
Influence of Synthesis Route on Composition and Main Properties of Mullite Ceramics Based on Waste


 and
and
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
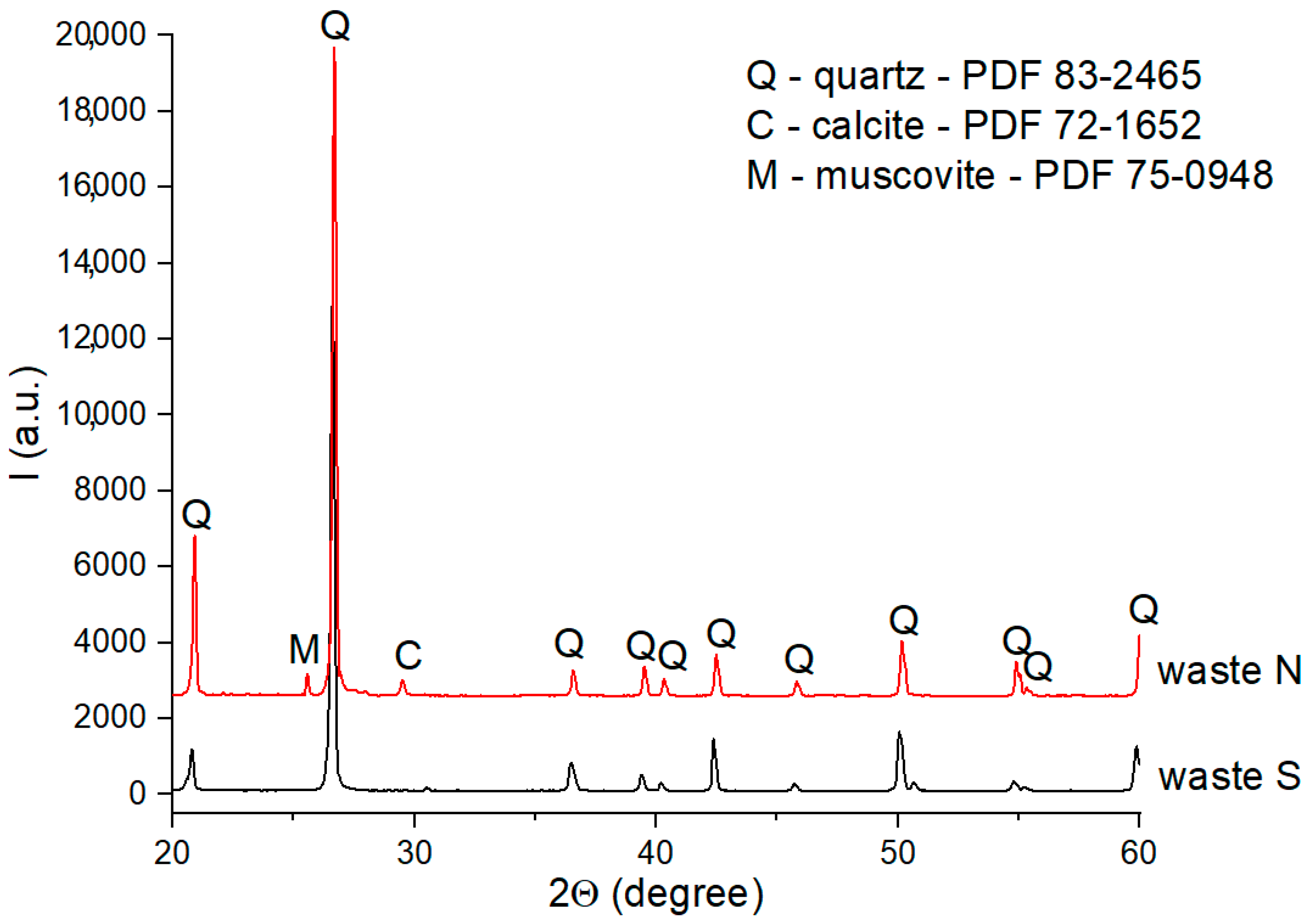
- Waste S is a sand used in the grinding process of foundry products; this explains the high amount of iron oxide compared with waste N;
- Waste N represents sand waste (containing less than 98% SiO2 and other impurities) obtained from the processing of natural sand, which is carried out to obtain high-purity silica sand destined for the production of ceramic products;
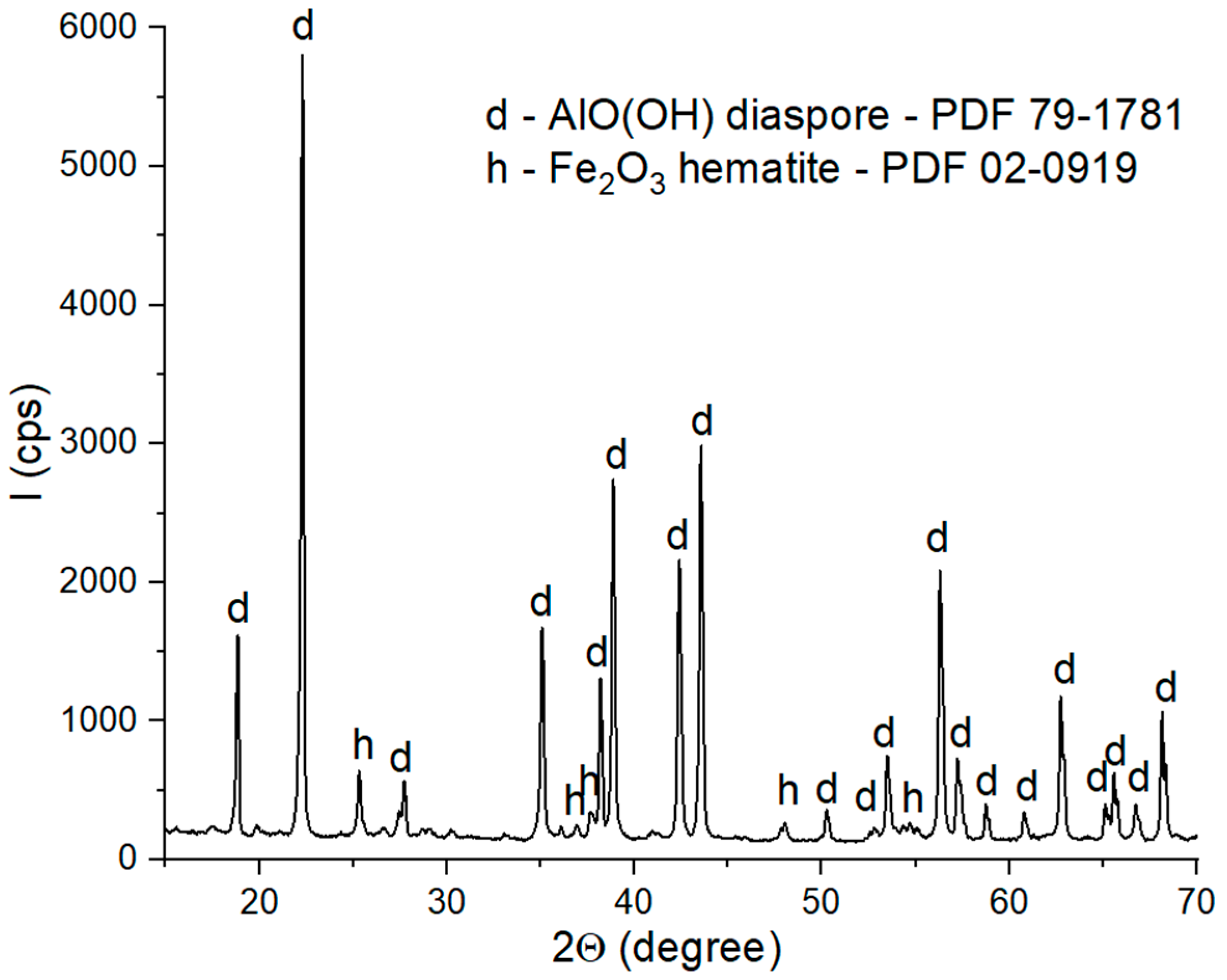
- Natural bauxite (B) was used as an alumina source.
2.2. Ceramics Synthesis
2.3. Methods
3. Results and Discussions
3.1. Phase Composition and Microstructure of Studied Ceramics
3.2. Ceramic Properties
4. Conclusions
- Two types of waste sand (N and S) with a high content of impurities were used as precursors for the synthesis of mullite ceramics. Two different synthesis routes were studied: i) solid-state reactions at various temperatures (1300 °C, 1350 °C and 1400 °C) of mixtures of waste sands (S or N) and bauxite (as an alumina precursor) and ii) the precipitation of Al(OH)3 on the surface of the sand particles (S or N) followed by a first thermal treatment at 350 °C for alumina formation and then sintering at 1300 °C, 1350 °C and 1400 °C.
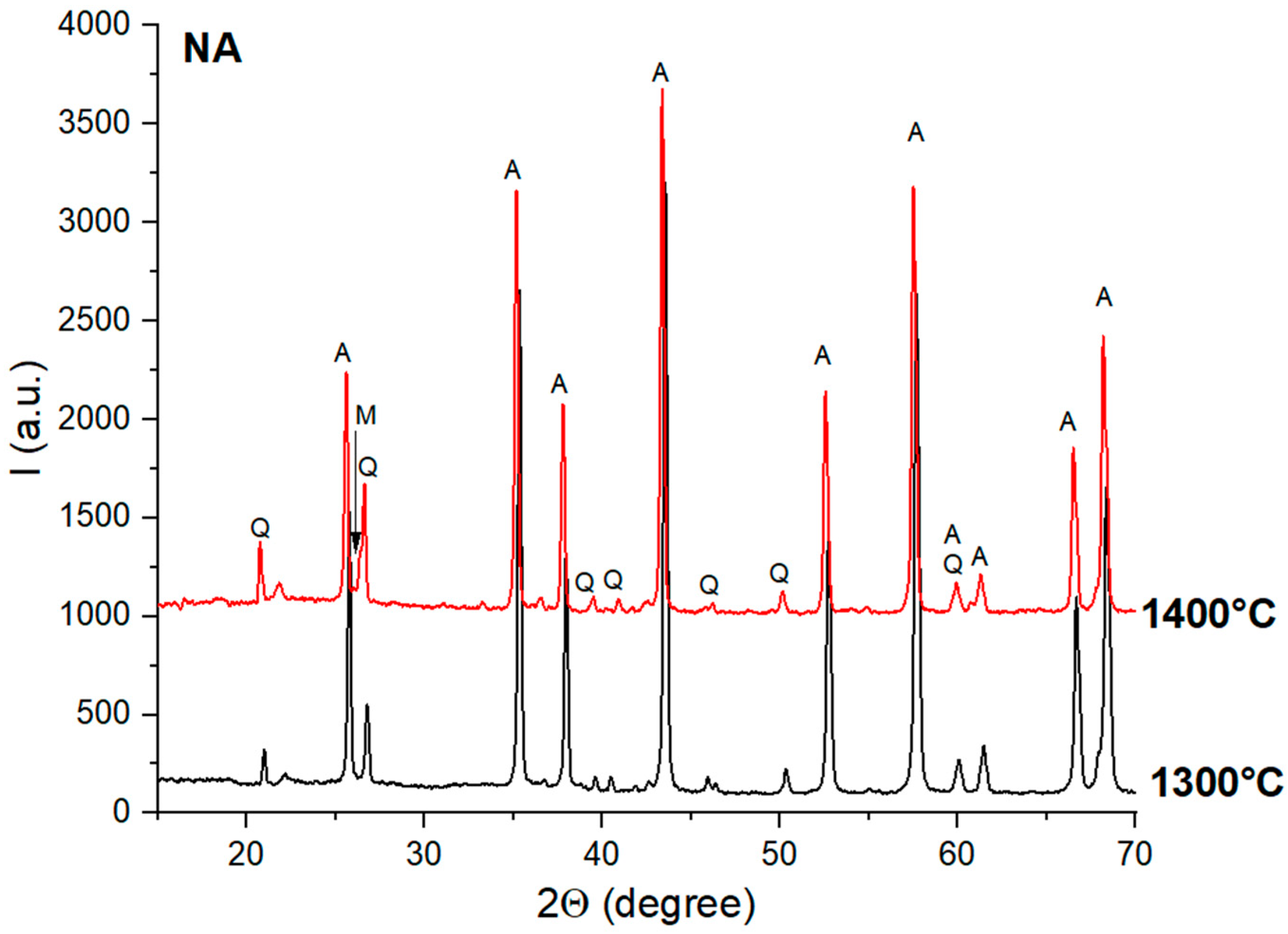
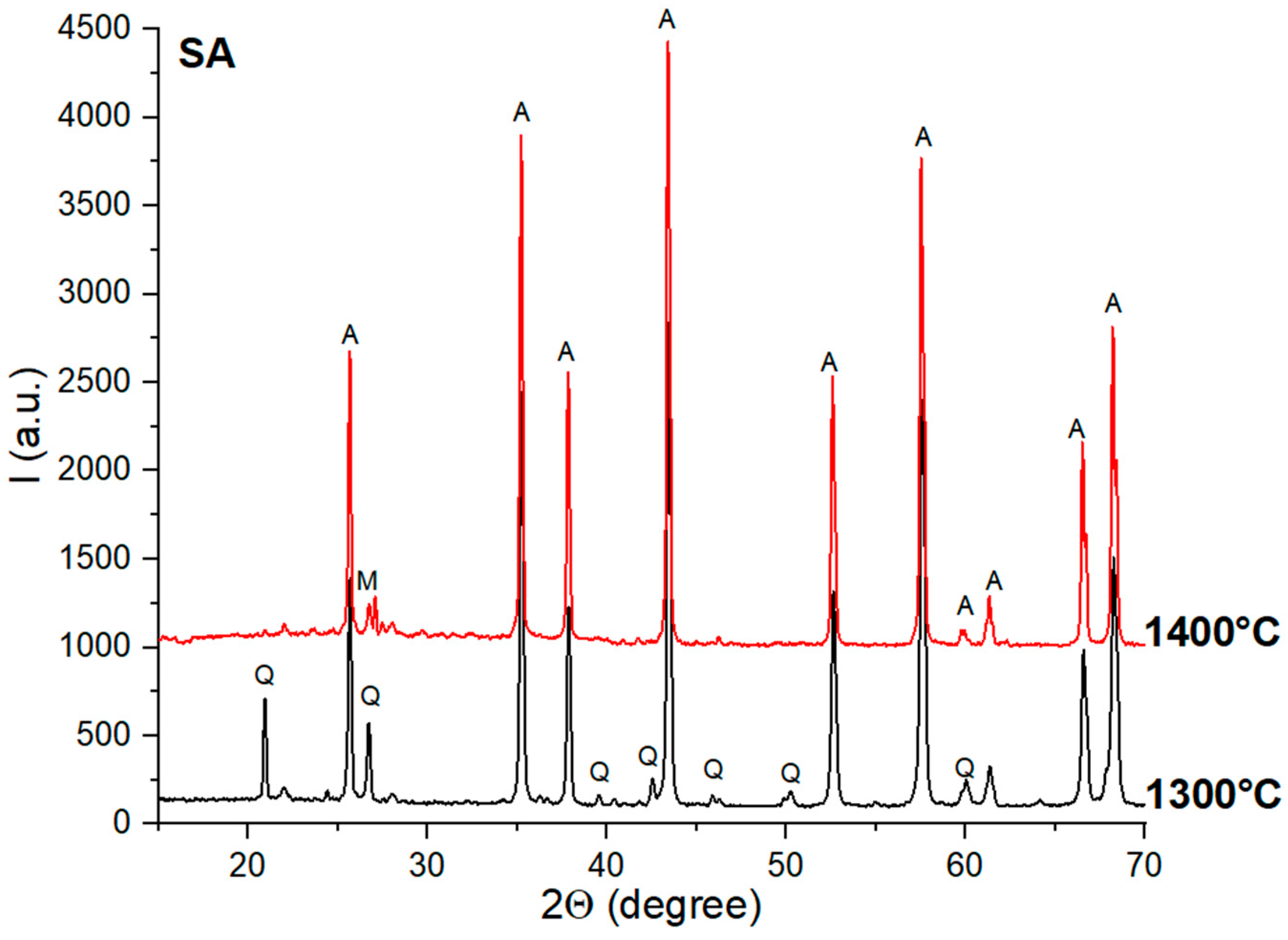
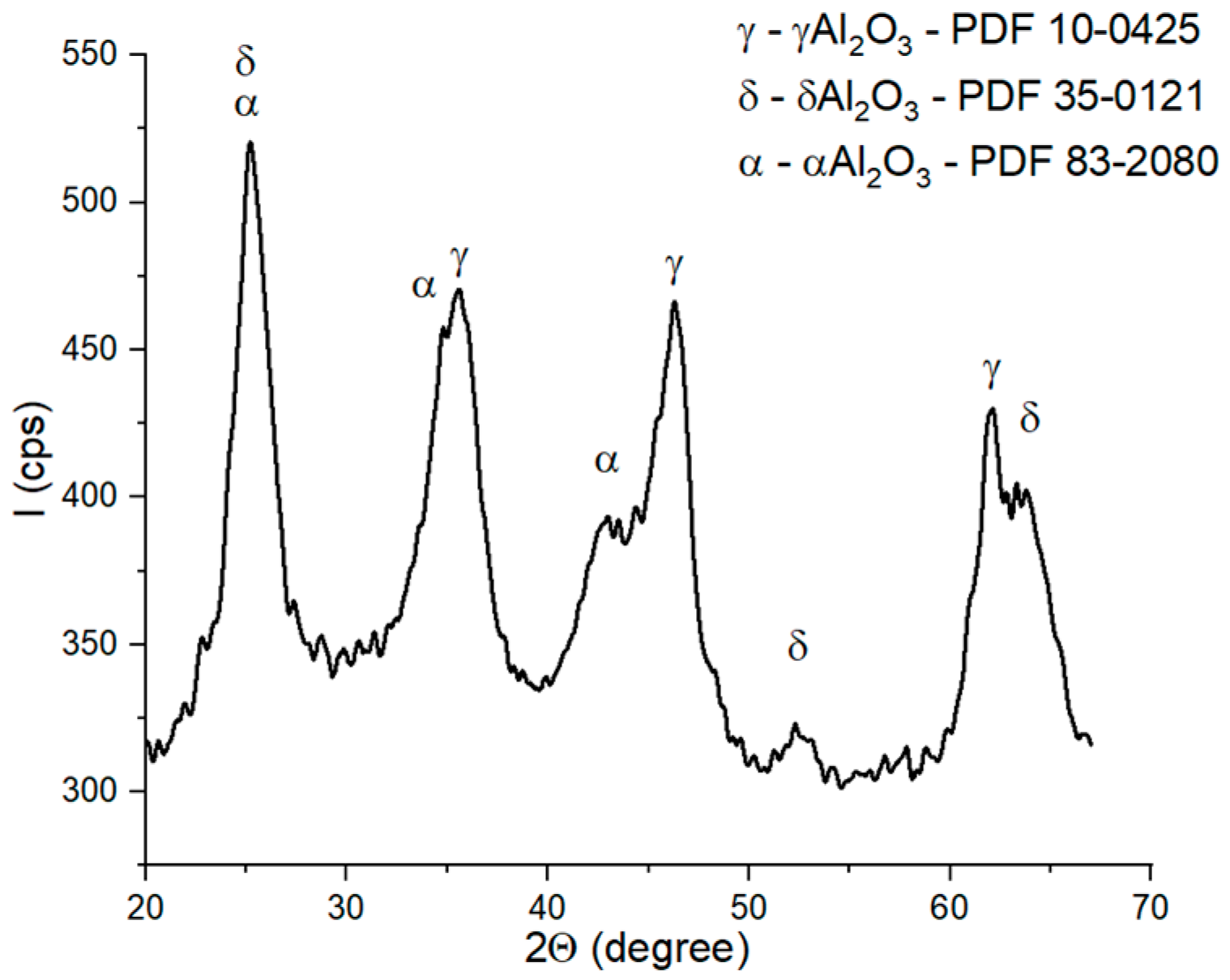
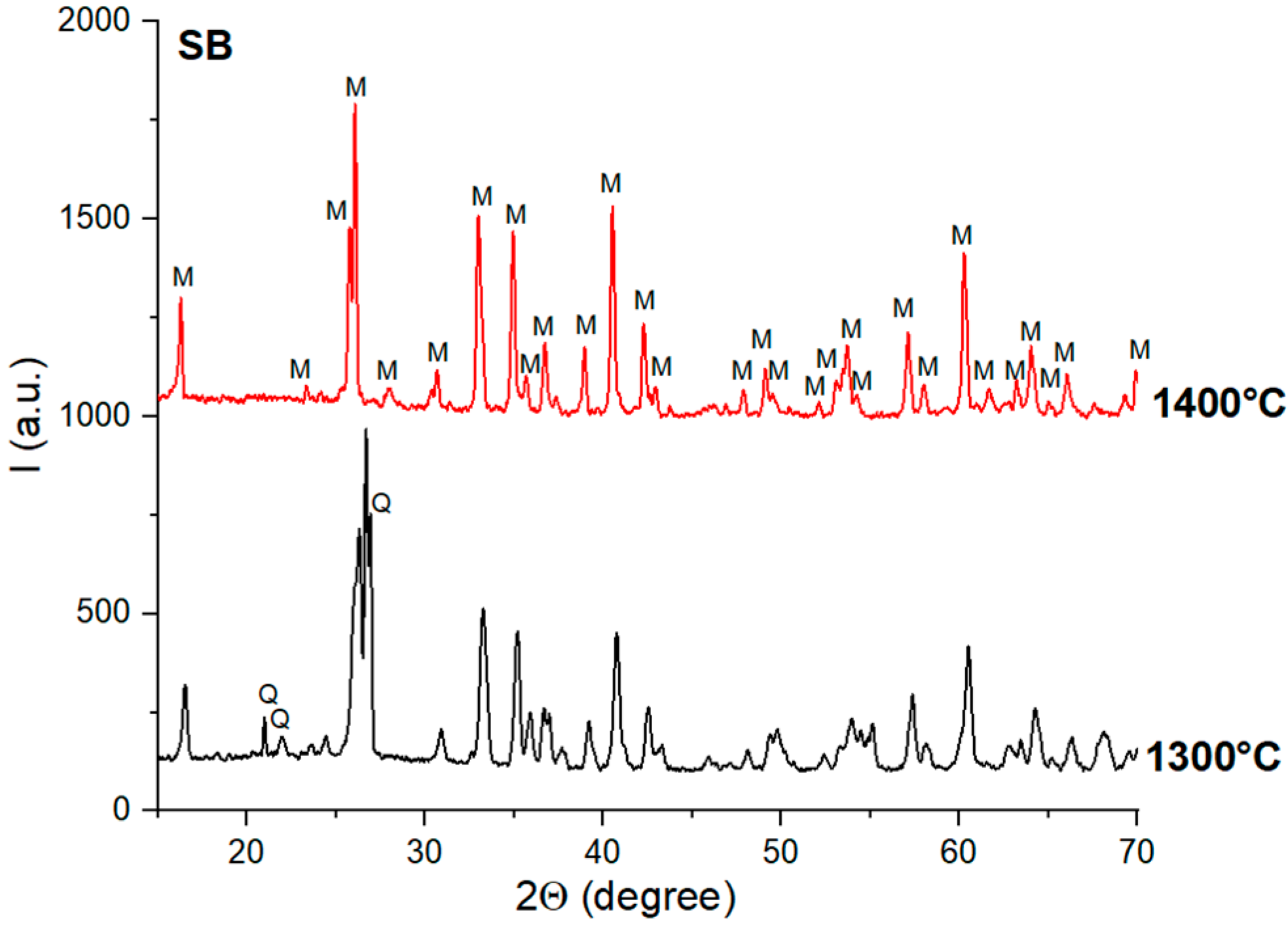
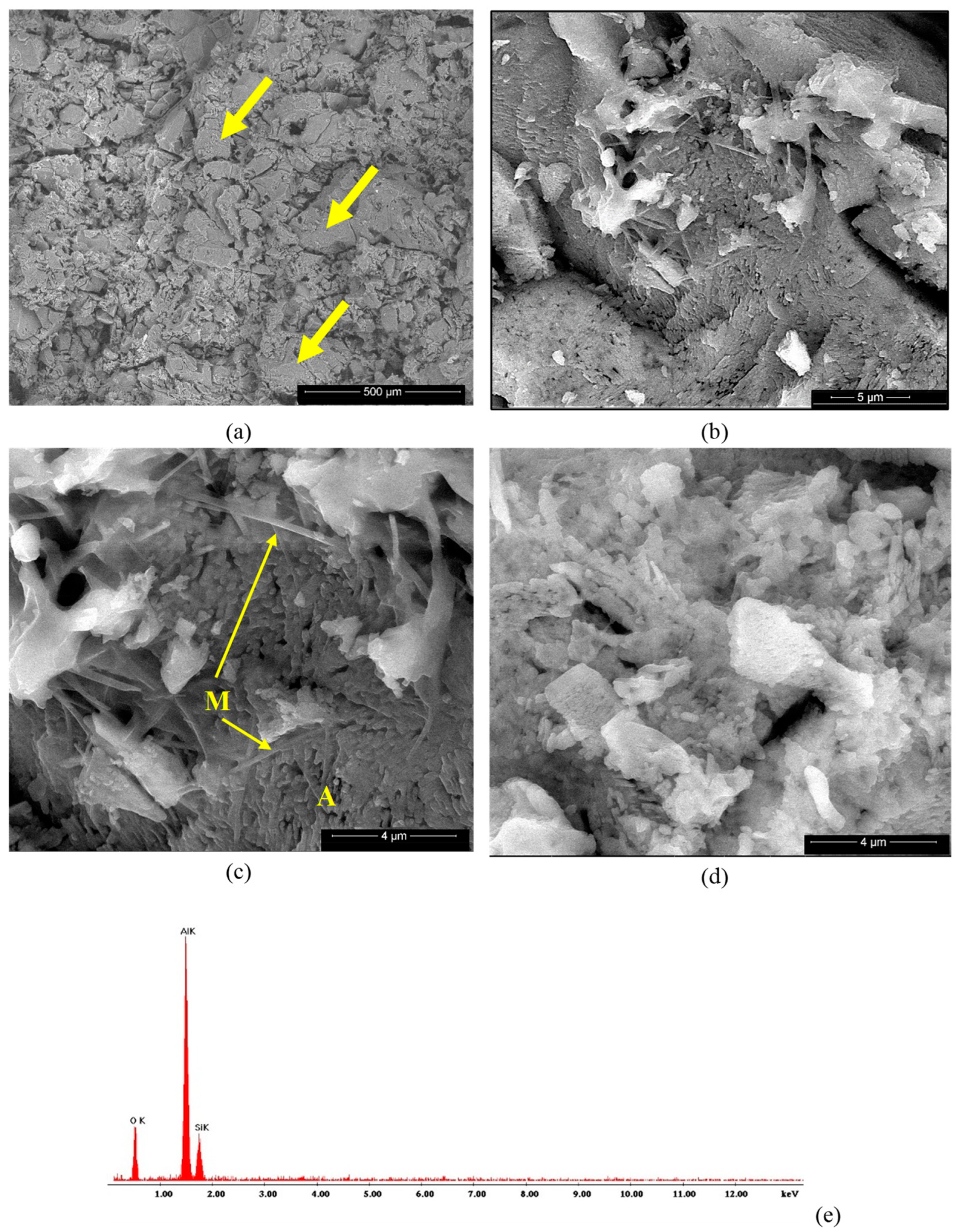
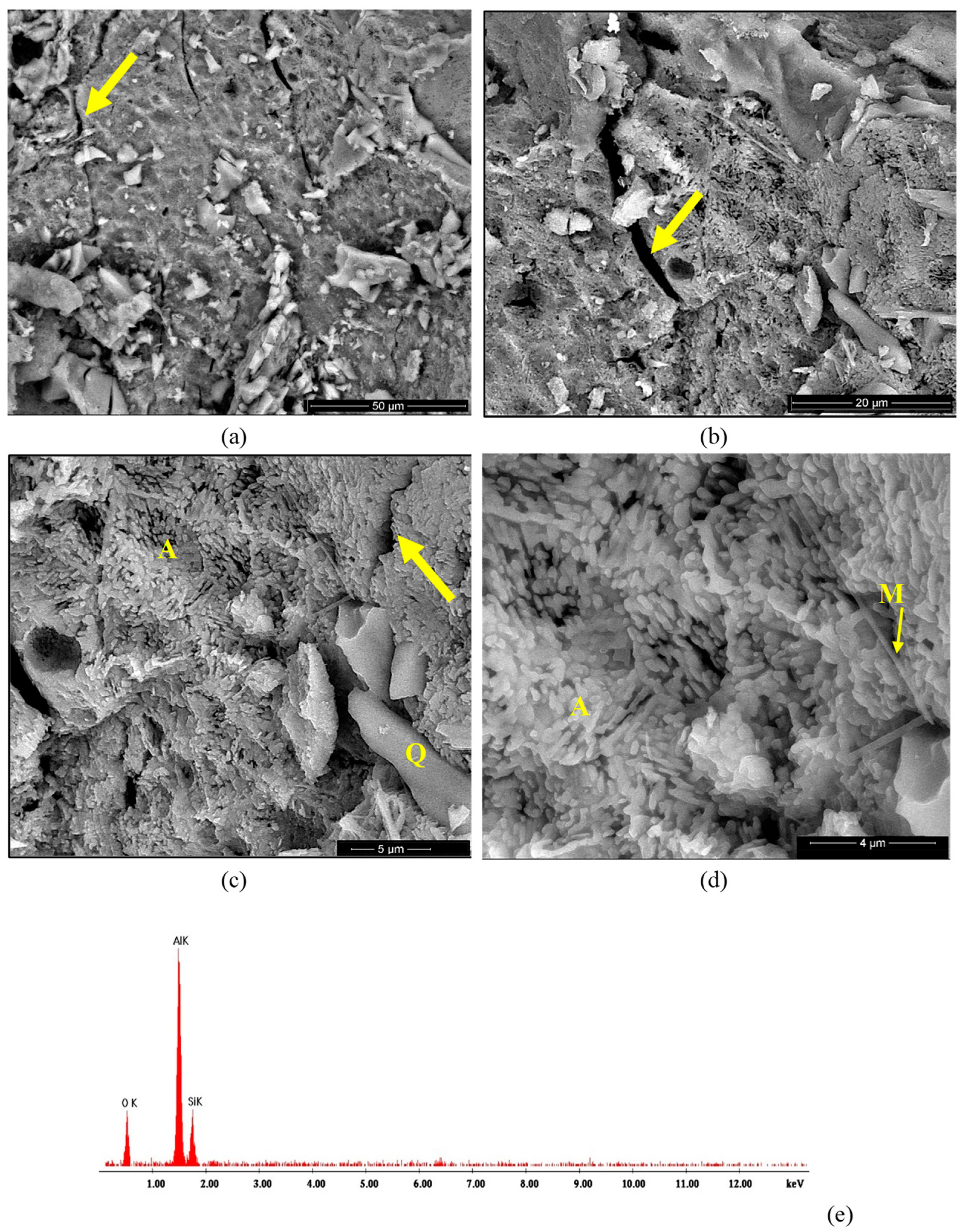
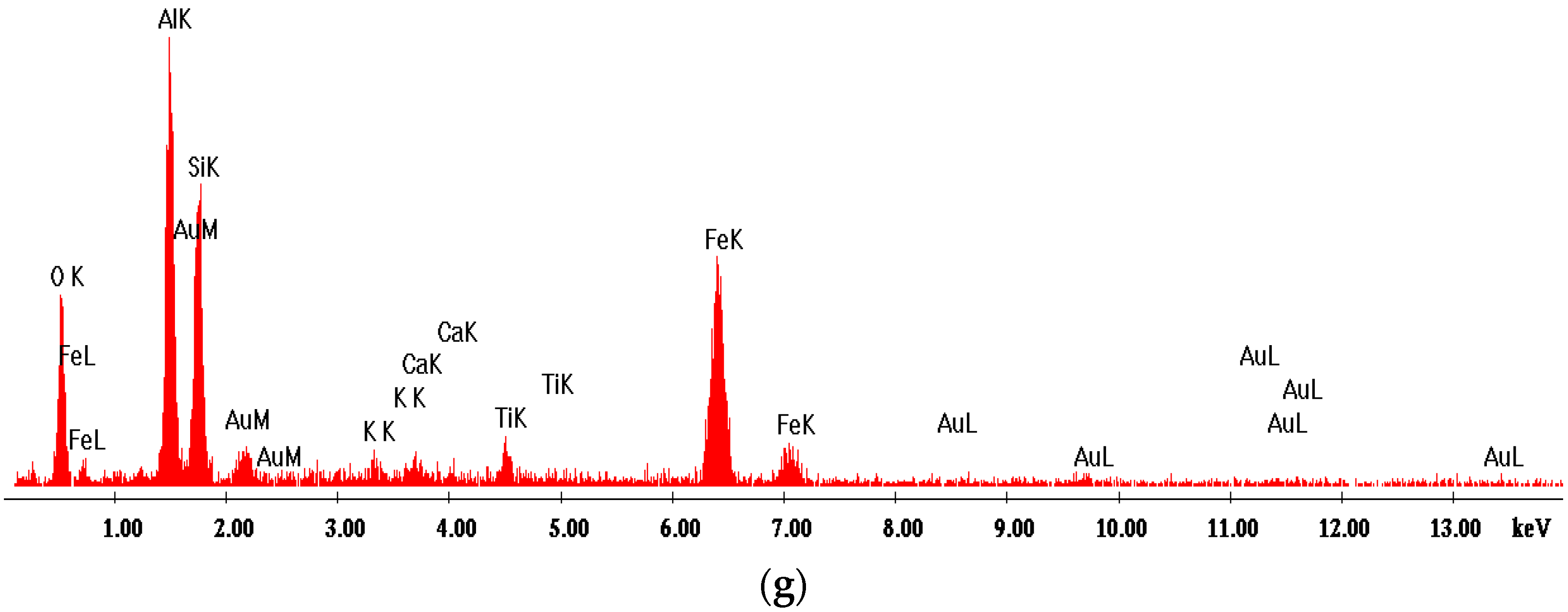
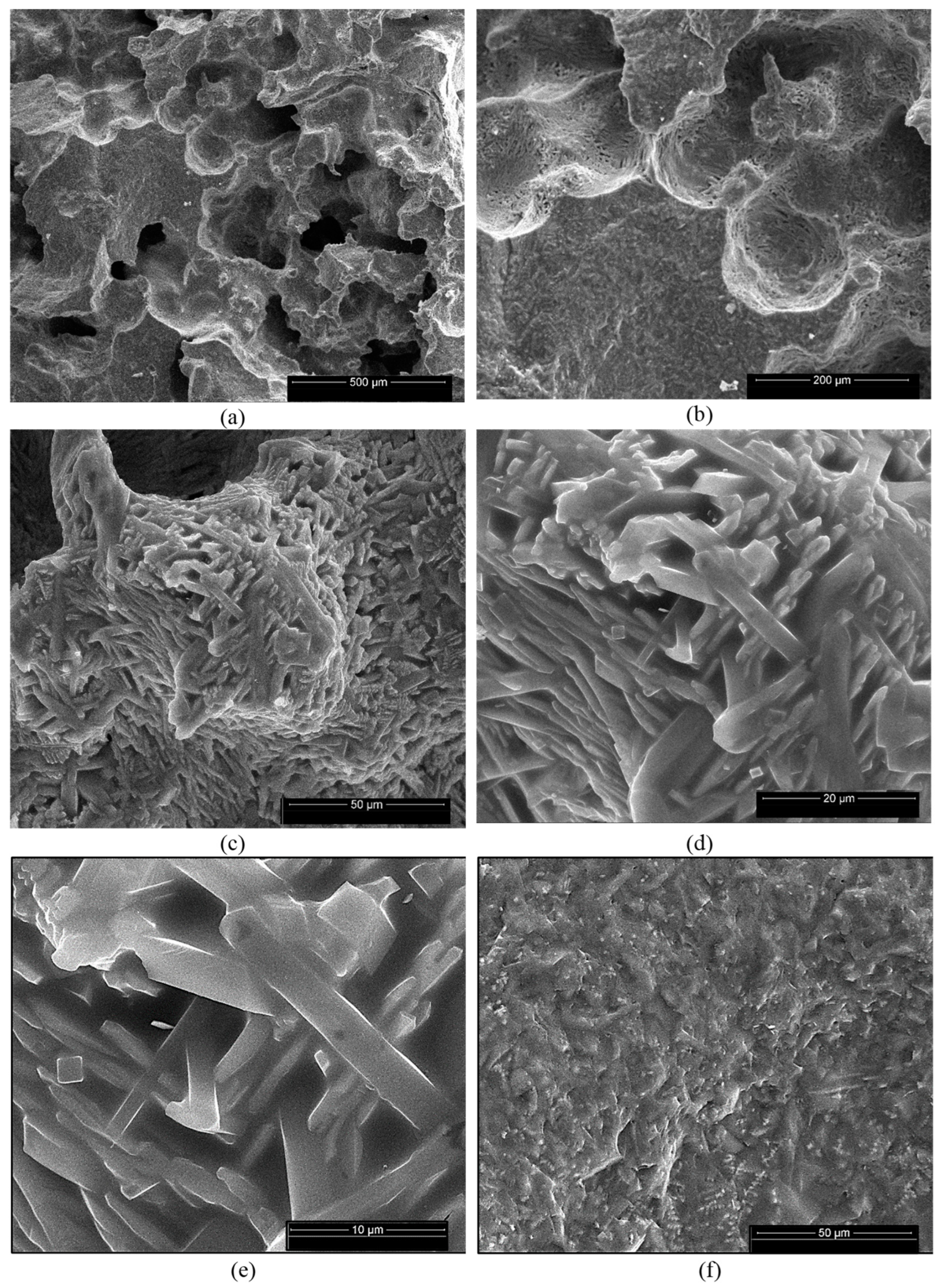
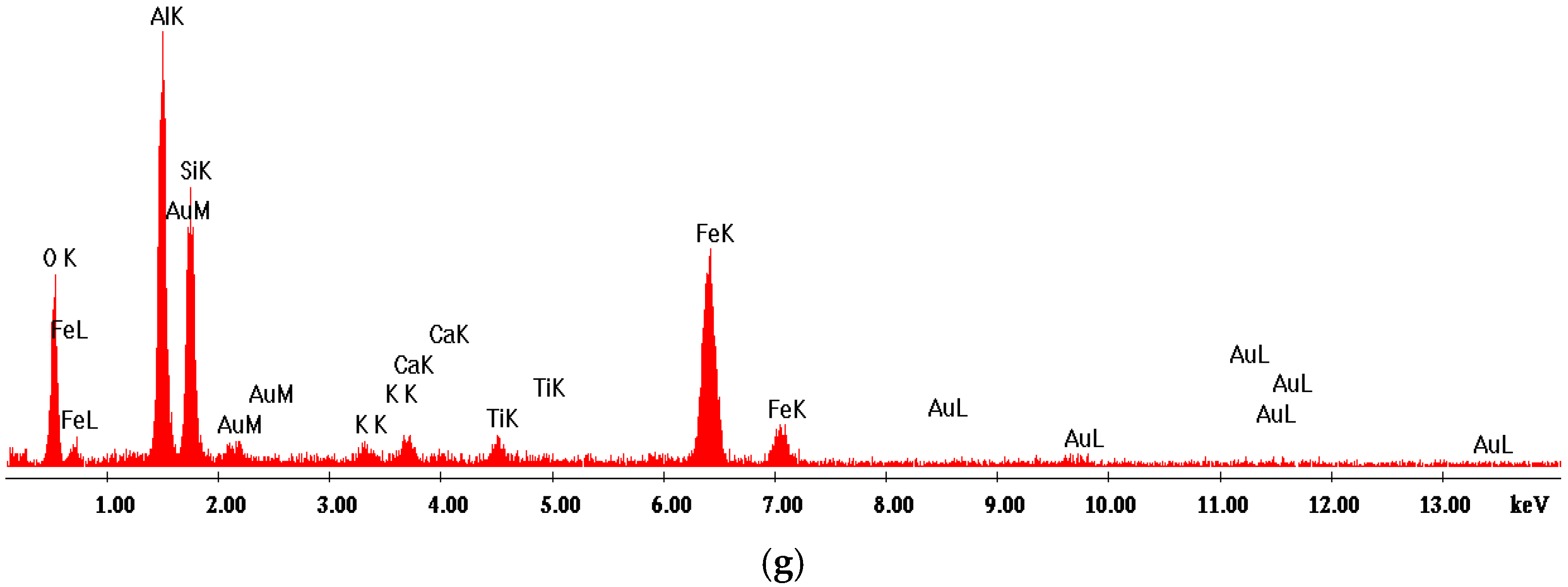
- The synthesis method and type of alumina precursors played a fundamental role in the composition of the resulting ceramics; thus, for the ceramics obtained using waste sand (N or S) and bauxite as raw materials, mullite was obtained as the main mineralogic phase after thermal treatment at 1400 °C for 2 h. On the other hand, when alumina (mainly α) was precipitated on the surface of the sand particles, the reaction rate between the alumina and quartz at sintering temperatures between 1300 °C and 1400 °C was low. The BSE images of these specimens showed the formation of a matrix of alumina crystals, in which quartz particles were embedded.
- The values of the apparent density and open porosity of the studied ceramics were influenced by the nature of the formed compounds as well as the sintering temperature. For the ceramics with an alumina content (NA and SA), the increase in the sintering temperature determined an increase in the density and a decrease in the open porosity due to the increase in the sizes of the alumina crystals; for the ceramics with a mullite content (NB and SB), the increase in the sintering temperature had the opposite effect on the open porosity due to the increase in the sizes of the elongated interconnected crystals and, consequently, the increase of the intergranular porosity.
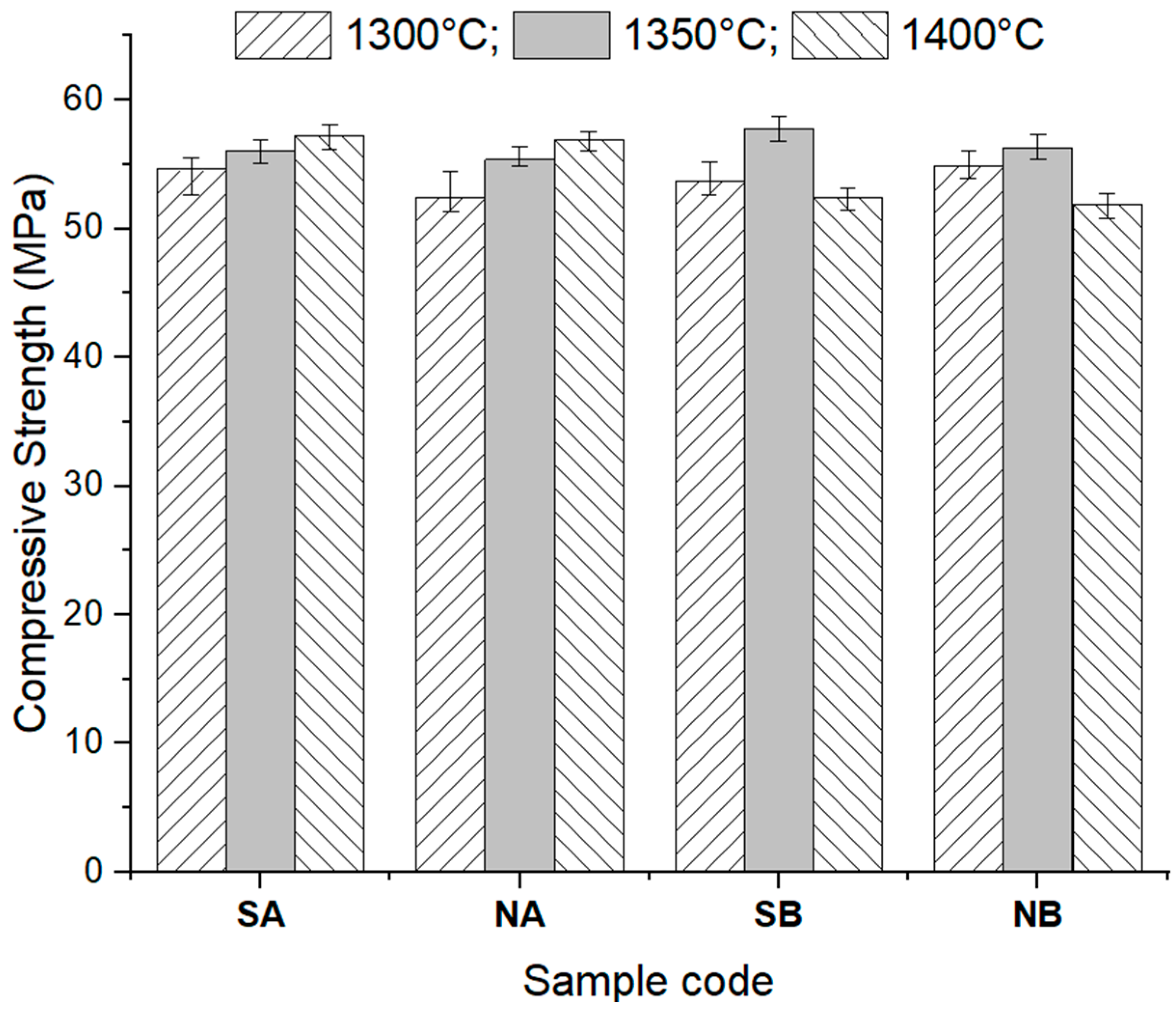
- The compressive strengths of the NA and SA ceramics increased with the increase in the sintering temperature, mainly due to the reduction in the open porosity, in correlation with the microstructure of the ceramics (increase in alumina crystalline grains size); on the other hand, for the ceramics with a mullite content, the increase in the sintering temperature determines a decrease in the compressive strengths due to the increase in the intergranular porosity (due to the specific microstructure—interconnected elongated mullite crystals).
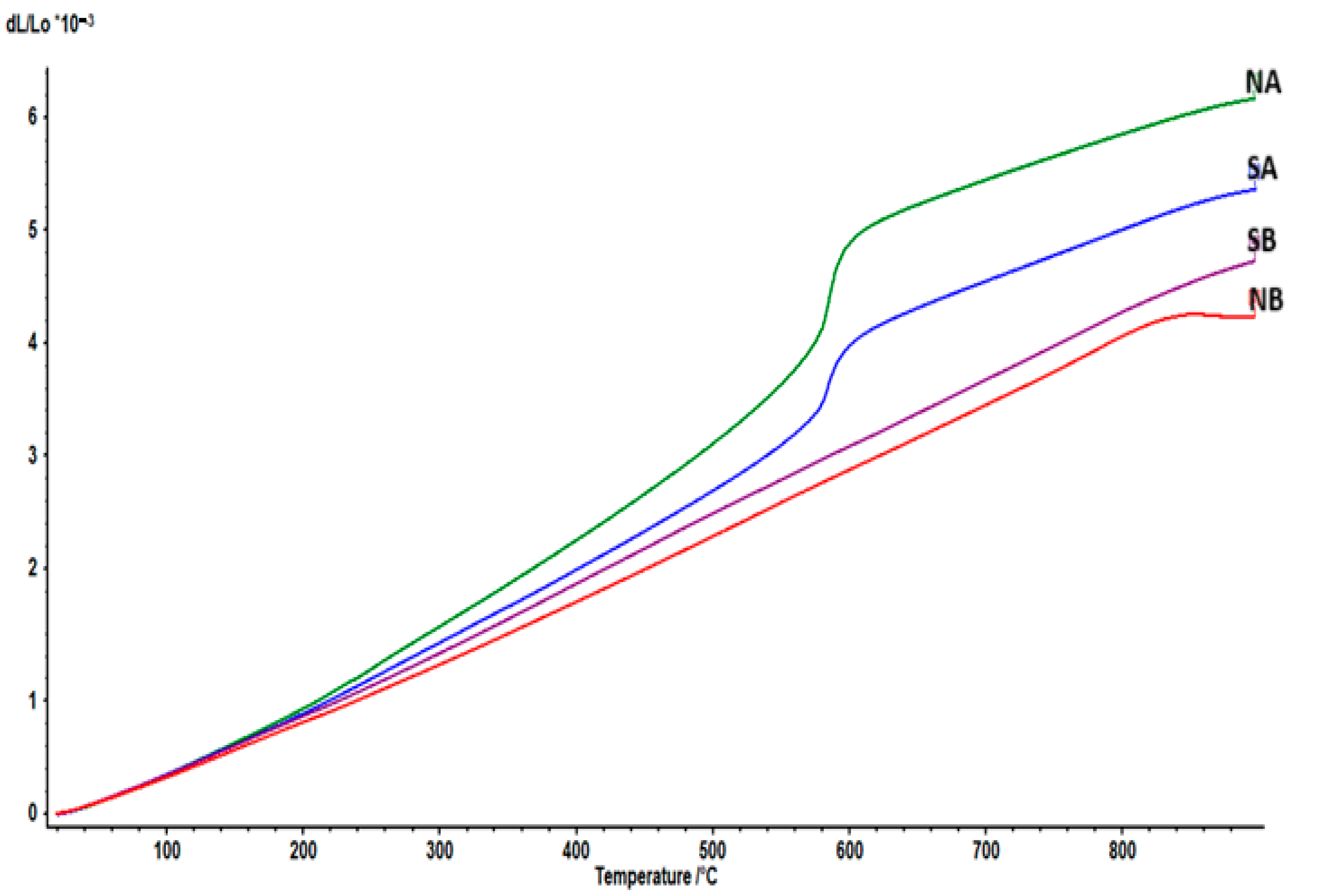
- Due to the specific composition and microstructure of the studied materials, the thermal expansion coefficients (CTEs) of the NA and SA ceramic composites were higher compared to those of the ceramics in which mullite was the main phase, i.e., NB and SB.
- The results presented in this article highlight the importance of the synthesis route correlated with the nature of the precursors, the type and amount of impurities and the sintering temperature.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Romero, M.; Padilla, I.; Contreras, M.; López-Delgado, A. Mullite-Based Ceramics from Mining Waste: A Review. Minerals 2021, 11, 332. [Google Scholar] [CrossRef]
- Choo, T.; Mohd Salleh, M.; Kok, K.; Matori, K. A Review on Synthesis of Mullite Ceramics from Industrial Wastes. Recycling 2019, 4, 39. [Google Scholar] [CrossRef]
- Dong, Y.; Diwu, J.; Feng, J.; Feng, X.; Liu, X.; Meng, G. Phase evolution and sintering characteristics of porous mullite ceramics produced from the fly ash–Al(OH)3 coating powders. J. Alloys Compd. 2008, 460, 651–657. [Google Scholar] [CrossRef]
- Roy, R.; Das, D.; Rout, P. A Review of Advanced Mullite Ceramics. Eng. Sci. 2022, 18, 20–30. [Google Scholar] [CrossRef]
- Schneider, H.; Schreuer, J.; Hildmann, B. Structure and properties of mullite—A review. J. Eur. Ceram. Soc. 2008, 28, 329–344. [Google Scholar] [CrossRef]
- Chen, C.; Lan, G.; Tuan, W. Preparation of mullite by the reaction sintering of kaolinite and alumina. J. Eur. Ceram. Soc. 2000, 14–15, 2519–2525. [Google Scholar] [CrossRef]
- Bella, M.L.; Hamidouche, M.; Gremillard, L. Preparation of mullite-alumina composite by reaction sintering between Algerian kaolin and amorphous aluminum hydroxide. Ceram. Int. 2021, 47, 16208–16220. [Google Scholar] [CrossRef]
- Song, K. Preparation of Mullite Fibers by the Sol-Gel Method. J. Sol-Gel Sci. Technol. 1998, 13, 1017–1021. [Google Scholar] [CrossRef]
- Won, C.W.; Siffert, B. Preparation by sol-gel method of SiO2 and mullite (3Al2O3·2SiO2) powders and study of their surface characteristics by inverse gas chromatography and zetametry. Colloids Surf. A Physicochem. Eng. Asp. 1998, 131, 161–172. [Google Scholar] [CrossRef]
- Ilić, S.; Babić, B.; Bjelajac, A.; Stoimenov, N.; Kljajević, L.; Pošarac–Marković, M.; Matović, B. Structural and morphological characterization of iron-doped sol-gel derived mullite powders. Ceram. Int. 2020, 46, 13107–13113. [Google Scholar] [CrossRef]
- Sotirchos, S.V.; Nitodas, S.F. Factors influencing the preparation of mullite coatings from metal chloride mixtures in CO2 and H2. J. Cryst. Growth 2002, 234, 569–583. [Google Scholar] [CrossRef]
- Xu, J.; Erickson, D.; Roy, S.; Sarin, V. Protective CVD Mullite Coatings on Single-Crystal Silicon Substrates. JOM 2013, 65, 567–573. [Google Scholar] [CrossRef]
- Dabbs, D.; Yao, N.; Aksay, I. Nanocomposite Mullite/Mullite Powders by Spray Pyrolysis. J. Nanopart. Res. 1999, 1, 127–130. [Google Scholar] [CrossRef]
- Janackovic, D.; Jokanovic, V.; Kostic-Gvozdenovic, L.; Uskokovic, D. Synthesis of mullite nanostructured spherical powder by ultrasonic spray pyrolysis. Nanostruct. Mater. 1998, 10, 341–348. [Google Scholar] [CrossRef]
- European Commission. Circular Economy Action Plan. Available online: https://environment.ec.europa.eu/strategy/circular-economy-action-plan_en (accessed on 10 January 2025).
- Lupu, O.; Ardelean, M.; Socalici, A.; Ardelean, E. Research regarding the capitalization of waste resulted from the steel industry. Univ. Politeh. Buchar. Sci. Bull. Ser. B Chem. Mater. Sci. 2021, 83, 187–196. [Google Scholar]
- Chen, L.; Yang, M.; Chen, Z.; Xie, Z.; Huang, L.; Osman, A.; Farghali, M.; Sandanayake, M.; Liu, E.; Ahn, Y.H.; et al. Conversion of waste into sustainable construction materials: A review of recent developments and prospects. Mater. Today Sustain. 2024, 27, 100930. [Google Scholar] [CrossRef]
- Dima-Vadauva, C.; Badanoiu, A.; Nicoara, A. Properties of cement-based composites with chopped electrical cables and polyurethane wastes. Univ. Politeh. Buchar. Sci. Bull. Ser. B 2020, 82, 63–72. [Google Scholar]
- Hossain, S.; Pyare, R.; Roy, P.K. Synthesis of in-situ mullite foam using waste rice husk ash derived sol by slip-casting route. Ceram. Int. 2020, 46, 10871–10878. [Google Scholar] [CrossRef]
- Alves, H.; Silva, J.; Campos, L.; Torres, S.; Dutra, R.; Macedo, D. Preparation of mullite based ceramics from clay–kaolin waste mixtures. Ceram. Int. 2016, 42, 19086–19090. [Google Scholar] [CrossRef]
- Khalil, N.; Algamal, Y. Recycling of ceramic wastes for the production of high performance mullite refractories. Silicon 2020, 12, 1557–1565. [Google Scholar] [CrossRef]
- Liu, R.; Xiang, D. Recycling photovoltaic silicon waste for fabricating porous mullite ceramics by low-temperature reaction sintering. J. Eur. Ceram. Soc. 2012, 41, 5957–5966. [Google Scholar] [CrossRef]
- López-Cuevas, J.; Interial-Orejón, E.; Gutiérrez-Chavarría, C.; Rendón-Ángeles, J. Synthesis and Characterization of Cordierite, Mullite and Cordierite-Mullite Ceramic Materials using Coal Fly Ash as Raw Material. MRS Adv. 2017, 2, 3865–3872. [Google Scholar] [CrossRef]
- Koshy, P.; Ho, N.; Zhong, V.; Schreck, L.; Koszo, S.; Severin, E.; Sorrell, C. Fly Ash Utilisation in Mullite Fabrication: Development of Novel Percolated Mullite. Minerals 2021, 11, 84. [Google Scholar] [CrossRef]
- Ribeiro, M.; Labrincha, J. Properties of sintered mullite and cordierite pressed bodies manufactured using Al-rich anodising sludge. Ceram. Int. 2008, 34, 593–597. [Google Scholar] [CrossRef]
- Wang, W.; Shi, Z.; Wang, Z.; Wang, S. Phase transformation and properties of high-quality mullite ceramics synthesized using desert drift sands as raw materials. Mater. Lett. 2018, 221, 271–274. [Google Scholar] [CrossRef]
- Tripathi, H.S.; Banerjee, G. Synthesis and mechanical properties of mullite from beach sand sillimanite: Effect of TiO2. J. Eur. Ceram. Soc. 1998, 18, 2081–2087. [Google Scholar] [CrossRef]
- Tripathi, H.S.; Banerjee, G. Synthesis and Mechanical Properties of Mullite Developed from Beach Sand Sillimanite: Effect of Fe2O3. Trans. Indian Ceram. Soc. 1998, 57, 137–140. [Google Scholar] [CrossRef]
- Sánchez-Soto, P.; Eliche-Quesada, D.; Martínez-Martínez, S.; Garzón-Garzón, E.; Pérez-Villarejo, L.; Rincón, J. The effect of vitreous phase on mullite and mullite-based ceramic composites from kaolin wastes as by-products of mining, sericite clays and kaolinite. Mater. Lett. 2018, 223, 154–158. [Google Scholar] [CrossRef]
- Cui, Z.; Hao, T.; Yao, S.; Hu, H. Preparation of porous mullite ceramic supports from high alumina fly ash. J. Mater. Cycles Waste Manag. 2023, 25, 1120–1129. [Google Scholar] [CrossRef]
- Stoleriu, S.; Andronescu, E.; Carabat, A.; Vasile, B.S. Influence of preparation conditions on nanaometric characteristics of zirconia and alumina powders. Rom. J. Mater. 2011, 4, 255–261. [Google Scholar]
- ISO10545-3:1995; Ceramic Tiles—Part 3. Determination of Water Absorption, Apparent Porosity, Apparent Relative Density and Bulk Density. International Organization for Standardization (ISO): Geneva, Switzerland, 1995.
- Johnson, S.; Song, W.; Cook, A.; Vel, S.; Gerbi, C. Quartz A↔Β Phase Transition: Does it drive damage and reaction in continental crust? Earth Planet. Sci. Lett. 2021, 553, 116622. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Waste | L.O.I *. (%) | Oxide Composition (%) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| SiO2 | Al2O3 | CaO | Fe2O3 | MgO | SO3 | Na2O | K2O | Other Oxides (TiO2, V2O5, MnO, P2O5, a.o. **) | ||
| Waste S | 4.26 | 83.66 | 2.19 | 0.67 | 5.36 | 0.23 | 0.10 | 0.12 | 0.46 | 2.95 |
| Waste N | 1.29 | 90.08 | 3.05 | 3.20 | 0.77 | 0.20 | 0.07 | 0.52 | 0.82 | - |
| Bauxite (B) | 11.88 | 8.13 | 50.47 | 1.01 | 24.39 | 0.44 | - | 0.09 | 0.08 | 3.51 |
| Sample | Thermal Expansion Coefficient [106 K−1] |
|---|---|
| NA | 7.2195 |
| NB | 5.0163 |
| SA | 6.3086 |
| SB | 5.5827 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Badanoiu, A.-I.; Stoleriu, S.-P.; Carocea, A.-C.; Eftimie, M.-A.; Trusca, R. Influence of Synthesis Route on Composition and Main Properties of Mullite Ceramics Based on Waste. Materials 2025, 18, 1098. https://doi.org/10.3390/ma18051098
Badanoiu A-I, Stoleriu S-P, Carocea A-C, Eftimie M-A, Trusca R. Influence of Synthesis Route on Composition and Main Properties of Mullite Ceramics Based on Waste. Materials. 2025; 18(5):1098. https://doi.org/10.3390/ma18051098
Chicago/Turabian StyleBadanoiu, Alina-Ioana, Stefania-Paula Stoleriu, Alexandru-Cosmin Carocea, Mihai-Alexandru Eftimie, and Roxana Trusca. 2025. "Influence of Synthesis Route on Composition and Main Properties of Mullite Ceramics Based on Waste" Materials 18, no. 5: 1098. https://doi.org/10.3390/ma18051098
APA StyleBadanoiu, A.-I., Stoleriu, S.-P., Carocea, A.-C., Eftimie, M.-A., & Trusca, R. (2025). Influence of Synthesis Route on Composition and Main Properties of Mullite Ceramics Based on Waste. Materials, 18(5), 1098. https://doi.org/10.3390/ma18051098