
Full Coupling Modeling on Multi-Physical and Thermal–Fluid–Solid Problems in Composite Autoclave Curing Process


Abstract
1. Introduction
2. Background and Motivation
3. Solver of the Solid Domain: Extended Layerwise Method
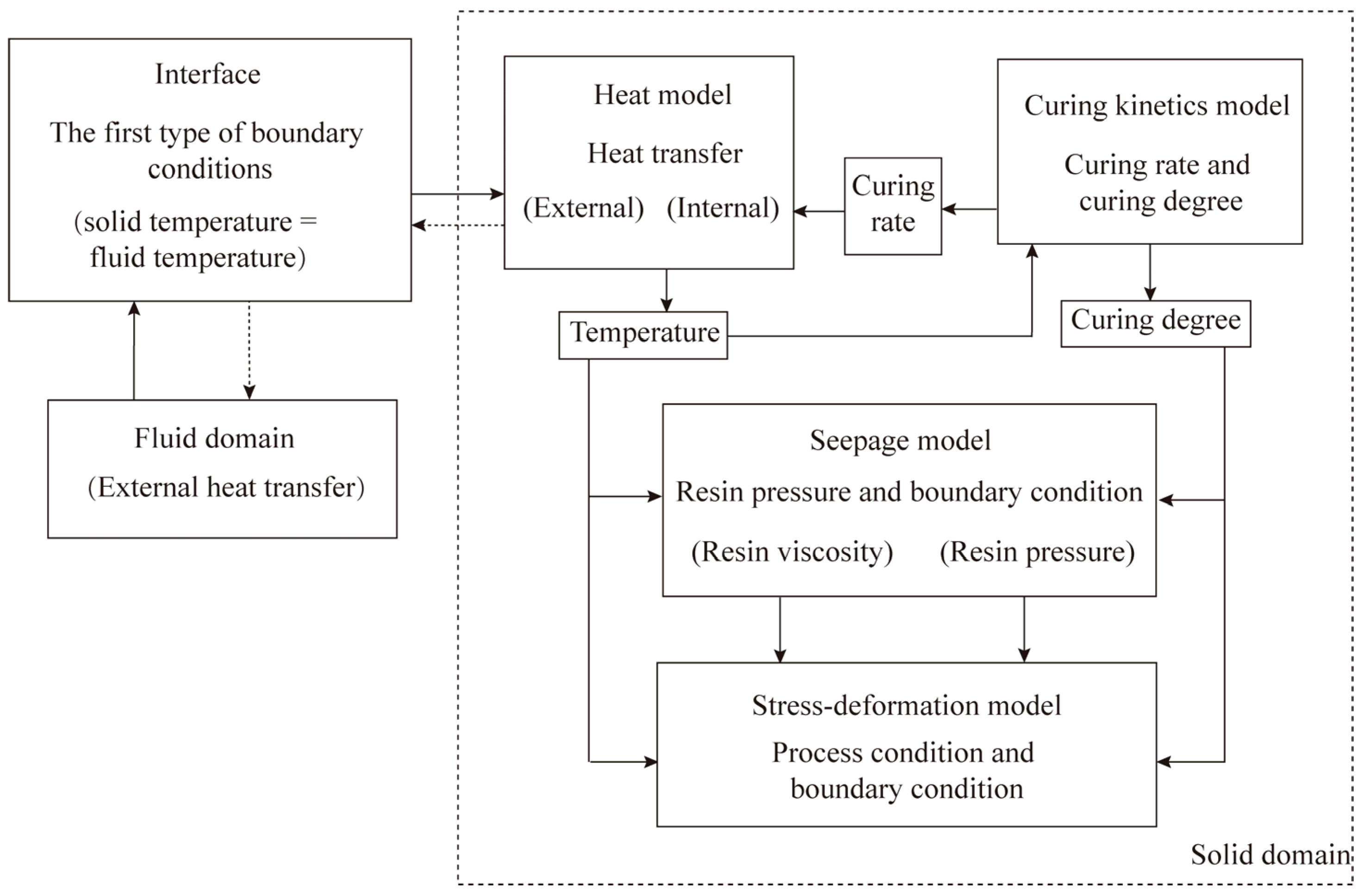
3.1. Mixed Variational Principle of Thermo-Chemical–Mechanical-Seepage Coupling
3.2. XLWM for Thermo-Chemical–Mechanical-Seepage Coupling
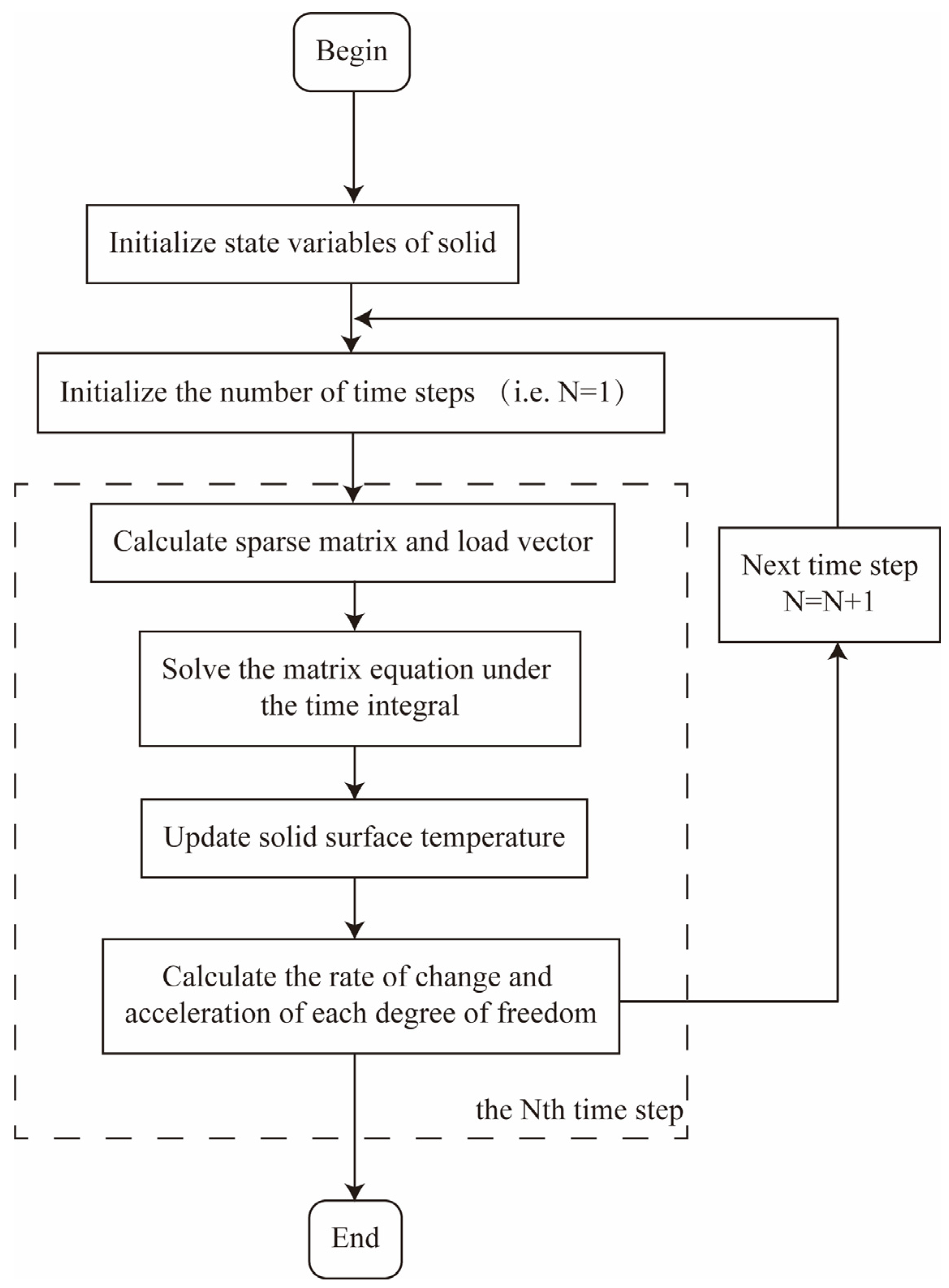
3.3. Newmark-Based Time Integration of XLWM
4. Solver of the Fluid Domain: The Finite Volume Method
5. Thermo–Fluid–Solid Coupling Method
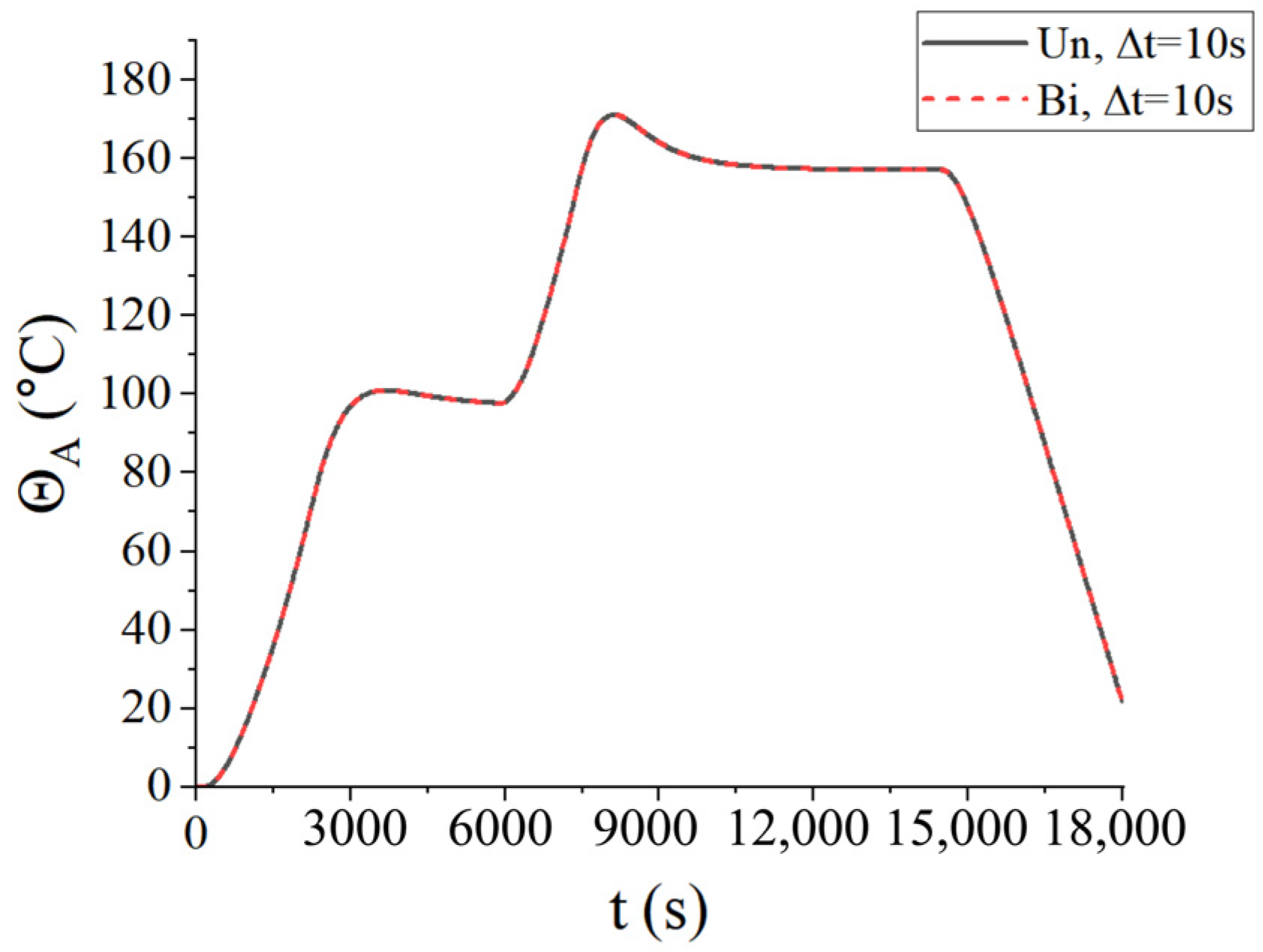
5.1. Unidirectional Coupling Scheme
- Calculate the initial temperature of the solid domain and the inlet temperature of the autoclave, and adjust the relevant initial settings (e.g., the inlet speed, fluid density, etc.). Then, an input file is generated for the open-source suite (i.e., SU2);
- Call SU2 to calculate the fluid domain and save results to the output file;
- Read the output file, and define the corresponding temperature as the solid boundary based on the node coordinates;
- According to the nodal coordinates in the fluid domain, search for the corresponding interface node, and assign the temperature value to each node of the solid domain.
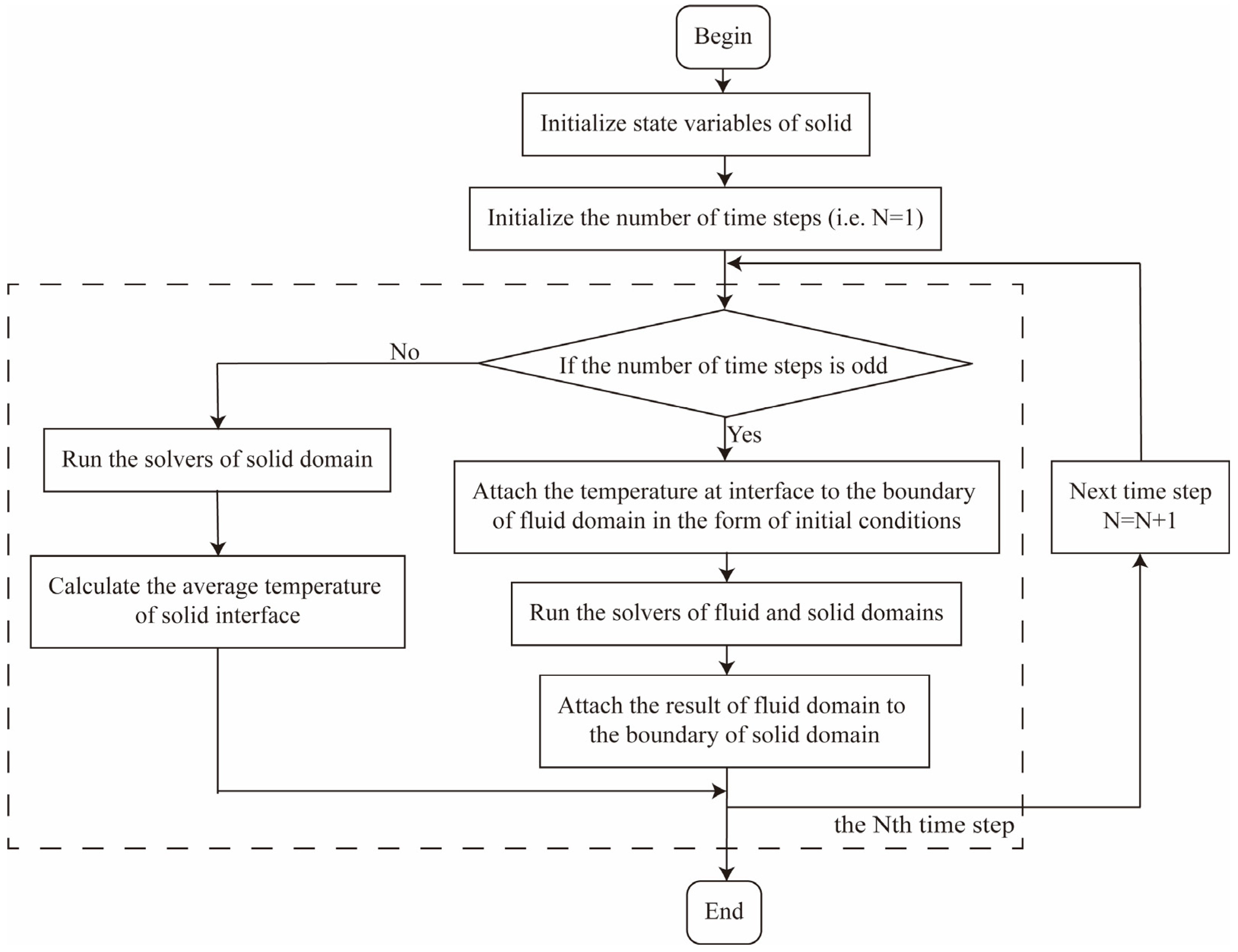
5.2. Bidirectional Coupling Scheme
- At the beginning of the time step (i.e., at time ), define the temperature at the interface as the boundary of the fluid domain through the solid domain as the initial condition;
- Start the solvers of the fluid and solid domains simultaneously;
- At the end of the time step (i.e., at time ), terminate the calculation in the fluid domain, and define the result of the fluid domain as the boundary of the solid domain.
- Start the solvers of the solid domains;
- At the end of the time step (i.e., at time ), calculate and define the average temperature of the solid interface as one of the initial conditions in the fluid domain for the next time step.
6. Numerical Examples
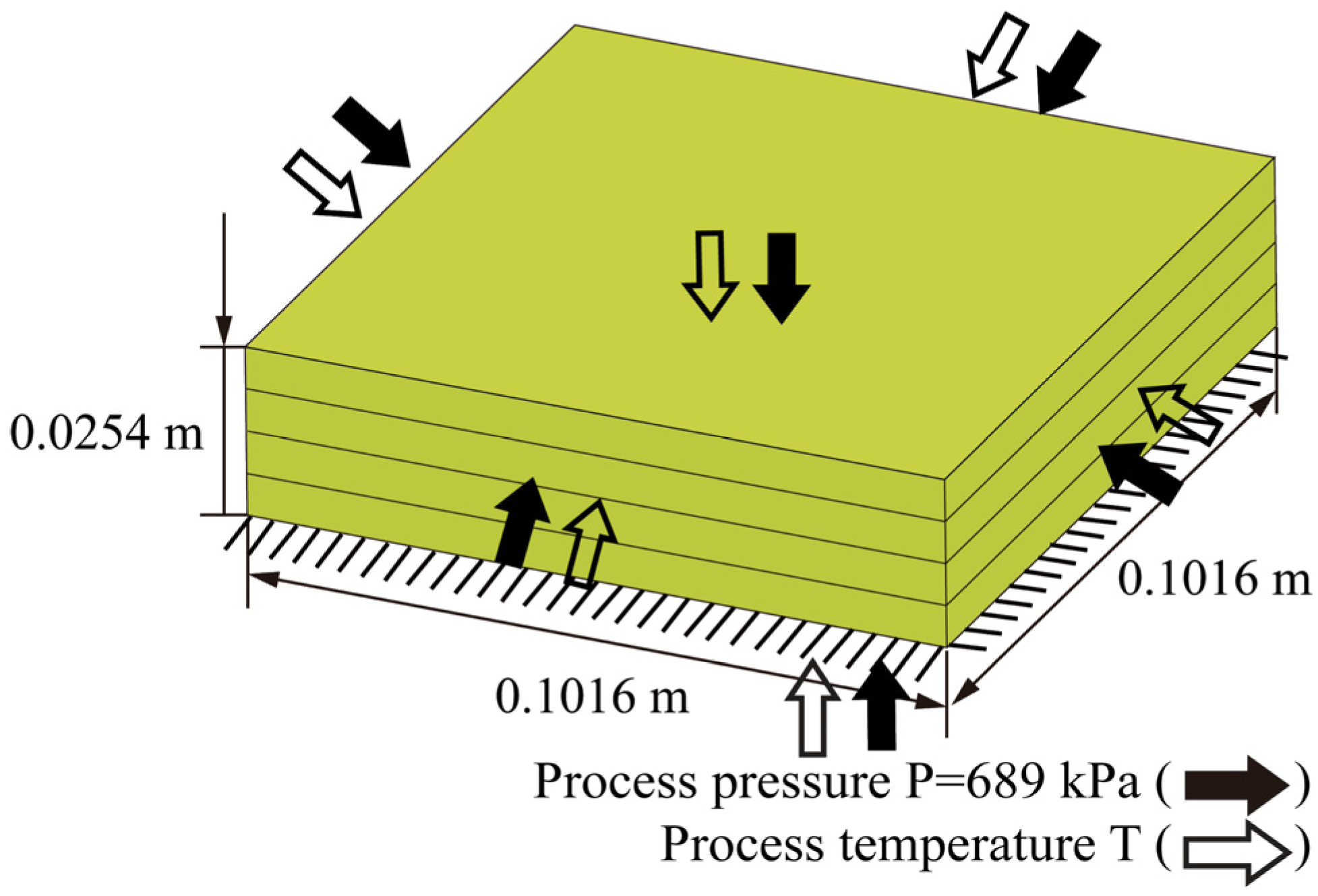
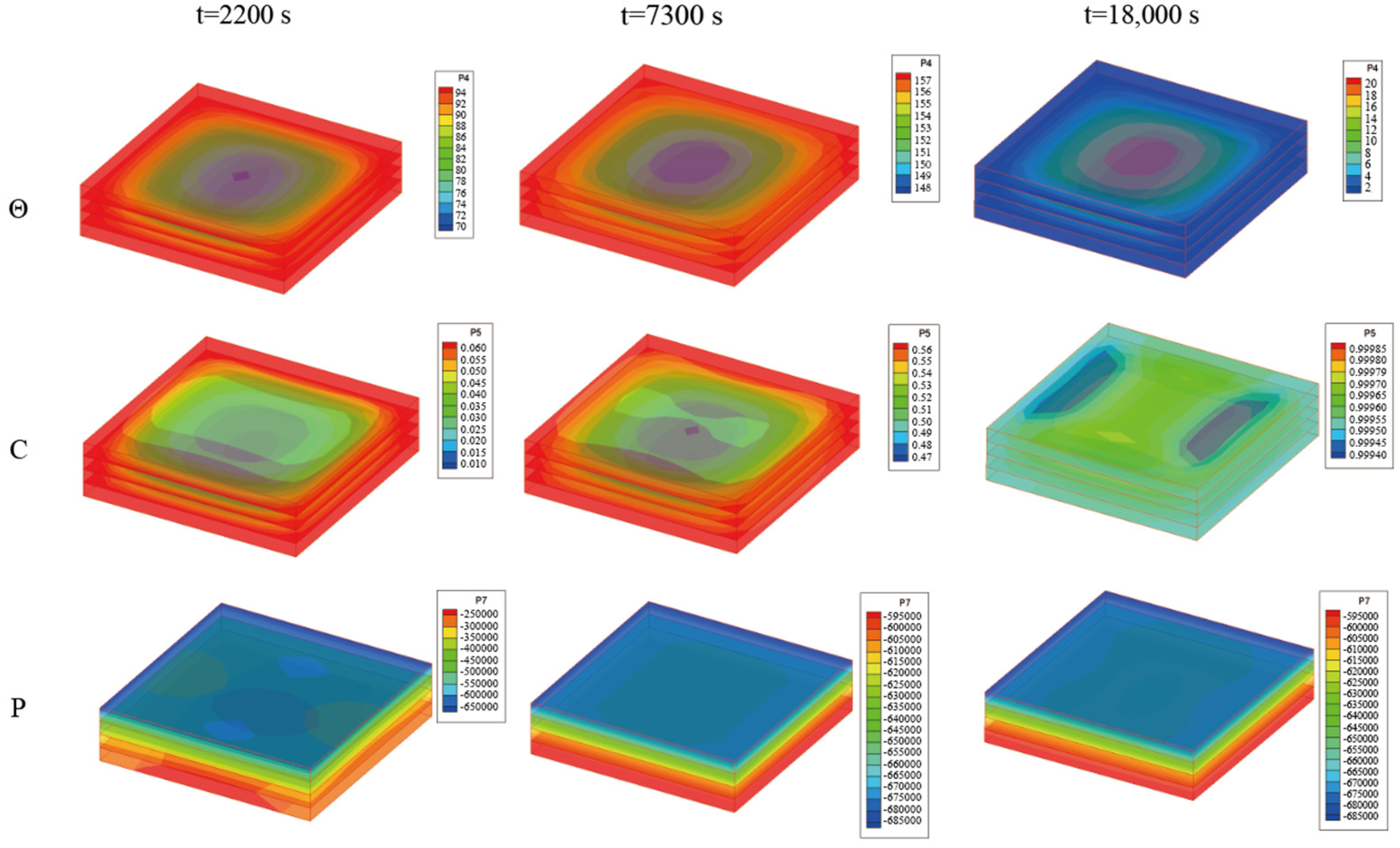
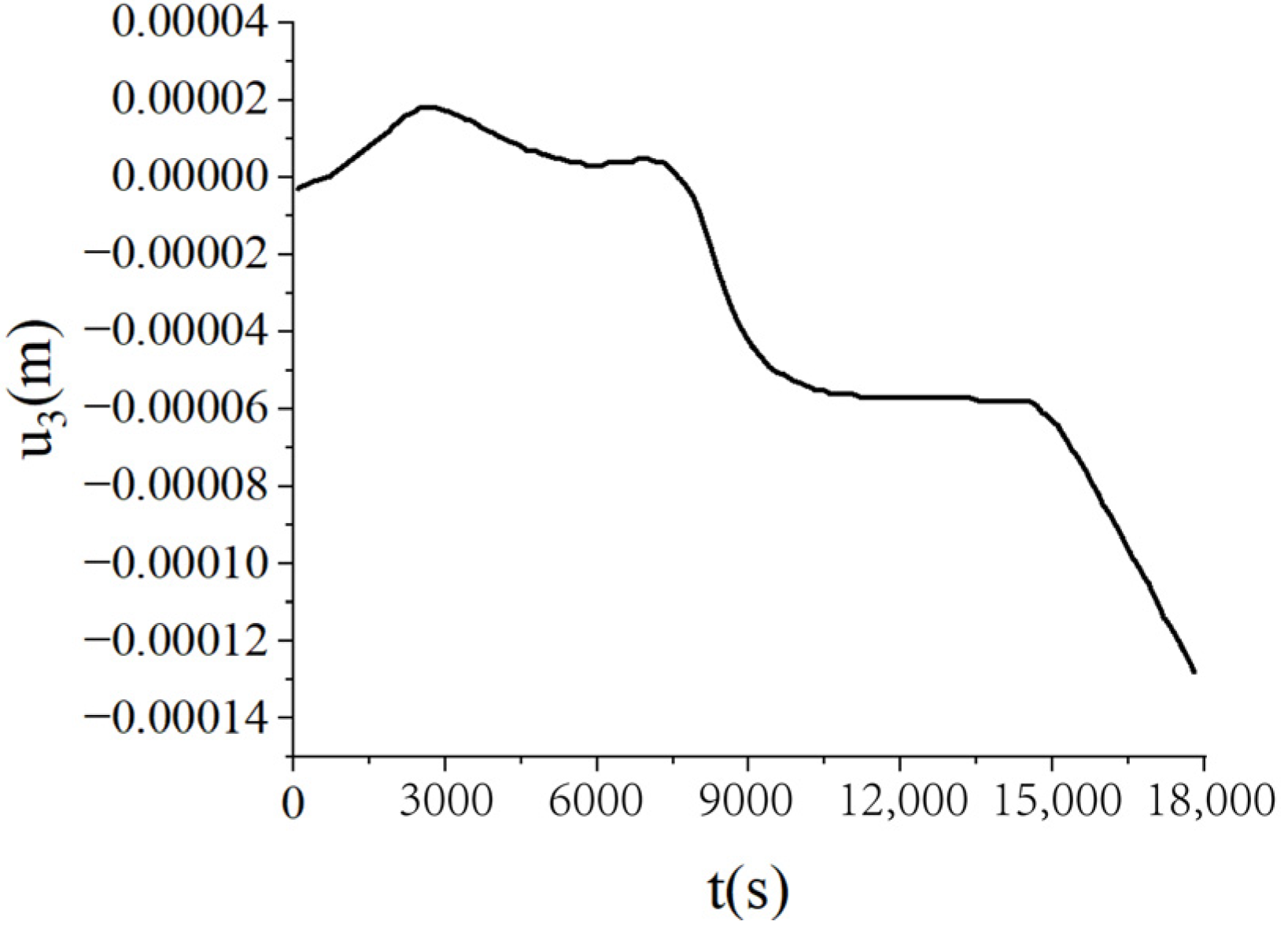
6.1. Curing Simulation of a Carbon Fiber/Epoxy Resin Laminated Plate
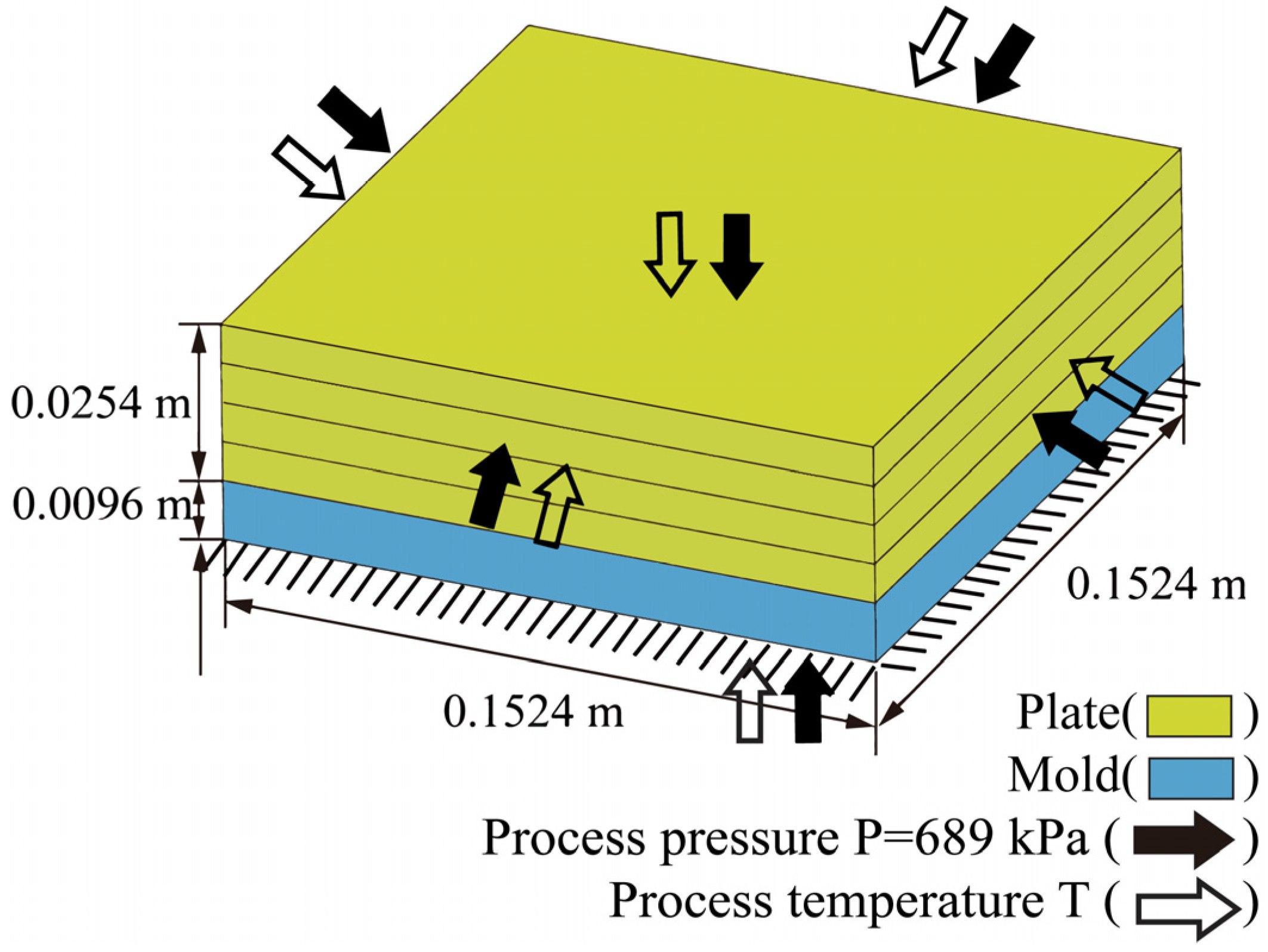
6.2. Curing Simulation of a Carbon Fiber/Epoxy Resin Plate with Mold
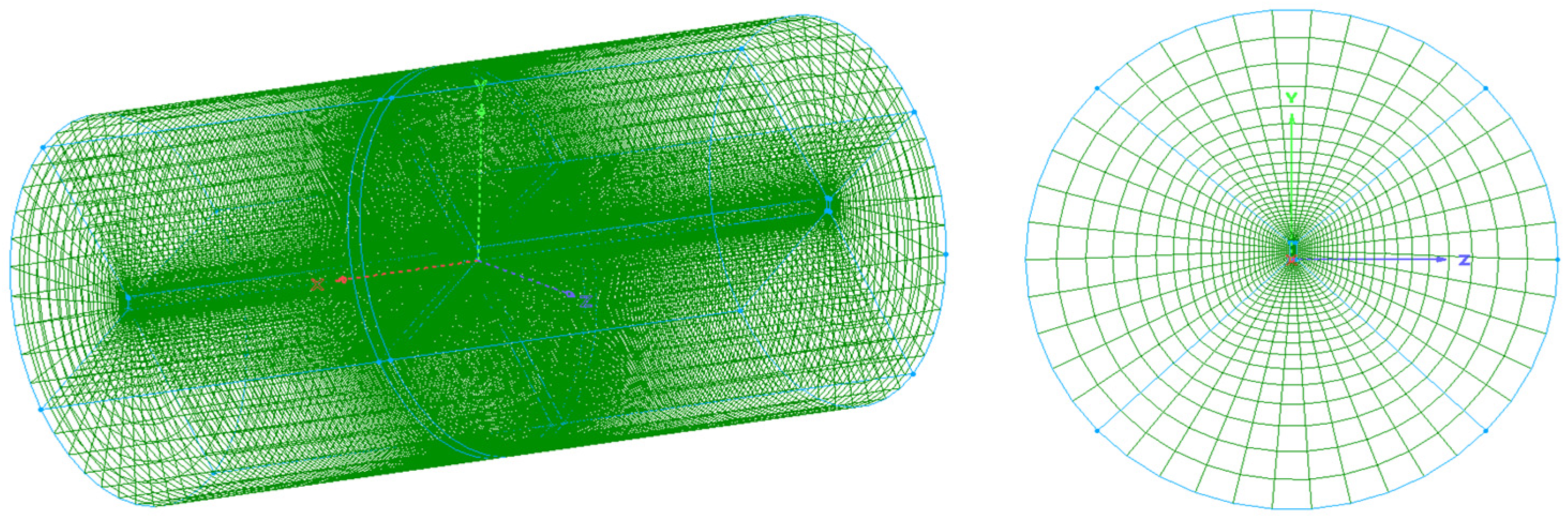
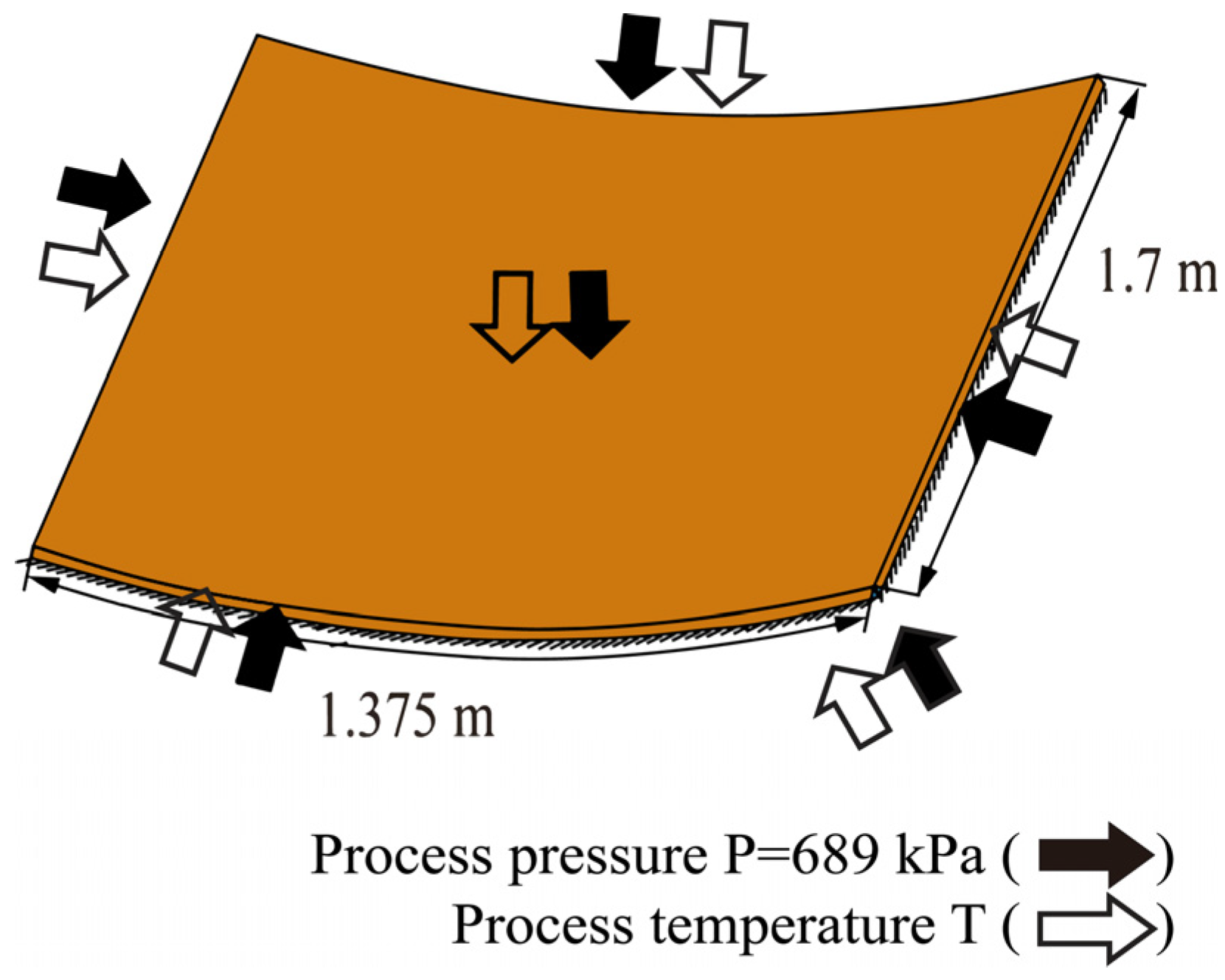
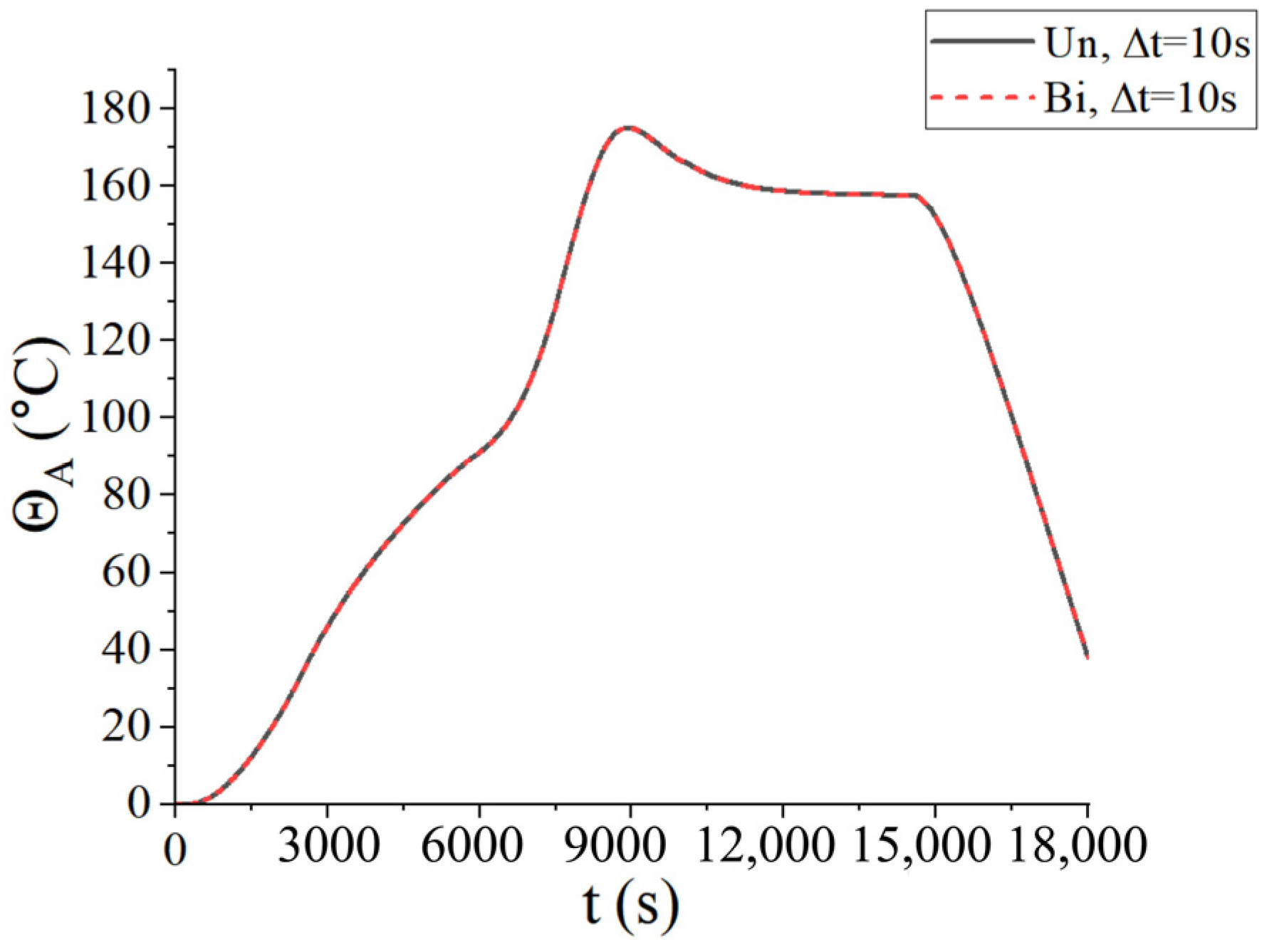
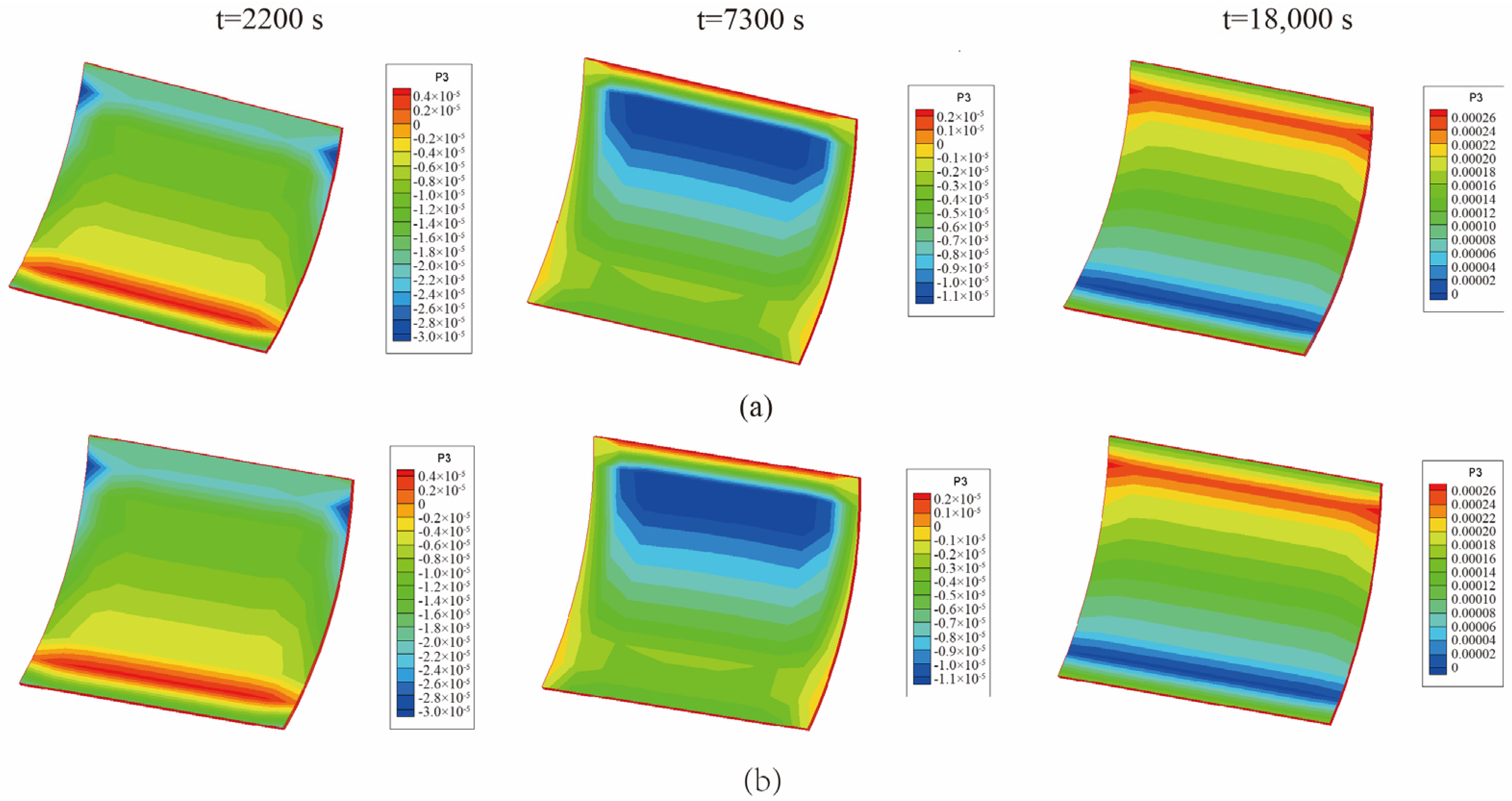
6.3. Curing Simulation of a Curved Carbon Fiber/Epoxy Resin Plate
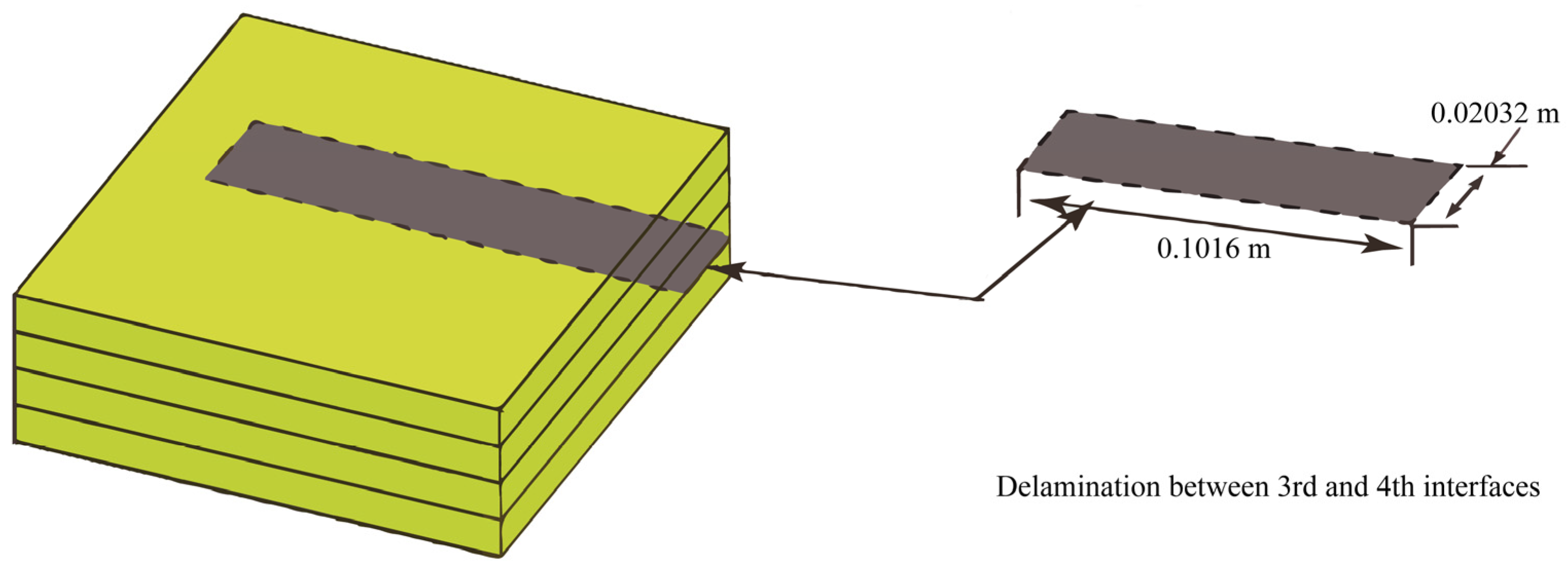
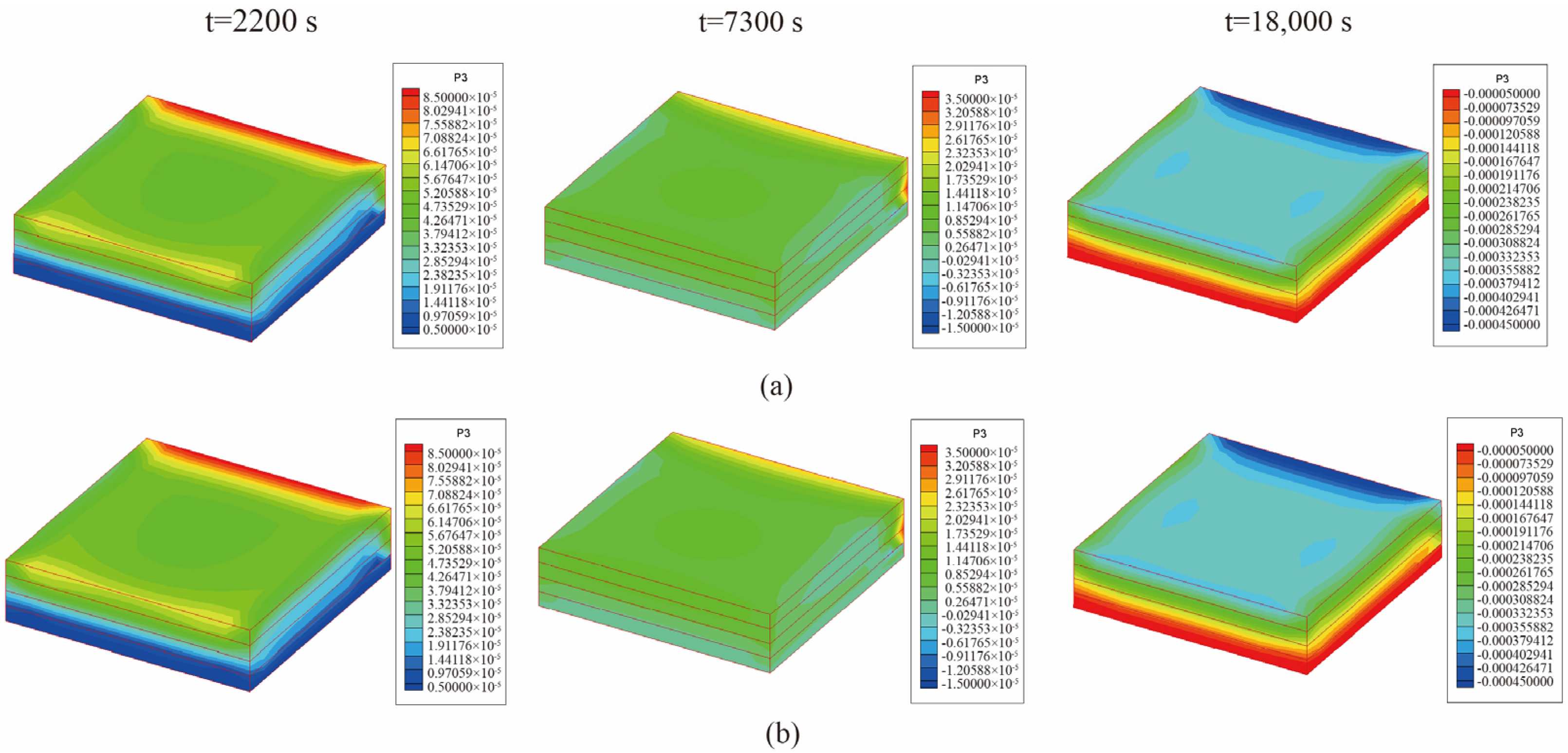
6.4. Curing Simulation of a Carbon Fiber/Epoxy Resin Plate with Delamination
7. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| Symmetric Cauchy stress tensor | |
| Heat flux vector | |
| Darcy velocity | |
| Curing degree | |
| Pore pressure | |
| Volume force | |
| Heat source | |
| Entropy density | |
| Constant positive reference temperature | |
| Density | |
| based on curing kinetics | |
| Displacement components in the x, y, and z directions | |
| Temperature change | |
| Strain gradient | |
| Temperature gradient | |
| Heat flow | |
| Pore pressure field vector | |
| Displacement component | |
| Component of the unit external normal vector | |
| The boundaries of the analysis region of force | |
| The boundaries of the analysis region of displacement | |
| The boundaries of the analysis region of heat flux | |
| The boundaries of the analysis region of temperature | |
| The boundaries of the analysis region of Darcy velocity | |
| The boundaries of the analysis region of pore pressure | |
| Displacement freedom of interpolation points | |
| Additional freedom of displacement discontinuity caused by delamination damage | |
| Additional freedom of strain discontinuity caused by the interface | |
| Temperature freedom of interpolation points | |
| Additional freedom of temperature discontinuity caused by delamination damage | |
| Additional freedom of temperature gradient discontinuity caused by the interface | |
| Curing degree freedom of interpolation points | |
| Discontinuity curing degree freedom caused by delamination damage | |
| Pore pressure freedom at interpolation points | |
| Additional freedom of pore pressure discontinuity caused by delamination damage | |
| Additional freedom of pore pressure gradient discontinuity caused by the interface | |
| The layer number of composite laminates | |
| The number of nodes expanded by delamination | |
| The corresponding shape function used to describe the strong continuous displacement field in a composite laminate with lamination damage | |
| The corresponding shape function used to describe the weak continuous stress field in a composite laminate with lamination damage | |
| The corresponding shape function used to describe the strong discontinuity in a composite laminate with lamination damage | |
| Strain tensor | |
| Thermal field vector | |
| Pore pressure vector | |
| Stiffness coefficient | |
| Thermal expansion coefficient | |
| Thermal stress-temperature constant | |
| Specific heat per unit mass at a constant volume | |
| Density of resin | |
| Vector of state variables | |
| Convective flux | |
| Viscous flux | |
| Generic source term | |
| Divergence operator | |
| Total viscosity as a sum of dynamic and turbulent components | |
| Effective thermal conductivity | |
| The Reynolds number of fluid | |
| Air density | |
| Velocity | |
| Characteristic length | |
| Dynamic viscosity of airflows |
References
- Wang, X.; Zhang, Z.; Xie, F.; Li, M.; Dai, D.; Wang, F. Correlated rules between complex structure of composite components and manufacturing defects in autoclave molding technology. J. Reinf. Plast. Compos. 2009, 28, 2791–2803. [Google Scholar] [CrossRef]
- Li, D.H.; Zhu, Z.J.; Yang, J.M.; Wan, A.S. Thermo-mechanical-chemo-seepage coupling analysis on cure simulation of composite laminates with damages. Thin-Walled Struct. 2024, 205, 112327. [Google Scholar] [CrossRef]
- Yeole, P.; Herring, C.; Hassen, A.; Kunc, V.; Stratton, R.; Vaidya, U. Improve durability and surface quality of additively manufactured molds using carbon fiber prepreg. Polym. Compos. 2021, 42, 2101–2111. [Google Scholar] [CrossRef]
- Xie, N.; Zheng, S.; Wu, Q. Two-dimensional packing algorithm for autoclave molding scheduling of aeronautical composite materials production. Comput. Ind. Eng. 2020, 146, 106599. [Google Scholar] [CrossRef]
- Leandro, I.; Fabrizio, Q.; Denise, B.; Alice, P.; Nicola, G.; Loredana, S. Hybrid Carbon Fiber Reinforced Laminates with Interlaminar Nanofibers. Mater. Sci. Forum 2023, 1107, 3–8. [Google Scholar]
- Proietti, A.; Gallo, N.; Bellisario, D.; Quadrini, F.; Santo, L. Damping Behavior of Hybrid Composite Structures by Aeronautical Technologies. Appl. Sci. 2022, 12, 7932. [Google Scholar] [CrossRef]
- Marakhovskii, P.S.; Ospennikova, O.G.; Barinov, D.Y.; Vorob’ev, N.N.; Shorstov, S.Y.; Vasyukov, A.N. Evaluation of the variability of glass transition temperature of carbon-fiber-reinforced plastic fabricated by autoclave molding. Polym. Sci. Ser. D 2020, 13, 73–79. [Google Scholar] [CrossRef]
- Greco, F.; Leonetti, L.; Lonetti, P.; Blasi, P.N. Crack propagation analysis in composite materials by using moving mesh and multiscale techniques. Comput. Struct. 2015, 153, 201–216. [Google Scholar] [CrossRef]
- Funari, F.M.; Lonetti, P.; Spadea, S. A crack growth strategy based on moving mesh method and fracture mechanics. Theor. Appl. Fract. Mech. 2019, 102, 103–115. [Google Scholar] [CrossRef]
- Castro, A.D.; Lee, H.; Wiecek, M.M. Reduced order modeling for a Schur complement method for fluid-structure interaction. J. Comput. Phys. 2024, 515, 113282. [Google Scholar] [CrossRef]
- Torres, J.J.; Simmons, M.; Sket, F.; González, C. An analysis of void formation mechanisms in out-of-autoclave prepregs by means of X-ray computed tomography. Compos. Part A Appl. Sci. Manuf. 2018, 117, 230–242. [Google Scholar]
- Hudson, B.T.; Follis, J.P.; Pinakidis, J.J.; Sreekantamurthy, T.; Palmieri, L.F. Porosity Detection and Localization During Composite Cure Inside an Autoclave Using Ultrasonic Inspection. Compos. Part A Appl. Sci. Manuf. 2021, 147, 106337. [Google Scholar]
- Simacek, P.; Niknafs, N.K.; Gargitter, V.; Advani, G.S. Role of resin percolation in gap filling mechanisms during the thin ply thermosetting automated tape placement process. Compos. Part A Appl. Sci. Manuf. 2022, 152, 106677. [Google Scholar] [CrossRef]
- Dei Sommi, A.; Buccoliero, G.; Lionetto, F.; De Pascalis, F.; Nacucchi, M.; Maffezzoli, A. A finite element model for the prediction of porosity in autoclave cured composites. Compos. Part B Eng. 2023, 264, 110882. [Google Scholar]
- Šimáček, P.; Advani, S.G. A continuum approach for consolidation modeling in composites processing. Compos. Sci. Technol. 2020, 186, 107892. [Google Scholar]
- Sandeep, C.; Sirish, N. Continuous Evolution of Processing Induced Residual Stresses in Composites: An In-Situ Approach. Compos. Part A Appl. Sci. Manuf. 2021, 145, 106368. [Google Scholar]
- Ogugua, J.C.; Sabin, V.A.; Tripathi, P.A.; Dominguez, M.L.; van Hees, S.O.; Sinke, J.; Dransfeld, C.A. Energy analysis of autoclave CFRP manufacturing using thermodynamics based models. Compos. Part A Appl. Sci. Manuf. 2023, 166, 107365. [Google Scholar] [CrossRef]
- Amini, S.N.; Haghighat, E.; Campbell, T.; Poursartip, A.; Vaziri, R. Physics-informed neural network for modelling the thermochemical curing process of composite-tool systems during manufacture. Comput. Methods Appl. Mech. Eng. 2021, 384, 113959. [Google Scholar]
- Netzel, C.; Mordasini, A.; Schubert, J.; Allen, T.; Battley, M.; Hickey, D.M.C.; Hubert, P.; Bickerton, S. An Experimental Study of Defect Evolution in Corners by Autoclave Processing of Prepreg Material. Compos. Part A Appl. Sci. Manuf. 2021, 144, 106348. [Google Scholar]
- Moretti, L.; Olivier, P.; Castanié, B.; Bernhart, G. Experimental study and in-situ FBG monitoring of process-induced strains during autoclave co-curing, co-bonding and secondary bonding of composite laminates. Compos. Part A Appl. Sci. Manuf. 2021, 142, 106224. [Google Scholar] [CrossRef]
- Netzel, C.; Hoffmann, D.; Battley, M.; Hubert, P.; Bickerton, S. Effects of environmental conditions on uncured prepreg characteristics and their effects on defect generation during autoclave processing. Compos. Part A Appl. Sci. Manuf. 2021, 151, 106636. [Google Scholar]
- Wiggers, H.; Ferro, O.; Sales, R.C.M.; Donadon, M.V. Comparison between the mechanical properties of carbon/epoxy laminates manufactured by autoclave and pressurized prepreg. Polym. Compos. 2018, 39, E2562–E2572. [Google Scholar]
- Xu, Y.; Lv, C.; Shen, R.; Wang, Z.; Wang, Q. Comparison of thermal and fire properties of carbon/epoxy laminate composites manufactured using two forming processes. Polym. Compos. 2020, 41, 3778–3786. [Google Scholar]
- Pereira, C.G.; Ioshida, I.M.; LeBoulluec, P.; Lu, T.W.; Alves, P.A.; Avila, F.A. Temporal residual spontaneous cure in L-shaped composites structures: The influence of angular stacking sequence, autoclave cooling rate cycle, and thickness. Polym. Compos. 2022, 43, 7062–7073. [Google Scholar]
- Ali, Z.; Yan, Y.; Mei, H.; Cheng, L.; Zhang, L. Impact of fiber-type and autoclave-treatment at different temperatures on the mechanical properties and interface performance of various fiber-reinforced 3D-printed composites. Polym. Compos. 2023, 44, 3232–3244. [Google Scholar]
- Pourahmadi, E.; Shadmehri, F.; Ganesan, R. Interlaminar shear strength of Carbon/PEEK thermoplastic composite laminate: Effects of in-situ consolidation by automated fiber placement and autoclave re-consolidation. Compos. Part B Eng. 2024, 269, 111104. [Google Scholar]
- Pfaller, M.R.; Latorre, M.; Schwarz, E.L.; Gerosa, F.M.; Szafron, J.M.; Humphrey, J.D.; Marsden, A.L. FSGe: A fast and strongly-coupled 3D fluid–solid-growth interaction method. Comput. Methods Appl. Mech. Eng. 2024, 431, 117259. [Google Scholar]
- Cruchaga, M.; Ancamil, P.; Celentano, D. A formulation for fluid–structure interaction problems with immersed flexible solids: Application to splitters subjected to flow past cylinders with different cross-sections. Comput. Methods Appl. Mech. Eng. 2024, 431, 117306. [Google Scholar]
- Zhang, P.; Sun, S.; Chen, Y.; Galindo-Torres, A.S.; Cui, W. Coupled material point Lattice Boltzmann method for modeling fluid–structure interactions with large deformations. Comput. Methods Appl. Mech. Eng. 2021, 385, 114040. [Google Scholar]
- Baghlani, A.; Khayat, M.; Dehghan, S.M. Free vibration analysis of FGM cylindrical shells surrounded by Pasternak elastic foundation in thermal environment considering fluid-structure interaction. Appl. Math. Model. 2020, 78, 550–575. [Google Scholar]
- Kohlstädt, S.; Vynnycky, M.; Jäckel, J. Towards the modelling of fluid-structure interactive lost core deformation in high-pressure die casting. Appl. Math. Model. 2020, 80, 319–333. [Google Scholar]
- Han, S.; Wang, P.; Jin, Z.; An, X.; Xia, H. Structural design of the composite blades for a marine ducted propeller based on a two-way fluid-structure interaction method. Ocean Eng. 2022, 259, 111872. [Google Scholar]
- Huang, Z.; Chen, Z.; Zhang, Y.; Xiong, Y.; Duan, K. The Scale Effect Study on the Transient Fluid–Structure Coupling Performance of Composite Propellers. J. Mar. Sci. Eng. 2022, 10, 1725. [Google Scholar] [CrossRef]
- Park, H.C.; Lee, S.W. Cure simulation of thick composite structures using the finite element method. J. Compos. Mater. 2001, 35, 188–201. [Google Scholar]
- Economon, T.D.; Palacios, F.; Copeland, S.R.; Lukaczyk, T.W.; Alonso, J.J. SU2: An Open-Source Suite for Multiphysics Simulation and Design. AIAA J. 2016, 54, 828–846. [Google Scholar]
- Li, D.H.; Zhu, Z.J. Three-dimensional decoupled modeling on curing simulation of composite laminated plates with damage. Mater. Today Commun. 2022, 33, 104255. [Google Scholar]
- Flores, P. Global and Local Coordinates. In Concepts and Formulations for Spatial Multibody Dynamics; Flores, P., Ed.; Springer: Berlin/Heidelberg, Germany, 2015; pp. 35–52. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Physical Quantity | Symbol | Value |
|---|---|---|
| Density | ||
| Specific Heat Capacity | ||
| Young’s Modulus | ||
| Thermal Conductivity | ||
| Coefficient of Thermal Expansion | ||
| Shear Modulus | ||
| Poisson’s Ratio |
| Physical Quantity | Symbol | Value |
|---|---|---|
| Outlet Pressure | ||
| Density | ||
| Viscosity Coefficient | ||
| Velocity of Flow | ||
| Prandtl Number |
| Physical Quantity | Symbol | Value |
|---|---|---|
| Density | ||
| Specific Heat Capacity | ||
| Young’s Modulus | ||
| Thermal Conductivity | ||
| Coefficient of Thermal Expansion | ||
| Poisson’s Ratio |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, Z.; Liu, L.; Li, D. Full Coupling Modeling on Multi-Physical and Thermal–Fluid–Solid Problems in Composite Autoclave Curing Process. Materials 2025, 18, 1471. https://doi.org/10.3390/ma18071471
Yang Z, Liu L, Li D. Full Coupling Modeling on Multi-Physical and Thermal–Fluid–Solid Problems in Composite Autoclave Curing Process. Materials. 2025; 18(7):1471. https://doi.org/10.3390/ma18071471
Chicago/Turabian StyleYang, Zhuoran, Luohong Liu, and Dinghe Li. 2025. "Full Coupling Modeling on Multi-Physical and Thermal–Fluid–Solid Problems in Composite Autoclave Curing Process" Materials 18, no. 7: 1471. https://doi.org/10.3390/ma18071471
APA StyleYang, Z., Liu, L., & Li, D. (2025). Full Coupling Modeling on Multi-Physical and Thermal–Fluid–Solid Problems in Composite Autoclave Curing Process. Materials, 18(7), 1471. https://doi.org/10.3390/ma18071471