholar] [CrossRef]
- Friedrich, K. Microstructural efficiency and fracture toughness of short fibre/thermoplastic matrix composites. Compos. Sci. Technol. 1985, 22, 43–74. [Google Scholar] [CrossRef]
- Kim, J.-K.; Mai, Y.-W. High strength, high fracture toughness fibre composites with interface control: A review. Composites Sci. Technol. 1991, 41, 333–378. [Google Scholar] [CrossRef]
- Spahr, D.E.; Friedrich, K.; Schultz, J.M.; Bailey, R.S. Microstructure and fracture-behaviour of short and log fibre-reinforced polypropylene composites. J. Mater. Sci. 1990, 25, 4427–4439. [Google Scholar] [CrossRef]
- Zebarjad, S.M. The influence of glass fibre on fracture behaviour of isotactic polypropylene. Mater. Design 2003, 24, 531–535. [Google Scholar] [CrossRef]
- Karger-Kocsis, J. Instrumented impact fracture and related failure behaviour in short- and long-glass-fibre-reinforced polypropylene. Compos. Sci. Technol. 1993, 48, 273–283. [Google Scholar]
- Thomason, J.L.; Vlug, M.A. Influence of fibre length and concentration on the properties of glass-fibre-reinforced polypropylene: 4. Impact properties. Composites Part A 1997, 28A, 277–288. [Google Scholar] [CrossRef]
- Clemons, C.M.; Giacomin, A.J.; Koutsky, J.A. Dynamic fracture toughness of polypropylene reinforced with cellulose fibre. Polym. Eng. Sci. 1997, 37, 1012–1018. [Google Scholar] [CrossRef]
- Clemons, C.M.; Caulfield, D.F.; Giacomin, A.J. Dynamic fracture toughness of cellulose-fibre-reinforced polypropylene: Preliminary investigation of microstructural effects. J. Elastom. Plast. 1999, 31, 367–377. [Google Scholar]
- Fu, S.Y.; Lauke, B.; Mäder, E.; Hu, X.; Yue, C.Y. Fracture resistance of short-glass-fibre-reinforced and short-carbon-fibre-reinforced polypropylene under Charpy impact load and its dependence on processing. J. Mater. Process. Technol. 1999, 89–90, 501–507. [Google Scholar] [CrossRef]
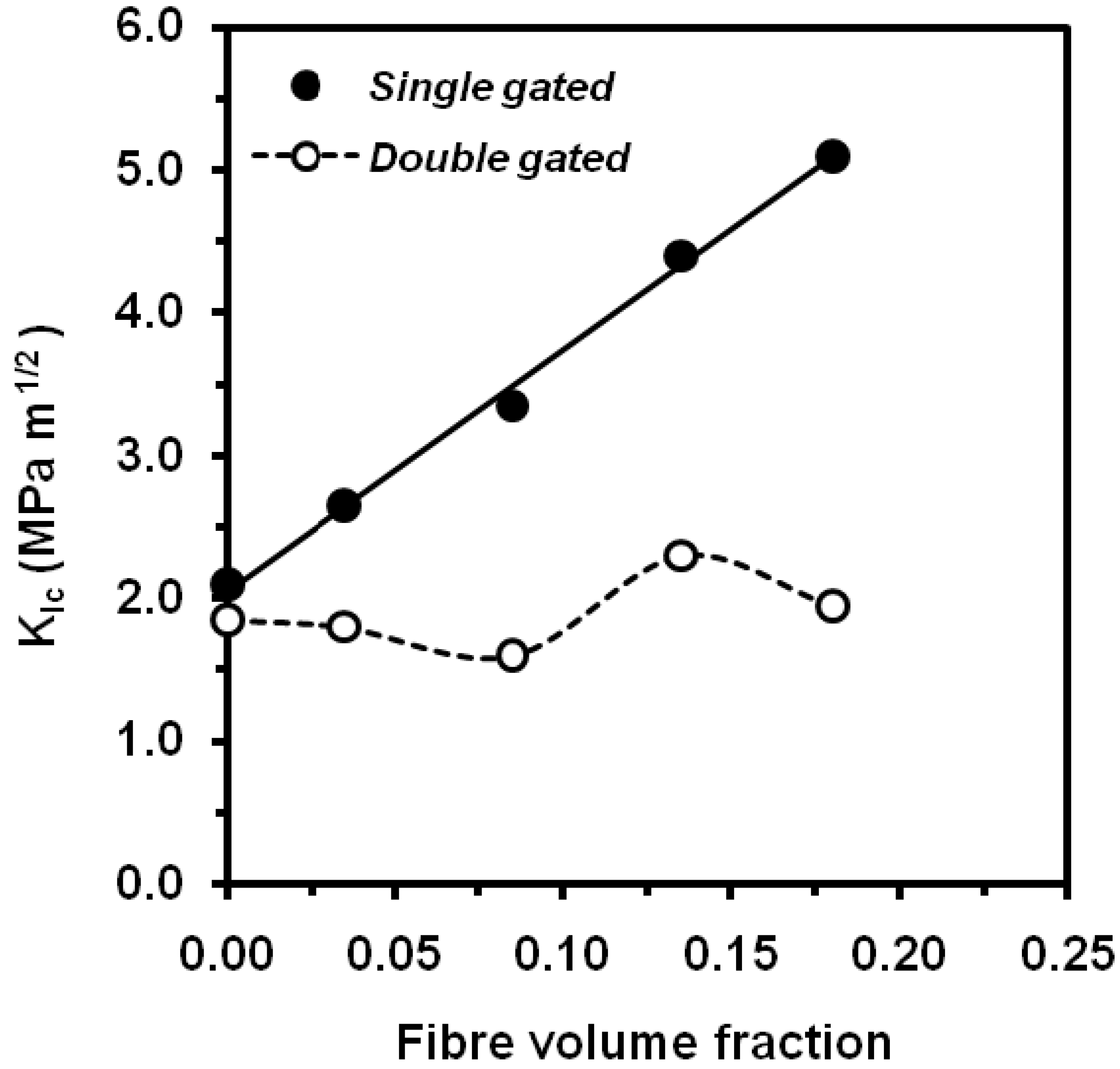
- Onishi, P.; Hashemi, S. Effect of fibre concentration and strain rate on mechanical properties of single-gated and double-gated injection-moulded short glass fibre-reinforced polypropylene copolymer composites. J. Mater. Sci. 2009, 44, 3445–3456. [Google Scholar] [CrossRef]
- Fu, S.Y.; Hu, X.; Yue, C.Y. Effects of fibre length and orientation distributions on the mechanical properties of short-fibre reinforced polymers. Mater. Sci. Res. Int. 1999, 5, 74–83. [Google Scholar]
- Karger-Kocsis, J. Structure and fracture mechanics of injection-moulded composites. In International Encyclopedia of Composites; Lee, S.M., Ed.; VCH: New York, NY, USA, 1991; pp. 337–356. [Google Scholar]
- Di Liello, V.; Martuscelli, E.; Ragosta, G.; Zihlif, A. Effect of fibre surface treatment on yielding and fracture behaviour of glass fibre-polypropylene composite. J. Mater. Sci. Lett. 1991, 26, 2100–2106. [Google Scholar] [CrossRef]
- Cotterell, B.; Chia, J.Y.H.; Hbaieb, K. Fracture mechanisms and fracture toughness in semicrystalline polymer nanocomposites. Eng. Fracture Mech. 2007, 74, 1054–1078. [Google Scholar] [CrossRef]
- Kanny, K.; Jawahar, P.; Moodley, V.K. Mechanical and tribological behaviour of clay-polypropylene nanocomposites. J. Mater. Sci. 2008, 43, 7230–7238. [Google Scholar] [CrossRef]
- Chen, L.; Wong, S.-C.; Pisharath, S. Fracture properties of nanoclay-filled polypropylene. J. Appl. Polym. Sci. 2003, 88, 3298–3305. [Google Scholar] [CrossRef]
- Chen, L.; Wong, S.-C.; Liu, T.; Lu, X.; He, C. Deformation mechanisms of nanoclay-reinforced maleic anhydride-modified polypropylene. J. Polym. Sci. Part B 2004, 42, 2759–2768. [Google Scholar] [CrossRef]
- Kim, D.H.; Fasulo, P.D.; Rodgers, W.R.; Paul, D.R. Structure and properties of polypropylene-based nanocomposites: Effect of PP-g-MA to organoclay ratio. Polymer 2007, 48, 5308–5323. [Google Scholar] [CrossRef]
- Prashanta, K.; Soulestin, J.; Lacrampe, M.F.; Krawczak, P.; Dupin, G.; Claes, M. Masterbatch-based multi-walled carbon nanotube filled polypropylene nanocomposites: Assessment of rheological and mechanical properties. Compos. Sci. Technol. 2009, 69, 1756–1763. [Google Scholar] [CrossRef]
- Khosh, R.L.; Bagheri, R.; Zokaei, S. Sequences of fracture toughness micromechanisms in PP/CaCO3 nanocomposites. J. Appl. Polym. Sci. 2008, 110, 4040–4048. [Google Scholar] [CrossRef]
- Wang, Y.; Shen, H.; Li, G.; Mai, K. Effect of interfacial interaction on the crystallization and mechanical properties of PP/Nano-CaCO3 composites modified by compatibilizers. J. Appl. Polym. Sci. 2009, 113, 1584–1592. [Google Scholar] [CrossRef]
- Zhao, H.; Li, R.K.Y. Crystallization, mechanical, and fracture behaviours of spherical alumina-filled polypropylene nanocomposites. J. Polym. Sci. Part B: Polym. Phys. 2005, 43, 3652–3664. [Google Scholar] [CrossRef]
- Wu, D.F.; Wang, H.L.; Zhou, Y.B.; Ren, Q. Preparation of polypropylene/montmorillonite nanocomposites by the method of in-situ graft-intercalation with dual monomers – I. Preparation, characterization and mechanical properties. Acta Polymerica Sinica 2003, 4, 559–564. [Google Scholar]
- Yuan, Q.; Misra, R.D.K. Impact fracture behaviour of clay-reinforced polypropylene nanocomposites. Polymer 2006, 47, 4421–4433. [Google Scholar] [CrossRef]
- Zhou, T.H.; Ruan, W.H.; Mai, Y.L.; Rong, M.Z.; Zhang, M.Q. Performance of nano-silica/polypropylene composites through in-situ cross-linking approach. Compos. Sci. Technol. 2008, 68, 2858–2863. [Google Scholar] [CrossRef]
- Zhang, J.L.; Bai, S.L.; Liu, D.L.; Zhang, Q.X.; Yu, Z.Z. Caustic study on stress singularities in polypropylene/CaCO3 nanocomposites with nonionic modifier. Compo. Sci. Technol. 2007, 67, 238–243. [Google Scholar] [CrossRef]
- Liu, Y.; Chen, H.; Chan, C.-M.; Wu, J. High impact toughness polypropylene/CaCO3 nanocomposites and toughening mechanisms. Macromolecules 2009, 41, 9204–9213. [Google Scholar]
- Bureau, M.N.; Perrin-Sarazin, F.; Ton-That, M.-T. Polyolefin nanocomposites: Essential Work of Fracture analysis. Polym. Eng. Sci. 2004, 44, 1142–1151. [Google Scholar] [CrossRef]
- Bureau, M.N.; Ton-That, M.-T.; Perrin-Sarazin, F. Essential work of fracture and failure mechanisms of polypropylene-clay composites. Eng. Fracture Mech. 2006, 73, 2360–2374. [Google Scholar] [CrossRef]
- Saminathan, K.; Selvakumar, P.; Bhatnagar, N. Fracture studies of polypropylene/nanoclay composite. Part I: Effect of loading rates on essential work of fracture. Polymer 2008, 27, 296–307. [Google Scholar]
© 2009 by the authors; licensee Molecular Diversity Preservation International, Basel, Switzerland. This article is an open-access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Arencón, D.; Velasco, J.I. Fracture Toughness of Polypropylene-Based Particulate Composites. Materials 2009, 2, 2046-2094. https://doi.org/10.3390/ma2042046
Arencón D, Velasco JI. Fracture Toughness of Polypropylene-Based Particulate Composites. Materials. 2009; 2(4):2046-2094. https://doi.org/10.3390/ma2042046
Chicago/Turabian StyleArencón, David, and José Ignacio Velasco. 2009. "Fracture Toughness of Polypropylene-Based Particulate Composites" Materials 2, no. 4: 2046-2094. https://doi.org/10.3390/ma2042046
APA StyleArencón, D., & Velasco, J. I. (2009). Fracture Toughness of Polypropylene-Based Particulate Composites. Materials, 2(4), 2046-2094. https://doi.org/10.3390/ma2042046