

Microstructure, Hardness, and Wear Behavior of Layers Obtained by Electric Arc Hardfacing Processes

 , , ,
, , ,  and
and 
Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
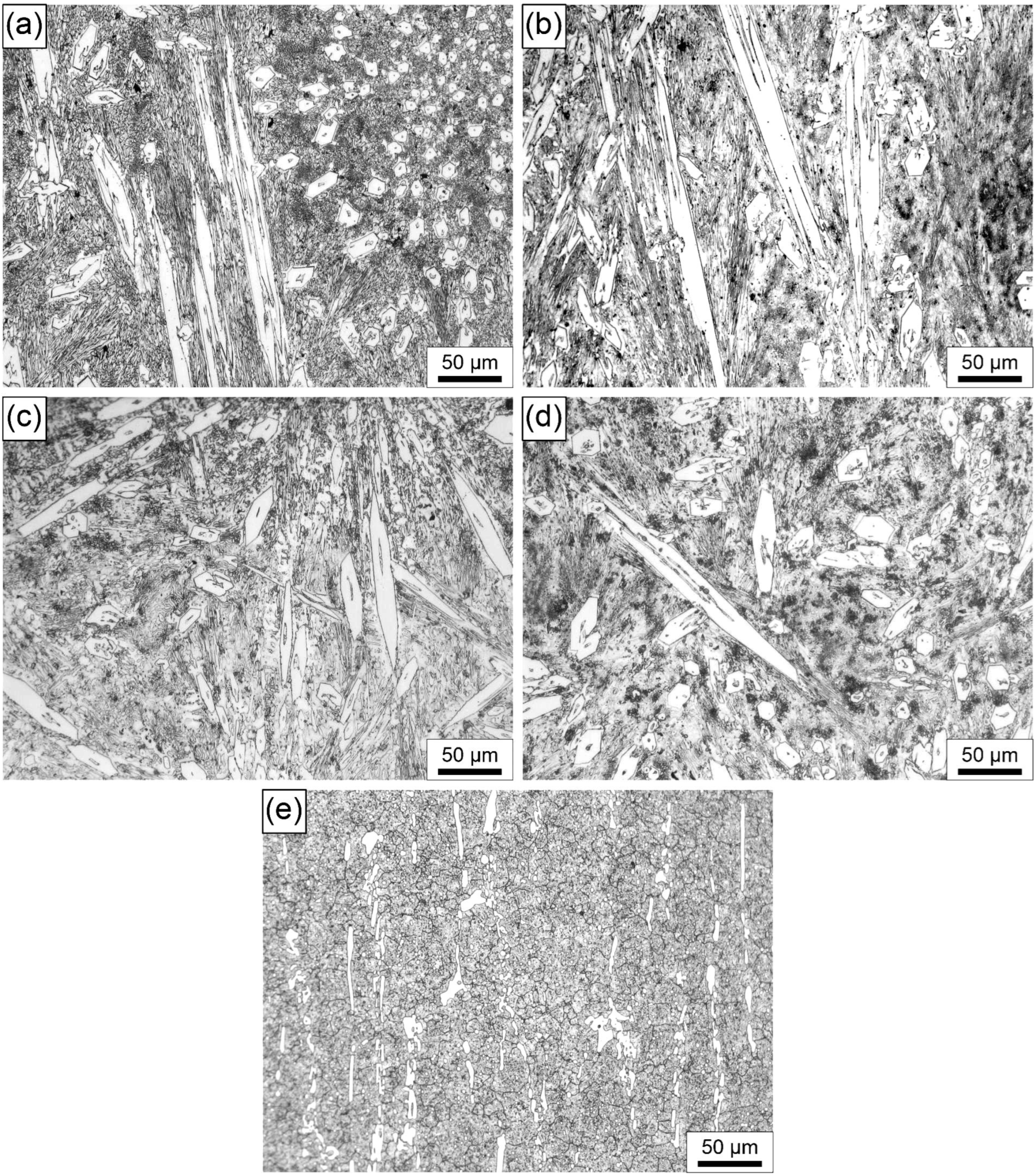
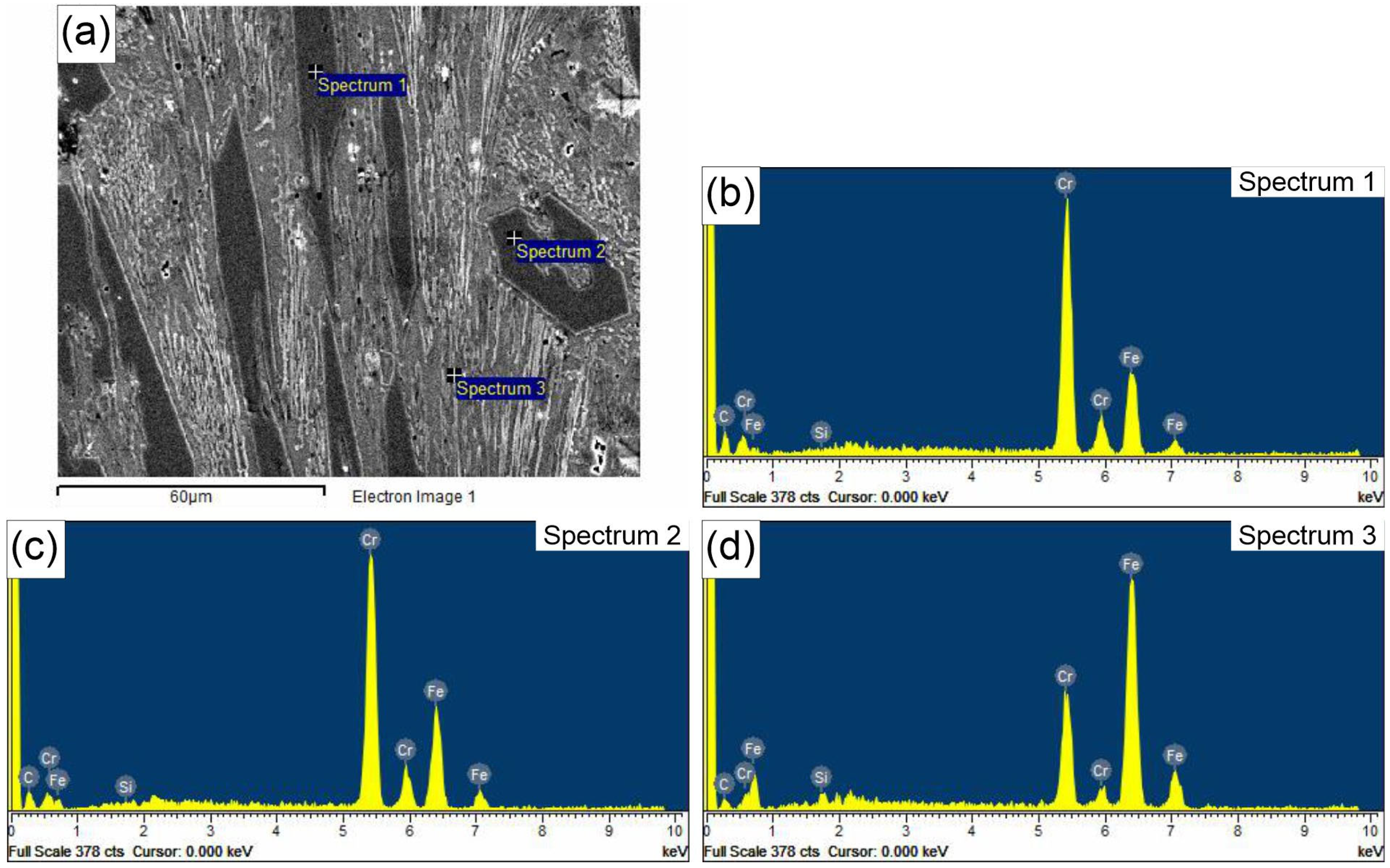
- All hardfaced specimens exhibited higher abrasive wear resistance compared to the reference specimen made of D2 heat-treated, cold-work tool steel, due to a higher number of carbides and the overall bulk hardness of the material. An additional effect comes from the higher microhardness of both M7C3 carbides and the matrix in the hardfaced layers, compared to the microhardness of M3C carbides and the martensitic matrix in D2 steel.
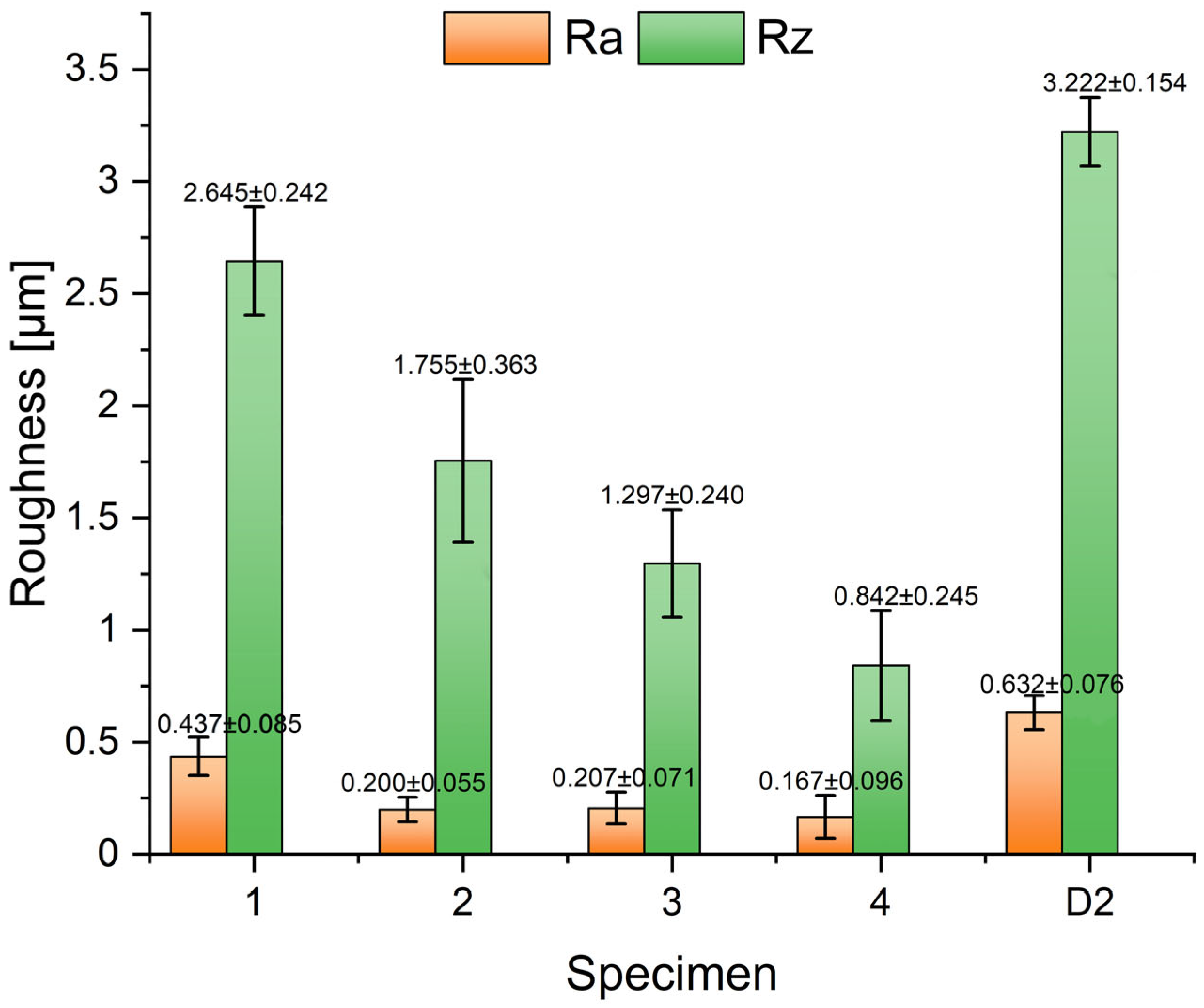
- The specimen hardfaced with higher current and lower speed exhibited the highest abrasive wear resistance against relatively hard SiC particles, as well as the lowest roughness parameters.
- High wear resistance is due to the relatively high microhardness of carbides, as well as a larger carbide size compared to other hardfaced specimens obtained with different parameters, i.e., a higher cooling rate.
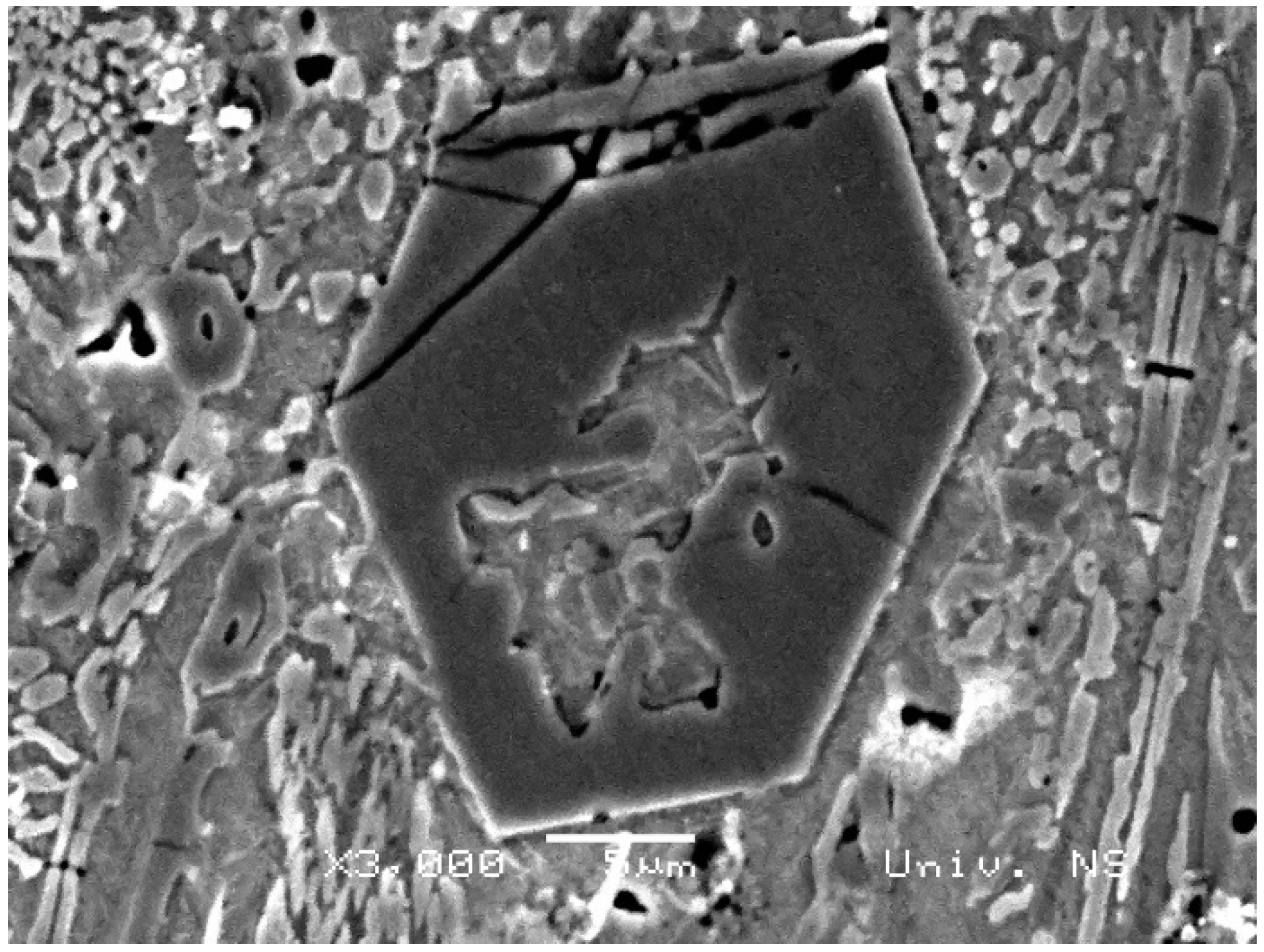
- Slower cooling influenced the growth of larger M7C3 carbides, with smaller central hollow sections, which exhibit a higher microhardness compared to the specimen hardfaced with lower current and higher speed (i.e., with a lower cooling time).
- M7C3 carbides obtained with higher speed and lower current are relatively brittle and prone to cracking just after metallographic preparation, which negatively affects the wear resistance of the parent material. This section is not mandatory but can be added to the manuscript if the discussion is unusually long or complex.
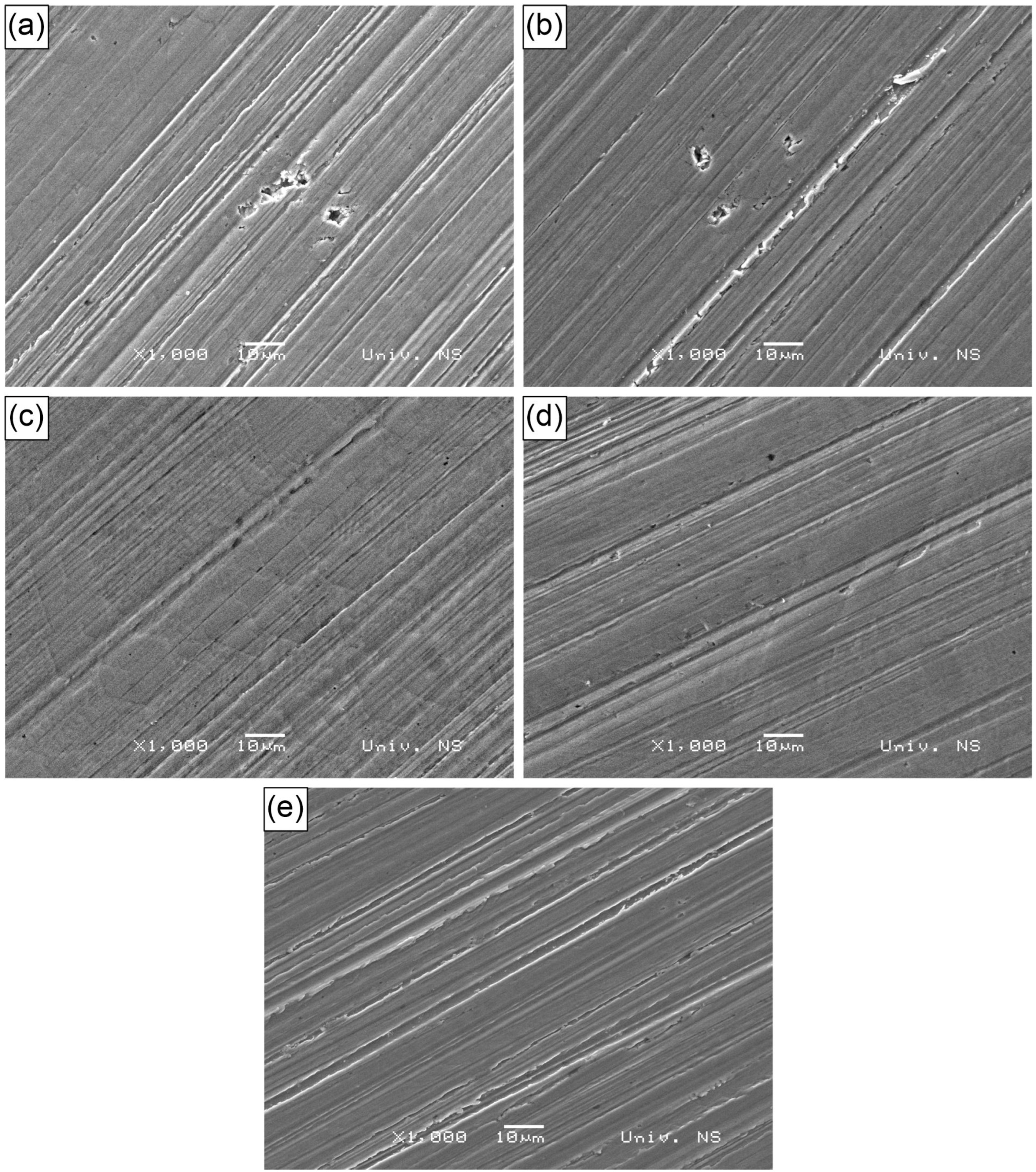
- Weight loss rate results are supported by worn surface analysis. Besides ploughing, the hardfaced specimens exhibit minor delamination and pore formation as a result of incomplete gas escape from the melt. The control specimen was worn uniformly, with intensive ploughing and delamination.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Tandon, D.; Li, H.; Pan, Z.; Yu, D.; Pang, W. A Review on Hardfacing, Process Variables, Challenges, and Future Works. Metals 2023, 13, 1512. [Google Scholar] [CrossRef]
- Singh, R.; Pandey, S.K. Experimental Investigation of Effect of Fe-Cr-C based Hardfacing on Wear Properties of Mild Steel. Int. J. Eng. Res. Technol. (IJERT) 2016, 5, 713–716. [Google Scholar] [CrossRef]
- Gerard, B. Fundamentals of Hardfacing by Arc Welding; Welding Alloys: Florence, KY, USA, 2016; pp. 1–47. Available online: https://www.welding-alloys.com/wp-content/uploads/2021/12/Fundamentals_of_hardfacing_A5.pdf (accessed on 9 November 2024).
- Kumar, S.; Mondal, D.P.; Jha, A.K.; Khaira, H.K. Improvement in high stress abrasive wear property of steel by hardfacing. J. Mater. Eng. Perform. 1999, 8, 711–715. [Google Scholar] [CrossRef]
- Chakraborty, G.; Kumar, N.; Das, C.R.; Albert, S.K.; Bhaduri, A.K.; Dash, S.; Tyagi, A.K. Study on microstructure and wear properties of different nickel base hardfacing alloys deposited on austenitic stainless steel. Surf. Coat. Technol. 2014, 244, 180–188. [Google Scholar] [CrossRef]
- Chang, C.-M.; Chen, Y.-C.; Wu, W. Microstructural and abrasive characteristics of high carbon Fe–Cr–C hardfacing alloy. Tribol. Int. 2010, 43, 929–934. [Google Scholar] [CrossRef]
- Chatterjee, S.; Pal, T.K. Weld procedural effect on performance of iron basedhardfacing deposits on cast iron substrate. J. Mater. Process. Technol. 2006, 173, 61–69. [Google Scholar] [CrossRef]
- Balos, S.; Janjatovic, P.; Dramicanin, M.; Labus Zlatanovic, D.; Pilic, B.; Hanus, P.; Jaworska, L. Microstructure, Microhardness, and Wear Properties of Cobalt Alloy Electrodes Coated with TiO2 Nanoparticles. Metals 2019, 9, 1186. [Google Scholar] [CrossRef]
- Garbade, R.R.; Dhokey, N.B. Overview on Hardfacing Processes, Materials and Applications. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1017, 012033. [Google Scholar] [CrossRef]
- Kaptanoglu, M.; Eroglu, M. Investigation of Hardfacing Deposits Obtained by Using Submerged Arc Welding Fluxes Containing High-Carbon Ferrochromium and Ferroboron. Arch. Metall. Mater. 2023, 68, 895–905. [Google Scholar] [CrossRef]
- Correa, E.O.; Alcântara, N.G.; Valeriano, L.C.; Barbedo, N.D.; Chaves, R.R. The effect of microstructure on abrasive wear of a Fe–Cr–C–Nb hardfacing alloy deposited by the open arc welding process. Surf. Coat. Technol. 2015, 276, 479–484. [Google Scholar] [CrossRef]
- Morsy, M.; El-Kashif, E. The effect of microstructure on high-stress abrasion resistance of Fe-Cr-C hardfacing deposits. Zavar. I Zavarene Konstr. 2014, 3, 119–129. [Google Scholar] [CrossRef]
- Rajkumar, V.; Arjunan, T.V.; Rajesh Kannan, A. Metallurgical and mechanical investigations of Inconel 625 overlay welds produced by GMAW-hardfacing process on AISI 347 pipes. Mater. Res. Express 2019, 6, 076534. [Google Scholar] [CrossRef]
- Abed, H.; Malek Ghaini, F.; Shahverdi, H.R. Characterization of Fe49Cr18Mo7B16C4Nb6 high-entropy hardfacing layers produced by gas tungsten arc welding (GTAW) process. Surf. Coat. Technol. 2018, 352, 360–369. [Google Scholar] [CrossRef]
- Ahn, D.-G. Hardfacing technologies for improvement of wear characteristics of hot working tools: A Review. Int. J. Precis. Eng. Manuf. 2013, 14, 1271–1283. [Google Scholar] [CrossRef]
- Liyanage, T.; Fisher, G.; Gerlich, A.P. Microstructures and abrasive wear performance of PTAW deposited Ni–WC overlays using different Ni-alloy chemistries. Wear 2012, 274–275, 345–354. [Google Scholar] [CrossRef]
- Hou, Q.Y. Influence of molybdenum on the microstructure and properties of a FeCrBSi alloy coating deposited by plasma transferred arc hardfacing. Surf. Coat. Technol. 2013, 225, 11–20. [Google Scholar] [CrossRef]
- Yao, J.; Ding, Y.; Liu, R.; Zhang, Q.; Wang, L. Wear and corrosion performance of laser-clad low-carbon high-molybdenum Stellite alloys. Opt. Laser Technol. 2018, 107, 32–45. [Google Scholar] [CrossRef]
- Balakrishnan, M.; Balasubramanian, V.; Madhusudhan Reddy, G. Effect of Hardfacing Processes on Ballistic Performance of Q&T Steel Joints. Mater. Perform. Charact. 2014, 3, 265–284. [Google Scholar] [CrossRef]
- Babu, S.; Balasubramanian, V.; Madhusudhan Reddy, G.; Balasubramanian, T.S. Improving the ballistic immunity of armour steel weldments by plasma transferred arc (PTA) hardfacing. Mater. Des. 2010, 31, 2664–2669. [Google Scholar] [CrossRef]
- Venkatesh, B.; Sriker, K.; Prabhakar, V.S.V. Wear Characteristics of Hardfacing Alloys: State-of-the-art. Procedia Mater. Sci. 2015, 10, 527–532. [Google Scholar] [CrossRef]
- Digambar, B.; Choudhary, D. A review paper on hardfacing processes, materials, objectives and applications. Int. J. Sci. Res. 2014, 3, 2400–2402. [Google Scholar]
- Grilli, M.L.; Valerini, D.; Slobozeanu, A.E.; Postolnyi, B.O.; Balos, S.; Rizzo, A.; Piticescu, R.R. Critical Raw Materials Saving by Protective Coatings under Extreme Conditions: A Review of Last Trends in Alloys and Coatings for Aerospace Engine Applications. Materials 2021, 14, 1656. [Google Scholar] [CrossRef] [PubMed]
- Regulation (EU) 2024/1252 of the European Parliament and of the Council of 11 April 2024 Establishing a Framework for Ensuring a Secure and Sustainable Supply of Critical Raw Materials and Amending Regulations (EU) No 168/2013, (EU) 2018/858, (EU) 2018/1724 and (EU) 2019/1020; European Commission: Brussels, Belgium, 2023.
- Stubbington, P. Hardfacing Alloy Design Consumable Review; Lincoln Electric: Padstow, NSW, Australia, 2021. [Google Scholar]
- Berns, H.; Fischer, A. Microstructure of Fe-Cr-C Hardfacing Alloys with Additions of Nb, Ti and B. Metallography 1987, 20, 401–429. [Google Scholar] [CrossRef]
- Hobart Filler Metals Application Department. Hardfacing Technical Welding Guide; Hobart Brothers, LLC.: Troy, OH, USA, 2020. [Google Scholar]
- Ito, S.; Kawai, H.; Oishi, Y.; Nogami, H. Structure and Solidification Process Observation of Fe-C-Cr Alloy Using Confocal Laser Scanning Microscope. MATEC Web Conf. 2021, 333, 11001. [Google Scholar] [CrossRef]
- Buytoz, S. Microstructural properties of M7C3 eutectic carbides in a Fe–Cr–C alloy. Mater. Lett. 2006, 60, 605–608. [Google Scholar] [CrossRef]
- Wang, J.; Xing, X.; Zhou, Y.; Liu, S.; Qi, X.; Yang, Q. Formation mechanism of ultrafine M7C3 carbide in a hypereutectic Fe-25Cr-4C-0.5Ti-0.5Nb-0.2N-2LaAlO3 hardfacing alloy layer. J. Mater. Res. Technol. 2020, 9, 7711–7720. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | S | Cr | P | Cu | Ni | Fe |
|---|---|---|---|---|---|---|---|---|
| 0.15 | 0.18 | 0.74 | 0.035 | 0.02 | 0.02 | 0.02 | 0.05 | Balance |
| C | Si | Cr | Fe |
|---|---|---|---|
| 3.0 | 1.3 | 29.0 | Balance |
| Specimen 1 | Specimen 2 | Specimen 3 | Specimen 4 | |
|---|---|---|---|---|
| Electrode diameter × length | Ø3.2 × 320 mm | |||
| Arc voltage [V] | 25 | 25 | 24 | 24 |
| Welding current [A] | 95 | 95 | 115 | 115 |
| Current type | DC+ | |||
| Welding speed [cm/min] | 14 | 12 | 14 | 12 |
| Preheating | No | |||
| Electrode inclination towards horizontal [°] | 80 | |||
| Deposit thickness range [mm] | 5.5–6 | 6.5–7 | 6.5–7 | 7–7.2 |
| Heat affected zone [mm] | 1–1.2 | 1.4–1.8 | 1.2–1.6 | 1.6–1.8 |
| C | Si | Mn | S | Cr | P | Ni | Mo | V | Co | Fe |
|---|---|---|---|---|---|---|---|---|---|---|
| 1.56 | 0.46 | 0.34 | 0.004 | 12.81 | 0.024 | 0.17 | 0.97 | 0.90 | 0.021 | Balance |
| Specimen 1 | Specimen 2 | Specimen 3 | Specimen 4 | D2 | |
|---|---|---|---|---|---|
| Average values | 663 ± 12 | 707 ± 8 | 712 ± 13 | 730 ± 6 | 640 ± 12 |
| Specimen 1 | Specimen 2 | Specimen 3 | Specimen 4 | D2 | |
|---|---|---|---|---|---|
| Carbides, average values | 1601.9 ± 54.2 | 1683.9 ± 79.6 | 1735.2 ± 128.6 | 1837.4 ± 49.4 | 1052.4 ± 64.3 |
| Matrix, average values | 851.7 ± 61.8 | 910.8 ± 80.9 | 952.1 ± 121.0 | 997.4 ± 52.6 | 670.6 ± 50.6 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Balos, S.; Zlatanović, D.L.; Janjatović, P.; Pećanac, M.; Erić Cekić, O.; Rosić, M.; Stopić, S. Microstructure, Hardness, and Wear Behavior of Layers Obtained by Electric Arc Hardfacing Processes. Materials 2025, 18, 299. https://doi.org/10.3390/ma18020299
Balos S, Zlatanović DL, Janjatović P, Pećanac M, Erić Cekić O, Rosić M, Stopić S. Microstructure, Hardness, and Wear Behavior of Layers Obtained by Electric Arc Hardfacing Processes. Materials. 2025; 18(2):299. https://doi.org/10.3390/ma18020299
Chicago/Turabian StyleBalos, Sebastian, Danka Labus Zlatanović, Petar Janjatović, Milan Pećanac, Olivera Erić Cekić, Milena Rosić, and Srećko Stopić. 2025. "Microstructure, Hardness, and Wear Behavior of Layers Obtained by Electric Arc Hardfacing Processes" Materials 18, no. 2: 299. https://doi.org/10.3390/ma18020299
APA StyleBalos, S., Zlatanović, D. L., Janjatović, P., Pećanac, M., Erić Cekić, O., Rosić, M., & Stopić, S. (2025). Microstructure, Hardness, and Wear Behavior of Layers Obtained by Electric Arc Hardfacing Processes. Materials, 18(2), 299. https://doi.org/10.3390/ma18020299