
The Influence of Aging Temperature and Cryogenic Treatment on the Mechanical Properties and Microstructure of Extruded Mg-8Gd-3Y-0.4Zr Alloy


Abstract

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
2. Experimental Procedure
3. Results and Discussion
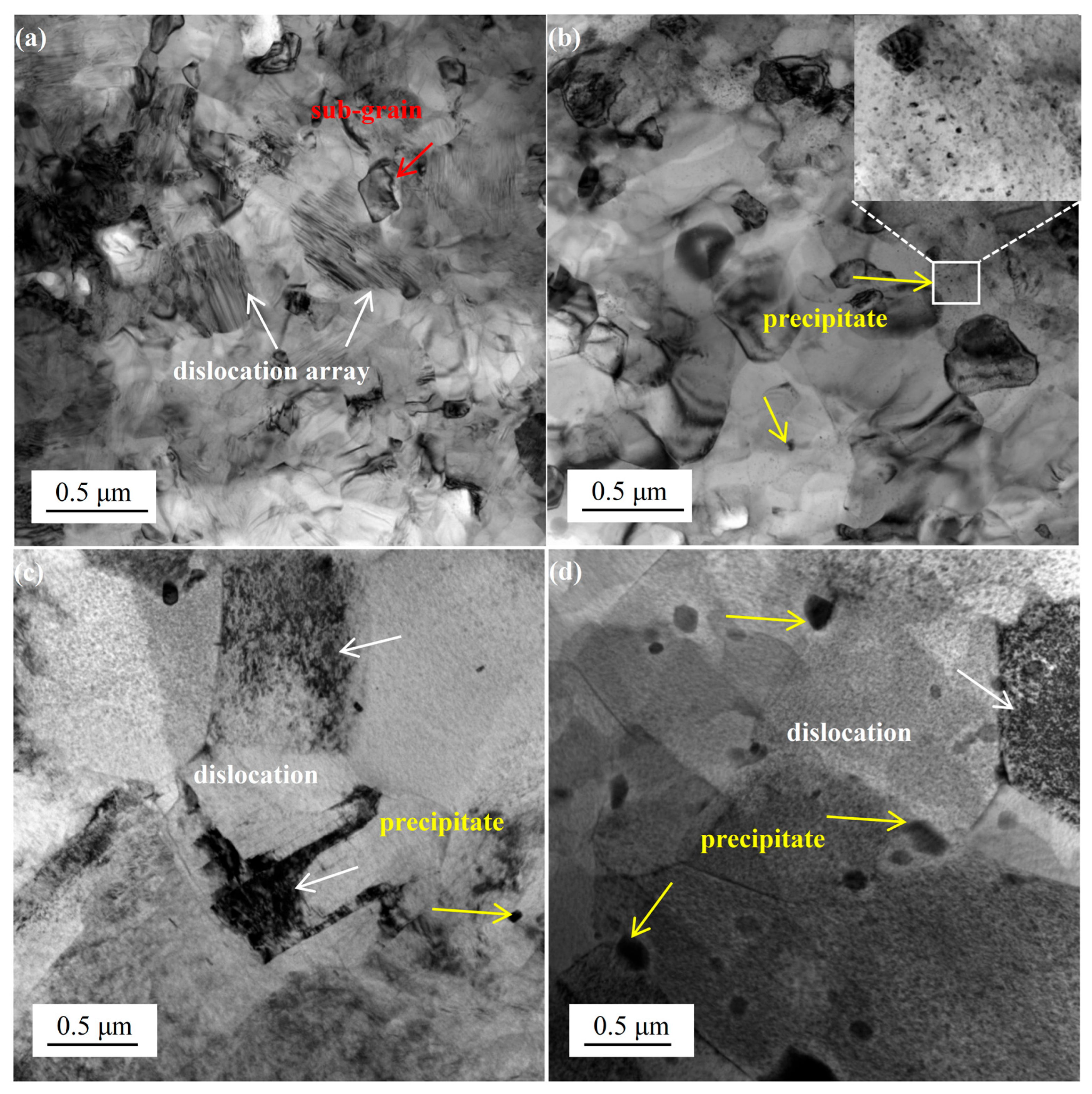
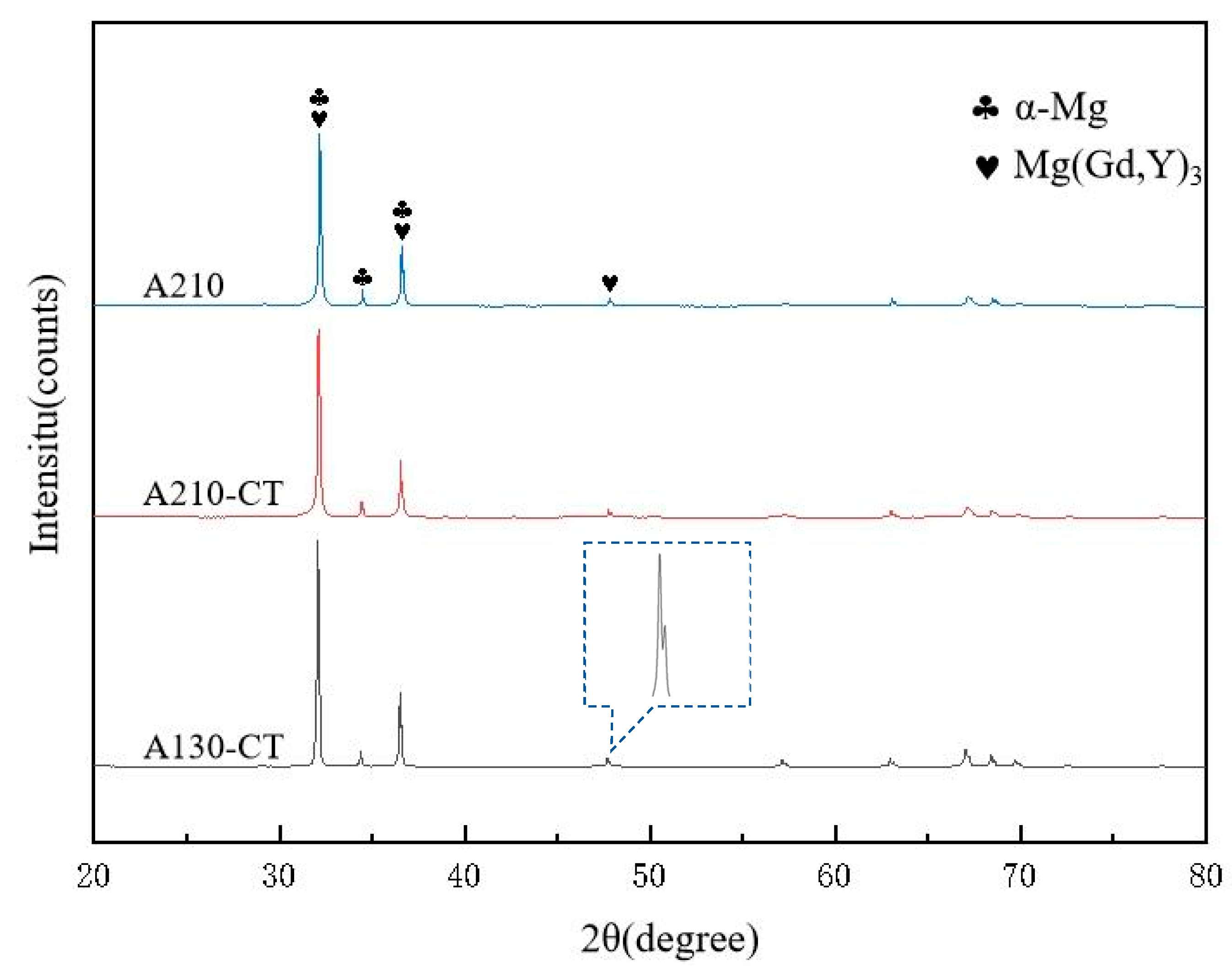
3.1. Microstructure Analysis
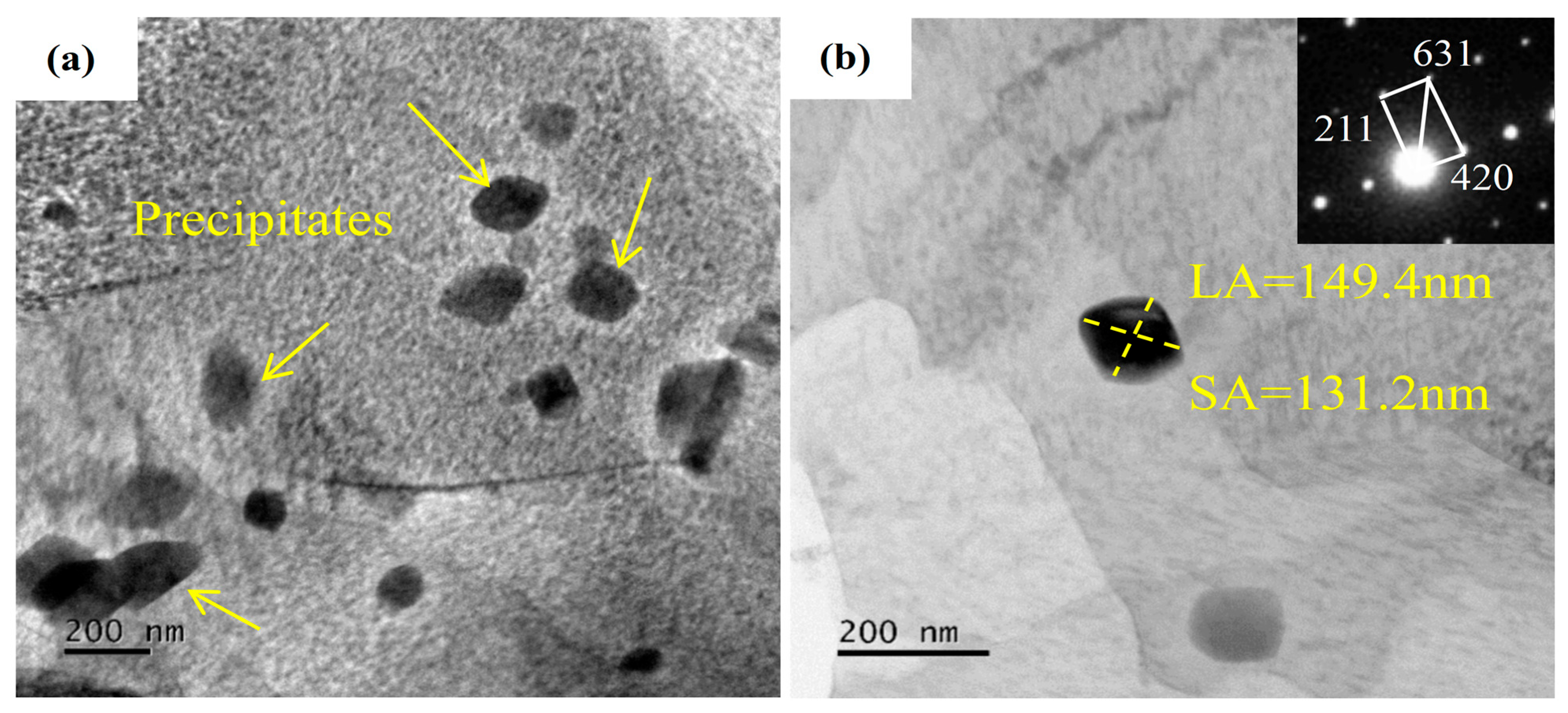
3.2. TEM Analysis
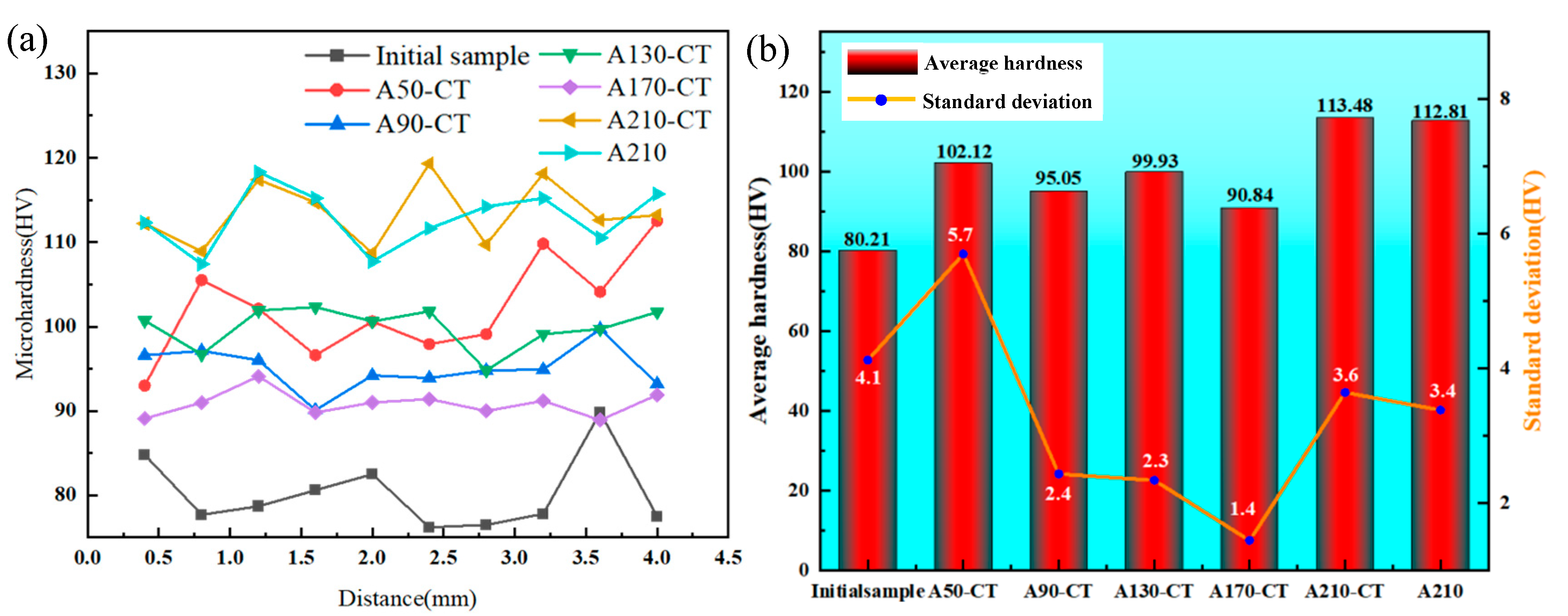
3.3. Microhardness Analysis
4. Conclusions
- (1)
- The combined aging and cryogenic treatment enhances hardness, with A210-CT showing the highest average hardness (113.5 HV) while A170-CT exhibits optimal uniformity (variance: 1.7). A210 achieves comparable hardness (112.8 HV) to A210-CT.
- (2)
- Higher aging temperatures promote hardness by facilitating second-phase precipitation at grain boundaries and interiors, though this reduces uniformity (A210-CT variance: 3.6).
- (3)
- The cryogenic treatment exhibits limited effectiveness in enhancing hardness. While this process improves hardness through grain refinement, lattice contraction, inducing additional stresses, its concurrent reduction of residual stresses ultimately constrains hardness improvement.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wang, T.; Yang, L.; Tang, Z.-F.; Wu, L.; Yan, H.-Y.; Liu, C.; Ma, Y.-Z.; Liu, W.-S.; Yu, Z.-J. Microstructure mechanical properties and deformation mechanism of powder metallurgy AZ31 magnesium alloy during rolling. Mater. Sci. Eng. A 2022, 844, 143042. [Google Scholar] [CrossRef]
- Sheng, K.; Lu, L.-W.; Xiang, Y.; Ma, M.; Wu, Z.-Q. Crack behavior in Mg/Al alloy thin sheet during hot compound extrusion. J. Magnes. Alloy. 2019, 7, 717–724. [Google Scholar] [CrossRef]
- Zhang, Z.; Zhang, J.-H.; Xie, J.-S.; Liu, S.-J.; He, Y.-Y.; Guan, K.; Wu, R.-Z. Developing a low-alloyed fifine-grained Mg alloy with high strength-ductility based on dislocation evolution and grain boundary segregation. Scripta Mater. 2022, 209, 114414. [Google Scholar] [CrossRef]
- Kang, W.; Lu, L.-W.; Feng, L.-B.; Lu, F.-C.; Gan, C.-L.; Li, X.-H. Effects of pre-aging on microstructure evolution and deformation mechanisms of hot extruded Mg-6Zn-1Gd-1Er Mg alloys. J. Magnes. Alloy. 2023, 11, 317–328. [Google Scholar] [CrossRef]
- Nugmanov, D.; Knezevic, M.; Zecevic, M.; Sitdikov, O.; Markushev, M.; Beyerlein, I.J. Origin of plastic anisotropy in (ultra)-fine grained M-Z-Zr alloy processed by isothermal multi-step forging and rolling: Experiments and modeling. Mater. Sci. Eng. A 2018, 713, 81–93. [Google Scholar] [CrossRef]
- Chen, Z.-B.; Liu, C.-M.; Xiao, H.-C.; Wang, J.-K.; Chen, Z.-Y.; Jiang, S.-N.; Su, Z.-J. Effect of rolling passes on the microstructures and mechanical properties of Mg-Gd-Y-Zr alloy sheets. Mater. Sci. Eng. A 2014, 618, 232–237. [Google Scholar] [CrossRef]
- Liang, J.-W.; Wu, S.-B.; Lei, Z.-L.; Chen, Y.-B.; Zhang, X.-R.; Li, B.-W.; Jiang, M.; Chen, Y. In-situ aging treatment by preheating to obtain high-strength ZK60 Mg alloy processed by laser powder bed fusion. Mater. Charact. 2022, 194, 112361. [Google Scholar] [CrossRef]
- Zhang, Z.-J.; Yuan, L.; Zheng, M.-Y.; Wei, Q.-H.; Shan, D.-B.; Guo, B. Achievement of high strength and good ductility in the large-size AZ80 Mg alloy using a designed multi-directional forging process and aging treatment. J. Mater. Process. Technol. 2023, 311, 117828. [Google Scholar] [CrossRef]
- Xu, L.; Liu, C.-M.; Wan, Y.-C.; Wang, X.; Xiao, H.-C. Effects of heat treatments on microstructures and mechanical properties of Mg-4Y-2.5Nd-0.7Zr alloy. Mater. Sci. Eng. A 2012, 588, 1–6. [Google Scholar] [CrossRef]
- Kumar, S.-D.; Kumar, S.-S. Effect of Heat Treatment Conditions and Cryogenic Treatment on Microhardness and Tensile Properties of AZ31B Alloy. J. Mater. Eng. Perform. 2022, 32, 8786–8794. [Google Scholar] [CrossRef]
- Jia, J.-J.; Meng, M.; Zhang, Z.-M.; Yang, X.; Lei, G.-X.; Zhang, H.-L. Effect of cryogenic treatment on the microstructure and tensile property of Mg-9Gd-4Y-2Zn-0.5Zr alloy. J. Mater. Res. Technol. 2020, 16, 74–87. [Google Scholar] [CrossRef]
- Hu, J.-Q.; Yang, G.-X.; Liu, Z.; Fu, S.-C.; Gao, H. Effects of cryogenic treatment on microstructure, mechanical, and corrosion of ZK60 Mg alloy. J. Mater. Res. Technol. 2023, 26, 3686–3700. [Google Scholar] [CrossRef]
- Wan, Y.-C.; Liu, C.-M.; Xiao, H.-C.; Gao, Y.-H.; Jiang, S.-N.; Chen, Z.-Y. Improving the Ductility of Mg-Gd-Y-Zr Alloy Through Extrusion and a Following Rolling. Adv. Eng. Mater. 2018, 20, 1701041. [Google Scholar] [CrossRef]
- Liu, B.; Zhang, Z.-Y.; Jin, L.; Gao, J.-L.; Dong, J. Forgeability, microstructure and mechanical properties of a free-forged Mg-8Gd-3Y-0.4Zr alloy. Mater. Sci. Eng. A 2016, 650, 233–239. [Google Scholar] [CrossRef]
- Wang, J.-K.; Liu, C.-M.; Jiang, S.-N.; Wan, Y.-C.; Chen, Z.-Y. Effect of heat treatment on the microstructure and mechanical properties of a multidirectionally forged Mg-Gd-Y-Zn-Zr-Ag alloy. J. Magnes. Alloy. 2023, 11, 2042–2053. [Google Scholar] [CrossRef]
- Wan, Y.-C.; Tang, B.; Gao, Y.-H.; Tang, L.-L.; Sha, G.; Zhang, B.; Liang, N.-N.; Liu, C.-M.; Jiang, S.-N.; Chen, Z.-Y.; et al. Bulk nanocrystalline high-strength magnesium alloys prepared via rotary swaging. Acta Mater. 2020, 200, 274–286. [Google Scholar] [CrossRef]
- Pang, H.-R.; Lu, L.-W.; Wang, L.-F.; Zhang, H.; Ma, M.; Jing, L.; Yang, G.-J.; Jiang, B.-C. Improvement of microstructure and mechanical properties of Mg-4.5Al-2.5Zn alloy by changing second-pass cross-rolling reduction and cryogenic treatment. J. Alloys Compd. 2025, 1016, 178928. [Google Scholar] [CrossRef]
- Chen, X.; Liu, C.-M.; Wan, Y.-C.; Jiang, S.-N.; Han, X.-Z.; Chen, Z.-Y. Formation of nanocrystalline AZ31B Mg alloys via cryogenic rotary swaging. J. Magnes. Alloy. 2023, 11, 1580–1591. [Google Scholar] [CrossRef]
- Zeng, X.-Q.; Zhu, Q.-C.; Li, Y.-X.; Ding, W.-J. Second phase particle strengthening in magnesium alloys. Mater. China 2019, 38, 109–204. [Google Scholar]
- Liu, J.; Li, F.-G.; Chen, H. Influences of pre-torsion deformation on microstructure and mechanical properties of pure titanium subjected to subsequent tension deformation. Chin. J. Aeronaut. 2018, 31, 837–844. [Google Scholar] [CrossRef]
- Fan, Y.-T.; Lu, L.-W.; Zhao, H.-L.; Wu, Z.-Q.; Xue, Y.; Wang, W. Effect of Deformation Temperatures on Microstructure of AQ80 Magnesium Alloy under Repeated Upsetting-Extrusion. Acta Metall. Sin. (Engl. Lett.) 2023, 36, 1649–1664. [Google Scholar]
- Zha, M.; Ma, X.; Jia, H.-L.; Hua, Z.-M.; Fan, Z.-X.; Yang, Z.-Z.; Gao, Y.-P.; Wang, H.-Y. Dynamic precipitation and deformation behaviors of a bimodal-grained WE43 alloy with enhanced mechanical properties. Int. J. Plast. 2023, 167, 103682. [Google Scholar] [CrossRef]
- Che, B.; Lu, L.-W.; Zhang, J.-L.; Zhang, J.-H.; Ma, M.; Wang, L.-F.; Qi, F.-G. Effects of cryogenic treatment on microstructure and mechanical properties of AZ31 magnesium alloy rolled at different paths. Mater. Sci. Eng. A 2022, 832, 142475. [Google Scholar] [CrossRef]
- Ganguly, S.; Reddy, S.-T.; Majhi, J.; Nasker, P.; Mondal, A.-K. Enhancing mechanical properties of squeeze-cast AZ91 magnesium alloy by combined additions of Sb and SiC nanoparticles. Mater. Sci. Eng. A 2021, 799, 140341. [Google Scholar] [CrossRef]
- Wang, Q.-H.; Jiang, B.; Tang, A.-T.; He, C.; Zhang, D.-F.; Song, J.-F.; Yang, T.-H.; Huang, G.-S.; Pan, F.-S. Formation of the elliptical texture and its effect on the mechanical properties and stretch formability of dilute Mg-Sn-Y sheet by Zn addition. Mater. Sci. Eng. A 2019, 746, 259–275. [Google Scholar]
- Zhou, T.-S.; Liu, Z.-H.; Yang, D.-L.; Meng, S.-J.; Jia, Z.; Liu, D.-X. High ductility in solution-treated Mg-Sc-Yb-Mn-Zr alloy mediated by <c+a> dislocations. J. Alloys Compd. 2021, 873, 159880. [Google Scholar]
- Shen, T.-Y.; Liu, H.; Yang, G.-J.; Ma, M.; Jiang, B.-C.; Jing, L.; Wang, X.-J.; Tang, L.-T.; Lu, L.-W. Influence of cryogenic treatment time on the mechanical properties of AZ31 magnesium alloy sheets after cross-rolling. J. Alloys Compd. 2024, 986, 174096. [Google Scholar] [CrossRef]
- Han, T.-Z.; Huang, G.-S.; Li, H.; Wang, L.-F.; Zhang, H.; Pan, F.-S. Strength-ductility balance of AZ31 magnesium alloy via accumulated extrusion bonding combined with two-stage artificial cooling. J. Magnes. Alloys. 2023, 11, 1549–1555. [Google Scholar] [CrossRef]
- Bai, P.-K.; Wang, J.; Zhao, Z.-Y.; Du, W.-B.; Tie, D.; Cai, C.; Zhang, R.-Z.; Wang, F.-D. Microstructure and mechanical properties of Mg-Gd-Y-Zn-Zr alloy fabricated by cold metal transfer wire arc additive manufacturing. J. Mater. Res. Technol. 2023, 27, 5805–5821. [Google Scholar] [CrossRef]
- Ma, N.; Zhu, J.-F.; Chang, K.; Wu, Y.-K. Study on the effect of aging heat treatment temperature on the microstructure and properties of soluble Al-Zn-Mg-Ga-In-Sn aluminum alloys in solid solution state. J. Alloys Compd. 2024, 1005, 176048. [Google Scholar] [CrossRef]
- Bhattacharyya, J.-J.; Wang, F.; McQuad, P.-J.; Agnew, S.-R. Deformation and fracture behavior of Mg alloy, WE43, after various aging heat treatments. Mater. Sci. Eng. A 2017, 705, 79–88. [Google Scholar] [CrossRef]



Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pang, H.; Tang, L.; Wang, X.; Ma, M.; Lu, L. The Influence of Aging Temperature and Cryogenic Treatment on the Mechanical Properties and Microstructure of Extruded Mg-8Gd-3Y-0.4Zr Alloy. Materials 2025, 18, 2922. https://doi.org/10.3390/ma18122922
Pang H, Tang L, Wang X, Ma M, Lu L. The Influence of Aging Temperature and Cryogenic Treatment on the Mechanical Properties and Microstructure of Extruded Mg-8Gd-3Y-0.4Zr Alloy. Materials. 2025; 18(12):2922. https://doi.org/10.3390/ma18122922
Chicago/Turabian StylePang, Haoran, Lunyuan Tang, Xiaojun Wang, Min Ma, and Liwei Lu. 2025. "The Influence of Aging Temperature and Cryogenic Treatment on the Mechanical Properties and Microstructure of Extruded Mg-8Gd-3Y-0.4Zr Alloy" Materials 18, no. 12: 2922. https://doi.org/10.3390/ma18122922
APA StylePang, H., Tang, L., Wang, X., Ma, M., & Lu, L. (2025). The Influence of Aging Temperature and Cryogenic Treatment on the Mechanical Properties and Microstructure of Extruded Mg-8Gd-3Y-0.4Zr Alloy. Materials, 18(12), 2922. https://doi.org/10.3390/ma18122922