
Tribological Performance of Bronze Engineering Materials with Environmentally Friendly Lubricants Under Starved Lubrication Conditions

 , ,
, ,  , and
, and
Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
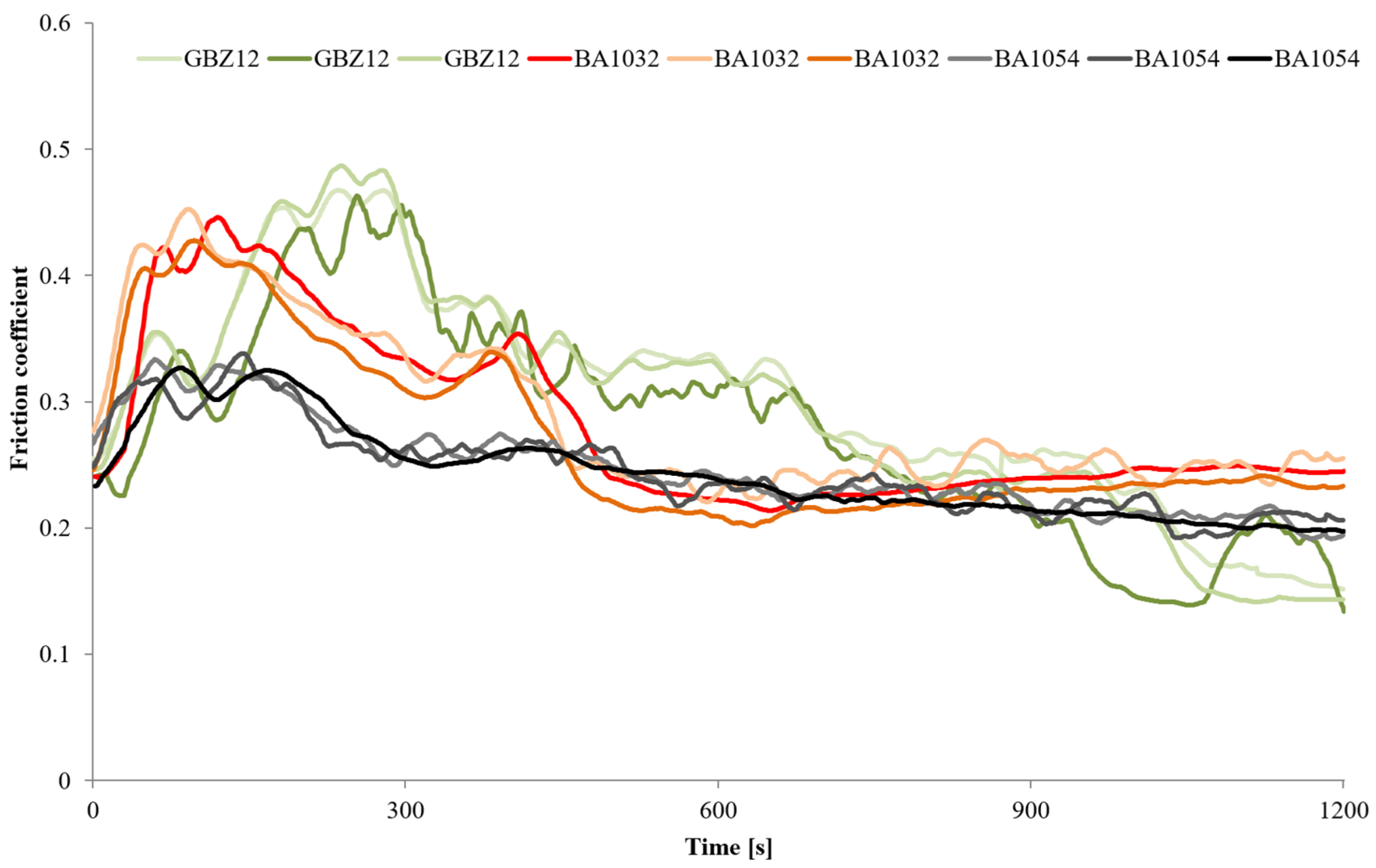
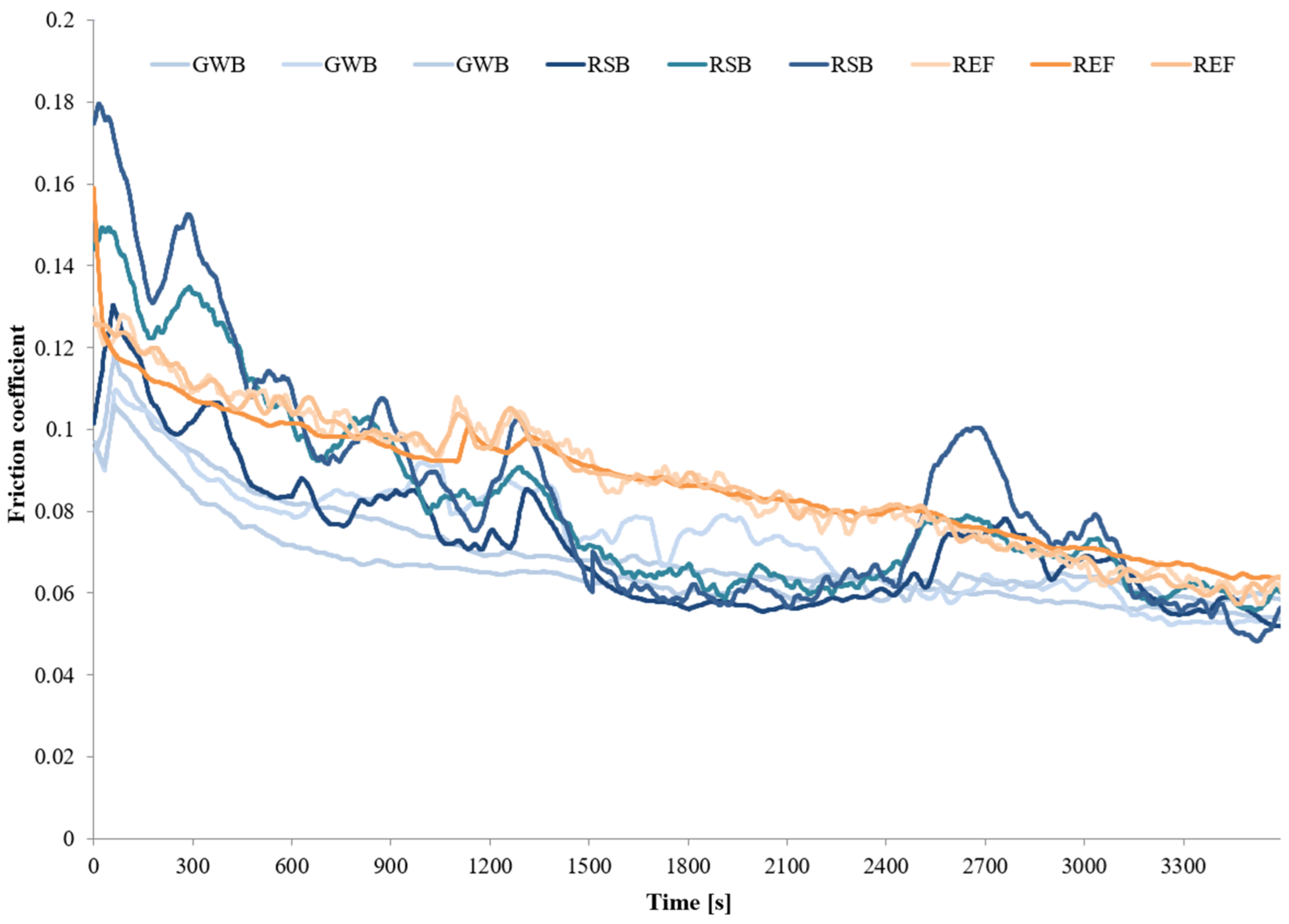
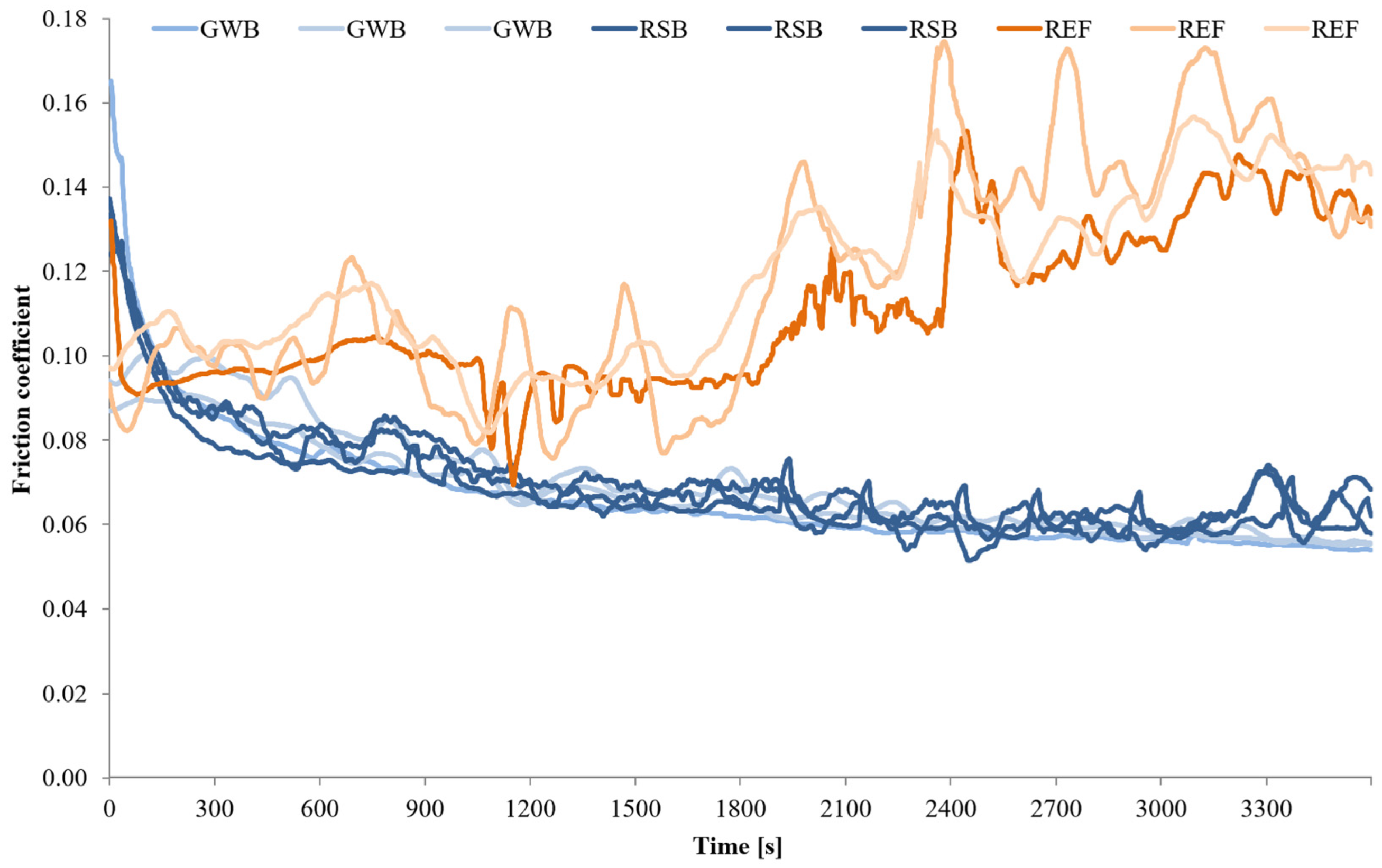
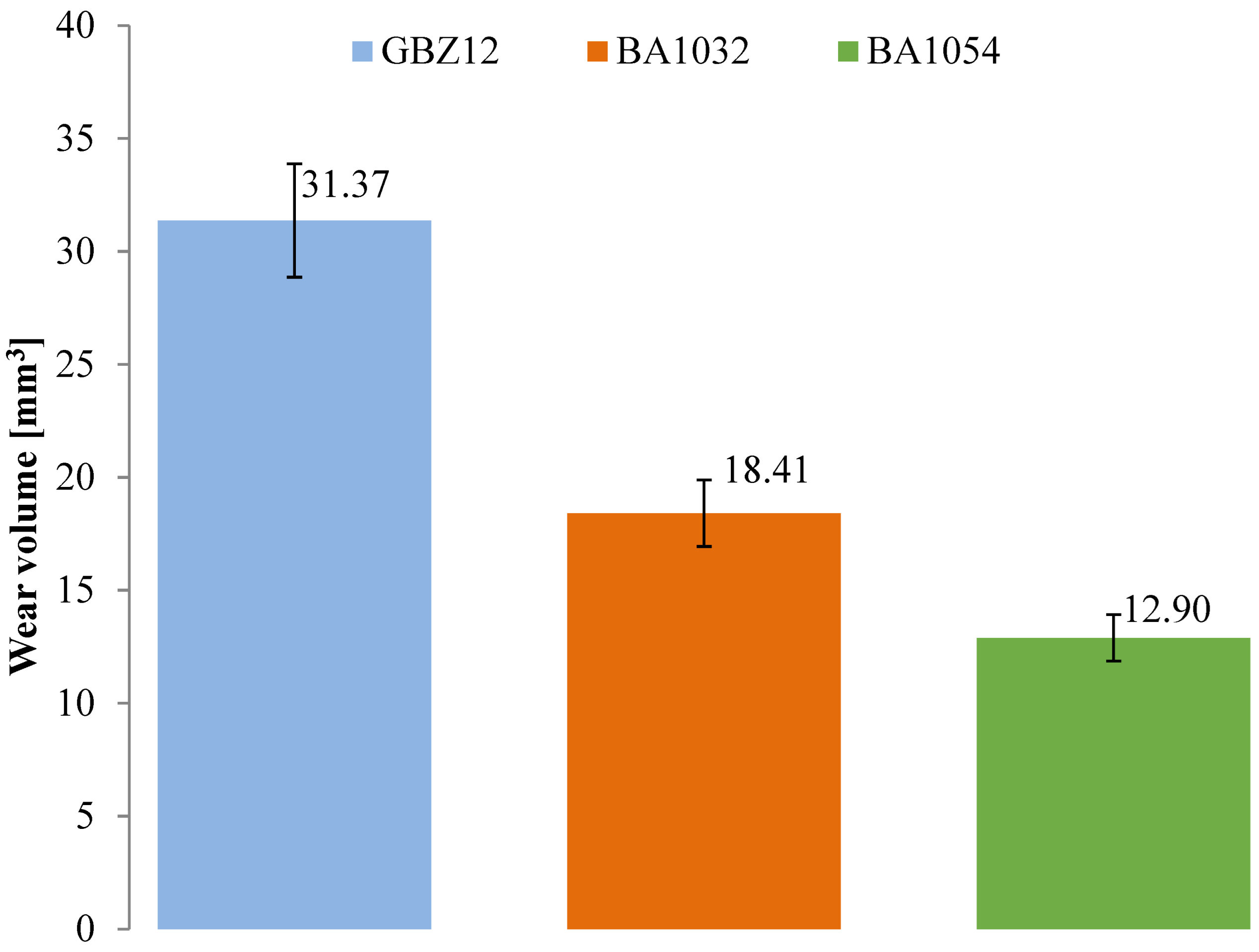
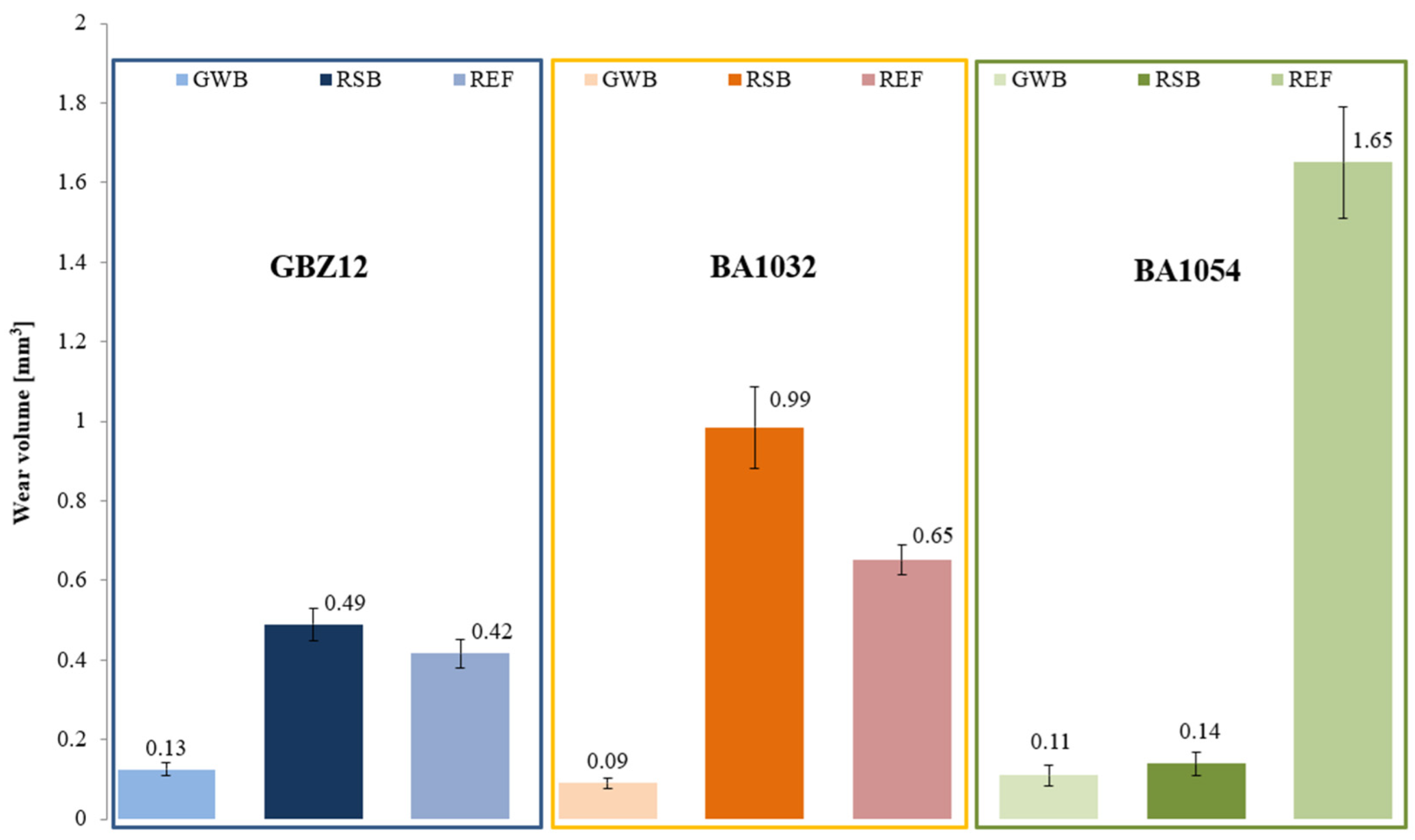
- In tribological tests with glycerol–water-based oil (GWB) for each sample material, the lowest friction coefficient values were observed in the final phase of the test (Figure 3, Figure 4 and Figure 5). The friction coefficients were at the levels of 0.057 for the GBZ12 material, 0.027 for the BA1032 material, and 0.056 for the BA1054 material. These values indicated that mixed friction occurred in the tested node. Low and especially stable friction coefficient values distinguished that the oil (GWB) was able to create and maintain a durable boundary layer on the surfaces of the sample and counter-sample. This ability may result from the presence of additives in the oil in the form of dodecanoic acid.The durable boundary layer also ensured the lowest wear of the sample (for all tested bronzes) in tests with glycerol–water-based oil (GWB). The mentioned volumetric wears of the sample were 0.13 mm3 for GBZ12, 0.09 mm3 for BA1032, and 0.11 mm3 for BA1054 (Figure 7). For comparison, after tests with semi-synthetic oil (REF), the wears of the sample were 0.42 mm3 for GBZ12, 0.65 mm3 for BA1032, and 1.65 mm3 for BA1054 (Figure 7).
- In tribological tests with rapeseed oil-based oil (RSB), the average friction coefficient values in the final test phase were at the levels of 0.060 for the GBZ12 material, 0.083 for the BA1032 material, and 0.062 for the BA1054 material. These values are similar to the results of tests with water-based oil (GWB) and lower than in the case of tests with semi-synthetic oil (REF).
- The main drawback in the friction node lubricated with rapeseed oil-based oil (RSB) was the temporary fluctuation of the friction coefficient (generally an increase above 0.1). This was particularly visible in the case of tests with BA1032 bronze samples. Temporary increases in the friction coefficient may indicate an unstable boundary layer. In such conditions (dry friction, direct contact of the sample, and counter-samples), the wear of the samples in the node with oil (RSB) was higher than in the case of glycerol–water-based oil (GWB).
- The findings highlight the potential of (GWB) oil in reducing wear and stabilizing friction under extreme conditions, supporting the shift toward sustainable lubricants in industrial applications. Further optimization through using different materials for test samples and different lubricants with various concentrations of additives or their modifications, such as carboxylic acids with different chain lengths or amine groups, could enhance their effectiveness.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Stachowiak, G.; Batchelor, A.W. Engineering Tribology, 4th ed.; Elsevier: Burlington, MA, USA, 2013. [Google Scholar]
- Bhutta, M.U.; Khan, Z.A.; Garland, N. Wear Performance Analysis of Ni–Al2O3 Nanocomposite Coatings under Nonconventional Lubrication. Materials 2019, 12, 36. [Google Scholar] [CrossRef]
- Zhang, Z.; Shao, F.; Liang, Y.; Lin, P.; Tong, X.; Ren, L. Wear Behavior of Medium Carbon Steel with Biomimetic Surface Under Starved Lubricated Conditions. J. Mater. Eng. Perform. 2017, 26, 3420–3430. [Google Scholar] [CrossRef]
- Poll, G.; Li, X.; Bader, N.; Guo, F. Starved Lubrication in Rolling Contacts-A Review. Bear. World J. 2019, 4, 69–81. [Google Scholar]
- Zhao, C.; Ying, L.X.; Li, D.H.; Wang, D.; Hu, J.S. Influence of Chief Vein on Tribological Behavior of Vein-Bionic Textured Rolling Element Bearings Under StarvedLubrication. Tribol. Trans. 2023, 66, 760–770. [Google Scholar]
- Górny, K.; Stachowiak, A.; Tyczewski, P.; Zwierzycki, W. Mixtures of Lubricants and Ecological Refrigerants under Starved Lubrication Conditions. Materials 2022, 15, 7747. [Google Scholar] [CrossRef] [PubMed]
- Saba, N.; Jawaid, M.; Alothman, O.Y.; Paridah, M.T. A review on dynamic mechanical properties of natural fibre reinforced polymer composites. Constr. Build. Mater. 2016, 106, 149–159. [Google Scholar] [CrossRef]
- Awwad, K.Y.E.; Fallahnezhad, K.; Yousif, B.F.; Mostafa, A.; Alajarmeh, O.; Shalwan, A.; Zeng, X. Finite element analysis and experimental validation of polymer–metal contacts in block-on-ring configuration. Friction 2024, 12, 554–568. [Google Scholar] [CrossRef]
- Wu, H.; Yin, S.; Du, Y.; Wang, L.; Wang, H. An investigation on the lubrication effectiveness of MoS2 and BN layered materials as oil additives using block-on-ring tests. Tribol. Int. 2020, 151, 106516. [Google Scholar] [CrossRef]
- Akagaki, T.; Kuraoka, Y.; Takeo, F.; Furuya, K.; Kawabata, M. Effects of PEEK’s surface roughness on seizure behaviors of PEEK/steel pairs under oil-lubricated sliding contacts. Mech. Eng. J. 2017, 4, 17-00015. [Google Scholar] [CrossRef]
- Du, F.; Li, D.; Sa, X.; Li, C.; Yu, Y.; Li, C.; Wang, J.; Wang, W. Overview of Friction and Wear Performance of Sliding Bearings. Coatings 2022, 12, 1303. [Google Scholar] [CrossRef]
- Zhang, L.; Chen, Q.; Yin, Y.; Song, H.; Tang, J. Effects and optimization of bionic texture parameters on the tribological behavior of line contacts under starved lubrication conditions. Ind. Lubr. Tribol. 2024, 76, 241–251. [Google Scholar] [CrossRef]
- Spikes, H. Friction modifier additives. Tribol. Lett. 2015, 60, 1–26. [Google Scholar] [CrossRef]
- Yelchuri, V.; Azmeera, T.; Karuna, M.S.L. Metathesized castor oil acylated derivatives: Lubricants base stocks with low pour points and superior anti-wear properties. SN Appl. Sci. 2019, 1, 1214. [Google Scholar] [CrossRef]
- Zulkifli, N.W.M.; Kalam, M.A.; Masjuki, H.H.; Al Mahmud, K.A.H.; Yunus, R. The effect of temperature on tribological properties of chemically modified bio-based lubricant. Tribol. Trans. 2014, 57, 408–415. [Google Scholar] [CrossRef]
- Malik, M.A.I.; Kalam, M.A.; Mujtaba, M.A.; Almomani, F. A Review of Recent Advances in the Synthesis of Environmentally Friendly, Sustainable, and Nontoxic Bio-lubricants: Recommendations for the Future Implementations. Environ. Technol. Innov. 2023, 32, 103316. [Google Scholar] [CrossRef]
- Negi, P.; Singh, Y.; Tiwari, K. A Review on the Production and Characterization Methods of Bio-based Lubricants. Mater. Today: Proc. 2021, 46 Pt 20, 10503–10506. [Google Scholar] [CrossRef]
- Reeves, C.J.; Menezes, P.L. Advancements in Eco-Friendly Lubricants for Tribological Applications: Past, Present, and Future. In Ecotribology; Davim, J.P., Ed.; Springer: Berlin, Germany, 2016. [Google Scholar]
- Prema, E.; Sundar, V.S.; Lynch, M.; Sivaraman, K.; Venkatesan, R. The need for eco-friendly green bio-lubricants to achieve united nations sustainable development goals: An analysis. In Proceedings of the 14th International Conference on Materials Processing and Characterization, Hyderabad, India, 24–26 March 2023; AIP Publishing: Hyderabad, India, 2023. [Google Scholar]
- Shah, R.; Woydt, M.; Zhang, S. The Economic and Environmental Significance of Sustainable Lubricants. Lubricants 2021, 9, 21. [Google Scholar] [CrossRef]
- Singh, R.K.; Singh, A.K. Abilities of some compounds to stabilize mahwa oil from high temperature oxidative degradation for biolubricant applications. Waste Biomass-Valorization 2014, 5, 847–855. [Google Scholar] [CrossRef]
- Joseph, P.V.; Sharma, D.K. Improvement of thermo-oxidative stability of non-edible vegetable oils of Indian origin for biodegradable lubricant application. Lubr. Sci. 2010, 22, 149–161. [Google Scholar] [CrossRef]
- Jayadas, N.H.; Prabhakaran, N.K.; Ajithkumar, G. Tribological evaluation of coconut oil as an environment-friendly lubricant. Tribol. Int. 2007, 40, 350–354. [Google Scholar] [CrossRef]
- Krzan, B.; Vizintin, J. Tribological properties of an environmentally adopted universal tractor transmission oil based on vegetable oil. Tribol. Int. 2003, 36, 827–833. [Google Scholar] [CrossRef]
- Baskar, S.; Sriram, G.; Arumugam, S. Tribological Analysis of a Hydrodynamic Journal Bearing under the Influence of Synthetic and Biolubricants. Tribol. Trans. 2017, 60, 428–436. [Google Scholar] [CrossRef]
- Joseph, P.V.; Saxena, D.; Sharma, D.K. Study of some non-edible vegetable oils of Indian origin for lubricant application. J. Synth. Lubr. 2007, 24, 181–197. [Google Scholar] [CrossRef]
- Nassef, B.G.; Pape, F.; Poll, G. Enhancing the performance of rapeseed oil lubricant for machinery component applications through hybrid blends of nanoadditives. Lubricants 2023, 11, 479. [Google Scholar] [CrossRef]
- Arumugam, S.; Sriram, G.; Ellappan, R. Bio-lubricant-biodiesel combination of rapeseed oil: An experimental investigation on engine oil tribology, performance, and emissions of variable compression engine. Energy 2014, 72, 618–627. [Google Scholar] [CrossRef]
- Qiu, S.; Chen, B.; Yang, B.; Dong, W.; Tong, Y.; Li, J.; Xu, J.; Zhang, L.; Li, C. Facile construction of graphene oxide/CeO2 nanohybrid for enhancing tribological properties of green rapeseed oil. In Colloids and Surfaces A: Physicochemical and Engineering Aspects; Elsevier: Amsterdam, The Netherlands, 2023; Volume 676, Pt B, p. 132248. [Google Scholar]
- Guglea, D.; Deleanu, L.; Georgescu, C.; Muntenia, C. Tribological characteristics of rapeseed oil additivated with nano hexagonal boron nitride and graphene. In Proceedings of the 22nd International Multidisciplinary Scientific GeoConference SGEM, Albena, Bulgaria, 4–10 July 2022. [Google Scholar]
- Arumugam, S.; Sriram, G. Preliminary Study of Nano and Microscale TiO2 Additives on Tribological Behavior of Chemically Modified Rapeseed Oil. Tribol. Trans. 2013, 56, 797–805. [Google Scholar] [CrossRef]
- Haq, I.; Farooq, M.; Muhammd, N. Some studies on the use of vegetable oils as environmentally-friendly lubricants. Tribol. Online 2011, 6, 230–234. [Google Scholar] [CrossRef]
- Singh, Y.; Rahim, E.A.; Singh, N.K.; Sharma, A. Rapeseed oil-based biodiesel as lubricant: Frictional force and tribological analysis. Prabha Mater. Sci. Lett. 2023, 2, 16–25. [Google Scholar] [CrossRef]
- Kandeva, M.; Kalitchin, Z.; Zadorozhnaya, E.; Vencl, A. Performance characteristics of lubricant based on rapeseed oil containing different amounts of metal-containing additive. Ind. Lubr. Tribol. 2022, 74, 309–315. [Google Scholar] [CrossRef]
- Bosch, J.; DellaCorte, C. Rheological Characterization and Tribological Evaluation of Water-Based Lubricants in AISI 52100 Bearing Steel. Tribol. Lett. 2024, 72, 10. [Google Scholar] [CrossRef]
- Tang, W.; Zhu, X.; Li, Y. Tribological performance of various metal-doped carbon dots as water-based lubricant additives and their potential application as additives of poly(ethylene glycol). Friction 2022, 10, 688–705. [Google Scholar] [CrossRef]
- Wijanarko, W.; Khanmohammadi, H.; Espallargas, N. Ionic Liquid Additives in Water-Based Lubricants for Bearing Steel–Effect of Electrical Conductivity and pH on Surface Chemistry, Friction and Wear. Front. Mech. Eng. 2022, 7, 756929. [Google Scholar] [CrossRef]
- Xu, F.; Li, H.; Tian, B.; Cui, K.; Dong, R.; Fan, M.; Cai, M.; Zhou, F.; Liu, W. Towards superior surface behavior, tribological and mechanical response by the green, functional ionic liquid water-glycol lubricating system. Tribol. Int. 2024, 193, 109363. [Google Scholar] [CrossRef]
- Siddaraju, C.; Ranganatha, R.; Nagesh, S.N.; Shivukumara, B.; Balasubramanya, H.S. Study and Comparative Analysis of Tribological Properties of Copper-Based Alloys Produced by Die Casting Method. Eng. Headw. 2023, 1, 61–71. [Google Scholar]
- Cihak-Bayr, U.; Jisa, R.; Franek, F. Wear Protective Effects of Tribolayer Formation for Copper Based Alloys in Sliding Contacts: Alloy Dependent Sliding Surfaces and Their Effects on Wear and Friction. In Tribology in Materials and Manufacturing-Wear, Friction and Lubrication; Intechopen: London, UK, 2021. [Google Scholar]
- Li, L.; Zhuang, J.; Tong, T.; Tong, J.; Zhao, X.; Cao, F.; Song, W.; Wang, D.; Tian, Y.; Ma, Y.; et al. Effect of Wet Granulation on Tribological Behaviors of Cu-Based Friction Materials. Materials 2023, 16, 1075. [Google Scholar] [CrossRef] [PubMed]
- Tan, Z.; Guo, Q.; Zhai, W.; Zhao, Z. Tribological characteristics of nickel-aluminium bronze CuAl10Ni5Fe4 against 30CrMnSiA steel after the prior corrosion treatment. Appl. Mech. Mater. 2012, 201–202, 73–77. [Google Scholar] [CrossRef]
- Yaseena, M.K.; Mansoorb, M.; Ansaric, H.A.; Hussaind, S.; Khane, S. Effect of Heat Treatment on Tribological Characteristics of CuAl10Ni5Fe4 Nickel Aluminum Bronze. Key Eng. Mater. 2018, 778, 61–67. [Google Scholar] [CrossRef]
- Kazeem, R.A.; Fadare, D.A.; Ikumapayi, O.M.; Adediran, A.A.; Aliyu, S.J.; Akinlabi, S.A.; Jen, T.C.; Akinlabi, E.T. Advances in the Application of Vegetable-Oil-Based Cutting Fluids to Sustainable Machining Operations—A Review. Lubricants 2022, 10, 69. [Google Scholar] [CrossRef]
- Hamnas, A.; Unnikrishnan, G. Bio-lubricants from vegetable oils: Characterization, modifications, applications and challenges – Review. Environ. Technol. Innov. 2023, 32, 113413. [Google Scholar] [CrossRef]
- Uppar, R.; Dinesha, P.; Kumar, S. A critical review on vegetable oil-based bio-lubricants: Preparation, characterization, and challenges. Environ. Dev. Sustain. 2023, 25, 9011–9046. [Google Scholar] [CrossRef]
- DIN EN 1982:2017-11; Copper and Copper Alloys–Ingots and Castings. DIN–Deutches Institut fur Normung: Berlin, Germany, 2017.
- DIN 17665:1983-12; Wrought Copper Alloys; Copper-Aluminium Alloys; (Aluminium Bronze); Composition. DIN–Deutches Institut fur Normung: Berlin, Germany, 1983.
- Bernat, S.; Armad, S.; Espallargas, N. Effect of Contamination on the Friction and Wear of Carboxylic Acids in Aqueous Lubricants. Tribol. Lett. 2018, 66, 158. [Google Scholar] [CrossRef]
- Nugroho, A.; Mamat, R.; Xiaoxia, J.; Bo, Z.; Jamlos, M.F.; Ghazali, M.F. Performance enhancement and optimization of residential air conditioning system in response to the novel FAl2O3-POE nanolubricant adoption. Heliyon 2023, 9, e20333. [Google Scholar] [CrossRef] [PubMed]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Cu | Sn | Zn | Pb | Al | Fe | Mn | Ni | Si | P |
|---|---|---|---|---|---|---|---|---|---|---|
| Weight, % | Rest | 11.0–13.0 | max 0.50 | max 0.70 | max 0.01 | max 0.20 | max 0.20 | max 2.0 | max 0.01 | max 0.60 |
| Element | Cu | Sn | Zn | Pb | Al | Fe | Mn | Ni | Si |
|---|---|---|---|---|---|---|---|---|---|
| Weight, % | Rest | max 0.1 | max 0.50 | max 0.05 | 9.0–11.0 | 2.0–4.0 | 1.5–3.5 | max 1.0 | max 0.20 |
| Element | Cu | Sn | Zn | Pb | Al | Fe | Mn | Ni | Si |
|---|---|---|---|---|---|---|---|---|---|
| Weight, % | Rest | max 0.1 | max 0.40 | max 0.05 | 8.5–11.0 | 3.0–5.0 | max 1.0 | 4.0–6.0 | max 0.20 |
| Parameter | Unit | Starved Lubrication | No Lubrication |
|---|---|---|---|
| Sliding speed | [m/s] | 0.5 | |
| Load of friction node | [N] | 120 | |
| Amount of lubricant | mg | 30 | 0 |
| Wear test time τt | [min] | 60 | 20 |
| Block-Shaped Sample Material | Friction Coefficient [-] | |||
|---|---|---|---|---|
| No 1 | No 2 | No 3 | Mean Value | |
| GBZ12 | 0.173 | 0.184 | 0.201 | 0.186 |
| BA1032 | 0.245 | 0.234 | 0.249 | 0.243 |
| BA1054 | 0.205 | 0.208 | 0.207 | 0.207 |
| Block-Shaped Sample Material | Lubricant | Friction Coefficient [-] | |||
|---|---|---|---|---|---|
| No 1 | No 2 | No 3 | Mean Value | ||
| GBZ12 | GWB | 0.056 | 0.055 | 0.060 | 0.057 |
| RSB | 0.059 | 0.062 | 0.059 | 0.060 | |
| REF | 0.067 | 0.063 | 0.063 | 0.064 | |
| BA1032 | GWB | 0.029 | 0.026 | 0.025 | 0.027 |
| RSB | 0.084 | 0.087 | 0.079 | 0.083 | |
| REF | 0.059 | 0.056 | 0.054 | 0.056 | |
| BA1054 | GWB | 0.055 | 0.056 | 0.058 | 0.056 |
| RSB | 0.060 | 0.062 | 0.065 | 0.062 | |
| REF | 0.139 | 0.151 | 0.148 | 0.146 | |
| Block-Shaped Sample Material | Lubricant | Wear Volume [mm3] | Standard Deviation [mm3] | |||
|---|---|---|---|---|---|---|
| No 1 | No 2 | No 3 | Mean Value | |||
| GBZ12 | GWB | 0.1395 | 0.1099 | 0.1395 | 0.1296 | 0.0171 |
| RSB | 0.4646 | 0.4646 | 0.5343 | 0.4878 | 0.0402 | |
| REF | 0.4012 | 0.4012 | 0.4646 | 0.4223 | 0.0366 | |
| BA1032 | GWB | 0.0865 | 0.0865 | 0.1099 | 0.0943 | 0.0135 |
| RSB | 0.9258 | 1.1041 | 0.9258 | 0.9852 | 0.1094 | |
| REF | 0.6308 | 0.6942 | 0.6308 | 0.6519 | 0.0366 | |
| BA1054 | GWB | 0.0865 | 0.1395 | 0.1099 | 0.1119 | 0.0266 |
| RSB | 0.1690 | 0.1395 | 0.1099 | 0.1394 | 0.0295 | |
| REF | 1.7504 | 1.5704 | 1.8117 | 1.6508 | 0.1393 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kowalski, M.; Górny, K.; Bernat, S.; Stachowiak, A.; Wernik, J.; Zwierzycki, W. Tribological Performance of Bronze Engineering Materials with Environmentally Friendly Lubricants Under Starved Lubrication Conditions. Materials 2025, 18, 3283. https://doi.org/10.3390/ma18143283
Kowalski M, Górny K, Bernat S, Stachowiak A, Wernik J, Zwierzycki W. Tribological Performance of Bronze Engineering Materials with Environmentally Friendly Lubricants Under Starved Lubrication Conditions. Materials. 2025; 18(14):3283. https://doi.org/10.3390/ma18143283
Chicago/Turabian StyleKowalski, Marcin, Kasper Górny, Szymon Bernat, Arkadiusz Stachowiak, Jacek Wernik, and Wiesław Zwierzycki. 2025. "Tribological Performance of Bronze Engineering Materials with Environmentally Friendly Lubricants Under Starved Lubrication Conditions" Materials 18, no. 14: 3283. https://doi.org/10.3390/ma18143283
APA StyleKowalski, M., Górny, K., Bernat, S., Stachowiak, A., Wernik, J., & Zwierzycki, W. (2025). Tribological Performance of Bronze Engineering Materials with Environmentally Friendly Lubricants Under Starved Lubrication Conditions. Materials, 18(14), 3283. https://doi.org/10.3390/ma18143283