
A Review of the Evolution of Residual Stresses in Additive Manufacturing During Selective Laser Melting Technology

Abstract
1. Background
2. RS Investigation Methods
2.1. Typical Experimental Method
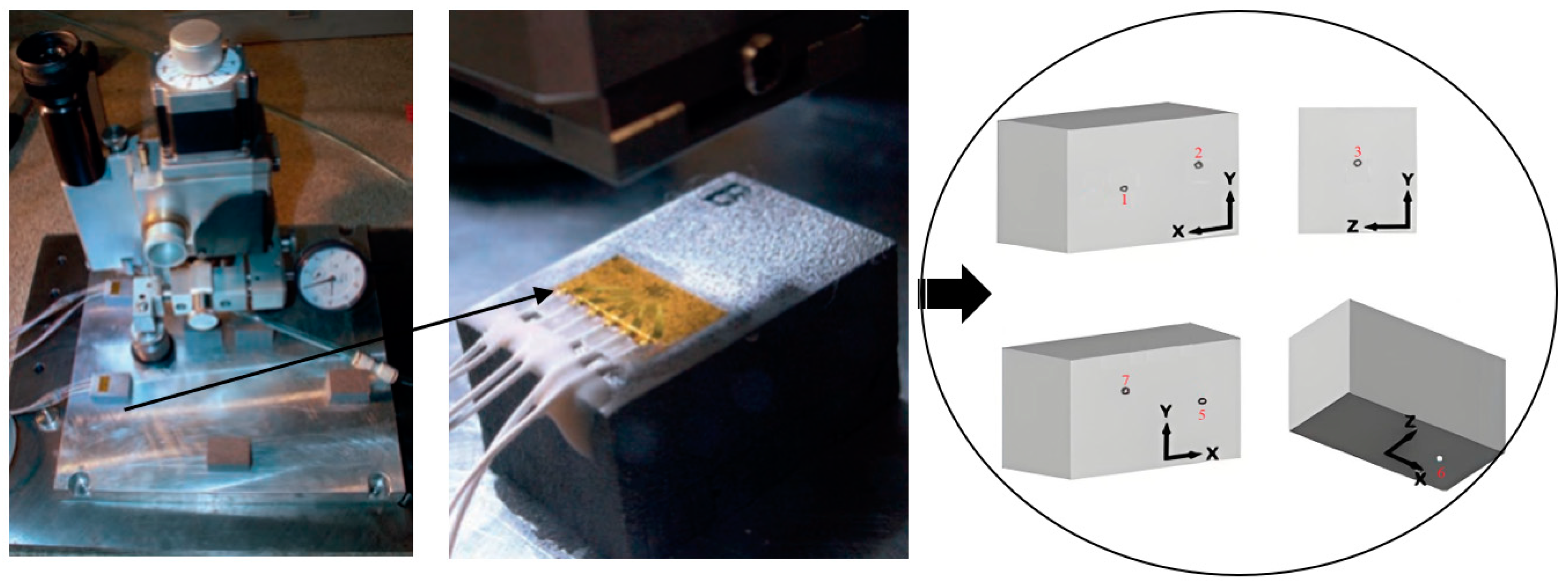
- Hole-drilling method
- 2.
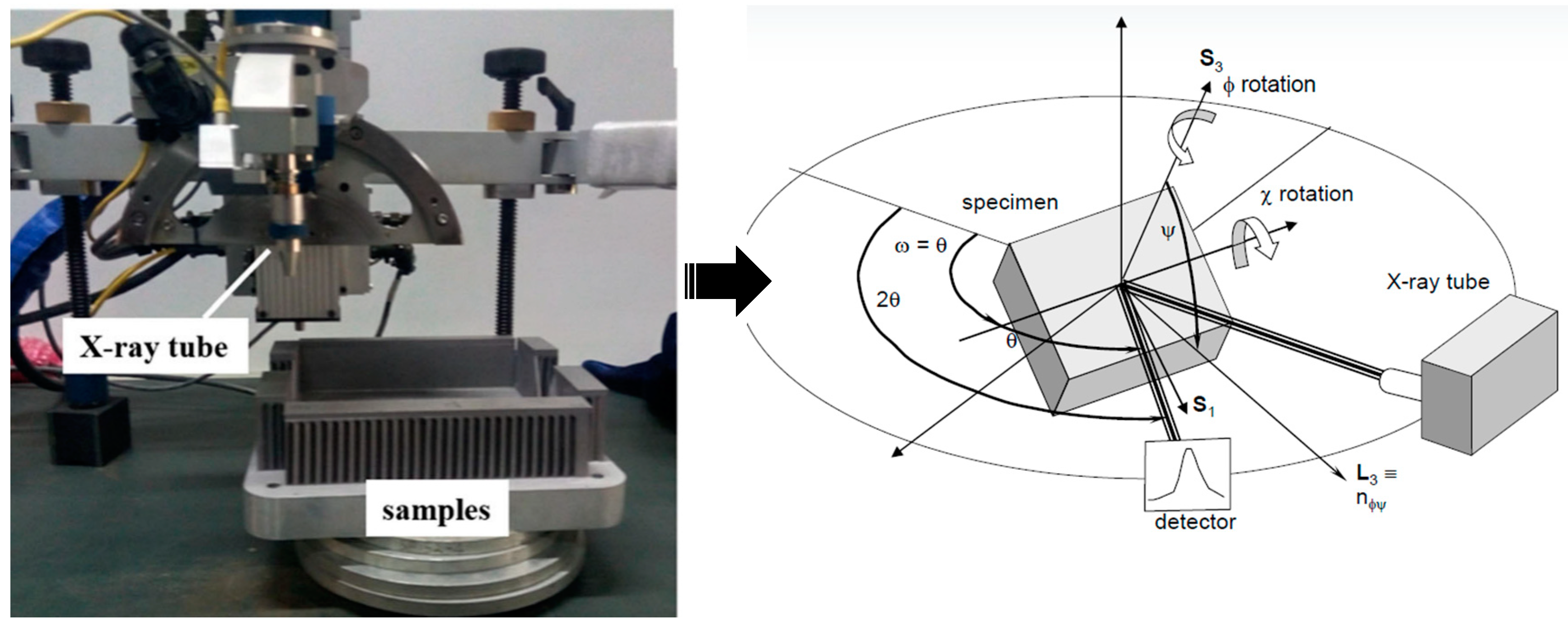
- X-ray diffraction measured
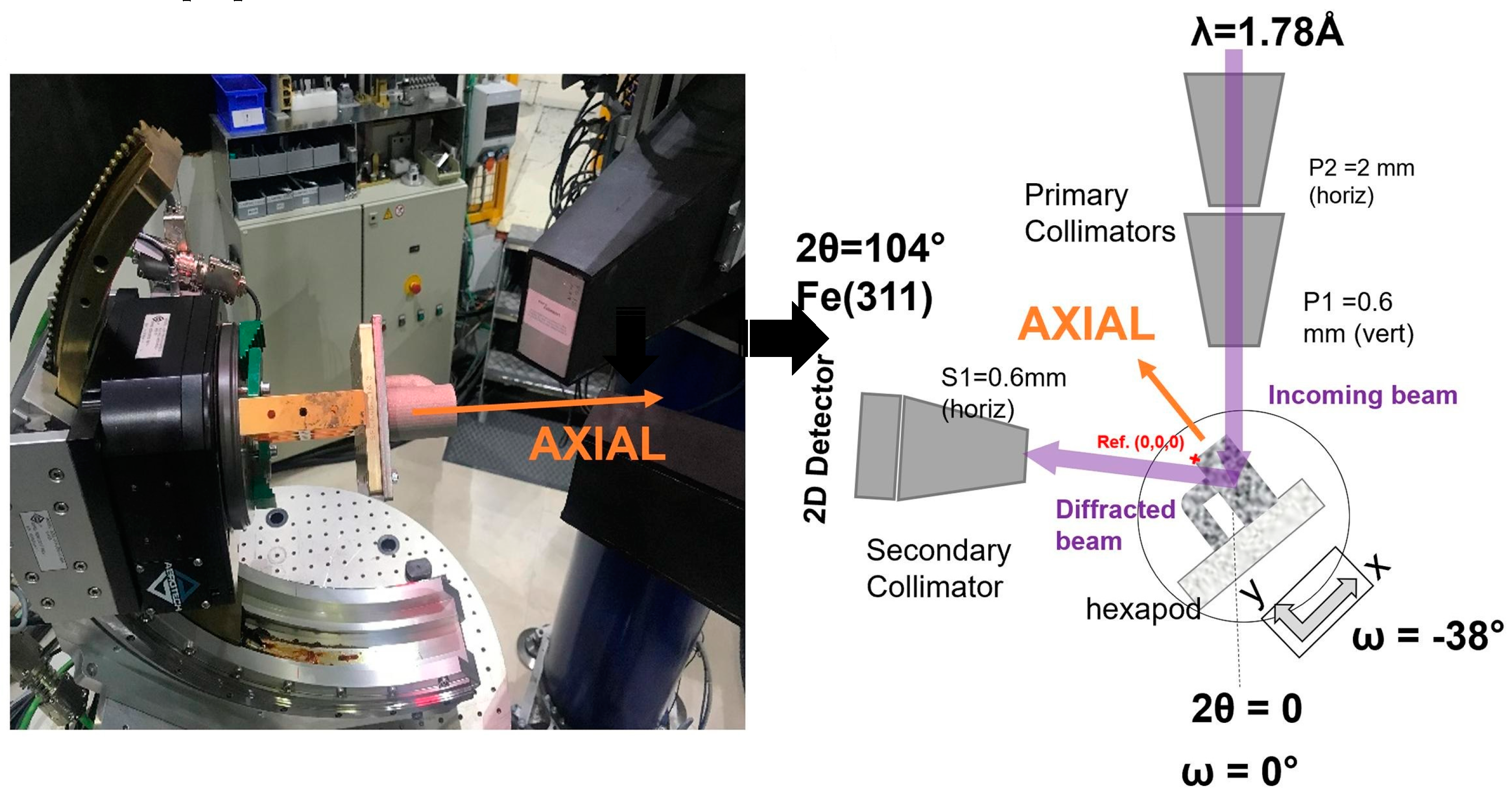
- 3.
- Neutron diffraction measurement
2.2. Typical Simulation Methods
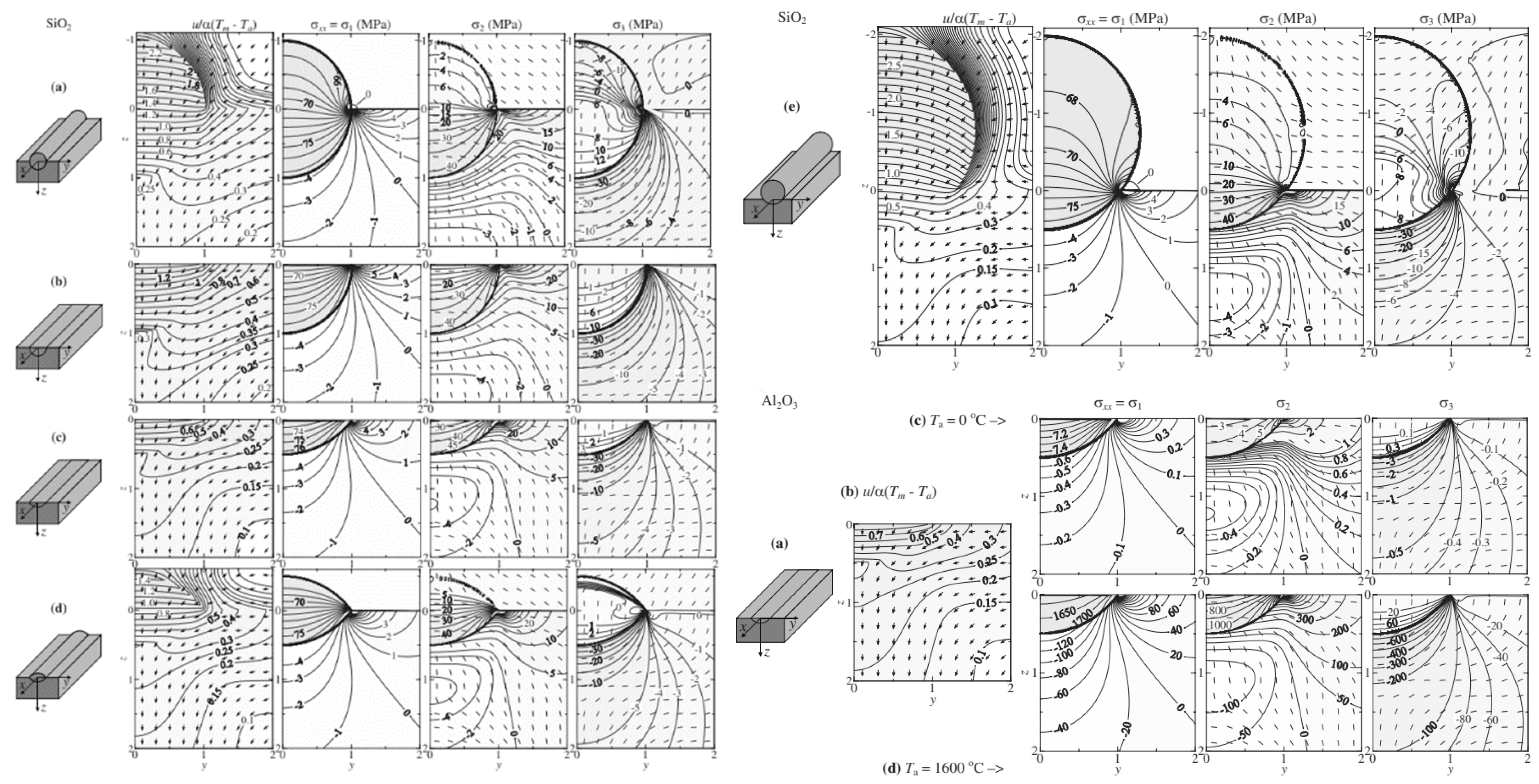
- Plane stress calculation
- 2.
- Three-dimensional stress simulation
- 3.
- Comparison of simulation and experiment
3. Main Research Results
3.1. The Formation of RS [58]
3.2. The Evolution Mechanism of RS
3.3. The Regularities Distribution of RS
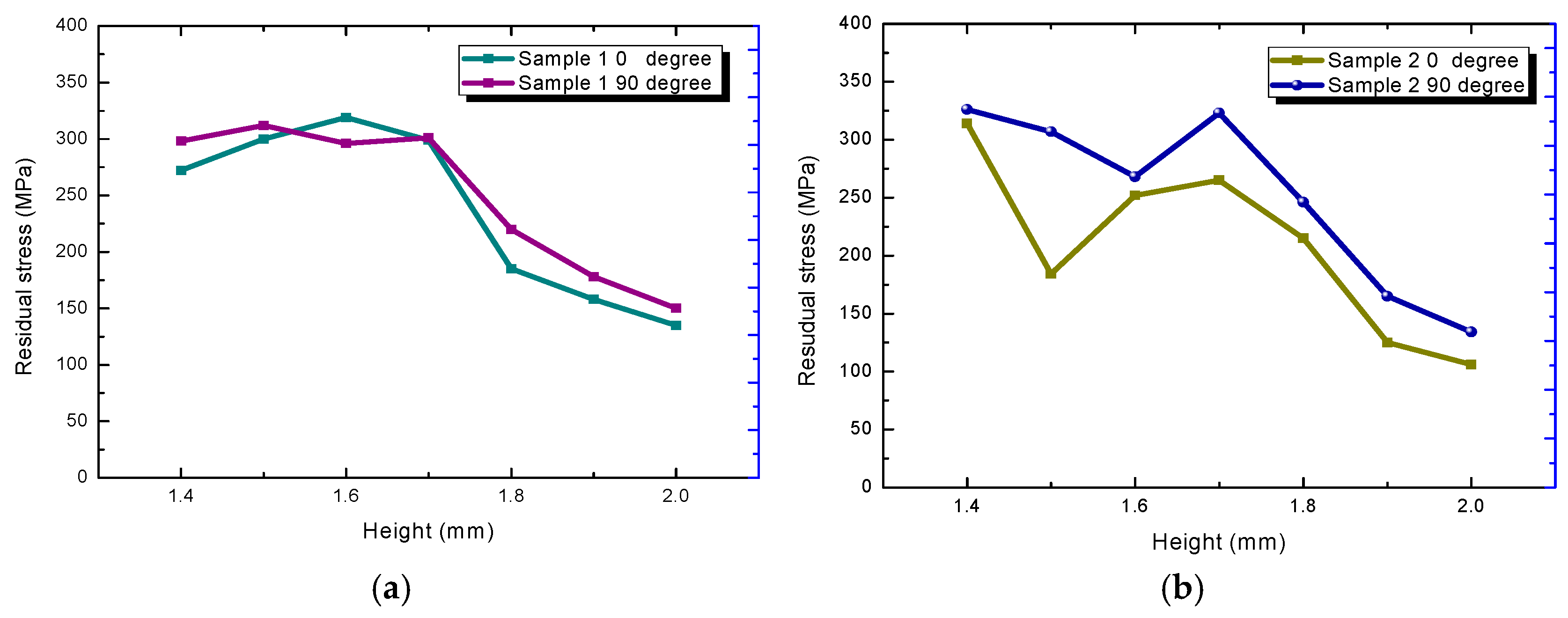
- Residual stress along depth
- 2.
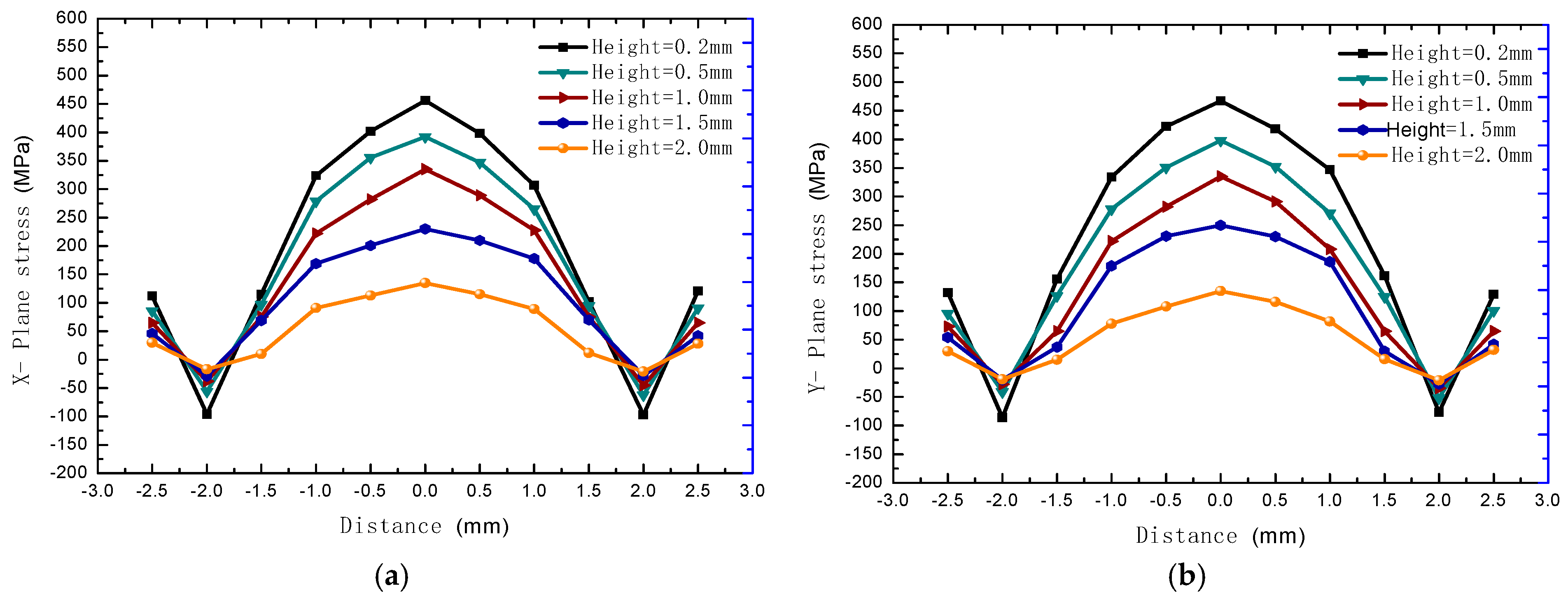
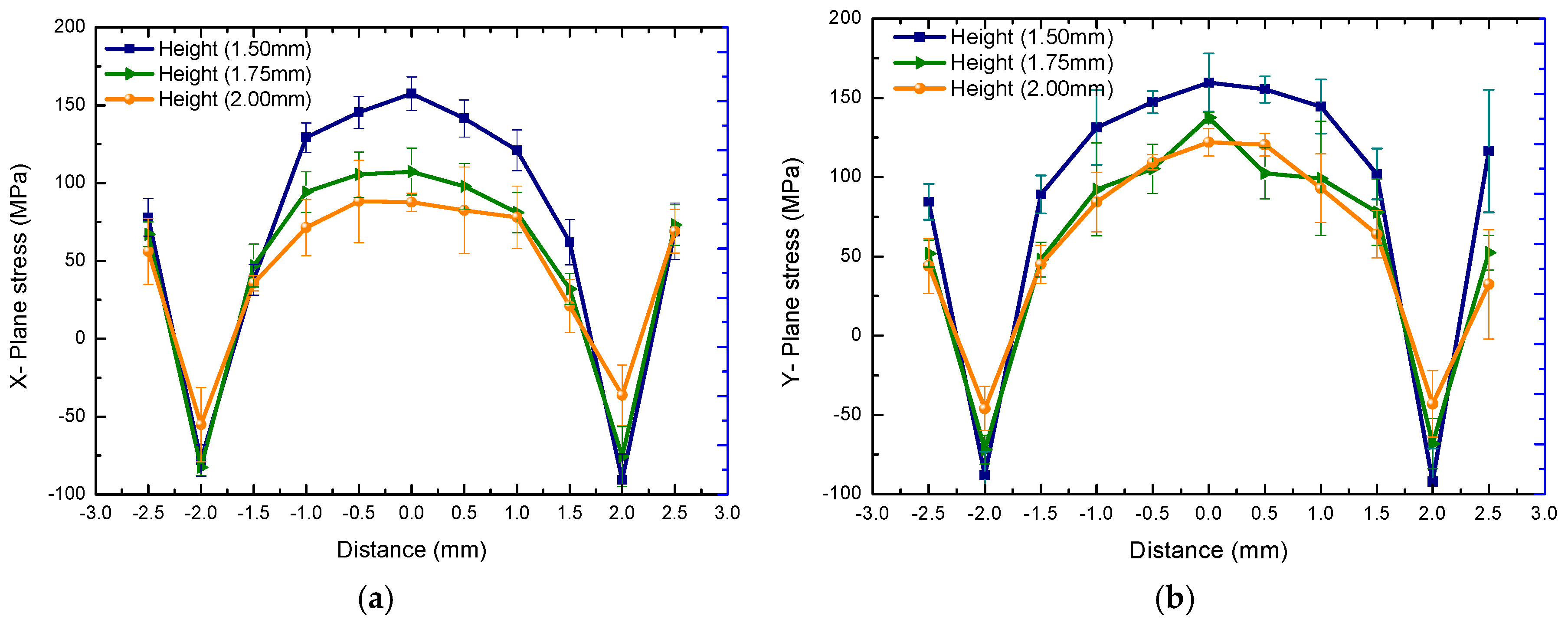
- Residual stress along plane direction
4. Discussion
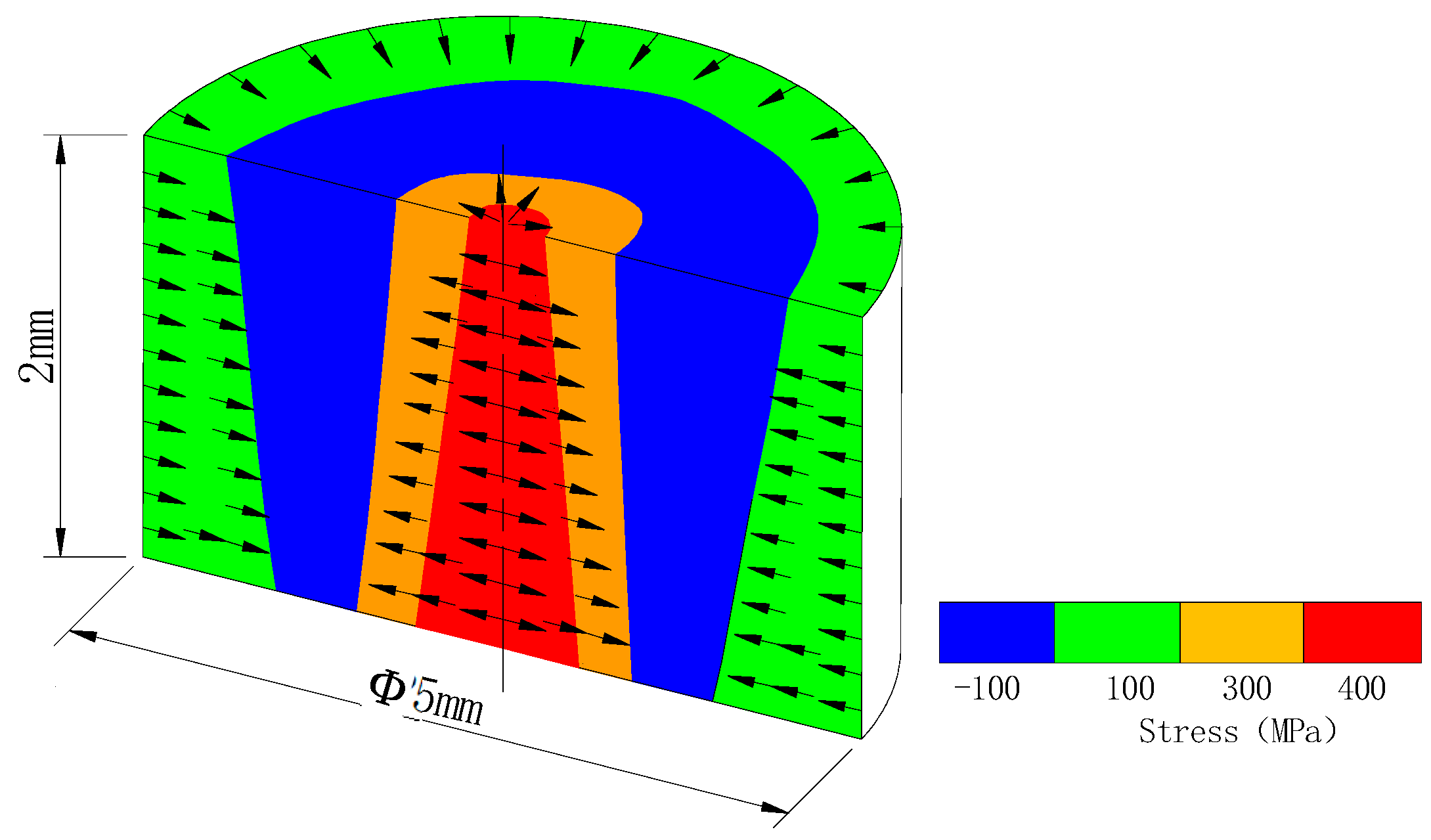
4.1. Three-Dimensional Residual Stress Distribution
4.2. Residual Stress Adjustment Method
- Process parameter regulation
- 2.
- Pre-treatment regulation
- 3.
- Post-processing regulation
- 4.
- Other adjustment methods
5. Conclusions
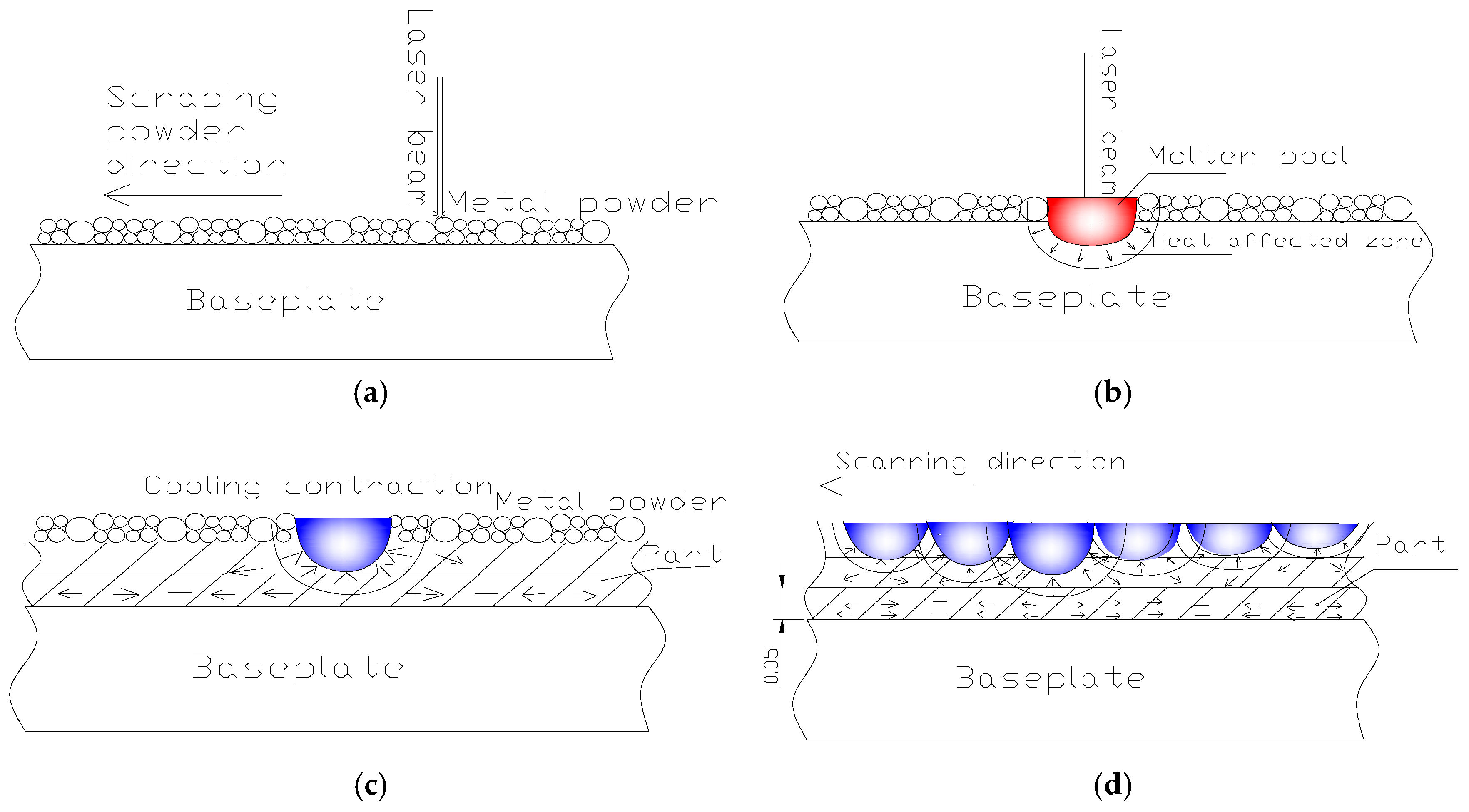
- Residual stress formation: Due to the high laser energy input, the temperature gradient is high, which makes the hot-melt metal molecules displace and forms the thermal stress. With the conduction and radiation of the temperature field to the surroundings, the metal expands the crystallization and forms the orientation angle of the grain, which is retained as internal forces, and the thermal stress evolves into the residual stress.
- Residual stress detection: SLM residual stress measurement uses the experimental testing method and finite element prediction method. The stress values exhibit variations depending on material properties, processing parameters, and even the structure type. However, a consistent overall stress distribution trend is observed across all conditions.
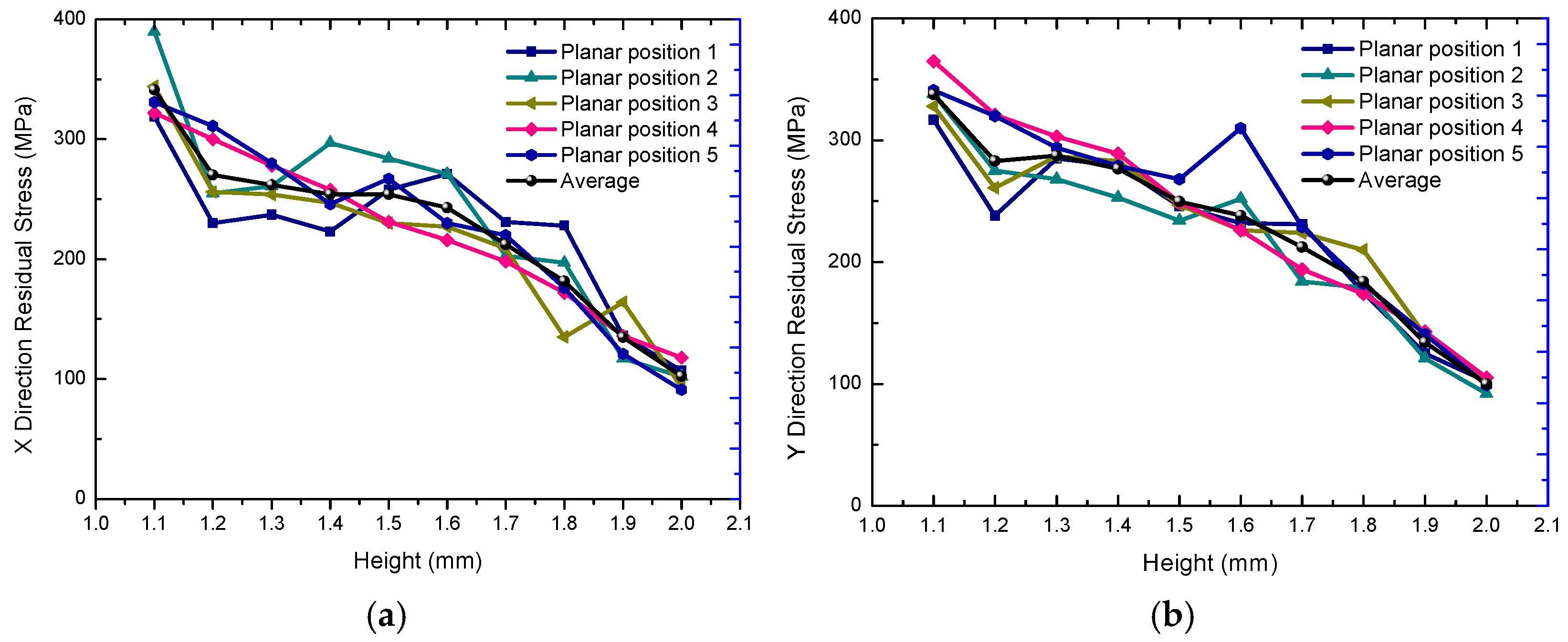
- Residual stress distribution: The residual stress increases gradually from the surface layer to the bottom layer near the substrate in the vertical direction of the forming part. Meanwhile, the residual stress is distributed in the plane of the forming parts; at the center and edge, tensile stress is found; the compression plane in the middle is in a balanced state; the X and Y directions show basically the same distribution trend, and the Z-direction stress is negligible.
- Residual stress adjustment: The magnitude and distribution characteristics of residual stress can be effectively optimized through either pre/post-process heat treatment or strategic adjustment of processing parameter combinations.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Bartlett, J.L.; Li, X. An overview of residual stresses in metal powder bed fusion. Addit. Manuf. 2019, 27, 131–149. [Google Scholar] [CrossRef]
- Li, C.; Liu, Z.Y.; Fang, X.Y.; Guo, Y.B. Residual Stress in Metal Additive Manufacturing. Procedia CIRP 2018, 71, 348–353. [Google Scholar] [CrossRef]
- Withers, P.J. Residual stress and its role on failure. Rep. Prog. Phys. 2007, 70, 2211. [Google Scholar] [CrossRef]
- Bian, P.; Shao, X.; Du, J. Finite Element Analysis of Thermal Stress and Thermal Deformation in Typical Part during SLM. Appl. Sci. 2019, 9, 2231. [Google Scholar] [CrossRef]
- Szost, B.A.; Terzi, S.; Martina, F.; Boisselier, D.; Prytuliak, A.; Pirling, T.; Hofmann, M.; Jarvis, D.J. A comparative study of additive manufacturing techniques: Residual stress and microstructural analysis of CLAD and WAAM printed Ti–6Al–4V components. Mater. Des. 2016, 89, 559–567. [Google Scholar] [CrossRef]
- Bian, P.; Shi, J.; Shao, X.; Du, J.; Dai, J.; Xu, K. An Investigation on Residual Stress in 316L Stainless Steel by Selective Laser Melting. In Proceedings of the ASME 2018 13th International Manufacturing Science and Engineering Conference, College Station, TX, USA, 18–22 June 2018. [Google Scholar]
- Lan, L.; Xin, R.; Jin, X.; Gao, S.; Min, N. Effects of Laser Shock Peening on Microstructure and Properties of Ti–6Al–4V Titanium Alloy Fabricated via Selective Laser Melting. Materials 2020, 13, 3261. [Google Scholar] [CrossRef] [PubMed]
- Acevedo, R.B.O.; Kantarowska, K.; Santos, E.C.; Fredel, M.C. Residual stress measurement techniques for Ti6Al4V parts fabricated using selective laser melting: State of the art review. Rapid Prototyp. J. 2020, 29, 1549–1564. [Google Scholar] [CrossRef]
- Hussein, A.; Hao, L.; Yan, C.; Everson, R. Finite element simulation of the temperature and stress fields in single layers built without-support in selective laser melting. Mater. Des. 2013, 52, 638–647. [Google Scholar] [CrossRef]
- Parry, L.; Ashcroft, I.A.; Wildman, R.D. Understanding the effect of laser scan strategy on residual stress in selective laser melting through thermo-mechanical simulation. Addit. Manuf. 2016, 12, 1–15. [Google Scholar] [CrossRef]
- Zhang, X.; Kang, J.; Rong, Y.; Wu, P.; Feng, T. Effect of Scanning Routes on the Stress and Deformation of Overhang Structures Fabricated by SLM. Materials 2018, 12, 47. [Google Scholar] [CrossRef]
- Li, X.; Wei, X.; Zhang, L.; Lv, Q. Numerical simulation for the effect of scanning speed and in situ laser shock peening on molten pool and solidification characteristics. Int. J. Adv. Manuf. Technol. 2023, 125, 5031–5046. [Google Scholar] [CrossRef]
- Jia, Y.; Naceur, H.; Saadlaoui, Y.; Dubar, L.; Bergheau, J.M. A comprehensive comparison of modeling strategies and simulation techniques applied in powder-based metallic additive manufacturing. J. Manuf. Process. 2024, 110, 1–29. [Google Scholar] [CrossRef]
- Salmi, A.; Atzeni, E.; Iuliano, L.; Galati, M. Experimental Analysis of Residual Stresses on AlSi10Mg Parts Produced by Means of Selective Laser Melting (SLM). Procedia CIRP 2017, 62, 458–463. [Google Scholar] [CrossRef]
- Georgilas, K.; Khan, R.H.U.; Kartal, M.E. The influence of pulsed laser powder bed fusion process parameters on Inconel 718 material properties. Mater. Sci. Eng. A 2020, 769, 138527. [Google Scholar] [CrossRef]
- ASTM E837-13a; Standard Test Method for Determining Residual Stresses by the Hole-Drilling Strain-Gage Method. ASTM International: West Conshohocken, PA, USA, 2013. Available online: http://www.astm.org/ (accessed on 21 February 2025).
- Salmi, A.; Atzeni, E. History of residual stresses during the production phases of AlSi10Mg parts processed by powder bed additive manufacturing technology. Virtual Phys. Prototyp. 2017, 12, 153–160. [Google Scholar] [CrossRef]
- Casavola, C.; Carnpanelli, S.L.; Pappalettere, C. Preliminary investigation on distribution of residual stress generated by the selective laser melting process. J. Strain Anal. Eng. Des. 2009, 44, 93–104. [Google Scholar] [CrossRef]
- Statnik, E.S.; Uzun, F.; Lipovskikh, S.A.; Kan, Y.V.; Eleonsky, S.I.; Pisarev, V.S.; Somov, P.A.; Salimon, A.I.; Malakhova, Y.V.; Seferyan, A.G.; et al. Comparative Multi-Modal, Multi-Scale Residual Stress Evaluation in SLM 3D-Printed Al-Si-Mg Alloy (RS-300) Parts. Metals 2021, 11, 2064. [Google Scholar] [CrossRef]
- Fojtik, F.; Potrok, R.; Hajnys, J.; Ma, Q.-P.; Kudrna, L.; Mesicek, J. Quantification and Analysis of Residual Stresses in Braking Pedal Produced via Laser-Powder Bed Fusion Additive Manufacturing Technology. Materials 2023, 16, 5766. [Google Scholar] [CrossRef] [PubMed]
- Chen, J.; Yang, Y.; Song, C.; Wang, D.; Wu, S.; Zhang, M. Influence mechanism of process parameters on the interfacial characterization of selective laser melting 316L/CuSn10. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2020, 792, 139316. [Google Scholar] [CrossRef]
- Zhang, H.; Xu, M.; Liu, Z.; Li, C.; Kumar, P.; Liu, Z.; Zhang, Y. Microstructure, surface quality, residual stress, fatigue behavior and damage mechanisms of selective laser melted 304L stainless steel considering building direction. Addit. Manuf. 2021, 46, 102147. [Google Scholar] [CrossRef]
- Song, C.; Huang, J.; Liu, L.; Hu, Z.; Yang, Y.; Wang, D.; Yang, C. Study on phase transformation behavior and mechanical properties of equiatomic ratio NiTi alloy formed by selective laser melting. Rapid Prototyp. J. 2023, 29, 731–740. [Google Scholar] [CrossRef]
- Ko, K.-H.; Kang, H.-G.; Huh, Y.-H.; Park, C.-J.; Cho, L.-R. Effects of heat treatment on the microstructure, residual stress, and mechanical properties of Co-Cr alloy fabricated by selective laser melting. J. Mech. Behav. Biomed. Mater. 2022, 126, 105051. [Google Scholar] [CrossRef]
- Mao, S.; Zhang, D.Z.; Ren, Z.; Fu, G.; Ma, X. Effects of process parameters on interfacial characterization and mechanical properties of 316L/CuCrZr functionally graded material by selective laser melting. J. Alloys Compd. 2022, 899, 163256. [Google Scholar] [CrossRef]
- Nagesha, B.K.; Vinodh, K.; Tigga, A.K.; Barad, S.; Kumar, S.A. Influence of post-processing techniques on residual stresses of SLM processed HPNGV. J. Manuf. Process. 2021, 66, 189–197. [Google Scholar]
- Chen, Y.; Sun, H.; Li, Z.; Wu, Y.; Xiao, Y.; Chen, Z.; Zhong, S.; Wang, H. Strategy of Residual Stress Determination on Selective Laser Melted Al Alloy Using XRD. Materials 2020, 13, 451. [Google Scholar] [CrossRef] [PubMed]
- Jiang, X.; Yu, C.; Guo, H.; Gao, S.; Zhang, Y. Effect of supporting structure design on residual stresses in selective laser melting of AlSi10Mg. Int. J. Adv. Manuf. Technol. 2022, 118, 1597–1608. [Google Scholar]
- Wu, A.S.; Brown, D.W.; Kumar, M.; Gallegos, G.F.; King, W.E. An Experimental Investigation into Additive Manufacturing-Induced Residual Stresses in 316L Stainless Steel. Metall. Mater. Trans. A-Phys. Metall. Mater. Sci. 2014, 45A, 6260–6270. [Google Scholar] [CrossRef]
- Brown, D.W.; Bernardin, J.D.; Carpenter, J.S.; Clausen, B.; Spernjak, D.; Thompson, J.M. Neutron diffraction measurements of residual stress in additively manufactured stainless steel. Mater. Sci. Eng. A 2016, 678, 291–298. [Google Scholar] [CrossRef]
- Ghasri-Khouzani, M.; Peng, H.; Rogge, R.; Attardo, R.; Ostiguy, P.; Neidig, J.; Billo, R.; Hoelzle, D.; Shankar, M.R. Experimental measurement of residual stress and distortion in additively manufactured stainless steel components with various dimensions. Mater. Sci. Eng. A 2017, 707, 689–700. [Google Scholar] [CrossRef]
- Anderson, L.S.; Venter, A.M.; Vrancken, B.; Marais, D.; Humbeeck, J.V.; Becker, T.H. Investigating the Residual Stress Distribution in Selective Laser Melting Produced Ti-6AI-4V using Neutron Diffraction. In International Conference on Mechanical Stress Evaluation by Neutrons and Synchrotron Radiation; Materials Research Foundation: Millersville, PA, USA, 2018. [Google Scholar]
- Yan, J.-J.; Li, J.; Yang, Z.-L.; Gu, R.-N.; Yan, M.; Quach, W.-M. Neutron diffraction residual stress analysis and mechanical properties of additively manufactured high strength steel hollow sections. Thin-Walled Struct. 2022, 179, 109729. [Google Scholar] [CrossRef]
- Sanchez-Poncela, M.; Cabeza, S.; Martinez, J.M.; Cabrera, A.; Rementeria, R. Microstructural and neutron residual stress characterization of 316L laser-powder bed fusion simplified end-use part: A modelling benchmark. Mater. Des. 2024, 237, 17. [Google Scholar] [CrossRef]
- Martinez-Garcia, V.; Pedrini, G.; Weidmann, P.; Killinger, A.; Gadow, R.; Osten, W.; Schmauder, S. Non-contact residual stress analysis method with displacement measurements in the nanometric range by laser made material removal and SLM based beam conditioning on ceramic coatings. Surf. Coat. Technol. 2019, 371, 14–19. [Google Scholar] [CrossRef]
- Quoc-Phu, M.; Mesicek, J.; Fojtik, F.; Hajnys, J.; Krpec, P.; Pagac, M.; Petru, J. Residual Stress Build-Up in Aluminum Parts Fabricated with SLM Technology Using the Bridge Curvature Method. Materials 2022, 15, 6057. [Google Scholar] [CrossRef] [PubMed]
- Levkulich, N.C.; Semiatin, S.L.; Gockel, J.E.; Middendorf, J.R.; Klingbeil, N.W. The Effect of Process Parameters on Residual Stress Evolution and Distortion in the Laser Powder Bed Fusion of Ti-6Al-4V. Addit. Manuf. 2019, 28, 475–484. [Google Scholar] [CrossRef]
- Ali, H.; Ghadbeigi, H.; Mumtaz, K. Residual stress development in selective laser-melted Ti6Al4V: A parametric thermal modelling approach. Int. J. Adv. Manuf. Technol. 2018, 97, 2621–2633. [Google Scholar] [CrossRef]
- Zaeh, M.F.; Branner, G. Investigations on residual stresses and deformations in selective laser melting. Prod. Eng. 2010, 4, 35–45. [Google Scholar] [CrossRef]
- An, K.; Yuan, L.; Dial, L.; Spinelli, I.; Stoica, A.D.; Gao, Y. Neutron residual stress measurement and numerical modeling in a curved thin-walled structure by laser powder bed fusion additive manufacturing. Mater. Des. 2017, 135, 122–132. [Google Scholar] [CrossRef]
- Zhong, Y.; Liu, L.; Wikman, S.; Cui, D.; Shen, Z. Intragranular cellular segregation network structure strengthening 316L stainless steel prepared by selective laser melting. J. Nucl. Mater. 2016, 470, 170–178. [Google Scholar] [CrossRef]
- Wang, L.; Jiang, X.; Zhu, Y.; Zhu, X.; Sun, J.; Yan, B. An approach to predict the residual stress and distortion during the selective laser melting of AlSi10Mg parts. Int. J. Adv. Manuf. Technol. 2018, 97, 3535–3546. [Google Scholar] [CrossRef]
- Ben-Artzy, A.; Demir, K.; Peterson, J.; Maloy, S.; Xgu, G.; Hosemann, P. Residual Stress Measurement Techniques for Additive Manufacturing Applications. J. Mater. Sci. Eng. A 2022, 1, 1–12. [Google Scholar] [CrossRef]
- Zhang, C.; Yao, M.; Liang, H.; Wang, Y.; Jiang, X. Designing of additive auxiliary support structure in the selective laser melting considering the milling of thin-walled parts. Int. J. Adv. Manuf. Technol. 2024, 130, 837–849. [Google Scholar]
- Foroozmehr, A.; Badrossamay, M.; Foroozmehr, E.; Golabi, S.i. Finite Element Simulation of Selective Laser Melting process considering Optical Penetration Depth of laser in powder bed. Mater. Des. 2016, 89, 255–263. [Google Scholar] [CrossRef]
- Gusarov, A.V.; Pavlov, M.; Smurov, I. Residual Stresses at Laser Surface Remelting and Additive Manufacturing. Phys. Procedia 2011, 12, 248–254. [Google Scholar] [CrossRef]
- Tan, P.; Shen, F.; Li, B.; Zhou, K. A thermo-metallurgical-mechanical model for selective laser melting of Ti6Al4V. Mater. Des. 2019, 168, 107642. [Google Scholar] [CrossRef]
- Dikova, T.; Maximov, J.; Gagov, Y. Experimental and FEM investigation of adhesion strength of dental ceramic to milled and SLM fabricated Ti6Al4V alloy. Eng. Fract. Mech. 2023, 291, 109528. [Google Scholar] [CrossRef]
- Huang, Y.; Yang, L.J.; Du, X.Z.; Yang, Y.P. Finite element analysis of thermal behavior of metal powder during selective laser melting. Int. J. Therm. Sci. 2016, 104, 146–157. [Google Scholar] [CrossRef]
- Alexopoulou, V.E.; Papazoglou, E.L.; Karmiris-Obratański, P.; Markopoulos, A.P. 3D finite element modeling of selective laser melting for conduction, transition and keyhole modes. J. Manuf. Process. 2022, 75, 877–894. [Google Scholar] [CrossRef]
- Bian, P.; Shi, J.; Liu, Y.; Xie, Y. Influence of laser power and scanning strategy on residual stress distribution in additively manufactured 316L steel. Opt. Laser Technol. 2020, 132, 106477. [Google Scholar] [CrossRef]
- Zhao, M.; Duan, C.; Luo, X. Heat Transfer, Laser Remelting/Premelting Behavior and Metallurgical Bonding During Selective Laser Melting of Metal Powder. Met. Mater. Int. 2022, 28, 2225–2238. [Google Scholar] [CrossRef]
- Kremer, R.; Khani, S.; Appel, T.; Palkowski, H.; Foadian, F. Selective Laser Melting of CuSn10: Simulation of Mechanical Properties, Microstructure, and Residual Stresses. Materials 2022, 15, 3902. [Google Scholar] [CrossRef]
- Kazemi, Z.; Soleimani, M.; Rokhgireh, H.; Nayebi, A. Melting pool simulation of 316L samples manufactured by Selective Laser Melting method, comparison with experimental results. Int. J. Therm. Sci. 2022, 176, 107538. [Google Scholar] [CrossRef]
- Gu, D.; He, B. Finite element simulation and experimental investigation of residual stresses in selective laser melted Ti–Ni shape memory alloy. Comput. Mater. Sci. 2016, 117, 221–232. [Google Scholar] [CrossRef]
- Song, J.; Wu, W.; Zhang, L.; He, B.; Lu, L.; Ni, X.; Long, Q.; Zhu, G. Role of scanning strategy on residual stress distribution in Ti-6Al-4V alloy prepared by selective laser melting. Optik 2018, 170, 342–352. [Google Scholar] [CrossRef]
- Wu, J.; Wang, L.; An, X. Numerical analysis of residual stress evolution of AlSi10Mg manufactured by selective laser melting. Optik 2017, 137, 65–78. [Google Scholar] [CrossRef]
- Bian, P.; Shi, J.; Shao, X.; Du, J. Evolution of cyclic thermal stress in selective laser melting of 316L stainless steel: A realistic numerical study with experimental verification. Int. J. Adv. Manuf. Technol. 2019, 104, 3867–3882. [Google Scholar] [CrossRef]
- Khan, H.M.; Waqar, S.; Koc, E. Evolution of temperature and residual stress behavior in selective laser melting of 316L stainless steel across a cooling channel. Rapid Prototyp. J. 2022, 28, 1272–1283. [Google Scholar] [CrossRef]
- Xu, P.; Zuo, H.; Zhou, L.; Qiu, W.; Tang, J. Finite element simulation and experimental validation of the thermomechanical behavior in selective laser melting of Ti55531 alloy. Int. J. Adv. Manuf. Technol. 2024, 132, 5567–5584. [Google Scholar] [CrossRef]
- Waqar, S.; Guo, K.; Sun, J. FEM analysis of thermal and residual stress profile in selective laser melting of 316L stainless steel. J. Manuf. Process. 2021, 66, 81–100. [Google Scholar] [CrossRef]
- Waqar, S.; Guo, K.; Sun, J. Evolution of residual stress behavior in selective laser melting (SLM) of 316L stainless steel through preheating and in-situ re-scanning techniques. Opt. Laser Technol. 2022, 149, 107806. [Google Scholar] [CrossRef]
- Kreitcberg, A.; Brailovski, V.; Turenne, S. Effect of heat treatment and hot isostatic pressing on the microstructure and mechanical properties of Inconel 625 alloy processed by laser powder bed fusion. Mater. Sci. Eng. A 2017, 689, 1–10. [Google Scholar] [CrossRef]
- Jiang, C.; Yang, C. Internal Stress Diffraction Analysis; Science Publishing Company: New York, NY, USA, 2013. [Google Scholar]
- Scurria, M.; Mller, B.; Wagener, R.; Bein, T. Characterization of the Cyclic Material Behavior of AlSi10Mg and Inconel 718 Produced by SLM. In Mechanical Fatigue of Metals; Structural Integrity; Springer: Cham, Switzerland, 2019; pp. 115–121. [Google Scholar]
- Chen, S.-g.; Zhang, Y.-d.; Wu, Q.; Gao, H.-j.; Gao, Z.-h.; Li, X. Effect of solid-state phase transformation on residual stress of selective laser melting Ti6Al4V. Mater. Sci. Eng. A 2021, 819, 141299. [Google Scholar] [CrossRef]
- Fang, Z.-C.; Wu, Z.-L.; Huang, C.-G.; Wu, C.-W. Review on residual stress in selective laser melting additive manufacturing of alloy parts. Opt. Laser Technol. 2020, 129, 106283. [Google Scholar] [CrossRef]
- Somashekara, M.A.; Naveenkumar, M.; Kumar, A.; Viswanath, C.; Simhambhatla, S. Investigations into effect of weld-deposition pattern on residual stress evolution for metallic additive manufacturing. Int. J. Adv. Manuf. Technol. 2017, 90, 2009–2025. [Google Scholar] [CrossRef]
- Ma, P.; Ji, P.; Jia, Y.; Shi, X.; Yu, Z.; Prashanth, K.G. Effect of Substrate Plate Heating on the Microstructure and Properties of Selective Laser Melted Al-20Si-5Fe-3Cu-1Mg Alloy. Materials 2021, 14, 330. [Google Scholar] [CrossRef]
- Cai, L.; Liang, S.Y. Analytical Modelling of Temperature Distribution in SLM Process with Consideration of Scan Strategy Difference between Layers. Materials 2021, 14, 1869. [Google Scholar] [CrossRef]
- Anand, N.; Chang, K.-C.; Yeh, A.-C.; Chen, Y.-B.; Lee, M.-T. An efficient transient three-dimensional thermomechanical model ing of dynamic thermal stress building and releasing in a selective laser melting process. J. Mater. Process. Technol. 2022, 309, 117741. [Google Scholar] [CrossRef]
- Yang, Y.P.; Jamshidinia, M.; Boulware, P.; Kelly, S.M. Prediction of microstructure, residual stress, and deformation in laser powder bed fusion process. Comput. Mech. 2017, 61, 599–615. [Google Scholar] [CrossRef]
- Furumoto, T.; Ogura, R.; Hishida, K.; Hosokawa, A.; Koyano, T.; Abe, S.; Ueda, T. Study on deformation restraining of metal structure fabricated by selective laser melting. J. Mater. Process. Technol. 2017, 245, 207–214. [Google Scholar] [CrossRef]
- Wei, S.; Wang, G.; Wang, L.; Rong, Y. Characteristics of microstructure and stresses and their effects on interfacial fracture behavior for laser-deposited maraging steel. Mater. Des. 2018, 137, 56–67. [Google Scholar] [CrossRef]
- Shi, X.; Ma, S.; Liu, C.; Wu, Q. Parameter optimization for Ti-47Al-2Cr-2Nb in selective laser melting based on geometric characteristics of single scan tracks. Opt. Laser Technol. 2017, 90, 71–79. [Google Scholar] [CrossRef]
- Mugwagwa, L.; Dimitrov, D.; Matope, S.; Yadroitsev, I. Influence of process parameters on residual stress related distortions in selective laser melting. Procedia Manuf. 2018, 21, 92–99. [Google Scholar] [CrossRef]
- Park, H.S.; Ansari, M.J. Estimation of Residual Stress and Deformation in Selective Laser Melting of Ti6Al4V Alloy. Procedia CIRP 2020, 93, 44–49. [Google Scholar] [CrossRef]
- Miao, X.; Wu, M.; Han, J.; Li, H.; Ye, X. Effect of Laser Rescanning on the Characteristics and Residual Stress of Selective Laser Melted Titanium Ti6Al4V Alloy. Materials 2020, 13, 3940. [Google Scholar] [CrossRef]
- Xiao, Z.; Lei, Y.; Hu, Z.; Chen, C.; Chen, B.; Zhu, H. Influence of rescanning parameters on selective laser melting of Ti6Al4V. J. Manuf. Process. 2022, 82, 530–542. [Google Scholar] [CrossRef]
- Chen, C.; Yin, J.; Zhu, H.; Xiao, Z.; Zhang, L.; Zeng, X. Effect of overlap rate and pattern on residual stress in selective laser melting. Int. J. Mach. Tools Manuf. 2019, 145, 103433. [Google Scholar] [CrossRef]
- Chen, C.; Yin, J.; Zhu, H.; Zeng, X.; Wang, G.; Ke, L.; Zhu, J.; Chang, S. The effect of process parameters on the residual stress of selective laser melted Inconel 718 thin-walled part. Rapid Prototyp. J. 2019, 25, 1359–1369. [Google Scholar] [CrossRef]
- Ravichander, B.B.; Mamidi, K.; Rajendran, V.; Farhang, B.; Ganesh-Ram, A.; Hanumantha, M.; Moghaddam, N.S.; Amerinatanzi, A. Experimental investigation of laser scan strategy on the microstructure and properties of Inconel 718 parts fabricated by laser powder bed fusion. Mater. Charact. 2022, 186, 111765. [Google Scholar] [CrossRef]
- Wang, M.; Cao, R.; Chang, H.; Liang, D. The effect of rescanning strategy on residual stress and deformation of laser-based powder bed fusion of 316L stainless steel thin-walled parts. Rapid Prototyp. J. 2023, 29, 1044–1060. [Google Scholar] [CrossRef]
- Simson, T.; Emmel, A.; Dwars, A.; Böhm, J. Residual stress measurements on AISI 316L samples manufactured by selective laser melting. Addit. Manuf. 2017, 17, 183–189. [Google Scholar] [CrossRef]
- Ali, H.; Ma, L.; Ghadbeigi, H.; Mumtaz, K. In-situ residual stress reduction, martensitic decomposition and mechanical properties enhancement through high temperature powder bed pre-heating of Selective Laser Melted Ti6Al4V. Mater. Sci. Eng. A 2017, 695, 211–220. [Google Scholar] [CrossRef]
- Cottam, R.; Wang, J.; Luzin, V. Characterization of microstructure and residual stress in a 3D H13 tool steel component produced by additive manufacturing. J. Mater. Res. 2014, 29, 1978–1986. [Google Scholar] [CrossRef]
- Syed, A.K.; Ahmad, B.; Guo, H.; Machry, T.; Eatock, D.; Meyer, J.; Fitzpatrick, M.E.; Zhang, X. An experimental study of residual stress and direction-dependence of fatigue crack growth behaviour in as-built and stress-relieved selective-laser-melted Ti6Al4V. Mater. Sci. Eng. A Struct. Mater. Prop. Misrostructure Process. 2019, 755, 246–257. [Google Scholar] [CrossRef]
- Ali, H. Evolution of Residual Stress in ti6al4v Components Fabricated Using Selective Laser Melting. Ph.D. Thesis, University of Sheffield, Sheffield, UK, 2017. [Google Scholar]
- Xiao, Z.; Chen, C.; Zhu, H.; Hu, Z.; Nagarajan, B.; Guo, L.; Zeng, X. Study of residual stress in selective laser melting of Ti6Al4V. Mater. Des. 2020, 193, 108846. [Google Scholar] [CrossRef]
- Sharma, D.; Hiremath, S.S.; Kenchappa, N.B. Effect of heat treatment on the variable amplitude fatigue life and microstructure of the novel bioinspired Ti-6Al-4V thin tubes fabricated using Selective Laser Melting process. Fatigue Fract. Eng. Mater. Struct. 2023, 46, 975–986. [Google Scholar] [CrossRef]
- AlMangour, B.; Grzesiak, D.; Cheng, J.; Ertas, Y. Thermal behavior of the molten pool, microstructural evolution, and tribological performance during selective laser melting of TiC/316L stainless steel nanocomposites: Experimental and simulation methods. J. Mater. Process. Technol. 2018, 257, 288–301. [Google Scholar] [CrossRef]
- Guo, M.; Ye, Y.; Jiang, X.; Wang, L. Microstructure, Mechanical Properties and Residual Stress of Selective Laser Melted AlSi10Mg. J. Mater. Eng. Perform. 2019, 28, 6753–6760. [Google Scholar] [CrossRef]
- Bian, P.; Wang, C.; Xu, K.; Ye, F.; Zhang, Y.; Li, L. Coupling Analysis on Microstructure and Residual Stress in Selective Laser Melting (SLM) with Varying Key Process Parameters. Materials 2022, 15, 1658. [Google Scholar] [CrossRef]
- Tian, C.; Li, X.; Liu, Z.; Zhi, G.; Guo, G.; Wang, L.; Rong, Y. Study on Grindability of Inconel 718 Superalloy Fabricated by Selective Laser Melting (SLM). Stroj. Vestn. -J. Mech. Eng. 2018, 64, 319–328. [Google Scholar]
- Měsíček, J.; Čegan, T.; Ma, Q.-P.; Halama, R.; Skotnicová, K.; Hajnyš, J.; Juřica, J.; Krpec, P.; Pagáč, M. Effect of artificial aging on the strength, hardness, and residual stress of SLM AlSi10Mg parts prepared from the recycled powder. Mater. Sci. Eng. A 2022, 855, 143900. [Google Scholar] [CrossRef]
- Ali, H.; Ghadbeigi, H.; Mumtaz, K. Processing Parameter Effects on Residual Stress and Mechanical Properties of Selective Laser Melted Ti6Al4V. J. Mater. Eng. Perform. 2018, 27, 4059–4068. [Google Scholar] [CrossRef]
- Chen, Y.; Rong, P.; Men, X.; Deng, A.; Liu, Y.; Chen, H.; Zhang, Z.; Liu, Y.; Ren, L. An Experimental Investigation into Residual Stress Control of 24CrNiMo Alloy Steel by Selective Laser Melting. Coatings 2023, 13, 321. [Google Scholar] [CrossRef]
- Amoako, E.D.; Mensah, P.; Akwaboa, S.; Ibekwe, S.; Li, G. Parametric Study of SLM Processing Parameters on In-Situ Residual Stress. In Proceedings of the ASME 2019 Heat Transfer Summer Conference, Bellevue, WA, USA, 14–17 July 2019. [Google Scholar]
- Chenglin, Z.; Yan, W.; Haiyi, L.; Mengcan, Y.; Xiaohui, J. Effect of process parameters on residual stresses in SLM-formed bionic porous titanium alloy structures. Mater. Today Commun. 2024, 39, 108539. [Google Scholar] [CrossRef]
- Mishurova, T.; Artzt, K.; Haubrich, J.; Requena, G.; Bruno, G. New aspects about the search for the most relevant parameters optimizing SLM materials. Addit. Manuf. 2019, 25, 325–334. [Google Scholar] [CrossRef]
- Sopcisak, J.J.; Ouyang, M.; Macatangay, D.A.; Croom, B.P.; Montalbano, T.J.; Sprouster, D.J.; Kelly, R.G.; Trelewicz, J.R.; Srinivasan, R.; Storck, S.M. Improving the Pitting Corrosion Performance of Additively Manufactured 316L Steel Via Optimized Selective Laser Melting Processing Parameters. Jom 2022, 74, 1719–1729. [Google Scholar] [CrossRef]
- Li, W.; Liu, J.; Zhou, Y.; Wen, S.; Wei, Q.; Yan, C.; Shi, Y. Effect of substrate preheating on the texture, phase and nanohardness of a Ti–45Al–2Cr–5Nb alloy processed by selective laser melting. Scr. Mater. 2016, 118, 13–18. [Google Scholar] [CrossRef]
- Song, J.; Chew, Y.; Jiao, L.; Yao, X.; Moon, S.K.; Bi, G. Numerical study of temperature and cooling rate in selective laser melting with functionally graded support structures. Addit. Manuf. 2018, 24, 543–551. [Google Scholar] [CrossRef]
- Zhou, L.; Sun, J.; Chen, J.; Chen, W.; Ren, Y.; Niu, Y.; Li, C.; Qiu, W. Study of substrate preheating on the microstructure and mechanical performance of Ti-15Mo alloy processed by selective laser melting. J. Alloys Compd. 2022, 928, 167130. [Google Scholar] [CrossRef]
- Ma, W.; Ning, J.; Zhang, L.-J.; Na, S.-J. Regulation of microstructures and properties of molybdenum-silicon-boron alloy subjected to selective laser melting. J. Manuf. Process. 2021, 69, 593–601. [Google Scholar] [CrossRef]
- Bang, G.B.; Park, J.H.; Kim, W.R.; Hyun, S.-K.; Park, H.-K.; Lee, T.W.; Kim, H.G. Study on the effect of preheating temperature of SLM process on characteristics of CoCrMo alloy. Mater. Sci. Eng. A 2022, 841, 143020. [Google Scholar] [CrossRef]
- Zhao, Y.; Aoyagi, K.; Yamanaka, K.; Chiba, A. Role of operating and environmental conditions in determining molten pool dynamics during electron beam melting and selective laser melting. Addit. Manuf. 2020, 36, 101559. [Google Scholar] [CrossRef]
- Xie, W.; Yang, X.; Yang, H.; Duan, X. The effects of TiC particle on microstructure and mechanical properties of Inconel 718 fabricated by selective arc melting. J. Manuf. Process. 2024, 131, 1132–1142. [Google Scholar] [CrossRef]
- Korkmaz, M.E.; Gupta, M.K.; Waqar, S.; Kuntoğlu, M.; Krolczyk, G.M.; Maruda, R.W.; Pimenov, D.Y. A short review on thermal treatments of Titanium & Nickel based alloys processed by selective laser melting. J. Mater. Res. Technol. 2022, 16, 1090–1101. [Google Scholar]
- Limbasiya, N.; Jain, A.; Soni, H.; Wankhede, V.; Krolczyk, G.; Sahlot, P. A comprehensive review on the effect of process parameters and post-process treatments on microstructure and mechanical properties of selective laser melting of AlSi10Mg. J. Mater. Res. Technol. 2022, 21, 1141–1176. [Google Scholar] [CrossRef]
- Jalali, M.; Mohammadi, K.; Movahhedy, M.R.R.; Karimi, F.; Sadrnezhaad, S.K.; Chernyshikhin, S.V.V.; Shishkovsky, I.V.V. SLM Additive Manufacturing of NiTi Porous Implants: A Review of Constitutive Models, Finite Element Simulations, Manufacturing, Heat Treatment, Mechanical, and Biomedical Studies. Met. Mater. Int. 2023, 29, 2458–2491. [Google Scholar] [CrossRef]
- Yadav, B.N.; Lin, D.-W.; Lin, M.-C.; Tseng, Y.-J.; Yen, H.-W.; Van Tran, X.; Lin, P.-C. Implemented in-situ heat treatment process for controlling the residual thermal stresses during the fabrication of Ti-6Al-4V titanium alloy through additive manufacturing. Mater. Lett. 2024, 356, 135580. [Google Scholar] [CrossRef]
- Huang, Z.; Wang, B.; Liu, F.; Song, M.; Ni, S.; Liu, S. Microstructure evolution, martensite transformation and mechanical properties of heat treated Co-Cr-Mo-W alloys by selective laser melting. Int. J. Refract. Met. Hard Mater. 2023, 113, 106170. [Google Scholar] [CrossRef]
- Song, H.Y.; Lam, M.C.; Chen, Y.; Wu, S.; Hodgson, P.D.; Wu, X.H.; Zhu, Y.M.; Huang, A.J. Towards creep property improvement of selective laser melted Ni-based superalloy IN738LC. J. Mater. Sci. Technol. 2022, 112, 301–314. [Google Scholar] [CrossRef]
- Chen, Y.; Wang, X.; Li, D.; Zhou, D.; Jiang, Y.; Yang, X.; Liu, C.; Leen, S.B.; Gong, J. Experimental characterization and strengthening mechanism of process-structure-property of selective laser melted 316 L. Mater. Charact. 2023, 198, 112753. [Google Scholar] [CrossRef]
- Ren, D.; Zhang, L.; Liu, Y.; Ji, H.; Li, S.; Jin, W.; Lei, J. Effect of hot isostatic pressing on the mechanical and corrosive properties of Ti–Ni alloy fabricated by selective laser melting. J. Mater. Res. Technol. 2023, 26, 4595–4605. [Google Scholar] [CrossRef]
- Su, C.; Cao, J.; Li, G.; Wang, E.; Naveen, B.S.; Lou, S.; Huang, W.M. Experimental investigation on the factors affecting the quality of titanium alloy overhang via selective laser melting forming. Int. J. Adv. Manuf. Technol. 2023, 128, 3391–3402. [Google Scholar] [CrossRef]
- Centola, A.; Ciampaglia, A.; Tridello, A.; Paolino, D.S. Machine learning methods to predict the fatigue life of selectively laser melted Ti6Al4V components. Fatigue Fract. Eng. Mater. Struct. 2023, 46, 4350–4370. [Google Scholar] [CrossRef]
- Mashhood, M.; Peters, B.; Zilian, A.; Baroli, D.; Wyart, E. Developing the AM G-code based thermomechanical finite element platform for the analysis of thermal deformation and stress in metal additive manufacturing process. J. Mech. Sci. Technol. 2023, 37, 1103–1112. [Google Scholar] [CrossRef]
- Javidrad, H.R.; Javidrad, F. Review of state-of-the-art research on the design and manufacturing of support structures for powder-bed fusion additive manufacturing. Prog. Addit. Manuf. 2023, 8, 1517–1542. [Google Scholar] [CrossRef]
- Cordero, M.Z.; Dedic, R.; Jelacic, Z.; Toshev, R. Optimizing Mechanical Design for an Additively Manufactured Prosthetic Leg. Procedia Comput. Sci. 2024, 232, 2973–2983. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Model Size (mm3) | Layer Thickness (μm) | Power (W) | Scan Speed (mm/s) | σxmax (MPa) | σymax (MPa) | σzmax (MPa) | Test Method | Reference |
|---|---|---|---|---|---|---|---|---|---|
| AlSi10Mg | 30 × 20 × 10 | 30 | 120 | 900 | ---- | ---- | 0~320 | HD | [17] |
| Ti6Al4V | 30 × 30 × 10 | 75 | 150, 120 | ---- | ---- | ---- | 60~100 | HD | [38] |
| X3NiCoMoTi18-9-5 | 15 × 70 × 12 | 50 | 200 | 450 | 200–379 | 220–447 | 200~400 | ND | [39] |
| In625 | 22.5 × 50 × 1.25 | 30 | 125 | 500 | −150–270 | ---- | 200~400 | ND | [40] |
| 316L SS | 1 × 30 × 20 | 35 | 200 | 400 | −64–54 | −68–114 | 30~140 | XRD | [41] |
| AlSi10Mg | 250 × 250 × 250 | 30 | 400 | 500 | 10–140 | 10–150 | ---- | XRD | [42] |
| Ti-6Al4V | 12.7 × 12.7 × 10.1 | 50 | 713 | 78.8 J/mm3 | ---- | ---- | 197~360 | XRD | [43] |
| AlSi10Mg | 194 × 170 × 45 | 30 | 200 | 100 | 73 | 80 | ---- | XRD | [44] |
| Material | Method | Sample Size (mm) | Layers or Tracks | Measuring Method /Mesh Size (μm) | Power (W) | Scan Speed (mm/s) | Thermal Stress or Residual Stress (MPa) | Reference |
|---|---|---|---|---|---|---|---|---|
| 1.2709 tool steel | Experiment | 15 × 70 × 12 | 240 layers, 50 μm/layer | ND | 200 | 450 | H: 200~391 V: 220~263 | [39] |
| FEM | 15 × 70 × 10 | 10 layers, 1 mm/layer | 103 | 200 | 500 | −120~360 | ||
| Ti-Ni Alloy | Experiment | 1.19 × 0.315 × 0.0375 | ---- | ---- | 200 | 100 | X: 57.5~105.7 Y: 44.3~110.5 | [55] |
| FEM | 3 tracks, 1 layer 37.5 μm/layer | 25 × 25 × 12.5 | 200 | 100 | X: 7.5~82.5 Y: 9.5~84.5 | |||
| In 625 | Experiment | 18.13 R × 22.5 × 50 | 30 μm/layer | ND | 125 | 500 | −160~240 | [40] |
| FEM | 600 μm/layer | ---- | 125 | 500 | −60~260 | |||
| Ti6Al4V | Experiment | 30 × 30 × 10 | 3 Tracks, 75 μm/layer | HD | 150, 200 | ---- | 60~100 | [38] |
| FEM | 0.32 × 1.04 × 0.5 | 1 Track, 50 μm/layer | 32.5 × 32.5 × 50 | 150, 200 | ---- | TG simulates RS | ||
| Ti6Al4V | Experiment | 1.92 × 1.92 × 0.12 | ---- | XRD | 275 | 1100 | 400, 54, 358 | [56] |
| FEM | 4 layers, 30 μm/layer | 6 × 6 × 6 | 275 | 1100 | 1#: 492, 380, 316 2#: 235, 104, 15 | |||
| AlSi10Mg | Experiment | 5 × 5 × 5 | 200 layers, 25 μm/layer | XRD | 400 | 290 | −92~−62 | [57] |
| FEM | 1 × 5 × 0.075 | 3 layers, 25 μm/layer | 20 × 20 × 25 | 400 | 290 | −85~−58 | ||
| 316L SS | Experiment | Φ5 × 2 | 50 μm | XRD | 160 | 500 | 100~350 | [58] |
| FEM | Φ5 × 2 | 50 μm | 100 × 100 × 50 | 160 | 500 | 100~420 | ||
| 316L SS | Experiment | ---- | 50 μm | ---- | 200 | 700 | ---- | [59] |
| FEM | 0.4 × 0.8 × 0.2 | 5Tracks, 100 μm/layer | 30 × 30 × 15 | 200 | 700 | X: −100~250 Y: −300~100 | ||
| Ti55531 | Experiment | ---- | 30 μm | XRD | 140 | 600 | 830~878 | [60] |
| FEM | 4×1×0.5 | Single Track, 30 μm/layer | 10 × 10 × 7.5 | 140 | 600 | 825, 840 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bian, P.; Jammal, A.; Xu, K.; Ye, F.; Zhao, N.; Song, Y. A Review of the Evolution of Residual Stresses in Additive Manufacturing During Selective Laser Melting Technology. Materials 2025, 18, 1707. https://doi.org/10.3390/ma18081707
Bian P, Jammal A, Xu K, Ye F, Zhao N, Song Y. A Review of the Evolution of Residual Stresses in Additive Manufacturing During Selective Laser Melting Technology. Materials. 2025; 18(8):1707. https://doi.org/10.3390/ma18081707
Chicago/Turabian StyleBian, Peiying, Ali Jammal, Kewei Xu, Fangxia Ye, Nan Zhao, and Yun Song. 2025. "A Review of the Evolution of Residual Stresses in Additive Manufacturing During Selective Laser Melting Technology" Materials 18, no. 8: 1707. https://doi.org/10.3390/ma18081707
APA StyleBian, P., Jammal, A., Xu, K., Ye, F., Zhao, N., & Song, Y. (2025). A Review of the Evolution of Residual Stresses in Additive Manufacturing During Selective Laser Melting Technology. Materials, 18(8), 1707. https://doi.org/10.3390/ma18081707