
Improvement of Microstructure and Mechanical Properties of a Hot-Extruded Cu-Al2O3 Alloy After Thermomechanical Treatment


Abstract
1. Introduction
2. Experimental Procedures
3. Results
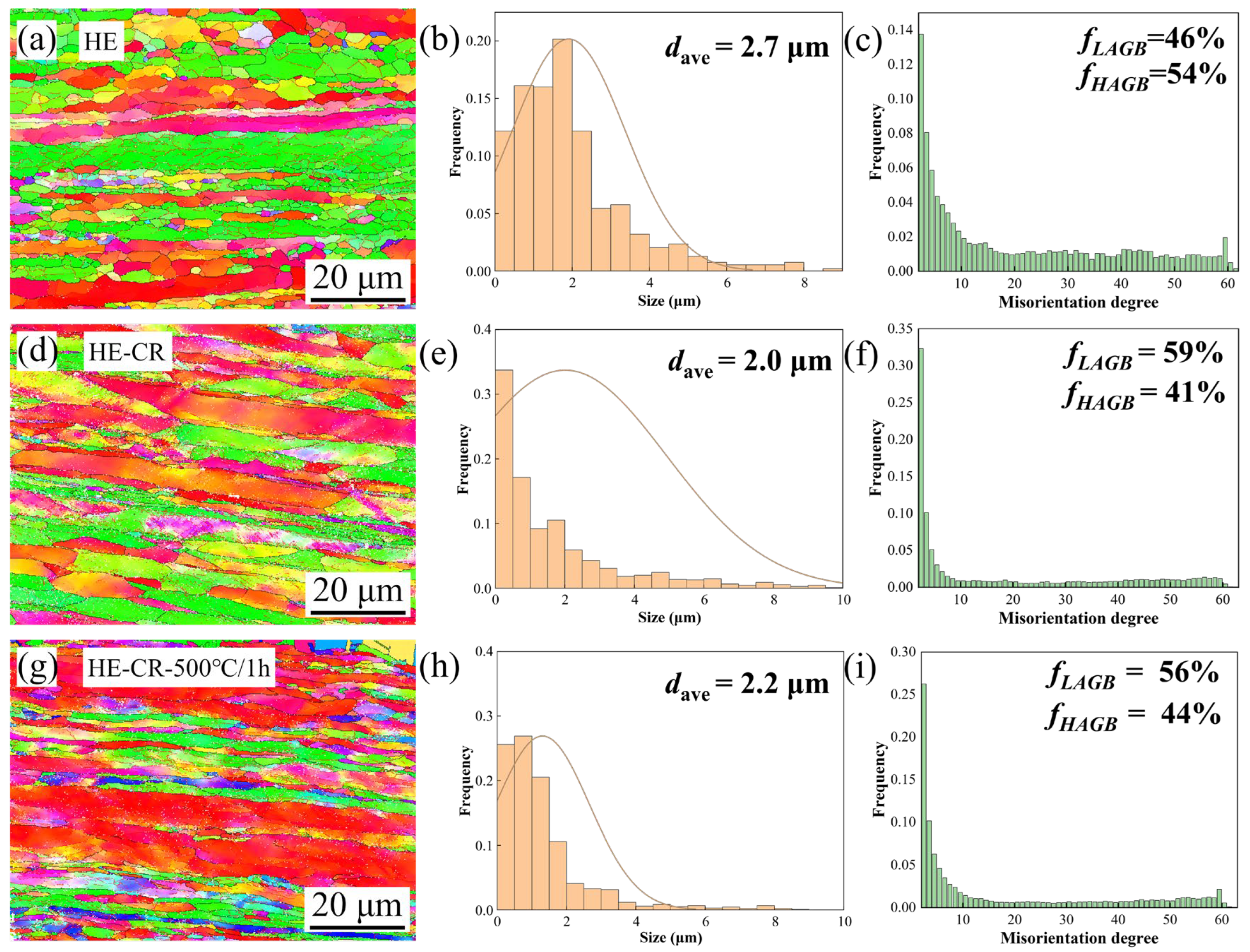
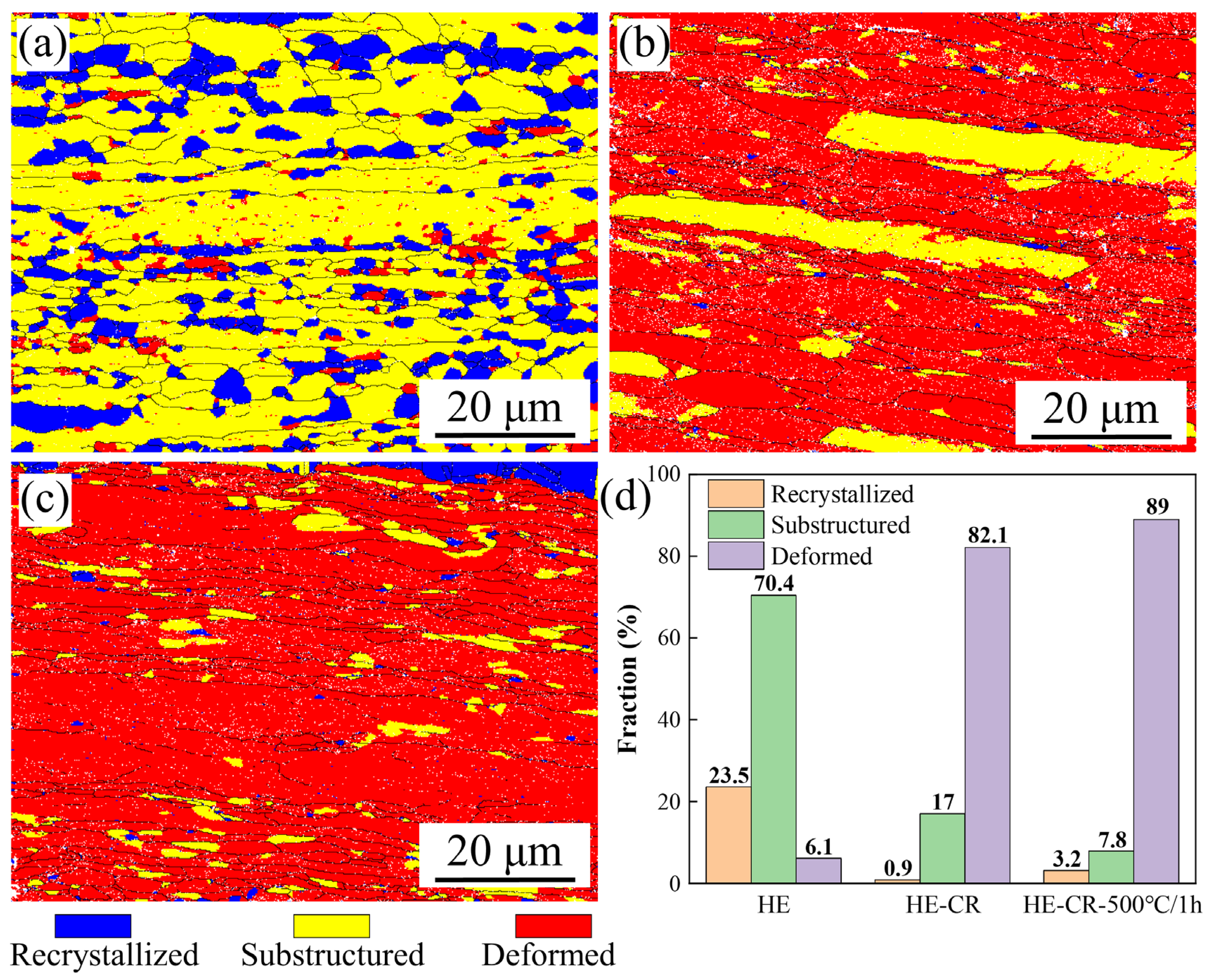
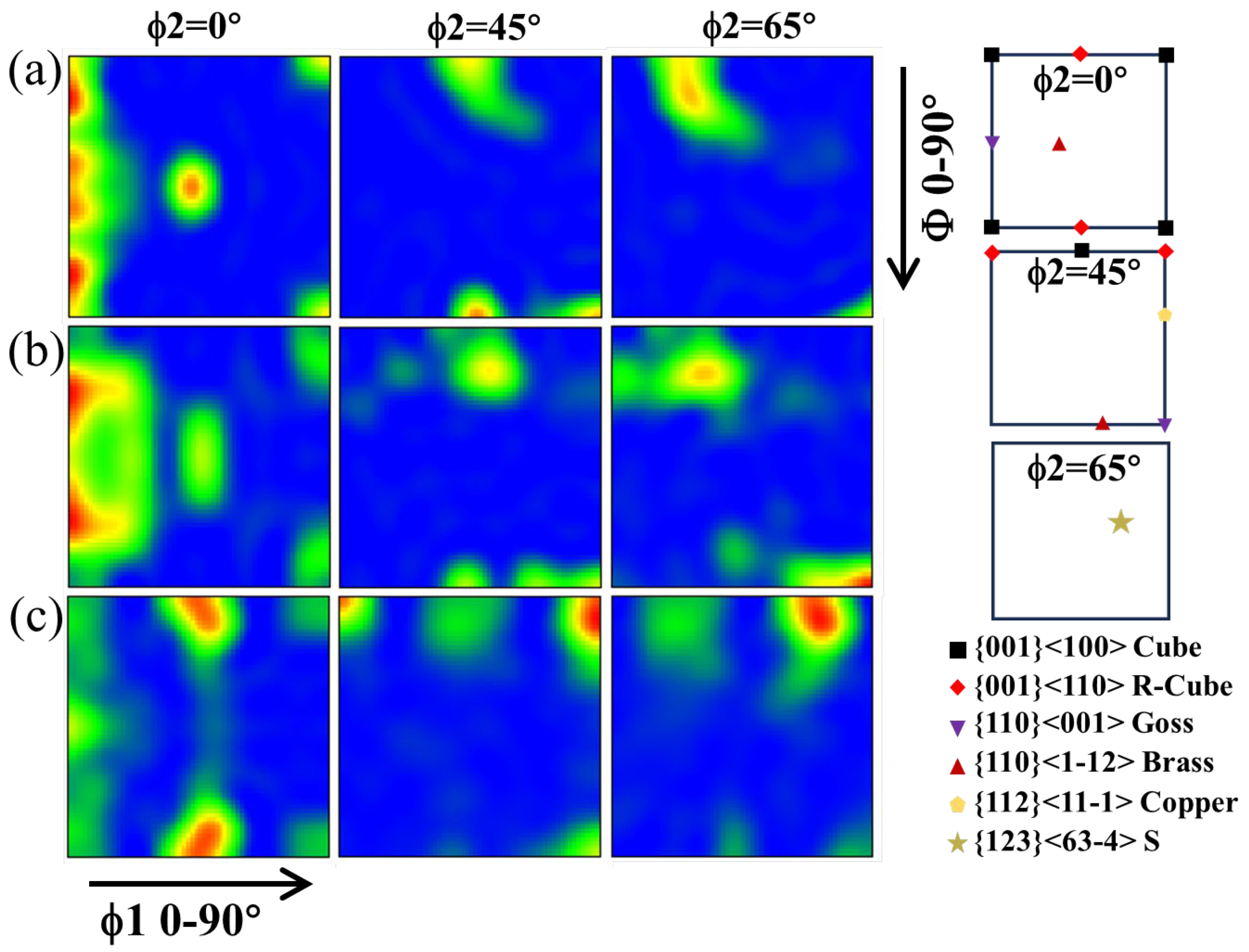
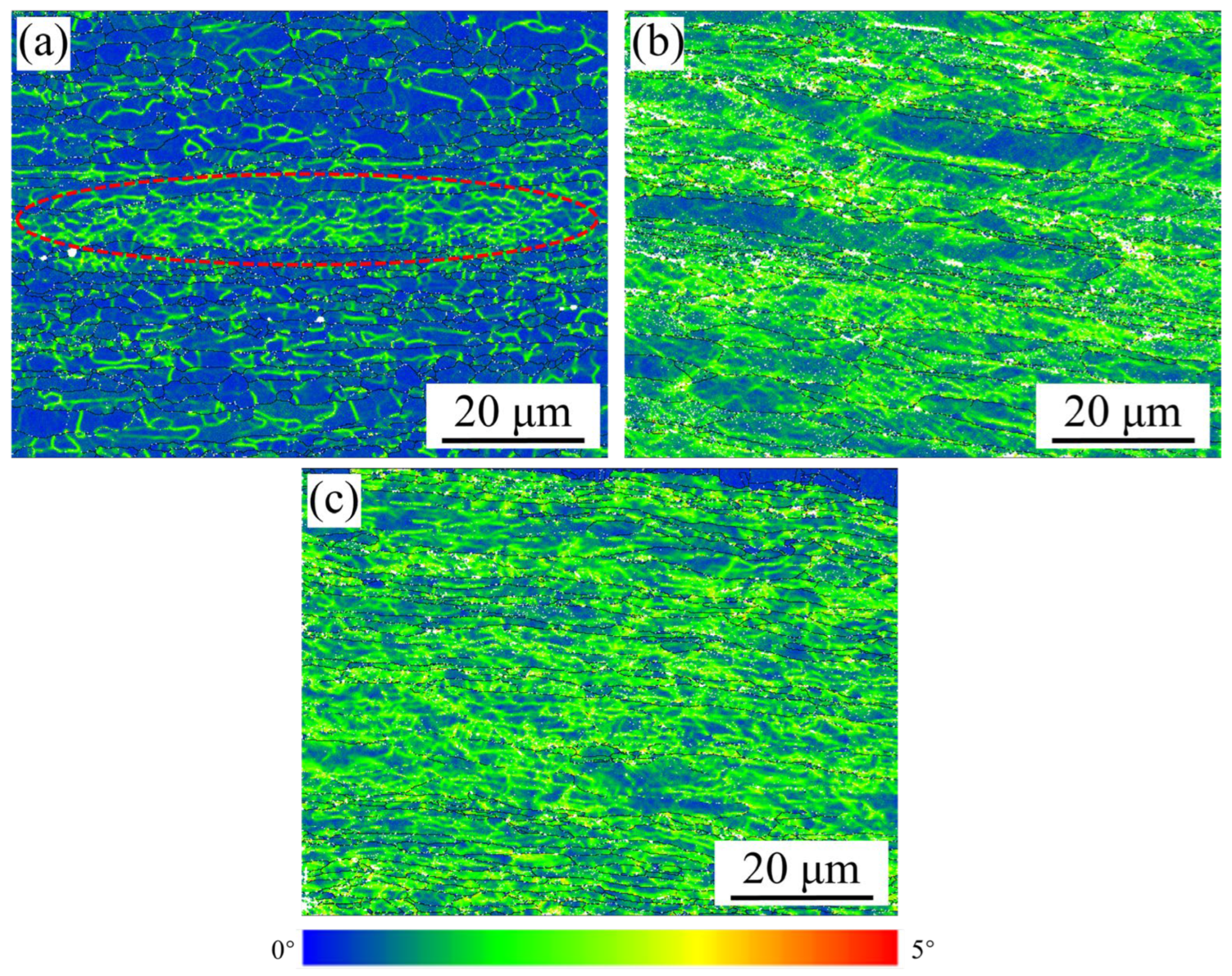
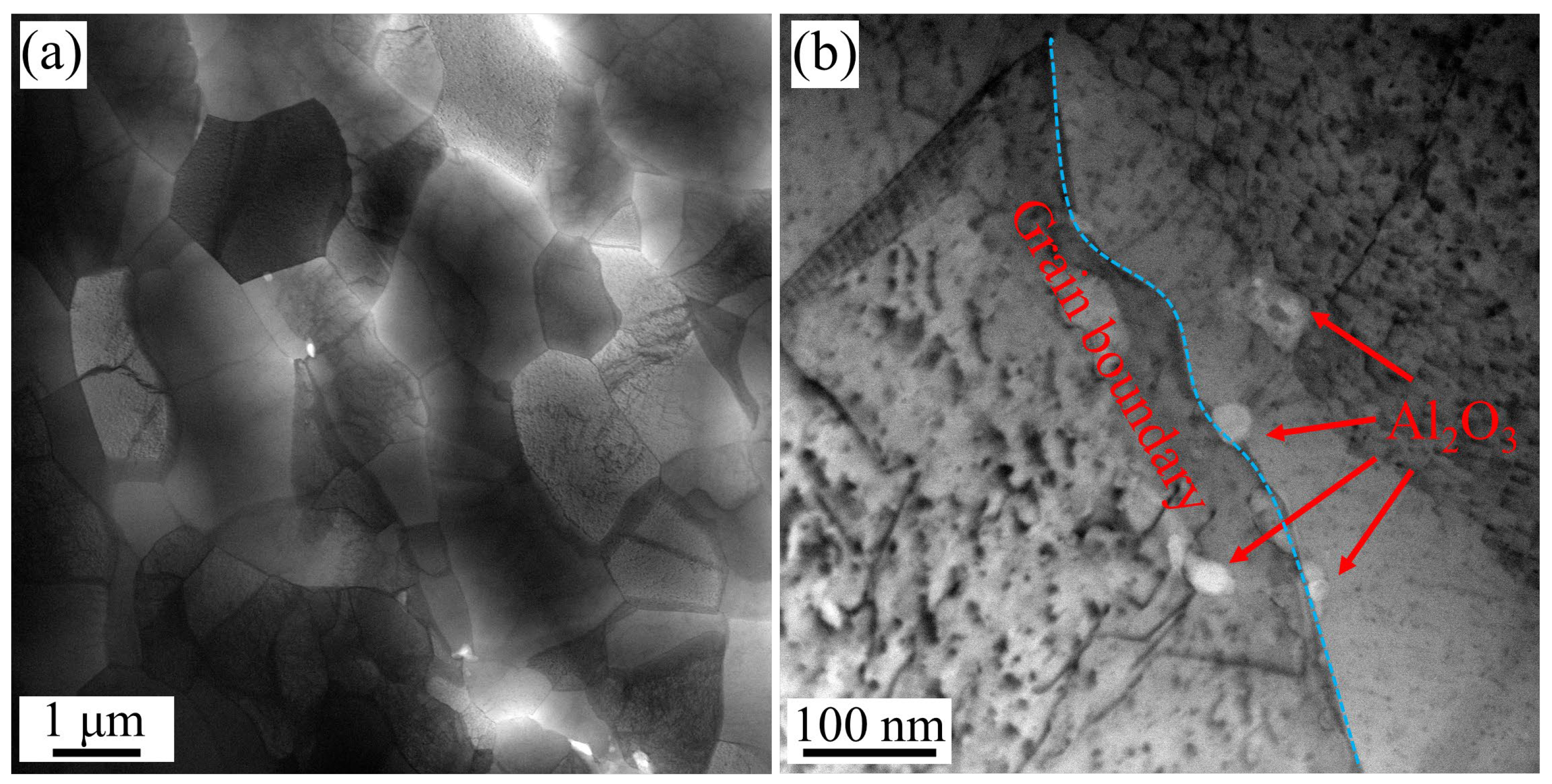
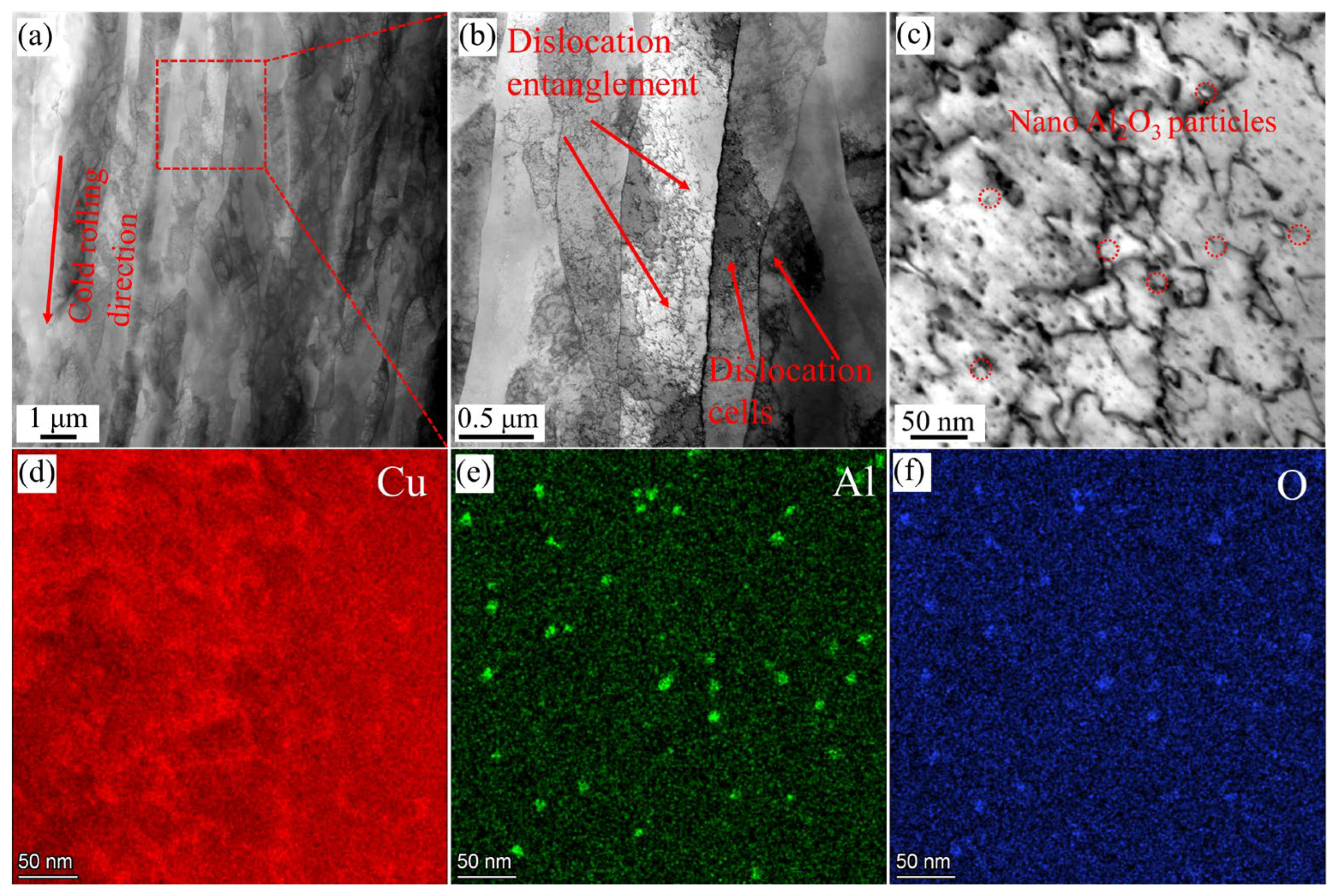
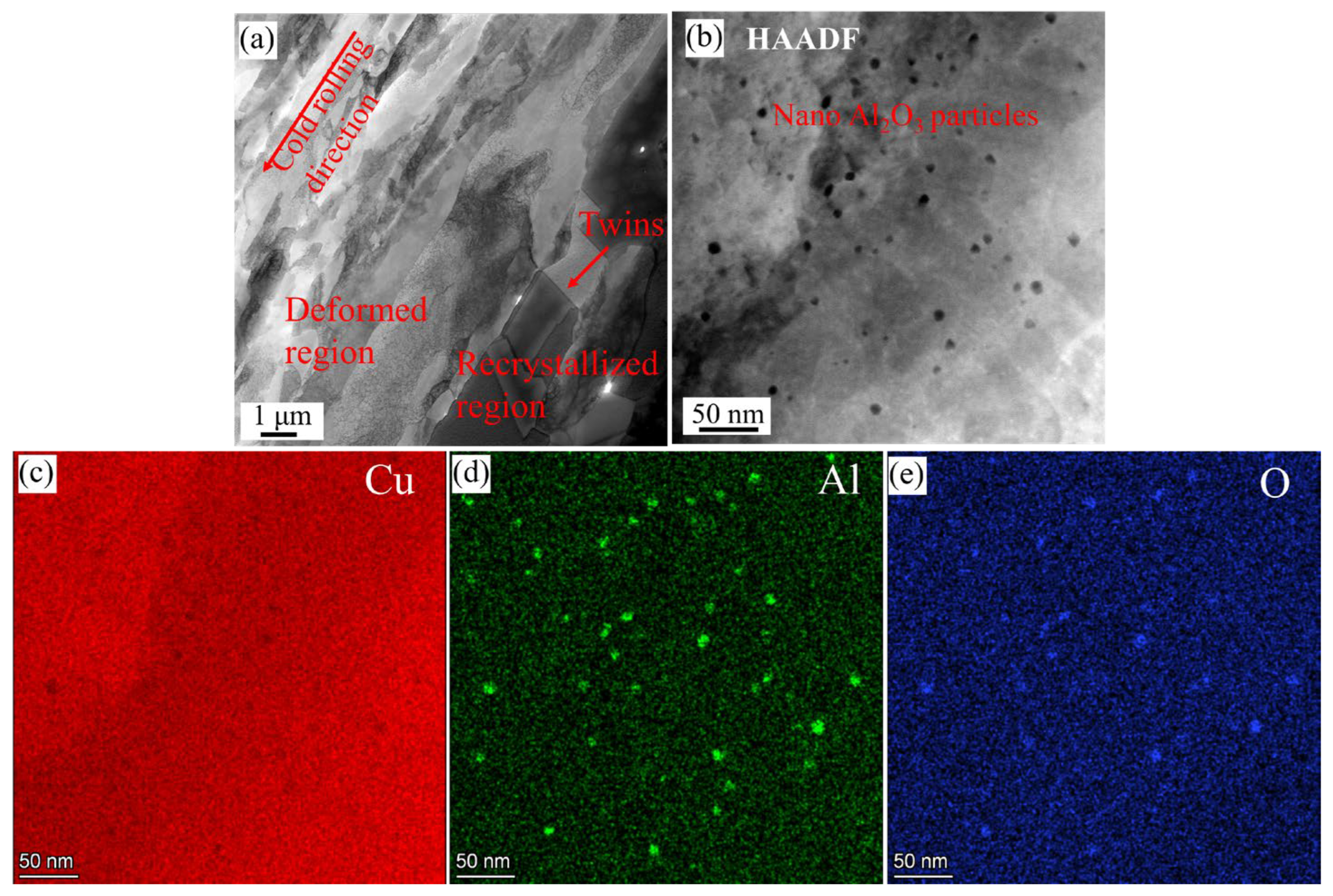
3.1. Microstructure of Cu-0.23Al2O3 Alloy
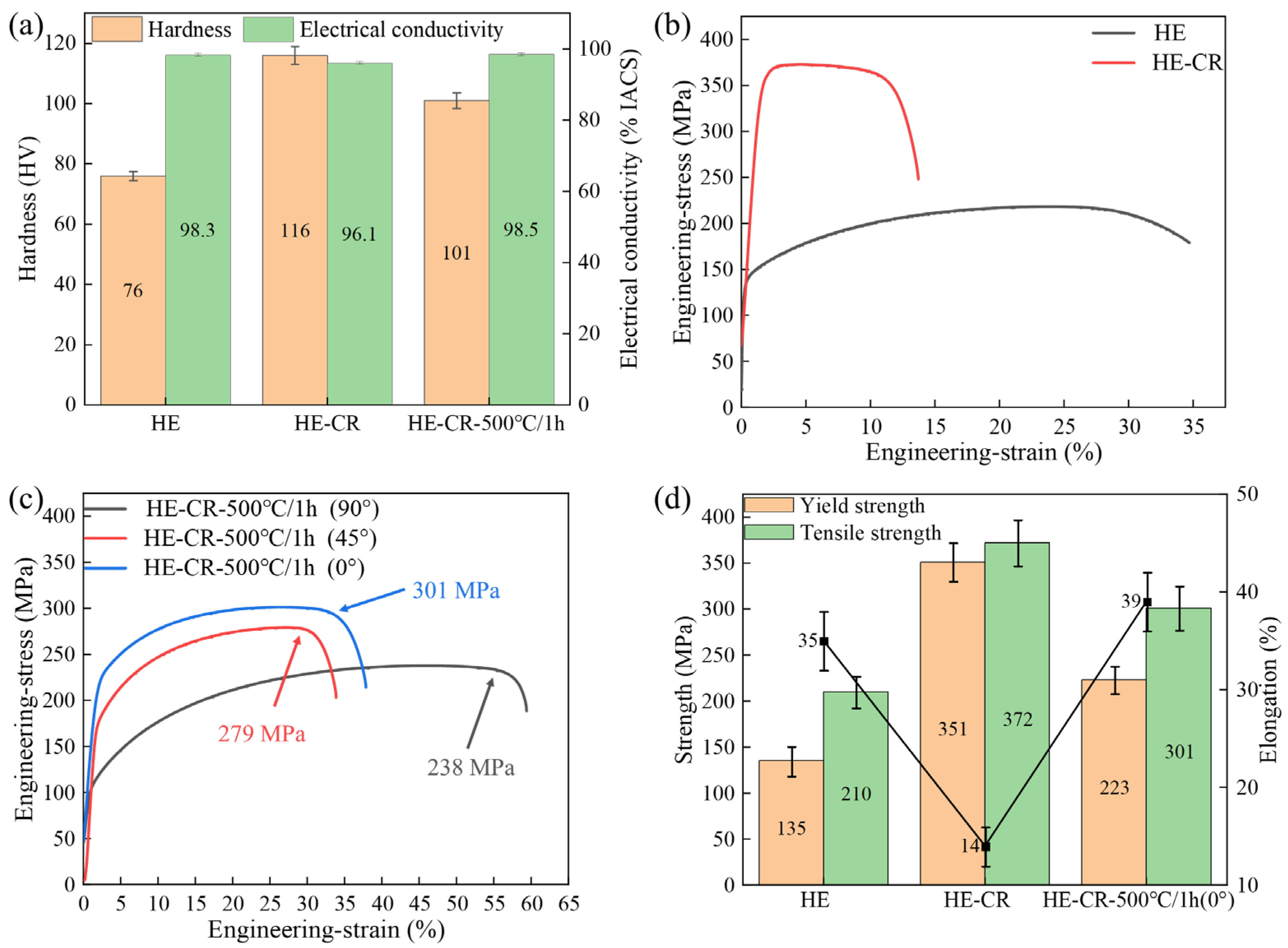
3.2. Properties of Cu-0.23Al2O3 Alloy
4. Discussion
4.1. Effect of Al2O3 Particles on Recrystallization
4.2. Strengthening Mechanism
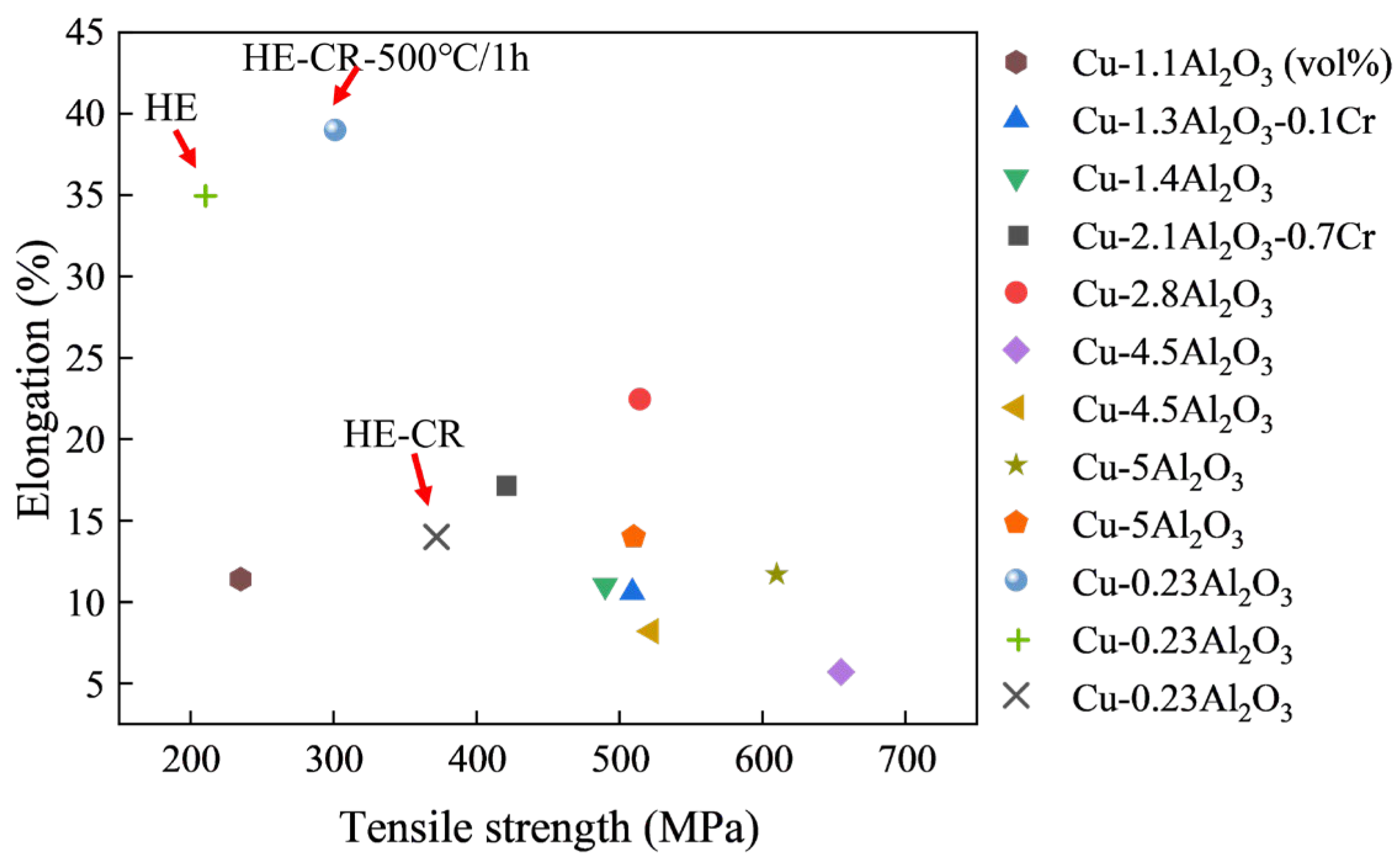
4.3. Properties Comparison
5. Conclusions
- The Cu-0.23Al2O3 alloy achieves excellent comprehensive properties after being processed by thermomechanical treatment. The hardness, yield strength, tensile strength and elongation of the alloy in its final state are 101 HV, 223 MPa, 301 MPa and 39%. Because of the low content of Al2O3 in the alloy, the alloy has a high electrical conductivity of 98.5%IACS.
- The annealing treatment decreases the dislocation density in the sample and the strength, while the elongation is improved significantly. The good ductility ensures that the plastic formability of the material can meet the requirement of manufacturing.
- Refinement strengthening, Orowan strengthening and work hardening contribute to the increment of strength of the annealed Cu-0.23Al2O3 alloy.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sun, Y.Q.; Peng, L.J.; Huang, G.J.; Xie, H.F.; Mi, X.J.; Liu, X.H. Effects of Mg addition on the microstructure and softening resistance of Cu-Cr alloys. Mater. Sci. Eng. A 2020, 776, 139009. [Google Scholar]
- Xu, G.L.; Zhu, Y.Q.; Peng, L.J.; Xie, H.F.; Li, Z.D.; Huang, S.H.; Yang, Z.; Zhang, W.J.; Mi, X.J. Effect of Sn Addition on Microstructure, Aging Properties and Softening Resistance of Cu-Cr Alloy. Materials 2022, 15, 8441. [Google Scholar] [CrossRef]
- Cai, H.Y.; Lv, W.Q.; Pan, E.D.; Xue, Z.Y.; Huang, Y.L.; Xia, Z.R.; Yu, X.Y.; Gong, S.; Li, Z. Synergistic effects of trace silicon, calcium and cerium on the microstructure and properties of a novel Cu-Cr-Nb-Si-Ca-Ce alloy. Mater. Sci. Eng. A 2024, 898, 146419. [Google Scholar] [CrossRef]
- Li, C.; Feng, X.M.; Shen, Y.F.; Chen, W.H. Preparation of Al2O3/TiO2 particle-reinforced copper through plasma spraying and friction stir processing. Mater. Des. 2016, 90, 922–930. [Google Scholar] [CrossRef]
- Aghamiri, S.M.S.; Ukai, S.; Oono, N.; Kasada, R.; Noto, H.; Hishinuma, Y.; Muroga, T. Recrystallization of cold rolled oxide dispersion strengthened copper during room temperature annealing. J. Alloys Compd. 2019, 798, 187–193. [Google Scholar] [CrossRef]
- Sadoun, A.M.; Meselhy, A.F.; Abdallah, A.W. Microstructural, mechanical and wear behavior of electroless assisted silver coated Al2O3-Cu nanocomposites. Mater. Chem. Phys. 2021, 266, 124562. [Google Scholar]
- Ding, J.; Zhao, N.Q.; Shi, C.S.; Du, X.W.; Li, J.J. In situ formation of Cu-ZrO2 composites by chemical routes. J. Alloys Compd. 2006, 425, 390–394. [Google Scholar]
- Xiao, Z.; Ding, Y.J.; Wang, Z.J.; Jia, Y.L.; Jiang, Y.B.; Gong, S.; Li, Z. Research and development of advanced copper matrix composites. Trans. Nonferrous Met. Soc. China 2024, 34, 3789–3821. [Google Scholar] [CrossRef]
- Song, H.; Li, S.L.; Guo, X.H.; Song, K.X.; Liu, S.; Qi, K.K. Strength-plasticity synergistic enhancement of dispersion strengthened copper by interaction of nano-Al2O3 and Cr particles. Mater. Des. 2025, 250, 113602. [Google Scholar]
- Xiao, Z.; Huang, Y.J.; Chen, C.X.; Li, Z.; Gong, S.; Huang, Y.X.; Zhang, C.; Zhang, X.X. Effects of thermal treatments on the residual stress and micro-yield strength of Al2O3 dispersion strengthened copper alloy. J. Alloys Compd. 2019, 781, 490–495. [Google Scholar]
- Fu, Y.B.; Chen, H.N.; Cao, Z.Q.; Huo, Y.Q. Effect of CeO2 Nanoparticles on Interface of Cu/Al2O3 Ceramic Clad Composites. Materials 2020, 13, 1240. [Google Scholar] [CrossRef] [PubMed]
- Zhou, T.; Chen, W.; Jiang, Y.B.; Qiu, W.T.; Chen, C.; Xiao, X.; Qin, L.X.; Gong, S.; Jia, Y.L.; Li, Z. Microstructure, properties and reaction kinetics of a Cu-Al2O3-TiB2 alloy prepared by a new liquid phase in-situ reaction technology. J. Mater. Res. Technol. 2023, 26, 4024–4041. [Google Scholar]
- Dong, Y.; Wang, X.K.; Xie, Y.H.; Yang, C.; Zhou, D.S. Tunable microstructures and tensile mechanical properties of oxide-dispersion-strengthened Cu by extrusion and secondary processing. J. Alloys Compd. 2020, 812, 152112. [Google Scholar]
- Liu, F.X.; Wang, S.J.; Xie, G.L.; Yang, J.; Chen, C.G.; Zhao, F.; Liu, X.H. Microstructural evolution and modified constitutive model of nano-scale Al2O3 dispersion-strengthened copper under high strain rate deformation. Mater. Sci. Eng. A 2024, 913, 146997. [Google Scholar]
- Huang, K.; Marthinsen, K.; Zhao, Q.; Logé, R.E. The double-edge effect of second-phase particles on the recrystallization behaviour and associated mechanical properties of metallic materials. Prog. Mater. Sci. 2018, 92, 284–359. [Google Scholar]
- Yang, W.D.; Zhang, C.Z.; Zhang, N.; Zhang, C.C.; Gao, W.L.; He, J.L. Microstructure and Texture Evolution of Cu-Ni-P Alloy after Cold Rolling and Annealing. Materials 2024, 17, 2696. [Google Scholar] [CrossRef]
- Moussa, C.; Bernacki, M.; Besnard, R.; Bozzolo, N. About quantitative EBSD analysis of deformation and recovery substructures in pure Tantalum. IOP Conf. Ser. Mater. Sci. Eng. 2015, 89, 012038. [Google Scholar]
- Doherty, R.D. Current issues in recrystallization a review. Mater. Sci. Eng. A 1997, 238, 219–274. [Google Scholar]
- Chen, J.; Xu, W.J.; Yang, J.H.; Yang, Z.; Shi, H.L.; Lin, G.Y.; Li, Z.M.; Shen, X.; Jiang, B.; Liu, H.Q.; et al. Effects of cold rolling path on recrystallization behavior and mechanical properties of pure copper during annealing. Trans. Nonferrous Met. Soc. China 2024, 34, 3233–3250. [Google Scholar]
- Smith, C.S. Introduction to grains, phases, and interfaces: An interpretation of microstructure. Trans. Am. Inst. Min. Eng. 1948, 175, 15–51. [Google Scholar]
- Guo, X.H.; Xu, G.Y.; Li, S.L.; Song, K.X.; Liu, S.; Wang, X.; Luo, Q.S.; Liu, H.T.; Song, H. Enhanced plastic deformation ability of copper matrix composites through synergistic strengthening of nano-Al2O3 and Cr particles. Mater. Sci. Eng. A 2024, 910, 146886. [Google Scholar]
- Ashby, M.F. The deformation of plastically non-homogeneous materials. Philos. Mag. 1970, 21, 399–424. [Google Scholar]
- Chinh, N.Q.; Olasz, D.; Ahmed, A.Q.; Safran, G.; Lendvai, J.; Langdon, T.G. Modification of the Hall-Petch relationship for submicron-grained fcc metals. Mater. Sci. Eng. A 2023, 862, 144419. [Google Scholar]
- Ding, Y.J.; Xiao, Z.; Fang, M.; Gong, S.; Dai, J. Microstructure and mechanical properties of multi-scale α-Fe reinforced Cu-Fe composite produced by vacuum suction casting. Mater. Sci. Eng. A 2023, 864, 144603. [Google Scholar]
- Zhang, X.Z.; Jin, S.B.; Yang, C.; Zhou, D.S.; Sha, G.; Zhang, D.L. Enhanced tensile properties in a Cu-Al2O3 alloy via trace Ti addition. J. Alloys Compd. 2021, 862, 158687. [Google Scholar]
- Li, C.G.; Xie, Y.H.; Zhou, D.S.; Zeng, W.; Wang, J.; Liang, J.M.; Zhang, D.L. A novel way for fabricating ultrafine grained Cu-4.5 vol% Al2O3 composite with high strength and electrical conductivity. Mater. Charact. 2019, 155, 109775. [Google Scholar]
- Zhang, Y.F.; Ji, Z.; Jia, C.C.; Liu, G.M.; Wan, F.R.; Zhan, Q. Influence of lanthanum on enhancement of mechanical and electrical properties of Cu-Al2O3 composites. J. Rare Earths 2019, 37, 534–540. [Google Scholar]
- Zhou, D.S.; Wang, X.K.; Muránsky, O.; Wang, X.R.; Xie, Y.H.; Yang, C.; Zhang, D.L. Heterogeneous microstructure of an Al2O3 dispersion strengthened Cu by spark plasma sintering and extrusion and its effect on tensile properties and electrical conductivity. Mater. Sci. Eng. A 2018, 730, 328–335. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| G | 46 GPa |
| 0.26 | |
| 3.06 | |
| 0.256 nm | |
| 0.34 | |
| 0.14 MPa⋅m1/2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, X.; Pan, X.; Liu, P.; Xiao, Z.; Zhou, T.; Gan, C.; Wang, J. Improvement of Microstructure and Mechanical Properties of a Hot-Extruded Cu-Al2O3 Alloy After Thermomechanical Treatment. Materials 2025, 18, 1606. https://doi.org/10.3390/ma18071606
Wang X, Pan X, Liu P, Xiao Z, Zhou T, Gan C, Wang J. Improvement of Microstructure and Mechanical Properties of a Hot-Extruded Cu-Al2O3 Alloy After Thermomechanical Treatment. Materials. 2025; 18(7):1606. https://doi.org/10.3390/ma18071606
Chicago/Turabian StyleWang, Xu, Xiaoqian Pan, Pengpeng Liu, Zhu Xiao, Tao Zhou, Chunlei Gan, and Juan Wang. 2025. "Improvement of Microstructure and Mechanical Properties of a Hot-Extruded Cu-Al2O3 Alloy After Thermomechanical Treatment" Materials 18, no. 7: 1606. https://doi.org/10.3390/ma18071606
APA StyleWang, X., Pan, X., Liu, P., Xiao, Z., Zhou, T., Gan, C., & Wang, J. (2025). Improvement of Microstructure and Mechanical Properties of a Hot-Extruded Cu-Al2O3 Alloy After Thermomechanical Treatment. Materials, 18(7), 1606. https://doi.org/10.3390/ma18071606