
Recast Layer-Induced Fatigue Degradation in High-Speed EDM Microholes: Experimental Characterization



Abstract
1. Introduction
2. Experimental Procedure
2.1. Workpiece Design
2.2. Workpiece Manufacturing
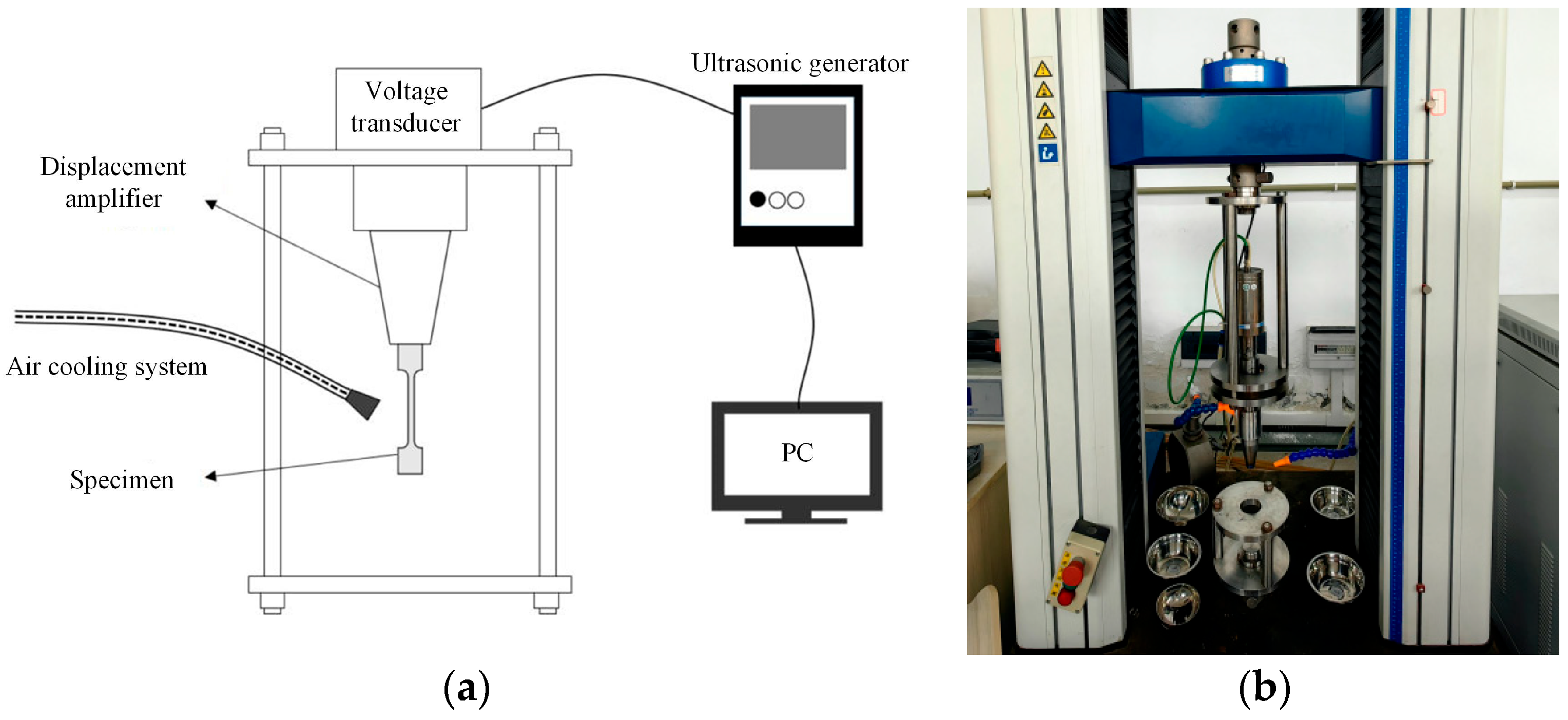
2.3. Experimental Procedure
2.4. Sample Observation Process
3. Results and Discussion
3.1. Microstructure and Mechanical Properties of the Recast Layer
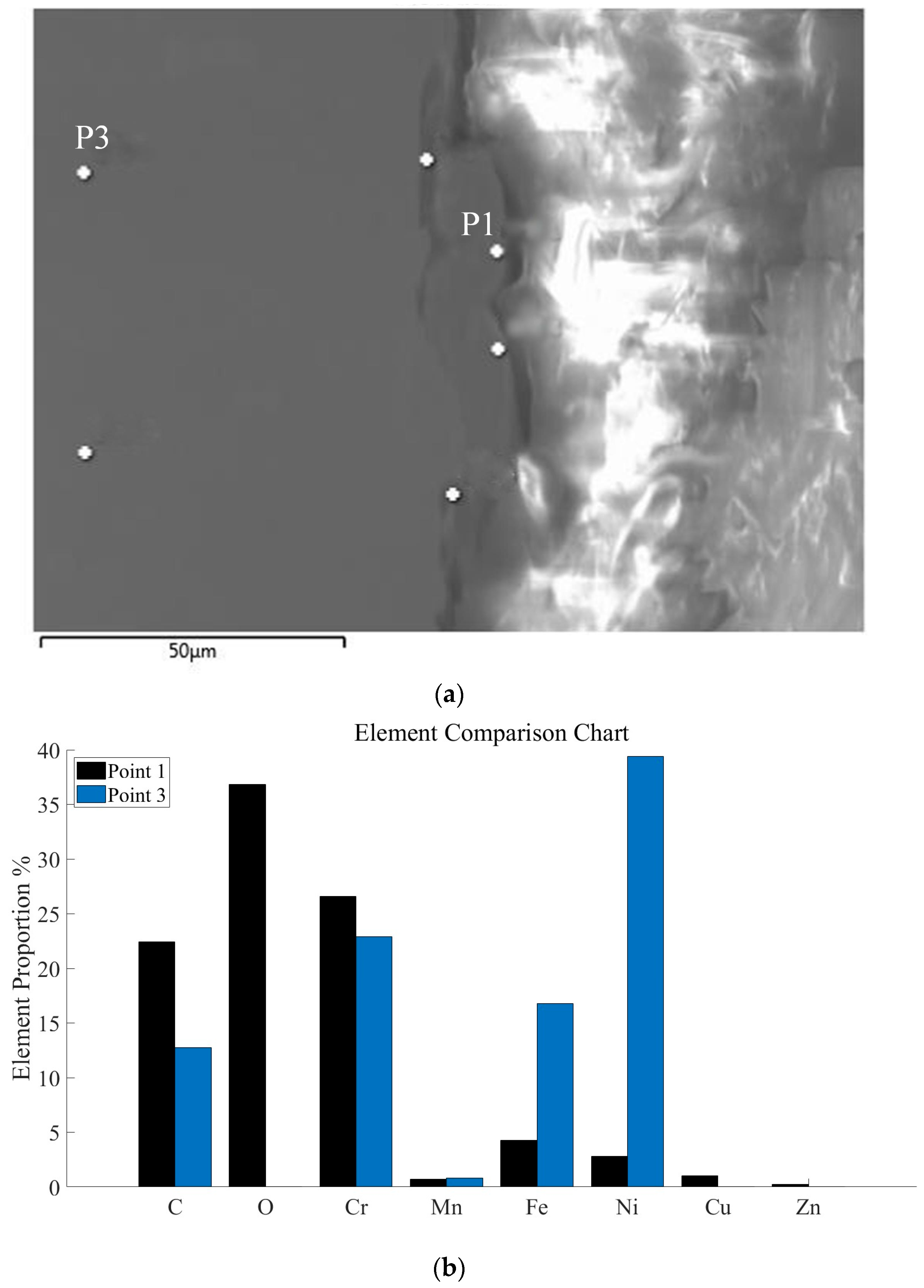
3.1.1. Microstructural and Compositional Analysis of the Recast Layer
3.1.2. Mechanical Properties of the Recast Layer
3.2. Fatigue Fracture Analysis
3.2.1. Initial Microcracks in the Recast Layer
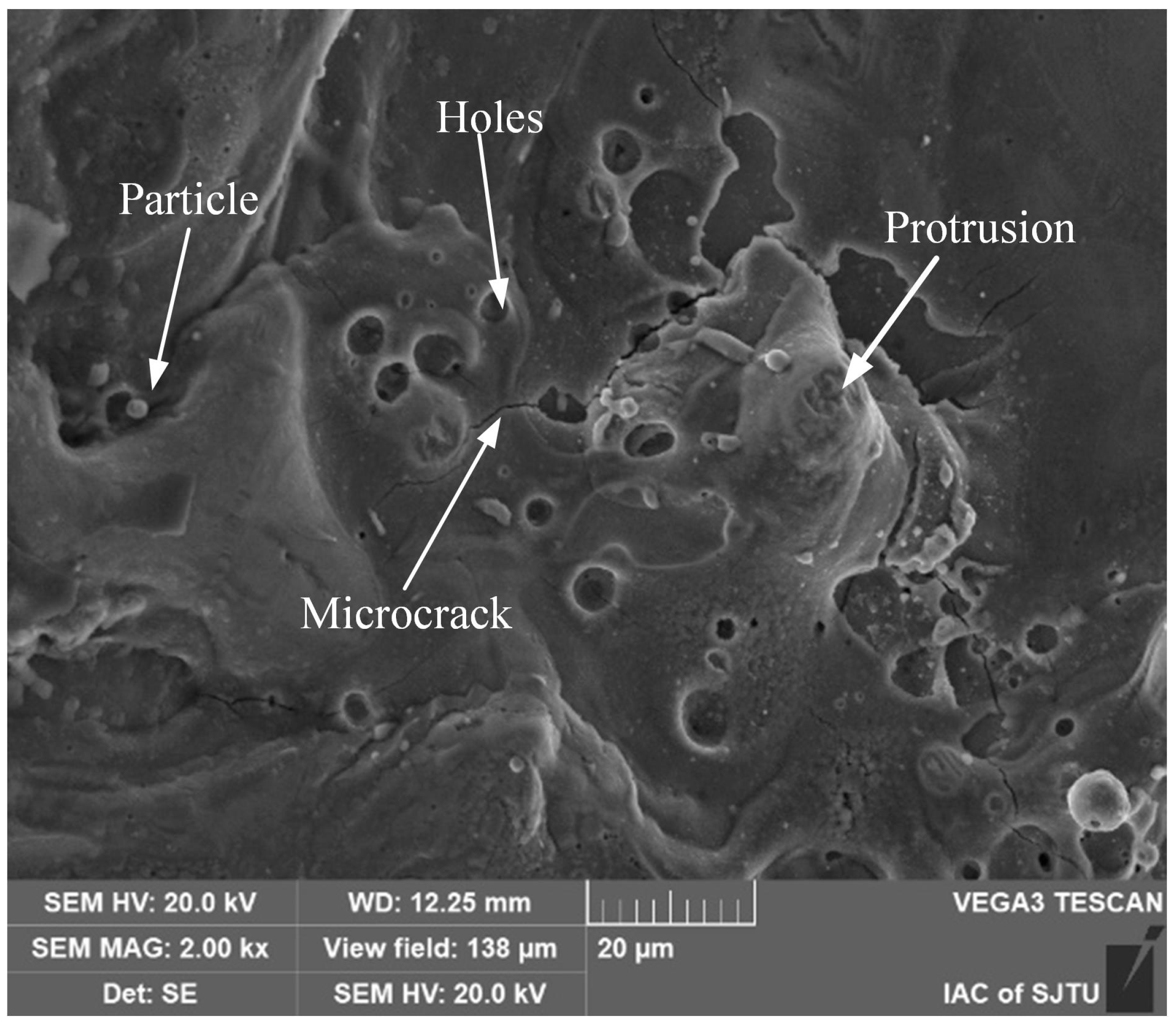
3.2.2. Pore Defects in the Recast Layer
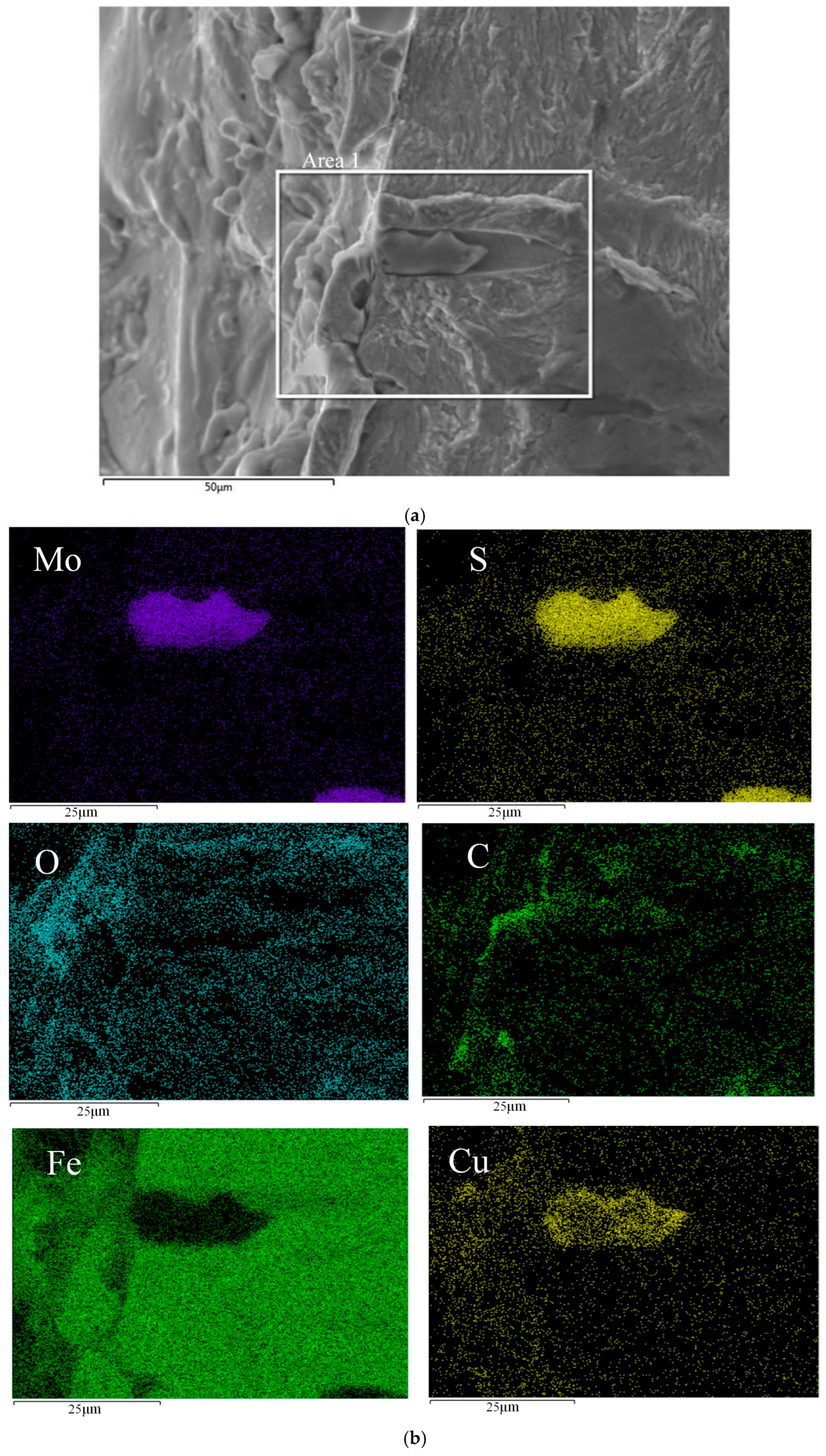
3.2.3. Inclusions in the Recast Layer
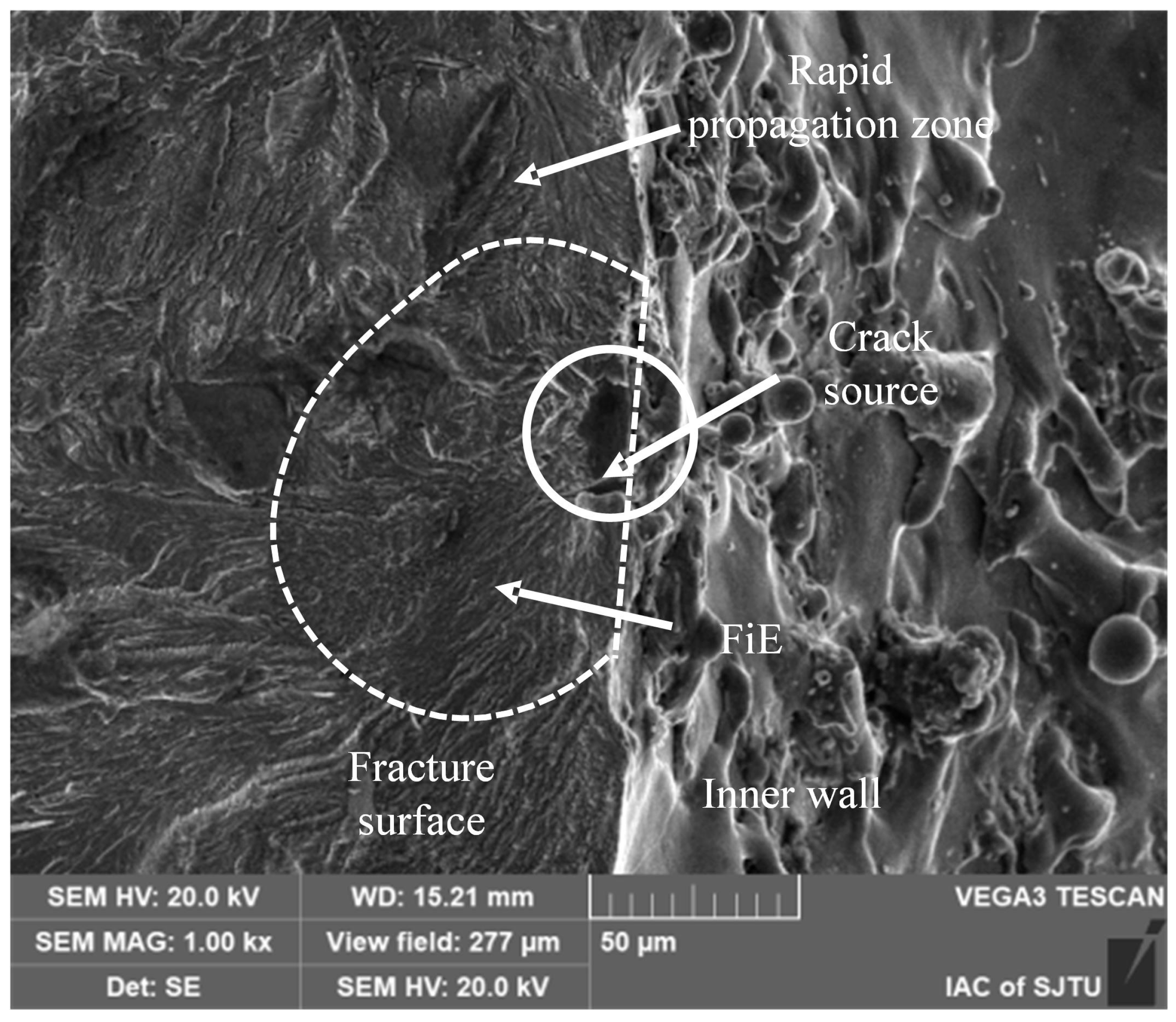
3.2.4. Crack Initiation at the Recast Layer-Base Material Interface
3.2.5. Crack Formation in Recast Layers Without Apparent Defects
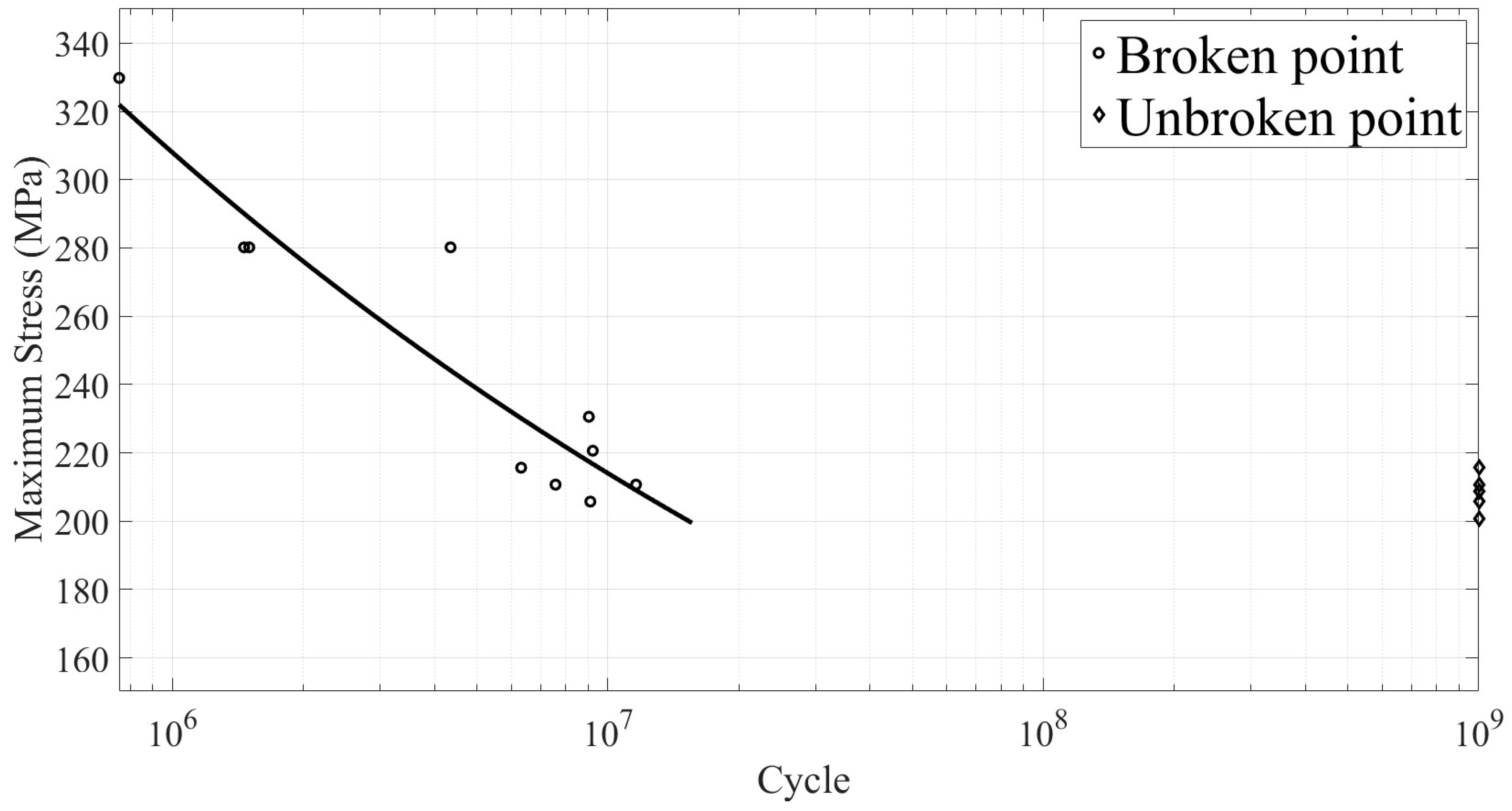
3.3. Very-High-Cycle Fatigue Life
3.4. Fatigue Failure Mechanism of High-Speed EDM Recast Layer Micro-Holes
4. Conclusions
- (1)
- Recast Layer and Base Material Differences: The recast layer produced by high-speed EDM differs significantly from the base material in terms of elemental composition, elastic modulus, and hardness. Specifically, the recast layer exhibits higher hardness (4.77 GPa) compared to the base material (3.96 GPa), reflecting a 20.4% increase. However, the elastic modulus of the recast layer (177 GPa) is lower than that of the base material (212 GPa), representing a decrease of approximately 16.5%.
- (2)
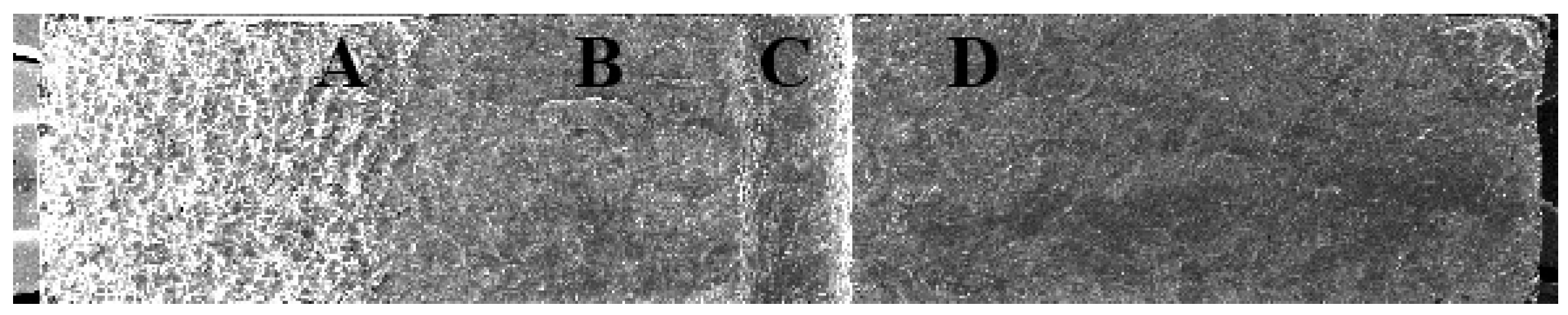
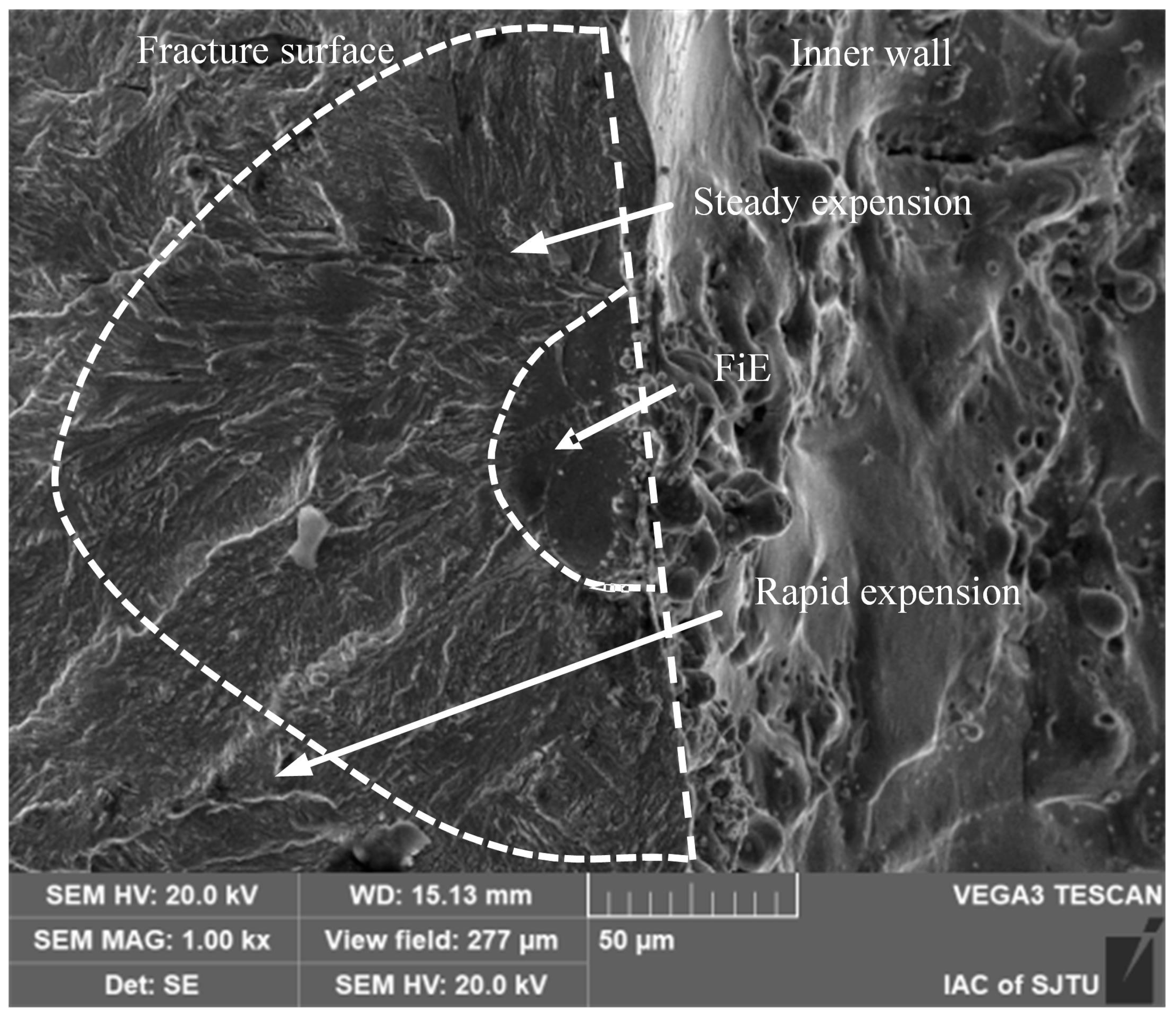
- Fracture Morphology: The fracture observations reveal that all small-hole specimens exhibited multi-source fracture characteristics during ultrasonic fatigue testing. Fatigue cracks were found to initiate at various axial positions along the air-film cooling holes.
- (3)
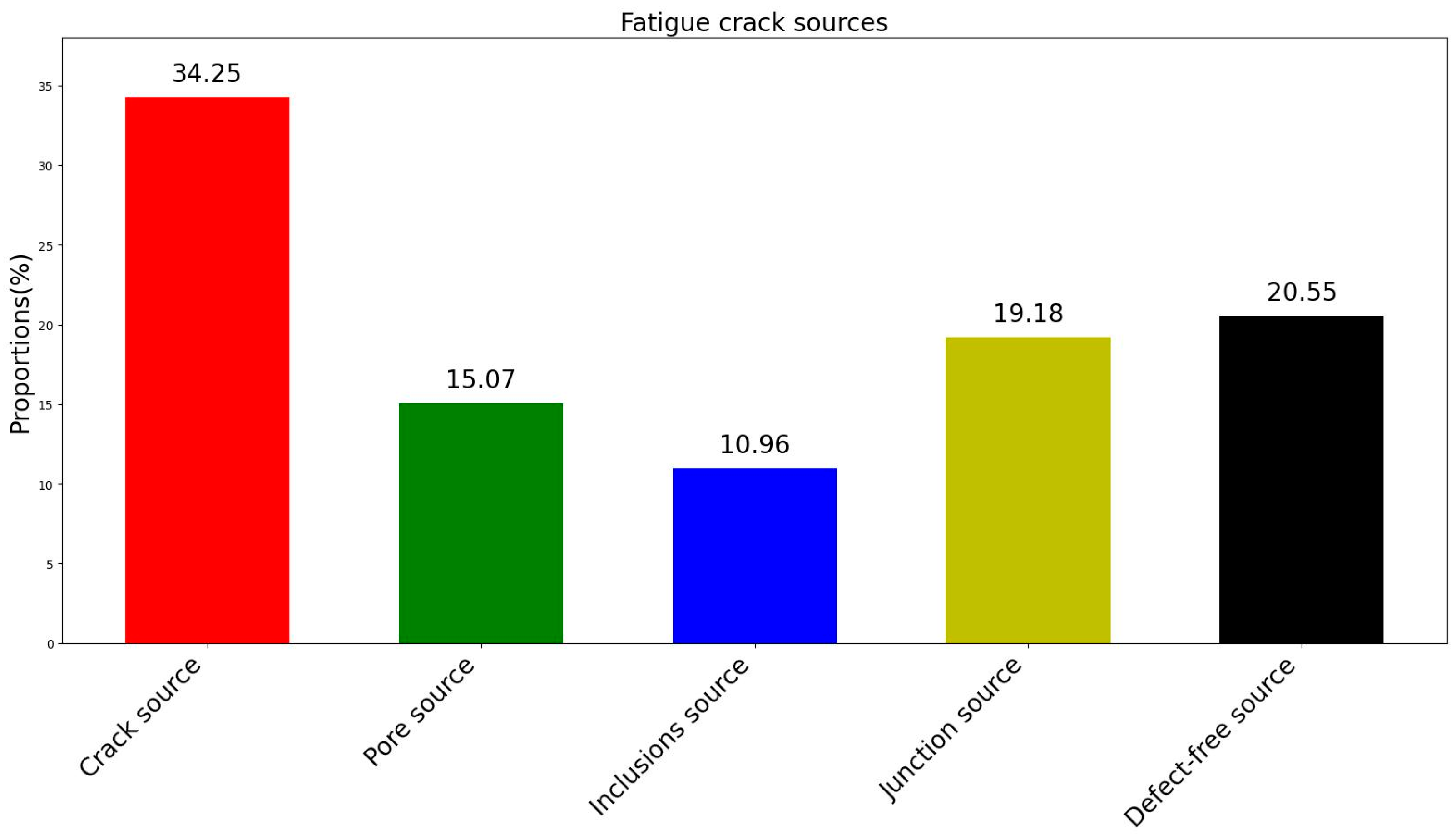
- Fatigue Crack Initiation in Recast Layer Specimens: In specimens with a recast layer, fatigue crack initiation predominantly occurred in five regions. The first category involves areas with initial defects, where crack initiation sites included initial microcracks within the recast layer (34.25%), pores within the recast layer (15.07%), and inclusions within the recast layer (10.96%). The second category involves regions without clear initial defects, where cracks primarily initiated at the interface between the recast layer and the base material (19.18%) or in areas without obvious structural defects (20.54%). These initiation regions competed with one another, ultimately determining the site of initial fatigue crack formation.
- (4)
- Fatigue Crack Initiation Without Obvious Initial Defects: Even in the absence of noticeable initial defects, crack initiation was significantly influenced by the characteristics of the recast layer. The differences in composition and microstructure between the recast layer and base material result in significant variations in elastic modulus and hardness. This makes the interface between the two materials prone to high residual stresses, behaving similarly to a joint between dissimilar materials. Furthermore, the resonance frequency mismatch between materials with differing elastic moduli may exacerbate crack initiation at the interface. Additionally, the recast layer’s increased surface roughness promotes the initiation of fatigue cracks.
- (5)
- The recast layer (RL) generated during EDM significantly impacts the fatigue performance of materials. Randomly distributed defects within the RL are the primary cause of variations in fatigue life. When defects in the RL are present in high-stress regions, specimens are prone to early fatigue failure, often occurring before 5 × 107 cycles. Conversely, when high-stress regions are free of noticeable defects, specimens can endure higher cycle counts, potentially reaching up to 109 cycles without failure, suggesting the existence of a fatigue limit. Therefore, the quality of the recast layer and its distribution in high-stress areas are critical factors determining fatigue life.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wang, Y.Q.; Yuan, C.; Zhang, B.; Gao, X.Y.; Qiao, S.C.; Wen, X.; Chen, Y.P.; Wang, F.Z. Microstructure evolutions and deformation mechanisms of a Ni-based GH3536 Superalloy during loading at 293 K and 77 K. Mater. Charact. 2023, 206, 113422. [Google Scholar] [CrossRef]
- Wang, B.; Wang, F.; Zhang, X.; Wang, J.; Xue, T. Numerical analysis of cooling efficiency for turboshaft engines with converging-diverging film cooling holes. Int. J. Therm. Sci. 2023, 185, 108044. [Google Scholar] [CrossRef]
- Zhang, X.; Liu, Y.; Wu, X.; Niu, Z. Intelligent pulse analysis of high-speed electrical discharge machining using different RNNs. J. Intell. Manuf. 2020, 31, 937–951. [Google Scholar] [CrossRef]
- Hsu, W.H.; Chien, W.T. Effect of electrical discharge machining on stress concentration in titanium alloy holes. Materials 2016, 9, 957–967. [Google Scholar] [CrossRef]
- Tai, T.Y.; Lu, S.J. Improving the fatigue life of electro-discharge-machined SDK11 tool steel via the suppression of surface cracks. Int. J. Fatigue 2009, 31, 433–438. [Google Scholar] [CrossRef]
- Zhang, Z.; Zhang, M. Effect of different drilling techniques on high-cycle fatigue behavior of nickel-based single-crystal superalloy with film cooling hole. High Temp. Mater. Process. 2021, 40, 121–130. [Google Scholar] [CrossRef]
- Macoretta, G.; Monelli, B.D.; Arcioni, M.; Grilli, M. Effects of deep hole drilling processes on the fatigue strength of GTD-111 DS. Int. J. Fatigue 2024, 188, 108525. [Google Scholar] [CrossRef]
- Caivano, R.; Tridello, A.; Chiandussi, G.; Grilli, M. Very high cycle fatigue (VHCF) response of additively manufactured materials: A review. Fatigue Fract. Eng. Mater. Struct. 2021, 44, 2919–2943. [Google Scholar] [CrossRef]
- Zhang, D.; Hong, J.; Ma, Y.; Chen, L. A probability mechod for prediction on high cycle fatigue of blades caused by aerodynamic loads. Adv. Eng. Softw. 2011, 42, 1059–1073. [Google Scholar] [CrossRef]
- Lukas, P.; Kunz, L.; Svoboda, M. High cycle fatigue of superalloy single crystals at high mean stress. Mater. Sci. Eng. A 2004, 387, 505–510. [Google Scholar] [CrossRef]
- Cervellon, A.; Cormier, J.; Mauget, F.; Hervier, Z. VHCF life evolution after microstructure degradation of a Ni-based single crystal superalloy. Int. J. Fatigue 2017, 104, 251–262. [Google Scholar] [CrossRef]
- Peng, W.; Zhang, Y.; Qiu, B.; Xue, H. A brief review of the application and problems in ultrasonic fatigue testing. Aasri Procedia 2012, 2, 127–133. [Google Scholar] [CrossRef]
- Guennec, B.; Ueno, A.; Sakai, T.; Takanashi, M.; Itabashi, Y.; Ota, M. Dislocation-based interpretation on the effect of the loading frequency on the fatigue properties of JIS S15C low carbon steel. Int. J. Fatigue 2015, 70, 328–341. [Google Scholar] [CrossRef]
- Tsutsumi, N.; Murakami, Y.; Doquet, V. Effect of test frequency on fatigue strength of low carbon steel. Fatigue Fract. Eng. Mater. Struct. 2009, 32, 473–483. [Google Scholar] [CrossRef]
- Nonaka, I.; Setowaki, S.; Ichikawa, Y. Effect of load frequency on high cycle fatigue strength of bullet train axle steel. Int. J. Fatigue 2014, 60, 43–47. [Google Scholar] [CrossRef]
- Zhang, Y.Y.; Duan, Z.; Shi, H.J. Comparison of the very high cycle fatigue behaviors of INCONEL 718 with different loading frequencies. Sci. China Phys. Mech. Astron. 2013, 56, 617–623. [Google Scholar] [CrossRef]
- Morrissey, R.J.; Golden, P.J. Fatigue strength of a single crystal in the gigacycle regime. Int. J. Fatigue 2007, 29, 2079–2084. [Google Scholar] [CrossRef]
- Muhammad, M.; Frye, P.; Simsiriwong, J.; Shao, S.; Shamsaei, N. An investigation into the effects of cyclic strain rate on the high cycle and very high cycle fatigue behaviors of wrought and additively manufactured Inconel 718. Int. J. Fatigue 2021, 144, 106038. [Google Scholar] [CrossRef]
- Hong, Y.; Hu, Y.; Zhao, A. Effects of loading frequency on fatigue behavior of metallic materials—A literature review. Fatigue Fract. Eng. Mater. Struct. 2023, 46, 3077–3098. [Google Scholar] [CrossRef]
- Yang, K.; He, C.; Huang, Q.; Huang, Z.Y.; Wang, C.; Wang, Q.; Liu, Y.; Zhong, B. Very high cycle fatigue behaviors of a turbine engine blade alloy at various stress ratios. Int. J. Fatigue 2017, 99, 35–43. [Google Scholar] [CrossRef]
- Costa, P.; Vieira, M.; Reis, L.; Ribeiro, A.; de Freitas, M. New specimen and horn design for combined tension and torsion ultrasonic fatigue testing in the very high cycle fatigue regime. Int. J. Fatigue 2017, 103, 248–257. [Google Scholar] [CrossRef]
- Harcuba, P.; Bačáková, L.; Stráský, J.; Bačáková, M.; Novotná, K.; Janeček, M. Surface treatment by electric discharge machining of Ti–6Al–4V alloy for potential application in orthopaedics. J. Mech. Behav. Biomed. Mater. 2012, 7, 96–105. [Google Scholar] [CrossRef] [PubMed]
- Marshall, G.W., Jr.; Balooch, M.; Gallagher, R.R.; Gansky, S.A.; Marshall, S.J. Mechanical properties of the dentinoenamel junction: AFM studies of nanohardness, elastic modulus, and fracture. J. Biomed. Mater. Res. Off. J. Soc. Biomater. Jpn. Soc. Biomater. 2001, 54, 87–95. [Google Scholar] [CrossRef]
- Newton, T.R.; Melkote, S.N.; Watkins, T.R.; Trejo, R.M.; Reister, L. Investigation of the effect of process parameters on the formation and characteristics of recast layer in wire-EDM of Inconel 718. Mater. Sci. Eng. A 2009, 513, 208–215. [Google Scholar] [CrossRef]
- Roy, T.; Datta, D.; Balasubramaniam, R. Reverse micro EDMed 3D hemispherical protruded micro feature: Microstructural and mechanical characterization. Mater. Res. Express 2018, 6, 036513. [Google Scholar] [CrossRef]
- Mahdieh, M.S. Recast layer and heat-affected zone structure of ultra-fined grained low-carbon steel machined by electrical discharge machining. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2020, 234, 933–944. [Google Scholar] [CrossRef]
- Pei, H.; Wang, J.; Li, Z.; Yao, X.; Wen, Z.; Yue, Z. Oxidation behavior of recast layer of air-film hole machined by EDM technology of Ni-based single crystal blade and its effect on creep strength. Surf. Coat. Technol. 2021, 419, 127285. [Google Scholar] [CrossRef]
- Vivek, J.; Maridurai, T.; Lewise, K.A.S.; Pandiyarajan, R.; Chandrasekaran, K. Recast layer thickness and residual stress analysis for EDD AA8011/h-BN/B4C composites using cryogenically treated SiC and CFRP powder-added kerosene. Arab. J. Sci. Eng. 2022, 47, 15613–15632. [Google Scholar] [CrossRef]
- Cong, T.; Qian, G.; Zhang, G.; Wu, S.; Pan, X.; Du, L.; Liu, X. Effects of inclusion size and stress ratio on the very-high-cycle fatigue behavior of pearlitic steel. Int. J. Fatigue 2021, 142, 105958. [Google Scholar] [CrossRef]
- Schneider, S.; Vorspohl, J.; Frerichs, F.; Klink, A.; Meinke, M.; Schröder, W.; Lübben, T. Investigation on residual stress induced by multiple EDM discharges. Procedia CIRP 2021, 102, 482–487. [Google Scholar] [CrossRef]
- Li, Z.; Gao, H.; Wang, Z.; Zhao, Y.; Wen, Z.; Yue, Z. Experimental investigation on low cycle fatigue properties of Ni-based alloy with single hole. Int. J. Mater. Res. 2020, 111, 519–525. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Cr | Ni | Co | W | Mo | Fe |
|---|---|---|---|---|---|---|---|
| Content/wt.% | 0.05–0.15 | 20.50–23.00 | other | 0.50–2.50 | 0.20–1.00 | 8.00–10.00 | 17.00–20.00 |
| Elastic Modulus E (Gpa) | Density ρ(kg/m3) | Poisson’s Ratio μ | Tensile Strength σb (MPa) | Yield Strength σs (MPa) |
|---|---|---|---|---|
| 206 | 8.28 × 103 | 0.3 | 690 | 275 |
| Type | D (mm) | Ton (μs) | Toff (μs) | IA (A) | C (μF) | r (min) |
|---|---|---|---|---|---|---|
| RL | 0.57 | 50 | 10 | 3 | 0.172 | 200 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Y.; Zheng, Q.; Wu, Z.; Liao, H.; Lu, Y.; Lu, J. Recast Layer-Induced Fatigue Degradation in High-Speed EDM Microholes: Experimental Characterization. Materials 2025, 18, 1985. https://doi.org/10.3390/ma18091985
Zhang Y, Zheng Q, Wu Z, Liao H, Lu Y, Lu J. Recast Layer-Induced Fatigue Degradation in High-Speed EDM Microholes: Experimental Characterization. Materials. 2025; 18(9):1985. https://doi.org/10.3390/ma18091985
Chicago/Turabian StyleZhang, Yaou, Qian Zheng, Zeyu Wu, Hualin Liao, Yifan Lu, and Juncheng Lu. 2025. "Recast Layer-Induced Fatigue Degradation in High-Speed EDM Microholes: Experimental Characterization" Materials 18, no. 9: 1985. https://doi.org/10.3390/ma18091985
APA StyleZhang, Y., Zheng, Q., Wu, Z., Liao, H., Lu, Y., & Lu, J. (2025). Recast Layer-Induced Fatigue Degradation in High-Speed EDM Microholes: Experimental Characterization. Materials, 18(9), 1985. https://doi.org/10.3390/ma18091985