
The Low-Cycle Fatigue Behavior of a High-Strength Low-Alloy Steel Subjected to Tempforming



Highlights
- Strengthening by tempforming improves the low-cycle fatigue resistance.
- Fatigue softening is attributed to a decrease in dislocation density owing to subgrain coalescence.
- An increase in the plastic strain during cyclic tests stimulates fatigue softening.
Abstract

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
2. Materials and Methods
3. Results
3.1. Tempformed Microstructures
3.2. Mechanical Tests
3.3. Fatigue Microstructures
4. Discussion
5. Conclusions
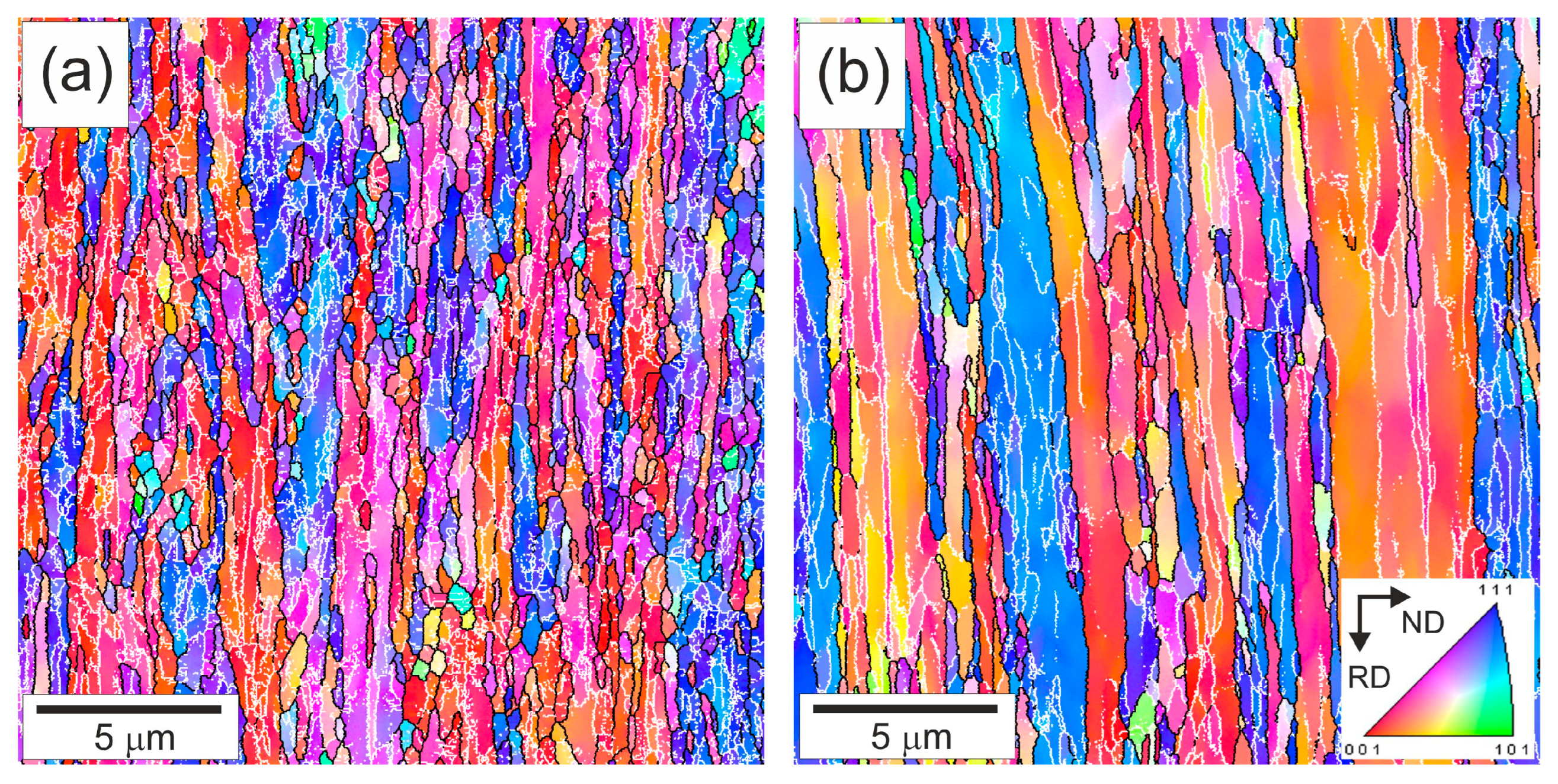
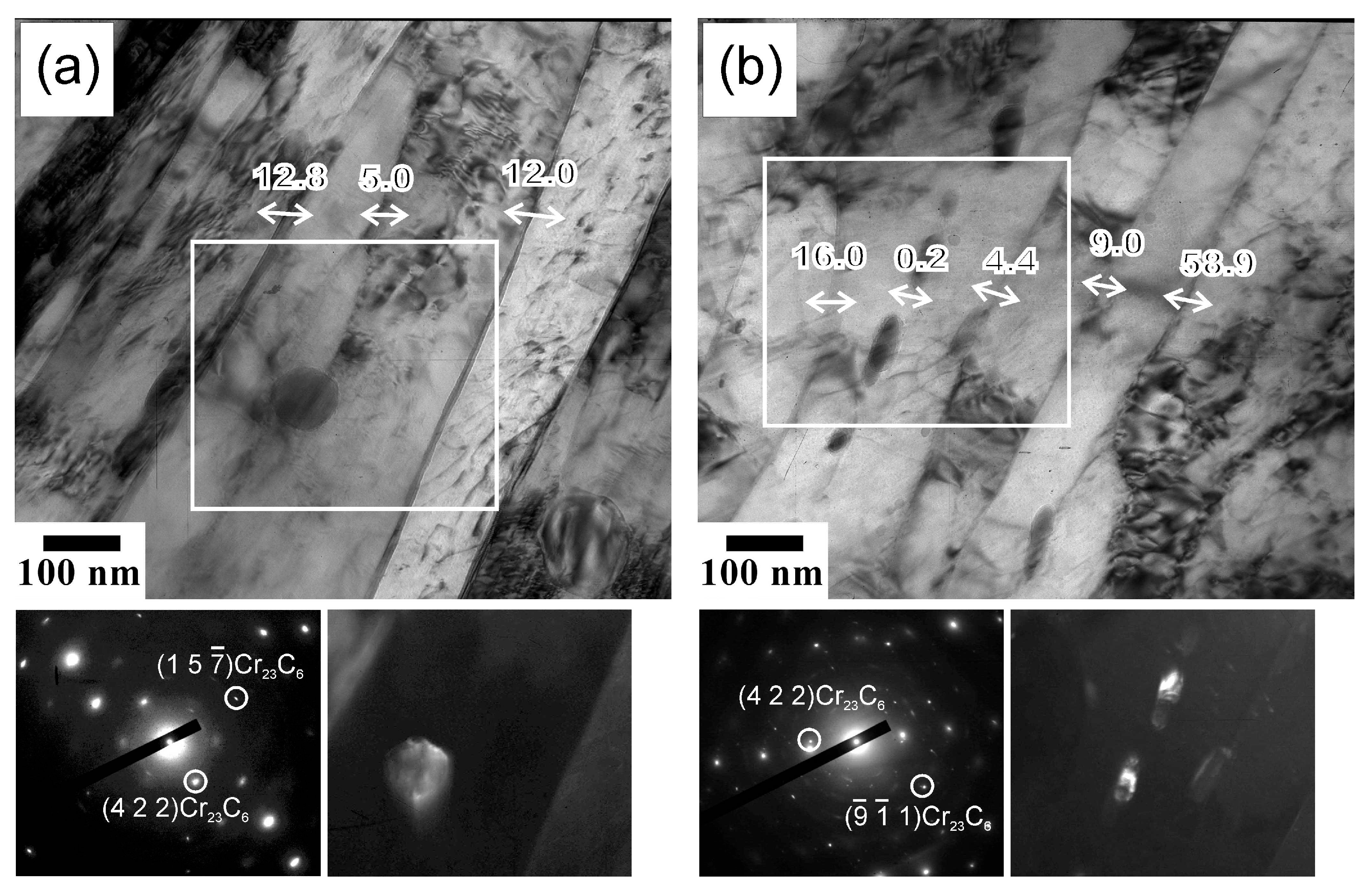
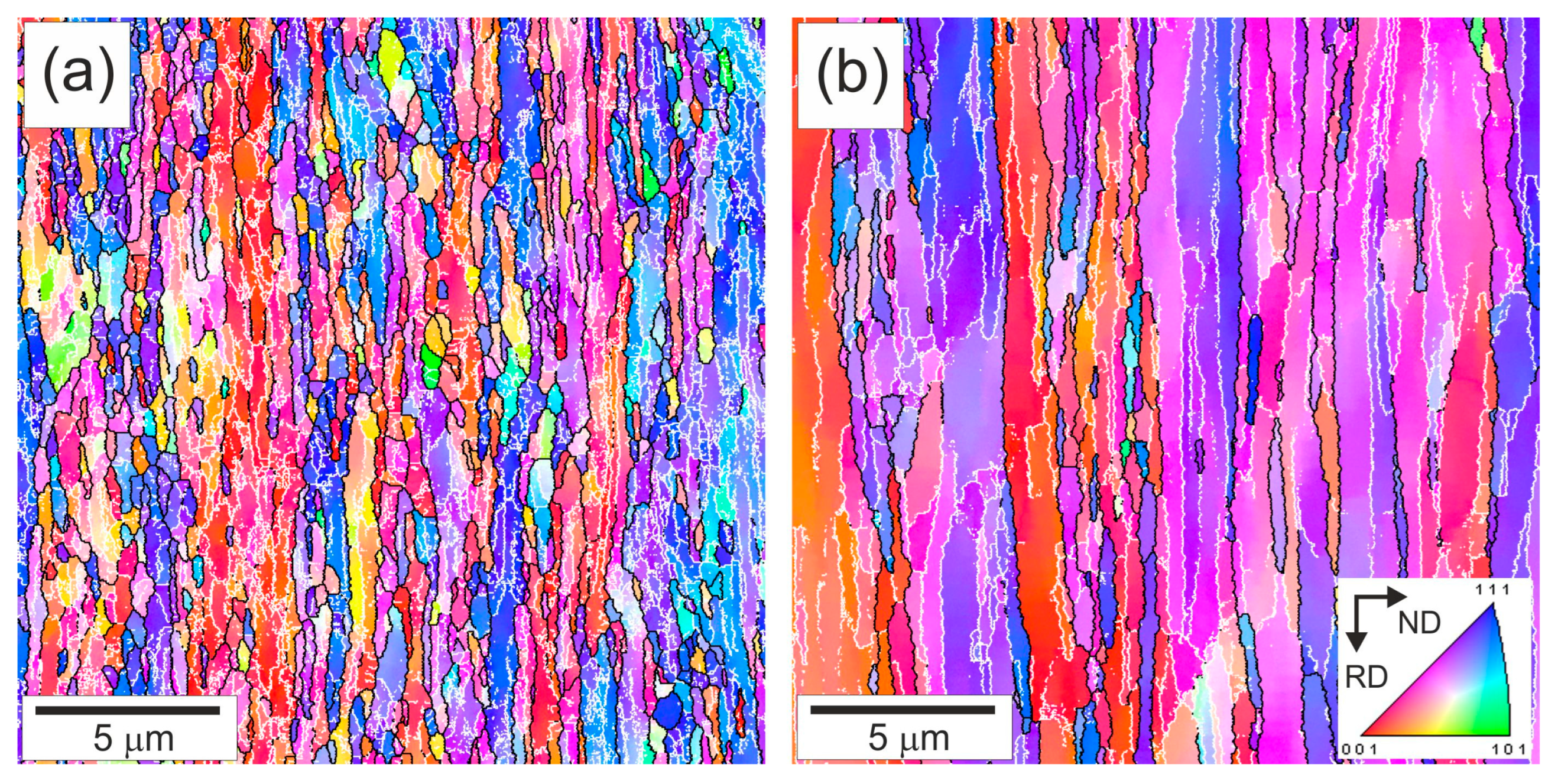
- Tempforming resulted in the development of highly flattened grains with a high dislocation density in numerous low-angle subboundaries and dispersed carbides. The transverse grain size increased from 550 nm to 865 nm with an increase in tempforming temperature from 823 K to 923 K. The corresponding dislocation density decreased from 2.6 × 1015 m−2 to 1.8 × 1015 m−2, and the average carbide particle size increased from 25 nm to 40 nm.
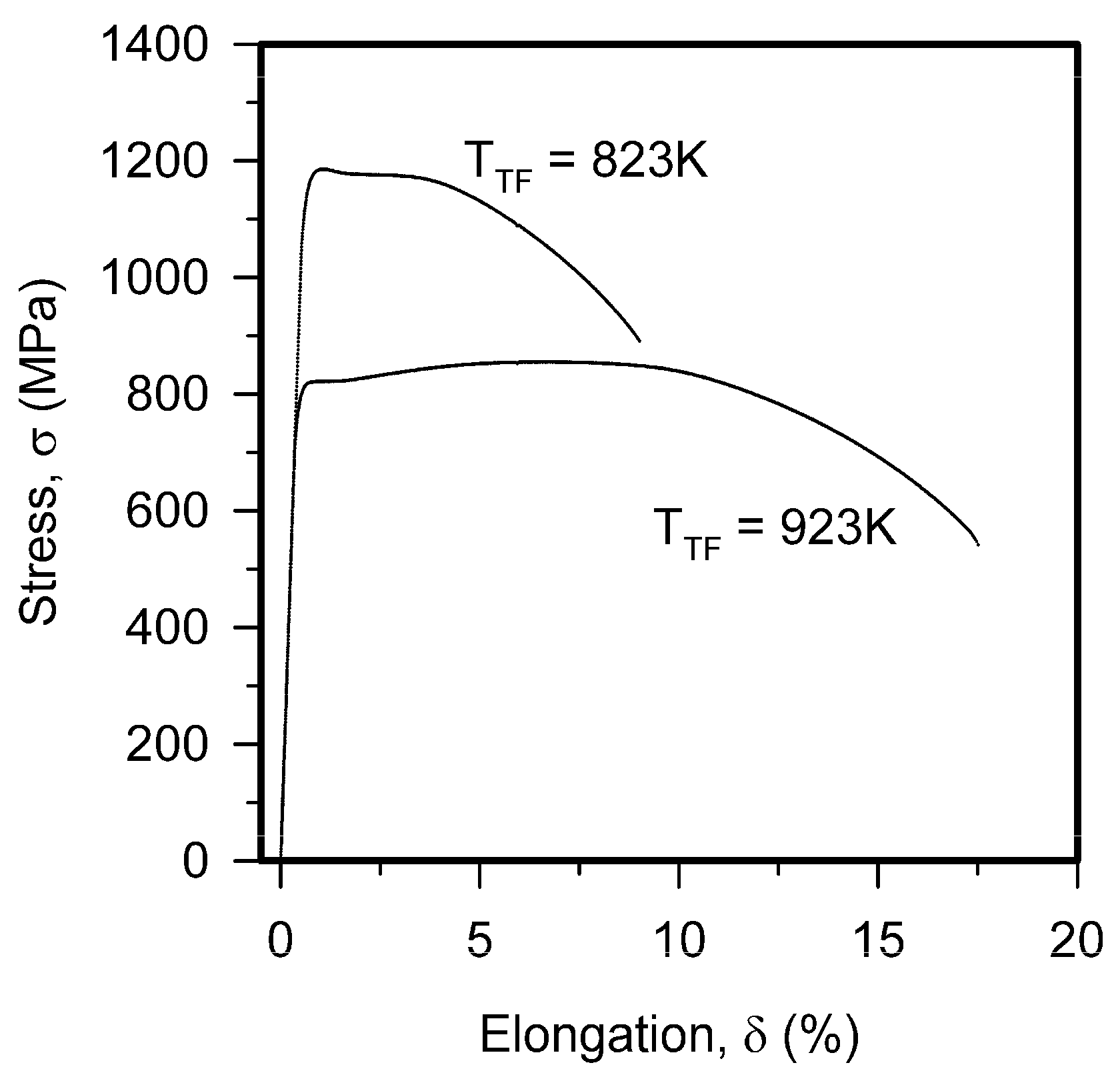
- The development of an ultrafine-grained lamellar-type microstructure with a high dislocation density and oxide dispersion during tempforming at 823 K or 923 K provided yield strengths of 1140 MPa and 810 MPa, respectively. The dislocation density that evolved during tempforming resulted in strengthening comparable with the yield strength and with the strengthening by the grain size and dispersed particles.
- The change in the maximal stress during low-cycle fatigue tests depended on the maximal plastic strain, which increased with a decrease in the strengthening by previous tempforming. An increase in the plastic strain stimulated the fatigue softening. Low-cycle fatigue tests with the plastic strain above 0.05% were accompanied by remarkable softening, whereas almost the same maximal stresses were observed until several hundred cycles with smaller plastic strain.
- The fatigue softening was attributed to the decreasing of the dislocation density as a result of dynamic subgrain coalescence, which was promoted by fatigue plastic strain.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kimura, Y.; Inoue, T.; Yin, F.; Sitdikov, O.; Tsuzaki, K. Toughening of a 1500 MPa class steel through formation of an ultrafine fibrous grain structure. Scripta Mater. 2007, 57, 465–468. [Google Scholar] [CrossRef]
- Kimura, Y.; Inoue, T.; Yin, F.; Tsuzaki, K. Inverse temperature dependence of toughness in an ultrafine grain-structure steel. Science 2008, 320, 1057–1060. [Google Scholar] [CrossRef]
- Dolzhenko, A.; Pydrin, A.; Gaidar, S.; Kaibyshev, R.; Belyakov, A. Microstructure and strengthening mechanisms in an HSLA steel subjected to tempforming. Metals 2022, 12, 48. [Google Scholar] [CrossRef]
- Dolzhenko, A.; Kaibyshev, R.; Belyakov, A. Tempforming strengthening of a low-alloy steel. Materials 2022, 15, 5241. [Google Scholar] [CrossRef]
- Kimura, Y.; Inoue, T.; Otani, T.; Ochiai, A.; Ikurumi, S.; Takatsuji, T. Upsizing high-strength fail-safe steel through warm tempforming. Mater. Sci. Eng. A 2021, 819, 141514. [Google Scholar] [CrossRef]
- Dolzhenko, A.; Tikhonova, M.; Kaibyshev, R.; Belyakov, A. Microstructures and mechanical properties of steels and alloys subjected to large-strain cold-to-warm deformation. Metals 2022, 12, 454. [Google Scholar] [CrossRef]
- Yang, B.; Liu, B.; Luo, Z.; Yu, H.; Yin, F. Realizing the outstanding strength-toughness combination of API X65 steel by constructing lamellar grain structure. J. Mater. Res. Technol. 2024, 32, 2804–2814. [Google Scholar] [CrossRef]
- Solberg, J.K.; McQueen, H.J.; Ryum, N.; Nes, E. Influence of ultra-high strains at elevated temperatures on the microstructure of aluminium. Part I. Philos. Mag. A 1989, 60, 447–471. [Google Scholar] [CrossRef]
- Hales, S.J.; McNelley, T.R.; McQueen, H.J. Recrystallization and superplasticity at 300 C in an aluminum–magnesium alloy. Metall. Trans. A 1991, 22, 1037–1047. [Google Scholar] [CrossRef]
- Tsuji, N.; Matsubara, Y.; Saito, Y. Dynamic recrystallization of ferrite in interstitial free steel. Scripta Mater. 1997, 37, 477–484. [Google Scholar] [CrossRef]
- Gourdet, S.; Montheillet, F. An experimental study of the recrystallization mechanism during hot deformation of aluminum. Mater. Sci. Eng. A 2000, 283, 274–288. [Google Scholar] [CrossRef]
- Sakai, T.; Jonas, J.J. Plastic deformation: Role of recovery and recrystallization. In Encyclopedia of Materials: Science and Technology; Buschow, K.H., Cahn, R.W., Flemings, M.C., Ilschner, B., Kramer, E.J., Mahajan, S., Eds.; Elsevier: Oxford, UK, 2001; Volume 7, pp. 7079–7084. [Google Scholar] [CrossRef]
- Hase, K.; Tsuji, N. Effect of initial microstructure on ultrafine grain formation through warm deformation in medium-carbon steels. Scripta Mater. 2011, 65, 404–407. [Google Scholar] [CrossRef]
- Kimura, Y.; Inoue, T.; Yin, F.; Tsuzaki, K. Delamination toughening of ultrafine grain structure steels processed through tempforming at elevated temperatures. ISIJ Int. 2010, 50, 152–161. [Google Scholar] [CrossRef]
- Inoue, T.; Qiu, H.; Ueji, R.; Kimura, Y. Ductile-to-brittle transition and brittle fracture stress of ultrafine-grained low-carbon steel. Materials 2021, 14, 1634. [Google Scholar] [CrossRef] [PubMed]
- Dolzhenko, A.; Belyakov, A.; Kaibyshev, R. Effect of tempforming temperature on the impact toughness of an HSLA steel. ISIJ Int. 2023, 63, 382–389. [Google Scholar] [CrossRef]
- Kestens, L.A.I.; Pirgazi, H. Texture formation in metal alloys with cubic crystal structures. Mater. Sci. Technol. 2016, 32, 1303–1315. [Google Scholar] [CrossRef]
- Kimura, Y.; Inoue, T. Influence of warm tempforming on microstructure and mechanical properties in an ultrahigh-strength medium-carbon low-alloy steel. Metall. Mater. Trans. A 2013, 44, 560–576. [Google Scholar] [CrossRef]
- Ohtani, H.; McMahon, C.J., Jr. Modes of fracture in temper embrittled steels. Acta Metall. 1975, 23, 377–386. [Google Scholar] [CrossRef]
- Bika, D.; Pfaendtner, J.A.; Menyhard, M.; McMahon, C.J., Jr. Sulfur-induced dynamic embrittlement in a low-alloy steel. Acta Metall. Mater. 1995, 43, 1895–1908. [Google Scholar] [CrossRef]
- Jafari, M.; Kimura, Y.; Tsuzaki, K. Enhancement of upper shelf energy through delamination fracture in 0.05 pct P doped high-strength steel. Metall. Mater. Trans. A 2012, 43, 2453–2465. [Google Scholar] [CrossRef]
- Jafari, M.; Kimura, Y.; Tsuzaki, K. Toughening by the addition of phosphorus to a high-strength steel with ultrafine elongated grain structure. Phil. Mag. Lett. 2013, 93, 109–115. [Google Scholar] [CrossRef]
- Min, X.; Kimura, Y.; Kimura, T.; Tsuzaki, K. Delamination toughening assisted by phosphorus in medium-carbon low-alloy steels with ultrafine elongated grain structures. Mater. Sci. Eng. A 2016, 649, 135–145. [Google Scholar] [CrossRef]
- Dolzhenko, A.; Kaibyshev, R.; Belyakov, A. Outstanding impact toughness of low-alloyed steel with fine lamellar microstructure. Mater. Lett. 2021, 303, 130547. [Google Scholar] [CrossRef]
- Kimura, Y.; Inoue, T. Influence of prior-austenite grain structure on the mechanical properties of ultrafine elongated grain structure steel processed by warm tempforming. ISIJ Int. 2015, 55, 1762–1771. [Google Scholar] [CrossRef]
- Kimura, Y.; Inoue, T. Influence of Annealing on Delamination Toughening of Mo-Bearing Medium-Carbon Steel with Ultrafine Elongated Grain Structure Processed by Warm Tempforming. ISIJ Int. 2022, 62, 402–404. [Google Scholar] [CrossRef]
- Inoue, T.; Kimura, Y. Effect of Delamination and Grain Refinement on Fracture Energy of Ultrafine-Grained Steel Determined Using an Instrumented Charpy Impact Test. Materials 2022, 15, 867. [Google Scholar] [CrossRef] [PubMed]
- Fan, K.; Liu, B.; Liu, T.; Yin, F.; Belyakov, A.; Luo, Z. Making large-size fail-safe steel by deformation-assisted tempering process. Sci. Rep. 2024, 14, 22345. [Google Scholar] [CrossRef]
- Kimura, Y.; Inoue, T. Mechanical property of ultrafine elongated grain structure steel processed by warm tempforming and its application to ultra-high-strength bolt. ISIJ Int. 2020, 60, 1108–1126. [Google Scholar] [CrossRef]
- Williams, D.B.; Carter, C.B. Transmission Electron Microscopy; Plenum Press: New York, NY, USA, 1996. [Google Scholar]
- Kuhlmann-Wilsdorf, D. Theory of plastic deformation:—Properties of low energy dislocation structures. Mater. Sci. Eng. A 1989, 113, 1–41. [Google Scholar] [CrossRef]
- Hughes, D.A.; Hansen, N. Microstructure and strength of nickel at large strains. Acta Mater. 2000, 48, 2985–3004. [Google Scholar] [CrossRef]
- Tsuji, N.; Okuno, S.; Koizumi, Y.; Minamino, Y. Toughness of ultrafine grained ferritic steels fabricated by ARB and annealing process. Mater. Trans. 2004, 45, 2272–2281. [Google Scholar] [CrossRef]
- Ohmori, A.; Torizuka, S.; Nagai, K.; Koseki, N.; Kogo, Y. Effect of deformation temperature and strain rate on evolution of ultrafine grained structure through single-pass large-strain warm deformation in a low carbon steel. Mater. Trans. 2004, 45, 2224–2231. [Google Scholar] [CrossRef]
- Murty, S.V.S.; Torizuka, S.; Nagai, K.; Kitai, T.; Kogo, Y. Effect of initial grain size on evolved ferrite grain size during high Z large strain deformation. Mater. Sci. Technol. 2010, 26, 879–885. [Google Scholar] [CrossRef]
- Dolzhenko, A.; Malopheyev, S.; Lugovskaya, A.; Dudko, V.; Tikhonova, M.; Kaibyshev, R.; Belyakov, A. Friction stir welding-induced microstructural changes in low-alloy steel post-tempforming. Steel Research Int. 2024, 95, 2300812. [Google Scholar] [CrossRef]
- Humphreys, F.J.; Hatherly, M. Recrystallization and Related Annealing Phenomena, 2nd ed.; Elsevier: Oxford, UK, 2004. [Google Scholar]
- Xiong, Z.; Timokhina, I.; Pereloma, E. Clustering, nano-scale precipitation and strengthening of steels. Prog. Mater. Sci. 2021, 118, 100764. [Google Scholar] [CrossRef]
- Gutierrez, I.; Altuna, M.A. Work-hardening of ferrite and microstructure-based modelling of its mechanical behaviour under tension. Acta Mater. 2008, 56, 4682–4690. [Google Scholar] [CrossRef]
- Hall, E.O. The deformation and ageing of mild steel: III Discussion of results. Proc. Phys. Soc. Sect. B 1951, 64, 747–753. [Google Scholar] [CrossRef]
- Petch, N.J. The cleavage strength of polycrystals. J. Iron Steel Inst. 1953, 174, 25–28. [Google Scholar]
- Armstrong, R.; Codd, I.; Douthwaite, R.M.; Petch, N.J. The plastic deformation of polycrystalline aggregates. Philos. Mag. 1962, 7, 45–58. [Google Scholar] [CrossRef]
- Belyakov, A.; Tsuzaki, K.; Kimura, Y.; Mishima, Y. Tensile behaviour of submicrocrystalline ferritic steel processed by large-strain deformation. Philos. Mag. Lett. 2009, 89, 201–212. [Google Scholar] [CrossRef]
- Queyreau, S.; Monnet, G.; Devincre, B. Orowan strengthening and forest hardening superposition examined by dislocation dynamics simulations. Acta Mater. 2010, 58, 5586–5595. [Google Scholar] [CrossRef]
- Taylor, G.I. The mechanism of plastic deformation of crystals. Part I.—Theoretical. Proc. R. Soc. Lond. Ser. Contain. Pap. Math. Phys. Character 1934, 145, 362–387. [Google Scholar]
- Mecking, H.; Kocks, U.F. Kinetics of flow and strain-hardening. Acta Metall. 1981, 29, 1865–1875. [Google Scholar] [CrossRef]
- Estrin, Y.; Mecking, H. A unified phenomenological description of work hardening and creep based on one-parameter models. Acta Metall. 1984, 32, 57–70. [Google Scholar] [CrossRef]
- Akama, D.; Tsuchiyama, T.; Takaki, S. Evaluation of dislocation density in cold-worked iron as measured via X-ray diffractometry. Zair. J. Soc. Mater. Sci. Jpn 2017, 66, 522–527. [Google Scholar] [CrossRef]
- Tanaka, Y.; Takaki, S.; Tsuchiyama, T.; Uemori, R. Effect of grain size on the yield stress of cold worked iron. ISIJ Int. 2018, 58, 1927–1933. [Google Scholar] [CrossRef]
- Yanushkevich, Z.; Mogucheva, A.; Tikhonova, M.; Belyakov, A.; Kaibyshev, R. Structural strengthening of an austenitic stainless steel subjected to warm-to-hot working. Mater. Charact. 2011, 62, 432–437. [Google Scholar] [CrossRef]
- Yanushkevich, Z.; Dobatkin, S.V.; Belyakov, A.; Kaibyshev, R. Hall-Petch relationship for austenitic stainless steels processed by large strain warm rolling. Acta Mater. 2017, 136, 39–48. [Google Scholar] [CrossRef]

Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dolzhenko, A.; Dolzhenko, P.; Dudko, V.; Kaibyshev, R.; Belyakov, A. The Low-Cycle Fatigue Behavior of a High-Strength Low-Alloy Steel Subjected to Tempforming. Materials 2025, 18, 972. https://doi.org/10.3390/ma18050972
Dolzhenko A, Dolzhenko P, Dudko V, Kaibyshev R, Belyakov A. The Low-Cycle Fatigue Behavior of a High-Strength Low-Alloy Steel Subjected to Tempforming. Materials. 2025; 18(5):972. https://doi.org/10.3390/ma18050972
Chicago/Turabian StyleDolzhenko, Anastasiia, Pavel Dolzhenko, Valeriy Dudko, Rustam Kaibyshev, and Andrey Belyakov. 2025. "The Low-Cycle Fatigue Behavior of a High-Strength Low-Alloy Steel Subjected to Tempforming" Materials 18, no. 5: 972. https://doi.org/10.3390/ma18050972
APA StyleDolzhenko, A., Dolzhenko, P., Dudko, V., Kaibyshev, R., & Belyakov, A. (2025). The Low-Cycle Fatigue Behavior of a High-Strength Low-Alloy Steel Subjected to Tempforming. Materials, 18(5), 972. https://doi.org/10.3390/ma18050972