


Early Detection and Analysis of Cavity Defects in Concrete Columns Based on Infrared Thermography and Finite Element Analysis


 , and
, and 
Abstract
1. Introduction
2. Materials and Methods
2.1. Concrete Hydration Heat Calculation
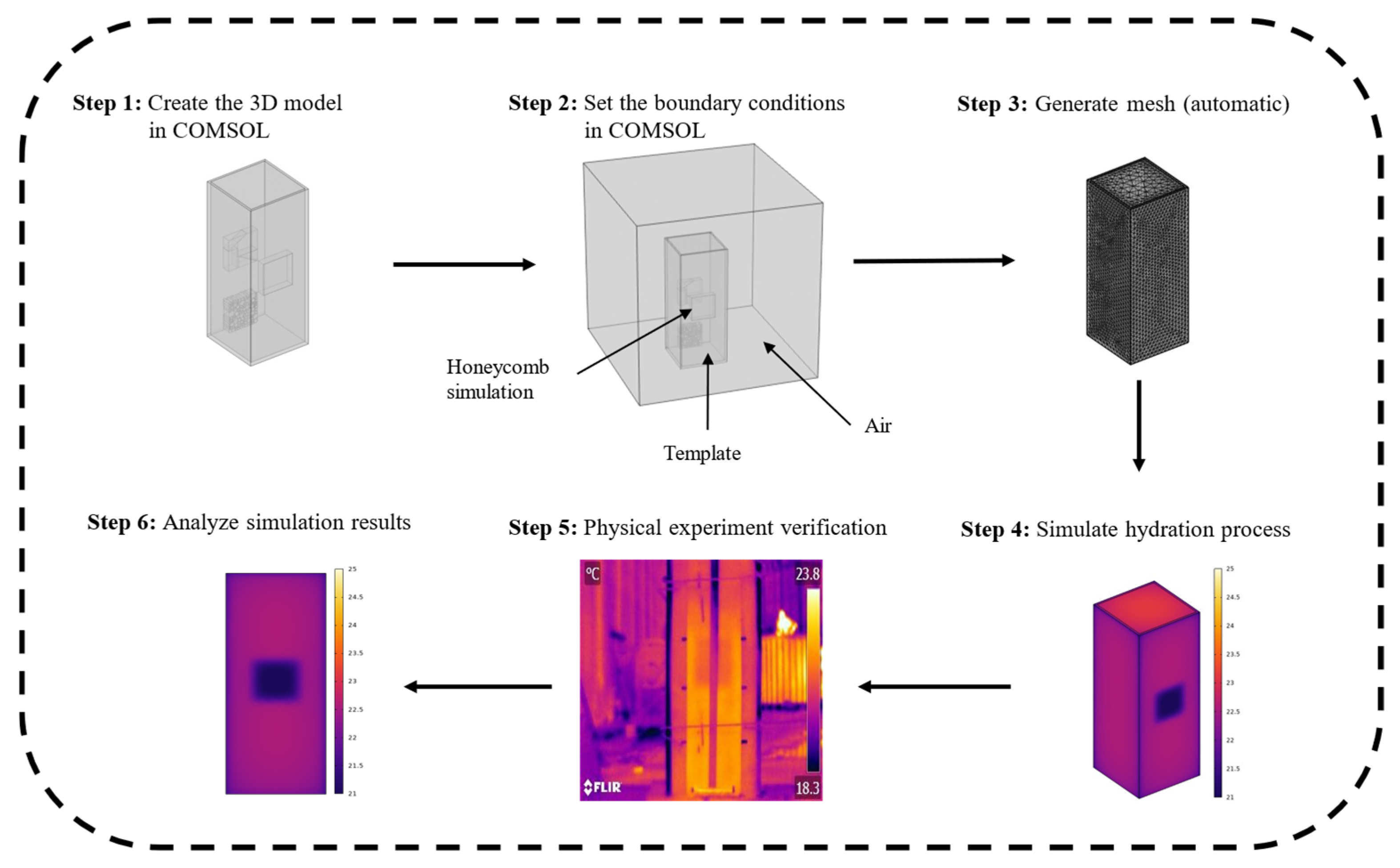
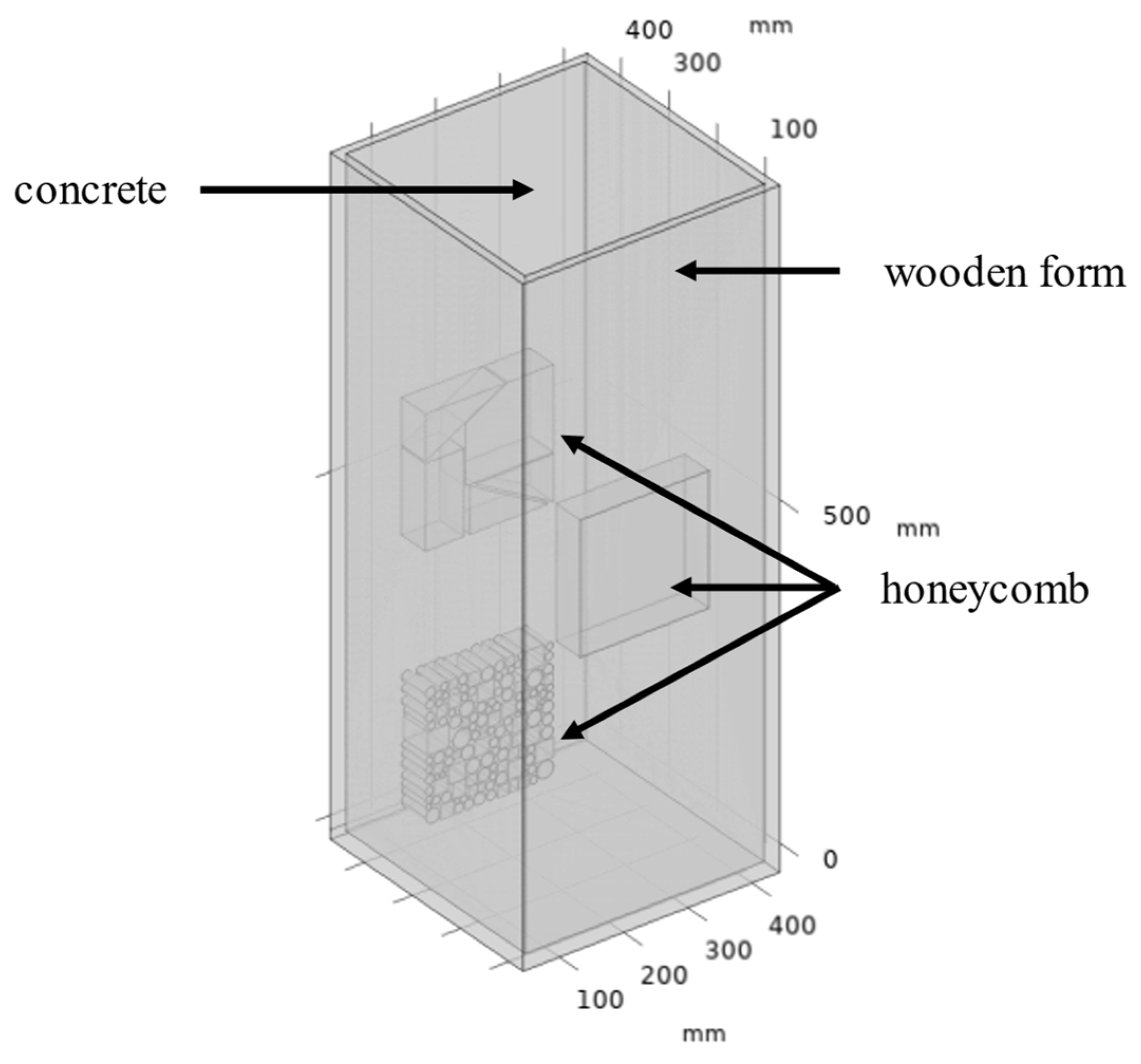
2.2. Numerical Modeling
2.3. Case Design
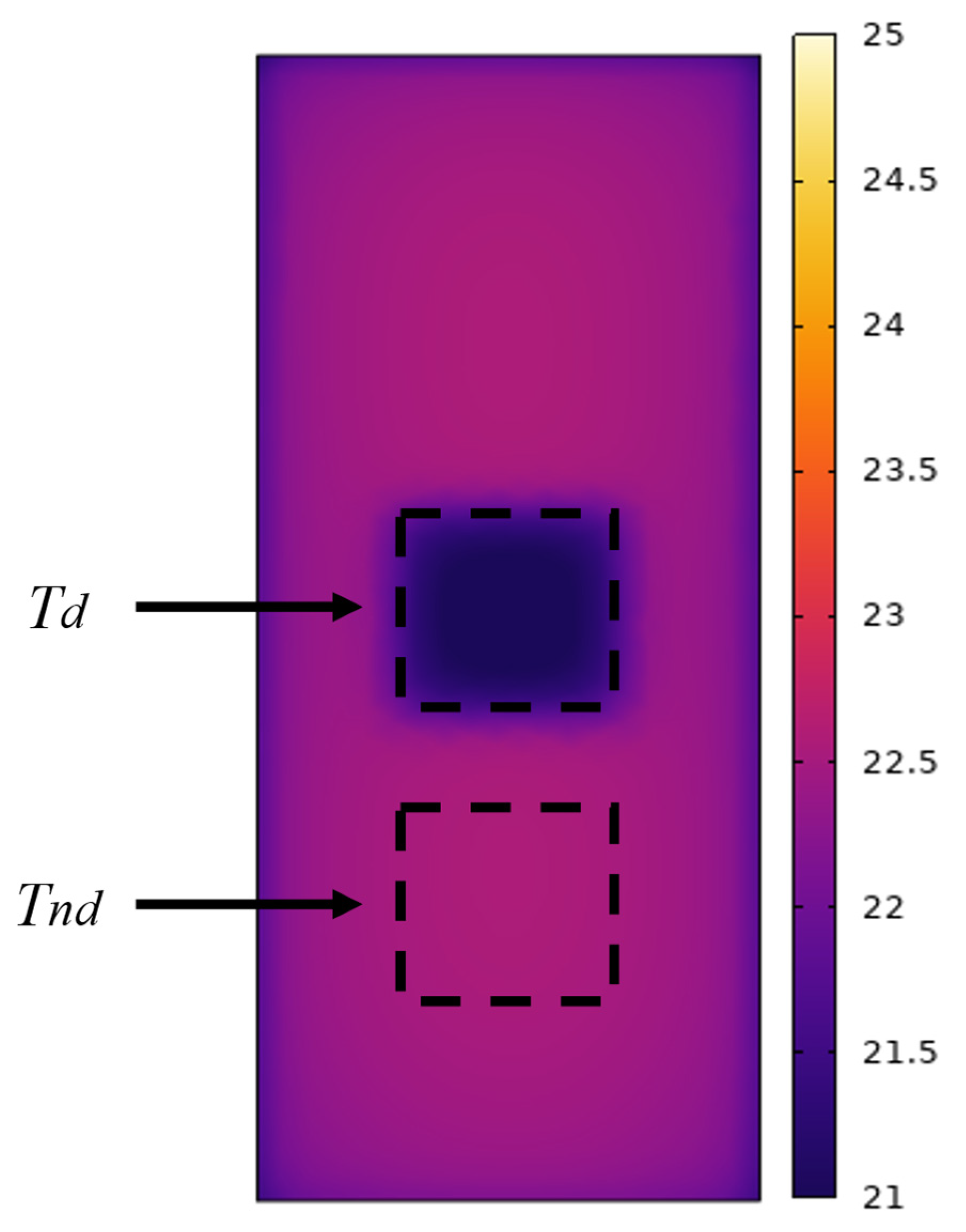
2.4. Evaluation Indicators
3. Experimental Validation
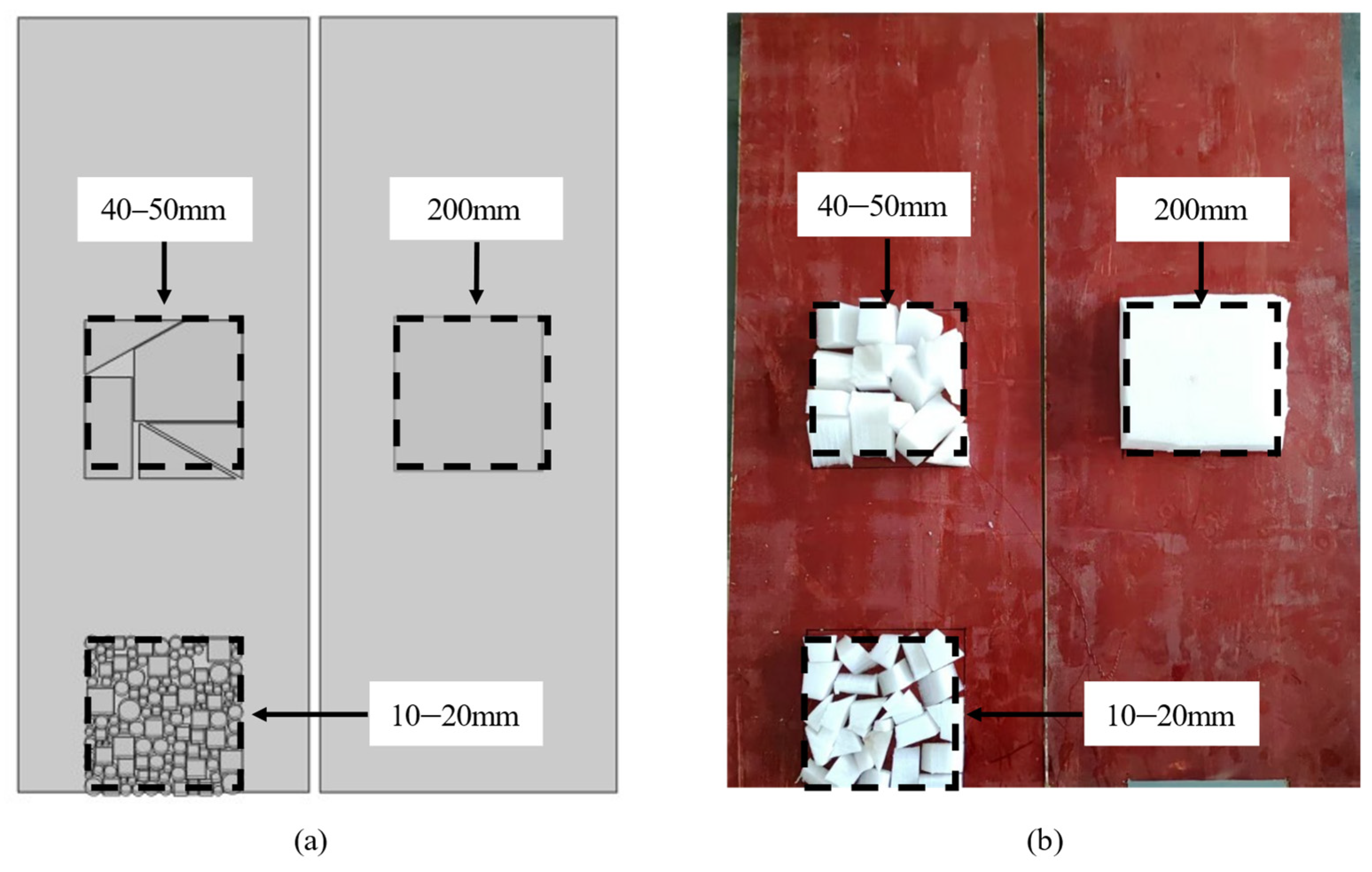
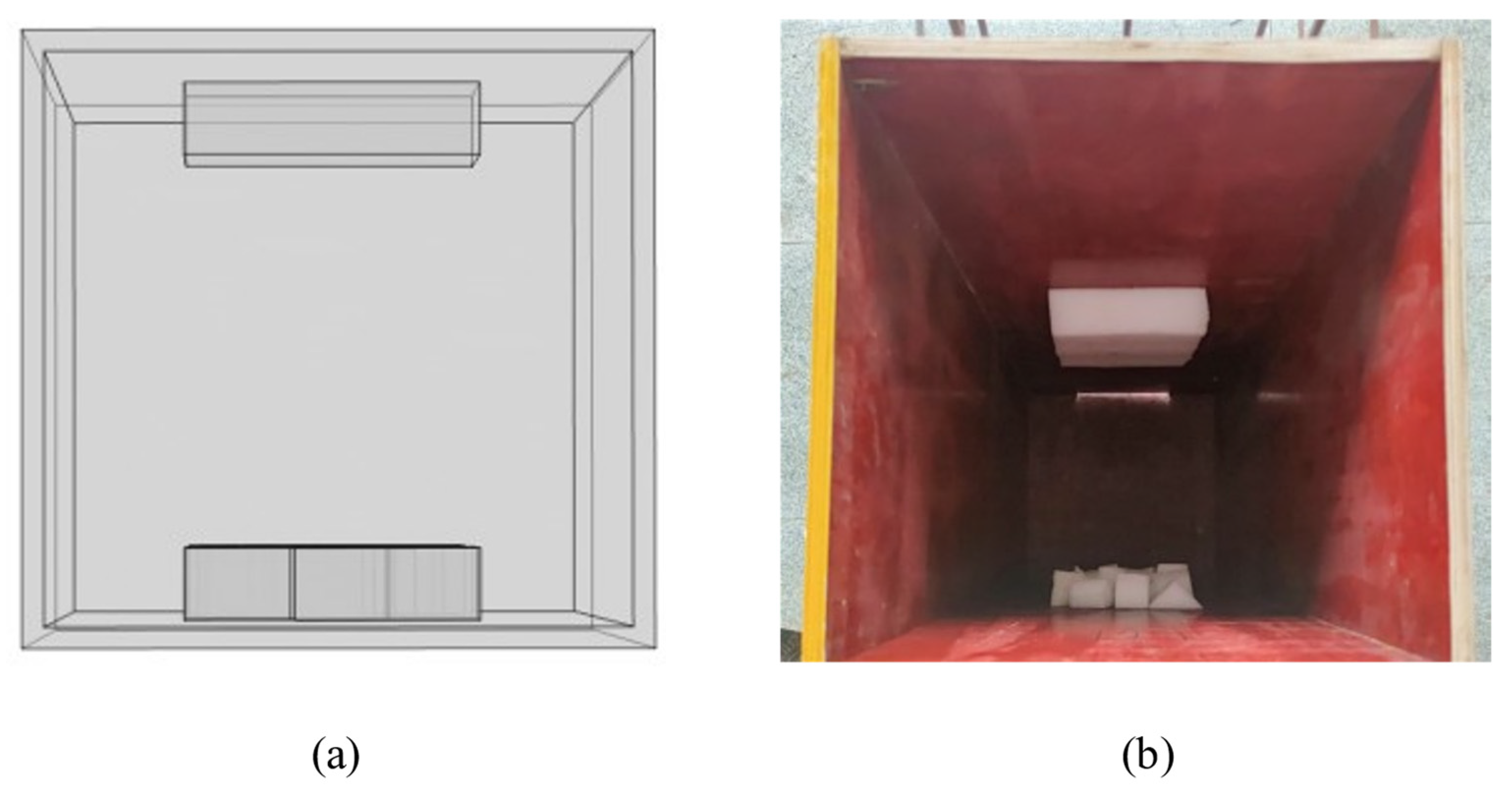
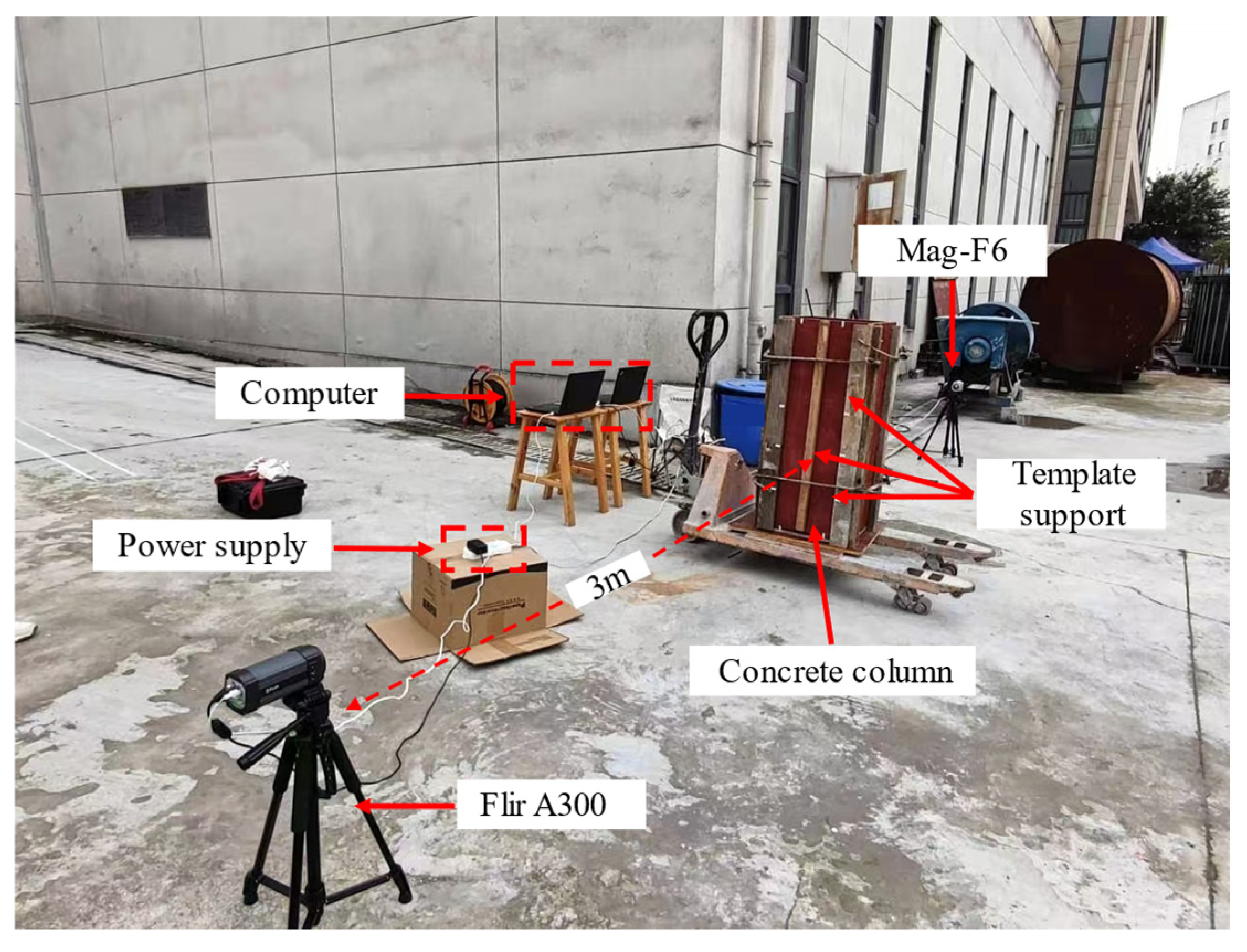
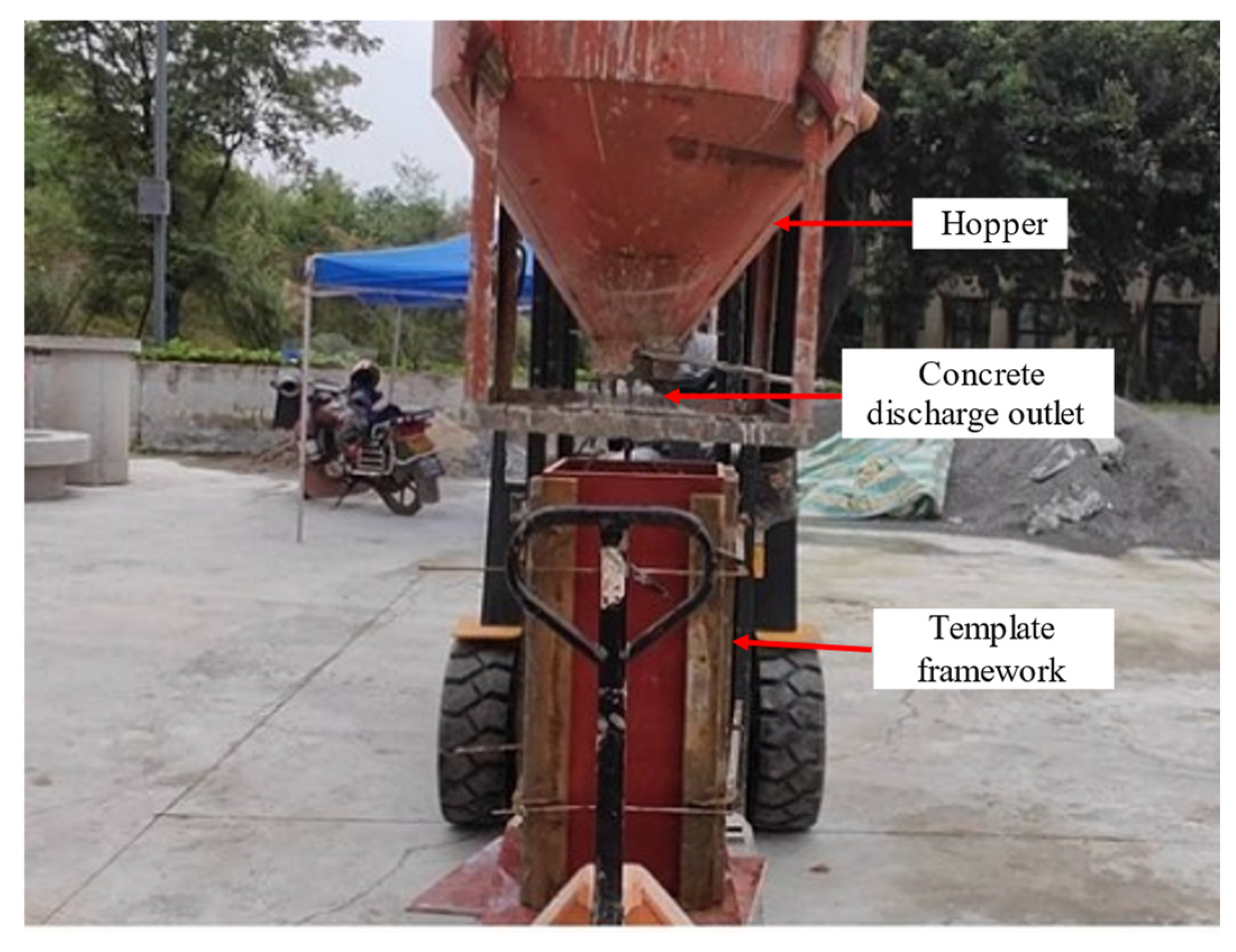
3.1. Experimental Design
3.2. Experimental Materials
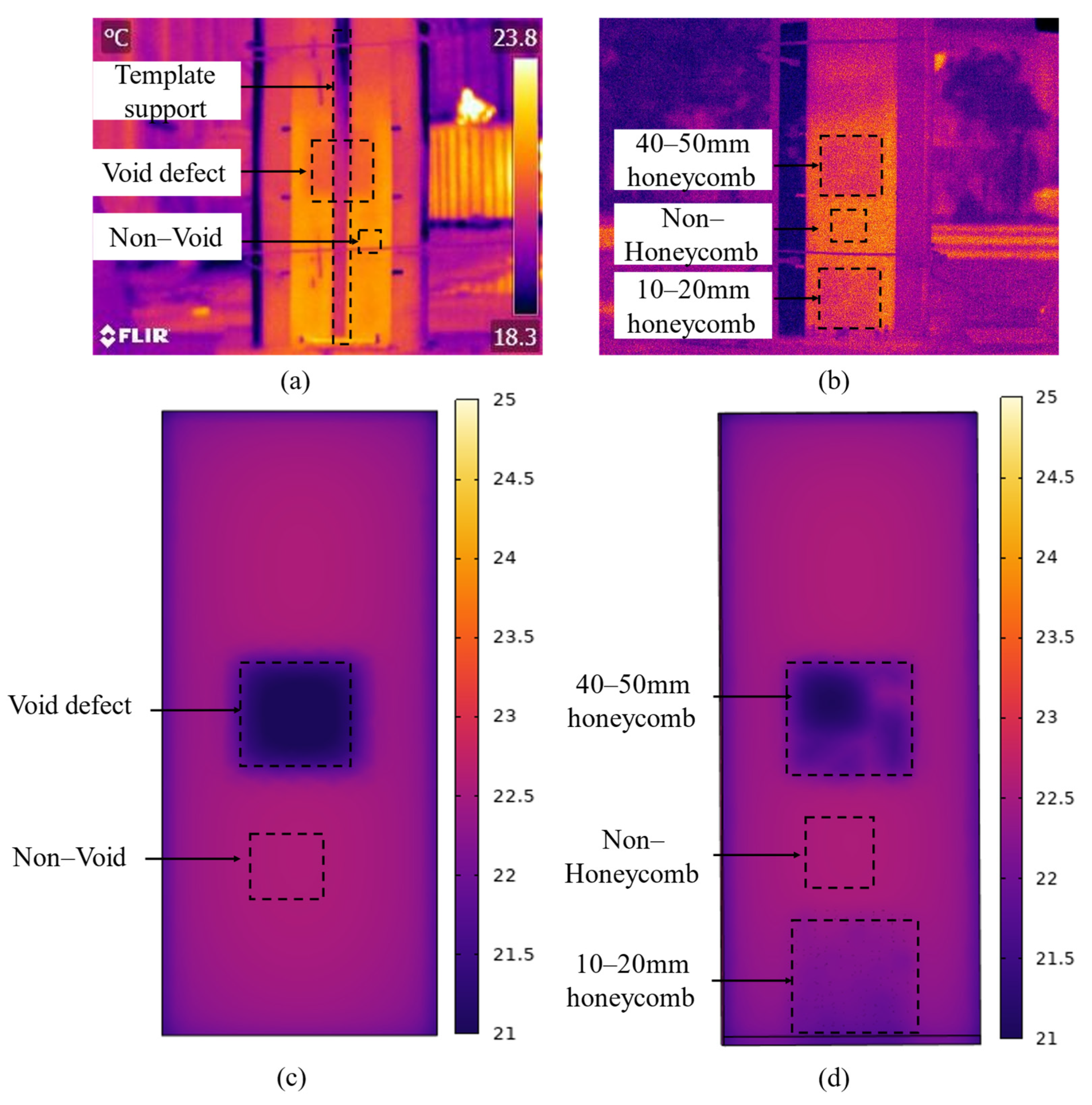
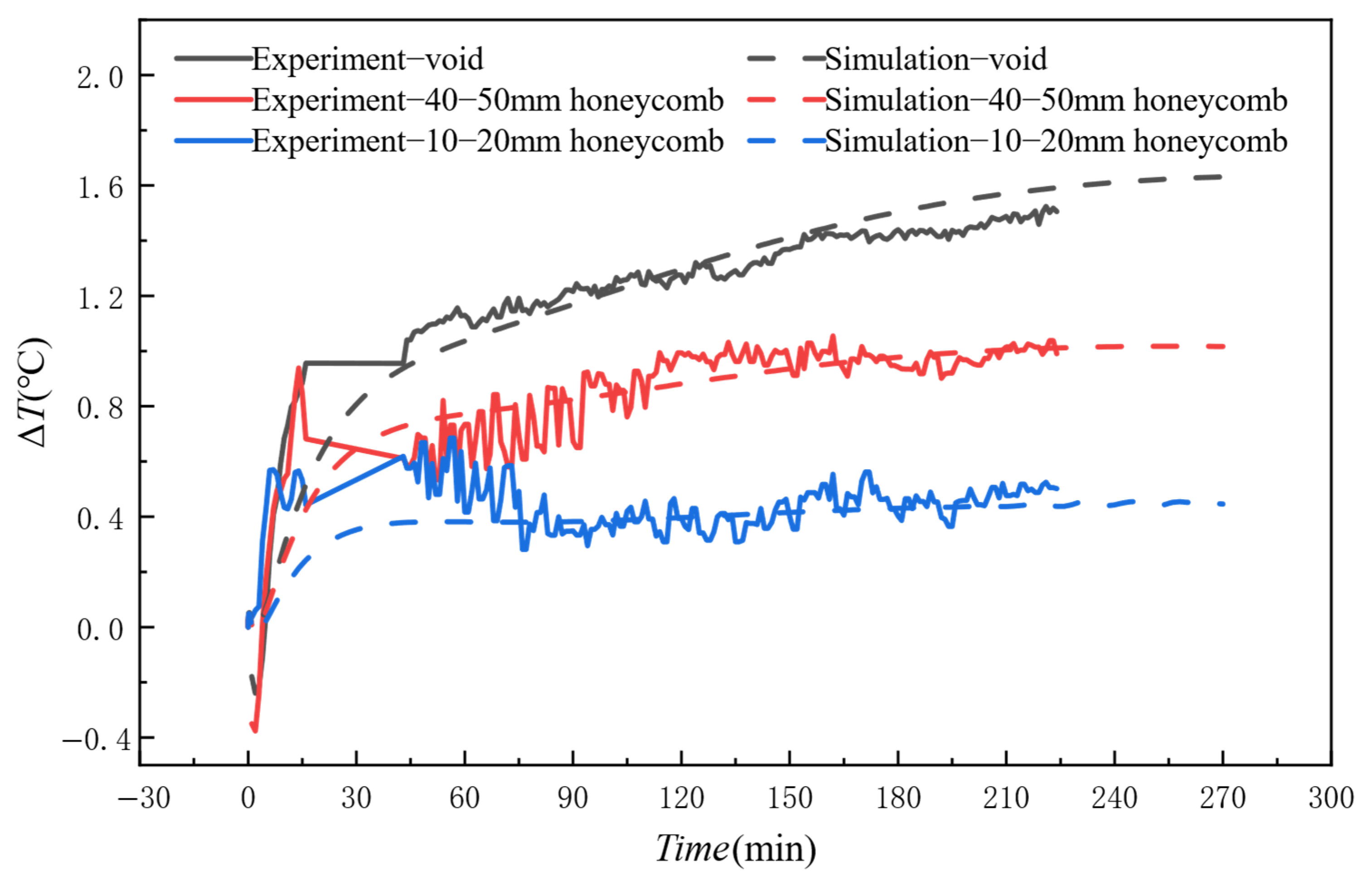
3.3. Validation Results
4. Results and Analysis
4.1. Influence of Ambient Temperature on Thermal Contrast
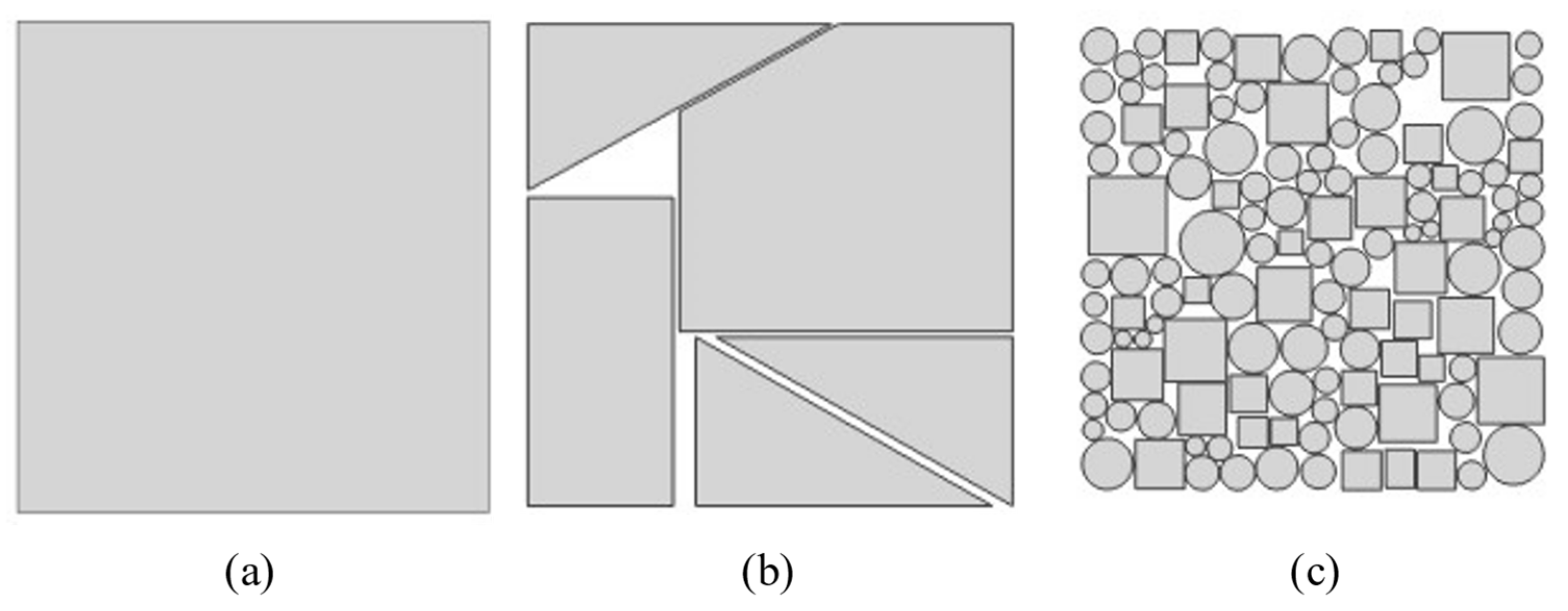
4.2. Influence of Honeycomb Particle Size on Thermal Contrast
4.3. Influence of Plate Thickness on Thermal Contrast
4.4. Comprehensive Analysis and Technical Validation
4.4.1. Influence of Key Parameters on Thermal Contrast
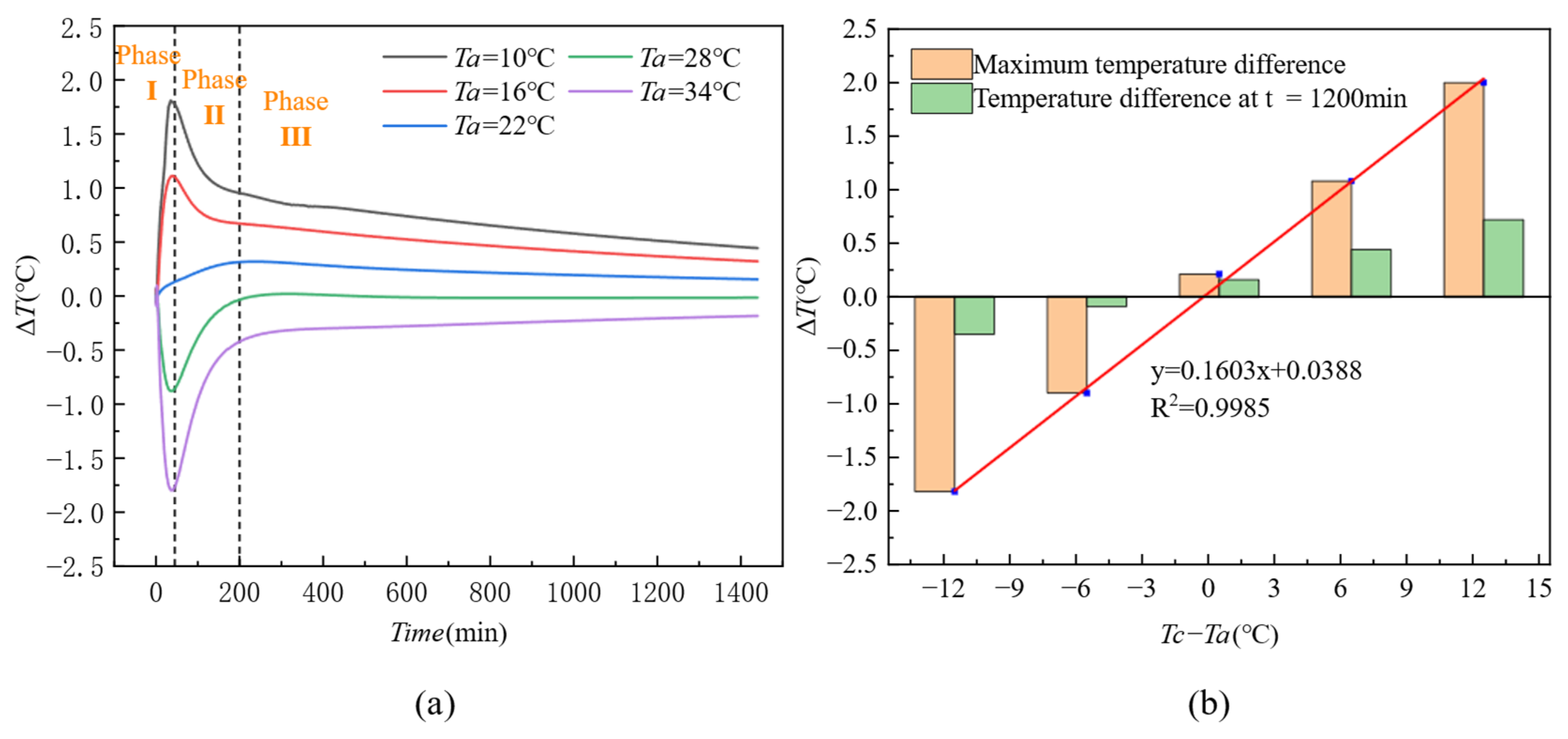
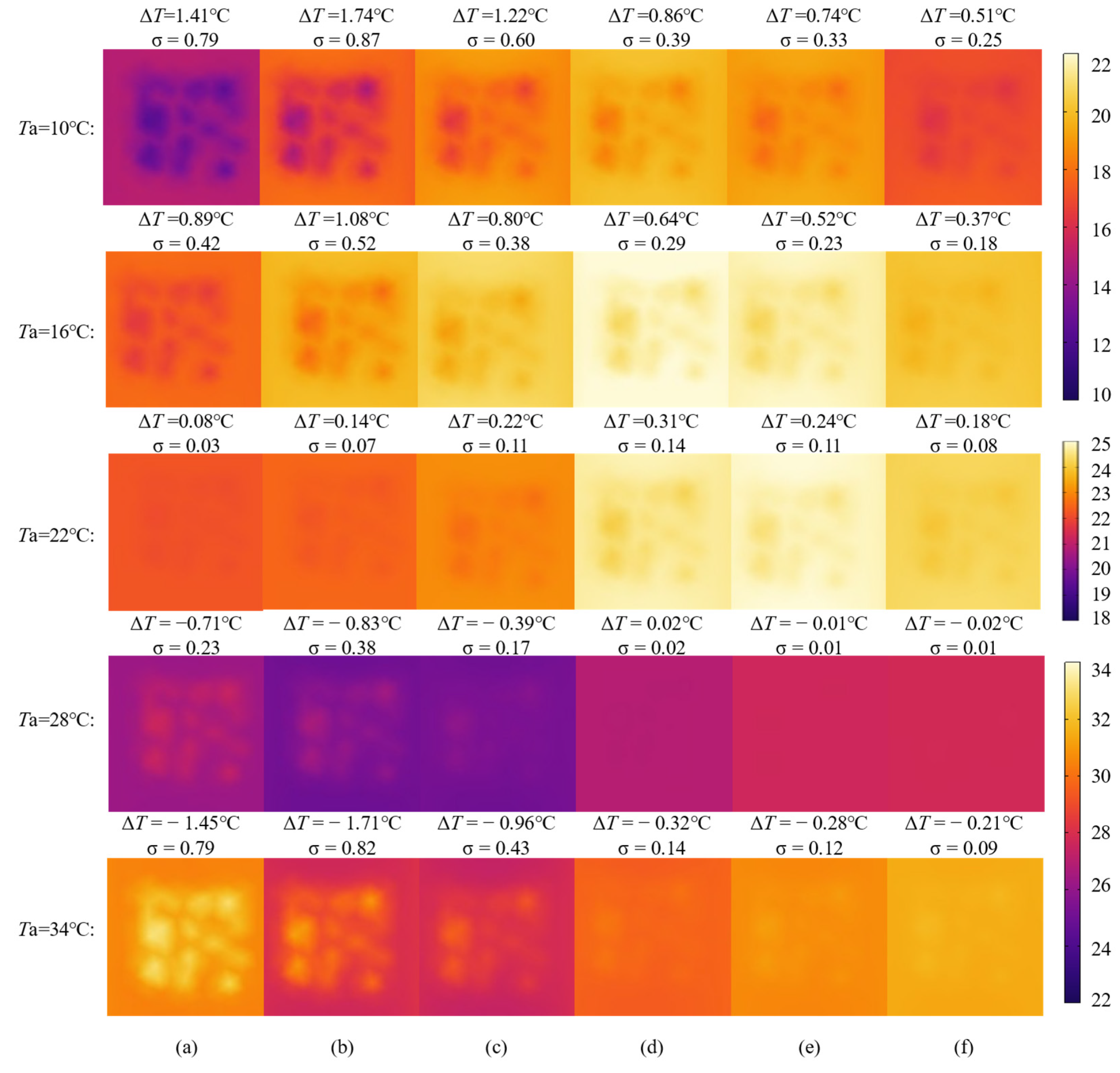
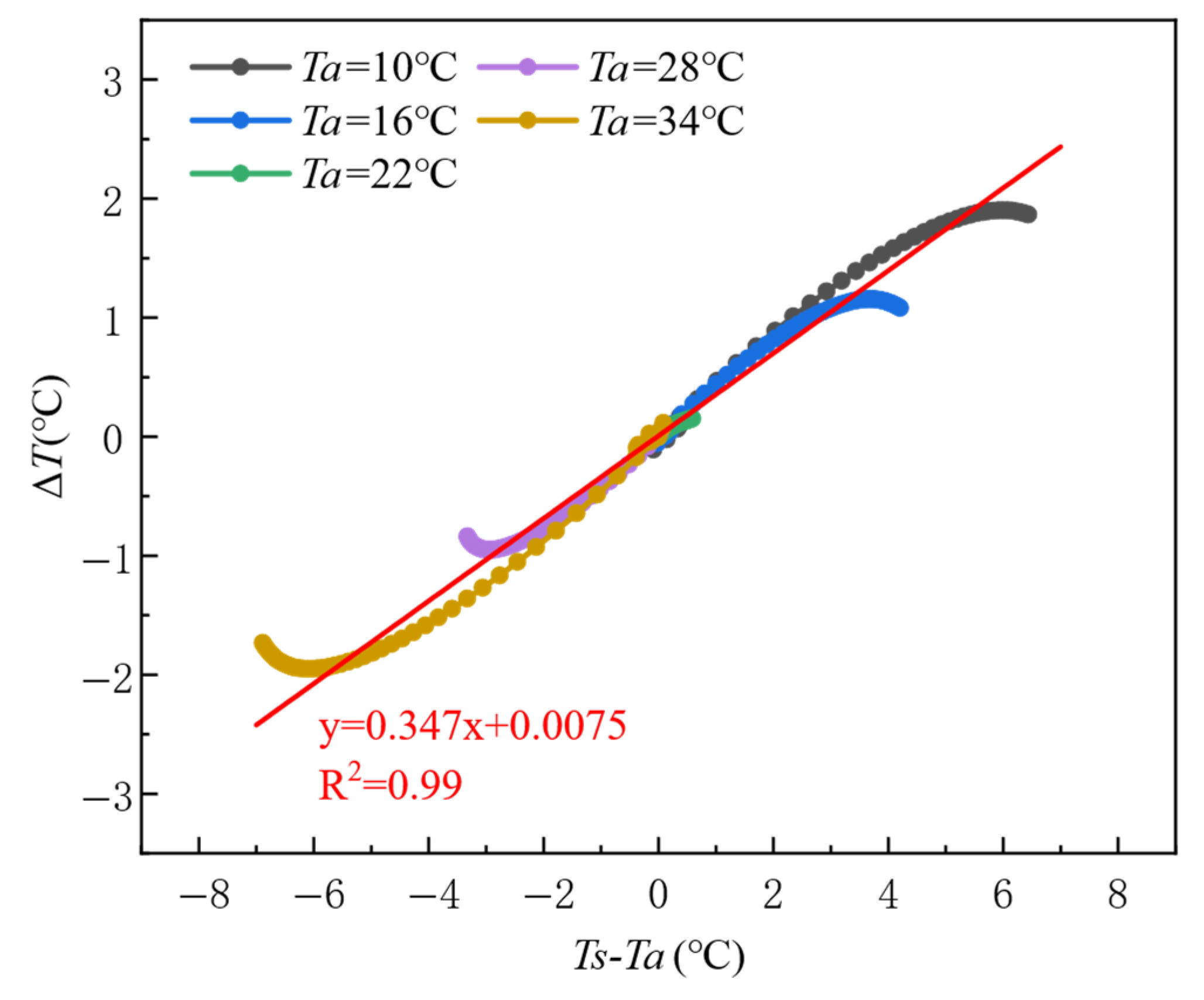
- Ambient Temperature: The extreme response of ΔT is strictly controlled by the temperature gradient between the formwork surface and the environment (Ts − Ta). When the absolute value of the temperature gradient exceeds 4 °C (|Ts − Ta| > 4 °C), the peak value of ΔT can reach ±2 °C (R2 = 0.99). Under low-temperature conditions (Ta < Tc), ΔT is primarily dominated by heat dissipation from the environment (Tc − Ta > 0), whereas under high-temperature conditions (Ta > Tc), the accumulation of hydration heat takes over (Tc − Ta < 0).
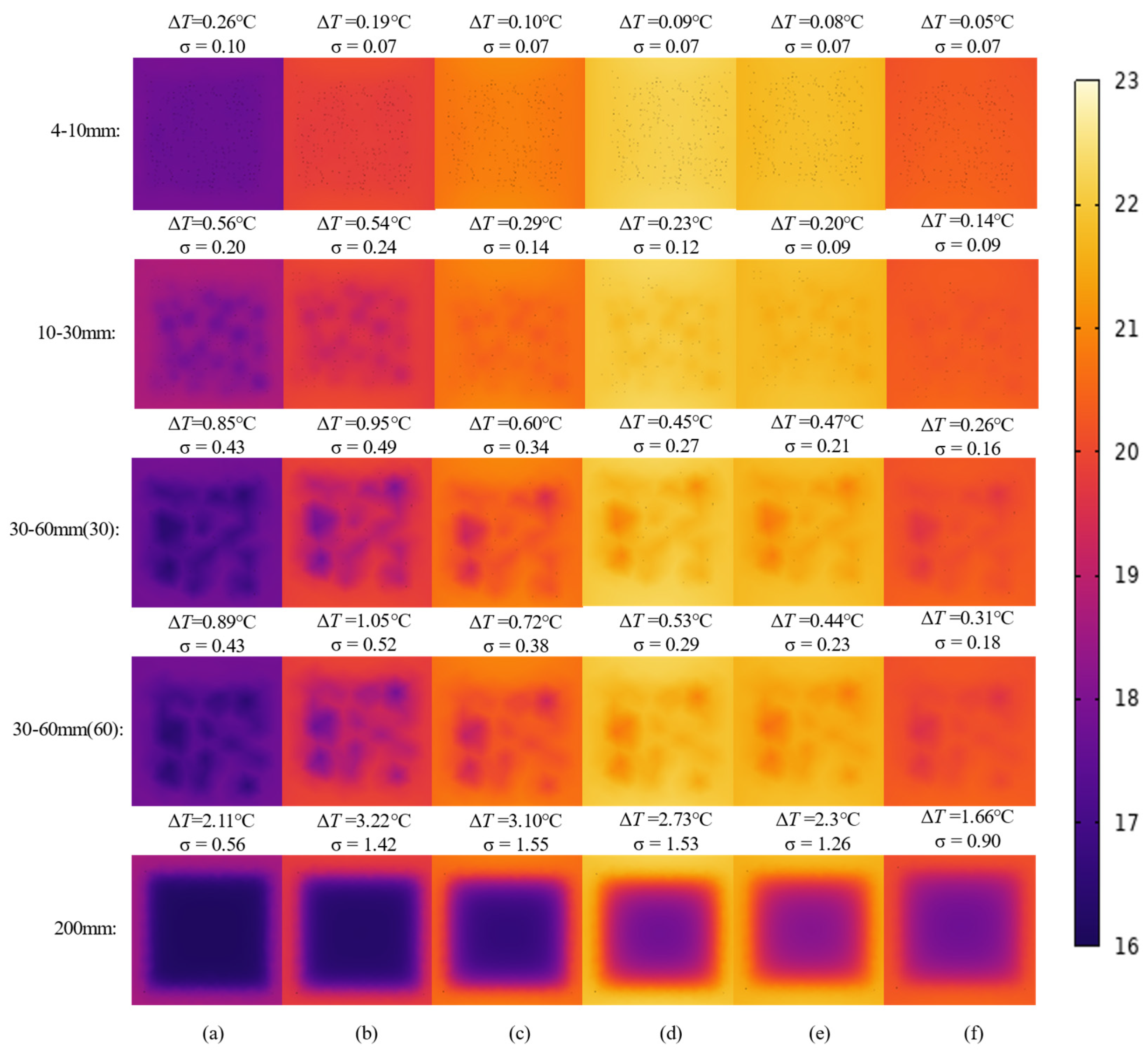
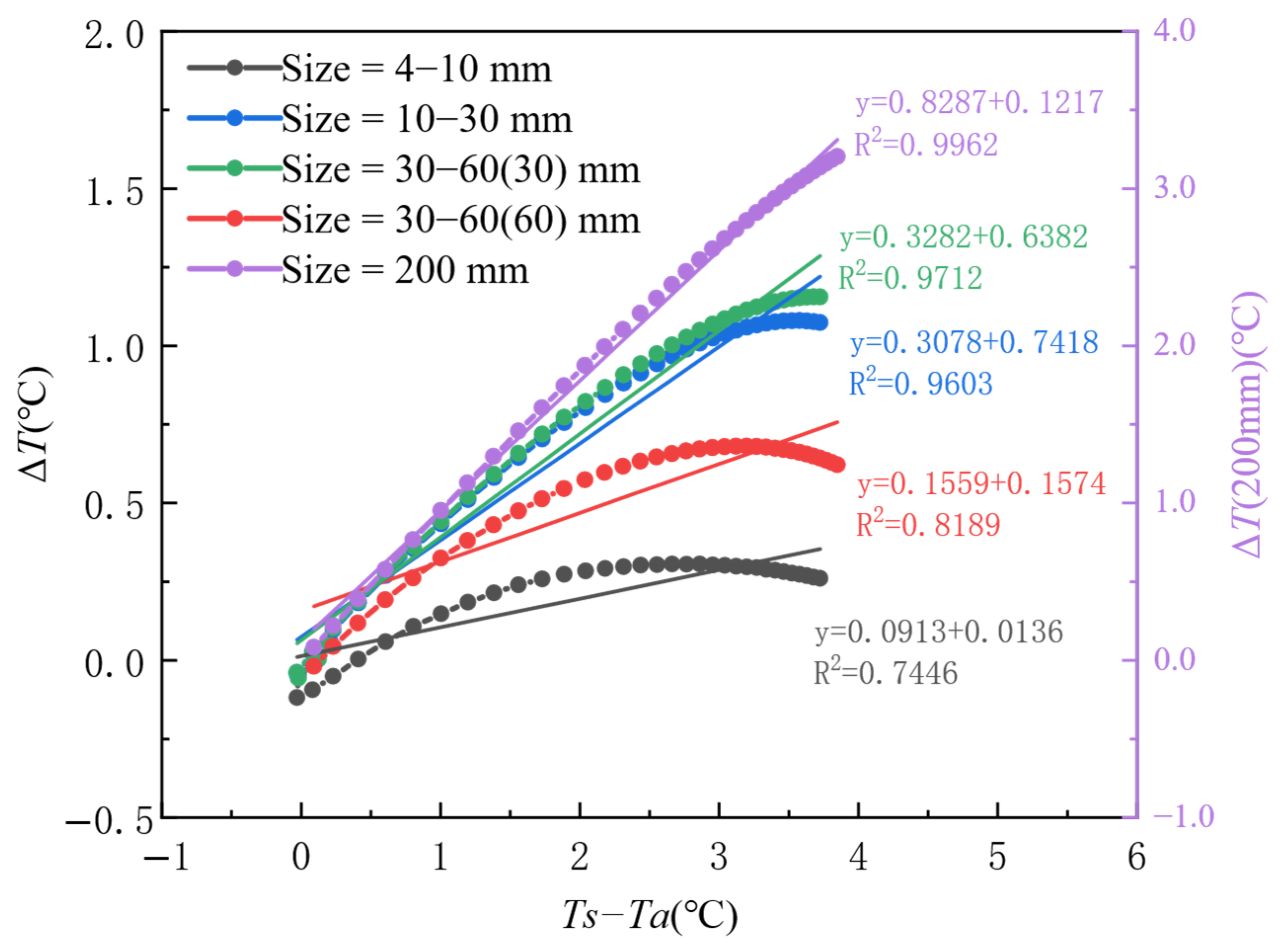
- Defect Size: The sensitivity of ΔT exhibits a nonlinear increase with defect size. When D ≥ 30 mm, the sensitivity coefficient (k) increases sharply from 0.0913 to 0.8287 (a 9-fold increase), with the peak value of ΔT reaching 3.2 °C (12 times higher than for D = 4–10 mm). Large defects (D ≥ 30 mm) show a strong linear response within the temperature gradient range of Ts − Ta ∈ [1, 4] °C (R2 > 0.96), while small defects (D < 30 mm) exhibit a significantly reduced linear response (R2 = 0.74–0.82).
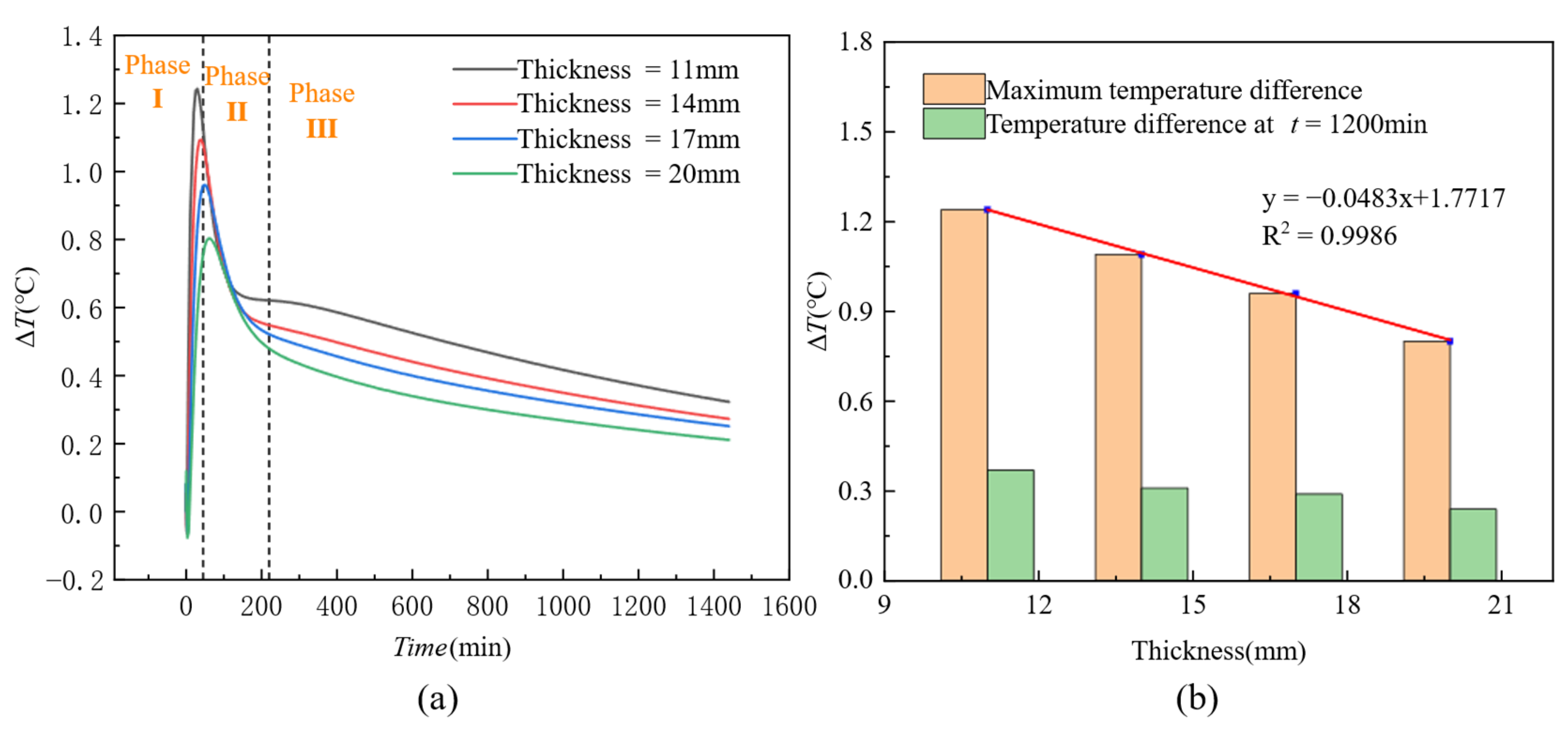
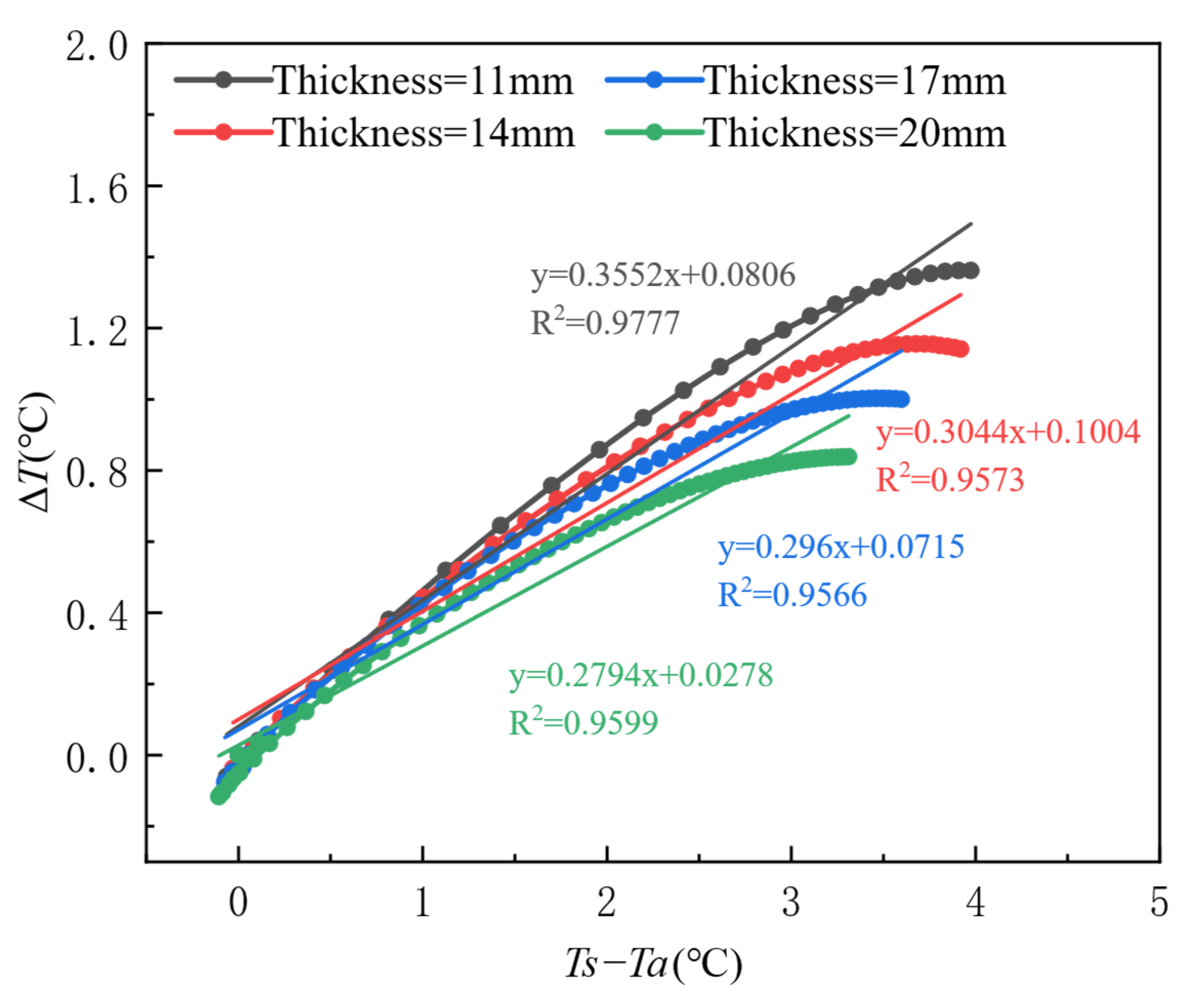
- Formwork Thickness: The detection sensitivity of ΔT is negatively correlated with formwork thickness. As the thickness increases from 11 mm to 20 mm, the sensitivity coefficient (k) decreases from 0.3552 to 0.2794 (a 21.4% reduction).In summary, the temperature gradient between the formwork surface and the environment is the primary driving force of ΔT. The defect size determines the thermal signal strength of both the defect and non-defect areas, while the formwork thickness governs the attenuation of detection sensitivity. Together, these three factors define the technical boundary for infrared detection of concrete honeycomb defects during the initial casting phase.
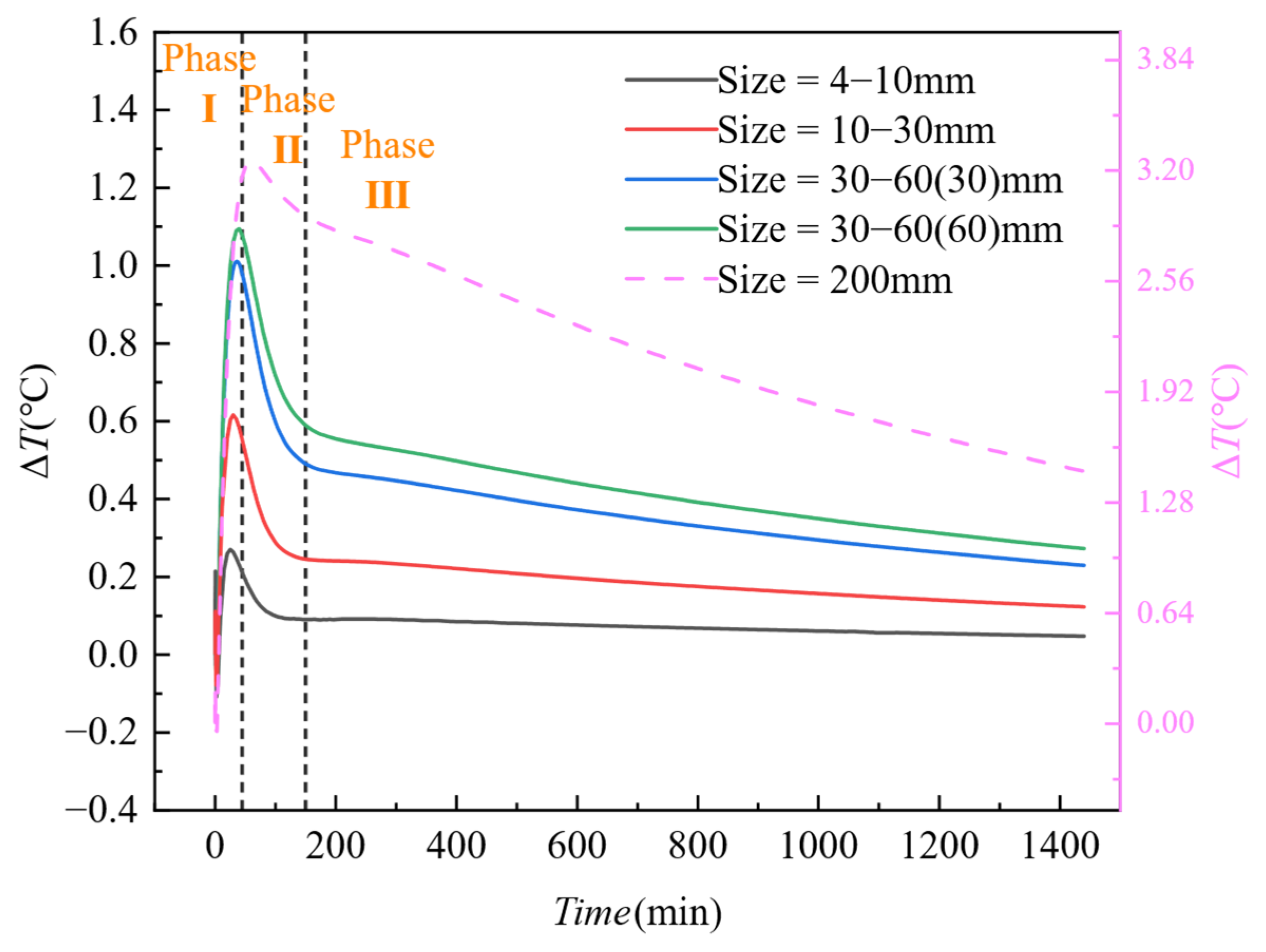
4.4.2. Analysis of the Optimal Detection Window Based on Temporal Evolution
- Effect of Ambient Temperature: Under low-temperature (Ta ≤ 16 °C) and high-temperature (Ta ≥ 28 °C) conditions, ΔT reaches positive (+2.1 °C) and negative (−1.8 °C) peak values 50 ± 5 min after pouring. When the ambient temperature is close to the initial concrete temperature (Tc), the peak value is delayed to around 200 min.
- Effect of Defect Size: For small defects (D < 30 mm), the ΔT peak occurs earlier, between 30 and 35 min, while for large defects (D ≥ 30 mm), the peak is delayed to 50 to 60 min.
- Effect of Formwork Thickness: As the formwork thickness increases, the time to reach the ΔT peak is delayed. For example, with a formwork thickness of 11 mm, the peak occurs at 35 min, while with a thickness of 20 mm, the peak is delayed to 65 min.
4.4.3. Error and Uncertainty Analysis and Future Research Directions
- Incomplete Decoupling of Environmental Coupling Effects: In actual engineering sites, environmental conditions are complex and variable. High wind speeds can cause significant convective heat loss, which in turn affects the accuracy of temperature measurements by infrared devices and reduces the thermal contrast (ΔT). In addition, fluctuations in solar radiation may induce extra temperature variations, further impacting both the precision of infrared temperature measurements and the subsequent defect identification.
- Idealization Deviations of Material and Model Parameters: In this study, both experimental and simulation models assumed that material property parameters are uniformly distributed. However, in practice, discrepancies exist between the actual thermal conductivities—such as the uniformity of heat conduction in formwork materials and concrete—and those assumed in the models. These differences can lead to errors in predicting the thermal contrast (ΔT). In particular, the presence of air gaps between the formwork and concrete may introduce additional thermal resistance, resulting in deviations between the predicted ΔT peak and the actual condition.
- Limitations in Dynamic Equipment Detection: The thermal sensitivity of infrared cameras poses challenges for detecting small-scale defects within thicker formworks. Moreover, the operational complexity of infrared cameras limits their practical application on concrete pouring sites.
- Multi-Physical Field Coupled Modeling: Future studies should integrate complex experimental conditions—including ambient temperature, humidity, wind speed, and solar radiation intensity—to conduct experiments and simulations under multiple coupled conditions. The primary focus should be on investigating the mechanisms and performance of infrared detection of honeycomb defects when influenced by multiple factors simultaneously.
- Refined Characterization of Materials and Interfaces: Based on practical engineering requirements, further research should be conducted on the material parameters and interfacial heat transfer characteristics. The goal is to elucidate the influence of material properties and interfacial heat transfer on the infrared detection of concrete honeycomb defects, thereby achieving more accurate prediction outcomes.
- Upgrading Intelligent Detection Systems: Develop an unmanned aerial vehicle (UAV) platform equipped with a high-frame-rate infrared module. By integrating image enhancement techniques and deep learning-based image fusion methods, the signal-to-noise ratio of the thermal contrast (ΔT) can be improved, thereby enhancing the precision and reliability of infrared detection.
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Liew, M.S.; Nguyen-Tri, P.; Nguyen, T.A.; Kakooei, S. (Eds.) Smart Nanoconcretes and Cement-Based Materials: Properties, Modelling and Applications; Elsevier: Amsterdam, The Netherlands, 2019. [Google Scholar] [CrossRef]
- de Brito, J.; Poon, C.S.; Zhan, B. New trends in recycled aggregate concrete. Appl. Sci. 2019, 9, 2324. [Google Scholar] [CrossRef]
- Maruyama, I.; Lura, P. Properties of early-age concrete relevant to cracking in massive concrete. Cem. Concr. Res. 2019, 123, 105770. [Google Scholar] [CrossRef]
- Nguyen, T.T.; Waldmann, D.; Bui, T.Q. Computational chemo-thermo-mechanical coupling phase-field model for complex fracture induced by early-age shrinkage and hydration heat in cement-based materials. Comput. Methods Appl. Mech. Eng. 2019, 348, 1–28. [Google Scholar] [CrossRef]
- Jain, H.; Patankar, V.H.; Kulkarni, M.S. Ultrasonic Testing of Concrete Structures: A Review; Bhabha Atomic Research Centre: Mumbai, India, 2021. [Google Scholar]
- Fischer, O.; Thoma, S.; Crepaz, S. Distributed fiber optic sensing for crack detection in concrete structures. Civ. Eng. Des. 2019, 1, 97–105. [Google Scholar] [CrossRef]
- Sirca, G.F., Jr.; Adeli, H. Infrared thermography for detecting defects in concrete structures. J. Civ. Eng. Manag. 2018, 24, 508–515. [Google Scholar] [CrossRef]
- Monsberger, C.M.; Lienhart, W. Distributed fiber optic shape sensing of concrete structures. Sensors 2021, 21, 6098. [Google Scholar] [CrossRef]
- Hashimoto, K.; Shiotani, T.; Ohtsu, M. Application of impact-echo method to 3D SIBIE procedure for damage detection in concrete. Appl. Sci. 2020, 10, 2729. [Google Scholar] [CrossRef]
- Zhao, B.; Lei, D.; Fu, J.; Yang, L.; Xu, W. Experimental study on micro-damage identification in reinforced concrete beam with wavelet packet and DIC method. Constr. Build. Mater. 2019, 210, 338–346. [Google Scholar] [CrossRef]
- Janků, M.; Cikrle, P.; Grošek, J.; Anton, O.; Stryk, J. Comparison of infrared thermography, ground-penetrating radar and ultrasonic pulse echo for detecting delaminations in concrete bridges. Constr. Build. Mater. 2019, 225, 1098–1111. [Google Scholar] [CrossRef]
- Jiao, L.; Ye, Q.; Cao, X.; Huston, D.; Xia, T. Identifying concrete structure defects in GPR image. Measurement 2020, 160, 107839. [Google Scholar] [CrossRef]
- McCabe, T.; Erdogmus, E.; Kodsy, A.; Morcous, G. Early detection of honeycombs in concrete pavement using GPR. J. Perform. Constr. Facil. 2021, 35, 04020138. [Google Scholar] [CrossRef]
- Chow, J.K.; Liu, K.F.; Tan, P.S.; Su, Z.; Wu, J.; Li, Z.; Wang, Y.H. Automated defect inspection of concrete structures. Autom. Constr. 2021, 132, 103959. [Google Scholar] [CrossRef]
- Völker, C.; Shokouhi, P. Multi-sensor data fusion approach for automatic honeycomb detection in concrete. NDT E Int. 2015, 71, 54–60. [Google Scholar] [CrossRef]
- Xu, J.; Yu, X. Detection of concrete structural defects using impact echo based on deep networks. J. Test. Eval. 2021, 49, 109–120. [Google Scholar] [CrossRef]
- Rocha, J.A.; Póvoas, Y.V. Infrared thermography as a non-destructive test for the inspection of reinforced concrete bridges: A review of the state of the art. Rev. Alconpat 2017, 7, 200–214. [Google Scholar] [CrossRef]
- Cheng, C.C.; Cheng, T.M.; Chiang, C.H. Defect detection of concrete structures using both infrared thermography and elastic waves. Autom. Constr. 2008, 18, 87–92. [Google Scholar] [CrossRef]
- Vemuri, S.H.; Atadero, R.A. Case study on rapid scanning techniques for concrete bridge decks with asphalt overlay: Ground-penetrating radar and infrared thermography. Pract. Period. Struct. Des. Constr. 2017, 22, 05016004. [Google Scholar] [CrossRef]
- Cheng, C.; Shen, Z. Semi real-time detection of subsurface consolidation defects during concrete curing stage. Constr. Build. Mater. 2021, 270, 121489. [Google Scholar] [CrossRef]
- Hong, M.; Lei, D.; Hu, F.; Chen, Z. Assessment of void and crack defects in early-age concrete. J. Build. Eng. 2023, 70, 106372. [Google Scholar] [CrossRef]
- Cheng, C.; Chen, D.; Shao, S.; Na, R.; Cai, H.; Zhou, H.; Wu, B. Revealing the Impact of Depth and Surface Property Variations on Infrared Detection of Delamination in Concrete Structures Under Natural Environmental Conditions. Buildings 2024, 15, 10. [Google Scholar] [CrossRef]
- Chen, H.L.R.; Mardmomen, S.; Leon, G. On-site measurement of heat of hydration of delivered mass concrete. Constr. Build. Mater. 2021, 269, 121246. [Google Scholar] [CrossRef]
- Garg, S.; Misra, S. Efficiency of NDT techniques to detect voids in grouted post-tensioned concrete ducts. Nondestruct. Test. Eval. 2021, 36, 366–387. [Google Scholar] [CrossRef]
- Li, S.; Han, S.; Wang, J.; Han, X.; Zheng, P.; Cui, C.; Sun, S. Infrared thermography detection of grouting defects in external post-tensioned tendon ducts under construction hydration heat excitation. NDT E Int. 2023, 134, 102785. [Google Scholar] [CrossRef]
- Wan, R.; Zhao, H.; Zhang, Q.; Zheng, P.; Zhong, Z.; Xue, C.; Huang, L. Semi-real-time infrared thermography for detecting layering defects in plasters solidification within indoor environments. Front. Mater. 2024, 11, 1405745. [Google Scholar] [CrossRef]
- Cai, H.; Cheng, C.; Na, R.; Zhang, H.; Zhou, J.; Jing, S.; Miao, C. Cooling-excited infrared thermography for enhancing the detection of concrete filled steel tube interfacial debonding at concrete hydration. Case Stud. Constr. Mater. 2024, 20, e02995. [Google Scholar] [CrossRef]
- Cheng, C.; Cheng, X.; Zhang, H.; Cai, H.; Zhou, J.; Na, R.; Wu, B. Experimental study on infrared detection of debonding in concrete-filled steel tubular structure under acceleratory period of hydration heat action. Case Stud. Constr. Mater. 2024, 21, e03928. [Google Scholar] [CrossRef]
- Zhu, B. Temperature stress and temperature control of mass concrete. J. Civ. Eng. 1999, 4, 15. [Google Scholar]
- Liu, Z. Study on the Temperature Field of Concrete-Filled Steel Tube Arch Rib Cross-Section. Ph.D. Thesis, Fuzhou University, Fuzhou, China, 2006. [Google Scholar]
- Lin, C.; Zheng, J.; Huang, H. Experimental study on the heat of hydration temperature field of concrete-filled steel tube arch with circular cross-section. Concrete 2009, 10, 13–15. [Google Scholar]
- Lin, C.; Zheng, J.; Qin, R. Analysis of the influence of hydration heat on the forming process of concrete-filled steel tube arch ribs. J. Guangxi Univ. Nat. Sci. Ed. 2007, 32, 186–188. [Google Scholar]
- Zhu, B. Temperature Stress and Temperature Control of Mass Concrete; China Water & Power Press: Beijing, China, 2012. [Google Scholar]
- JGJ162; Technical Code for Safety of Forms in Construction. Ministry of Housing and Urban-Rural Development of the People’s Republic of China: Beijing, China, 2008.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Specific Heat Capacity (J/(kg·K)) | Density (kg/m3) | Thermal Conductivity (W/(m·K)) |
|---|---|---|---|
| Wooden Board | 2700 | 532 | k(T) |
| Air | k(T) | k(T) | k(T) |
| Concrete | 980 | 2450 | 0.17 |
| Parameters | Group 1 | Group 2 | Group 3 |
|---|---|---|---|
| L × D × H (mm) | 400 × 400 × 1000 | 400 × 400 × 1000 | 400 × 400 × 1000 |
| Ambient temperature Ta (°C) | 10, 16, 22, 28, 34 | 22 | 16, 22 |
| Honeycomb size (mm) | 30–60 | 4–10, 10–30, 30–60, 200 × 200 | 30–60 |
| Formwork thickness (mm) | 14 | 14 | 11, 14, 17, 20 |
| Parameter Name | Parameter Explanation |
|---|---|
| Tc | The initial temperature of concrete Ambient temperature Formwork surface temperature |
| Ta | |
| Ts | |
| σ | Standard deviation |
| Camera Name | FLIR A300 | MAG-F6 |
|---|---|---|
| Detector type | Uncooled microbolometer | Uncooled microbolometer |
| Accuracy | ±2 °C or ±2% | ±0.7 °C or ±0.7% |
| Resolution | 320 × 240 pixels | 640 × 480 pixels |
| Spectral range | 7.5–13 µm | 7.5–13 µm |
| Cement (kg) | Fly Ash (kg) | Silica Ash (kg) | Sweller (kg) | Sand (kg) | Aggregate (kg) | Water (kg) | Polycarboxylate Superplasticizer (kg) |
|---|---|---|---|---|---|---|---|
| 411 | 89 | 35 | 59 | 968 | 731 | 143 | 7.08 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, F.; Zeng, X.; Xia, Q.; Yang, L.; Cai, H.; Cheng, C. Early Detection and Analysis of Cavity Defects in Concrete Columns Based on Infrared Thermography and Finite Element Analysis. Materials 2025, 18, 1686. https://doi.org/10.3390/ma18071686
Yang F, Zeng X, Xia Q, Yang L, Cai H, Cheng C. Early Detection and Analysis of Cavity Defects in Concrete Columns Based on Infrared Thermography and Finite Element Analysis. Materials. 2025; 18(7):1686. https://doi.org/10.3390/ma18071686
Chicago/Turabian StyleYang, Fan, Xianwang Zeng, Qilong Xia, Ligui Yang, Haonan Cai, and Chongsheng Cheng. 2025. "Early Detection and Analysis of Cavity Defects in Concrete Columns Based on Infrared Thermography and Finite Element Analysis" Materials 18, no. 7: 1686. https://doi.org/10.3390/ma18071686
APA StyleYang, F., Zeng, X., Xia, Q., Yang, L., Cai, H., & Cheng, C. (2025). Early Detection and Analysis of Cavity Defects in Concrete Columns Based on Infrared Thermography and Finite Element Analysis. Materials, 18(7), 1686. https://doi.org/10.3390/ma18071686