
Development of Viscoplastic Constitutive Model Considering Heating Rate Effect on Grain Size and Phase Evolution in Hot Deformation

Abstract
1. Introduction
2. Materials and Methods
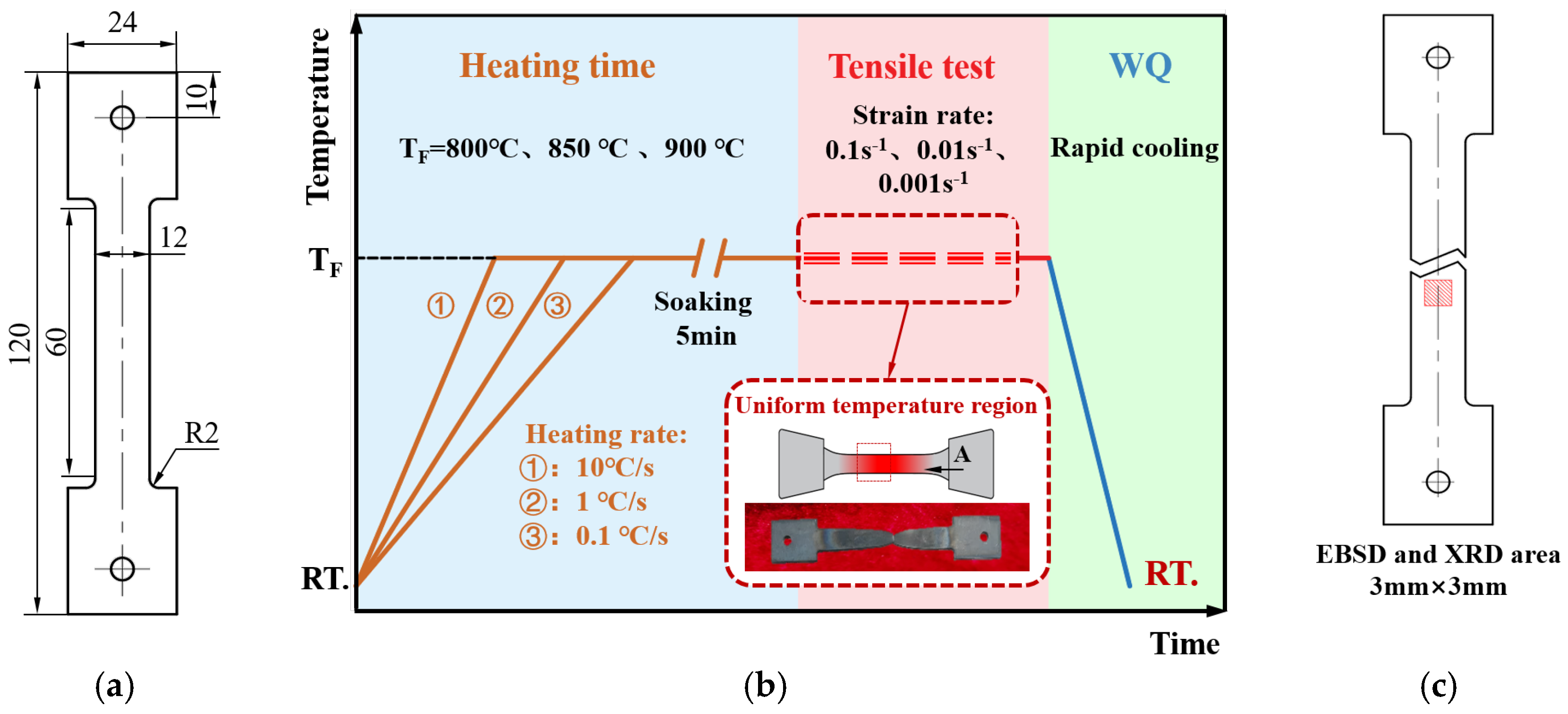
2.1. High Temperature Tensile Tests
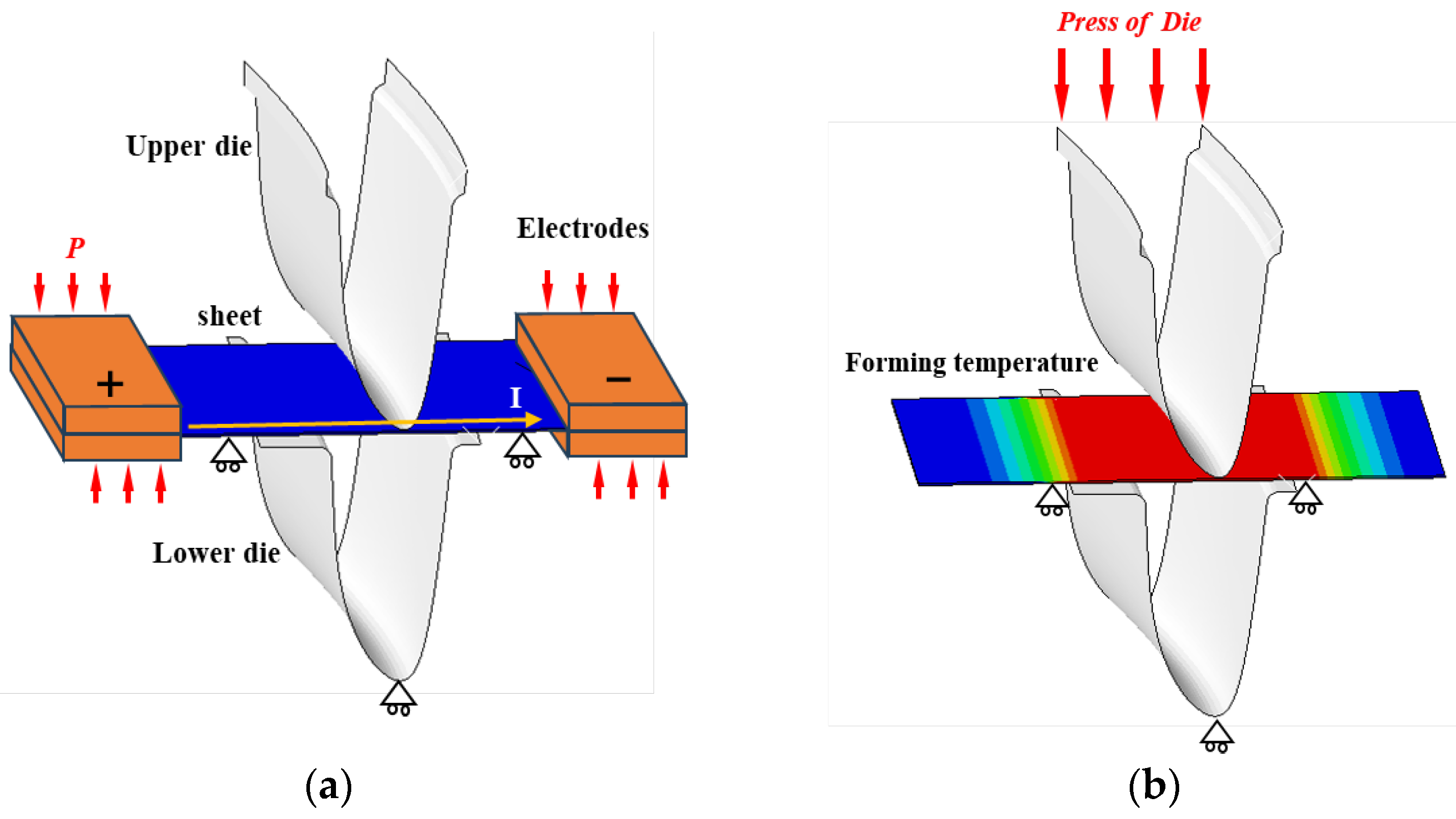
2.2. Current-Assisted Hot Stamping Experiments
2.3. Microstructure Characterization
3. Results and Discussion
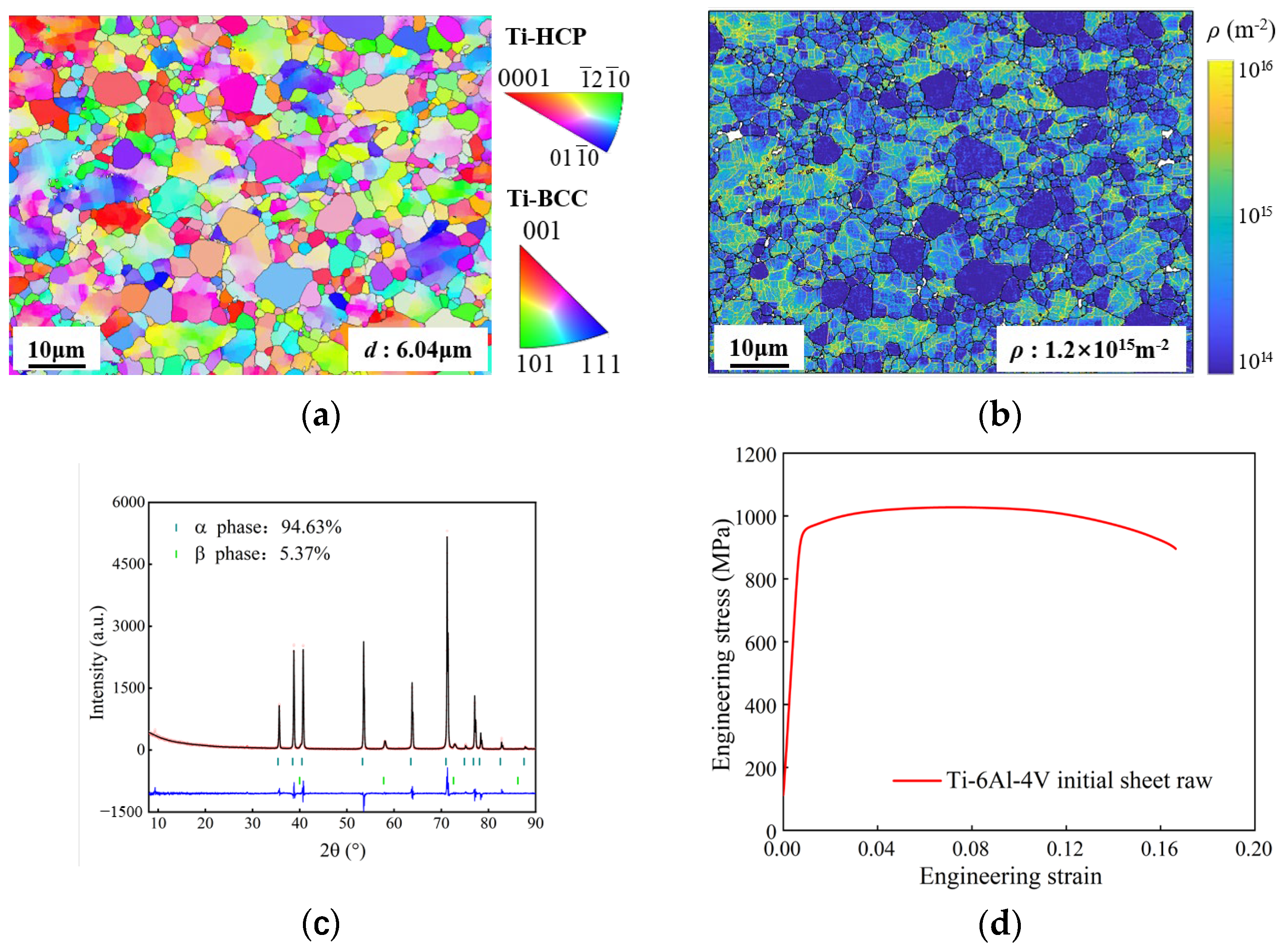
3.1. Characterization of the Ti-6Al-4V Initial Materials
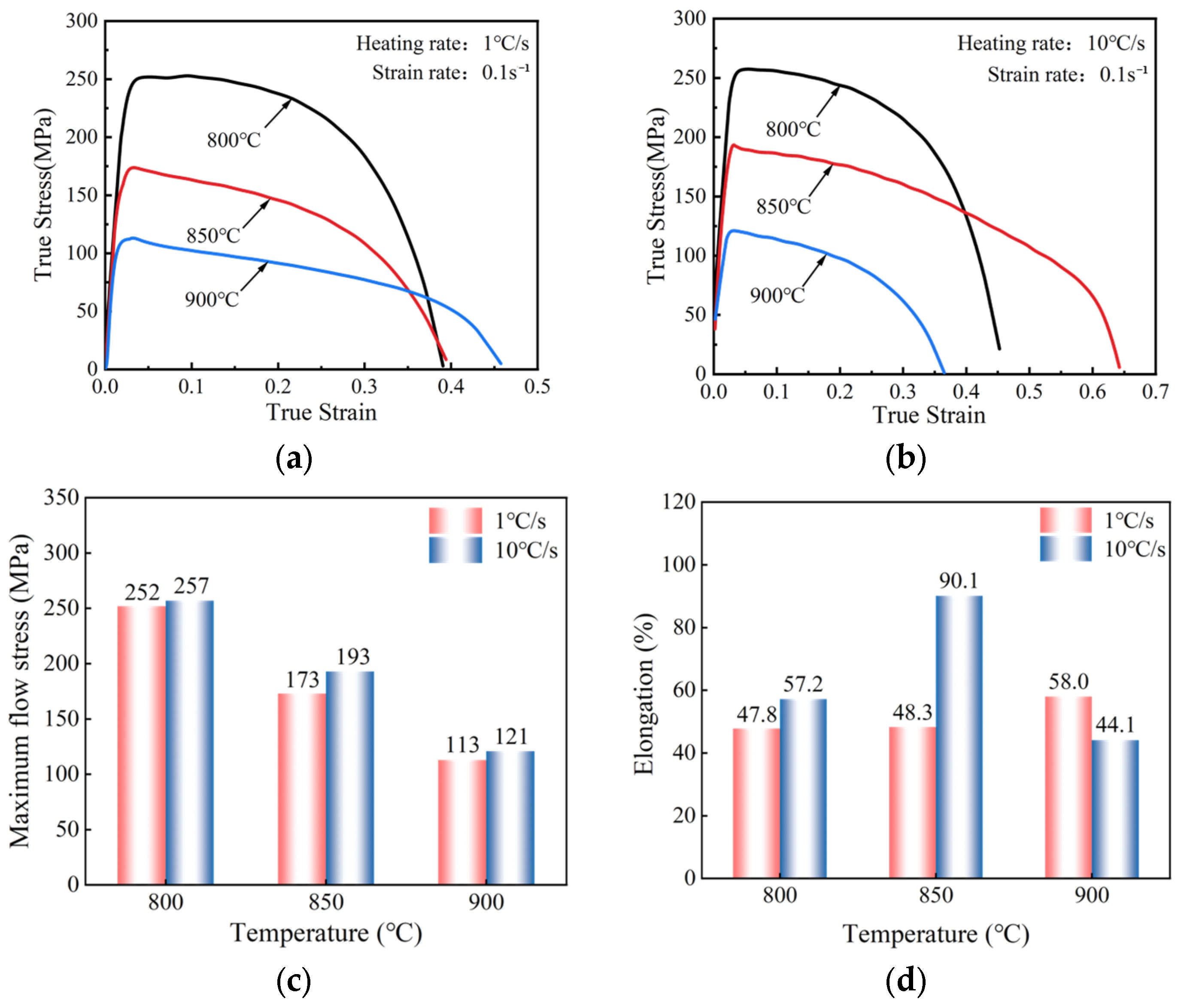
3.2. Effect of Heating Rate and Temperature on Hot Deformation
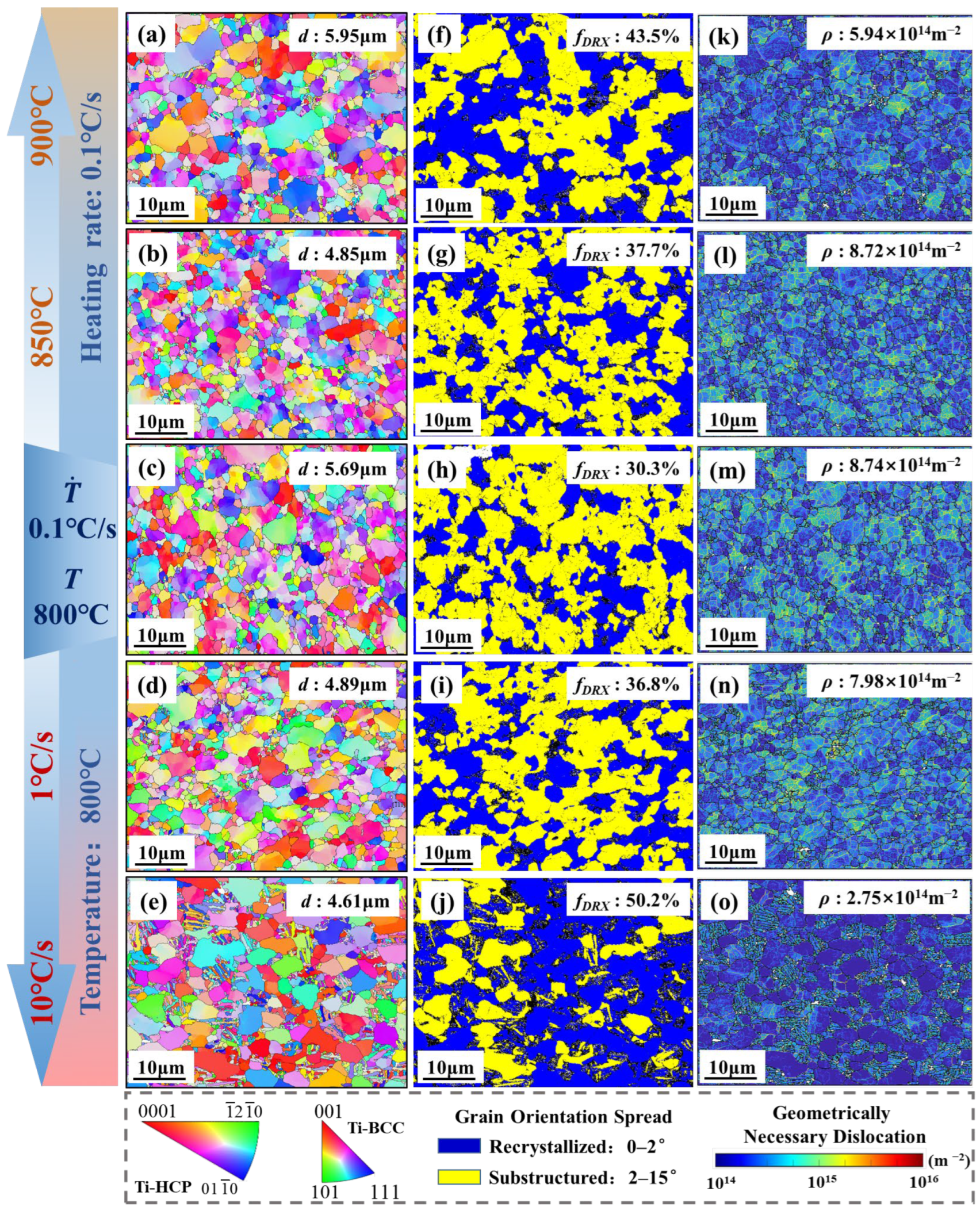
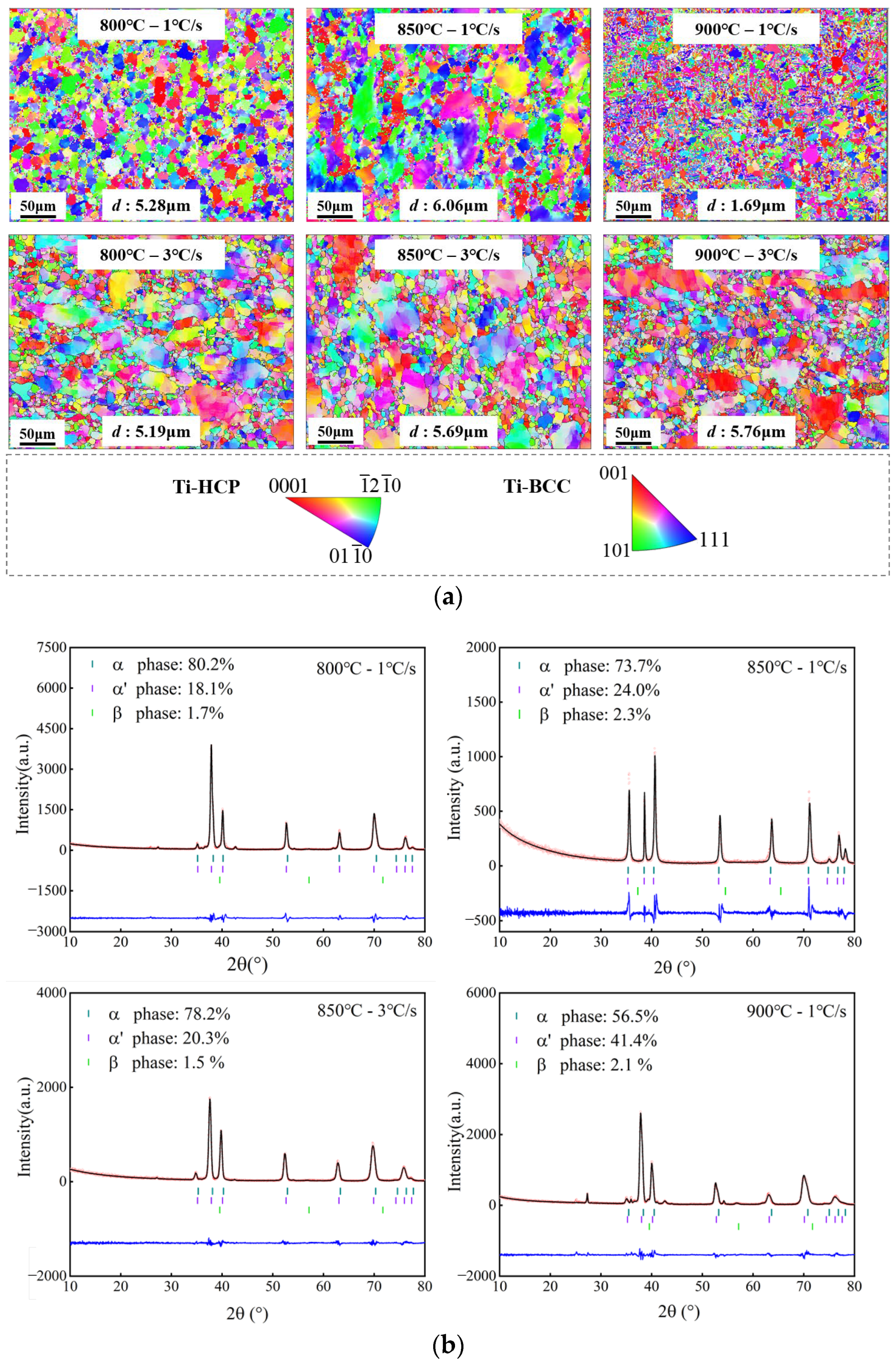
3.3. Effect of Heating Rate and Temperature on Microstructure Evolution
4. Optimized Viscoplastic Constitutive Model Considering Heating Rate and VUMAT Subroutine
4.1. Optimized Viscoplastic Constitutive Model Considering Heating Rate
4.2. Current-Assisted Hot Stamping FE Model and VUMAT Subroutine
5. Current-Assisted Hot Stamping of Irregular Cross-Section Components
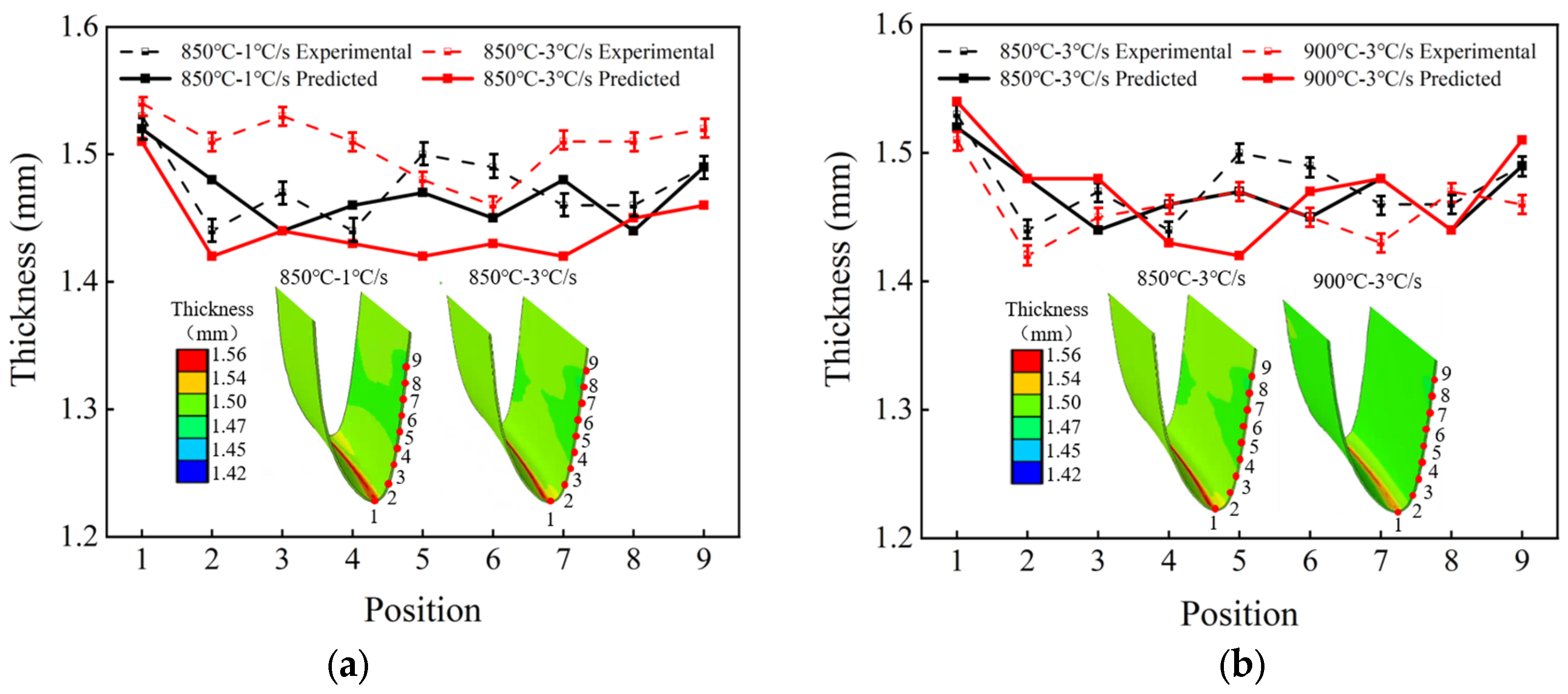
5.1. Thickness of Irregular Cross-Section Components
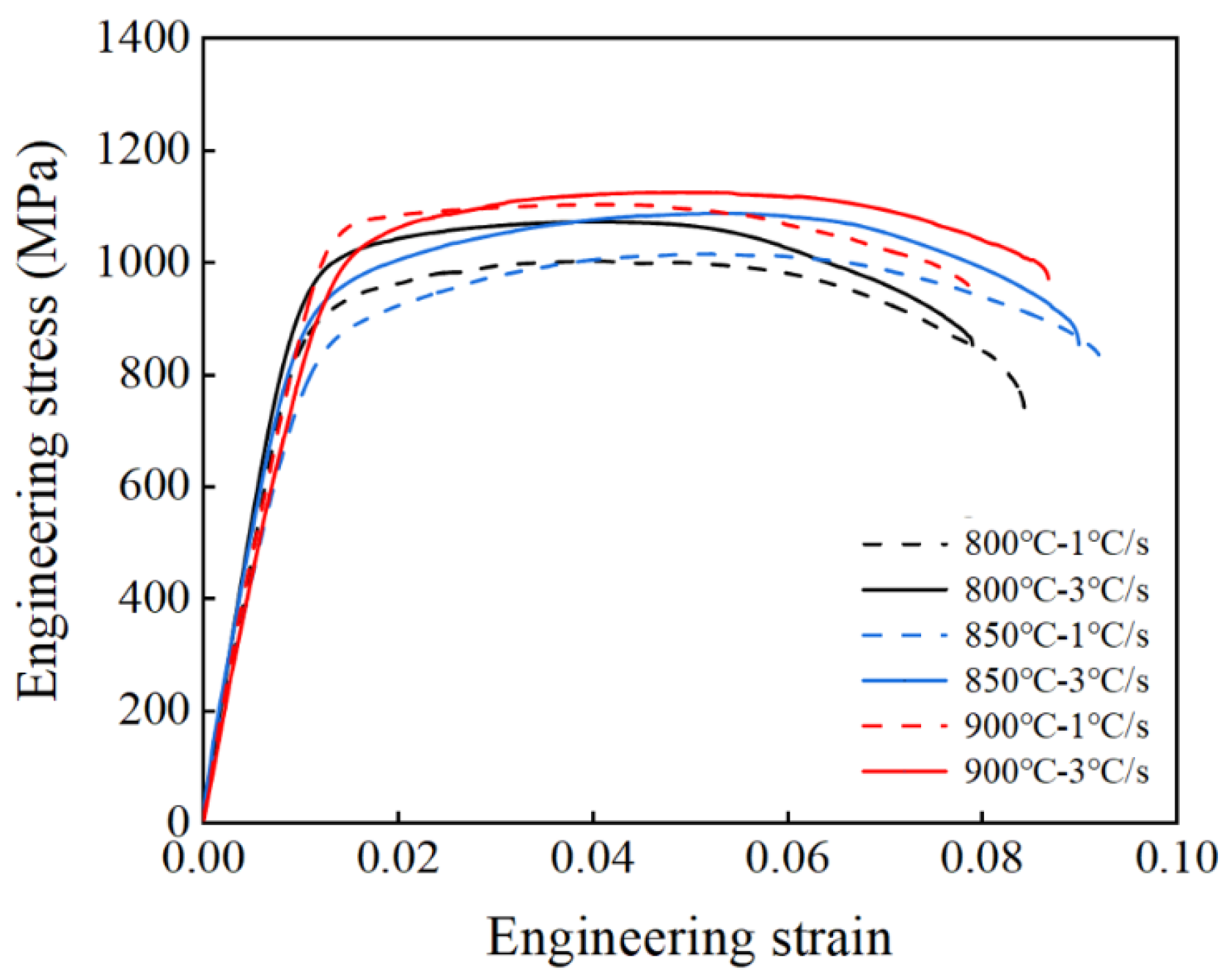
5.2. Strength of Irregular Cross-Section Components
5.3. Microstructure Evolution of Hot Stamping of Irregular Cross-Section Components
6. Conclusions
- (1)
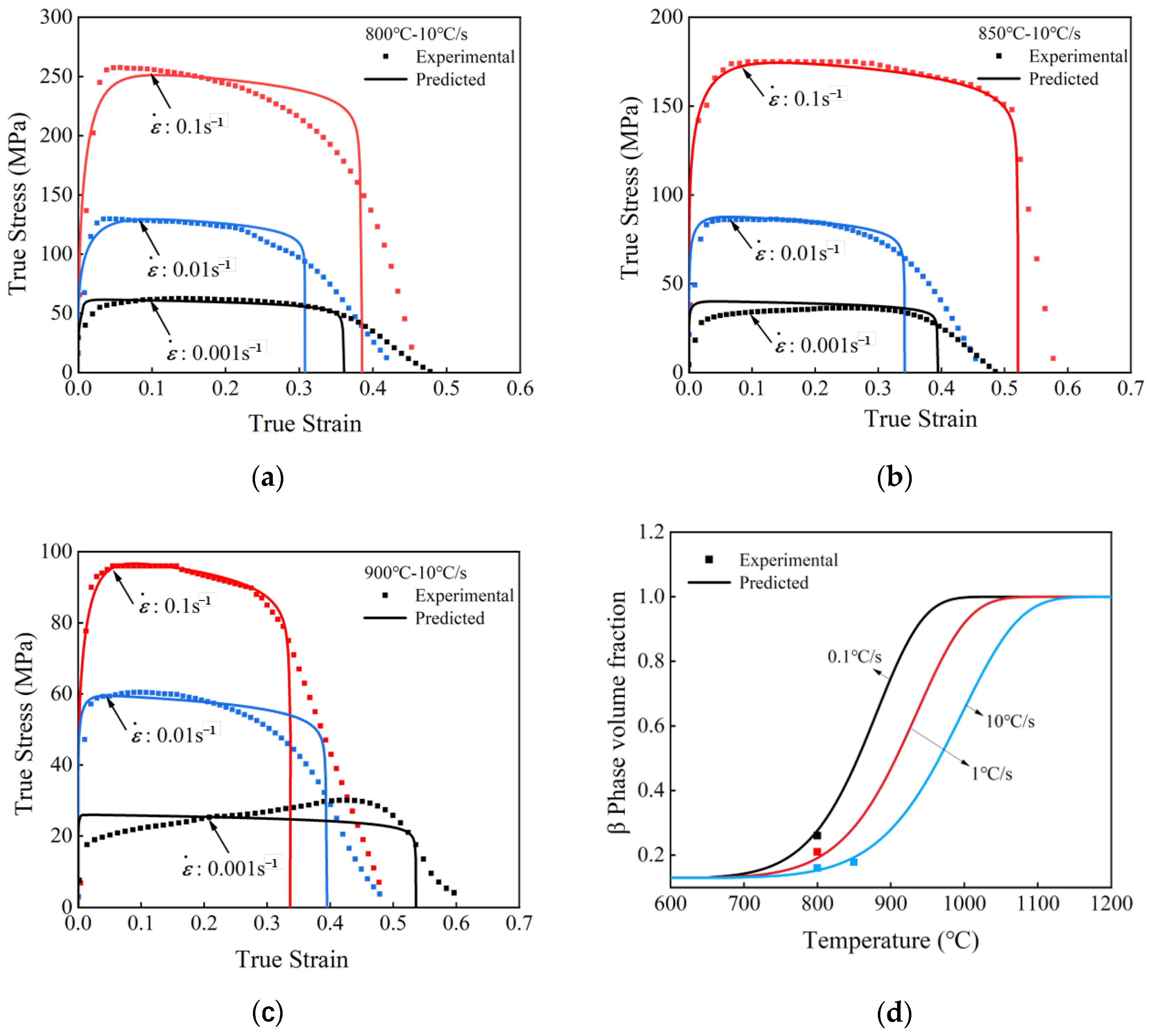
- For the evolution of mechanical properties under different heating conditions, the maximum flow stress decreased with an increase in the tensile temperature range between 850 and 950 °C, while the elongation showed an opposite trend. With the heating rate increasing from 1 to 10 °C/s both the maximum flow stress and elongation generally increased.
- (2)
- For the evolution of the microstructure under different heating conditions, the β-phase volume fraction increases with a decrease in the heating rate at the same temperature. Rapid heating promotes dynamic recrystallization, effectively decreasing dislocation density and inhibiting grain growth.
- (3)
- The optimized viscoplastic constitutive model has successfully predicted both the flow stress and phase transformation in Ti-6Al-4V with different heating conditions. The prediction accuracies for flow stress and β-phase volume fraction are 92.93% and 94.97%, respectively.
- (4)
- A current-assisted hot stamping FE model was established with a VUMAT subroutine developed based on the optimized viscoplastic constitutive model. The non-uniform temperature field of the current-assisted heating sheet and the inheritance of the temperature field during the heating and stamping processes were successfully simulated. In addition, the simulated thickness and β-phase volume fraction agreed well with the stamping experimental results, with accuracies of 96.96% and 92.76%.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Gangwar, K.; Ramulu, M. Friction Stir Welding of Titanium Alloys: A Review. Mater. Des. 2018, 141, 230–255. [Google Scholar] [CrossRef]
- Zhang, J.; Ju, H.; Xu, H.; Yang, L.; Meng, Z.; Liu, C.; Sun, P.; Qiu, J.; Bai, C.; Xu, D.; et al. Effects of Heating Rate On the Alloy Element Partitioning and Mechanical Properties in Equiaxed α + β Ti-6Al-4V Alloy. J. Mater. Sci. Technol. 2021, 94, 1–9. [Google Scholar] [CrossRef]
- Yang, X.; Dang, L.; Wang, Y.; Zhou, J.; Wang, B. Springback Prediction of Tc4 Titanium Alloy V-Bending Under Hot Stamping Condition. J. Cent. South Univ. 2020, 27, 2578–2591. [Google Scholar] [CrossRef]
- Park, N.; Yeom, J.; Na, Y. Characterization of Deformation Stability in Hot Forging of Conventional Ti–6Al–4V Using Processing Maps. J. Mater. Process. Technol. 2002, 130–131, 540–545. [Google Scholar] [CrossRef]
- Comley, P.N. Manufacturing Advantages of Superplastically Formed Fine-Grain Ti-6Al-4V Alloy. J. Mater. Eng. Perform. 2004, 13, 660–664. [Google Scholar] [CrossRef]
- Odenberger, E.; Pederson, R.; Oldenburg, M. Finite Element Modeling and Validation of Springback and Stress Relaxation in the Thermo-Mechanical Forming of Thin Ti-6Al-4V Sheets. Int. J. Adv. Manuf. Technol. 2019, 104, 3439–3455. [Google Scholar] [CrossRef]
- Fan, R.; Wu, Y.; Chen, M.; Wu, D.; Wu, T. Determining the Hot Forming Limits of Titanium Alloy Sheet Under Different Strain Paths by Constant Equivalent Strain Rate Hot Gas Bulging Tests. J. Mater. Process. Technol. 2023, 319, 118067. [Google Scholar] [CrossRef]
- Chen, C.; Chen, M.; Xie, L.; Gong, Z.; Ye, J. Numerical and Experimental Investigations of the Hot Stamping Process for Complex Aircraft Skin Parts Composed of Ta32 High-Temperature Titanium Alloy Using an Arrhenius-Type Constitutive Model. Int. J. Adv. Manuf. Technol. 2019, 103, 807–817. [Google Scholar] [CrossRef]
- Liu, J.; Tan, M.; Aue-u-lan, Y.; Guo, M.; Castagne, S.; Chua, B. Superplastic-Like Forming of Ti-6Al-4V Alloy. Int. J. Adv. Manuf. Technol. 2013, 69, 1097–1104. [Google Scholar] [CrossRef]
- Wang, K.; Shi, C.; Zhu, S.; Wang, Y.; Shi, J.; Liu, G. Hot Gas Pressure Forming of Ti-55 High Temperature Titanium Alloy Tubular Component. Materials 2020, 13, 4636. [Google Scholar] [CrossRef]
- Qu, B.; Wang, L.; Wang, K.; Xie, H.; Wei, J.; Zhao, J.; Liu, G. Optimization of Hot Gas Pressure Forming Process for Titanium Alloy Component. Int. J. Mater. Form. 2023, 16, 18. [Google Scholar] [CrossRef]
- Eker, A.A.; Avci, A.; Aydın, H.; Aydogan, C.S.; Erol, E. Material Selection in Hot Shaping Molds of Titanium Alloys. Procedia Manuf. 2020, 50, 723–728. [Google Scholar] [CrossRef]
- Gao, P.; Fu, M.; Zhan, M.; Lei, Z.; Li, Y. Deformation Behavior and Microstructure Evolution of Titanium Alloys with Lamellar Microstructure in Hot Working Process: A Review. J. Mater. Sci. Technol. 2020, 39, 56–73. [Google Scholar] [CrossRef]
- Kopec, M.; Wang, K.; Politis, D.J.; Wang, Y.; Wang, L.; Lin, J. Formability and Microstructure Evolution Mechanisms of Ti6Al4V Alloy During a Novel Hot Stamping Process. Mater. Sci. Eng. A 2018, 719, 72–81. [Google Scholar] [CrossRef]
- Maeno, T.; Yamashita, Y.; Mori, K. Hot Stamping of Titanium Alloy Sheets Into U Shape with Concave Bottom and Joggle Using Resistance Heating. Key Eng. Mater. 2016, 716, 915–922. [Google Scholar] [CrossRef]
- Ozturk, F.; Ece, R.E.; Polat, N.; Koksal, A. Assessment of Electrical Resistance Heating for Hot Formability of Ti-6Al-4V Alloy Sheet. Key Eng. Mater. 2011, 473, 130–136. [Google Scholar] [CrossRef]
- Idhil Ismail, A.; Dehmas, M.; Aeby-Gautier, E.; Appolaire, B. In Situ Monitoring of Phase Transformation Kinetics Under Rapid Heating of Ti–6Al–4V Titanium Alloy. J. Mater. Res. Technol. 2022, 17, 2518–2527. [Google Scholar] [CrossRef]
- Kent, D.; Wang, G.; Wang, W.; Dargusch, M.S. Influence of Ageing Temperature and Heating Rate On the Properties and Microstructure of Β Ti Alloy, Ti–6Cr–5Mo–5V–4Al. Mater. Sci. Eng. A 2012, 531, 98–106. [Google Scholar] [CrossRef]
- Wang, K.; Kopec, M.; Chang, S.; Qu, B.; Liu, J.; Politis, D.J.; Wang, L.; Liu, G. Enhanced Formability and Forming Efficiency for Two-Phase Titanium Alloys by Fast Light Alloys Stamping Technology (Fast). Mater. Des. 2020, 194, 108948. [Google Scholar] [CrossRef]
- Li, D.; Zhu, H.; Qu, S.; Lin, J.; Ming, M.; Chen, G.; Zheng, K.; Liu, X. Effect of Heating On Hot Deformation and Microstructural Evolution of Ti-6Al-4V Titanium Alloy. Materials 2023, 16, 810. [Google Scholar] [CrossRef]
- Xiao, J.J.; Li, D.S.; Li, X.Q.; Jin, C.H.; Zhang, C. Constitutive Modeling of the Rate-Dependent Behavior of Ti-6Al-4V Using an Arrhenius-Type Law. Adv. Mater. Res. 2012, 591–593, 949–954. [Google Scholar] [CrossRef]
- Li, D.; Wang, S.; Zhao, Z.; Bao, Z.; Lin, J.; Wang, Z.; Zheng, K. Research On Current Assisted Hot Stamping Process of Ta32 High-Temperature Titanium Alloy. Int. J. Adv. Manuf. Technol. 2025, 137, 827–841. [Google Scholar] [CrossRef]
- Ahmed, T.; Rack, H.J. Phase Transformations During Cooling in α + β Titanium Alloys. Mater. Sci. Eng. A 1998, 243, 206–211. [Google Scholar] [CrossRef]
- Zhong, H.Z.; Qian, M.; Hou, W.; Zhang, X.Y.; Gu, J.F. The Β Phase Evolution in Ti-6Al-4V Additively Manufactured by Laser Metal Deposition due to Cyclic Phase Transformations. Mater. Lett. 2018, 216, 50–53. [Google Scholar] [CrossRef]
- Du, J.; Liu, H.; Wang, F.; Bao, W.; Li, H. Solidification Microstructure Reconstruction and its Effects on Phase Transformation, Grain Boundary Transformation Mechanism, and Mechanical Properties of Tc4 Alloy Welded Joint. Metall. Mater. Trans. A 2024, 55, 1193–1206. [Google Scholar] [CrossRef]
- Sarkar, A.; Marchattiwar, A.; Chakravartty, J.K.; Kashyap, B.P. Kinetics of Dynamic Recrystallization in Ti-Modified 15Cr–15Ni–2Mo Austenitic Stainless Steel. J. Nucl. Mater. 2013, 432, 9–15. [Google Scholar] [CrossRef]
- Sun, Y.; Luo, G.; Zhang, J.; Wu, C.; Li, J.; Shen, Q.; Zhang, L. Phase Transition, Microstructure and Mechanical Properties of Tc4 Titanium Alloy Prepared by Plasma Activated Sintering. J. Alloys Compd. 2018, 741, 918–926. [Google Scholar] [CrossRef]
- Blázquez, J.S.; Conde, C.F.; Conde, A. Non-Isothermal Approach to Isokinetic Crystallization Processes: Application to the Nanocrystallization of Hitperm Alloys. Acta Mater. 2005, 53, 2305–2311. [Google Scholar] [CrossRef]
- Malek, J. The Applicability of Johnson-Mehl-Avrami Model in the Thermal Analysis of the Crystallization Kinetics of Glasses. Thermochim. Acta 1995, 267, 61–73. [Google Scholar] [CrossRef]
- Velay, V.; Matsumoto, H.; Vidal, V.; Chiba, A. Behavior Modeling and Microstructural Evolutions of Ti–6Al–4V Alloy Under Hot Forming Conditions. Int. J. Mech. Sci. 2016, 108–109, 1–13. [Google Scholar] [CrossRef]
- Yang, X.; Wang, B.; Zhou, J.; Xiao, W.; Feng, P. Constitutive Modeling of Softening Mechanism and Damage for Ti–6Al–4V Alloy and its Application in Hot Tensile Simulation Process. Arch. Civ. Mech. Eng. 2021, 21, 69. [Google Scholar] [CrossRef]
- Peng, H.; Luo, Z.; Qu, S.; Shi, W.; Fu, K.; Xiao, W.; Zheng, K. Bi-Axial Stress State Hot Bulging Behavior and Plane-Stress Visco-Plastic Material Modelling of Ta32 Sheets. Arch. Civ. Mech. Eng. 2023, 23, 167. [Google Scholar] [CrossRef]
- Hu, P.; Ying, L.; Li, Y.; Liao, Z. Effect of Oxide Scale On Temperature-Dependent Interfacial Heat Transfer in Hot Stamping Process. J. Mater. Process. Technol. 2013, 213, 1475–1483. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al | V | Fe | H | C | N | O | Ti |
|---|---|---|---|---|---|---|---|
| 6.10 | 4.20 | 0.15 | 0.007 | <0.01 | <0.01 | 0.13 | Remain |
| Parameter | Value | Parameter | Value | Parameter | Value | Parameter | Value |
|---|---|---|---|---|---|---|---|
| (–) | 0.4 | (°C) | 650 | (°C) | 1000 | (%) | 0.13 |
| (J/mol) | 4450 | [J/(mol·K)] | 8.314 | (–) | 0.4 | (–) | 4.52 × 1016 |
| (MPa) | 2.133 × 103 | (J/mol) | 110,100 | (–) | 0.02875 | (J/mol) | 18,950 |
| (MPa) | 6.959 | (J/mol) | 31,920 | (–) | 0.00724 | (J/mol) | 34,650 |
| (MPa) | 0.7454 | (J/mol) | 61,000 | (–) | 8.4 × 10−10 | (J/mol) | 0.1622 |
| (MPa) | 70,440 | (J/mol) | −56,180 | (–) | 9.6 × 10−10 | (J/mol) | 0.602 |
| (–) | 1.256 | (J/mol) | 3894 | (–) | 10.75 | (J/mol) | 0.4505 |
| (–) | 0.1589 | (J/mol) | 9491 | (–) | 1.931 | (J/mol) | 5804 |
| (–) | 6.451 × 10−4 | (J/mol) | 76,060 | (–) | 3.286 | (J/mol) | 4098 |
| (–) | 9.269 × 10−4 | (J/mol) | 68,580 | (–) | 0.8447 | (J/mol) | 3427 |
| (–) | 11.24 | (J/mol) | 19,340 | (–) | 3.346 | (J/mol) | 6331 |
| (–) | 13.22 | (J/mol) | −1166 | (–) | 0.1555 | (J/mol) | 70.93 |
| (s−1) | 0.0076 | (J/mol) | 30,480 | (–) | 1.838 | (J/mol) | −5602 |
| (s−1) | 5.843 | (J/mol) | 10,990 | (–) | 1840 | (J/mol) | −45,500 |
| (s−1) | 0.00303 | (J/mol) | 51,820 | (MPa) | 890 | (J/mol) | 0 |
| (–) | 7.974 × 10−2 | (J/mol) | 30.07 | (MPa) | 3.99 × 10−4 | (J/mol) | 55,900 |
| (–) | 3.59 × 10−3 | (J/mol) | 68,870 | (MPa) | 45.52 | (J/mol) | 12,280 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gao, Z.; Liu, S.; Lin, J.; Wang, Z.; Li, D.; Zheng, K. Development of Viscoplastic Constitutive Model Considering Heating Rate Effect on Grain Size and Phase Evolution in Hot Deformation. Materials 2025, 18, 3251. https://doi.org/10.3390/ma18143251
Gao Z, Liu S, Lin J, Wang Z, Li D, Zheng K. Development of Viscoplastic Constitutive Model Considering Heating Rate Effect on Grain Size and Phase Evolution in Hot Deformation. Materials. 2025; 18(14):3251. https://doi.org/10.3390/ma18143251
Chicago/Turabian StyleGao, Zheng, Shengyu Liu, Jiatian Lin, Zhihan Wang, Dechong Li, and Kailun Zheng. 2025. "Development of Viscoplastic Constitutive Model Considering Heating Rate Effect on Grain Size and Phase Evolution in Hot Deformation" Materials 18, no. 14: 3251. https://doi.org/10.3390/ma18143251
APA StyleGao, Z., Liu, S., Lin, J., Wang, Z., Li, D., & Zheng, K. (2025). Development of Viscoplastic Constitutive Model Considering Heating Rate Effect on Grain Size and Phase Evolution in Hot Deformation. Materials, 18(14), 3251. https://doi.org/10.3390/ma18143251