
Development of a Process Technology to Improve the Internal Particle Density and Enhance the Performance of Medical Radiation Shielding Materials


Abstract
:1. Introduction
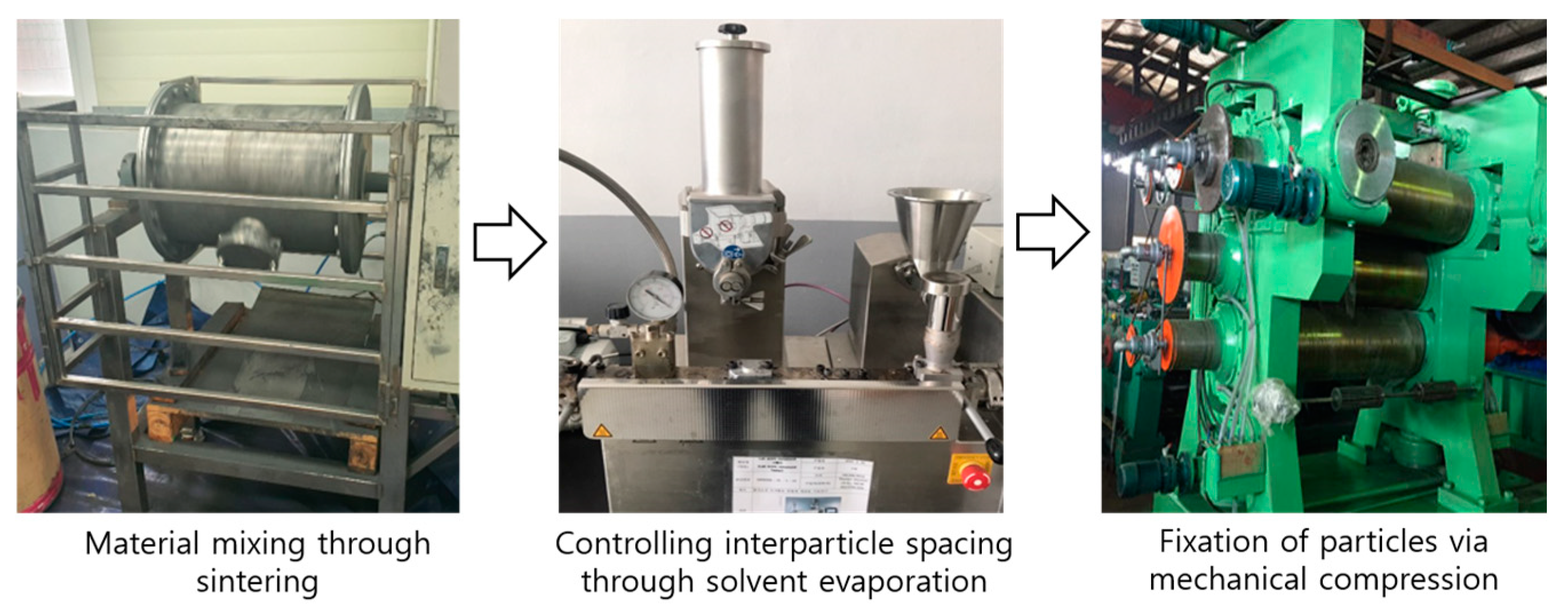
2. Materials and Methods
3. Results
4. Discussion
5. Conclusions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| FESEM | Field emission scanning electron microscope |
| HVL | High-value layer |
| RPE | Radiation protection efficiency |
References
- Mettler, F.A.; Mahesh, M.; Bhargavan-Chatfield, M.; Chambers, C.E.; Elee, J.G.; Frush, D.P.; Miller, D.L.; Royal, H.D.; Milano, M.T.; Spelic, D.C.; et al. Patient exposure from radiologic and nuclear medicine procedures in the United States: Procedure volume and effective dose for the period 2006–2016. Radiology 2020, 295, 418–427. [Google Scholar] [CrossRef] [PubMed]
- Smith, T.; Quencer, K.; Smith, T.; Agrawal, D. Radiation Effects and Protection for Technologists and Other Health Care Professionals. Radiol. Technol. 2021, 92, 445–458. [Google Scholar] [PubMed]
- AbuAlRoos, N.J.; Amin, N.A.B.; Zainon, R. Conventional and new lead-free radiation shielding materials for radiation protection in nuclear medicine: A review. Radiat. Phys. Chem. 2019, 165, 108439. [Google Scholar] [CrossRef]
- AbuAlRoos, N.J.; Azman, M.N.; Amin, N.A.B.; Zainon, R. Tungsten-based material as promising new lead-free gamma radiation shielding material in nuclear medicine. Phys. Med. 2020, 78, 48–57. [Google Scholar] [CrossRef]
- Campillo-Rivera, G.E.; Torres-Cortes, C.O.; Vazquez-Bañuelos, J.; Garcia-Reyna, M.G.; Marquez-Mata, C.A.; Vasquez-Arteaga, M.; Vega-Carrillo, H.R. X-ray spectra and gamma factors from 70 to 120 kV X-ray tube voltages. Radiat. Phys. Chem. 2021, 184, 109437. [Google Scholar] [CrossRef]
- Halliwell, E.; Couch, C.; Begum, R.; Li, W.; Maqbool, M. Increase in linear attenuation coefficient by changing crystal structure of materials for radiation shielding and biomedical devices safety. Colloids Surf. A Physicochem. Eng. Asp. 2021, 622, 126646. [Google Scholar] [CrossRef]
- More, C.V.; Alsayed, Z.; Badawi, M.S.; Thabet, A.A.; Pawar, P.P. Polymeric composite materials for radiation shielding: A review. Environ. Chem. Lett. 2021, 19, 2057–2090. [Google Scholar] [CrossRef]
- Ridzwan, S.F.M.; Bhoo-Pathy, N.; Isahak, M.; Wee, L.H. Perceptions on radioprotective garment usage and underlying reasons for non-adherence among medical radiation workers from public hospitals in a middle-income Asian setting: A qualitative exploration. Heliyon 2019, 5, e02478. [Google Scholar] [CrossRef]
- Candela-Juan, C.; Ciraj-Bjelac, O.; Sans Merce, M.; Dabin, J.; Faj, D.; Gallagher, A.; de las Heras Gala, H.H.; Knežević, Ž.; Malchair, F.; De Monte, F. Use of out-of-field contact shielding on patients in medical imaging: A review of current guidelines, recommendations and legislative documents. Phys. Med. 2011, 86, 44–56. [Google Scholar] [CrossRef]
- Shahzad, K.; Kausar, A.; Manzoor, S.; Rakha, S.A.; Uzair, A.; Sajid, M.; Arif, A.; Kjan, A.F.; Diallo, A.; Ahmad, I. Views on radiation shielding efficiency of polymeric composites/nanocomposites and multi-layered materials: Current state and advancements. Radiation 2022, 3, 1. [Google Scholar] [CrossRef]
- Lopresti, M.; Alberto, G.; Cantamessa, S.; Cantino, G.; Conterosito, E.; Palin, L.; Milanesio, M. Light weight, easy formable and non-toxic polymer-based composites for hard x-ray shielding: A theoretical and experimental study. Int. J. Mol. Sci. 2020, 21, 833. [Google Scholar] [CrossRef]
- Li, Z.; Zhou, W.; Zhang, X.; Gao, Y.; Guo, S. High-efficiency, flexibility and lead-free X-ray shielding multilayered polymer composites: Layered structure design and shielding mechanism. Sci. Rep. 2021, 11, 4384. [Google Scholar] [CrossRef] [PubMed]
- Rammah, Y.S.; Olarinoye, I.O.; El-Agawany, F.I.; El-Adawy, A.; Yousef, E.S. The impact of PbF2 on the ionizing radiation shielding competence and mechanical properties of TeO2–PbF2 glasses and glass-ceramics. Ceram. Int. 2021, 47, 2547–2556. [Google Scholar] [CrossRef]
- Almatari, M.; Agar, O.; Altunsoy, E.E.; Kilicoglu, O.; Sayyed, M.I.; Tekin, H.O. Photon and neutron shielding characteristics of samarium doped lead alumino borate glasses containing barium, lithium and zinc oxides determined at medical diagnostic energies. Results Phys. 2019, 12, 2123–2128. [Google Scholar] [CrossRef]
- Yu, L.; Pereira, A.L.; Tran, D.N.; Santos, A.M.; Losic, D. Bismuth Oxide Films for X-ray shielding: Effects of particle size and structural morphology. Mater. Chem. Phys. 2021, 260, 124084. [Google Scholar] [CrossRef]
- Yu, L.; Yap, P.L.; Santos, A.; Tran, D.; Losic, D. Lightweight bismuth titanate (Bi4Ti3O12) nanoparticle-epoxy composite for advanced lead-free X-ray radiation shielding. ACS Appl. Nano Mater. 2021, 4, 7471–7478. [Google Scholar] [CrossRef]
- Gaylan, Y.; Avar, B. Al–B4C-(Gd, Gd2O3) composite materials: Synthesis and characterization for neutron shielding applications. Nucl. Eng. Technol. 2024, 56, 5201–5211. [Google Scholar] [CrossRef]
- Safari, A.; Rafie, P.; Taeb, S.; Najafi, M.; Mortazavi, S.M.J. Development of lead-free materials for radiation shielding in medical settings: A review. J. Biomed. Phys. Eng. 2024, 14, 229. [Google Scholar] [CrossRef]
- Khasanov, O.; Dvilis, E.; Petyukevich, M.; Shamanin, I. Metal-ceramic nanocomosite for radiation shielding of electronics. In Proceedings of the 2020 7th International Congress on Energy Fluxes and Radiation Effects (EFRE), Tomask, Russia, 14–16 September 2020; IEEE: New York, NY, USA. [Google Scholar] [CrossRef]
- Hamad, M.K.; Mhareb, M.H.A.; Alajerami, Y.S.; Sayyed, M.I.; Saleh, G.; Maswadeh, Y.; Ziq, K. Radiation shielding properties of Nd0.6Sr0.4Mn1−yNiyO3 substitute with different concentrations of nickle. Radiat. Phys. Chem. 2020, 174, 108920. [Google Scholar] [CrossRef]
- Alavian, H.; Tavakoli-Anbaran, H. Study on gamma shielding polymer composites reinforced with different sizes and proportions of tungsten particles using MCNP code. Prog. Nucl. Energy 2019, 115, 91–98. [Google Scholar] [CrossRef]
- Tishkevich, D.I.; German, S.A.; Rotkovich, A.A.; Vershinina, T.N.; Zhaludkevich, A.L.; Yao, Y.; Silibin, M.V.; Razanau, I.U.; Zubar, T.I.; Bondaruk, A.A.; et al. Isostatic hot-pressed tungsten radiation shields against gamma radiation. J. Mater. Res. Technol. 2024, 30, 4347–4352. [Google Scholar] [CrossRef]
- Daneshvar, H.; Milan, K.G.; Sadr, A.; Sedighy, S.H.; Malekie, S.; Mosayebi, A. Multilayer radiation shield for satellite electronic components protection. Sci. Rep. 2021, 11, 20657. [Google Scholar] [CrossRef] [PubMed]
- Mollah, A.S. Evaluation of gamma radiation attenuation characteristics of different type shielding materials used in nuclear medicine services. Bangladesh J. Nucl. Med. 2018, 21, 108–114. [Google Scholar] [CrossRef]
- Cheewasukhanont, W.; Limkitjaroenporn, P.; Kaewjaeng, S.; Chaiphaksa, W.; Hongtong, W.; Kaewkhao, J. Development of bismuth sodium borate glasses for radiation shielding material. Mater. Today Proc. 2021, 43, 2508–2515. [Google Scholar] [CrossRef]
- Swinehart, D.F. The beer-lambert law. J. Chem. Educ. 1962, 39, 333. [Google Scholar] [CrossRef]
- Junior, T.A.A.; Nogueira, M.S.; Vivolo, V.; Potiens, M.P.A.; Campos, L.L. Mass attenuation coefficients of X-rays in different barite concrete used in radiation protection as shielding against ionizing radiation. Radiat. Phys. Chem. 2017, 140, 349–354. [Google Scholar] [CrossRef]
- Li, R.; Gu, Y.; Zhang, G.; Yang, Z.; Li, M.; Zhang, Z. Radiation shielding property of structural polymer composite: Continuous basalt fiber reinforced epoxy matrix composite containing erbium oxide. Compos. Sci. Technol. 2017, 143, 67–74. [Google Scholar] [CrossRef]
- Tishkevich, D.I.; Rotkovich, A.A.; German, S.A.; Zhaludkevich, A.L.; Vershinina, T.N.; Bondaruk, A.A.; Razanau, I.U.; Dong, M.; Sayyed, M.I.; Leonchik, S.V. Heavy alloy based on tungsten and bismuth: Fabrication, crystal structure, morphology, and shielding efficiency against gamma-radiation. RSC Adv. 2023, 13, 24491–24498. [Google Scholar] [CrossRef]
- Mushtaq, Q.; Saddique, Z.; Javaid, A.; Latif, S.; Imran, M.; Mitu, L. Fabrication of Fuel Cell Involving Bismuth-Based Components for Efficient and Cost-effective Strategies. In Comments on Inorganic Chemistry; Taylor & Francis: Abingdon, UK, 2024; pp. 1–21. [Google Scholar] [CrossRef]
- Cruz, B.S.M.; Tienne, L.G.P.; Santos, E.S.; Jorge, F.E.; Marques, M.F.V.; Chaves, E.G. Polyethylene of raised temperature resistance (PE-RT) nanocomposites reinforced with graphene oxide for application in flexible pipelines. Mater. Res. 2024, 27, e20240124. [Google Scholar] [CrossRef]
- Moitra, A.; Kim, S.; Kim, S.G.; Park, S.J.; German, R.M.; Horstemeyer, M.F. Investigation on sintering mechanism of nanoscale tungsten powder based on atomistic simulation. Acta Mater. 2010, 58, 3939–3951. [Google Scholar] [CrossRef]
- Xu, L.; McGraw, J.W.; Gao, F.; Grundy, M.; Ye, Z.; Gu, Z.; Shepherd, J.L. Production of high-concentration graphene dispersions in low-boiling-point organic solvents by liquid-phase noncovalent exfoliation of graphite with a hyperbranched polyethylene and formation of graphene/ethylene copolymer composites. J. Phys. Chem. C 2013, 117, 10730–10742. [Google Scholar] [CrossRef]
- Jang, S.G.; Han, S.C.; Kang, S.J.; Lim, S.W.; Lee, S.S. Preliminary study for development of low dose radiation shielding material using liquid silicon and metalic compound. J. Radiol. Sci. Technol. 2017, 40, 461–468. [Google Scholar] [CrossRef]
- Quadrini, F.; Patrizii, G.; Proietti, A.; Iorio, L.; Bellisario, D.; Santo, L. Compression Molding of Low-Density Polyethylene Matrix/Glass-Fiber-Reinforced Thick Laminates. Polymers 2024, 16, 2722. [Google Scholar] [CrossRef]
- ISO 2781; Rubber, Vulcanized or Thermoplastic—Determination of Density. ISO (International Organization for Standardization): Geneva, Switzerland, 2018.
- Kokalis, C.C.; Giasafakis, C.D.; Kontargyri, V.T.; Gonos, I.F. Hydrophobicity and density measurements on new and field aged medium voltage composite insulators. In Proceedings of the 22nd International Symposium on High Voltage Engineering (ISH 2021), IET, Xi’an, China, 21–26 November 2021; pp. 1725–1730. [Google Scholar] [CrossRef]
- KS M ISO 37; Rubber, Vulcanized or Thermoplastic—Determination of Tensile Stress-Strain Properties. KSA (Korean Standards Association): Seoul, Republic of Korea, 2022.
- KS P 6023; Medical X-Ray Protective Aprons. KSA (Korean Standards Association): Seoul, Republic of Korea, 2018.
- Dahinde, P.S.; Dapke, G.P.; Raut, S.D.; Bhosale, R.R.; Pawar, P.P. Analysis of half value layer (HVL), Tenth value layer (TVL) and mean free path (MFP) of some oxides in the energy range of 122KeV to 1330KeV. Indian J. Sci. Res. 2019, 9, 79–84. [Google Scholar] [CrossRef]
- KS A 4025; Method for Testing the Stability of Food Packaging Materials. KSA (Korean Standards Association): Seoul, Republic of Korea, 2005.
- Hubbell, J.H. Photon mass attenuation and energy-absorption coefficients. Int. J. Appl. Radiat. Isot. 1982, 33, 1269–1290. [Google Scholar] [CrossRef]
- Abdullah, W.; Ramli, R.M.; Khazaalah, T.H.; Azman, N.Z.N.; Nawafleh, T.M.; Salem, F. Enhancing X-ray radiation protection with novel liquid silicone rubber composites: A promising alternative to lead aprons. Nucl. Eng. Technol. 2024, 56, 3608–3615. [Google Scholar] [CrossRef]
- Manikandan, R.; Raja Annamalai, A. Tungsten heavy alloys processing via microwave sintering, spark plasma sintering, and additive manufacturing: A review. Processes 2022, 10, 2352. [Google Scholar] [CrossRef]
- Bhootpur, N.; Brouwer, H.; Tang, Y. Influence of bismuth oxide as a sintering aid on the densification of cold sintering of zirconia. Ceram. Int. 2023, 49, 33495–33499. [Google Scholar] [CrossRef]
- German, R.M. Coarsening in sintering: Grain shape distribution, grain size distribution, and grain growth kinetics in solid-pore systems. Crit. Rev. Solid State Mater. Sci. 2010, 35, 263–305. [Google Scholar] [CrossRef]
- Zhang, H.; Lin, S. Research progress with membrane shielding materials for electromagnetic/radiation contamination. Membranes 2023, 13, 315. [Google Scholar] [CrossRef]
- Gouda, M.M.; Osman, A.F.; Awad, R.; Badawi, M.S. Enhanced radiation shielding efficiency of polystyrene nanocomposites with tailored lead oxide nanoparticles. Sci. Rep. 2024, 14, 19970. [Google Scholar] [CrossRef] [PubMed]
- Warden, D.; Bayazitoglu, Y. Consideration of backscatter radiation from galactic cosmic rays in spacecraft shielding design. J. Thermophys. Heat. Transf. 2021, 35, 650–656. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sheet Name | W | Bi2O3 | PE |
|---|---|---|---|
| RS-1 | 80 | 10 | 10 |
| RS-2 | 85 | 10 | 5 |
| RS-3 | 90 | 5 | 5 |
| Radiation Type | Effective X-Ray Energy (keV) | Lead Shielding Rate (%) | ||
|---|---|---|---|---|
| Thickness (mmPb) | ||||
| 0.1 mm | 0.2 mm | 0.3 mm | ||
| X-ray | 22.5 | 84.24 | 98.14 | 100 |
| 24.3 | 83.53 | 95.07 | 98.12 | |
| 30.2 | 72.78 | 87.78 | 93.61 | |
| 46.5 | 63.97 | 80.43 | 87.93 | |
| 53.8 | 61.40 | 78.22 | 86.41 | |
| Radiation Type | Effective X-Ray Energy (keV) | Shielding Rate (%) | |||||
|---|---|---|---|---|---|---|---|
| Before Sintering | After Sintering | ||||||
| RS-1 | RS-2 | RS-3 | RS-1 | RS-2 | RS-3 | ||
| X-ray | 22.5 | 78.41 | 86.21 | 92.85 | 84.74 | 90.58 | 95.75 |
| 24.3 | 73.23 | 81.85 | 88.52 | 81.47 | 85.78 | 93.45 | |
| 30.2 | 71.45 | 77.75 | 84.41 | 76.52 | 82.41 | 87.89 | |
| 46.5 | 64.44 | 74.21 | 78.17 | 74.14 | 78.12 | 81.36 | |
| 53.8 | 60.86 | 70.32 | 76.11 | 68.56 | 71.11 | 79.12 | |
| Density (g/cm3) | ||||||
|---|---|---|---|---|---|---|
| Before Sintering | After Sintering | |||||
| RS-1 | RS-2 | RS-3 | RS-1 | RS-2 | RS-3 | |
| Mean | 13.11 | 13.12 | 13.24 | 14.88 | 14.97 | 15.21 |
| Standard Deviation | 0.07 | 0.06 | 0.16 | 0.15 | 0.18 | 0.21 |
| Coefficient of Variation (%) * | 0.53 | 0.46 | 1.21 | 1.01 | 12.01 | 1.38 |
| Density (g/cm3) | ||||||
|---|---|---|---|---|---|---|
| Before Solvent Evaporation | After Solvent Evaporation | |||||
| RS-1 | RS-2 | RS-3 | RS-1 | RS-2 | RS-3 | |
| Mean | 12.25 | 12.84 | 13.20 | 13.98 | 14.21 | 14.94 |
| Standard Deviation | 0.03 | 0.02 | 0.01 | 0.02 | 0.16 | 0.18 |
| Coefficient of Variation (%) * | 0.24 | 0.15 | 0.08 | 0.14 | 11.26 | 12.05 |
| Radiation Type | Effective X-Ray Energy (keV) | Shielding Rate (%) | |||||
|---|---|---|---|---|---|---|---|
| Before Compression | After Compression | ||||||
| RS-1 | RS-2 | RS-3 | RS-1 | RS-2 | RS-3 | ||
| X-ray | 24.1 | 78.91 | 86.41 | 94.12 | 82.78 | 90.52 | 96.45 |
| 26.8 | 74.92 | 82.21 | 90.45 | 77.26 | 88.12 | 94.23 | |
| 39.4 | 70.63 | 76.74 | 86.87 | 75.47 | 84.47 | 89.36 | |
| 48.2 | 68.32 | 71.56 | 77.23 | 70.18 | 81.58 | 84.54 | |
| 54.4 | 62.77 | 66.28 | 74.74 | 68.63 | 78.23 | 82.11 | |
| Density (g/cm3) | ||||||
|---|---|---|---|---|---|---|
| Before Compression | After Compression | |||||
| RS-1 | RS-2 | RS-3 | RS-1 | RS-2 | RS-3 | |
| Mean | 13.11 | 13.23 | 13.49 | 14.95 | 15.04 | 15.23 |
| Standard Deviation | 0.05 | 0.04 | 0.05 | 0.15 | 0.18 | 0.20 |
| Coefficient of Variation (%) * | 0.38 | 0.30 | 0.37 | 1.00 | 1.20 | 1.31 |
| Tensile Strength (MPa) | ||||||
|---|---|---|---|---|---|---|
| Before Compression | After Compression | |||||
| RS-1 | RS-2 | RS-3 | RS-1 | RS-2 | RS-3 | |
| Mean | 18.5 | 16.5 | 15.8 | 18.4 | 17.1 | 15.5 |
| Standard Deviation | 0.03 | 0.03 | 0.04 | 0.05 | 0.13 | 0.16 |
| Coefficient of Variation (%) * | 0.16 | 0.18 | 0.25 | 0.27 | 0.76 | 1.03 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, S.-C. Development of a Process Technology to Improve the Internal Particle Density and Enhance the Performance of Medical Radiation Shielding Materials. Materials 2025, 18, 2174. https://doi.org/10.3390/ma18102174
Kim S-C. Development of a Process Technology to Improve the Internal Particle Density and Enhance the Performance of Medical Radiation Shielding Materials. Materials. 2025; 18(10):2174. https://doi.org/10.3390/ma18102174
Chicago/Turabian StyleKim, Seon-Chil. 2025. "Development of a Process Technology to Improve the Internal Particle Density and Enhance the Performance of Medical Radiation Shielding Materials" Materials 18, no. 10: 2174. https://doi.org/10.3390/ma18102174
APA StyleKim, S.-C. (2025). Development of a Process Technology to Improve the Internal Particle Density and Enhance the Performance of Medical Radiation Shielding Materials. Materials, 18(10), 2174. https://doi.org/10.3390/ma18102174