
Effects of Heavy-Metal-Sludge Sintered Aggregates on the Mechanical Properties of Ultra-High-Strength Concrete



Abstract
1. Introduction
2. Materials and Methods
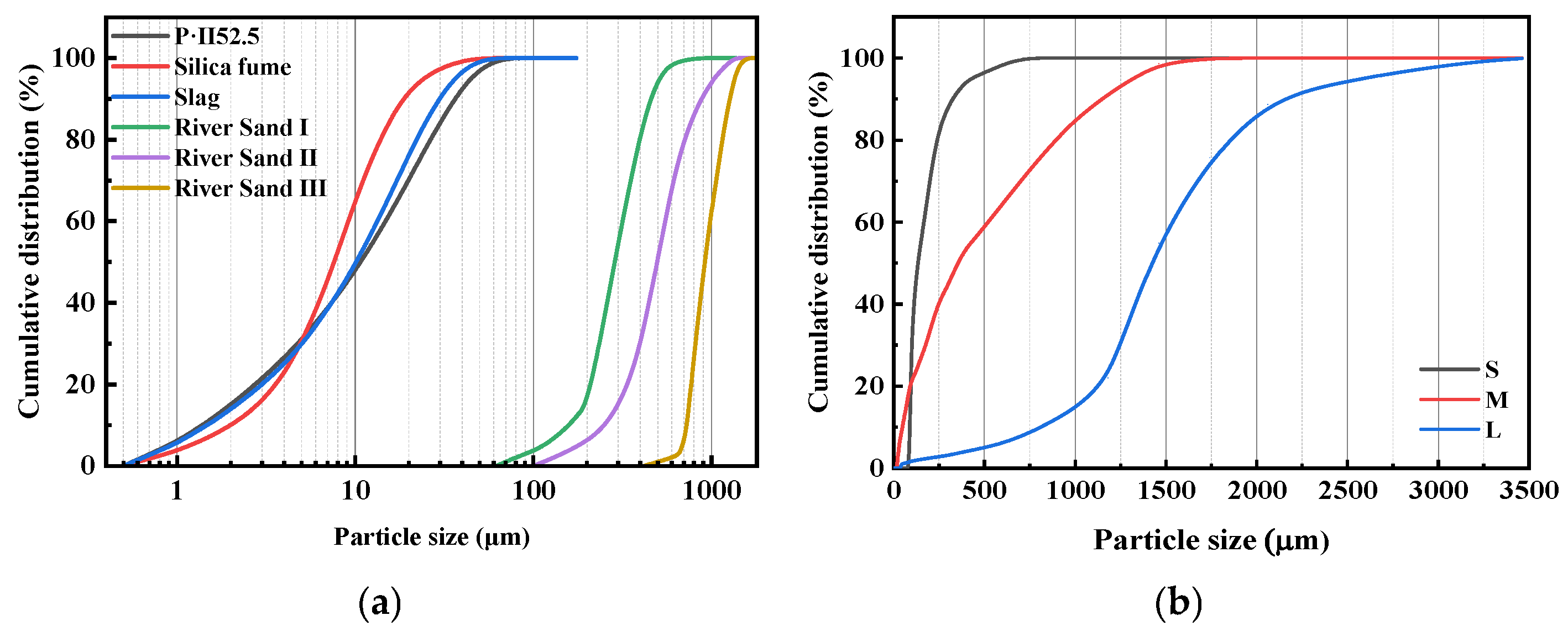
2.1. Raw Materials
2.2. Mix Proportions
2.3. Testing Methods
2.3.1. Test Method for Fluidity of UHSC
2.3.2. Test Method for Mechanical Properties of UHSC
2.3.3. Test Method for Microstructural Analysis of UHSC
3. Results
3.1. Fluidity
3.2. Mechanical Properties
- (1)
- Flexural strength
- (2)
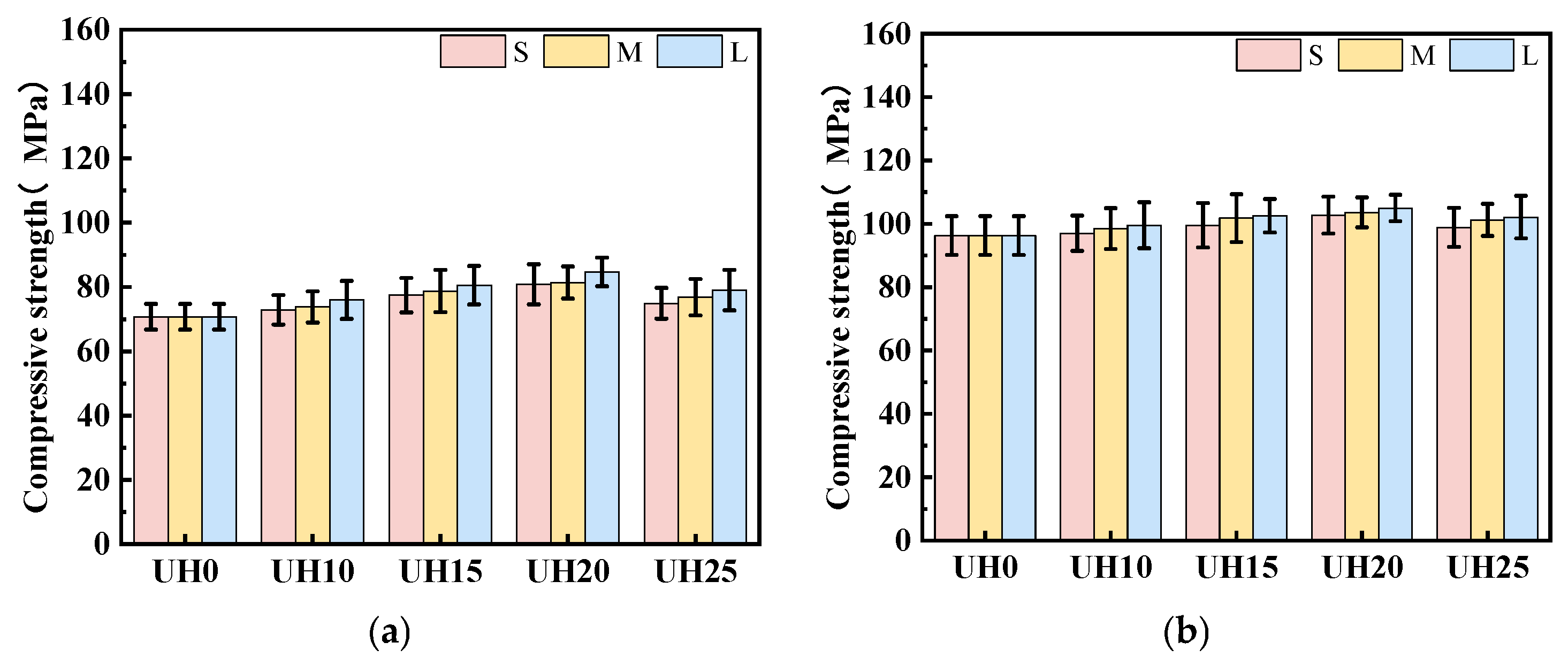
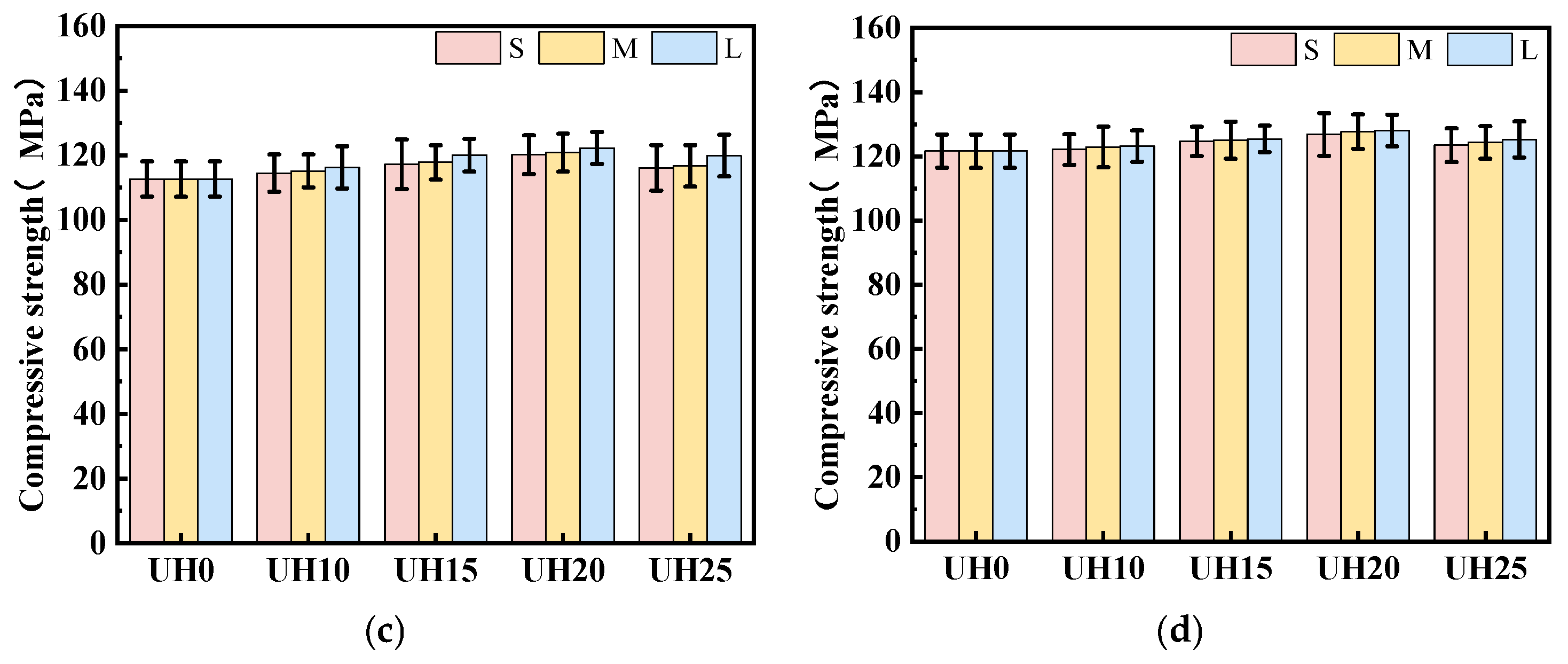
- Compressive strength
- (3)
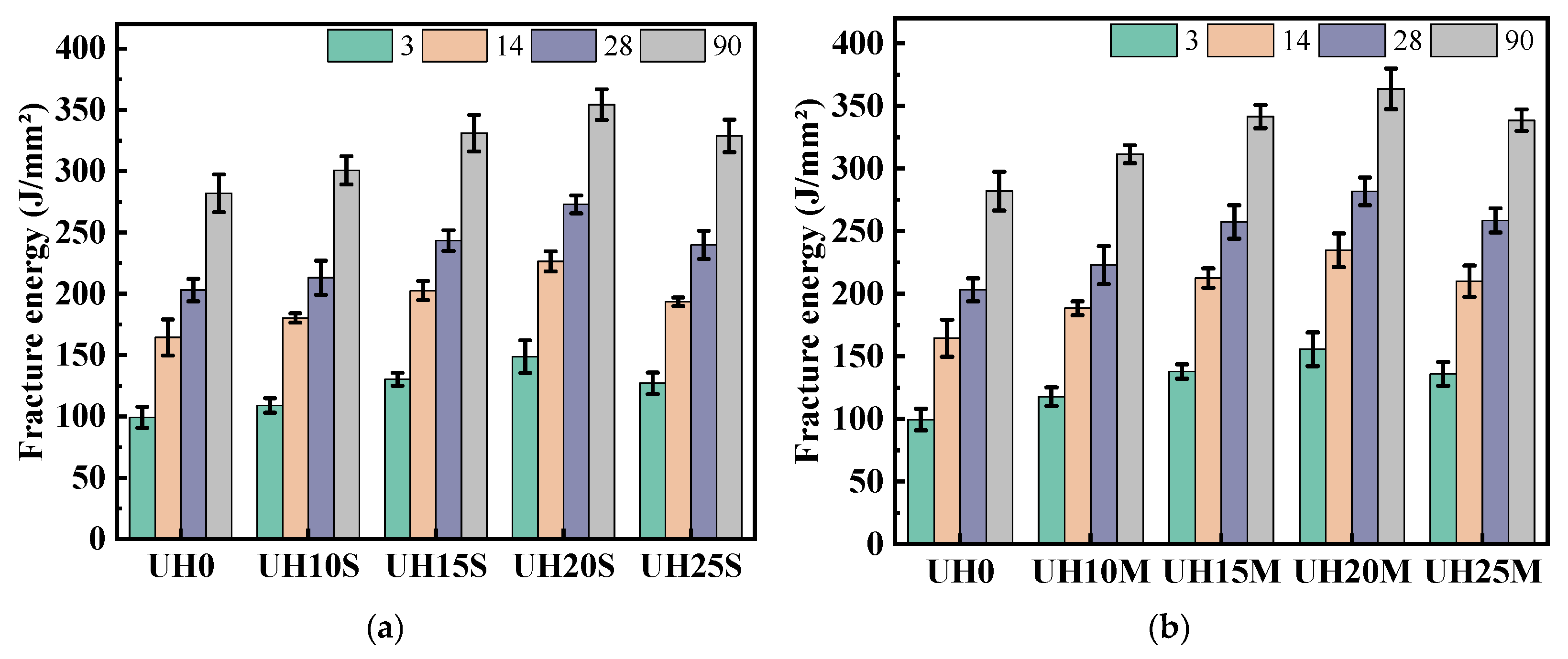
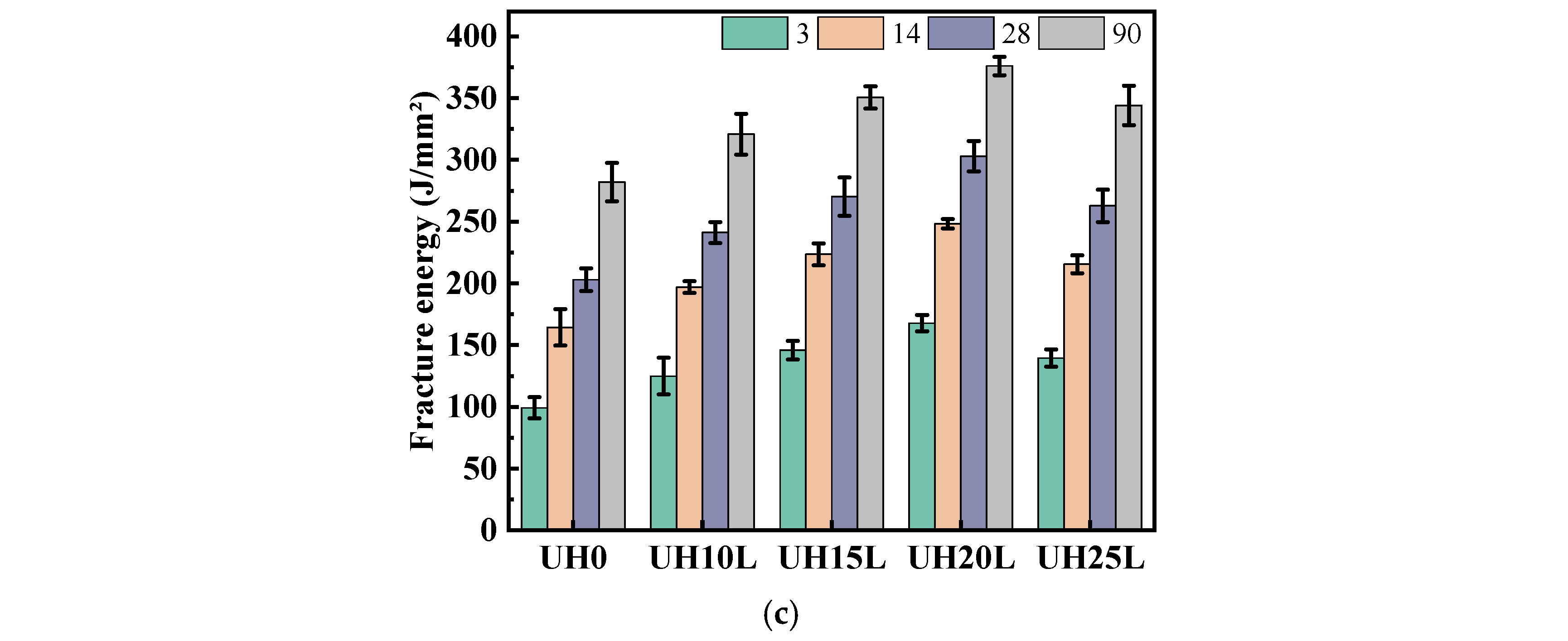
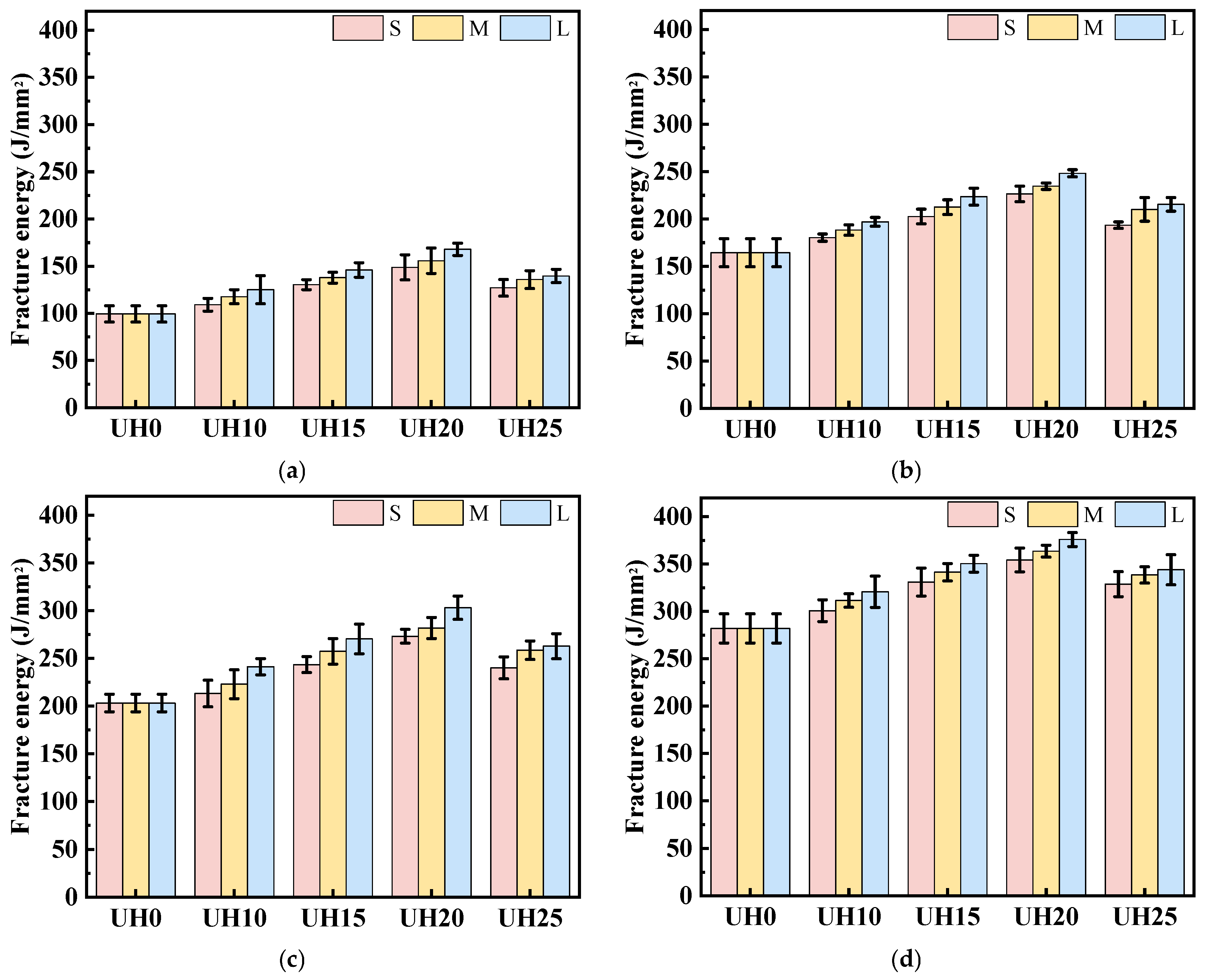
- Toughness characteristics
3.3. Microstructural Analysis
4. Conclusions
- (1)
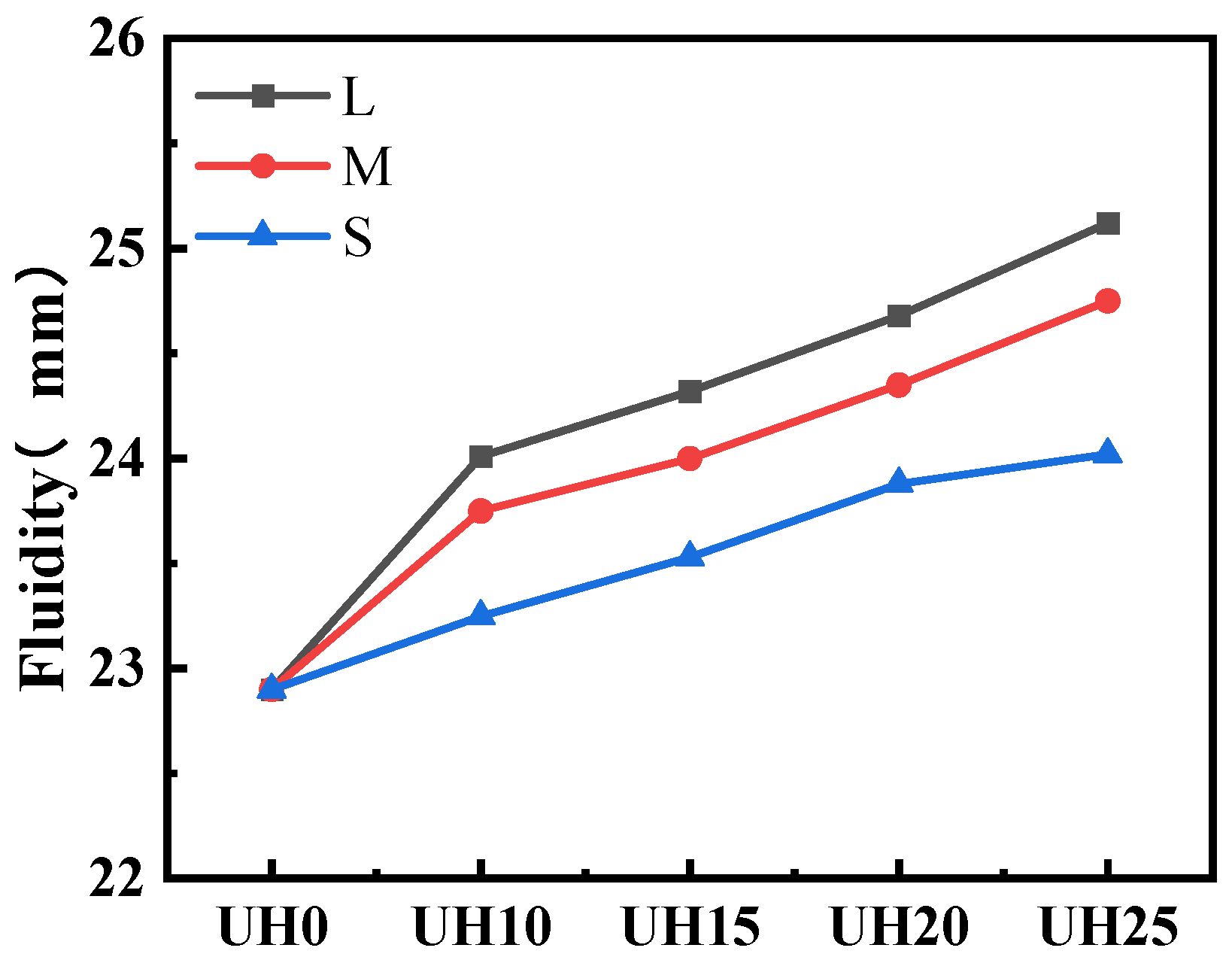
- As the replacement ratio of sintered slag for aggregates increases, the fluidity of UHSC shows a gradual increase. Coarse sintered slag exhibits the best effect on improving the fluidity of UHSC. This is because sintered slag has a spherical shape, and light aggregates with high sphericity reduce inter-aggregate friction. A lubricating layer is more easily formed around the aggregates, exhibiting a “ball-bearing” effect, which promotes the increase in the fluidity of UHSC. Additionally, when the sintered slag has a larger particle size, its specific surface area is smaller, requiring less cement paste for encapsulation, resulting in a more concentrated paste in concrete, and the excess paste improves the fluidity of concrete.
- (2)
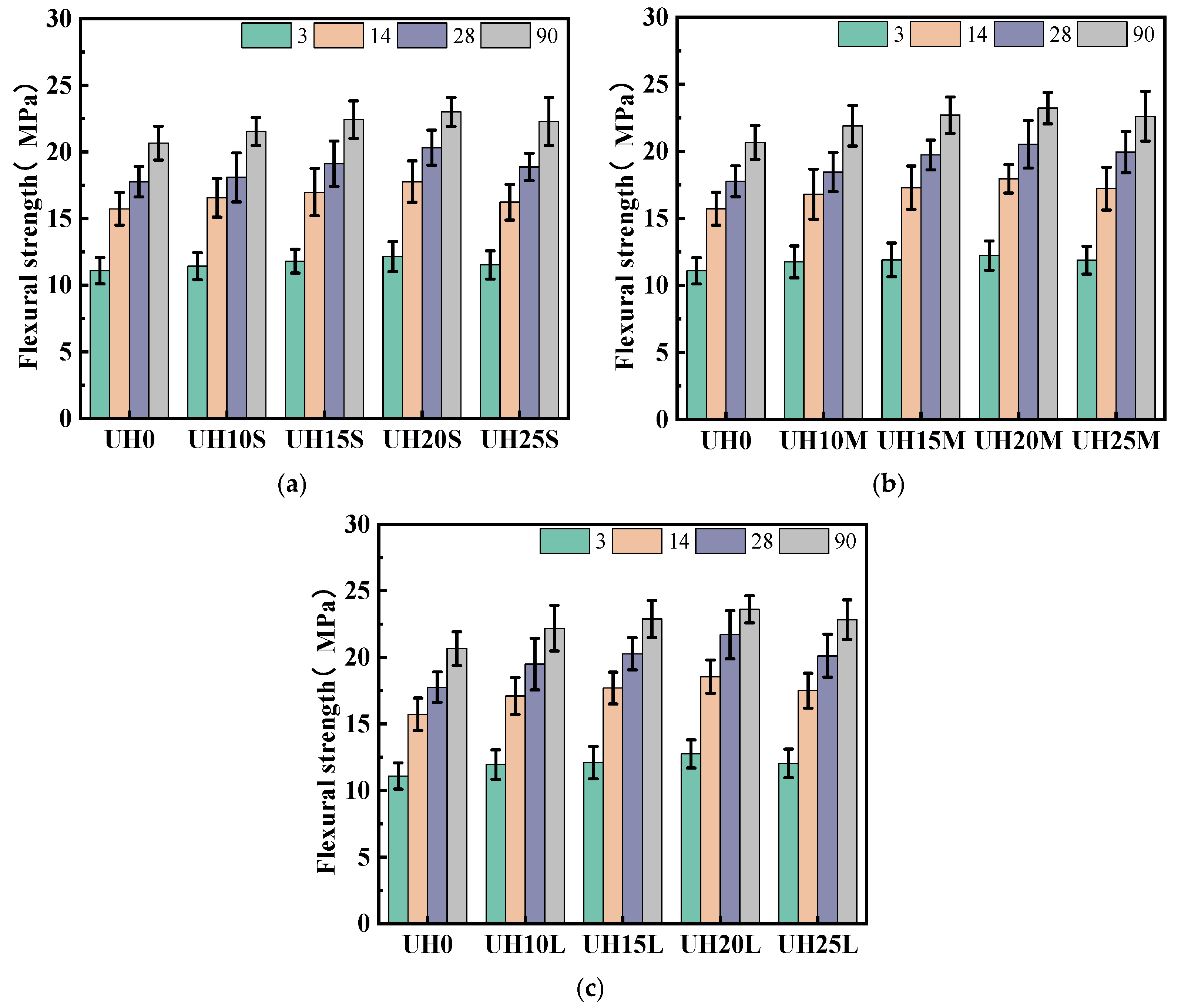
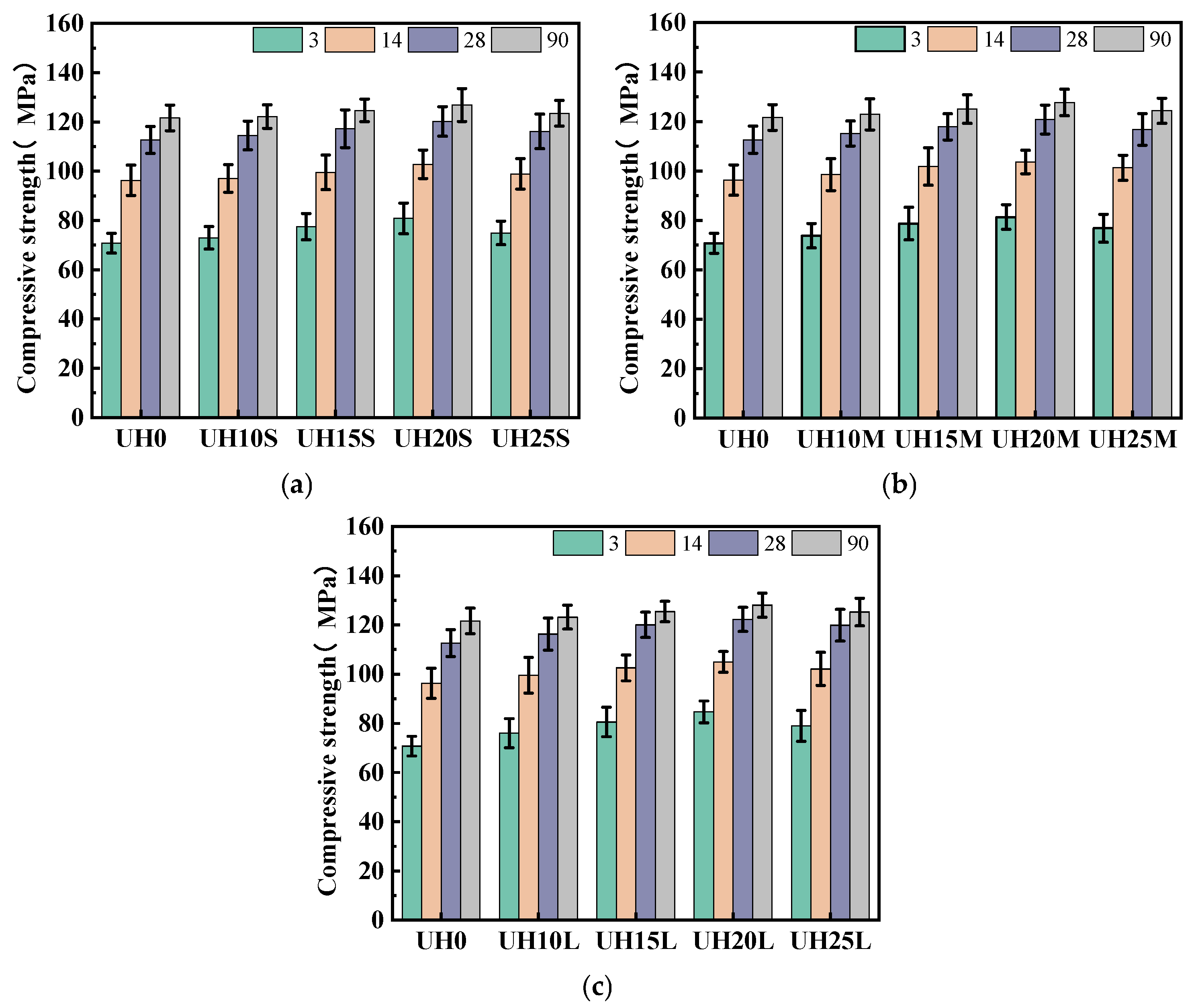
- Sintered slag can effectively enhance the flexural strength and compressive strength of UHSC. The enhancement follows a trend of an initial increase and then a decrease as the sintered slag replacement ratio increases. When the replacement ratio is in the range of 15–20%, the flexural strength and compressive strength of the specimens are optimal. Coarse sintered slag exhibits the best effect on improving both the flexural and compressive strength of UHSC. However, when the replacement ratio exceeds 20%, the excessive accumulation of slag particles results in the formation of an interconnected pore network, ultimately leading to the deterioration of the mechanical properties of concrete.
- (3)
- From the perspective of fracture toughness, the toughness of UHSC is significantly improved with the incorporation of sintered slag. As the replacement ratio of sintered slag for aggregates increases, the fracture energy of UHSC initially increases and then decreases. The appropriate amount of sintered slag incorporation helps to improve the fracture energy of UHSC. When the replacement ratio is controlled within the range of 15–20%, the fracture energy of the specimens is greater. However, excessively high replacement ratios of sintered slag can adversely affect the fracture energy of the specimens. As the particle gradation of sintered slag increases, the fracture energy of the UHSC specimens shows a gradually increasing trend. This is because larger particles of sintered slag may improve the internal stress distribution of concrete, reducing local stress concentration and thus enhancing the material’s toughness.
- (4)
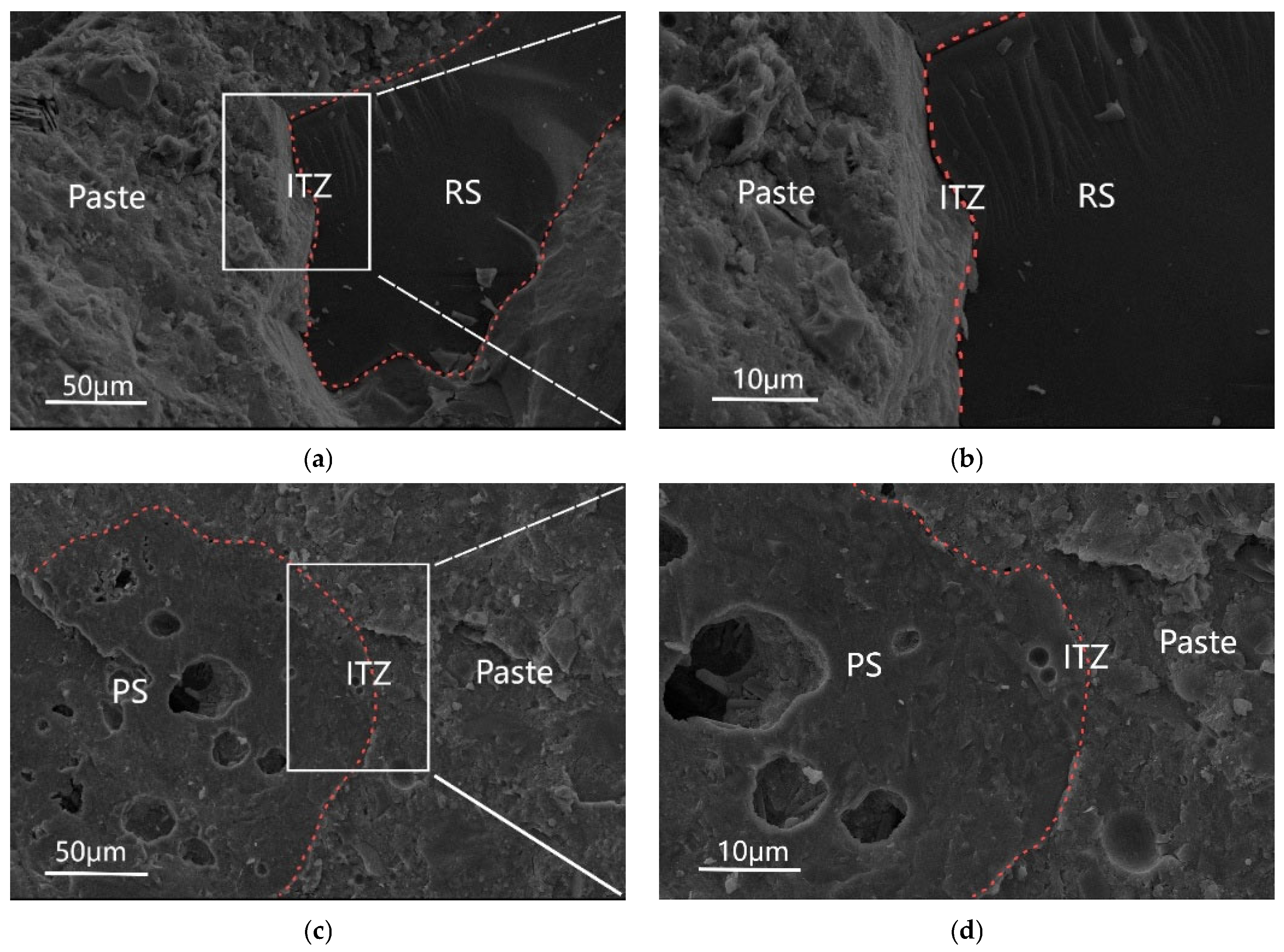
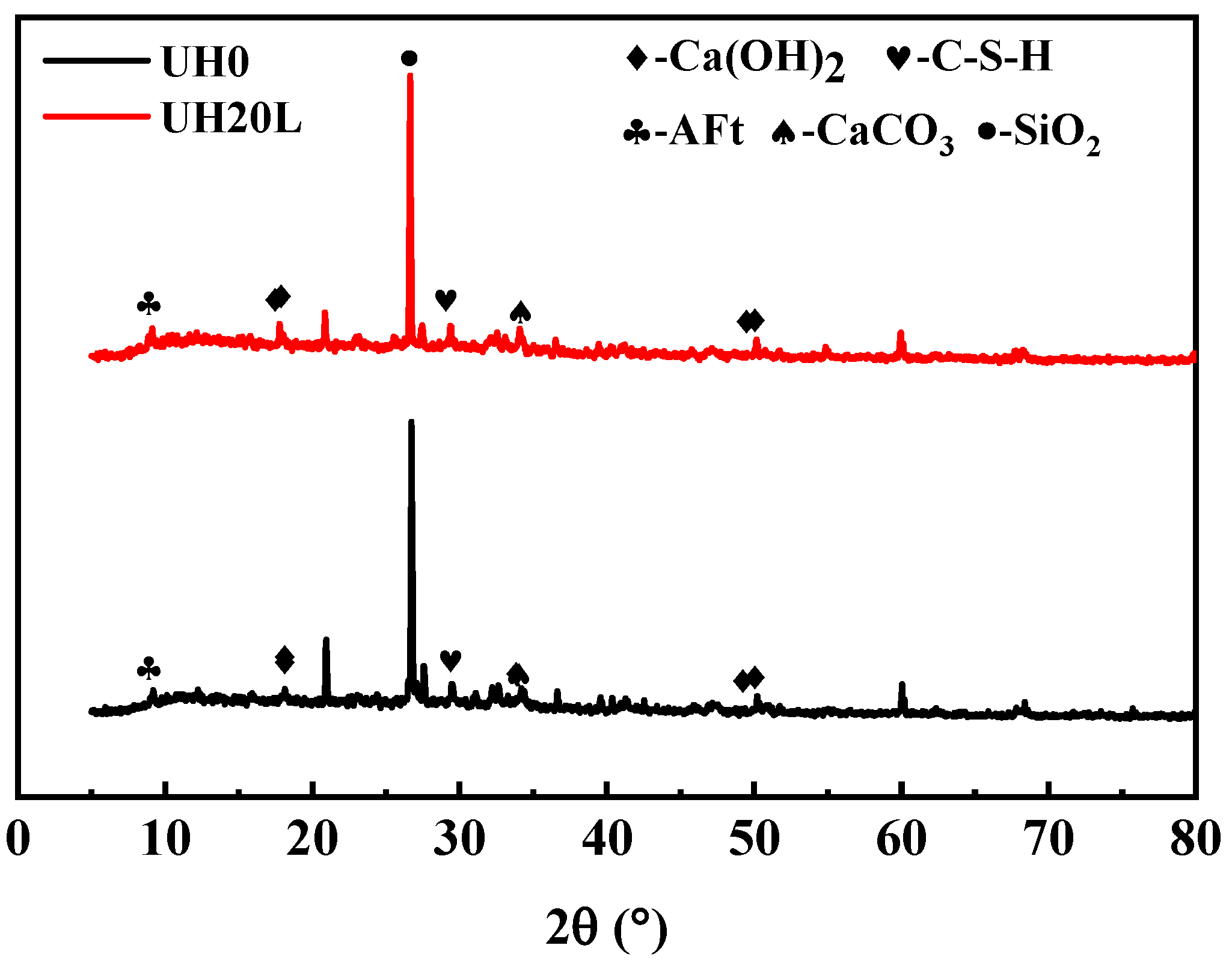
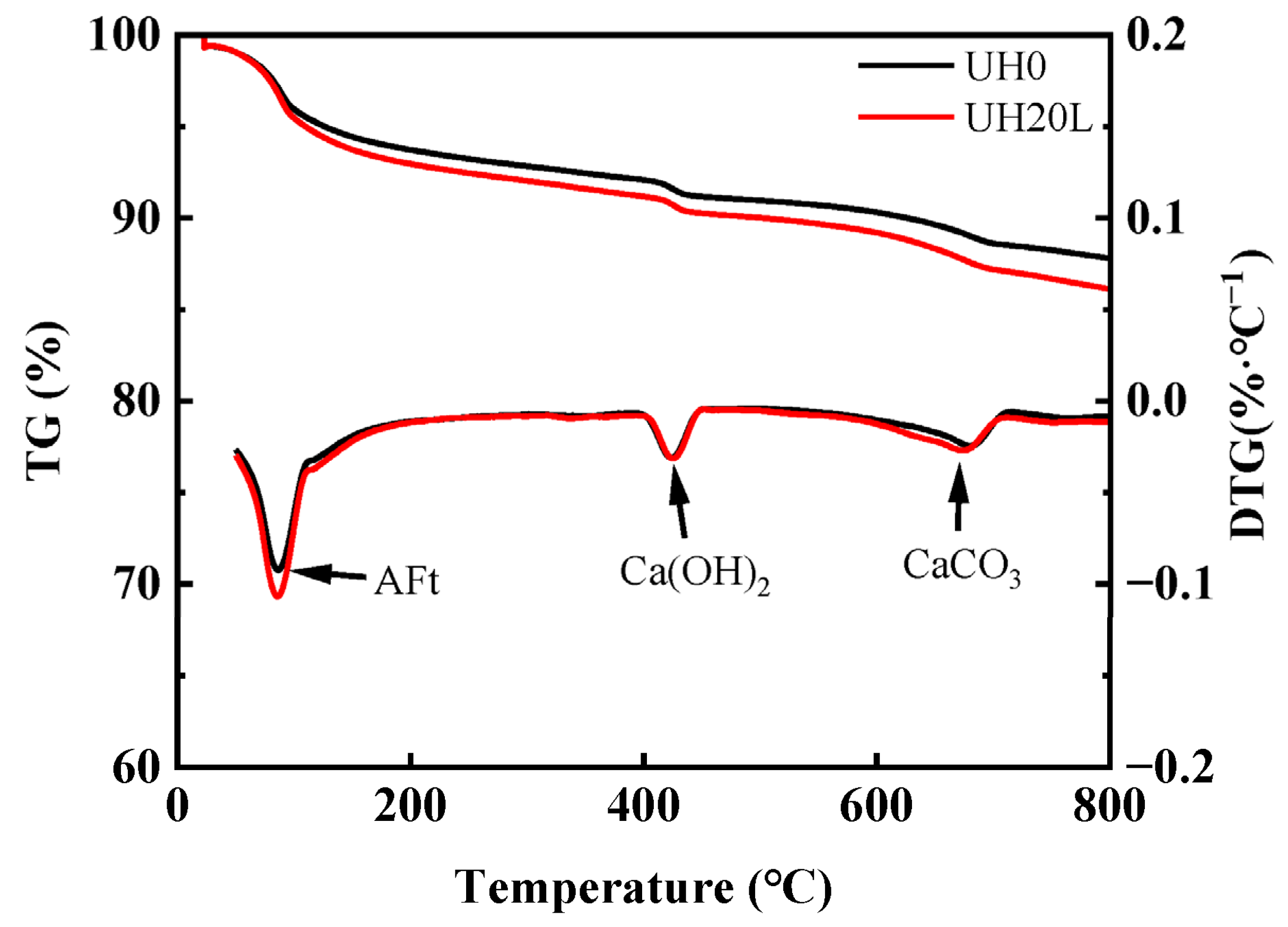
- Microstructural morphology and phase composition analysis indicate that sintered slag primarily enhances the internal curing effect of UHSC by accelerating the cement hydration process. Sintered slag promotes the formation of a considerable amount of Ca(OH)2, C-S-H gel, and an appropriate amount of CaCO3 in concrete, which significantly improves the aggregate–cement interface transition zone. This helps to strengthen the mechanical bonding ability in the interface zone, leading to a more tightly bound particle interaction.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Akhnoukh, A.K.; Buckhalter, C. Ultra-High-Performance Concrete: Constituents, Mechanical Properties, Applications and Current Challenges. Case Stud. Constr. Mater. 2021, 15, e00559. [Google Scholar] [CrossRef]
- El-Abbasy, A.A. Tensile, Flexural, Impact Strength, and Fracture Properties of Ultra-High-Performance Fiber-Reinforced Concrete—A Comprehensive Review. Constr. Build. Mater. 2023, 408, 133621. [Google Scholar] [CrossRef]
- Amran, M.; Huang, S.-S.; Onaizi, A.M.; Makul, N.; Abdelgader, H.S.; Ozbakkaloglu, T. Recent Trends in Ultra-High Performance Concrete (UHPC): Current Status, Challenges, and Future Prospects. Constr. Build. Mater. 2022, 352, 129029. [Google Scholar] [CrossRef]
- Tahwia, A.M.; Essam, A.; Tayeh, B.A.; Elrahman, M.A. Enhancing Sustainability of Ultra-High Performance Concrete Utilizing High-Volume Waste Glass Powder. Case Stud. Constr. Mater. 2022, 17, e01648. [Google Scholar] [CrossRef]
- Hamada, H.M.; Shi, J.; Abed, F.; Al Jawahery, M.S.; Majdi, A.; Yousif, S.T. Recycling Solid Waste to Produce Eco-Friendly Ultra-High Performance Concrete: A Review of Durability, Microstructure and Environment Characteristics. Sci. Total Environ. 2023, 876, 162804. [Google Scholar] [CrossRef] [PubMed]
- Ge, W.; Liu, W.; Ashour, A.; Zhang, Z.; Li, W.; Jiang, H.; Sun, C.; Qiu, L.; Yao, S.; Lu, W.; et al. Sustainable Ultra-High Performance Concrete with Incorporating Mineral Admixtures: Workability, Mechanical Property and Durability under Freeze-Thaw Cycles. Case Stud. Constr. Mater. 2023, 19, e02345. [Google Scholar] [CrossRef]
- Yang, B.; Zhang, Y.; Zhang, W.; Sun, H.; Wang, Q.; Han, D. Recycling Lithium Slag into Eco-Friendly Ultra-High Performance Concrete: Hydration Process, Microstructure Development, and Environmental Benefits. J. Build. Eng. 2024, 91, 109563. [Google Scholar] [CrossRef]
- Zhu, Y.; Rong, Z.; Jiang, Q.; Shi, J. Influence Mechanisms of Porous Aggregate Morphology, Maximum Size and Optimized Gradation on Ultra-High Performance Concrete with Ferrochrome Slag. Cem. Concr. Compos. 2025, 157, 105890. [Google Scholar] [CrossRef]
- Zhao, J.; Wang, A.; Zhu, Y.; Dai, J.-G.; Xu, Q.; Liu, K.; Hao, F.; Sun, D. Manufacturing Ultra-High Performance Geopolymer Concrete (UHPGC) with Activated Coal Gangue for Both Binder and Aggregate. Compos. Part B Eng. 2024, 284, 111723. [Google Scholar] [CrossRef]
- Khan, M.I.; Abbas, Y.M.; Abellan-Garcia, J.; Castro-Cabeza, A. Eco-Efficient Ultra-High-Performance Concrete Formulation Utilizing Electric Arc Furnace Slag and Recycled Glass Powder–Advanced Analytics and Lifecycle Perspectives. J. Mater. Res. Technol. 2024, 32, 362–377. [Google Scholar] [CrossRef]
- Charron, J.-P. ACI 239C—Structural Design of UHPC; American Concrete Institute (ACI): Farmington Hills, MI, USA, 2018. [Google Scholar]
- Zhang, L.; Li, Z.; Fan, Y.; Ye, Z.; Zeng, F.; Ren, L.; Zhou, H.; Zhang, J. Leaching Behaviour and Chemical Speciation Changes of Heavy Metals in Mixed Electroplating Sludge during Ferrous Oxidation-assisted Two-stage Bioleaching. Miner. Eng. 2025, 229, 109371. [Google Scholar] [CrossRef]
- He, B.; Wang, G. Is Ceramsite the Last Straw for Sewage Sludge Disposal: A Review of Sewage Sludge Disposal by Producing Ceramsite in China. Water Sci. Technol. 2019, 80, 1–10. [Google Scholar] [CrossRef] [PubMed]
- Jankovský, O.; Kubištová, A.; Lauermannová, A.-M.; Záleská, M.; Pivák, A.; Pavlíková, M.; Pavlík, Z. The Environmentally Responsible Disposal of Slag Originating from Refuse-Derived Fuel Produced via Plasma Gasification in MOC Composites. J. Hazard. Mater. Adv. 2025, 18, 100687. [Google Scholar] [CrossRef]
- Ma, H.; Shi, Q.; Wang, L.; He, J.; Shen, L.; Ba, M. Performance and Ecological Assessment of Eco-Friendly High-Strength Cementitious Matrix Incorporating Pottery Sand Derived from Heavy Metal Sludge. Case Stud. Constr. Mater. 2025, 22, e04155. [Google Scholar] [CrossRef]
- Shen, Y.; Xu, Z.; Fang, S.; Chen, Q.; Ba, M.; Zhang, Y. Effects of Heavy Metal Sludge Sintered and Ground Powder on Properties of Modified Magnesium Oxysulfate (MMOS) Cementitious Materials. Case Stud. Constr. Mater. 2024, 21, e03601. [Google Scholar] [CrossRef]
- GB/T 1596-2017; Fly Ash Used for Cement and Concrete. China Building Materials Federation: Beijing, China, 2017.
- GB/T 30810-2014; Test Methods for Leachable Ions of Heavy Metals in Cement Mortar. China Building Materials Federation: Beijing, China, 2014.
- GB/T 30760-2024; Technical Specification for Co-Processing of Solid Waste in Cement Kiln. China Building Materials Federation: Beijing, China, 2024.
- GB/T 2419-2005; Method for Determining the Flow of Cement Mortar. China Building Materials Federation: Beijing, China, 2005.
- Determination of the Fracture Energy of Mortar and Concrete by Means of Three-Point Bend Tests on Notched Beams. Mater. Struct. 1985, 18, 287–290. [CrossRef]
- Khayat, K.H.; Meng, W.; Vallurupalli, K.; Teng, L. Rheological Properties of Ultra-High-Performance Concrete—An Overview. Cem. Concr. Res. 2019, 124, 105828. [Google Scholar] [CrossRef]
- Sahoo, S.; Selvaraju, A.K.; Suriya Prakash, S. Mechanical Characterization of Structural Lightweight Aggregate Concrete Made with Sintered Fly Ash Aggregates and Synthetic Fibres. Cem. Concr. Compos. 2020, 113, 103712. [Google Scholar] [CrossRef]
- Arora, A.; Aguayo, M.; Hansen, H.; Castro, C.; Federspiel, E.; Mobasher, B.; Neithalath, N. Microstructural Packing- and Rheology-Based Binder Selection and Characterization for Ultra-High Performance Concrete (UHPC). Cem. Concr. Res. 2018, 103, 179–190. [Google Scholar] [CrossRef]
- Li, C.; Wu, Q.; Li, H.; Ding, S.; Wang, X.; Ran, Q.; Han, B. Rheological Properties of Ultra-High Performance Concrete with Ball Milling Dispersed Flash Graphene. J. Build. Eng. 2025, 106, 112631. [Google Scholar] [CrossRef]
- Castro, J.; Keiser, L.; Golias, M.; Weiss, J. Absorption and Desorption Properties of Fine Lightweight Aggregate for Application to Internally Cured Concrete Mixtures. Cem. Concr. Compos. 2011, 33, 1001–1008. [Google Scholar] [CrossRef]
- Liu, F.; Wang, J.; Qian, X.; Hollingsworth, J. Internal Curing of High Performance Concrete Using Cenospheres. Cem. Concr. Res. 2017, 95, 39–46. [Google Scholar] [CrossRef]
- Duan, X.; Huang, Y.; Li, Y.; Zhang, W.; Huang, Z. Evolution Mechanism of Pore Structure in Sintered Coal Gangue Ceramsites. Ceram. Int. 2023, 49, 31385–31395. [Google Scholar] [CrossRef]
- Meng, H.; Wang, J.; Liu, X.; Zhang, L.; Jin, K.; Zhou, H. Effect of Moisture on the Granulation and Sintering Characteristics of Sinter Materials with Carbide Slag as a Flux. Powder Technol. 2023, 428, 118865. [Google Scholar] [CrossRef]
- Liu, J.; Farzadnia, N.; Khayat, K.H.; Shi, C. Effects of SAP Characteristics on Internal Curing of UHPC Matrix. Constr. Build. Mater. 2021, 280, 122530. [Google Scholar] [CrossRef]
- Xiao, J.; Li, W.; Sun, Z.; Lange, D.A.; Shah, S.P. Properties of Interfacial Transition Zones in Recycled Aggregate Concrete Tested by Nanoindentation. Cem. Concr. Compos. 2013, 37, 276–292. [Google Scholar] [CrossRef]
- Yang, K.; Long, G.; Tang, Z.; Li, W.; Ma, G.; Li, C.; Xie, Y. Enhancing the Flexural Toughness of UHPC through Flexible Layer-Modified Aggregates: A Novel Interfacial Toughening Strategy. Cem. Concr. Compos. 2024, 154, 105770. [Google Scholar] [CrossRef]
- Xu, C.; Dai, Y.; Peng, Y.; Wang, J.; Zhang, Z.; Gui, Q.; Zeng, Q. Multi-Scale Structure of in-Situ Polymerized Cementitious Composites with Improved Flowability, Strength, Deformability and Anti-Permeability. Compos. Part B Eng. 2022, 245, 110222. [Google Scholar] [CrossRef]
- Hassani Niaki, M. Fracture Mechanics of Polymer Concretes: A Review. Theor. Appl. Fract. Mech. 2023, 125, 103922. [Google Scholar] [CrossRef]
- Shen, C.; Wang, H.; Tang, D.; Lyu, Z.; Zhang, H.; Yu, L.; Yang, C. Investigating the Influence of Coarse Aggregate Characteristics and Fiber Dispersion on the Flexural Performance of Ultra-High Performance Concrete (UHPC). J. Build. Eng. 2024, 97, 110738. [Google Scholar] [CrossRef]
- Chen, Y.; Liu, P.; Sha, F.; Yin, J.; He, S.; Li, Q.; Yu, Z.; Chen, H. Study on the Mechanical and Rheological Properties of Ultra-High Performance Concrete. J. Mater. Res. Technol. 2022, 17, 111–124. [Google Scholar] [CrossRef]
- Li, P.P.; Yu, Q.L.; Brouwers, H.J.H. Effect of Coarse Basalt Aggregates on the Properties of Ultra-High Performance Concrete (UHPC). Constr. Build. Mater. 2018, 170, 649–659. [Google Scholar] [CrossRef]
- Kockal, N.U.; Ozturan, T. Effects of Lightweight Fly Ash Aggregate Properties on the Behavior of Lightweight Concretes. J. Hazard. Mater. 2010, 179, 954–965. [Google Scholar] [CrossRef] [PubMed]
- Zhang, L.; Zhang, Y.; Liu, C.; Liu, L.; Tang, K. Study on Microstructure and Bond Strength of Interfacial Transition Zone between Cement Paste and High-Performance Lightweight Aggregates Prepared from Ferrochromium Slag. Constr. Build. Mater. 2017, 142, 31–41. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhu, P.; Liao, Z.; Wang, L. Interfacial Bond Properties between Normal Strength Concrete Substrate and Ultra-High Performance Concrete as a Repair Material. Constr. Build. Mater. 2020, 235, 117431. [Google Scholar] [CrossRef]
- Yuan, B.; Yu, Q.L.; Brouwers, H.J.H. Reaction Kinetics, Reaction Products and Compressive Strength of Ternary Activators Activated Slag Designed by Taguchi Method. Mater. Des. 2015, 86, 878–886. [Google Scholar] [CrossRef]
- Khayat, N.; Nasiri, H. Study of Strength Characteristics and Micro-Structure Analysis of Soil Stabilized with Wastewater and Polymer. Int. J. Pavement Res. Technol. 2024, 17, 1213–1224. [Google Scholar] [CrossRef]
- Liu, Y.; Zhu, W.; Yang, E.-H. Alkali-Activated Ground Granulated Blast-Furnace Slag Incorporating Incinerator Fly Ash as a Potential Binder. Constr. Build. Mater. 2016, 112, 1005–1012. [Google Scholar] [CrossRef]
- Jiang, X.; Li, S.; Xiang, G.; Li, Q.; Fan, L.; He, L.; Gu, K. Determination of the Acid Values of Edible Oils via FTIR Spectroscopy Based on the OH Stretching Band. Food Chem. 2016, 212, 585–589. [Google Scholar] [CrossRef] [PubMed]
- Li, H.; Wang, R.; Wei, M.; Lei, N.; Wei, T.; Liu, F. Characteristics of Carbide-Slag-Activated GGBS–Fly Ash Materials: Strength, Hydration Mechanism, Microstructure, and Sustainability. Constr. Build. Mater. 2024, 422, 135796. [Google Scholar] [CrossRef]
- Liu, X.; Liu, W.; Wan, Y.; Li, H.; Zhang, L.; Chang, N.; Jiao, X. Environmentally Friendly Lime Melting Slag-GBFS-Titanium Gypsum Cementitious Material: Mechanical Properties, Hydration Characteristics and Microstructure. Constr. Build. Mater. 2024, 440, 137459. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type | SiO2 | Al2O3 | Fe2O3 | CaO | MgO | SO3 | K2O | LOI |
|---|---|---|---|---|---|---|---|---|
| P·II 52.5 | 23.50 | 5.50 | 4.50 | 54.20 | 5.16 | 3.46 | 1.64 | 2.04 |
| Silica fume | 94.60 | 1.60 | 0.40 | 0.50 | 1.00 | 0.30 | — | 1.60 |
| Slag | 36.60 | 11.70 | 0.90 | 43.50 | 6.10 | 0.30 | — | 0.90 |
| Sintered slag | 57.45 | 20.85 | 4.92 | 6.09 | 4.64 | 2.96 | 3.09 | 0.00 |
| Material | Concentration (mg·L−1) | |||
|---|---|---|---|---|
| Ni | Cr | Zn | Cu | |
| Sintered slag | 0.162 | 0.066 | 0.325 | 0.065 |
| Limited value | 0.200 | 0.200 | 1.000 | 1.000 |
| No. | P·II52.5 | Silica Fume | Slag Powder | River Sand I | River Sand II | River Sand III | Sintered Slag | Water | Steel Fibers | Added Water |
|---|---|---|---|---|---|---|---|---|---|---|
| UH0 | 770 | 137.5 | 137.5 | 682.0 | 121.0 | 297.0 | 0 | 188 | 10 | 0 |
| UH10S | 770 | 137.5 | 137.5 | 587.6 | 104.3 | 297.0 | 95.2 | 188 | 10 | 7.6 |
| UH15S | 770 | 137.5 | 137.5 | 540.4 | 95.9 | 297.0 | 142.8 | 188 | 10 | 11.4 |
| UH20S | 770 | 137.5 | 137.5 | 493.2 | 87.5 | 297.0 | 190.4 | 188 | 10 | 15.2 |
| UH25S | 770 | 137.5 | 137.5 | 446.0 | 79.2 | 297.0 | 237.9 | 188 | 10 | 19.0 |
| UH10M | 770 | 137.5 | 137.5 | 613.8 | 109.0 | 267.4 | 95.2 | 188 | 10 | 7.6 |
| UH15M | 770 | 137.5 | 137.5 | 579.7 | 103.0 | 252.5 | 142.8 | 188 | 10 | 11.4 |
| UH20M | 770 | 137.5 | 137.5 | 545.6 | 96.9 | 237.7 | 190.4 | 188 | 10 | 15.2 |
| UH25M | 770 | 137.5 | 137.5 | 511.5 | 90.9 | 222.9 | 237.9 | 188 | 10 | 19.0 |
| UH10L | 770 | 137.5 | 137.5 | 682.0 | 121.0 | 190.0 | 95.2 | 188 | 10 | 7.6 |
| UH15L | 770 | 137.5 | 137.5 | 682.0 | 121.0 | 136.4 | 142.8 | 188 | 10 | 11.4 |
| UH20L | 770 | 137.5 | 137.5 | 682.0 | 121.0 | 82.9 | 190.4 | 188 | 10 | 15.2 |
| UH25L | 770 | 137.5 | 137.5 | 682.0 | 121.0 | 29.4 | 237.9 | 188 | 10 | 19.0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhong, W.; Wang, S.; Chen, Y.; Ye, N.; Shu, K.; Dai, R.; Ba, M. Effects of Heavy-Metal-Sludge Sintered Aggregates on the Mechanical Properties of Ultra-High-Strength Concrete. Materials 2025, 18, 3422. https://doi.org/10.3390/ma18143422
Zhong W, Wang S, Chen Y, Ye N, Shu K, Dai R, Ba M. Effects of Heavy-Metal-Sludge Sintered Aggregates on the Mechanical Properties of Ultra-High-Strength Concrete. Materials. 2025; 18(14):3422. https://doi.org/10.3390/ma18143422
Chicago/Turabian StyleZhong, Weijun, Sheng Wang, Yue Chen, Nan Ye, Kai Shu, Rongnan Dai, and Mingfang Ba. 2025. "Effects of Heavy-Metal-Sludge Sintered Aggregates on the Mechanical Properties of Ultra-High-Strength Concrete" Materials 18, no. 14: 3422. https://doi.org/10.3390/ma18143422
APA StyleZhong, W., Wang, S., Chen, Y., Ye, N., Shu, K., Dai, R., & Ba, M. (2025). Effects of Heavy-Metal-Sludge Sintered Aggregates on the Mechanical Properties of Ultra-High-Strength Concrete. Materials, 18(14), 3422. https://doi.org/10.3390/ma18143422